Embed Size (px)
Citation preview
r. . b F - 6
BYPRODUCT UTILIZATION IN ADIPIC ACID MANUFACTURE
BY
C. T. Chi and J. H. Lester Monsanto Chemical Company
P.O. Box 12830 Pensacol a, F1 ori da 32575
@MAsTE MINIMIZATION WORKSHOP New Orleans, Louisiana November 11-13, 1987
ABSTRACT
This presentation provides a case study of beneficial utilization of two waste streams from adipic acid manufacture. from crystallization of adipic acid. from refining o f cyclohexanol.
The first stream, containing adipic, glutaric, and succinic acids, the mixture is referred to as AGS, was found to be very effective in improving the efficiency of 1 imestone scrubbers for removing SO, from coal-fired power plant flue gases. Typically, SO, removal efficiency can be increased from less than 80% to over 90%. AGS is currently being used at several public utility plants to bring the existing scrubbers into compliance. The unused portion of AGS is incinerated in the adipic manufacturing plant boilers as a waste disposal and energy recovery enhancement. An ion exchange process is used to remove metals as a pretreatment.
The first stream is a filtrate The second is a distillation residue
A portion of the AGS stream is also used to convert a waste distillation residue from cyclohexanol manufacture into a clean boiler fuel. The residue is an oily waste, containing metals and a hard-to-separate aqueous phase. Through liquid-liquid extraction and ion exchange, sodium and boron in the oily waste are removed by washing with AGS in a contactor. . The aqueous phase is separated at the same time. The residue is converted into a high BTU clean burning fuel.
CTC101/VG46
-1-
BYPRODUCT UTILIZATION I N A D I P I C ACID MANUFACTURE
I. INTRODUCTION
A t the Monsanto Pensacola s i t e , there i s constant e f f o r t t o reduce the
waste from manufacturing processes. The fo l l ow ing approach i s taken:
1. Character izat ion of wastes a t t h e i r sources.
2. With in process recyc le and reuse.
3. External u t i l i z a t i o n .
This p resenta t ion provides a case study of combined i n t e r n a l and
ex terna l u t i l i z a t i o n of two major waste streams.
l i q u o r from c r y s t a l l i z a t i o n of a d i p i c ac id .
ment res idue from cyclohexanol r e f i n i n g and recovery.
The f i r s t i s a waste
The second i s a r e f i n e -
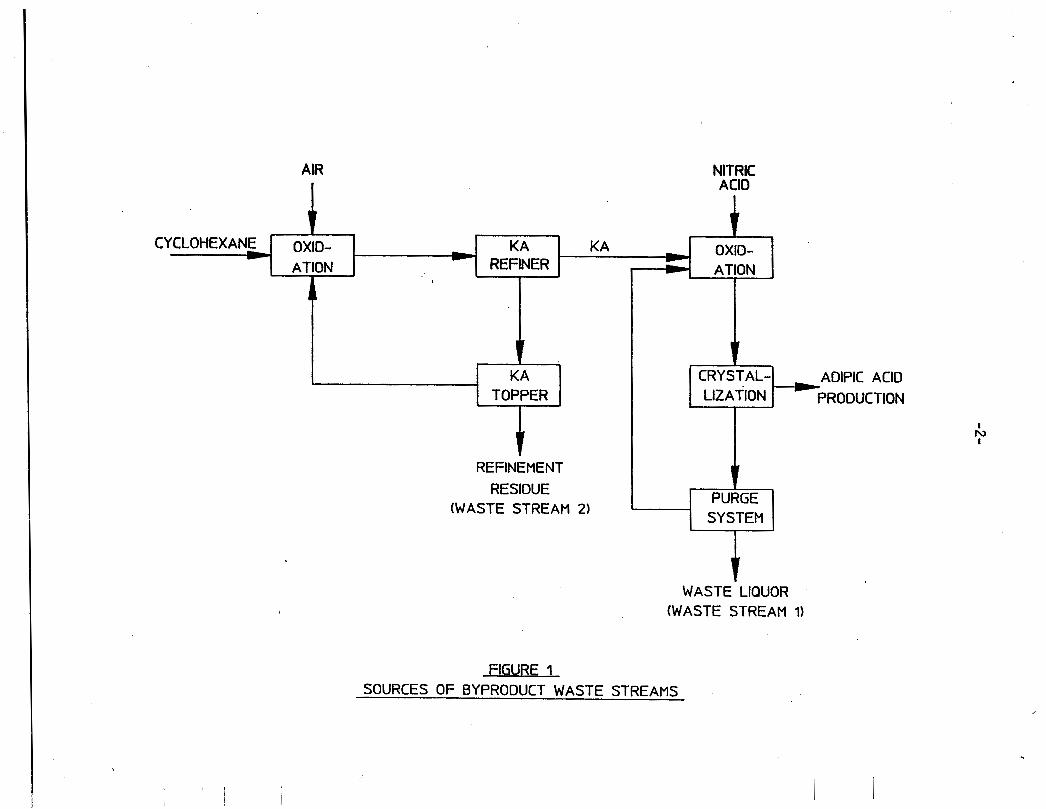
The sources of these two byproduct purge streams a re i l l u s t r a t e d i n
F igure 1. The waste l i q u o r conta ins a t o t a l o f about 25 percent
d ibas i c acids, i nc lud ing a d i p i c ac id , succ in i c ac id , and g l u t a r i c
acid; t he r e s t i s comprised o f water and minor impur i t i es . The
ref inement res idue contains p r i m a r i l y organic es ters and var ious
amounts o f a second aqueous phase.
i n the second stream.
