Embed Size (px)
Citation preview

Biotechnological Innovations and Alternative Uses for the
Sugar waste-stream, Molasses.
Report Prepared by: Kevin ByrneCaitríona DalyYvonne Anders
Subject: Waste Management.Lecturer: Dr. Michael Broaders.Date of submission: 16/12/’05

Contents.
Chapter Page Number
Introduction………………………………………………………………….3Production of MolassesTypes of MolassesBoston Molasses Flood (History)
Primary Uses of Molasses……………………………………………….12Silage Preservation
Biotechnological Uses of Molasses…………………………………….17
Bioethanol……………………………………………………………..17Production ProcessSuitable MicroorganismsUses of Bioethanol
SCP……………………………………………………………………26Production ProcessCase Study – Indonesia Repetila III
Citric Acid……………………………………………………………..34
Bioremediation Using Molasses………………………………………..39
Conclusion………………………………………………………………….42
References………………………………………………………………….43
2

Introduction.
Molasses is a liquid sugar extracted from the juice of the sugar cane or sugar
beets. In making refined table sugar, the sugar cane is harvested, mashed and
the raw juices are boiled to extract the sugar grains for further processing. The
syrup is placed into a very large pan for boiling, the last stage. In the pan even
more water is boiled off until conditions are right for sugar crystals to grow. You
may have done something like this at school but probably not with sugar because
it is difficult to get the crystals to grow well. In the factory the workers usually
have to throw in some sugar dust to initiate crystal formation. Once the crystals
have grown the resulting mixture of crystals and mother liquor is spun in
centrifuges to separate the two, rather like washing is spin dried. The crystals are
then given a final dry with hot air before being stored ready for despatch. (1) The
remaining syrup is called first molasses. First molasses is then thinned with water
and re-boiled so that more raw sugar can be extracted. The leftover syrup from
the second boiling is second molasses, and so on. After three or more boilings,
molasses is called blackstrap, which has a bitter taste, and is used primarily for
cattle feed and industrial purposes.
Molasses is sold in a variety of grades. The highest grade is made from clarified
and reduced pure sugarcane juice, before the sugar extraction process begins.
The Grandma Molasses Company sells this as their “gold label molasses.” Their
“green label” is the first molasses described above. Either high grade or first
molasses is appropriate for cooking. Molasses from sugar beets has a bitter
taste, and is not sold for consumption.
Some manufacturers will make sugar and molasses from sugar cane which is
picked unripe and then ripened through exposure to sulphur. In that case,
molasses will be labelled “sulphured.” Although cheaper, try not to buy sulphured
molasses – the sulphur taste is especially retained in the syrup.
3

Sugar Beet (Beta Vulgaris) is a member of the order Chaenopodeacae. It has
been developed by genetic selection from the commonly found wild plant sea
beet, strains of the species with large root size and high sugar content being
developed over time.
Fig1.1. World Map of Sugar cane and Beet Production
Sugar Beet Molasses
Molasses from the sugar beet is different from cane molasses. Only the syrup left
from the final crystallisation stage is called molasses; intermediate syrups are
referred to as high green and low green. It is about 50% sugar by dry weight,
predominantly sucrose but also containing significant amounts of glucose and
fructose. The non-sugar content includes many salts such as calcium, potassium,
oxalate and chloride. As such, it is unpalatable and is mainly used as an additive
to animal feed or as a fermentation feedstock. It is possible to extract additional
sugar from beet molasses through a process known as molasses desugarisation.
The processing starts by slicing the beets into thin chips. This process increases
4

the surface area of the beet to make it easier to extract the sugar. The extraction
takes place in a diffuser where the beet is kept in contact with hot water for about
an hour. The diffuser is a large horizontal or vertical agitated tank in which the
beets slices slowly work their way from one end to the other and the water is
moved in the opposite direction. This technique exploits industrial scale
chromatography to separate sucrose from non sugar components. The technique
is only economically viable in areas where the price of sugar is supported above
the world market. The non-sucrose elements in the beet sugar production
process are called molassegenic because they take equal amounts of sucrose
with them to the molasses stage where it cannot normally be economically
extracted.
Fig.1.2 The Sugar Beet Plant
There are three major types of molasses: unsulphured, sulphured and
blackstrap. There are also three major grades of molasses: first molasses,
second molasses, and blackstrap molasses. The Unsulphured molasses is the
finest quality. It is made from the juice of sun-ripened cane and the juice is
clarified and concentrated. Sulphured molasses is made from green (not yellow)
sugar cane and is treated with sulphur fumes during the sugar extraction
process. Each season, the sugar cane plant is harvested and stripped of its
5

leaves. Its juice is then extracted from the canes (usually by crushing or
mashing), boiled until it has reached the appropriate consistency, and processed
to extract the sugar. The results of this first boiling and processing is first
molasses, which has the highest sugar content because comparatively little
sugar has been extracted from the juice. Second molasses is created from a
second boiling and sugar extraction, and has a slight bitter tinge to its taste.
Further rounds of processing and boiling yield the dark blackstrap molasses,
which is the most nutritionally valuable, and thus often sold as a health
supplement, as well as being used in the manufacture of cattle feed, and for
other industrial uses.
Fig. 1.3 The Sugar Cane Plant
6

Harvesting
Harvesting is carried out using special sugar Beet harvesters. These machines
lift the plants from the ground, remove the tops and clean and convey the roots to
a storage hopper or directly to a trailer being driven alongside. Sugar Beet yields
on average, 40 tonnes of roots and 25-30 tonnes of tops per ha.
Fig. 1.4 Section through a Beet Chopper Harvestor
Typical yields of Sugar Cane are generally around 40-50 tonnes of Cane per
hectare. Harvesting the Sugar Cane crop is different to the harvest of Sugar Beet
crops. The crop is harvested straight off the surface whereas Sugar Beet is
plucked straight out of the ground. The biggest challenge for the industry has
been to become internationally competitive against low-cost countries like Brazil,
rationalisation has seen changes to sugar marketing and hundreds of farmers
7

have left the industry. But at least cane growers have a positive outlook to
undertake further reform. (3)
Fig 1.5. A crop of Sugar Cane being Harvested
PaymentFarmers are payed by Sugar factories on the basis of (a) weight of washed roots
and (b) sugar content. The price per tonne is based on a sugar content of 16%.
Bonuses and reductions are made for sugar contents above or below this value.
HistoryMolasses has been imported into the United States from the Caribbean Islands
since the time of the early colonists. It was the most popular sweetener used until
the late 19th century since it was much more affordable than refined sugar, which
was very expensive at that time.
8

Blackstrap molasses gained in popularity in the mid-20th century with the advent
of the health food movement. Today, the largest producers of molasses are India,
Brazil, Taiwan, Thailand, the Philippines and the United States.
Recently the E.U commissioner for agriculture Peter Mandelson has been trying
to force reforms of Sugar Beet production in Europe. At present our minister for
Agriculture, Minister Coughlan has been negotiating with the 11 States which are
currently opposed to the reforms. It was the same principle that applied to the
Milk Quota across countries like Canada but now in the sugar case, Europe has
taken a much tougher line with its sugar producers than Canada has with its dairy
farmers. Canada simply reduced the quota but maintained the price. Europe is
effectively forcing whole regions out of sugar production and bringing its price
down much nearer to that of sugar cane. For the rest of the tillage sector, Europe
is already at or below world prices according to an article in the December 3 rd
edition of the Farmers Journal.
The EU are now looking for more efficient and cost effective ways of producing
sugar which in time will wipe out the whole Beet industry in Ireland and Europe,
and may eventually lead to global wipeout of the whole Sugar Beet industry.
9

