-
5/6/2018 Caja Prensa estopa
1/10
5 . E l1 P A Q U E T A D U R A S P A R A B O f~ B A S Y V A L V
U L A S
-
5/6/2018 Caja Prensa estopa
2/10
- 85 -
5.1 PROCEDIM IENTOS PARA LA INSTALACION DE EMPAQUETADURAS NUEVAS
EN LASC AJA S D EL PR EN SA EST OPA
5.1.1 INTRODUCCIONPara la correcta evaluaci6n de una
empaquetadura. el equipo debeestar en condiciones 6ptimas. Camisas,
rodamientosy prensaestopa deben estaren buen estado si se desea
obtener resultados correctos de la empaquetadura.Una camisa nueva
para el eje puede representar 1a diferencia entre elexito y
fracaso. Compruebe la rotaci6n del eje (no es admisible un juego
ra-
dial superior a una lectura total del indicador de 0.08 nun
(0.003 de pulga-da). Utilice un indicador de cuadrante para
verificar 10 anterior.El juego axial es menos importante (a menos
que e1 eje este acanala-do). Reemp1ace los ejes arqueados.
5.1.2 PASOS A SEGUIRCompruebe -que la empaquetadura es del
tamafto correcto y del tipoapropiado para la aplicacion en
particular. La selecci6n incorrectaresultara en una vida de
servicio deficiente.El estado de 1a caja del prensaestopa es mas
importante de 10 quegeneralmente se cree. Si 1a superficie es
aspera, debera repararse,ya que es casi imposible sellar e1
diametro exterior del anillocuando hay orificios causados por 1a
oxidaci6n0corrosion.El ajuste del prensaestopa causaria la
deformaci6n de los anillos ysobrecompresion de la empaquetadura
sabre el eje, con 10 que la mismase quemaria.Si el prensaestopa 0
la caja estan biselados, se recomienda refren-tarlos y eliminar el
bisel, Ademas de 10 anterior, un buje restric-tivo corregirji
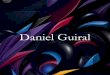
cualquier exceso de espacio Iibre en el fondo de lacaja (Figura
S.l), con 10 que se evita que la empaquetadura se fuercehacia
afuera.
PURGAANIll.ODE LlNTERNA
PRENSAESTOPAS>
BUJE RESTRICTIVOFigura 5.1
Caja can 1a empaquetadura correctamente co10cadacon anilio de
linterna y buje restrictivo
-
5/6/2018 Caja Prensa estopa
3/10
5.1. 3
5.1.4
- 86 -
V~ri fique s1se requ iere un ani 110 de 1interna (Figura 5.1).
Admi-tiendo un eierto desplazamiento de la empaquetadura deb ido a1
ajustedel prensaestopa, e1 anil10 de linterna debe eneontrarse
directamentealineado eon la conex iSn de pur ga , ya que de otra
forma la purgapodria fallar.Los anillos de 1interna se util izan
cuando La presion de succi6n esinferior a la presion a trnosferica
, y se a1imentan a traves de unainstalaei6n de tuberia desde la
presi6n de descarga de la bomba.Cuando se trabaja con lechadas 0
liquidos que se solidifiean se debeemplear una purga independiente
de l!quido c Laro , La presi6n de lapurga de liquido limpiador debe
ser de 2 kg/cm2 (25 lb/pulg2)mayor que la presion maxima de la
caja.
COMO CORTAR LOS ANILLOSPrepare ani110s de junta a tope. El
metodo preferido es enrollar e1numero deseado de ani110s en un
mandril del mismo diametro que el eje(Figura 5.2). Corte los
anillos haciendo un corte recto a 10 largodel mandril como indica
la siguiente figura.
Figura 5.2Corte de anillos
Cuando saque los ani110s del roandril, deslicelos sin abrirlos
como Slfueran bisagras. Esto es de especial importaneia para los
tipos deempaquetaduras metalicas.
COMO COLOCAR LA EMPAQUETADURASaque los anil10s viejos. Recubra
los anillos nuevas con LUBRICANTES.Es recomendable uti1izar un
1ubricante especial como el Chestertonpara empaquetaduras para
faci1itar la colocaci6n y para establecer unasentamiento inicia1
correcto.
-
5/6/2018 Caja Prensa estopa
4/10
- 87 -
Compruehe la posicion del ani1lo de linterna.una ca ja con 1a
empaquetadura correctamentelinterna y buje restrictivo.