Sodium and boron are a l so present
AIR I
NITRIC AClO
I c REFINEMENT
SYSTEM
RESIDUE (WASTE STREAM 2)
WASTE LIQUOR (WASTE STREAM 1)
FIGURE 1 SOURCES OF BYPRODUCT WASTE STREAMS
I N I
I
I
-3-
11. OVERALL SCHEME
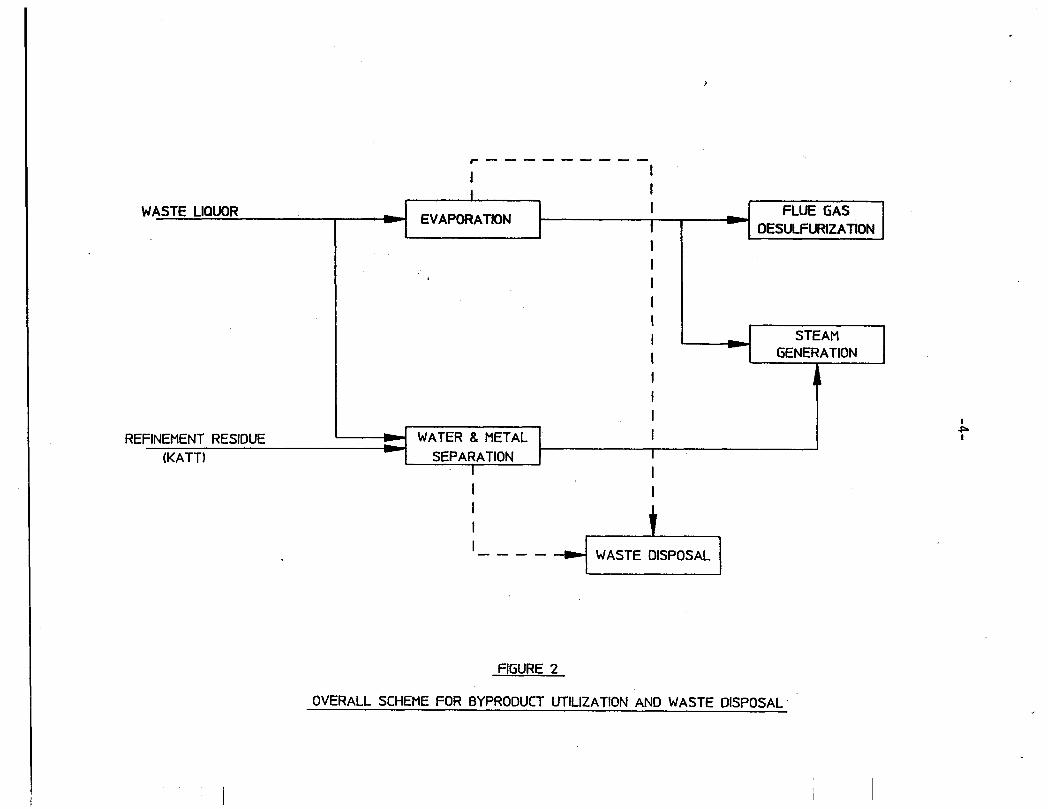
The overall scheme for the integrated approach is illustrated in
Figure 2.
concentrating to over 50% organic solid for sales to coal-fired
utilities for enhancement of flue gas desulfurization. The product is
sold as "AGS Mixture." A portion of the un-concentrated waste liquor
is used to wash the refinement residue which is subsequently burned in
the plant boilers for energy recovery. The unused and unsold portion
of AGS is also burned in the plant boilers for energy recovery. Other
markets for AGS and sales o f certain forms of the refinement residue
are being pursued actively.
Most of the waste liquor is directed to an evaporator for
The above byproduct utilization scheme for these two streams achieves
about 30% volume reduction and greater than 90% total carbon reduc-
tion. The scheme has converted a pollution control problem into a
profitable operation. The three major segments, AGS for flue gas
desulfurization, washing of the refinement residue, and energy
recovery from excess waste liquor and the refinement residue are
further detailed in the following sections.
