Embed Size (px)
DESCRIPTION
Seleção de Materiais- Materiais hibridos
Citation preview
Seleção de MateriaisCapitulo 13
Processos e Seleção de Processos
Nicole Angélica RossomanoProfessor: Doutor Odney Carlos Brondino
Engenharia de Materiais - UTFPR
2
Sumário: Introdução e Sinopse; Classificação de processos; Processos: conformação, união, acabamento; Processamento para propriedades; Seleção sistemática de processos; Classificação: custo do processo; Seleção de processos auxiliada para computador; Referências.
3
Introdução e Sinopse Um processo é um método de conformação, união ou acabamento de um
material. Fundição em molde de areia, moldagem por injeção, soldagem por fusão e eletropolimento são todos processos;
A escolha, para um dado componente, depende do material do qual ele será feito; de seu tamanho e forma, e da precisão exigida; e de quantos serão fabricados resumindo são os requisitos de projeto;
Seleção de processos – determinar a melhor combinação entre atributos de processo e requisitos de processo;
4
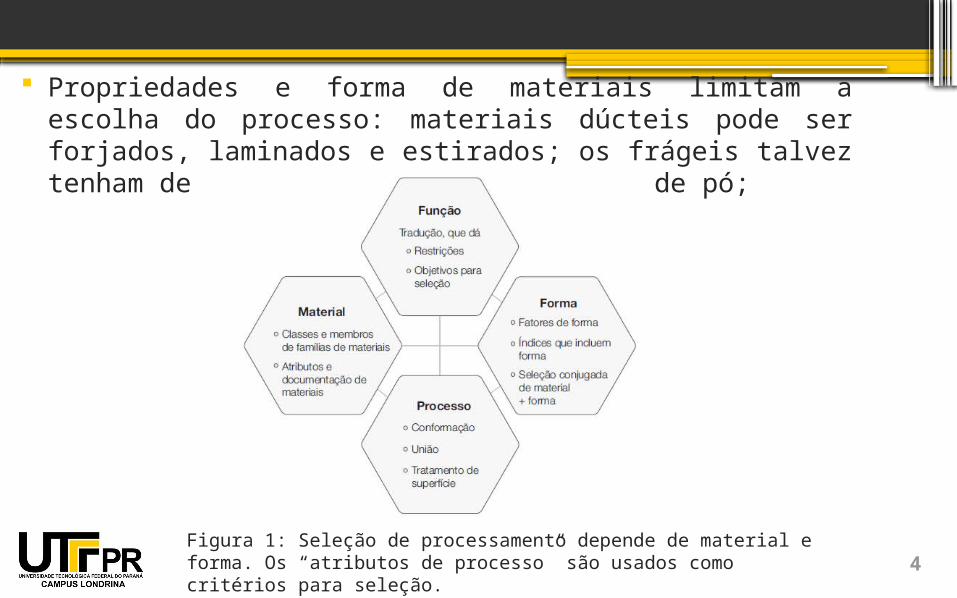
Propriedades e forma de materiais limitam a escolha do processo: materiais dúcteis pode ser forjados, laminados e estirados; os frágeis talvez tenham de ser conformados por métodos de pó;
Figura 1: Seleção de processamento depende de material e forma. Os “atributos de processo” são usados como critérios para seleção.
5
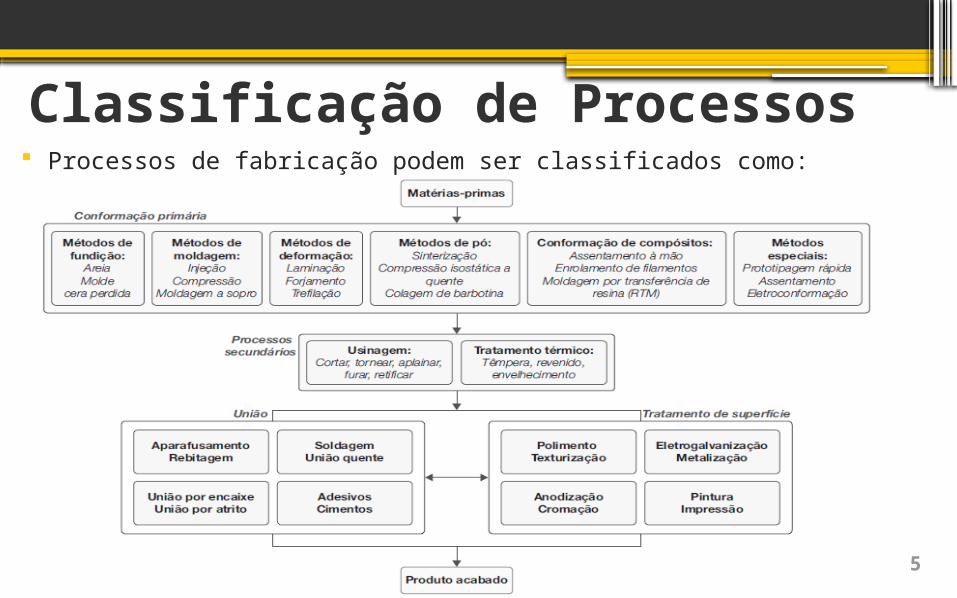
Classificação de Processos Processos de fabricação podem ser classificados como:
6
Conformação primária cria formas. A primeira linha apresenta seis classes de processos de conformação primária: fundição, moldagem, deformação, métodos de pó, métodos para conformação de compósitos e métodos especiais como a prototipagem rápida;
Processos secundários modificam formas ou propriedades; como a “usinagem”, que acrescenta características a um corpo já conformado, e “tratamento térmico”, que aprimora propriedades de superfície ou de massa;
Abaixo desses vêm a união e o tratamento de superfície ou acabamento
Ponto principal: há três famílias gerais de processos: conformação, união e acabamento.
7
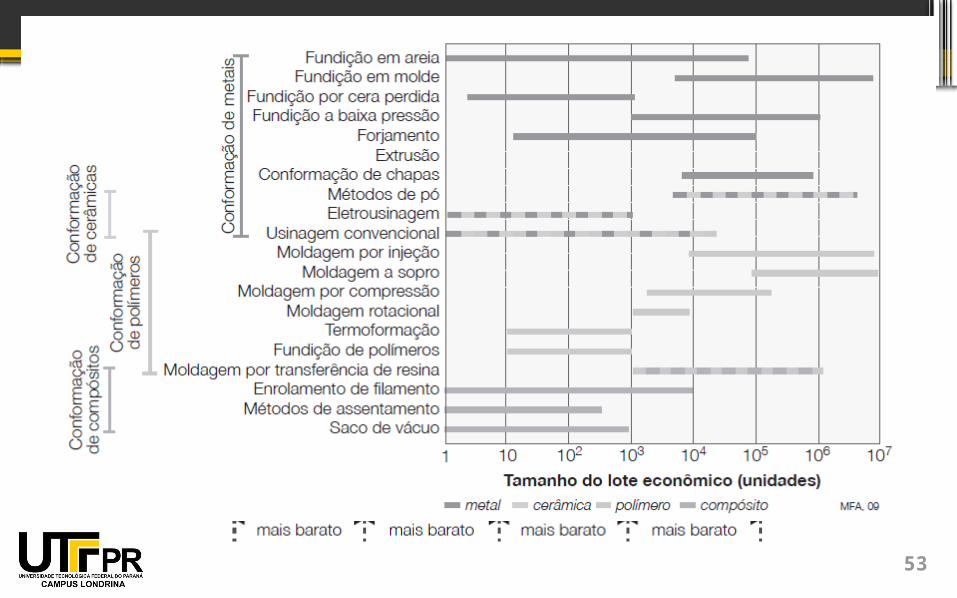
Cada uma dessas tem certos atributos: o material que pode manusear, as formas que pode fazer, seus tamanhos, precisão e um tamanho de lote ótimo (o número de unidades que pode produzir com economia).
