-
8/18/2019 Camera Ready Paper of -Ref. No AM-31
1/5
Investigations on the Effects of Minimum Quantity
Lubrication
on SurfaceRoughness and Cutting Force during Turning ofBearing
Steel
Chakraborty, S.,1Behera, B.C2., Dinesh, S.,3Ghosh,
S.,4
1Department of Mechanical Engineering, Indian Institute of
Technology Bhubaneswar, [email protected],
2, 3, 4Department of Mechanical Engineering, Indian Institute of
Technology Delhi,
India2 [email protected], [email protected], [email protected],
Abstract: Environmental concerns call for the reduced use of
cutting fluids in metal cuttingoperations. Minimum quantity
lubrication (MQL) machining is one of the promising solutionsto the
requirement for the decrease in cutting fluid consumption. This
paper reports theresults of an experimental work performed to
investigate the effect of an indigenouslydeveloped MQL set up for
machining responses like cutting forces and surface finish of
aturned hardened bearing steel. It was found that machining with
the MQL set up resulted ingeneration of lesser cutting forces and
better surface finish in comparison to dry and wetmachining.
Keywords : MQL machining; cutting force; surface
finish
1 INTRODUCTION
Machining is the process of removing material inthe form of
chips by means of a wedge shaped tool.
The need to manufacture high precision items and to
machine difficult-to-cut materials economically
leads to the development of improved machining
processes. The feasibility of dry cutting in the
manufacturing industries has received much
attention due to the high cost of cutting fluids,
estimated at 17% of the total manufacturing cost
which is about twice the tooling cost itself. Cuttingfluid waste
needs to be treated prior to disposal and
furthermore, prolonged exposure to them is
hazardous to the machine operators due to risk of
skin cancer and breathing difficulties. Dry cutting isdesirable
because not only it reduces manufacturing
costs, but also eliminates all the adverse effectsassociated
with the usage of cutting fluids. In spite
of the noble idea to implement the process of dry
machining as mentioned above, the usage of cutting
fluids in machining several types of materials which
are difficult to machine offers several important
advantages, especially to increase productivity and
surface quality of the machined work piece and
hence cannot be totally eliminated as of now. This is
because cutting fluid allows cutting processes to be
carried out at higher speed, higher feed rate and
greater cutting depth due to increased lubricity andcooling at
the chip-tool and chip-workpiece
interface. When used effectively, cutting fluids not
only improve surface finish and dimensional
accuracy, but also decrease the amount of powerconsumptions[1].
Furthermore, cutting fluid also
helps transport the excessive heat and chips
produced during the cutting processes away from the
cutting area, thus prolonging tool life [2]. Cuttingfluid
related costs and health concerns associated
with exposure to cutting fluid mist and a growing
desire to achieve environmental sustainability in
manufacturing have caused industry and academia
to re-examine the role of these fluids and quantify
their benefits. In countries like USA stricter
legislations have been enforced to minimize the use
of cutting fluids during machining[3]. Hence some
noble approaches have been developed in thisdirection without
compromising with the benefits
achieved from flood application of cutting fluids.
Proper selection of cutting fluids is a very important,
although complicated process as it includes various
aspects of machining conditions and parameters.
There has been a gradual shift from straight oils to
soluble oils and further to vegetable and synthetic
oils due to better cooling and lubricating propertiesand more
importantly due to much safer handling
and disposal as they are eco-friendly [4]. Cutting
fluids also need to be managed meticulously after
use to reduce their health and environmental effect
and also to cut down disposal costs. Gradualreduction of cutting
fluid usage by increasing the use
mailto:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]
-
8/18/2019 Camera Ready Paper of -Ref. No AM-31
2/5
of near-dry and dry machining is the most promising
step taken in this regard. The past few decades have
seen many efforts being undertaken to develop
advanced machining processes using less or no
cutting fluid.