WASTE LIQUOR
REFINEMENT RESIDUE
# - - - - - - - - - -
I I I I 1
I
EVAPORATION - FLUE GAS DESULFURIZATION
I__cL
- STEAM GENERATION
d WATE
I I
WASTE DISPOSAL
I I I - - - -
FIGURE 2
OVERALL SCHEME FOR BYPRODUCT UTILIZATION AND WASTE DISPOSAL '
I
f
I I
-5-
111. AGS FOR FLUE GAS DESULFURIZATION
A. BACKGROUND
A t y p i c a l modern c o a l - f i r e d power p l a n t may emit as much as
2,000,000 SCFM waste gas conta in ing 2,000 ppm o f SO,. This
s u l f u r d iox ide f requent ly must be removed f r o m the f l u e gas,
usual ly w i t h a scrubber, t o meet governmental regu la t ions .
Sul fur d iox ide emissions are associated w i t h the ac id r a i n
problem. The m a j o r i t y o f f l u e gas desu l fu r i za t i on (FGD) systems
t h a t a r e e i t h e r i n operat ion o r under p lanning are calcium-based
l i m e o r l imestone processes because of system s i m p l i c i t y and
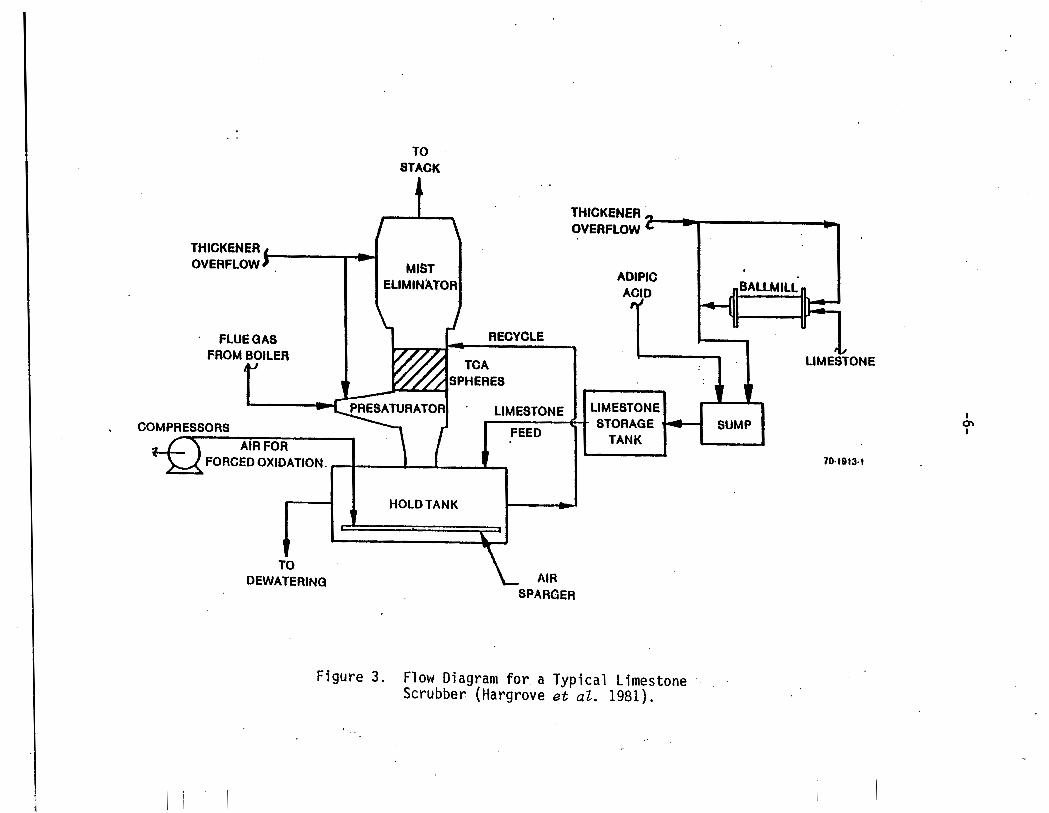
economics (Smith e t a l . , 1980). A t y p i c a l l imestone FGD system
i s shown i n F igure 3. Although t h i s FGD technology has been
under development fo r over 18 years, many of t he e x i s t i n g l ime-
stone systems have problems i n meeting design l e v e l s o f reagent
u t i 1 i z a t i o n and SO, removal (Burke, e t a1 . , 1984). -
Most problems w i t h SO, removal and l imestone u t i l i z a t i o n are
symptoms of poor mass t rans fe r . According t o Chang and Mobley
(1981), l imestone ‘scrubber performance i s 1 i m i t ed by two pH
extremes: 1) low pH near the gas - l i qu id i n t e r f a c e which decreases
the the SO, s o l u b i l i t y and absorpt ion rate; 2) h igh pH near the
1 i q u i d - s o l i d in te r face which lowers the 1 imestone so lub i 1 i ty and
d i s s o l u t i o n ra te . These two extremes can be moderated by us ing a
so lub le bu f fe r add i t i ve .
TO STACK
BALLMILL
I L.
' FLUEGAS FROM BOILER
RECYCLE b+-- FEED COMPRESSORS
AIR FOR FORCED OXIDATION. I
HOLD TANK !
21---., THICKENER OVERFLOW
TO DEWATERING AIR
SPARGER
ADIPIC
T LIMESTONE STORAGE
L LIMESTONE
I cn I
70.1 B 13- 1
Figure 3 . Flow Diagram for a Typical Limestone Scrubber (Hargrove e t aZ. 1981).