Boston Molasses Flood.
Other catastrophes destroyed more houses and killed more people. 21
dead people (choked or crushed) and one million dollar damage to property- that
is peanuts in the registration of world- shaking adversities. But, in so far as
aesthetics are concerned, it can hardly be outdone: Bostons big molasses flood.
It happened on the 15th of January 1919. A big steel tank (15 m high and 27m
diameter) standing in the harbor of Boston.
Almost 9 million litre raw molasses were waiting to be decanted.
Around lunchtime a deep flicking bang was hear- the bottom plate of the
molasses tank burst.
Steel anchors left their anchorages, more plates got blown off and a huge
plethora of brown, tenacious molasses poured out from the tank.
The molasses made its way into town. It ran through the streets at an estimated
35 MPH (60 km/h) A six meter high molasses wave wallowed through the harbor
of Boston towards a residential area.
Things that were in the way of the wave, people, railway wagons, horse carts got
cleared away.
The stream rooted out foundations of wood houses and pushed them away.
Doors and windows of more stable built houses got pushed in, basements and
floors got filled up metres high with the sticky pulp. Who was not able to run away
fast enough got sucked into the pulp.
Passersby, who helped the unlucky stuck people, got sucked to the “molasses
covered victims” themselves and got roped in the stream. Who wanted to wipe off
the molasses on the body by hands made everything worst.
Also, the local fire brigade did not have any miracle cure against the molasses
ready, they got stuck like everybody else.
After three hours the stream stopped moving.
10

Those who could be rescued from the waist-high molasses, had to be cut out of
the solidified clothes outright.
Any hopelessly covered horses got shoot dead.
The clean up took months. The whole harbor smelled after molasses and fouling
cadavers for months.
Molasses had to be pumped out from houses. Walls and streets got hosed down
from molasses.
After recovering from the fright people asked themselves how it came that the
accident occurred? First of all people thought the molasses could have exploded
due to natural reasons.
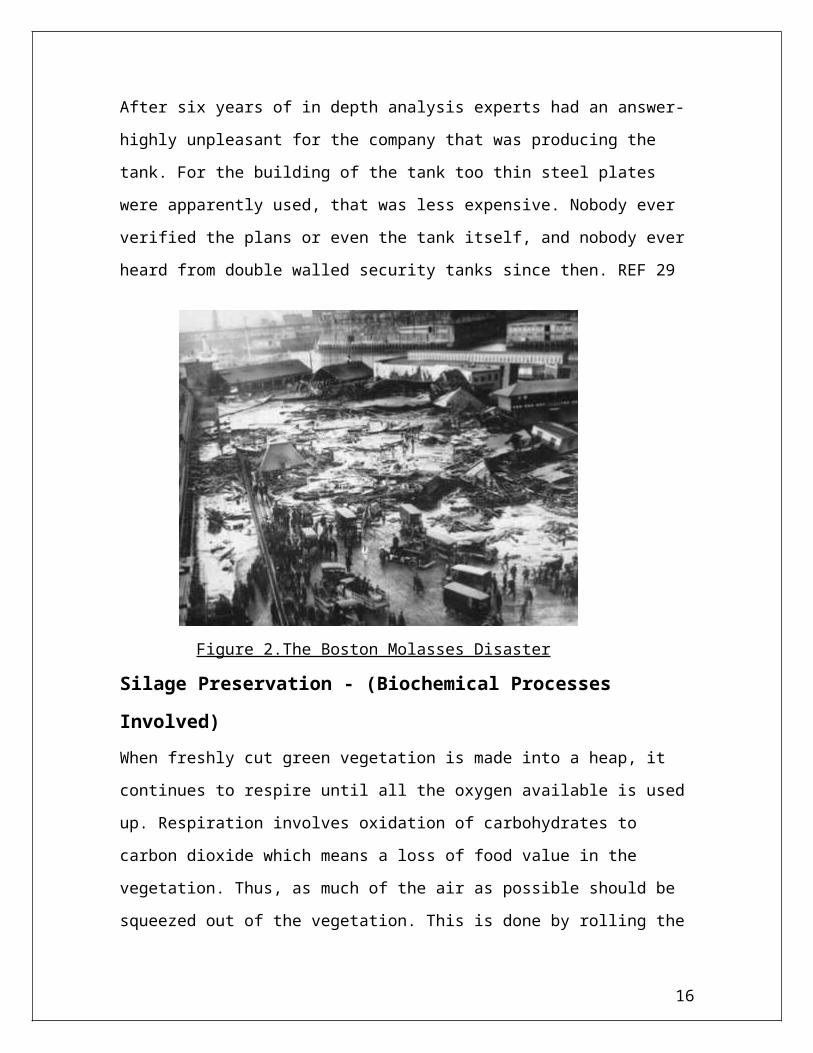
After six years of in depth analysis experts had an answer- highly unpleasant for
the company that was producing the tank. For the building of the tank too thin
steel plates were apparently used, that was less expensive. Nobody ever verified
the plans or even the tank itself, and nobody ever heard from double walled
security tanks since then. REF 29
Figure 2.The Boston Molasses Disaster
11

Silage Preservation - (Biochemical Processes Involved)When freshly cut green vegetation is made into a heap, it continues to respire until all the
oxygen available is used up. Respiration involves oxidation of carbohydrates to carbon
dioxide which means a loss of food value in the vegetation. Thus, as much of the air as
possible should be squeezed out of the vegetation. This is done by rolling the silage heap
with a tractor. A polythene sheet of appropriate size is pulled tightly over the heap of
silage to complete the sealing. When the oxygen is used up and the environment
anaerobic, bacteria present on the vegetation begin to cause fermentation, which is the
conversion of carbohydrate to organic acids (Lactic Acid). This continues until the pH
falls to a certain level at which all microbial activity is inhibited and the material is
“Pickled” or preserved. This is known as controlled fermentation through anaerobic
respiration. (2)
When the concentration of carbohydrates in the vegetation is high, the bacteria
which control the fermentation process are Lacto-bacillus and Streptococcus
species. The acid produced is Lactic Acid. Lactic Acid Silage is palatable to stock,
highly nutritious and can be kept safely for years provided air is excluded from it.
Packing forage quickly and tightly helps to eliminate residual oxygen. The low pH
stops plant enzymatic activity and further microbial metabolism which preserves
the forage as silage assuming that oxygen is not allowed to penetrate the mass
as Breen and Mullen state in their 1992 edition of Agricultural Science. (2)
If, on the other hand, the concentration of carbohydrates is low, fermentation is
controlled by clostridium which leads to the formation of Butyric Acid. Butyric Acid
silage is unpalatable to stock, less nutritious than lactic acid silage and far less
stable, lasting only a few months.
Advantages of Including Molasses In Animal Feeds:
12

