Embed Size (px)
Citation preview

Bioreactor Design
MATA KULIAH: PENGANTAR TEKNOLOGI BIOPROSES
Nur Istianah-THP-FTP-UB-2014

Nur Istianah-THP-FTP-UB-2014

Bioreactor: device, usually a vessel, used to direct the activity of abiological catalyst to achieve a desired chemical transformation.
Product
Bioreactor
Recycle
Product
separation & purification
Nutrients tank
Waste
Input
Pre-filtration
Fermenter: type of bioreactor in which the biocatalyst is a living cell.
Nur Istianah-THP-FTP-UB-2014
What is a bioreactor?
http://upload.wikimedia.org/wikipedia/commons/7/71/Bioreactor_principle_svgedit.png

1Nur Istianah-THP-FTP-UB-2014
Biomass concentration
Nutrient supply
Sterile conditions
Effective agitations
Heat removal
Shear conditions
Product removal
Product inhibition
Aeration
Microbial activities
Bioreactor Performance

2
1. Aerobic bioreactor: Need adequate mixing and aeration
2. Anaerobic bioreactor: no need agitation
3. Semiaerobic bioreactor: No mixing, but need aeration
Nur Istianah-THP-FTP-UB-2014
20%
70%
10%
aerobic
anaerobic
semiaerobic
Groups of Bioreactor

3
-1. Stirred tank
•Baffles are usually used to reduce vortex. D=3m, 4 baffles. D>3m, 6-8 baffles
• Applications: free and immobilized enzyme reactions. High shear forces may damage cells
•Require high energy input. Cooling can be used to cover excess heat
Nur Istianah-THP-FTP-UB-2014
(+) Low cost

4
- 2. Bubble column
Application: production of baker’syeast, beer, vinegar, and waste water treatmentMixing method: Gas sparging•Simple design•Good heat and mass transfer•Low energy inputGas-liquid mass transfer coefficients depend largely on bubble diameter and gas hold-up.
Nur Istianah-THP-FTP-UB-2014
1< H/D < 6

- 3. Airlift reactor
There are two liquid steams: up-flowing and down-flowing steams.Liquid circulates in an airlift reactor as a result of density differencebetween riser and downcomer. Aplication: alcoholic fermentation
Nur Istianah-THP-FTP-UB-2014
Steril
Large capacity
Low shear
High cost
Poor nutrient distribution
Foaming

Nur Istianah-THP-FTP-UB-2014

6
Packed-bed reactors are used with immobilized or particulate biocatalysts.
Medium can be fed either at the top or bottom and forms a continuous liquid phase.
Nur Istianah-THP-FTP-UB-2014
- 4. Packed-bed reactor
7
•The trickle-bed reactor is another variation of the packed bed reactors.•Liquid is sprayed onto the top of the packing and trickles down through the bed in small rivulets.• Application: aerobic wastewater treatment
Nur Istianah-THP-FTP-UB-2014
- 5. Trickle-bed reactor

8
•When the packed beds are operated in upflowmode, the bed expands at high liquid flow rates due to upward motion of the particles. •Channelling and clogging of the bed are avoided.•Application: wastewater treatment and the production of vinegar.
Nur Istianah-THP-FTP-UB-2014
- 6. Fluidized bed reactor

9Nur Istianah-THP-FTP-UB-2014
FEDBATCH
PLUG FLOW CSTR
http://commons.wikimedia.org
http://www.aspentech.com
http://commons.wikimedia.org
Bioreactor Operation Modes
BATCH

10
A batch bioreactor is normally equipped with an agitator to mix the reactant, and the pH of the reactant is maintained by employing either buffer solution or a pH controller
Sm
Ss
CK
Cr
dt
dCr
max
trCCC
CK ss
s
sm max0
0ln Change of Cs with time, t
Batch operation with stirring
•A foam breaker may be installed to disperse foam
Nur Istianah-THP-FTP-UB-2014
-1.a. Batch Operation

10Nur Istianah-THP-FTP-UB-2014
-1.b. Fed Batch Operation

11
In a plug-flow reactor, the substrate enters one end of a cylindrical tube with is packed with immobilized enzyme and the product steam leaves at the other end.
max0
0ln rCCC
CK ss
s
s
m
F, Cs0 F, Cs
t = 0F
V
An ideal plug-flow reactor can approximate the long
tube, packed-bed and hollow fiber or multistaged reactor
Residence time
Continuous operation without stirring
V
Nur Istianah-THP-FTP-UB-2014
-2. Plug-flow mode