Machines and tools designed for cutting fluidscannot be readily
adapted for dry cutting[5]. New,
more powerful machines must be purchased, andspecial tooling is
often needed to withstand the high
temperatures generated during dry cutting. The
quality of machined parts may be affected
significantly as the properties of the machined
surface are significantly altered by dry machining in
terms of its metallurgical properties and residualmachining
stresses. High cutting forces and
temperatures in dry machining may cause the
distortion of parts during machining. Moreover,
parts are often rather hot after dry machining so
their
handling, inspection gauging, etc., may present anumber of
problems. Near-dry machining (NDM),also known as minimum quantity
lubrication (MQL)
machining, is in the process of development to
provide at least partial solutions to the listed
problems with dry machining to wet machining. As
a result, tool life and finish of the machined surface
improved by 15 – 20%.
2 LITERATURE REVIEW
Filipovic and Stephenson[6] found similarity in
tool life in gun-drilling and cross-hole drilling of
crankshafts between wet machining and MQL.Using MQL and a
diamond-coated tool in the
drilling of aluminium – silicon alloys, Braga et al.
[7]
showed that the performance of the MQL process (in
terms of forces, tool wear and quality of machined
holes) was very similar to that obtained when usinga large
amount of water-soluble oil, with both coated
and uncoated drills. Studying turning of brasses,
Davim et al.[8] concluded that, with proper selection
of the MQL system, results similar to flood lubricant
condition can be achieved. Although many research
papers have attempted to give explanation for the
distinctive results of MQL machining no direct
conclusive evidence are provided due to thecomplexity involved
in the analysis. One of the most
feasible and better explanation is provided by
Astakhov in one of his work [9], which accredits the
reason to the embrittlement action of the cutting
fluid, which reduces the strain at facture of the work
material. This action is based on the rebinder effect,
directly concerned with the metal cutting process.
He suggests that atomized oil possesses greater
ability to enhance the embrittlement of the layer being
removed and thus reduce the work of plastic
deformation during the chip production.
In MQL machining, very small quantity of cuttingfluid (CF) is
supplied to the machining zone in very
small (atomized) droplet size with high velocity.
The amount of oil used is generally in the range of
10-100 ml/hr, which is about 1000 times smaller
than that used in conventional flood application of
oil. It was developed as an alternative to flood and
internal high pressure coolant supply to reduce the
CF consumption. The media is supplied as a mixtureof air and oil
in the form of an aerosol (often referred
to as mist) with precise control over amount of oiland direction
of spray to the cutting zone. The reason
for the shifting trend towards MQL machining is
that it is supposed to give the combined advantages
of dry and conventional flood machining in an eco-
friendly manner. The amount of oil used is so less
that parts engaged in metal removal are practicallydry, although
the high velocity air jet carries the
small but sufficient amount of oil precisely to the
machining zone so as to provide the necessary
cooling and lubrication, besides removal of the chips
by the compressed air. Many research papers have been
published which goes to show that MQLapplication involves much
better machining
parameters than dry machining which are also on a
par or in some cases better than flood application of
oil. Ueda et al.[10] found that temperature reduction
in MQL turning is approximately 5%, while in MQL
end milling it is 10 – 15% and in MQL drilling it
is
20 – 25% compared to the temperature in dry
cutting.
Khan and Dhar [11] found that MQL with vegetable
oil reduced the cutting forces by about 5 – 15%
from
that in dry cutting. The axial force decreased more
predominantly than the power force. They attributed
this reduction as well as the improved tool life andfinish of
the machined surface to the reduction of the
cutting zone temperature. Similar results were
obtained during machining of 1040 steel [12]. Li and
Liang [13] found that the cutting forces during
machining of 1045 steel is lower under MQLmachining condition
compared to the dry cutting.
They also attributed this reduction of forces to the
lowering of the cutting temperature which in turn
enables the tool to retain its sharpness over a longer
duration. Other groups of researches have compared
MQL with wet machining. Dhar et al. studied the
effect of MQL in tuning of 4340 steel using external
nozzle and aerosol supply to the tool. They foundthat the
temperature at the tool – chip interface
reduced by 5 – 10% (depending upon the particular
combination of the cutting speed and feed) in MQL
compared
Herein bearing steel was chosen as the work
material because of its high hardness (above 58
HRC). It is difficult to machine because of its high
fatigue and bending strength [14]. For this reason,
in present work machining operation was carried on
bearing steel material in MQL mode and the results
were compared with dry machining and wet
machining.