1
-7-
It has been known since 1977 that certain organic additives are
useful as buffers and are effective in enhancing mass transfer.
Adipic acid and isophthalic acid were identified as "fully
effective" by Rochelle and King (1977). Since then the EPA has
sponsored pilot, prototype, and full-scale demonstration testing
o f adipic acid to quantify its effectiveness, loss, and other
aspects as an additive.
solubility in water, low volatility, chemical stability, non-
toxicity, high availability, and low cost (Dickerman and Mobley,
1983). Demonstrated benefits of adipic acid enhancement include
(Chang and Dempsey, 1982):
Adipic acid was selected because o f its
Increased SO, removal
Decreased 1 imestone consumption
Decreased waste sludge volume
Reduced operating cost
Expanded FGD system flexibility
During EPA's test program for adipic acid, the concept of using
byproduct AGS (also called DBA, dibasic acids) as a lower lost
a1 ternative was introduced by Monsanto (Lester and Danly, 1983).
A separate program by the EPA was conducted to evaluate by-
products as alternatives to pure adipic acid.
-8-
B. LAB AND PILOT TEST RESULTS
~
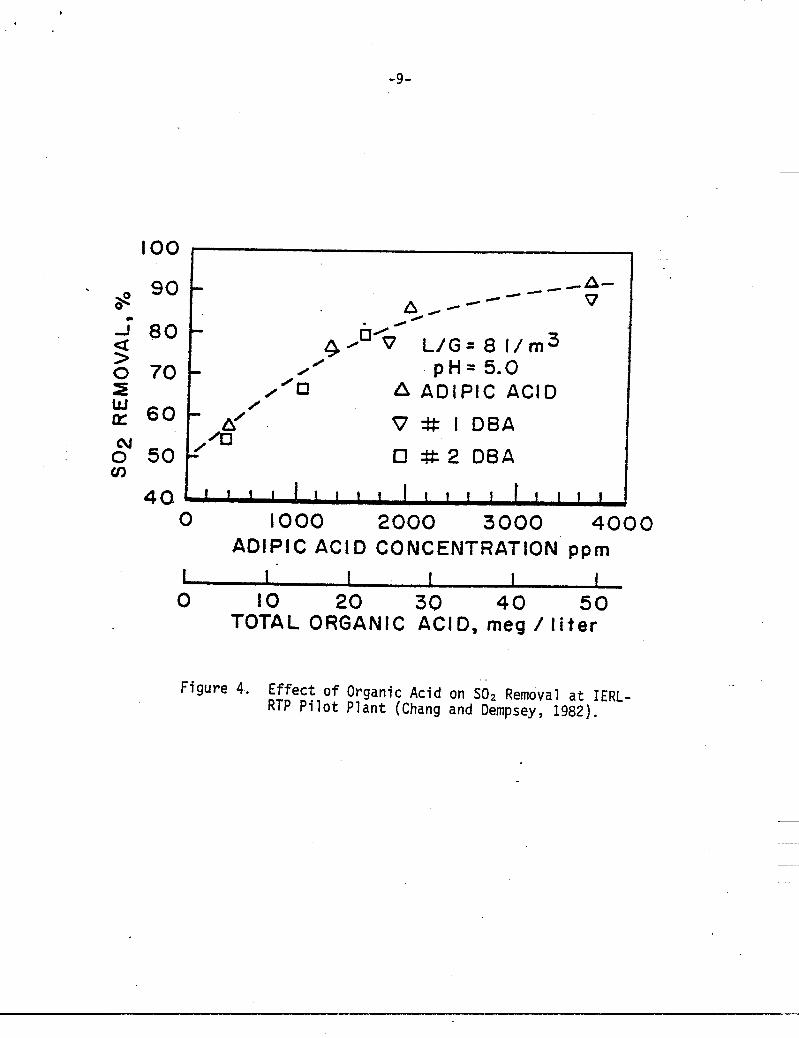
Fo l lowing labora tory charac ter iza t ion , p i l o t p l a n t (0.1 MW) t e s t s
were conducted by the EPA f o r byproduct organic a c i d from f o u r
sources, i nc lud ing two from a d i p i c a c i d manufacture (Chang and
Dempsey, 1982). F igure 4, taken from the same reference, shows
t h a t both DBA's enhanced SO, removal s i g n i f i c a n t l y . With an
a d d i t i o n o f 50 meq / l i t e r (about 3300 ppm) o f DBA, the SO, removal
e f f i c iency was increased from 50% t o 90%.
t h a t both DBA's can improve SO, removal as e f f e c t i v e l y as a d i p i c
acid.