La Figura 5.1 lustracoloc ada con anilI.o de
Coloque 10s anilLos sobre el eje torci.endolos al abrir Los como
SP.indica en 1a Figura 5.3. Esto es de especial importancia para
losanillos metalicos. Nunea abra los anillos como si fueran
hisagras.
CORRECTO
~ INCOAAECTO
Figura 5.3Forma de abrir los anillos
5.1. 5 RECOMENDACIONES GENERALESCompruebe si Ia caja de embalaje
de sus empaquetaduras contiene algu-na instrueci6n especial aeerea
de este esti10 en particular.Inserte los anillos de uno en uno, con
las juntas alternadas a QOo.Asiente cada anilio empujandolo con una
herramienta de asentamiento 0usando un eilindro hueco partido. Cire
el eje de vez en cuando parafacilitar el asentamiento. Si los
anillos de fondo no estan hienasentados, e1 segu ido r del
prensaestopas no pod r a comprimir el juegode la empaquetadura, y
dejara los ani110s frontales (lado del prensa-estopa) excesivamente
comprimidos en la caja.Recuerde que excepto para pr oduc tos
abrasivos, el 70 % del desgastetiene lugar normalmente en los dos
anillos mas pr6ximos al prensa-estopa.Una huena coloeaei6n y
lubricaci6n can un lubrieante como el Chester-ton para
empaquetaduras tiende a distrihuir el desgaste de forma
masequilibrada entre el juego total de anillos.Este lubricante no
debe emplearse con empaquetadura del tipo paraalimentos ni en
servicios con oxigeno l{quido, Bcido nitrico ni cual-quier
aplicaci6n no compatible.A;uste inicialmente ei prensaestopa
solamente a mano.
-
5/6/2018 Caja Prensa estopa
5/10
- 88 -
La funci6n de una empaquetadura es controlar las fugas en lugar
deevitarlas. Para trabajar en buenas condiciones, las
empaquetadurasdeben permitir fugas ya que en caso contrario se
quema rLan , Lasempaquetaduras de Teflon son particularmente
sensibles en este res-pecto.Permita, inicialmente, una fuga
abundant e , Apriete gradualmente lastuercas del prensaestopa 1/6
de vuelta (I car a en tuercas hexagona-les) cada vez.Vigile la
temperatura. No permita nunca la gener ac aon de calor. Sise
produce, afloje el prensaestopa. A medida que las fugas
disminu-yen, apriete el seguidor del prensaestopa a intervalos de
15 minutoshasta controlar las fugas, siempre y cuando no se
produzca una eleva-cion de temperatura.La mayoria de empaquetaduras
colocadas en un eje de 25.4 mm (1 pulg)pueden controlar fugas que
varian entre 5 y 20 gotas por minuto. Enun eje de 50.8 mm (2 pulg)
debera permitirse una fuga del doble.Las empaquetaduras de fibra de
TFE deben tener como minimo una fugade 30 gotas por minuto en un
eje de 25.4 mm teniendo en cuent a l.avelocidad periferica limite
del eje.Proporcione conexiones para lubricaci6n externa,
especialmente a1bombear 1iquidos y gases no lubricantes (amoniaco,
fre6n, hidrocarhu-rOs ligeros, solventes, creosota, agua muy
caliente). Siempre que seinyecte lubricaci6n externa a travds del
anillo de L i ntsrna , dehe rautilizarse un 1iquido que tenga
propiedades lubricantes.
5.2 EMPAQUETADURAS PARA DESACUES5.2.1 LIQUIDOS ABRASIVOS
Por "ab ra sivo s" se entiene una palabra de amplio concepto que
cub reel problema de las empaquetaduras a utilizar contra
suspensiones, liquidos quese solidifican, sales cristalizables y
elementos analogos. Dichos abrasivoscausan el mayor dana al equipo
y crean dificultades en la empaquetadura. Engeneral, 1a solucion
implica lubricaci6n externa, purgas y control de la tem-peratura.
Tamb ien son necesarios ejes de acero templado 0 superficies
durastales como estelita, Colmonoy, cromo, ceramica y carburo de
tungsteno.
En condiciones normales, cuando se utiliza un anillo de
linterna, lalubricacion interna se suministra de la presi6n de
descarga de la bomba, me-diante una linea de derivaci6n, pero
cuando se bombean suspensiones y "abrasi-vos", debe obtenerse una
fuente externa del Lf quido Li.mpio 0 adecuado, a unapresion
superior a la que existe en la caja , Esta presi6n diferencial
esaproximadamente de 2 kg/cm2 (25 Ib/pulg2).