12
A continuous stirred-tank reactor (CSTR) is an ideal reactor which is based on the assumption that the reactants are well mixed.
Continuous operation with
stirring
F, Cs0
F, Cs
V
Nur Istianah-THP-FTP-UB-2014
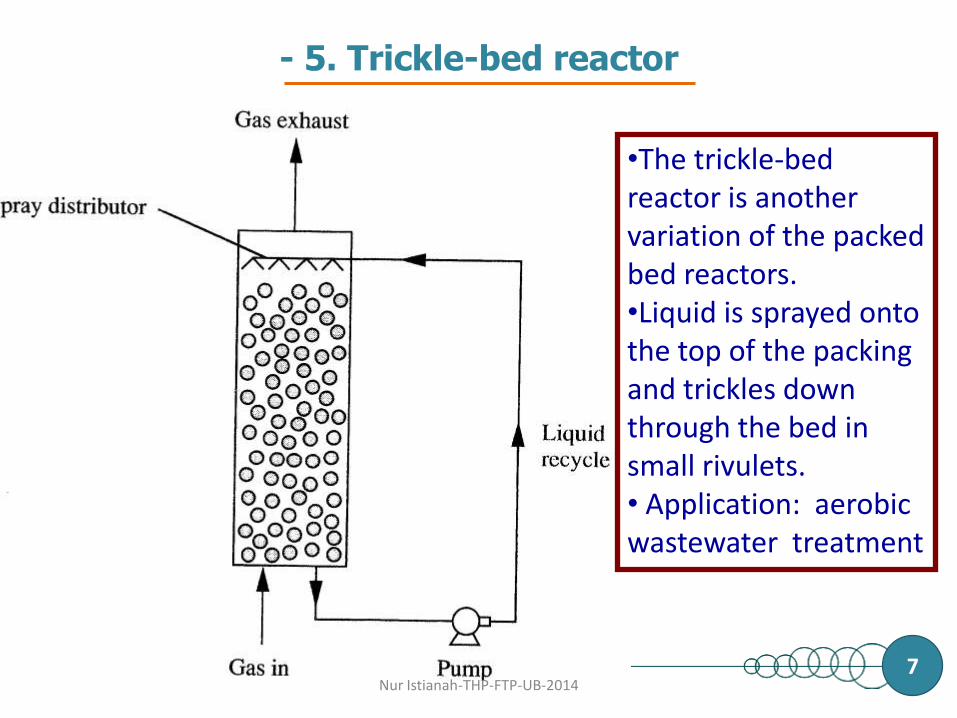
-3. Continuous stirred-tank
dt
dXVVrXXF x )( 0
F, Cs0
F, Cs
V
Mass balance of cell:
onAccumulati GOutput -Input eneration
Nur Istianah-THP-FTP-UB-2014
the ratio of biomass rate of generation to biomass concentration, rx/X, that is the specific growth rate; μ
)(
)( 0
XX
D
rXXV
Fx
X
rx
D
0dt
dX sSteady state:
DV
F
1
00 XNo cell in inlet:
-3. Continuous stirred-tank – cont.

14Nur Istianah-THP-FTP-UB-2014
Monod rate:SK
S
s max
SK
SD
s max
D
DKS s
max
At steady state, substrate utilisation is balanced with a rate equation:
VSK
SSSF
s
max
0 )(
SK
SSSD
s
max0 )(
SS
XXY
0
0
D
DKSYXX s
max
00

15Nur Istianah-THP-FTP-UB-2014
Bioreactor Design Properties
1 • Mass Transfer
2 • Heat Transfer
3 • Dimension
4 • Power consumption
5 • Hold Up

Nur Istianah-THP-FTP-UB-2014
1 • Mass Transfer
Determine KLa
α is proportionality factor, 2x10-3
Nur Istianah-THP-FTP-UB-2014
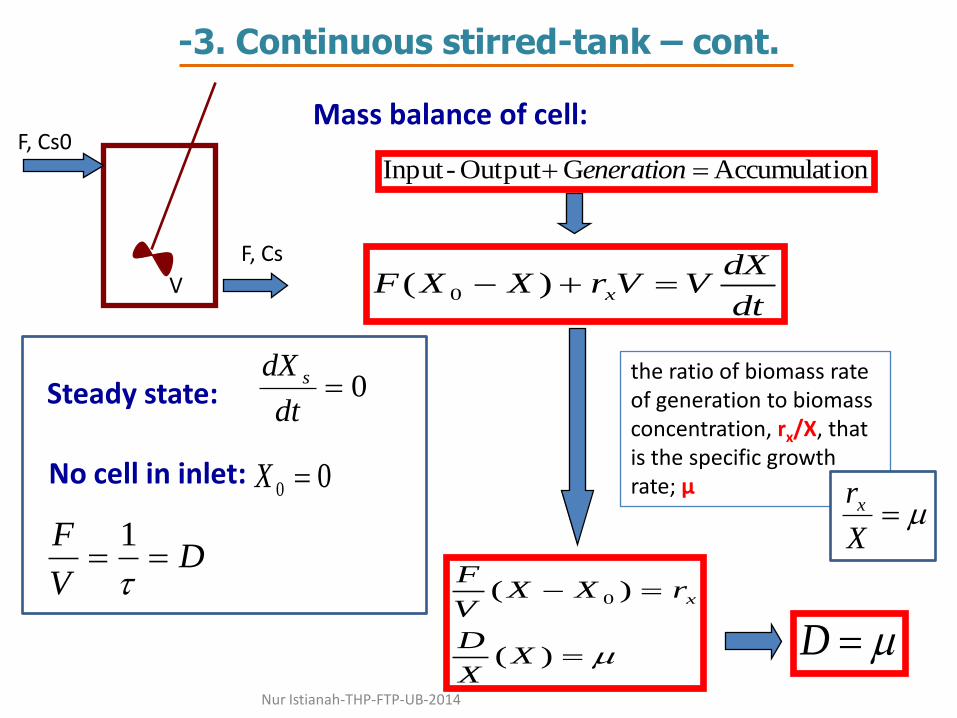
2 • Heat Transfer
The reaction in bioreactor, especially fermentation:
generate HEAT
Need cooling (coils or jacket in vessel)
Conduction
single layer
multi layer
Convection Natural
Forced
x
TkAq
x
ThAqx