It is frequently claimed that small amounts of molasses in a roughage-based diet
stimulate rumen fermentation. The most appropriate role for small amounts of
molasses in ruminant diets is as a vehicle for other nutrients (e.g. urea and
minerals). A drought feeding strategy based on the use of liquid molasses
supplements containing from 8 to 10 percent urea is now an established practice
in Australia (Nicol et al., 1984) and has been introduced sucessfully in Africa
(Preston and Leng, 1986). (11)
The incorporation of urea and other nutrients in molasses-based (multi-
nutritional) blocks promises to be an even more attractive technology, especially
for smallholder-village farmers, for supplementation of locally available crop
residues which are of low digestibility and also deficient in fermentable nitrogen
(Leng and Preston, 1984; Sansoucy et al., 1986). (11)
Molasses can improve the taste of a food simply by having traces in the solution.
It reduces the dust element in the food as well because of its stickiness. Dust
may also result in feed wastage. Literature reports have shown that molasses
practically eliminated 10% all dust and eliminated 30% fine particles. It is used
for pelleting feeds for poultry and farm animals. The cost of molasses is
outweighed in the long run when you look at the returns and profits.
13

Nutritional Uses of Molasses In The DietMolasses may be fed to livestock in several ways such as molassed meal,
molasses blocks, and liquid form to provide energy directly or be used as a
carrier for non-protein nitrogen, vitamins and minerals as well as medicinal
compounds.
Molasses Blocks- While the formulations were being tested for setting and
hardness, they were also fed to animals. When placed in feed troughs, animals
had a tendency to move the blocks about and at times to bite off big chunks.
Treacle Cakes- Treacle is a British term, a generic word for any syrup made in
the process of refining sugar cane and it can range from very light to very dark.
However, when used in cooking, treacle has come to mean the equivalent of dark
molasses.
Molasses- A renewable Fuel FeedstockWith the inevitable depletion of the world's petroleum supply, there has been an
increasing worldwide interest in alternative, non-petroleum-based sources of
energy. A growing source of transportation fuel worldwide is fermentation derived
bio-ethanol. As well as reducing green-house gases, bio-ethanol produces less
harmful emissions during combustion than its fossil fuel equivalents. Bio-ethanol
is produced from a wide variety of raw materials – including cornstarch, sugar
cane and lingo-cellulosic waste materials. The main cost element in bio-ethanol
production is the feedstock. The use of alternative types of biomass as a source
of carbohydrates for fermentation to ethanol has been studied by many
investigators worldwide. Potential cheap feedstocks include lingo-cellulosic
biomass from urban and industrial waste and from wood/agricultural residues.
Researchers at the Institute of Technology Carlow have investigated the
conversion of a variety of waste materials to ethanol – including grasses, cereal
straws, newspaper and waste office paper. This research has now been
expanded to include sugar processing waste.
14

1.34 million tonnes of sugar beet are grown in Ireland each year by 3,700
growers based mainly in the southeast of the country. The sugar beet is
processed at two plants, one in Carlow and one in Mallow, which yields 200,000
tonnes of sugar. The main by-products of sugar processing are molasses and
sugar beet pulp. (8) The Carlow factory produces 25,000 tonnes of molasses and
80,000 tonnes of sugar beet pulp annually. Molasses and pulp are currently used
as animal feed. However, as pulp and the molasses contain substantial amounts
of carbohydrates, they have potential as a raw material for the production of fuel
ethanol or bio-ethanol. Molasses contains 50% sucrose, with smaller amounts of
fructose and glucose. Sugar beet pulp contains approximately 30% cellulose,
30% hemi-cellulose, and 30% pectin.
The research at Carlow is concentrating on the enzymatic hydrolysis of the sugar
beet pulp to its constituent monomeric sugars – which include glucose, fructose,
mannose, galactose, xylose and arabinose. While technology for fermentation of
single sugars (particularly glucose) is very well developed, the fermentation of
complex mixtures of sugars which include pentoses is not. The use of
unconventional fermenting microorganisms to maximize ethanol production is
being investigated. The ultimate aim is to work towards the development of new
microbial strains with improved properties for the conversion of such waste-
derived sugar hydrolysates to ethanol.
Legislation:
The Molasses Act of 1773 was a tariff passed by England to try to discourage the
colonists from trading with areas of the West Indies that were not under British
rule. This legislation is thought to be one of the events that catalyzed pre-
revolutionary colonial dissent and unrest. The Act was passed by Parliament at
the request of planters of the British West Indies placing a heavy duty on all
sugar, molasses, and rum imported into the American colonies from non-British
islands in the Caribbean. The British West Indies feared that American trade with
15
other islands would destroy the British sugar industry. The Molasses Act proved
ineffective owing to colonial smuggling and Parliament's failure to enforce it.
The Sugar Act of 1764 was a measure passed by Parliament placing heavy
duties on sugar, textiles, coffee, indigo, and wine imported to the American
colonies from foreign countries to help pay the costs of keeping British troops in
America. It lowered the duty on molasses to discourage the smuggling that had
followed the Molasses Act of 1733, but raised the duty on refined sugar and other
foreign goods. Unlike the Molasses Act, the Sugar Act was strictly enforced.
Colonists saw it as unnecessary taxation, and it was one of the causes of the
American Revolution.
16

Production Of Ethanol using Biotechnology.
While bioethanol production is well documented and has moved from a
laboratory scale to commercial production. The use of a molasses substrate is
still in research stage. However there have been many recent advances in this
particular field and also certain issues that have pushed for an increase in
bioethanol production (regardless of its origins). The main issue concerning
bioethanol production has been the steady, inevitable, decrease in the supply of
fossil fuels. An accepted alternative to fossil fuels are biofuels. Within the scope
of “biofuels” is the use of bioethanol as a fuel. The EU Biofuels Directive
(2003/30/EC) has also caused increased awareness of this problem and also
calls for alternatives to be found. It calls on member states to include minimum
levels of biofuel or other renewable in their transport fuel supplies and sets non-
mandatory targets;
• 31/12/05 – 2% biofuels in overall transport fuels.
• 31/12/10 – 5.75% biofuels in overall transport fuels.
According to a recent report by Sustainable Energy Ireland (SEI), Ireland could
meet approximately 23% of the 2010 target without relying on imports and
assuming no major changes to agricultural practices and landuse. This would
mean that of the transport fuels being used, biofuels would account for 1.3225%.
This is a very low proportion considering the availability of the necessary raw
materials for bioethanol. Molasses, an agricultural waste, could be utilised to
produce bioethanol.
17

Production Process.Bioethanol is produced by the fermentation of beet or sugar cane molasses by a
suitable microorganism in a fermentor. The ethanol formed in the fermentor is
recovered by operating a primary distillation step in a circulation circuit with the
fermentor. A stream of fermentation liquor with an ethanol content of 3-7% by
weight and a content of fermentable material less than 2% by weight is
continuously withdrawn from the fermentor. The aforementioned stream is
separated in a centrifugal separation step into a microorganism enriched stream
and a liquid stream. This microorganism-rich stream is then recirculated to the
fermentor, into an essentially microorganism-free stream. The primary distillation
step is repeated, i.e. it is separated into an ethanol enriched top stream and a
residual liquid stream, a part of which is recirculated to the fermentor and the
remaining part is supplied to a secondary distillation step. The secondary
distillation step involves stripping off remaining ethanol and forming a
concentrated ethanol free stillage. The stillage is discharged. The ethanol-
containing vapour stream is collected and, along with the first fermentation
stream, is condensed to yield liquid ethanol. In a long time fermentation of
molasses at steady-state concentration in the range 10-18% by weight dry solids
content in the fermentor, an ethanol productivity of 8-15 kg ethanol per hour and
1m3/hr fermentor liquid is generally achieved [20]. The productivity will also
depend on the type of microorganism used in the process.
18