~
F igure 4 a l so shows
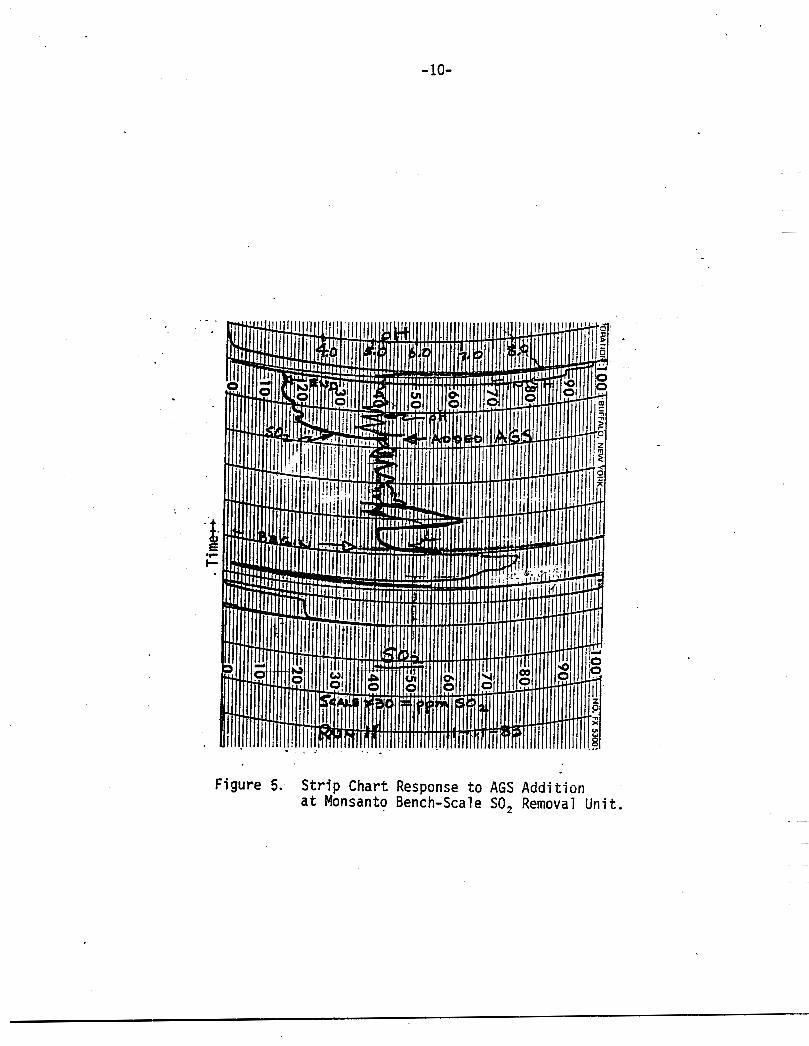
A l abo ra to ry t e s t on t h e e f f e c t o f AGS a d d i t i o n was a l so con-
ducted a t Monsanto. The bench scale apparatus had a 1 ACFM
capaci ty, u t i l i z i n g syn the t i c f l u e gas.
t he r u n s - i s shown i n F igure 5. Dur ing t h i s run, SO, removal
e f f i c i e n c y increased from 59 t o 85% i n 10 minutes.
AGS concentrat ion i n the scrubbing l i q u o r was 2200 ppm.
S t r i p c h a r t from one o f
The u l t i m a t e
C. COMMERCIAL APPLICATION
The f i r s t commercial-scale t e s t us ing byproduct DBA was conducted
i n S p r i n g f i e l d City U t i l i t y ' s Southwest Power P lan t (SWPP)
u t i l i z i n g AGS from Monsanto. This power p l a n t has a 194 MW
c o a l - f i r e d u n i t designed t o burn 3.5-4% s u l f u r coal . P r i o r t o
t h i s t e s t the p l a n t ' s FGD system was unable t o b r i n g the SO,
-9-
IO0
90 $ a
J 80 cl
5 70 s U 60
$ 50 m
4Q
.. / 0 - p H = 5.0 /'a A ADIP IC ACID
/ - A' a /
V # I D8A
U s 2 DBA
0 1000 2000 3000 4000 ADIPIC A C l D CONCENTRATION ppm
1 1 I I I I 0 10 20 30 40 5 0
TOTAL ORGANIC ACID, meg / liter
Figure 4. Effect o f Organic Acid on SO2 Removal a t IERL- RTP P i l o t Plant (Chang and Dempsey, 1982).
- 10-
Figure S. S t r i p Chart Response t o AGS Addition a t Monsanto Bench-Scale SO, Removal U n i t .
-11-
emission into compliance. Test results showed that addition of
530 ppm of AGS mixture increased removal efficiency from 58% to
85% thus meeting the regulatory requirements (Chang and Mobley,
1983).