Nur Istianah-THP-FTP-UB-2014
3 • Dimension
1. Reactor volume
2. Reactor diameter
3. Ratio of reactor diameter to impeller diameter
Dt/Di
4. Ratio of the height of the liquid level to impeller
diameter, HL/Di

Nur Istianah-THP-FTP-UB-2014
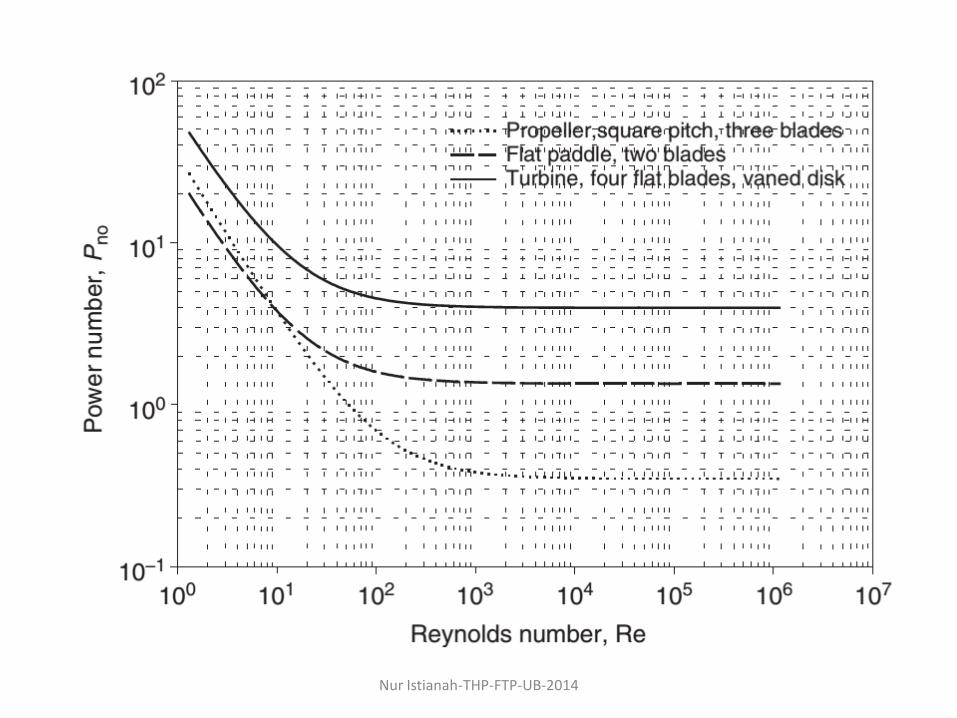
4 • Power consumption
Power consumption per unit volume of liquid
Power consumption:
53
i
c
pDN
PgN
c
ip
g
DNNP
53
NP is a function of Re and type of impeller Use graph
N = rpm/60 = ... rps
Nur Istianah-THP-FTP-UB-2014
Nur Istianah-THP-FTP-UB-2014
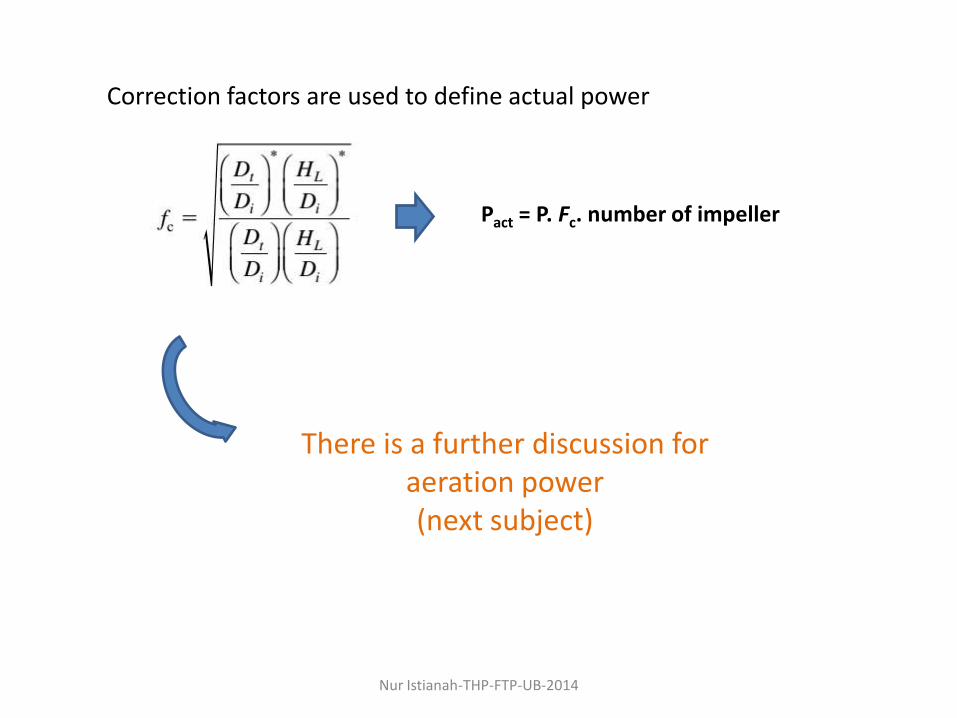
Correction factors are used to define actual power
Pact = P. Fc. number of impeller
There is a further discussion for aeration power(next subject)