8
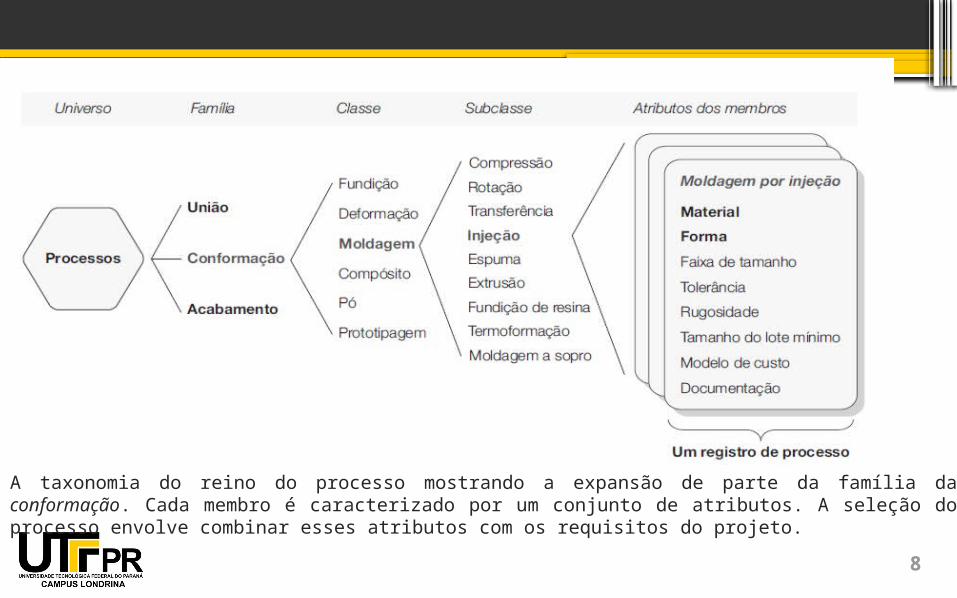
A taxonomia do reino do processo mostrando a expansão de parte da família da conformação. Cada membro é caracterizado por um conjunto de atributos. A seleção do processo envolve combinar esses atributos com os requisitos do projeto.
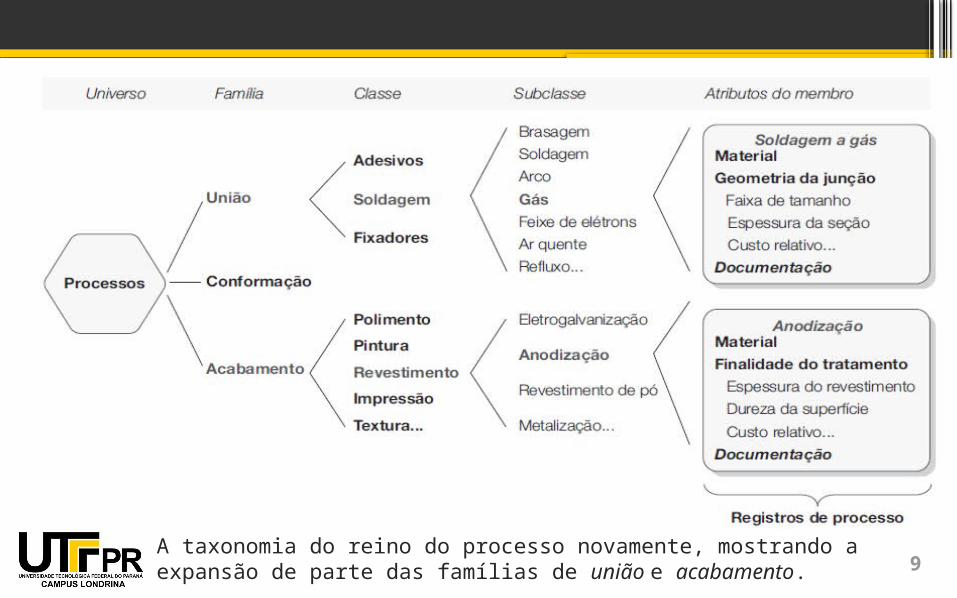
9A taxonomia do reino do processo novamente, mostrando a expansão de parte das famílias de união e acabamento.
10
ProcessosConformação Fundição, um líquido é vazado em um molde ou forçado para dentro dele, onde
se solidifica por resfriamento. Distinguida da moldagem, que vem em seguida, pela baixa viscosidade do líquido; ele enche o molde por fluxo sob seu próprio peso (fundição em molde de areia por gravidade ou fundição por cera perdida) ou sob uma pressão baixa (fundição em molde e em areia sob pressão);
Moldes de areia usados uma única vez são baratos; matrizes de metal para fundição em molde de grandes lotes podem ser caras;
Entre esses extremos encontram-se vários outros métodos de fundição: em casca, por cera perdida,em moldes de gesso, e assim por diante.
11
12
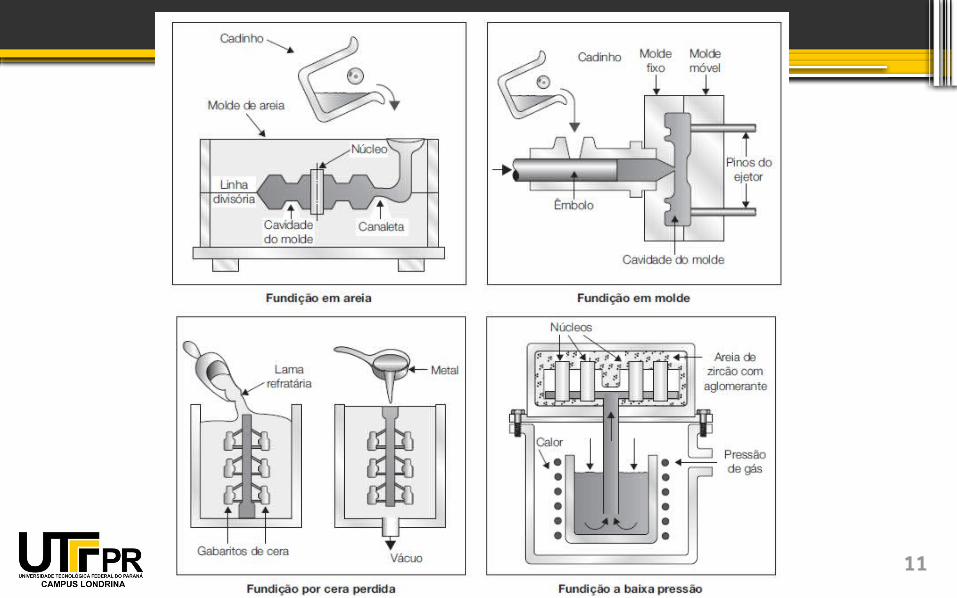
Na fundição em molde de areia, metal líquido é vertido em um molde de areia bipartido;
Na fundição em molde, um líquido é forçado sob pressão para dentro de um molde metálico;
Na fundição por cera perdida, um padrão de cera é embebido em um refratário, derretido e vertido para fora e a cavidade resultante é preenchida com metal;
Na fundição sob pressão, um molde é preenchido de baixo para cima, o que dá controle de atmosfera e do fluxo de metal que entra no molde.