Suitable Microorganisms.Bioethanol is ethanol that has been produced by a certain type of
microorganism. Microorganisms that can produce ethanol are known as
ethanologenic organisms. Ethanologenic microorganisms include; Aspergillus
niger (mould/higher fungi), Kluyveromyces marxianus (yeast),
Schizosaccharomyces pombe (yeast), Saccharomyces cerevisiae (yeast),
Clostridia spp. (bacteria) and Zymomonas mobilis (bacteria). There is great
diversity among them, i.e. yeasts, moulds, bacteria. Saccharomyces cerevisiae is
the most commonly used organism for bioethanol production, hence, more is
known about its specific qualities and requirements. Bioethanol production is of
interest as the microorganisms used can utilise many types of substrate in their
growth and ethanol production. Bioethanol can be produced from a wide variety
of raw materials including cornstarch, sugar cane, sugar beet and lignocellulose
waste materials. As waste streams from various industries, e.g. sugar refining,
can be utilised and thus turned into a further resource, and also reducing waste,
the bioethanol production process is of great importance. The use of alternative
types of biomass as a source of carbohydrates for fermentation to ethanol has
been studied by many investigators worldwide.
The choice of substrate used is an important deciding factor in bioethanol
production. It is generally accepted that the greatest cost involved in bioethanol is
that of the substrate. By using waste materials e.g. molasses, as the substrate
material this cost can be significantly reduced. The main requirement of the
substrate is that it is; carbohydrate-rich, contains nutrients, easily broken down by
microorganisms. Molasses meets all of these requirements. It is a carbohydrate
and sugar rich compound. It is made up of 50% sugars and …..
The production of bioethanol using molasses is a simple two-step process. The
molasses must first undergo enzymatic hydrolysis to break it down into its
constituent monomeric sugars. The sugars that make up 50% of molasses are:
sucrose (50-60%), glucose (25-35%), fructose (20-30%), and mannose,
galactose, xylose and arabinose (1-5%). Once the molasses has been broken
down, the microorganisms can then ferment the various monomeric sugars to
19

ethanol. Depending on the microorganism being used, the conditions for ethanol
production will vary.
Of the ethanologenic species already mentioned, extensive research has
been done on the utilisation of molasses substrates by K. marxianus
[14,15,16,17] and, the use of high glucose-content substrates by Z. mobilis
[18,19].
Kluyveromyces marxianus is a thermotolerant ethanol-producing yeast.
Studies have been conducted using it to produce ethanol from a molasses
substrate [14,15,16,17]. In these laboratory assessments, a strain of K.
marxianus known as IMB3 was used. Many factors that might affect the
efficiency and growth of K. marxianus IMB3 such as; substrate concentration,
type of immobilisation, pre-treatment; were investigated by S. Gough et al.
Fermentation of the molasses occurred at 45oC. The cells were immobilised in
either calcium alginate gel or poly(vinyl alcohol) cryogel (PVAC) beads. During
the first investigation, molasses originating in Guatemala, Honduras, Senegal,
Guyana and the Philippines was used [14]. The molasses used in this
assessment was produced from the sugar cane industry. The molasses was
diluted to yield a sugar concentration of 140g/L.The dilution factor would vary for
each molasses due to the nature of its sugar content. Fermentations were then
carried out as outlined above. During the first 24 hours, the maximum ethanol
concentrations obtained ranged from 43-57g/L with optimum production on the
molasses from Honduras. Ethanol production, during subsequent re-feeding of
the fermentations at 24 hour intervals over a 120-hour period, decreased steadily
to concentrations ranging from 20-36g/L. It was found that ethanol productivity
remained highest in fermentations containing the molasses from Guyana. When
each set of fermentations was re-fed again at 120 hours and allowed to continue
for 48 hours, the ethanol production was found to increase again with maximum
concentrations ranging from 25-52g/L. However, it was also found that increasing
the time between re-feeding at this stage had a detrimental effect on the
functionality of the biocatalyst (K. marxianus IMB3) [14]. This study shows the
20

varying efficiencies of molasses taken from different areas. Ethanol production in
this manner, using molasses, is proven to be quite efficient.
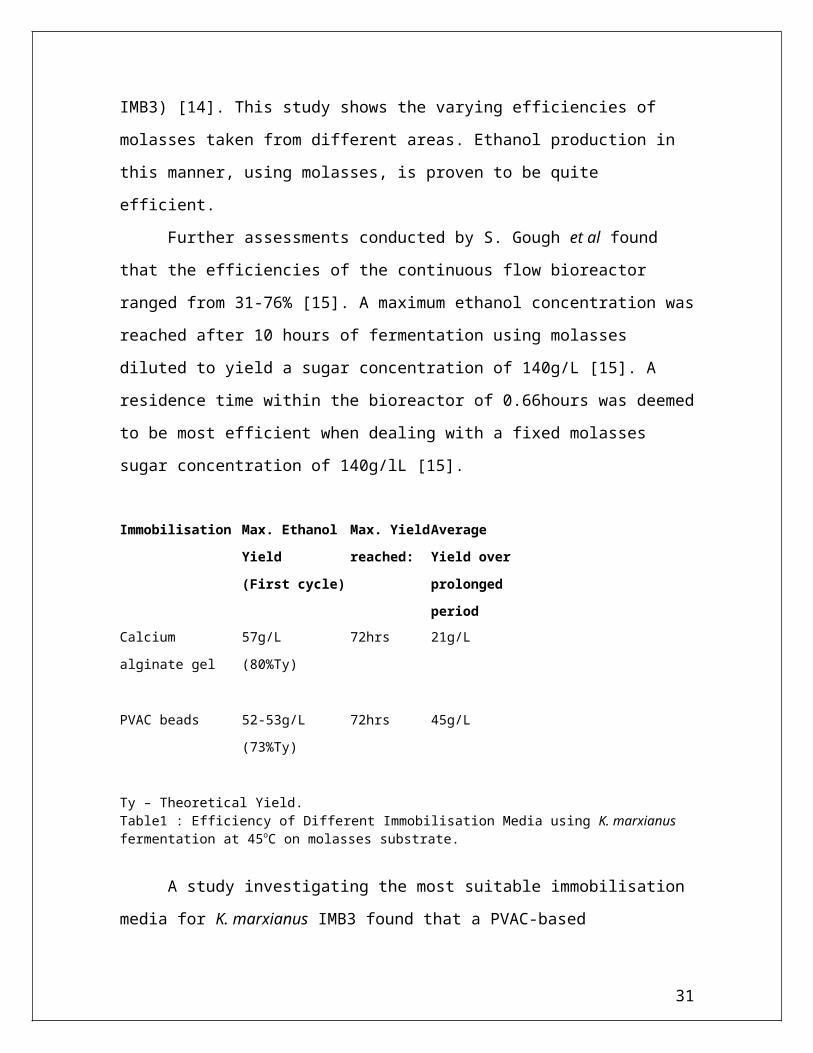
Further assessments conducted by S. Gough et al found that the
efficiencies of the continuous flow bioreactor ranged from 31-76% [15]. A
maximum ethanol concentration was reached after 10 hours of fermentation
using molasses diluted to yield a sugar concentration of 140g/L [15]. A residence
time within the bioreactor of 0.66hours was deemed to be most efficient when
dealing with a fixed molasses sugar concentration of 140g/lL [15].
Immobilisation Max. Ethanol Yield(First cycle)
Max. Yield reached:
Average Yield over prolonged period
Calcium alginate gel 57g/L
(80%Ty)
72hrs 21g/L
PVAC beads 52-53g/L
(73%Ty)
72hrs 45g/L
Ty – Theoretical Yield.Table1 : Efficiency of Different Immobilisation Media using K. marxianus fermentation at 45oC on molasses substrate.
A study investigating the most suitable immobilisation media for K.
marxianus IMB3 found that a PVAC-based immobilised system may provide a
more practical alternative to alginate for the production of ethanol in continuous
or semi-continuous fermentation systems [16]. Table 1 above shows the findings
of this study. It illustrates that although calcium alginate gel will give a higher
initial yield (80%Ty), on an ongoing basis, the use of PVAC beads will give a
better return.
A second microorganism that has been found to be suitable for growth on
molasses substrate is Z. mobilis. It is a gram-negative bacterium, and has been
considered as an alternative organism in large-scale fuel ethanol production. It
grows anaerobically and so does not require the controlled addition of oxygen to
21

