Embed Size (px)
Citation preview

In-Situ Strain Measurements with Fibre Bragg Gratings embedded into Stainless Steel by Selective Laser Melting
D. Havermanna, J. Mathew, W. N. MacPherson, R. R.J. Maier, D. P. Hand
Institute of Photonics and Quantum Sciences, Heriot-Watt University, Edinburgh, EH14 4AS, UK,
Abstract. We demonstrate the feasibility of successfully embedding fibre optic sensors with thin nickel coatings (outer diameter ~350 µm) into stainless steel 316 components using Selective Laser Melting technology. We manufacture SS 316 components using Selective Laser Melting, incorporating U-shaped grooves with dimensions suitable to hold nickel coated optical fibers. Coated optical fibers containing fibre Bragg gratings for strain monitoring and temperature sensing are placed in the groove. The embedding is completed by melting subsequent powder layers on top of the fibres. We demonstrate the feasibility for measuring elastic and plastic deformation with embedded fibre optic sensors and discuss the suitability of
these sensors for high temperature applications where temperatures exceed 1000 ⁰C.
Introduction
Additive Manufacturing (AM) technologies potentially not only undermine the economics of today’s high value manufacturing [1]. By building up components one layer at a time, AM also offer novel and exciting possibilities when constructing free-form components in polymers and metals. This process opens up exciting possibilities to integrate sophisticated internal features such as hollow channels or even dissimilar components like fibre optic sensors directly into the heart of components. The feasibility of embedding fibre optic sensors into components by additive manufacturing and the feasibility of measuring strain and temperature changes in-situ from within these components were previously demonstrated for metal [2] and polymer [3] materials. Our research is focusing on minimisation of the embedded sensing elements therefore mitigating their influence on the physical properties of fabricated components. We consider Selective Laser Melting (SLM) technology to be most suitable for achieving embedding. The characteristics of today’s high brightness laser systems allow to define and precisely control the volume of the melt pool during the SLM process. Therefore, the heat energy that is induced into the optical fibre is less, reducing the necessity of larger fibre coatings to protect the fibre during the process. Furthermore, we want to obtain temperature robust optical sensors embedded into metals that allow strain measurements at temperatures
exceeding 1000 ⁰C.
Embedding Fibre Optic Sensors
When embedding optical sensors into metals, significant effort is necessary to protect the optical fibre from the high temperatures of SLM process since melting temperatures of steel alloys are exceeding the annealing temperature of fused silica. Nickel coatings applied onto the fibre have been identified as are best practice not only because they are easily deployed but also to protect the fibre during the embedding process and to facilitate bonding between fibre, coating and steel surround. In our approach [4] we manufacture SS 316 components using SLM, incorporating U-shaped grooves with dimensions suitable to hold nickel coated optical fibers.
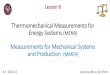
Fig. 1: Left: Schematic illustration of the embedding process with cross-sectional analyses of the individual steps. Right: Image of a specimen that contains a nickel coated optical fibre embedded by SLM.
Coated optical fibers containing fiber Bragg gratings for strain monitoring are placed in the groove. The embedding is completed by melting subsequent powder layers on top of the fibers (Fig 1.). Cross sectional microscopy analysis (Fig. 1) of the fabricated components, together with analysis of the Bragg gratings
1. SLM built groove 2. fibre in groove 3. fibre encapsulated
cross-sections
laserlaser
370 µm 350 µm
metallised fibre
50 µm gaplayer thickness
30 µm
debris
no bond
good bond
embedding process
coated fibre
perpendicular scanning
coated fibre
SS 316 material by SLM
Sample after embedding
force
force

behaviour during fabrication indicates a strong substance-to-substance bond between coated fiber and added SS 316 material.
Strain Sensing
The embedded optical sensor can reliably measure elastic strain changes from within the SS 316 component [4]. Recorded data for measured strain by using clip-on extensometers and data collected by interrogating the fibre optic sensor covering about a day are displayed in Fig. 2. When strain testing the sample for more than 3 weeks, residual distribution of the fibre optic sensors signal (change Bragg wavelength) over the data collected by the extensometer (strain) indicate that strain can reliably and precisely be measured with very
high accuracies (± 3 pm µɛ-1). More than 500 strain cycles have been conducted in that way without the
sensor showing any sign of deterioration.
Fig. 2. Data recorded from strain extensometer and embedded fibre optic sensor over time. The data from
both sensing elements is well within a small tolerances (± 3 pm µɛ-1)
The next step in our research is now to assess the feasibility for measuring plastic deformation. To conduct these experiments we have designed new experimental setups to apply the forces necessary to reliably plastically strain the SS 316 components.
Summary
We demonstrate the feasibility of embedding fibre optic sensors coated with comparatively thin metal jackets into stainless steel 316 components. The fibre optic sensors properties are maintained during the embedding process, enabling in-situ measurements of strain changes. Repeatable elastic strain measurements with high dynamic stress levels have been demonstrated. We will take this research further and utilise the embedded optical sensors to reliably determine plastic deformation of SS 316 components fabricated by SLM technology and asses the feasibility of utilising these sensors for strain measurements in environments where temperatures are exceeding 1000 C.
References
[1] “3D printing scales up," The Economist, vol. Technology Quarterly, no. Q3, Sep 7 2013.
[2] X. Li, “Embedded Sensors in Layered Manufacturing,” PhD, Mechanical Enginnering, Stanford University, Stanford, 2001.
[3] R. R. J. Maier, W. N. MacPherson, J. S. Barton, M. Carne, M. Swan, J. N. Sharma, S. K. Futter, D. A. Knox, B. J. S. Jones, and S.
McCulloch, “Embedded Fiber Optic Sensors Within Additive Layer Manufactured Components," Ieee Sensors Journal, vol. 13,
no. 3, Mar, 2013.
[4] D. Havermann, J. Mathew, W. N. MacPherson, R. R. J. Maier, and D. P. Hand, “Temperature and Strain Measurements with Fibre
Bragg Gratings Embedded in Stainless Steel 316," Lightwave Technology, Journal of, , In press.
[µɛ]