13
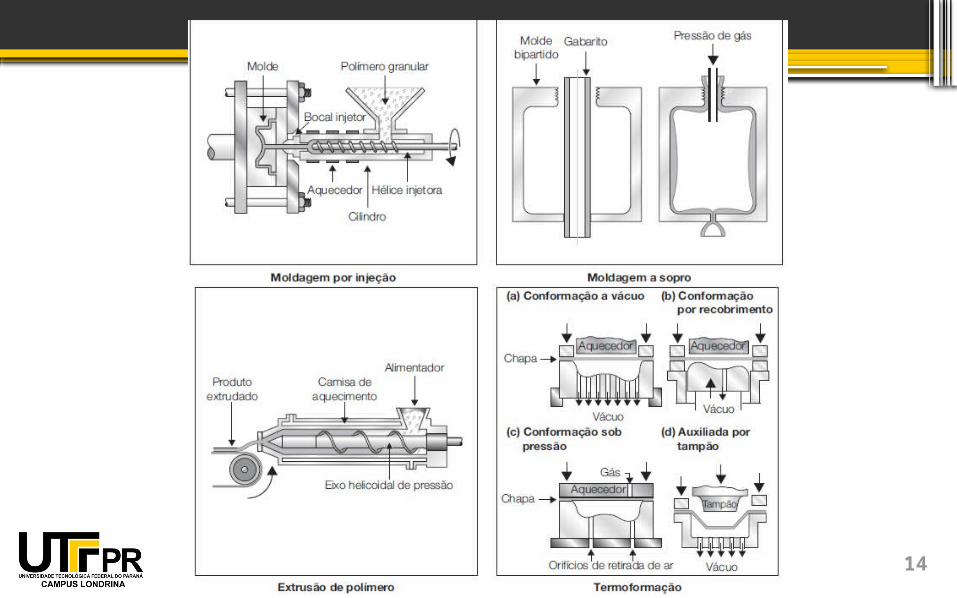
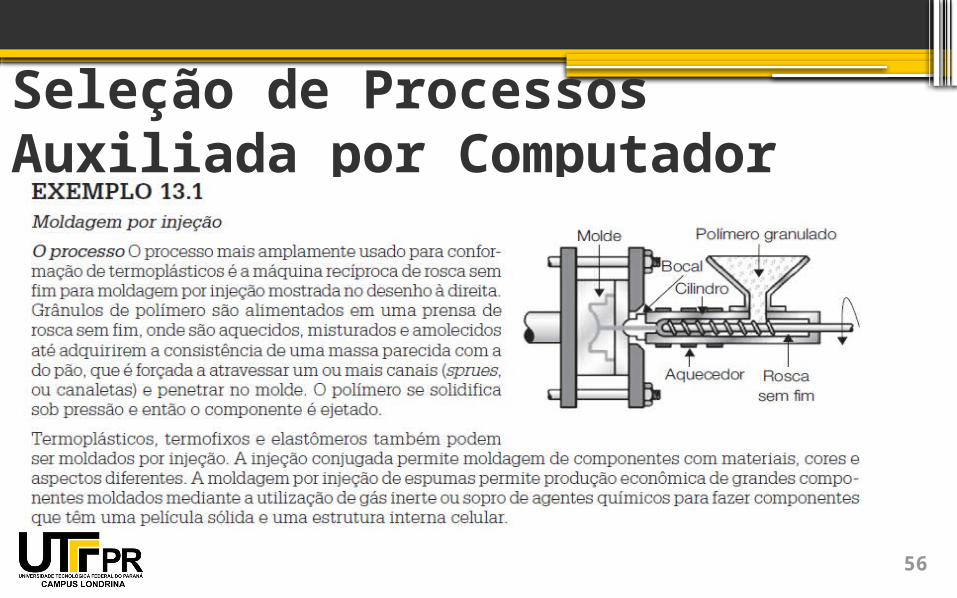
Moldagem, adaptada a materiais que são muito viscosos quando fundidos, em particular termoplásticos e vidros. O fluido quente e viscoso é pressionado ou injetado para dentro de um molde sob considerável pressão, onde se solidifica;
O molde deve suportar repetidas aplicações de pressão e temperatura, e o desgaste envolvido na separação do molde e remoção da peça e por isso é caro. Formas elaboradas podem ser moldadas, porém à custa da complexidade da forma do molde e do modo como é separado para permitir remoção;
É um processo rápido, de baixo custo, bem-adequado para produção em massa de peças baratas como garrafas de leite;
Polímeros, como metais, podem ser extrudados; praticamente todas as hastes, os tubos e outras seções prismáticas são desse modo.
14
15
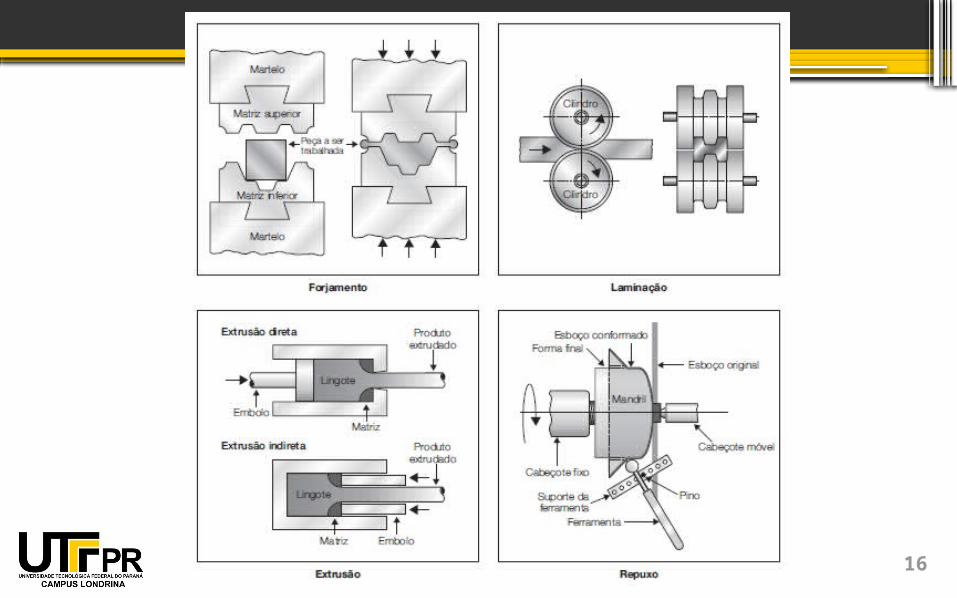
Processamento de deformação o processo de deformação pode ser a quente, a morno ou a frio – frio, isto é, em relação ao ponto de fusão Tm do material que está sendo processado;
Extrusão, forjamento a quente e laminação a quente (T > 0,55 Tm) têm muito em comum com a moldagem, embora o material seja um sólido verdadeiro, e não um líquido viscoso. A alta temperatura reduz a resistência ao escoamento e permite recristalização simultânea – ambas abaixam as pressões de conformação;
O trabalho a morno (0,35 Tm < T < 0,55 Tm) permite recuperação, mas não recristalização;
Forjamento a frio, laminação e trefilação (T < 0,35 Tm) exploram o encruamento para aumentar a resistência do produto final, porém à custa de pressões de conformação mais altas;
16
17
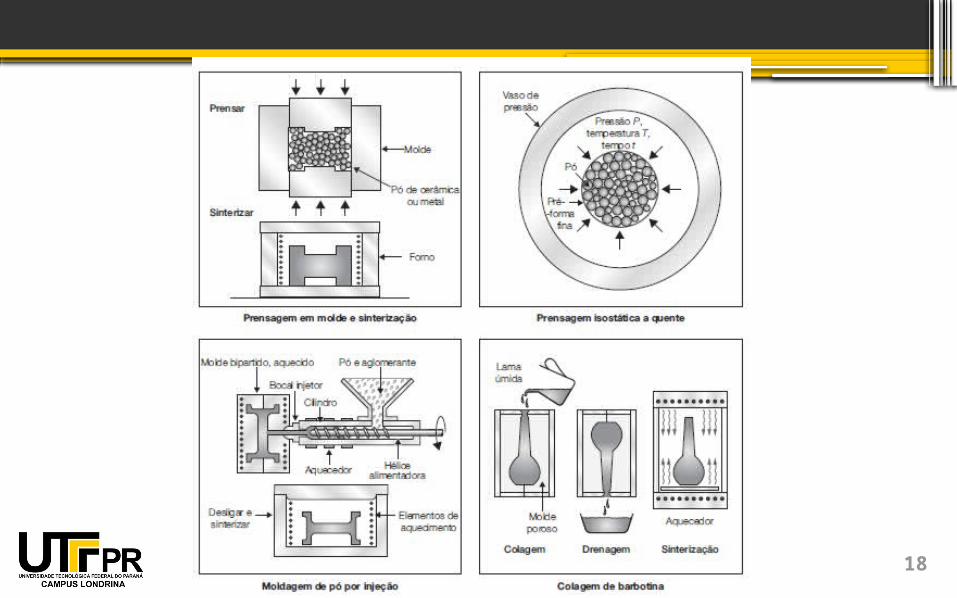
Métodos de pó criam a forma mediante a prensagem e posterior sinterização de partículas finas do material;
O pó pode ser prensado a frio e então sinterizado (aquecido até 0,8 Tm para dar ligação por difusão); pode ser prensado em um molde aquecido (“prensagem em molde”); ou, contido em uma pré-forma fria, pode ser aquecido sob uma pressão hidrostática (“pressão hidrostática a quente” ou “HIPing”);
Metais cujos pontos de fusão são demasiadamente altos para fundição e que são demasiadamente fortes para processos de conformação por deformação podem ser transformados em pó e então moldados sob essa forma;
Porém os processos não estão limitados a materiais “difíceis”; praticamente qualquer material pode ser conformado submetendo-o, como um pó, à pressão e ao calor;