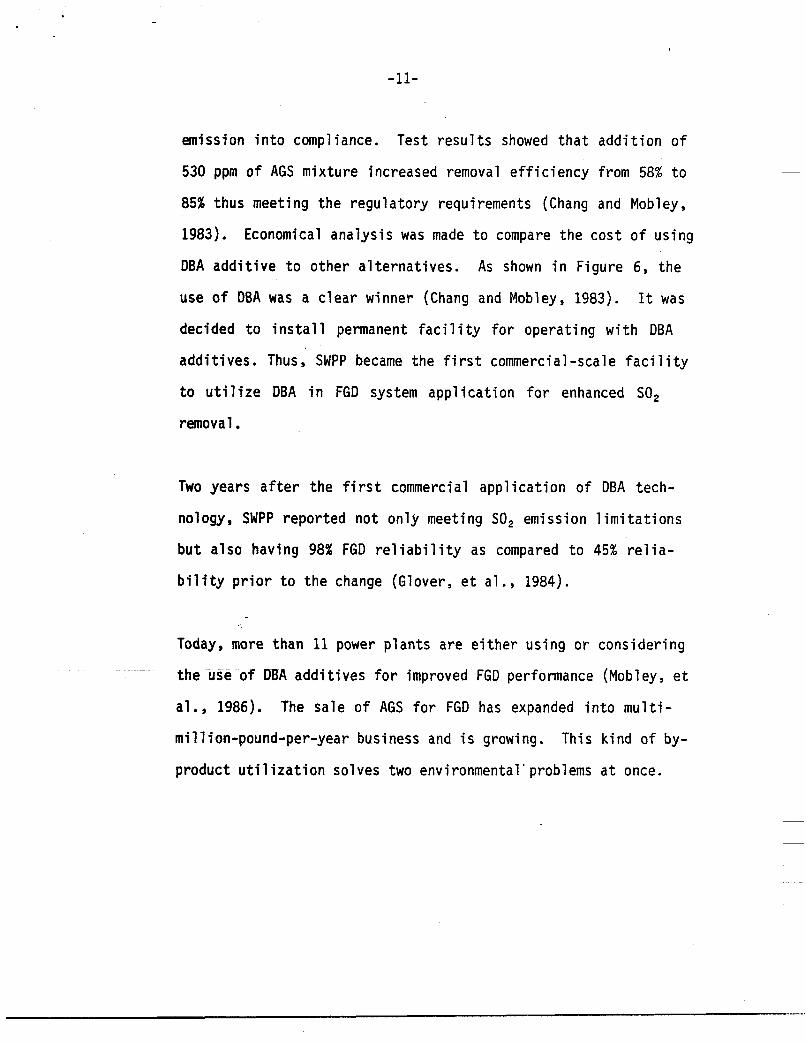
DBA additive to other alternatives. As shown in Figure 6, the
use of DBA was a clear winner (Chang and Mobley, 1983). It was
decided to install permanent facility for operating with DBA
Economical analysis was made to compare the cost of using
additives. Thus, SWPP became the first commercial-scale facility
to utilize DBA in FGD system application for enhanced SO,
removal
Two years after the first commercial application of DBA tech-
nology, SWPP reported not only meeting SOp emission 1 imitations
but also having 98% FGD reliability as compared to 45% relia-
bility prior to the change (Glover, et al., 1984).
Today, more than 11 power plants are either using or considering
€he use of DBA additives for improved FGD performance (Mobley, et
al., 1986). The sale of AGS for FGD has expanded into multi-
mi 1 1 ion-pound-per-year business and is growing . product utilization solves two environmental' problems at once.
Thi s ki nd o f by-
- 12-
1 1 1 I I I 1 I 1 1 I 1 1 I 1 A 0 ABSORBER INTERNAL MODIFiCATION
0 INCREASED RECYCLE RATE A ADIPIC ACID ADDJTION' 0 DBA ADDITION
TIME, years
Figure 6. Cumulative Present Cost o f Options foi- Improving Springfield City Utilities' SWPP Scrubber (Chang and Mobley, 1983).
-13-
I V . KATT DECONTAMINATION FOR BOILER FUEL
A. BACKGROUND
I n a t y p i c a l process fo r a i r o x i d a t i o n of cyclohexane t o produce
cyclohexanone and cyclohexanol (KA), a r e f i n i n g s tep i s u s u a l l y
included. I n our process the h igh b o i l i n g res idue from the
r e f i n i n g process i s c a l l e d KA Topper T a i l s , o r KATT.
very h igh organic content, v a r i a b l e water conten t and h igh metals
concentrat ion. I n a d d i t i o n t o d isso lved water i n the o i l phase,
there i s a separate aqueous phase amounting t o as much as 50% o f
the t o t a l weight. The r e l a t i v e dens i t y d i f f e r e n t i a l between the
two phases would reverse w i t h change i n temperature, making
cons is ten t phase separat ion d i f f i c u l t . Even i f the phase separa-
t i o n were poss ib le as a pretreatment f o r burn ing of the o i l phase
a t the p l a n t b o i l e r s , t he h igh metal content (sodium and boron)
would c rea te b o i l e r cor ros ion and tube f o u l i n g problems. As p a r t
o f the waste reduct ion/recovery e f f o r t , a development program was
thus undertaken t o f i n d ways t o overcome the above d i f f i c u l t i e s
so t h a t the heat ing value i n t h i s res idue cou ld be recovered and
the waste d isposal burden reduced.
