Embed Size (px)
Citation preview

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 1/28
CAD\CAM LAB REPORT
MILLING AND TURNING (workshop)
TP015352
UC2F0812ME
(Done under supervision of Mr. Jupry)

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 2/28
ContentsIntroduction: .....................................................................................................................................3
Milling: ...................................................................................................................................................... 3
Classification of milling: ............................................................................................................................ 3
Peripheral milling .................................................................................................................................. 3
Face Milling ........................................................................................................................................... 3
End Milling ............................................................................................................................................ 4
Methods of milling: ................................................................................................................................... 4
Up Milling .............................................................................................................................................. 4
Down Milling ......................................................................................................................................... 4
CNC Milling: ............................................................................................................................................... 5
Milling Machine: ....................................................................................................................................... 7
Types of Milling Cutters: ........................................................................................................................... 8
Types of Milling Machines: ....................................................................................................................... 9
Turning: ................................................................................................................................................... 11
Lathe (Turning Machine): ........................................................................................................................ 13
Chucks: .................................................................................................................................................... 15
Three-Jaw Chuck ................................................................................................................................. 15
Four-Jaw Chuck ................................................................................................................................... 16
Turning Categories: ................................................................................................................................. 16
Objective: ........................................................................................................................................ 17
Process: ........................................................................................................................................... 17
Product Designs (CAD): .................................................................................................................... 18
Milling: .................................................................................................................................................... 18
Turning: ................................................................................................................................................... 23
Final Parts: ............................................................................................................................................... 25
Inspection Table: ............................................................................................................................. 27
Milling Part: ............................................................................................................................................. 27
Turning Part: ........................................................................................................................................... 27
Conclusion: ...................................................................................................................................... 28
References: ...................................................................................................................................... 28

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 3/28
Introduction:
Milling: It is the process of cutting away material by feeding a work piece past a rotating multiple tooth
cutter. The cutting action of the many teeth around the milling cutter provides a fast method of machining. The machined surface may be flat, angular, or curved. The surface may also be milled to any
combination of shapes. The machine for holding the work piece, rotating the cutter, and feeding it is
known as the
Classification of milling:
Peripheral milling
In peripheral (or slab) milling, the milled surface is generated by teeth located on the periphery of the
cutter body. The axis of cutter rotation is generally in a plane parallel to the work piece surface to be
machined.
Face Milling
In face milling, the cutter is mounted on a spindle having an axis of rotation perpendicular to the work piece surface. The milled surface results from the action of cutting edges located on the periphery and
face of the cutter.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 4/28
End Milling
The cutter in end milling generally rotates on an axis vertical to the work piece. It can be tilted to machine
tapered surfaces. Cutting teeth are located on both the end face of the cutter and the periphery of the cutter
body.
Methods of milling:
Up Milling
Up milling is also referred to as conventional milling. The direction of the cutter rotation opposes the feed
motion. For example, if the cutter rotates clock wise , the work piece is fed to the right in up milling.
Down Milling
Down milling is also referred to as climb milling. The direction of cutter rotation is same as the feed
motion. For example, if the cutter rotates counter clock wise, the work piece is fed to the right in down
milling.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 5/28
The chip formation in down milling is opposite to the chip formation in up milling. The figure for down
milling shows that the cutter tooth is almost parallel to the top surface of the work piece. The cutter tooth
begins to mill the full chip thickness. Then the chip thickness gradually decreases.
(http://www.mfg.mtu.edu/marc/primers/milling/index.html accessed on 19th NOV, 2009)
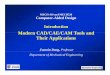
CNC Milling:
Computer Numerical Control (CNC) Milling is the most common form of CNC. CNC mills can perform
the functions of drilling and often turning. CNC Mills are classified according to the number of axes that
they possess. Axes are labeled as x and y for horizontal movement, and z for vertical movement, as
shown in this view of a manual mill table A standard manual light-duty mill is typically assumed to have
four axes:
1. Table x.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 6/28
2. Table y.
3. Table z.
4. Milling Head z.
The number of axes of a milling machine is a common subject shop talk and is often interpreted invarying ways. We present here what we have seen typically presented by manufacturers. A five-axis CNC
milling machine has an extra axis in the form of a horizontal pivot for the milling head, as shown below.
This allows extra flexibility for machining with the end mill at an angle with respect to the table. A six-
axis CNC milling machine would have another horizontal pivot for the milling head, this time
perpendicular to the fifth axis.
CNC milling machines are traditionally programmed using a set of commands known as G-codes. G-
codes represent specific CNC functions in alphanumeric format.
(http://www.efunda.com/processes/machining/mill_cnc.cfm accessed on 19th NOV, 2009)