18
19
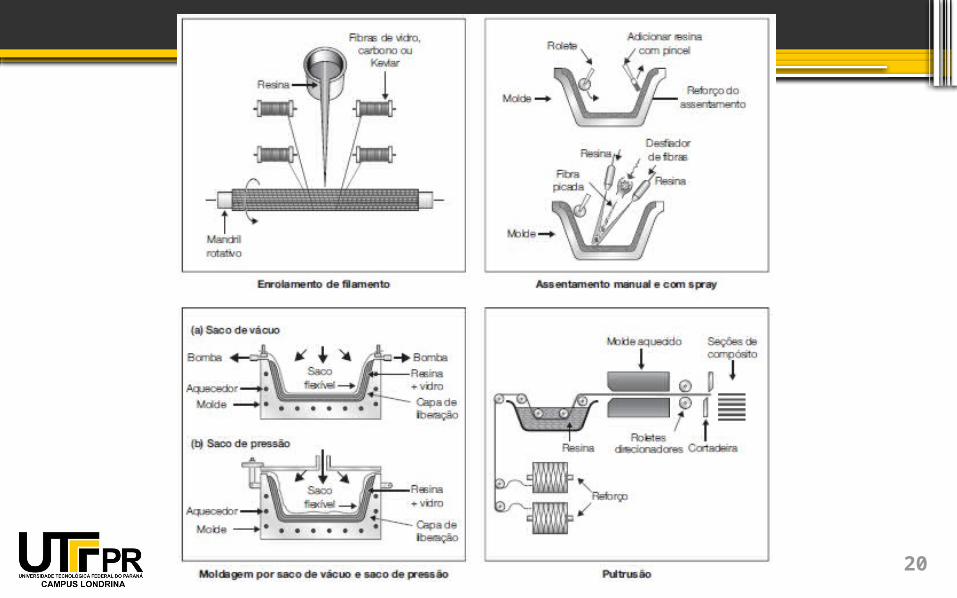
Métodos de conformação de compósitos produzem compósitos em matriz de polímero reforçados com fibras contínuas ou picada;
Grandes componentes são fabricados por enrolamento de filamento ou assentamento de mantas previamente impregnadas com fibras de carbono, vidro ou Kevlar (“pre-preg”) até a espessura desejada, prensagem e cura;
Partes do processo podem ser automatizadas, mas a rota de fabricação continua sendo lenta; e, se o componente é crítico, podem ser necessários extensivos testes de ultrassom para confirmar sua integridade;
Integridade mais alta é dada por moldagem por saco de vácuo ou saco de pressão, que espreme e elimina bolhas da matriz antes da polimerização. Métodos de assentamento são
mais adequados a um pequeno número de componentes de alto desempenho, feitos sob pedido.
20
21
Sistemas de prototipagem rápida (rapid prototyping systems – RPS) permitem a fabricação de exemplos individuais de formas complexas a de dados numéricos gerados por software CAD de modelagem de sólidos;
O motivo pode ser a visualização: às vezes a estética de um objeto só fica evidente quanto vista em um protótipo;
Pode ser a fabricação de um padrão: o protótipo se torna a peça-mestra a partir da qual podem ser fabricados moldes para processamento convencional, como fundição.
22
23
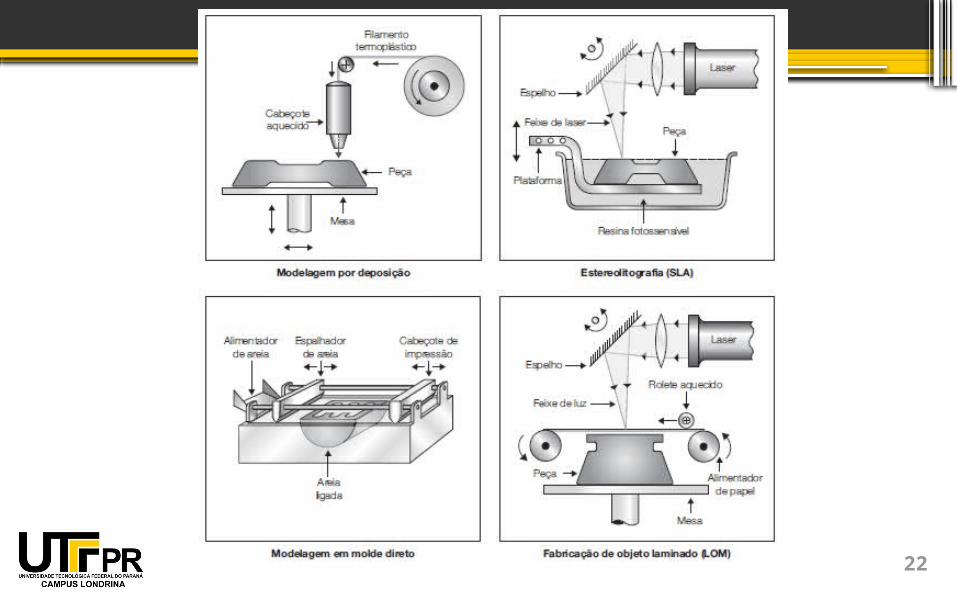
Prototipagem rápida. Na modelagem por deposição e fabricação de partícula balística (ballistic particle manufacture – BPM), um corpo sólido é criado pela deposição camada por camada de gotículas de polímero.
Na estereolitografia (stereo-litography– SLA), uma forma sólida é criada camada por camada por polimerização induzida por laser de uma resina.
Na modelagem em molde direto, um molde de areia é construído camada por camada por borrifo seletivo de um aglomerante por um cabeçote de impressão de varredura.
Na fabricação de objeto laminado (laminated object manufacture – LOM), um corpo sólido é criado por camadas de papel cortadas por um feixe de varredura a laser e ligadas com um polímero sensível ao calor.
24
A usinagem é frequentemente uma operação secundária aplicada a peças fundidas, moldadas ou a produtos de pó para aumentar o acabamento e a tolerância.
Melhor acabamento e maior tolerância significam custo mais alto; super especificar qualquer um deles é um erro.