maintain viability at high cell concentrations. Much of the research relating to Z.
mobilis has arisen from the brewing industry as alternatives to the traditional
yeast strains, e.g. Saccharomyces uvarum, formerly carlsbergerensis, were
sought. Detailed comparative research of Z. mobilis and commercial yeast was
undertaken by Jacek Nowak of the Agricultural University of Poznań, Institute of
Food Technology of Plant Origin, Poznań, Poland [19].
Traditionally, ethanol has been produced in batch fermentation with yeast
strains that can- not tolerate high concentration of ethanol. This necessitated the
strain improvement program for obtaining alcohol-tolerant strains for fermentation
process. Comparative laboratory- and pilot-scale studies on kinetics of batch
fermentation of Z. mobilis versus a variety of yeasts have indicated the suitability
of Z. mobilis over yeasts. It was found that Z. mobilis had many advantages over
the traditional brewing yeasts. Its advantages included:
s higher sugar uptake and ethanol yield,
s lower biomass production,
s higher ethanol tolerance,
s does not require controlled addition of oxygen during the fermentation,
and
s amenability to genetic manipulations.
Z. mobilis is a very suitable organism. It converts glucose almost
stoichiometrically to ethanol and CO2, grows more rapidly than the yeasts and
demonstrates highest productivity during continuous fermentation. Significantly
higher specific rates of sugar uptake and ethanol production were found
compared to those found for yeasts. In the comparative studies dried Polish
commercial yeast Saccharomyces cerevisiae Bc-16a and D2 as well as bacterial
culture Z. mobilis CCM 3881 and CCM 3883 from Czech Culture Collection were
used [19]. On higher glucose content (250g/dcm3), it was found that the
bacterium, Z. mobilis, produced a higher yield than the yeast cultures.
22

Strain Sugars used
(g/ dcm3)
Sugar utilization
(%)
Ethanol
(% w/v)
Ethanol yield
(% of
theoretical)
Biomass (g/dcm3
fermentation broth)
3881 83.82 ± 0.04 98.01 ± 0.05 4.01 ± 0.15 93.60 ± 3.29 1.0585 ± 0.0870
3883 83.25 ± 0.19 97.35 ± 0.21 4.03 ± 0.08 94.08 ± 1.64 1.0560 ± 0.0840
D2 83.96 ± 0.24 98.17 ± 0.27 4.03 ± 0.08 93.91 ± 2.62 2.6105 ± 0.0965
Bc-16a 83.55 ± 0.23 97.70 ± 0.26 4.03 ± 0.08 94.70 ± 1.65 2.0885 ± 0.2895
Table 2. Comparison of glucose (85.5 g/dcm3) batch fermentation by Z. mobilis (3881, 3883) and S. cerevisiae (D2, Bc-16a) (temp.30°C, 48 h, starting pH 5.2). Mean ± S.D.[19]
Table 2 shows the results of the comparative study conducted by J.
Nowak. The study shows that Z. mobilis is very suitable for growth on a glucose-
rich substrate. Molasses, which is made up of 50% sugars, would indeed be a
glucose-rich substrate that could be used in this particular process. The only
limitation of Z. mobilis compared to the yeast is that its utilizable substrate range
is restricted to glucose, fructose, and sucrose [18]. However, as Z. mobilis is
amenable to genetic manipulation, it is conceivable that alterations to Z. mobilis
could broaden its substrate range.
23

The Uses of Bioethanol.
Bioethanol has the same chemical make-up and characteristics as ethanol
that has been produced by a chemical reaction e.g. Hydrogenation of ethane.
Bioethanol therefore is suitable for all of the uses currently employed by ethanol.
It can be used as a solvent, for which there is huge demand. Ethanol has
many industrial uses due to its relatively high affinity both for water and a great
range of organic compounds. It can be used in any extraction processes which
require either a water or organic-solvent. It may also be added to solvent-based
paints, lacquers, inks, household cleaning products, and, external
pharmaceuticals (rubbing alcohol). The cosmetics industry uses alcohols in
many different products. The most often used alcohol in cosmetics is ethanol. It is
used in products such as toners and astringents, because of its solvent and
antibacterial properties.
One of the main uses that have recently been highlighted is that of
Biofuels. It is non-petroleum-based alternative source of energy. Molasses
fermentation-derived Bioethanol is very suitable for use as a biofuel. Biofuels
reduce green-house gases and produce less harmful emissions. Biofuels can be
used in addition to, or as an alternative to petrol. It is suitable for use in petrol
engines without the need for any alterations. The use of bioethanol as a fuel to
power motor vehicles has already become a reality. At the 2004 Le Mans
Endurance Series, the Team Nasamax car was run completely on bioethanol
fuel. The bioethanol used had been produced from sugar beet and potatoes. Any
doubts over the performance of a car run on vegetables were dispelled as the car
reached speeds of 200mph (321kph). The fuel contains 98% ethanol and 2%
added chemicals. The chemicals are added in such a way as to make it difficult
and expensive to filter them out. The chemicals are added purely to make the
fuel inedible, to prevent people from drinking it. By making it inedible, the liquid
can only be used as a fuel, this leads to reducing the tax that must be paid on it.
A drinkable fuel would incur much higher tax!
24

According to SEI [21], Bioethanol produced from sugar beet would cost
€0.74/L at the petrol station, excl VAT and duty charges. At todays present price
of fuel, Bioethanol seems to be a more environmentally-friendly and economic
choice.
25

Single Cell Protein Production.
Single Cell Protein (SCP) is a biomass based on protein extracts derived
from microorganisms (usually filamentous fungi) grown in large quantities for
either human or animal consumption. It is a mass of mushroom-like growth
compressed into a product. It is used as a protein supplement or as meat
alternative. SCP is currently being produced for human consumption by a
number of food companies. It is generally marketed as a vegetarian ready-made
meal, or as a healthy option meal e.g. Quorn™, Pekilo™, Symba™.
SCP is produced for a few reasons. The first is that it provides an alternative
protein source. It is suitable for both human and animal consumption. It can be a
useful additive to animal feedstuffs. In this case, it proves its real worth. By using
microorganisms, a high quality protein can be produced as animal feed. It
requires considerably less land area to produce an equivalent amount of protein
derived from a feed crop such as grain. The use of microorganisms to produce
food on a large scale can help to alleviate many of the problems facing
sustainable intensive agriculture.
SCP is currently produced in large quantities in Russia where meat shortages are
a problem. Russian biotechnology has also enabled the country to gain
agricultural self-sufficiency and managed without grain imported from the US. By
the 1980s the annual SCP production in the former USSR was 1million metric
tonnes.
26