KATT has
B. LAB SCREENING AND COLUMN TEST
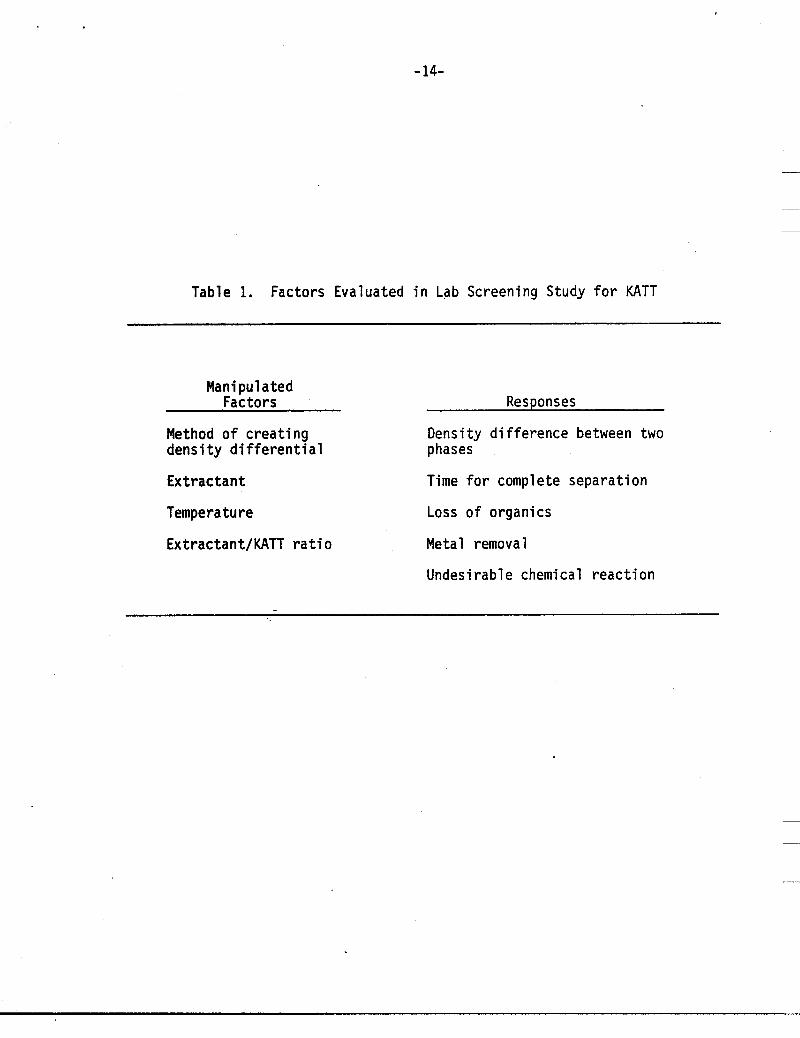
A l abo ra to ry screening t e s t was conducted t o s e l e c t the combina-
t i o n o f f a c t o r s fo r ach iev ing des i red responses. The manipulated
fac to rs and the responses a re l i s t e d i n Table 1.
- 14-
Table 1. Factors Evaluated i n Lab Screening Study f o r KATT
Manipulated Factors
Method o f c rea t ing density d i f f e r e n t i a l
Ex t rac tant
Temperature
Extractant/KATT r a t i o
Res pon ses
Density d i f fe rence between two phases
Time f o r complete separation
Loss o f organics
Metal removal
Undesirable chemical reac t ion
-15-
C.
Th is l a b screening i d e n t i f i e d t h a t Waste L iquor was the bes t
choice f o r cons is ten t phase separat ion, good metal removal, and
minimum loss o f organics t o the ex t rac tan t . Q u a l i t a t i v e tempera-
t u r e e f f e c t s were understood and the minimum extractant/KATT
r a t i o was determined.
Fol lowing l a b screening, a batch s imu la t ion of 2-stage continuous
countercurrent e x t r a c t i o n w i t h simultaneous phase separat ion was
conducted fo r p lanning a column t e s t . The s imu la t ion run was
made a t 60°C and an Extractant/Residue r a t i o o f 1:l. Results
showed sa t i s fac to ry metal removal. A column t e s t us ing a 1"
York-Schibel column was then conducted t o opt imize the process.
FULL-SCALE OPERATION
Data from the column t e s t were
i n s t a l l a t i o n t o separate water
a p p l i c a t i o n was f i l e d and the
used t o sca le up fo r a f u l l - s c a l e
and metal f r o m KATT. A paten t
patent was subsequently granted
(Chi and Lester, 1981). A c e n t r i f u g a l e x t r a c t o r was used t o
shor ten t h e contac t t ime and thereby reduce any chemical
reac t ions between the two feed streams.
The washed KATT became a c lean f u e l f o r f i r i n g together w i t h
pr imary f u e l i n one o f t he p l a n t b o i l e r s f o r e f f i c i e n t recovery
of t he heatincr value. A t t h e Dower house end. sDecial s ta in less
-16-
s t e e l burner guns and t i p s are used because o f the cor ros ive
nature o f t h e byproduct waste. This process o f byproduct
u t i l i z a t i o n has been i n operat ion f o r f o u r years.