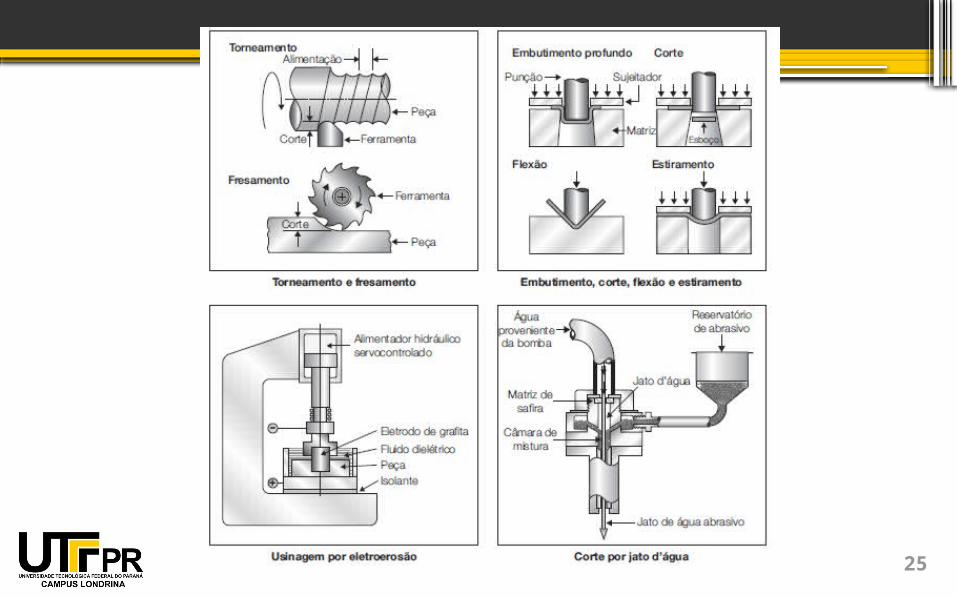
No torneamento e fresamento, a ponta endurecida e afiada de uma ferramenta corta um cavaco da superfície da peça.
No embutimento, corte, flexão e estiramento, uma placa é conformada e cortada para dar formas planas e côncavas.
Na usinagem por eletroerosão, uma descarga elétrica entre um eletrodo de grafite e a peça, submergida em um material dielétrico como a parafina, erode a peça até a forma desejada.
No corte por jato d’água, um abrasivo transportado por um jato d’água em alta velocidade erode o material que está em seu caminho.
25
26
União
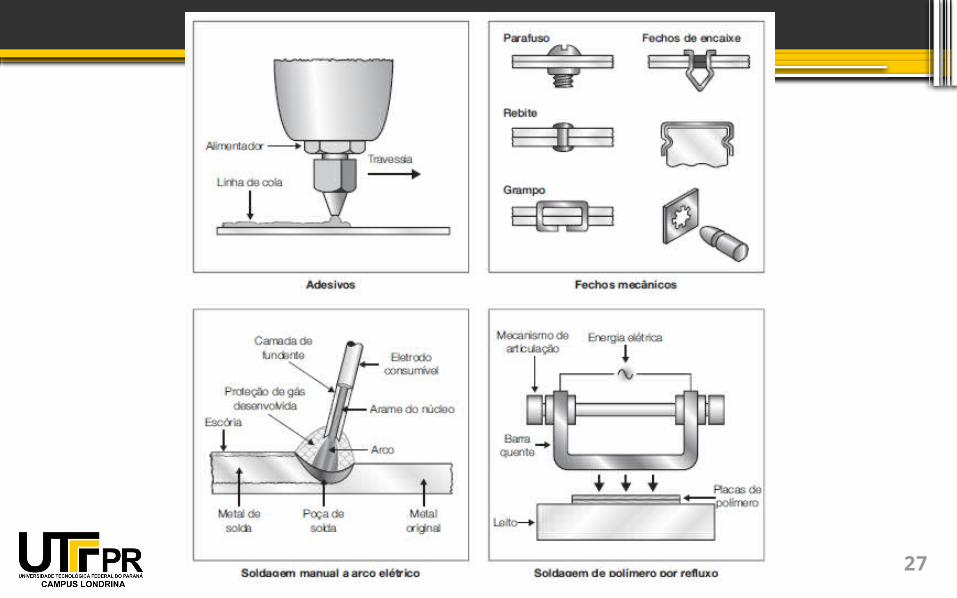
Quase qualquer material pode ser unido com adesivos, embora garantir uma ligação robusta e durável possa ser difícil.
Parafusos, rebites, grampos e fechos de encaixe são comumente usados para unir polímeros e metais, e têm a característica de poderem ser desmontados se for necessário.
Soldagem, a maior classe de processos de união, é amplamente usada para ligar metais e polímeros; técnicas especializadas foram desenvolvidas para lidar com cada classe.
27
28
Acabamento
Envolve tratamentos aplicados à superfície do componente ou montagem. Alguns visam a melhorar propriedades mecânicas e outras propriedades de
engenharia, outros a realçar a aparência.
Podem ser :- Tratamentos de acabamento para melhorar propriedades de engenharia- Tratamentos de acabamento que aprimoram a estética
29
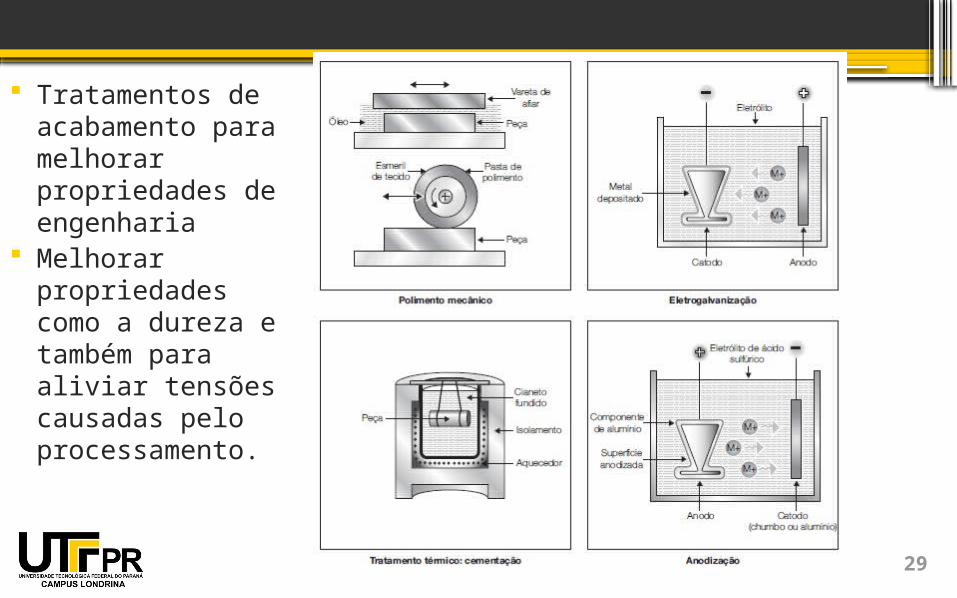
Tratamentos de acabamento para melhorar propriedades de engenharia
Melhorar propriedades como a dureza e também para aliviar tensões causadas pelo processamento.