Nur Istianah-THP-FTP-UB-2014
5 • Hold Up
Assume air in water

kcalYCVq
1
Heat production rate:
q : heat production rate, kcal/ls
V: reactor liquid volume, l
: specific growth rate, s-1
C: biomass concentration (g/l)
Ykcal: a yield coefficient given as
grams of cells formed per kcal energy
released, g cells/kcal
Heat load: Heat load is determined by energy balances
Practical Issues for Bioreactors- Temperature Control (Heat Load)
Popular method
Nur Istianah-THP-FTP-UB-2014

-Temperature control (heat transfer)
Heat transfer surface area: 1. Low in (a) external jacket and (b) external coil for small reactors
2. High in (c) internal helical coil and (d) internal baffle coil for large reactors
3. Easily adjustable in (e) a separate external heat exchange unit
Difficult to clean
Easily fouled by cell
growth on the
surface
No cleaning problem
• Sterility
requirement
• Shear forces
imposed on cells
• Depletion of
oxygen Nur Istianah-THP-FTP-UB-2014

1. Biological reactions almost invariably are three-phase reactions (gas-liquid-solid). Effective mass transfer between phases is often crucial. For example, for aerobic fermentation, the supply of
oxygen is critical.
HPCgAA
* gAAlA CCKJ *
The equation governing the oxygen transfer rate is:
Agitation:
•Mechanical stirring (for small reactors, and/or viscous liquids, low reaction heat)
•Air-driven agitation (for large reactors and/or high reaction heat)
-Agitation (gas transfer)
Nur Istianah-THP-FTP-UB-2014

19
1. Mechanical foam breaker (a supplementary impeller)
2. Chemical antifoam agents (may reduce the rate of oxygen transfer)
- Foaming removal
Nur Istianah-THP-FTP-UB-2014

20
1. Aseptic operation (3-5% of fermentations in an industrial plant are lost due to failure of sterilization.
2. Construction materials (glass for small bioreactors, e.g., < 30 liters and corrosion-resistant stainless steel for large reactors)
3. Sparage design (three designs: porous, orifice and nozzle)
4. Evaporation control due to dry air input
- Other issues
Nur Istianah-THP-FTP-UB-2014

THANKS FOR YOUR ATTENTION
The best person is one give something useful always
Nur Istianah-THP-FTP-UB-2014




![ANALISA EKONOMI[3] - Nur Istianah...19/11/2014 Nur Istianah-PUP-Analisa Ekonomi 2 Nilai tukar uang Ongkos Cash flow Alternatif Ekonomi ROI BEP POT Depresiasi Pajak Inflasi Analisa](https://img.pdfslide.net/doc/110x75/609a569e61f326052c2d9a8c/analisa-ekonomi3-nur-19112014-nur-istianah-pup-analisa-ekonomi-2-nilai.jpg)