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 7/28
Milling Machine:
It is a machine tool used for the shaping of metal and other solid materials. Milling machines exist in two
basic forms: horizontal and vertical, which terms refer to the orientation of the cutting tool spindle. Unlike
a drill press, in which the work piece is held stationary and the drill is moved vertically to penetrate thematerial, milling also involves movement of the work piece against the rotating cutter, the latter of which
is able to cut on its flanks as well as its tip. Work piece and cutter movement are precisely controlled
usually by means of precision ground slides and lead screws or analogous technology. Milling machines
may be manually operated, mechanically automated, or digitally automated via computer numerical
control (CNC).
Milling machines can perform a vast number of operations, some very complex, such as slot and keyway
cutting, planing, drilling, die sinking, rebating, routing, etc. Cutting fluid is often pumped to the cutting
site to cool and lubricate the cut, and to sluice away the resulting swarf.
(http://en.wikipedia.org/wiki/Milling_machine accessed on 19th NOV, 2009)

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 8/28
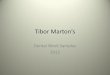
Types of Milling Cutters:

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 9/28
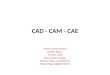
Types of Milling Machines: Milling machines are among the most versatile and useful machine tools due to their capabilities to
perform a variety of operations. They can be broadly classified into the following types:
1. Column and knee type of milling machines
2. Bed type
3. Rotary table
4. Tracer controlled
Horizontal Milling Machine Vertical Milling Machine
Column & Knee type Milling Machines:
Used for general purpose milling operations, column and knee type milling machines are the most
common milling machines. The spindle to which the milling cutter is may be horizontal (slab milling) or
vertical (face and end milling). The basic components are:
a. Work table, on which the work piece is clamped using the T-slots. The table moves longitudinally
with respect to the saddle.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 10/28
b. Saddle, which supports the table and can move transversely.
c. Knee, which supports the saddle and gives the table vertical movements for adjusting the depth of
cut.
d. Over arm in horizontal machines, this is adjustable to accomadate different arbor lengths.
e. Head, which contains the spindle and cutter holders. In vertical machines the head may be fixed
or vertically adjustable.
1. Bed type Machines:
In bed type machines, the work table is mounted directly on the bed, which replaces the knee, and
can move only longitudinally. These machines have high stiffness and are used for high
production work.
2. Planer Machines
Planer machines are similar to bed type machines but are equipped with several cutters and headsto mill various surfaces.
3. Rotary Table Machines
Rotary table machines are similar to vertical milling machines and are equipped with one or more
heads to do face milling operations.
4. Tracer Controlled Machines
Tracer controlled machines reproduce parts from a master model. They are used in the
automotive and aerospace industries from machining complex parts and dies.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 11/28
5. Computer Numerical Control (CNC) Machines
Various milling machine components are being replaced rapidly with computer numerical control(CNC) machines. These machine tools are versatile and are capable of milling, drilling, boring
and tapping with repetitive accuracy.
Turning:
It is another of the basic machining processes. Turning produces solids of revolution which can be tightly
tolerance because of the specialized nature of the operation. Turning is performed on a machine called a
lathe in which the tool is stationary and the part is rotated. The figure below illustrates an engine lathe.
Lathes are designed solely for turning operations, so that precise control of the cutting results in tight
tolerances. The work piece is mounted on the chuck, which rotates relative to the stationary tool.
It is the process whereby a single point cutting tool is parallel to the surface. It can be done manually, in a
traditional form of lathe, which frequently requires continuous supervision by the operator, or by using a
computer controlled and automated lathe which does not. This type of machine tool is referred to as
having computer numerical control, better known as CNC and is commonly used with many other types
of machine tool besides the lathe.
When turning, a piece of material (wood, metal, plastic even stone) is rotated and a cutting tool is
traversed along 2 axes of motion to produce precise diameters and depths. Turning can be either on the
outside of the cylinder or on the inside (also known as boring) to produce tubular components to various
geometries. Although now quite rare, early lathes could even be used to produce complex geometric
figures, even the platonic solids.
The turning processes are typically carried out on a lathe, considered to be the oldest machine tools, and
can be of four different types such as straight turning, taper turning, profiling or external grooving. Those
types of turning processes can produce various shapes of materials such as straight, conical, curved, or
grooved work piece. In general, turning uses simple single-point cutting tools. Each group of work piece
materials has an optimum set of tools angles which have been developed through the years.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 12/28
The bits of waste metal from turning operations are known as chips, or swarf. In some areas they may be
known as turnings.
The term facing is used to describe removal of material from the flat end of a cylindrical part, as shown
below. Facing is often used to improve the finish of surfaces that have been parted.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 13/28
(http://www.efunda.com/processes/machining/turn_engine_lathe.cfm accessed on 19th NOV, 2009)
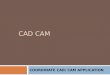
Lathe (Turning Machine):
A lathe is a machine tool used principally for shaping pieces of metal, wood, or other materials by causing
the work piece to be held and rotated by the lathe while a tool bit is advanced into the work causing the
cutting action. Lathes can be divided into three types for easy identification: engine lathe, turret lathe, and
special purpose lathes. Some smaller ones are bench mounted and semi-portable. The larger lathes are floor
mounted and may require special transportation if they must be moved. Field and maintenance shops
generally use a lathe that can be adapted to many operations and that is not too large to be moved from one
work site to another. The engine lathe is ideally suited for this purpose. A trained operator can accomplish
more machining jobs with the engine lathe than with any other machine tool. Turret lathes and special
purpose lathes are usually used in production or job shops for mass production or specialized parts, while
basic engine lathes are usually used for any type of lathe work. Below is the diagram of the engine lathe:

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 14/28

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 15/28
Chucks:
The chuck is integral to a lathe's functioning because it fixtures the part to the spindle axis of the machine.
Below is shown a three-jaw chuck with jaws that are all driven by the same chuck key. This arrangement
provides convenience in that parts can be mounted and dismounted quickly.
Three-Jaw Chuck
The inner construction of the three-jaw chuck is shown below. A spiral gear meshes with cog teeth on the
aws to move all three jaws in or out simultaneously. Parts can be fixed on outer or inner surfaces since
there are gripping surfaces on the inner and outer surfaces of the chuck jaws.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 16/28
Four-Jaw Chuck
If the part needs to be off center or is not a solid of revolution (axially symmetric), a four-jaw chuck with
independently-actuated jaws needs to be used. Such a chuck is depicted below.
Turning Categories:

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 17/28
Objective:
Our objective is to develop 2 products one by milling using the milling machine and other one by using
lathe. These products have to be same as the products designed by us using Autodesk inventor. Then we
need to inspect these products results.
Process:
For milling our product we placed our rectangular flat piece on the table in milling machine. Then using
the drill, x, y and z handles we moved our piece sideways or forward and backward and engraved or cut
out the design needed by us on the rectangular steel piece provided to us. Then we used the drill machine
to create holes in our product. At end we used filer to give the finishing touches to our product and used
8.5mm thread tool (drill to) make threading inside the holes.

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 18/28
For turning our product we placed our cylindrical piece in chucks of the lathe machine. Then using the
carbon-steel sharp tool we turned our piece to get the design we needed.
Product Designs (CAD):
Milling:

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 19/28

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 20/28
(Various views of our products 3D model)

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 21/28

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 22/28
(Various sketches of our product along with dimensions)

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 23/28
Turning:
(Various views of our products 3D model)

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 24/28

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 25/28
(Various sketches of our product along with the dimensions)
Final Parts:

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 26/28

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 27/28
Inspection Table:
Milling Part:
P.S: All dimensions are in mm
Autodesk Inventor Mechanical Lab
Length of part 75 74.9
Breadth of part 75 75
Height of part 25 24
Length of pocket 75 74.9
Breadth of pocket 45 46
Height of pocket inside 5 6
Height top surface till
20 18
Height of edges left and right of the piece
15,15 14,15
Height of top surfacetill left and right edges
10 11,10
Breadth of right andleft edges
15,15 16,14
Turning Part:
P.S: All dimensions are in mm and reference from pt. tip going to the end
Autodesk Inventor Mechanical Lab
Length 1 10 10
Length 2 30 30
Length 3 25 25
Length 4 35 35
Length 5 20 20
Length of piece 100 100
Diameter 1 10 10.2
Diameter 2 13 13.1Diameter 3 22 21.9
Diameter 4 30 29.8
Diameter 5 20 20.2
Angle of pointed tip 30 degrees 35 degrees

8/4/2019 CAD and CAM Mechanical Shop Report
http://slidepdf.com/reader/full/cad-and-cam-mechanical-shop-report 28/28
Conclusion:
After doing this assignment I can design products using Autodesk Inventor and then using the lathe
(turning) machine and milling machine I can design or develop the products in the real life. This
assignment is going to help me a lot in future if I go into manufacturing or design industry.
References:
(http://www.efunda.com/processes/machining/mill_cnc.cfm accessed on 19th
NOV, 2009)
(http://www.mfg.mtu.edu/marc/primers/milling/index.html accessed on 19th
NOV, 2009)
(http://en.wikipedia.org/wiki/Milling_machine accessed on 19th NOV, 2009)
(http://www.efunda.com/processes/machining/turn_engine_lathe.cfm on 19th
NOV, 2009)
(http://en.wikipedia.org/wiki/Turning on 19th NOV, 2009)
(http://web.mit.edu/2.670/www/Tutorials/Machining/lathe/Description.html on
19th NOV, 2009)