30
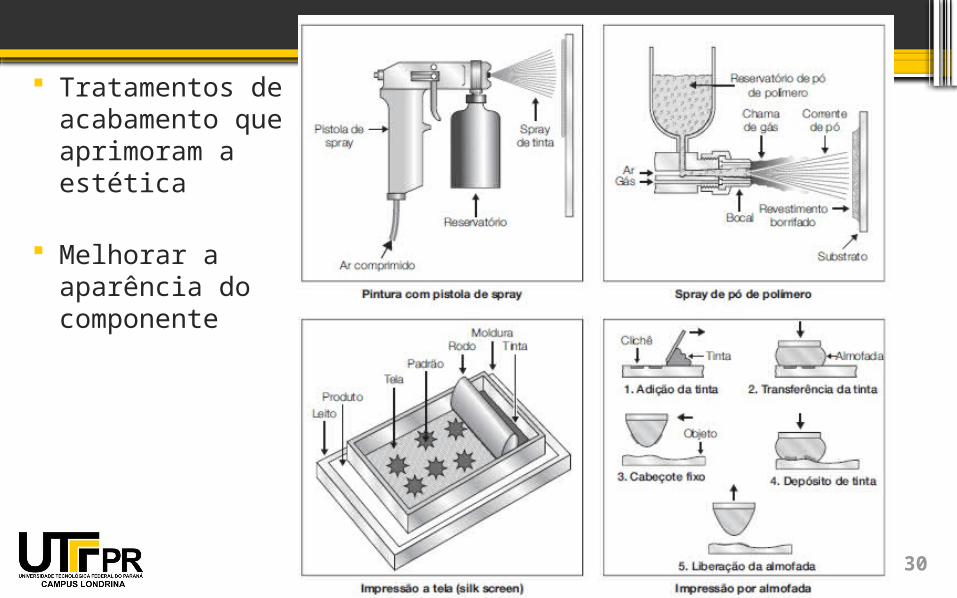
Tratamentos de acabamento que aprimoram a estética
Melhorar a aparência do componente
31
Processamento para Propriedades
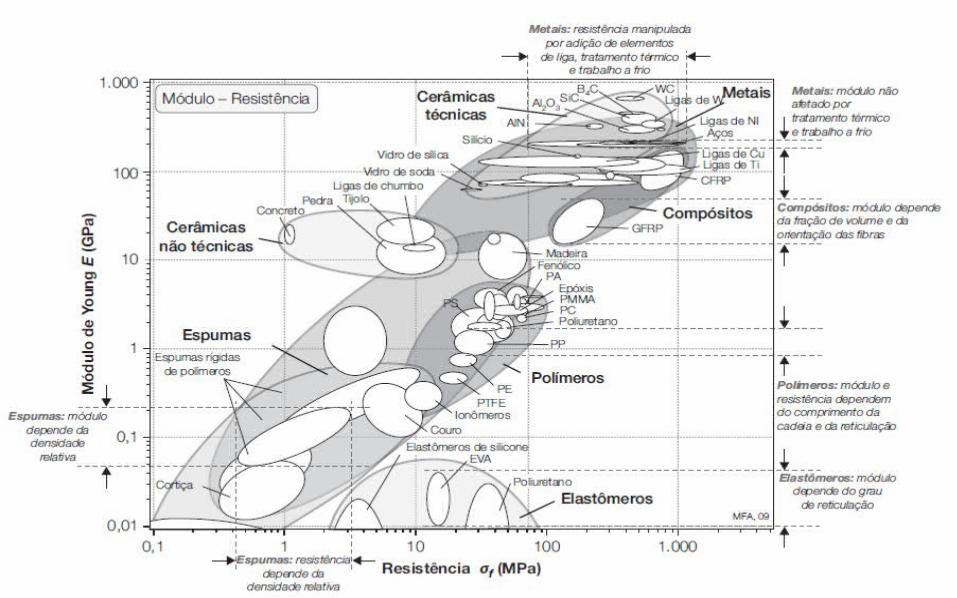
A extensão das bolhas de materiais nos diagramas de propriedades dá uma ideia do grau da manipulação possível de propriedades por processamento;
As formas bastante diferentes das bolhas para compósitos e para espumas refletem o modo como as propriedades dos primeiros dependem do conteúdo de fibras e de sua orientação; as das segundas, da extensão da espumação, medida pela porosidade ou densidade relativa (Capítulo 11);
32
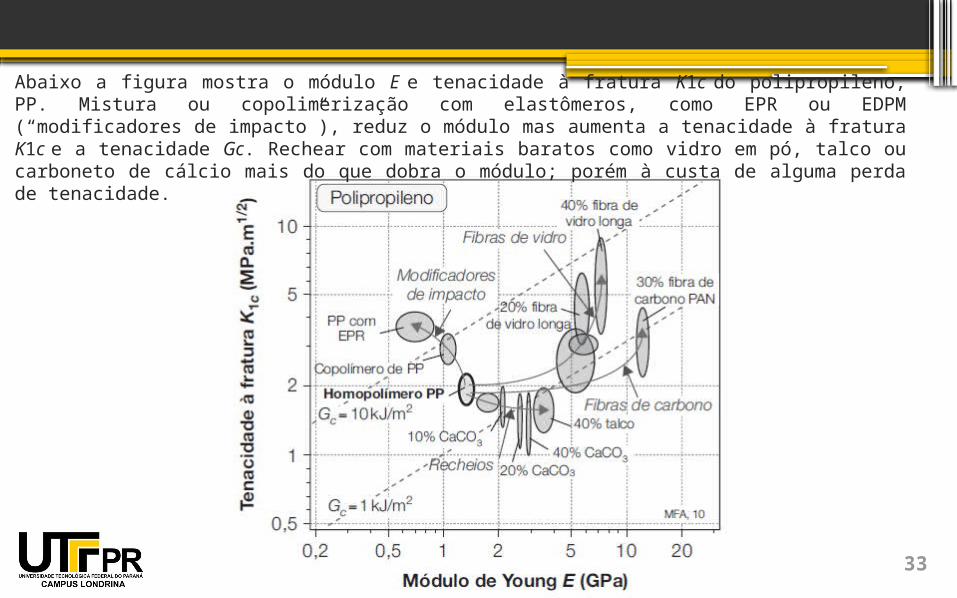
33
Abaixo a figura mostra o módulo E e tenacidade à fratura K1c do polipropileno, PP. Mistura ou copolimerização com elastômeros, como EPR ou EDPM (“modificadores de impacto”), reduz o módulo mas aumenta a tenacidade à fratura K1c e a tenacidade Gc. Rechear com materiais baratos como vidro em pó, talco ou carboneto de cálcio mais do que dobra o módulo; porém à custa de alguma perda de tenacidade.
34
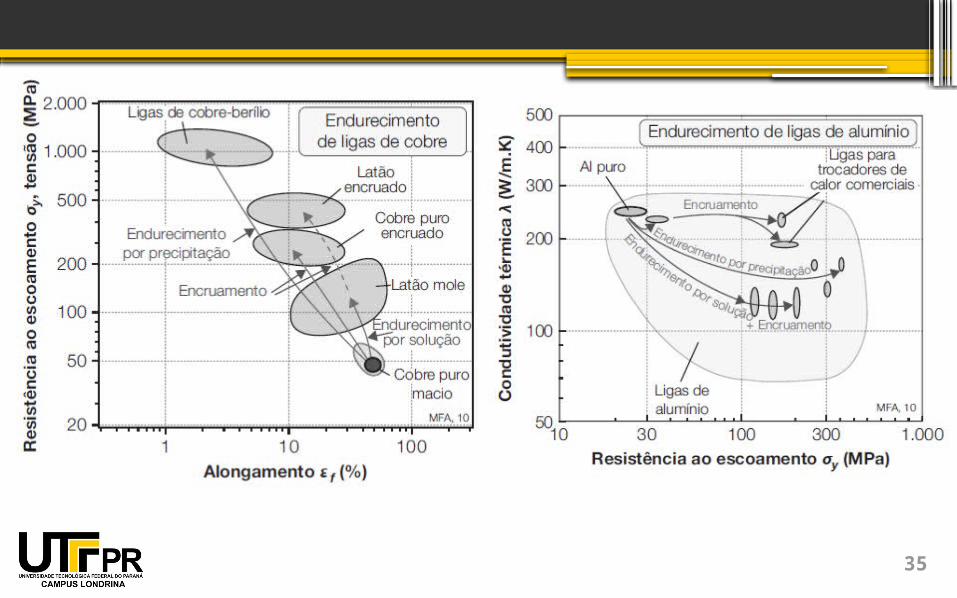
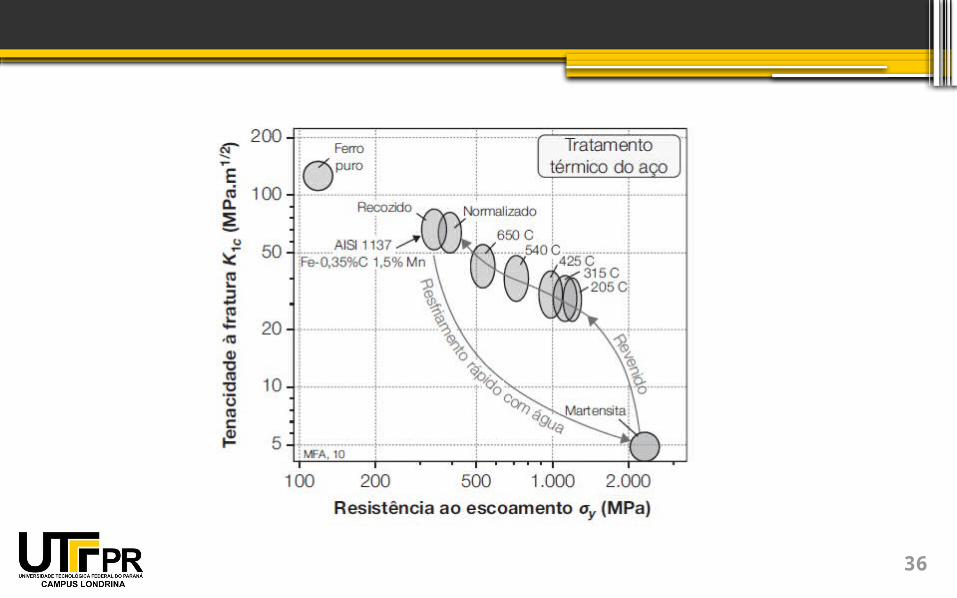
Resistência e ductilidade são propriedades sensíveis à estrutura – dependem da composição e da microestrutura, e essas, por sua vez, são controladas por processamento.