-
5/6/2018 Caja Prensa estopa
6/10
- 89 -
5.2.2 S OL ID OS E N S US PE NS IO NLos solidos que se
encuentran en suspension en liquidosy que forman
parte inherente de su estructura comprenden:. aImi.ddn, agua
lodoss0 contami-nada. arenas y otras 8uspensiones. Este problema se
resuelve con una lubrica-cion exterior de lLquido limpio a traves
del anillo de linterna, como se ilus-tra en 1a Figura 5.4.
Figura 5.4Lubricacion exterior del liquido limpioa traves del
anillo de linterna
5.3 MANTENIMlENTO PREVENTlVO
Periodo de mante-nimiento (ejecu-tante) Inspecci6n de Trabajos a
ejecutarEN CADA TURNO (OP) Sellos con empaqueta-
durasComprobar que el prensaestapasgotea continuamente. Maximo
50gotas por minutoGomprobar con la mana la tempe-ratura del
prensaestopas. 5iesta excesivamente calientereportarlo
C ADA SEMANA (OP) Gaja del prensaestapas Lo anterior mas
regu]aci6najustando a aflojando a manalas tuercas del
prensaestopasGADA SElS MESE5(OP) Todo el sistema del se110 Revisi6n
completa del prensaestopas. Cambiar empaquetaduras:Revisar el eje y
su buje (si 10tiene)
NOTA: Cuando el sello es meca-nieo no debe gotear; si 10hiciere
reportarlo de jnmad iatopara su cambio.
-
5/6/2018 Caja Prensa estopa
7/10
- 90 -
Anomalia5.4 MANTENIMIENTO CORRECTIVO
No hay ):!;oteoura!!te el arranque
Hay goteo excesi-va durante elarranque
Ani 110s ap lasta-dos en su d i,ime-tro interior de-bajo del
vastagoo del ejeAnillos aplastadospar encima del vas-tago 0del eje,
0por nn costadoAbultamiento muynotorio en los lados de un
anillo
Lados exterioresde los anillos estan brillantes 0gastadosAni110s
que sobr!:salen a travesdel seguidor delprensaestopaAnillos del
fondocorrectos perolos de afuera enmalas condiciones
CausaPrensaestopa muy aJu~tado
Empaquetaduras de ta-mano incorrectoAnillos mal colocados
El eje no esta concentricoRodamientos deterioradosEmpaquetadura
sopor-tando al ejeEl eje esta excentri-co 0 vibra por desgaste de
los rodamientos
Probable existenciade excesiva separacioncan el anillo
vecinoAnillos cortados muycortosAni 110s flojos quegiran con el
eje
Hueco del seguidor d!:masiado grande conrespeco al eje
Colocacion incorrectadel juego de anillos
RemedioAf16jelo un poco hasta producirel goteo ne cesario , Can
suc-cion negativa instalar anillode linterna
-
5/6/2018 Caja Prensa estopa
8/10
AnomaliaLos juegos de ani-llos del fondo de-saparecen
Empaquetadura desgarrada interior-menteAnillos
quemados,superficies secasy chamuscadas
Empaquetadura en-durecida
Empaquetadura re-blandecidaPerdida exceS1vadel lubricante dela
empaquetadura
La empaquetadurase pega al ejecuando este se detiene por
ciertotiempoFugas inexplica-bles
- 91 -
CausaLa empaQuetadura esabsorbida por existirdemasiada luz en
elfondoEl eje 0 la cam1sadel eje estan asperas
Falta lubricaci6nLa empaquetadura noes 1a adecuada
Se esta trabajandocan 1iquidos que sesolidificanLa empaquetadura
noes 1a adecuadaExcesiva presi6n delprensaestopaExcesiva
temperaturade operaci6nEl 1iquido depositasales 0 se congela enlos
anil10s de la em-paquetadura
Pueden ser en 1a camisa 0 a traves de po-rosidades en el
mate-rial
RemedioInstalar un buje en e1 fondo
Comprobar y pulir 51 fuera necesar10
Proveer lubricaci6nInstalar empaquetaduras adecua-da s para las
temperaturas y /0velocidades periferica5 del ejeVease remedio del
caso anteriorEn todo caso, proveer lubrica-cion separada
exteriorEscoger e instalar un tipo deempaquetadura
adecuadaDisminuir 1a presion
Colocar una empaquetadura quesoporte la temperaturaProveer
lubricacion exterior SI1ficiente y adecuada. Si fuer~necesario
tambien calentamiento
Revisar y reemp1azar el seLla-dor bajo la camisa 0 rellenarlas
porosidades detectada5NOTA: Las empaquetaduras gas-tadas
0ma10gradas deben siem-pre revisarse detenidamenteantes de ser
desechadas, puesello ayudara a descubrir masfacilmente Ia causa de
laanorma lidad producida 0 de suprematuro desgaste.