V. EXCESS AGS INCINERATION
The excess Waste L iquor a f t e r sales f o r f l u e gas d e s u l f u r i z a t i o n and
use i n KATT washing i s i n c i n e r a t e d i n the p l a n t b o i l e r f o r f u e l value
recovery.
waste l i q u o r i s removed by evaporation.
used f o r t h i s water removal step. The same b o i l e r i s used f o r
concentrated AGS and washed KATT. Because o f t h e r e l a t i v e l y low
heat ing value from t h e h i g h l y oxygenated organic acids, pr imary fuel
i s always f i r e d a t t h e same t ime t o ensure f lame s t a b i l i t y .
P r i o r t o i n c i n e r a t i o n , most o f the water content i n t h e
Low pressure waste steam i s
As more and more process wastes are burned i n t h e conventional indus-
t r i a l b o i l e r s , operator education becomes important because of t h e
increased handl ing o f chemicals which have d i f f e r e n t c h a r a c t e r i s t i c s
from t h e convent ional f u e l s.
commitment i n us ing b o i l e r s f o r byproduct waste disposal (and energy
recovery) i s very important. The i r i n f l u e n c e can f a c i l i t a t e
acceptance o f "chemical operat ions" by t h e u t i 1 i t i e s people.
Another p o i n t i s t h a t upper management I s
c
-17-
V I . REFERENCES
Burke, J.M., R.P. Metcalfe, R. Cmiel, and J.D. Mobley, "Technical and
Economic Evaluat ion o f Organic Acid Add i t i on t o the San Miguel FGD
System," presented a t EPA's Indus t ry B r i e f i n g on the Organic Acid
Enhanced Limestone FGD Process, San Antonio, Texas, J u l y 19 (1984).
Chang, J.C.S. , and J.H. Dempsey, " P i l o t P lan t Evaluat ion of Byproduct
Dibas ic Acids as Buffer Addi t ives f o r Limestone Flue Gas Desu l fu r iza-
t i o n Systems," presented a t EPA/EPRI Symposium, Hollywood, F l o r i d a , May 17-20 (1982).
Chang, J.C.S., and J.D. Mobley, "Overview o f EPA's Test ing o f the
Ad ip ic Ac id Enhanced Limestone FGD Process ,'I presented a t EPA's
Indus t r y B r i e f i n g on the Ad ip ic Enhanced Limestone FGD Process,
Sp r ing f i e ld , Missour i , J u l y 15 (1981).
€ h g , S.C.S., and J.D. Mobley, "Test ing and Commercialization of
Byproduct Dibas ic Acids as B u f f e r Add i t i ves fo r Limestone F lue Gas
Desu l fu r i za t i on Systems," Journal o f t he A i r P o l l u t i o n Control
Associat ion, 33, 955-962 (1983).
Chi, C.T. , and J.H. Lester , Jr. , "Decontamination o f KA O i l Refinement
Waste Streams ,I' U.S. Patent 4450291 (1981).
- 18-
VI. REFERENCES (Continued)
Dickerman, J.C. and J.D. Mobley, "Technical/Economic Feasibility
Studies for Full-scale Application of Organic Acid Technology for
Limestone FGD Systems," prepared for Presentation at the Eighth FGD
Symposium, November 1-4 (1983).
Glover, R.L., G.E. Brown, J.C. Dickerman, O.W. Hargrove, N.D. Hicks,
D.M. Franley, and J.D. Mobley, "Results of the First Two Years of
Commercial Operation of an Organic-Acid-Enhanced FGD System,"
presented at EPA's Industry Briefing on the Organic-Acid-Enhanced
Limestone FGD Process, San Antonio, Texas, July 19 (1984).
Hargrove, O.W., J.D. Colley, and G.E. Brown, "Status of Adipic Acid
Enhanced FGD System Demonstration at Springfield City Utilities
Southwest Power Plant ,I' presented at EPA/IERL Industry Briefing,
Springfield, Missouri , July 15 (1981).
Lester, J.H., Jr., and D.E. Danly, "Buffered Flue Gas Scrubbing System
Using Adipic Acid Byproduct Stream," U.S. Patent 4423018, December 27
(1983). This patent has been dedicated to the public.
Mobley, J.D., M. Cassidy, and J. Dickerman, "Organic Acids can Enhance
Wet Limestone Flue Gas Scrubbing," Power Engineering, May (1986).
-
~
. .
-19-
VI. REFERENCES (Continued)
Rochelle, G.T., and C.J. King, "The Effect of Additives on Mass
Transfer in CaCO, or CaO Slurry Scrubbing of SO, from Waste Gases,''
Industrial Engineering Chemical Fundamentals, 16, 67-75 (1977).
Smith, M.P., M.T. Melia, B.A. Laseke, and N. Kaplan, "Recent Trends in
Utility Flue Gas Desulfurization," Symposium on Flue Gas Desulfuri-
zation - Houston , Texas, EPA-600/9-81-019a, October (1980).