-
8/18/2019 Camera Ready Paper of -Ref. No AM-31
3/5
3 EXPERIMENTAL SETUP
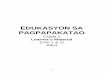
Block diagram for a Simple MQL setup designed
and fabricated indigenously is shown in figure 1. It
consists of two main systems - Fluid supply system
and the air supply system.
Fig 1. Block diagram of MQL setup
• Fluid supply system consists of a burette for oil
storage, a small pump for continuously supplying oil
from the burette and an intravenous (IV) set. Oil
level in the intravenous (IV) set, maintained at a
particular height throughout so as to overcome
the back pressure from the oil inlet to the nozzle by
means of gravitational head. This ensures
continuous oil supply to the nozzle at the desired
small quantity which is also simultaneously
measured by a control valve.
• Air supply system consists of a compressor of
maximum output air pressure capacity of 8 bars and
a pressure gauge fitted close to the air inlet to the
nozzle to measure the delivery pressure to the nozzle
connected by hose pipes.
4 EXPERIMENTAL CONDITIONS
Experiments were conducted under dry, wet and
MQL environment on a CNC lathe machine (Lea
dwell-Fanuc Series Oi Mate-TD).MQL nozzle
arrangement is shown in figure 2.
Fig.2 MQL nozzle arrangement
Bearing steel was chosen as the workpiece
material due to its high hardness. Nominal
composition of the bearing steel used is given in
Table 1. TiAlN coated carbide cutting tool
(CNMG12408MS) have been used for this
experiment and the process parameters are given in
Table 2.Each experiment (dry, wet and MQL) has
been conducted under the same cutting condition.
The cutting forces have been recorded using the
Kistler make dynamometer and an associatedsoftware by the name
DynoWare.
Table 1 Nominal Composition of the Bearing Steel
Table 2 Components and parameters of machining
Component/
parameter
Description
Cutting Fluid Water Soluble Oil (1: 80 of
oil by volume)
Nozzle Internally mixed micro-nozzle with twin fluid
atomization
MQL flow rate 250 ml/hr
Air pressure 3 bar
Cutting velocity 60, 80, 100 m/min
Feed 0.14, 0.18, 0.22 mm/rev
Depth of cut 0.5 mm
Dynamometer KISTLER DynoWare (model
no.-9129AA).
5 RESULTS AND DISCUSSION
The cutting forces were measured and recorded in
all three Cartesian coordinate directions for each
combination of cutting velocity and feed with a
constant depth of cut under dry, wet and MQL mode
of cooling. A total of 27 experiments have been
performed (9 each in dry, wet and MQL).The
variation of cutting force (FC ) with change of feed(f)and
cutting velocity (Vc) are shown in Figure 3 &
Figure 4respectively.
Fig.3 Variation of cutting force with feed, at
cutting speed 60m/min and depth of cut 0.5mm
C Mn Si P and S Cr
0.55-
1.1
0.1-1.15 0.15-2.0
-
8/18/2019 Camera Ready Paper of -Ref. No AM-31
4/5
Fig.4 Variation of cutting force with cutting speed,at feed rate
0.22mm/rev and depth of cut 0.5mm.
Fig.5 Variation of Ra with cutting velocity, at feed
rate 0.22mm/rev and depth of cut=0.5mm
From the above figures, it is observed that thecutting force
maintains an increasing trend with an
increasing feed and a decreasing trend with an
increase in cutting velocity under all types of
machining conducted, but the lowest values have
been obtained under the MQL mode because the
lubricity effect of atomized coolant significantlyreduces the
coefficient of friction at the tool-chip
interface which has resulted in the reduction in the
forces. The atomized fluid also maintained the
sharpness of the cutting edge by transferring heat
from the cutting zone. An average reduction of about
13% from dry machining and about 6% from wet
machining has been achieved in the cutting force
when MQL machining has been performed. The
surface roughness of the workpiece has also been
examined for all the machined surfaces under a
Talysurf surface profilometer. The variation in
average surface roughness parameter (R a) with
change of feed is shown in Figure 5. Figure 5 revealsthat the
surface finish shows a deteriorating trend
with an increase in feed. However the best results
have been achieved under both dry and MQL
machining, because under wet condition the chip
flow direction got deviated towards the workpiece
surface resulting in the poor surface finish. This
verifies that the MQL setup has been successful in
providing a reasonably good surface finish (almost
comparable to dry machining) of the workpiece
CONCLUSION
Application of MQL during turning of bearing
steel has been experimentally studied and it has been
observed that a substantial decrease in cutting force
could be achieved with the indigenously developed
MQL setup compared to dry and wet machining.Also the surface
finish under MQL machining was
quite close to that obtained under dry machining andit has been
much better than the finish obtained
under wet machining. Hence from the results
obtained it may be concluded that the utility of
Minimum Quantity Lubrication during machining
of the bearing steel has been established and much
better results can be achieved if a study is done
tooptimize the process parameters such as cutting
velocity, feed, oil composition and its consumption
rate, inlet pressure of compressed air .