-
5/6/2018 Caja Prensa estopa
9/10
- 92 -
5.5 SELECCION DE LAS EMPAQUETADURAS
Para que las empaquetaduras puedan proporcionar un serV1ClO
satisfac-torio se requiere no solo un huen montaje, sino tambien
que al seleccionarlasse tenga en cuenta los siguientes puntos;
El tipo de empaquetadura debe ser adecuado al liquido a
obturar.Las dimensiones de la empaquetadura deben ser las precisas
paracalzar correctamente en la caja del prensaestopa.La velocidad
de superficie 0 pe r i.f erica del eje, en caso de bom-bas, no debe
sobrepasar a la recomendada para la empaquetadura es-cogida.La
temperatura del liquido, en caso de bombas y valvulas, no
rlebesobrepasar a la maxima soportada por la empaquetadura.
Algunos fabricantes de empaquetaduras de reconocida calidad,
como:"A.W. Chesterton Co.", "Klinger", "Garlock", "U.S. Packings",
suelen propor-cionar catalogos de sus productos, donde indican
claramente todas las caracte-risticas de cada estilo de empaque.
Dichos datos tecnicos son de gran uti1i-dad y facilitan la correcta
selecci6n del empaque requerido.
Para atender ]as aplicaciones especificas de los equipos ut
i1izadosen las instalaciones de agua potable y alcantarillado, a
continuaci6n se hantornado como ejemplo (entre otras ma r ca s y
tipos existenr e s) las cuatro Sl.-gnientes empaquetaduras
producidas par Chesterton:
"Esti 10 Uno"; Super ernpaquetadura de grafito, de ap licaci6n
un iver-:sal, de baja fricci6n para bombas y vaIvu1as.
PrActicamente no pro-duce rayadnras y no se endurece ni cristaliza.
Fabricada can grafitopuro. Soporta muy aItas temperaturas y tiene
una gama de pH de 0 a14. Se fahrican en 12 medidas que van desde
4.8 mm 0/16") hasta25.4 rom (I")."Estilo 234 Y 1724 Super Lon":
Empaquetaduras para va1vulas en gene-ral, valvulas de control,
vastagos alternativos y ejes centrifugos dehaja velocidad, para
agua y vapor hasta 260C (500F) y gama de pH deo a 14. Se fabrican
en 19 med idas que van desde 3.2 mm (1/8") hasta25.4 rom
0")."Estilo 1750": Empaquetadura de PTFE y grafito , para ejes de
hombasy vastagos de va lvu Las en presencia de agua y vapor hasta
2fiOr,(500"F). Es una empaquetadura excelente, no abrasiva y que no
danalos ejes. Gama rle pH 2 a 12. Se fabrican en 13 medidas que van
des-tie 6.4 rom 0/4") hasta 25.4 rom (1").
-
5/6/2018 Caja Prensa estopa
10/10
o -);s:m--l:n0'"omrmc.,m '"'
- 93 -
"E s tio 1774 E z e L o n " : Empaquetadura sin a s b e s to ,
para b o m b a s c e n - -trifugas de alta velocidad, hasta 10 m/s
(2000 pies/s) y temperaturasha sta 260C (500F). Gama de pH 5 a q.
Se f abrican en ]3 medida sqne van desde 6.4 rom 0/4") ha sta 2~.4
mm (I"L
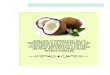
TABLA 5.1ABACO DE CONVERSION PARA VEL0CIDADES DE EJES
VELOCIDAD DE SUPERFICIE (pies/minuto)
o 8o~'"aa
,.08
0
0N0. . . ,0 0. . };0 s:'" ma -1:n0> 00 0. . . . m0 rm'" r__0
m~ :3:38-0; ; : ;a
'"o
Las ve10cidades que no aparecen en el abaco pueden ser
calculadas conuna de las siguientes relaciones:
a I"i. -f'!I.:W-
- r--
- r-f-
f-
f-
1~r-f-
o : : : : 0;'"
VELOCIDAD DE SUPERFICIE (M/seg_)
mls Diam E;e (mil')x RPM13750 P. / _ Diam Eie (puJg) x RFYa.es
nnn= 4