Production Process.
Many of the manufacturing processes use wastes, which could not
otherwise be used as food, as the substrate for the microorganism being used.
There are many microorganisms that may be used. The choice will depend on
which is most suitable for the substrate in question. Of the SCP products
mentioned earlier, Pekilo™ (based in Finland) uses paper and timber wastes,
and the organism Paecilomyces vacioti, while Symba™ (a Swiss-Swedish
collaboration) uses potato processing wastes, and the organisms Candida utilis
and Endomycopsis fibuliger. Quorn™ contains mycoprotein which is derived from
flour production wastes using the fungus Fusarium garminearum. For the use of
a molasses substrate, Candida utilis, Rhodotorula gracilis, Hansenula seeturnus
are all suitable microorganisms.
Of the microorganisms researched, C. utilis is the most versatile, commonly
used and productive.
The production process involves the fermentation of the substrate by the
microorganism followed by the recovering of the cells. It can be represented as
follows:
Yeast/fungi + 1.68CH2O + NH3 +0.68O2 → 10{CH17O0.5N0.19ash} cells + 0.17CO2 + 1.14H2O + 80,000 calories.
An inoculum of the microorganism, C. utilis, is prepared. This is the primary
fermenting yeast. A molasses/nutrient solution is made up.
It is fermented under the following conditions:
20% substrateTemperature – 30C ±0.5Agitation Rate – 325-490 rpmFermentation Time – 10hours
A batch process is most suitable as there is a need to regulate the production
conditions to suit the quality of raw materials. The efficiency of the process will
largely depend on the organism.
27

Microorganism Productivity (crude protein)
Candida utilis 35%
Rhodotorula gracilis 26.7%
Hansenula seeturnus 15.5%
Table 3. Productivity of particular microorganisms in terms of crude protein produced.
28

Case Study – Indonesia Repetila III (1979-1984) [22].
This Case Study is based on a proposal for the use of mini-
fermentation technology to produce single-cell protein from molasses. The
reason for this development plan was that agriculture in Indonesia was
suffering due to lack of land area and also problems with food transport and
distribution. The Repetila III was a five year development plan put in place by
the United Nations and the United Nations University. It covers the time
period 1979-1984. It was the third development plan proposed by the UN.
Indonesia is made up of 13,367 islands, with a total land area of
1,907,950 km2. The transportation and distribution of food is a major difficulty.
The population of Indonesia in 1978 was about 140 million, and the net
population growth rate is about 2.2 per cent per year. About 80 per cent of the
population lives in rural areas and represents mostly low income groups.
70 per cent of the population lives in Java and Madura, which make up only 7
per cent of the total land area. Kalimantan, Sulawesi, and Sumatra make up
28, 10, and 25 per cent of the total land area, respectively, and are used as
transmigration areas for people from Java. The intensity of agricultural land
use in Java and Madura is about 0.07 hectares per person.
In Repelita lll, the protein supply and demand pattern is a problem
because of the population growth rate. This increases the requirement for protein
and better-quality foods in general. As a consequence, "better-quality foods"
implies increased quantities of animal protein. On the supply side, plant protein is
not sufficient to supply total requirements, although the opening-up of new
transmigration areas has been adding to food crop production. One way to
improve the supply of animal protein for human consumption is to increase the
production of animal feedstuffs. Animal feed production at present is based on
fish waste and plant protein sources, but because of their relatively high cost it is
necessary to seek others. The new sources must (a) have a high nutritional
29

value, (b) not be competitive with food for human consumption, (c) be
economically feasible, and (d) be locally available.
As a solution to this, SCP was found to be very suitable. It is possible to
introduce single-cell protein (SCP) for animal feeding. Its production will use
renewable resources and waste sources such as molasses. SCP can minimize
the use of fish waste, soybean cake, peanut cake, etc. for animal feeds. This has
been shown in poultry feeding trials. SCP also has higher protein content, 40-
80% dry weight crude protein, compared to traditional feedstuffs. Molasses is
available year-round due to the sugar industries present in Indonesia.
Suitability of SCP
s High nutritional values Does not compete with food for human consumptions Is economically feasibles Is locally availables Requires comparatively small land areas Uses waste material (molasses) from other local production processes
(sugar cane refinement)
The current status of sugar production in Indonesian factories is increasing
not only in quality but also in quantity. In the past ten years, 56 sugar cane
factories have processed 12 million tons of cane per year into 1.4 million tons of
cane sugar and 480,000 tons of molasses. In Repelita 111, the government has
launched a mini-technology for sugar cane factories that are spread throughout
such islands as Sumatra, Kalimantan, and Sulawesi. Three mini-technologies for
sugar cane factories have already been set up in Aceh, West Sumatra, and
Kalimantan. The capacity of each factory is 2,000 tons per year. The target of this
plan is to establish about 200 mini sugar factories. The private sector plans to
erect seven mini sugar factories outside Java. One of the aims of the mini sugar
factories is to create a model in order to encourage the private sector to erect
more factories of a similar kind. It is clear that the higher the total cane sugar
30
production, the higher the total availability of molasses. The production of SCP
from molasses by using mini-fermentation technology is relevant to rural
development and particularly to increasing per capita income. Some
considerations in the selection of molasses as a raw material are (i) its year-
round availability, contributing to the development of medium and small scale
industries throughout Indonesia, (ii) its potential for helping maintain the efforts of
low income farmers and decreasing unemployment in rural communities, and (iii)
the encouragement these factors may be expected to give to an increase in the
spontaneous and regular flow of transmigrants from Java to other islands.
The objectives of the project are:
to study the properties of micro-organisms that are not pathogenic or toxic and have high protein and carbohydrate contents, a rapid growth rate, etc.;
to study on the laboratory research scale optimum conditions of fermentation, product recovery, safety, improvement of products, etc.;
to study kinetic analysis of SCP fermentation; to study and evaluate the pilot plant for SCP production from molasses; to scale up SCP production from the pilot-plant to the commercial scale; to carry out field trials of this SCP with broilers, layers, pigs, cattle, fish,
etc.
In preliminary research activities on the production of SCP, the scale of
operation should be considered first, as this will be influenced by the capacity of
the pilot plant and commercial scale in the future. The end-product of
fermentation technology will be mini-fermentation technology, in terms of simple
procedure, simple equipment, and low cost. The capacity of commercial scale
production is planned to be about 1,000 tons per year, using molasses as a raw
material substrate. By comparison, mini sugar factories in Indonesia were
designed for a capacity of 2,000 tons of sugar per year. According to this
information, the following is the sequence of capacity at each stage:
31

a. The capacity of the commercial plant will be 1,000 tons of SCP per year, 3.3 tons or (3,300 kg) per day.
b. The capacity of the pilot plant will be 100 tons of SCP per year, or 334 kg per day.
c. The capacity of laboratory activities related to the scaling-up process will be 34 kg of SCP per day. This is possible by using six fermentors (4- to 8-litre capacity each).
Laboratory research was conducted on bioconversion of molasses to SCP. It
was found that 2% molasses should be used as a substrate with a nutrient
solution added. This substrate is then fermented with Fleischmann's active dry
yeast in a special fermentor with a capacity of about 4 to 8 litres; its working
capacity is 4 litres. The inoculum used should be 20% substrate and the
temperature is 30° ± 0.5°C. Other parameters, such as pH, can be adjusted from
a control panel. The recommended fermentation time is ten hours. The number of
cells per litre and the oxygen absorption rate during fermentation can be
calculated. The specific growth rate can be calculated using this equation:
X = X0Ekt
Where:X = total cells at t hour, k = specific growth rateX0 = total cells at tt = fermentation time
At an agitation rate of 325 rpm, the total number of cells will increase
exponentially and will attain equilibrium after eight hours of fermentation. At the
higher rate of 490 rpm, the total number of cells will attain equilibrium after seven
hours of fermentation. This might be the result of the autocatalysis of cells.
Further laboratory development will take place after the joint proposal on feed
from agricultural and agro-industrial wastes has been approved.
32