Também a dureza, a resistência à fadiga, a tenacidade à fratura e as condutividades térmicas são propriedades sensíveis à estrutura.
Grande parte do processamento é finamente ajustado para produzir combinações particulares dessas propriedades, mais bem ilustradas em minidiagramas de propriedades
35
36
37
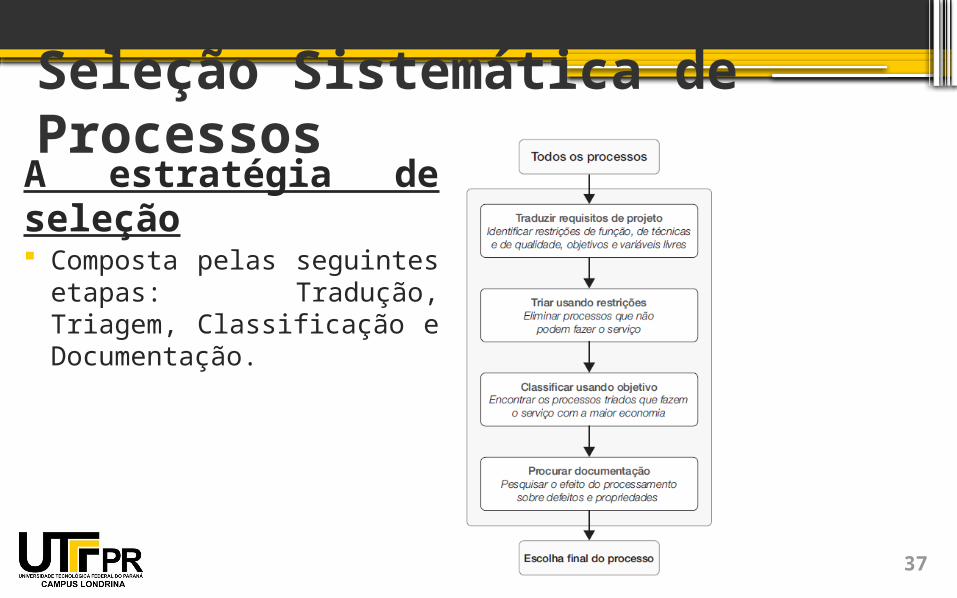
Seleção Sistemática de Processos
A estratégia de seleção Composta pelas seguintes etapas:
Tradução, Triagem, Classificação e Documentação.
38
Implementação da estratégia
Cada processo é caracterizado por um conjunto de atributos, apresentados de um modo conveniente como simples matrizes e diagramas de barras.
Esses diagramas e matrizes nos dão as ferramentas de seleção que precisamos para a triagem.
39
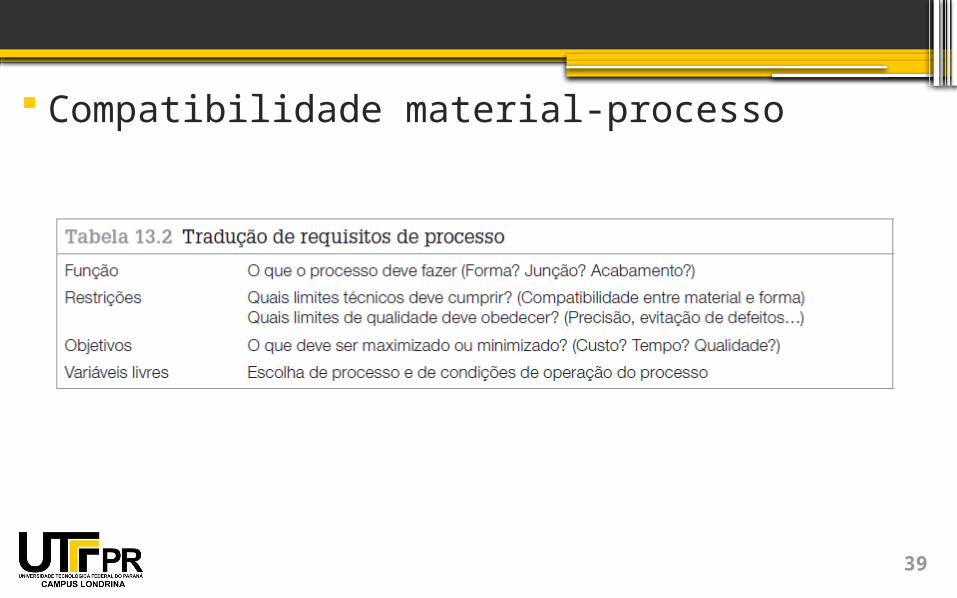
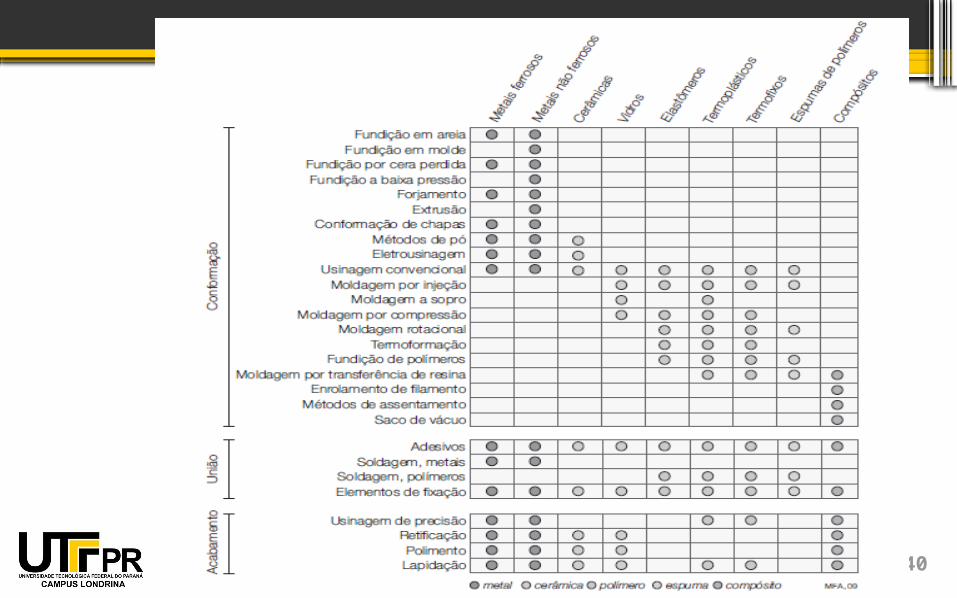
Compatibilidade material-processo
40
41
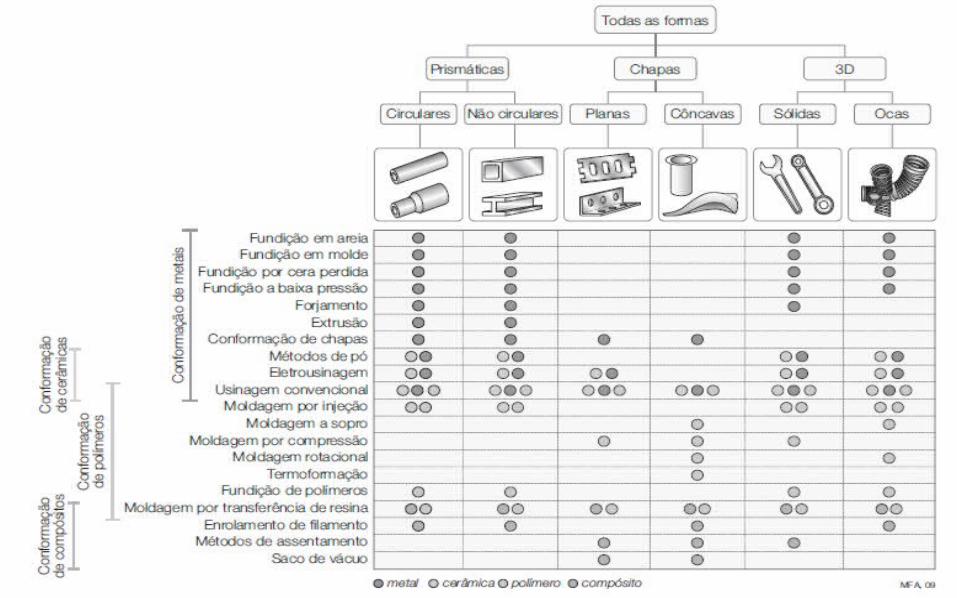
Compatibilidade processo-forma
Forma é o atributo mais difícil de caracterizar. Muitos processos envolvem rotação ou translação de uma ferramenta ou do material, o que leva nosso raciocínio à simetria axial, simetria translacional, uniformidade de seção e assemelhados.
Torneamento cria formas simétricas ao eixo (ou circulares); extrusão, trefilação e laminação produzem formas prismáticas, circulares e não circulares.
Certos processos podem fazer formas tridimensionais, e entre esses alguns podem fazer formas ocas, ao passo que outros não.