REFERENCES
[1] E. O. Ezugwu, J. Bonney, and Y. Yamane, "An
overview of the machinability of aeroengine
alloys," Journal of Materials Processing
Technology, vol. 134, pp. 233-253, 2003.
[2] E. O. Ezugwu, "Key improvements in the
machining of difficult-to-cut aerospace
superalloys," International Journal of Machine
Tools and Manufacture, vol. 45, pp. 1353-1367,2005.
[3] M. Balulescu and J. M. Herdan, "Ecological and
health aspects of metalworking fluids'
manufacture and use," Journal of
Synthetic Lubrication, vol. 14, pp. 35-45, 1997.
[4] S. Suda, H. Yokota, I. Inasaki, and T.
Wakabayashi, "A Synthetic Ester as an Optimal
Cutting Fluid for Minimal Quantity Lubrication
Machining," CIRP Annals - Manufacturing
Technology, vol. 51, pp. 95-98, 2002.
[5] F. Klocke and G. Eisenblätter, "Dry Cutting,"
CIRP Annals - Manufacturing Technology, vol.
46, pp. 519-526, 1997.
[6] A. Filipovic and D. A. Stephenson, "Minimum
Quantity Lubrication (MQL) Applications in
Automotive Power-Train Machining,"
Machining Science and Technology, vol. 10, pp.3-22,
2006/06/01 2006.
[7] D. U. Braga, A. E. Diniz, G. W. A. Miranda,
and N. L. Coppini, "Using a minimum quantity
of lubricant (MQL) and a diamond coated tool
in the drilling of aluminum – silicon alloys,"
Journal of Materials Processing Technology,vol. 122, pp.
127-138, 2002.
[8] J. P. Davim, P. S. Sreejith, and J. Silva,
"Turning of Brasses Using Minimum Quantity
of Lubricant (MQL) and Flooded Lubricant
Conditions," Materials and Manufacturing Processes,
vol. 22, pp. 45-50, 2007/01/01 2007.
-
8/18/2019 Camera Ready Paper of -Ref. No AM-31
5/5
[9] V. P. Astakhov, "Ecological Machining: Near-
dry Machining," in Machining , ed: Springer
London, 2008, pp. 195-223.
[10] T. Ueda, R. Nozaki, and A. Hosokawa,
"Temperature Measurement of Cutting Edge in
Drilling -Effect of Oil Mist," CIRP Annals -
Manufacturing Technology, vol. 56, pp. 93-96,2007.
[11] M. M. A. Khan and N. R. Dhar, "Performanceevaluation of
minimum quantity lubrication by
vegetable oil in terms of cutting force, cutting
zone temperature, tool wear, job dimension and
surface finish in turning AISI-1060 steel,"
Journal of Zhejiang University SCIENCE A,
vol. 7, pp. 1790-1799, 2006/11/01 2006.
[12] N. R. Dhar, M. T. Ahmed, and S. Islam, "An
experimental investigation on effect of
minimum quantity lubrication in machining
AISI 1040 steel," International Journal of
Machine Tools and Manufacture, vol. 47, pp.
748-753, 2007.
[13] K.-M. Li and S. Y. Liang, "Modeling of cuttingforces in
near dry machining under tool wear
effect," International Journal of Machine Tools
and Manufacture, vol. 47, pp. 1292-1301, 2007.
[14] M. A. Yallese, K. Chaoui, N. Zeghib, L.
Boulanouar, and J.-F. Rigal, "Hard machining
of hardened bearing steel using cubic boron
nitride tool," Journal of Materials Processing
Technology, vol. 209, pp. 1092-1104, 2009.