Summary of Repetila III
The demand for and supply of protein are not in balance, nor is the supply
adequate for Indonesia's total population of about 140 million (1978), especially
when considering the net population growth rate of 2.2 per cent per year and the
difficulties of transportation in the archipelago.
To improve the supply of animal protein for human consumption it is
necessary to increase the production of animal feedstuffs. SCP from molasses
can replace some of the usual protein sources in feedstuffs. The availability of
molasses is at least 480,000 tons per year, and this is increasing because mini
sugar factories are operating on the islands outside Java. These experiments are
to study the optimum conditions of fermentation and to set up a pilot plant and
field trials for SCP production. A pilot plant will be set up to process 100 tons per
year, the duration of the project will be three years, and the cost of the
programmes for research and development and a pilot plant will be US$900,000
and US$1,500,000, respectively. The plant will be located in Bandung.
33

Citric Acid Production using MolassesStructural formula of Citric acid:
Chemical formula of Citric acid: C6H8O7, or alternatively:
CH2(COOH)•COH(COOH)•CH2(COOH)
Synonyms for Citric acid:2-hydroxy-1,2,3-propanetricarboxylic acid
Citric acid in natureCitric acid is ubiquitous in nature and exists as an intermediate in the citric acid
cycle when carbohydrates are oxidized to carbon dioxide.
Citric acid- characteristicsCitric acid is solid at room temperature, melts at 153ºC and decomposes at
higher temperatures into other products (Rajoka et al. 1998).
It is responsible for the tart taste of various fruits in which it occurs, i.e. lemons,
limes, figs, oranges, pineapples, pears and goose-berries. Citric acid can be
recovered from its calcium salt by adding sulfuric acid (Anon, 1975). It is non-
toxic and easily oxidized in the human body. Because of its high solubility,
palatability and low toxicity, it can be used in food, biochemical and
pharmaceutical industries. These uses have placed greater stress on increased
citric acid production and search for more efficient fermentation process.
34

Citric acid demandThe worldwide demand of citric acid is about 6.0 x 105 tons per year and it is
bound to increase day by day (Ali et al. 2001).
Citric acid production The production of citric acid by Aspergillus niger is one of the most
commercially utilized examples of fungal overflow metabolism. Many
microorganisms such as fungi and bacteria can produce citric acid. The
various fungi, which have been found to accumulate citric acid in their
culture media, include strains of
o Aspergillus niger,
o awamori,
o Penicillium restrictum,
o Trichoderma viride,
o Mucor piriformis and
o Yarrowia lipolytica
(Arzumanov et al. 2000).
But Aspergillus niger remained the organism of choice for the production of citric
acid.
Although the surface culture process is still being used, most of the newly built
plants have adopted the submerged fermentation process. Kamal et al. (1999)
reported the effect of oxygen transfer rate on the citric acid production by
Aspergillus niger under submerged fermentation. In submerged fermentor, either
purified compressed air or oxygen along with agitation is used (Moreira et al.
1996).
Why is molasses used for the production of Citric acid?
Molasses is a desirable raw material for citric acid fermentation because of its
availability and relatively low price.
35

Cultural conditions for Citric acid production:
Incubation temperature plays an important role in the production of citric acid.
Temperatures between 25-30ºC are usually employed for culturing of
Aspergillus niger but temperature above 35ºC are inhibitory to citric acid
formation because of the increased the production of by-product acids and
also inhibition of culture development. Sanjay and Sharma, 1994 reported
that citric acid production by Aspergillus niger is sensitive to the initial pH of
the fermentation medium. The maximum production of citric acid (6.5%) can
be obtained at pH of around 5 in molasses medium. The appropriate pH is
important for the progress and successful termination of fermentation.
Arzumanov et al. 2000 reported that the citric acid produced by Aspergillus
niger is extremely sensitive to trace metals present in molasses. The trace
metals such as iron, zinc, copper, manganese present a critical problem in
submerged fermentation. The organisms need major elements such as
carbon, nitrogen, phosphorus and sulphur in addition to various trace
elements for growth and citric acid production.
Cultural conditions for citric acid production by fungi vary from strain to strain and
also depend on the type of process. The optimisation of cultural conditions is the
key for high and consistent yields of metabolites like citric acid.
Strains of Aspergillus niger:
In a present study, the mutant strain of Aspergillus niger GCMC-7 supported
maximum production of citric acid (106.65 g/l) without supplements which is
substantial.
What kind of molasses is used for the experimental citric acid production?
Clarified molasses
Clarified molasses- Example in Pakistan:
36

Cane molasses was clarified. After neutralization with calcium hydroxide solution
(1.55%), the sugar concentration was maintained at different required levels. The
clarified cane-molasses was kept under dark in a sterilized UV-chamber.
REF28
1919 - Mass Production of Citric Acid Pfizer:
For decades, citric acid was Pfizer's most popular product. Until 1880, most of
the raw material for citric acid was imported from Italy, but political instability,
unpredictable weather, and World War I led Pfizer to pursue other supply
sources.
A new era dawned when Dr. James Currie joined Pfizer in 1917. As a
government food chemist, Currie had been studying fermentation in cheese-
making and had discovered that one of the by-products was citric acid. At Pfizer,
Currie began a series of fermentation experiments using sugar and bread mold
and was able to produce small amounts of crude citric acid, but manufacturing
large quantities of the substance was quite another matter.
Working in secrecy, Currie and his assistant, Jasper Kane, gradually developed a
process known as SUCIAC — Sugar Under Conversion Into Acid Citric. The
company gambled on the process, taking a calculated risk in turning over its still-
profitable borax and boric acid production facilities to SUCIAC. In time, SUCIAC
production began to outperform conventional extraction from citrus products, and
by 1929, Pfizer no longer needed any imported citrus product at all. Kane went
on to develop a new deep-tank fermentation method using molasses rather than
refined sugar as raw material. No one yet knew the implications, but it was this
process that ultimately unlocked the secret for large-scale production of penicillin.
History biosynthesis of Citric acid:
37

Until 1930’s, citric acid was derived from lemons and the production monopoly
belonged to Italy. In mid-30’s, the Czech Republic undertook production of
citric acid by microbiological method from raw stuff containing sugar.
In 1948, Latvian scientists pioneered the production of citric acid from molasses,
spin-off of sugar production, in the former USSR.
Riga Citric Acid Plant elaborated an economic technology for yielding crystalline
citric acid and did serious work on obtaining highly productive Aspergillus niger
strains – R3, R5, R6.
The scheme of Citric acid production :
Implementation:
Licences for the developed technology and selected Aspergillus niger
producers were sold to foreign companies in Bulgaria, France, Slovenia,
Slovakia, Turkey and India.
Several plants were set up in Russia, Belarus and Armenia on the grounds
of citric acid technology developed in Riga.
Riga Citric Acid Plant is the only producer of citric acid in the Baltic States.
REF27
38

Bioremediation Using Molasses.
Case study (Oldenburg, Germany)On the site of an ordnance factory located in Oldenburg the bioremediation of a
former water body for the infiltration of surface water took place.
This water body was contaminated by explosives specially TNT.
TNT
TNT stands for 2,4,6 trinitrotoluene.
TNT was the most often used military explosive during the two worl wars.
Former military sites contaminated with explosives especially TNT cover large
areas.
TNT is toxic and a mutagen.
Bioremidiation process
The entire clean up took place in three steps:
1. Removal of the highest contaminated soil.
2. Application of the process of bioremediation In- situ among the addition of
molasses and reactive iron.
The addition of iron can enhance the effectiveness of the method.
(Having used that process the TNT concentrations decreased over 90% after two
years.)
3. Planting of the area for phytoremidiation and long term safeguard.
(Phytoremediation is the process of using plants for pollution clean-up of
contaminated soils or water. REF23
Advantages of using molassesAdvantages of using molasses for bioremediation of with explosives
contaminated soil and groundwater are:
Molasses is a very effective substrate for the biological decontamination of
TNT.
39

Armament-related contaminants, which are contaminated with explosives
(especially TNT) strech across wide areas. The decontamination of soil
and groundwater using traditional methods is due to that reason very
costly. An option for those sites is the bioremediation using molasses.
Microorganisms and bioremidiationTNT and other explosives can be biological transformed, immobilised and broken
down by “in situ microorganism” if they are stimulated by nutrients.
Molasses contains next to water around 50% sugar. REF24
Molasses is a nutrient supplier for microorganisms. REF25
REF26
Air Force Centre for Environmental Excellence (AFCEE)The AFCEE of the United States has programs and initiatives supporting
enhanced in situ bioremediation.
Through the Enhanced in Situ Anaerobic Bioremediation Iniative the AFCEE
Technology Transfer has generated several successful forms of the technology
of enhanced in situ bioremediation including:
edible oil injection,
molasses injection ,
hydrogen injection,
passive in situ bioreactors,
biogeochemical investigations and
biobarriers.
40

Figure 4. AFCEE Technology Transfer Enhanced in Situ Anaerobic Bioremediation Field Sites
Molasses Injection:Typical delivery techniques: injection wells
Form of application: dissolved in water
Frequency of injection: continous to monthly
41
Conclusion.Molasses, although considered as a waste, can be used in a wide number of
areas. The results of these various studies show that molasses can be used as a
substrate for bioethanol production, SCP and citric acid.
As the demand for bioethanol will inevitably increase, molasses will become
more and more appealing as a value-added product. It will no longer be
considered as a waste but as a further resource.
42

References
1. http://www.sucrose.com/lcane.html a. Submitted – May 1992b. Searched - 11-11-05
2. Agricultural science – John Breen & George Mullen (1992) 3. The Farmers Journal – Weekly Edition
a. Submitted – Dec 2005b. Searched - 11-11-05
4. http://www.whfoods.com/genpage.php?tname=foodspice&dbid=118 a. Submitted – Feb 2001b. Searched - 11-11-05
5. http://journeytoforever.org/biofuel_library/ethanol_motherearth/meCh3.html 6. Submitted – July 20037. Searched - 11-11-058. http://www.unu.edu/unupress/food/UNU06/cap_8.htm
a. Submitted – May 1997b. Searched - 11-11-05
9. http://www.premiermolasses.ie/about.htm a. Submitted – Sep 2002b. Searched - 11-11-05
10. http://www.iccept.ic.ac.uk/research/projects/SOPAC/PDFs/Energy%20Fiji.pdf a. Submitted – Feb 2002b. Searched - 11-11-05
11. http://www.cstars.ucdavis.edu/projects/ag-21/yield/caneyield.html a. Submitted – March 1999b. Searched - 11-11-05
12. http://cecommerce.uwex.edu/pdfs/A3544.PDF a. Submitted – August 1998b. Searched - 13-11-05
13. http://www.fao.org/docrep/003/s8850e/S8850E19.htma. Submitted – July 2000b. Searched - 12-12-05
14.Bioprocess and Biosystems Engineering. Vol. 16, No.6. (389-392). “Production of ethanol from molasses at at 45oC using alginate-immobilised Kluyveromyces marxianus IMB3.” S. Gough, D. Brady, P. Nigam, R. Marchant, A.P. McHale.
15. Bioprocess and Biosystems Engineering. Vol. 19, No.1. (33-36). “Continuous ethanol production from molasses at 45oC using alginate-immobilised K. marxianus IMB3 in a continuous-flow bioreactor.” S. Gough, A.P. McHale.
16. Bioprocess and Biosystems Engineering. Vol. 19, No.2. (87-90). “Production of Ethanol from molasses at 45oC using K.marxianus IMB3 immobilized in calcium alginate gels and poly(vinyl alcohol) cryogel.” S.Gough, N.Barron, A.L.Zubov, V.I.Lozinsky, A.P.McHale.
17. Bioprocess and Biosystems Engineering. Vol. 19, No.3. (217-219). “Ethanol production at 45oC by K. marxianus IMB3 during growth on molasses pre-treated
43

with Amberlite® and non-living biomass.” E.A. Farrell, M. Bustard, S. Gough, G. McMullan, P. Singh, A.P. McHale.
18. “Ethanol fermentation technology – Zymomonas mobiles.” P. Gunasekaran and K. Chandra Raj. Department of Microbial Technology, School of Biological Sciences, Madurai Kamaraj University, Madurai 625 021, India.
19. Electronic Journal of Polish Agricultural Universities – Food Science and Technology. Vol. 4, Issue 2. “Comparison of Polish Industrial Distillery Yeast with Ethanol-producting Bacteria, Zymomonas mobilis.” Jacek Nowak 2001.
20. “Process for the production of ethanol through molasses fermentation” United States Patent 4886751 (www.freepatentsonline.com)
21. “Biofuels currently the only feasible alternative to petrol and diesel” Sustainable Energy Ireland, Report 16th December 2004. (www.sei.ie)
22. Dr. Ign. Suharto (National Institute for Chemistry, Indonesian Institute of Sciences, Bandung, Indonesia), Dr S. Redyowati B. (Faculty of Engineering, University of Gadjah Mada, Yogyakarta, Indonesia). “Mini-fermentation Technology to produce Single Cell Protein from Moalsses” (Repetila III 1979-1984)
23. REF1: www.csa.com/hottopics/gmfood/gloss.php
24. REF2: www.cma.de/wissen_99254.php
25. REF3: www.gleich-lesen.de/Oldenbourg%20Industrieverlag%20/%20Vulkan-Verlag/GWF%20Wasser%20Abwase/content/pages24627.html
26. REF4: www.msrmagazin.de/__C1256BC100324BD1.nsf/previewFS?OpenPage&A&ArticleIDsorted/~A2EFA6FA00148D65C1256FB0004474A6
27. REF5: http://izgudrojumi.lza.lv/eng/izgudrojumi/citronskabe.asp
28. REF6: Biotechnology Research Laboratories, Centre of Excellence in Molecular Biology, Department of Botany Lahore, Pakistan
29. REF7: www.bronline.de/wissenbildung/kalenderblatt/2001/01/kb20010115.html
44

45





