42
43
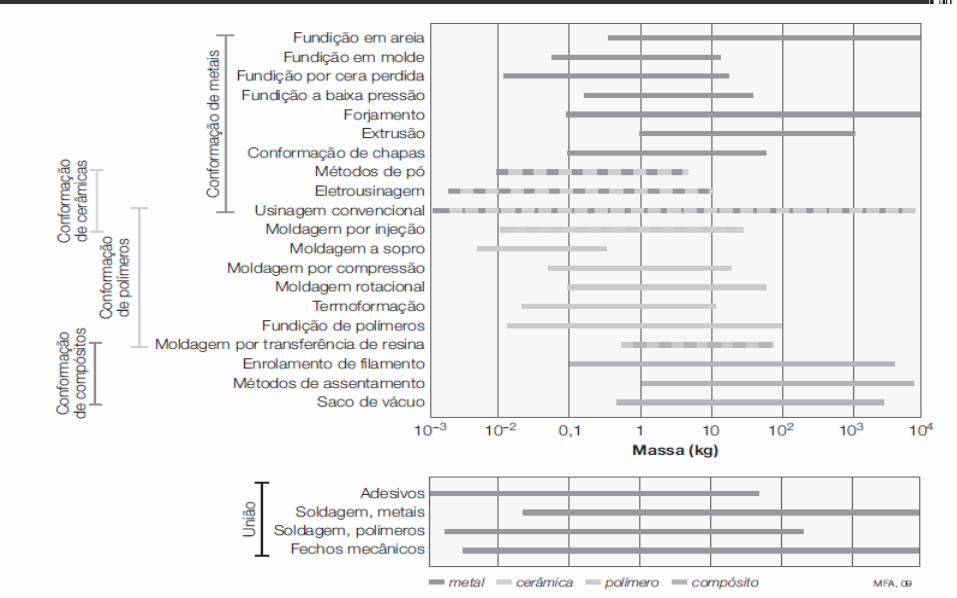
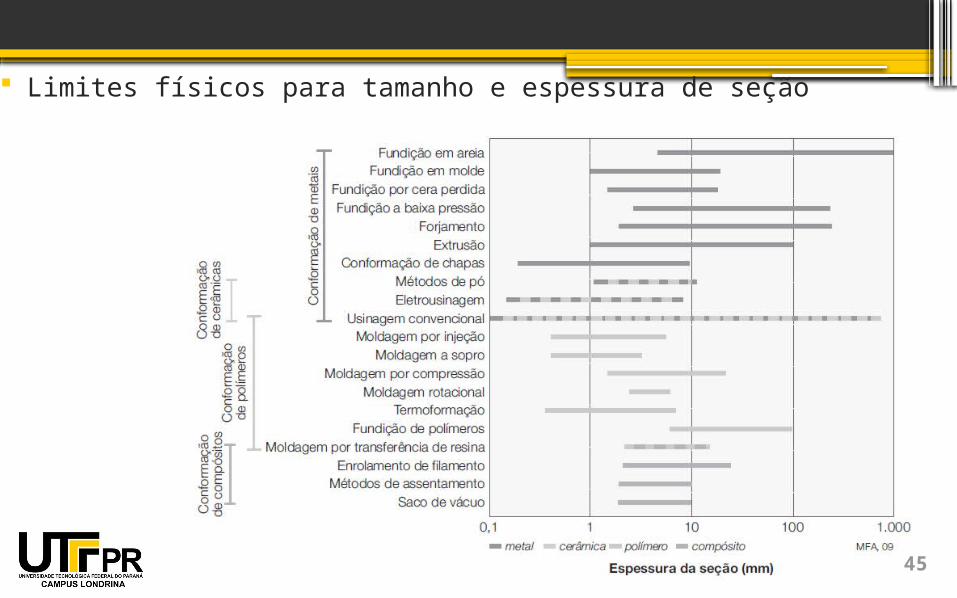
Processos de conformação: massa e espessura
Há limites para o tamanho do componente que um processo pode fazer.
Tamanho pode ser medido por volume ou por massa, porém, visto que a faixa de qualquer dessas propriedades abrange muitas ordens de magnitude, ao passo que densidades abarcam somente um fator de aproximadamente 50, não faz muita diferença qual delas usamos – coisas grandes são pesadas, seja qual for o material de que são feitas.
A maioria dos processos abrange uma faixa de massa de um fator de aproximadamente 1.000
44
45
Limites físicos para tamanho e espessura de seção
46
Limites superiores ao tamanho e à seção em fundição e moldagem são determinados por problemas de contração. A camada exterior de uma peça fundida ou moldada se resfria e se solidifica em primeiro lugar, formando uma película rígida.
Quando o interior se solidifica em seguida, a mudança de volume pode distorcer o produto ou trincar a película, ou causar cavitação interna. Problemas desse tipo são mais graves onde há mudanças de seção, visto que a restrição introduz tensões de tração que provocam fratura a quente – trincas causadas por contração térmica restringida.
Composições diferentes têm susceptibilidades diferentes à fratura a quente – outro exemplo da ligação entre material, processo e detalhes de projeto.
47
48
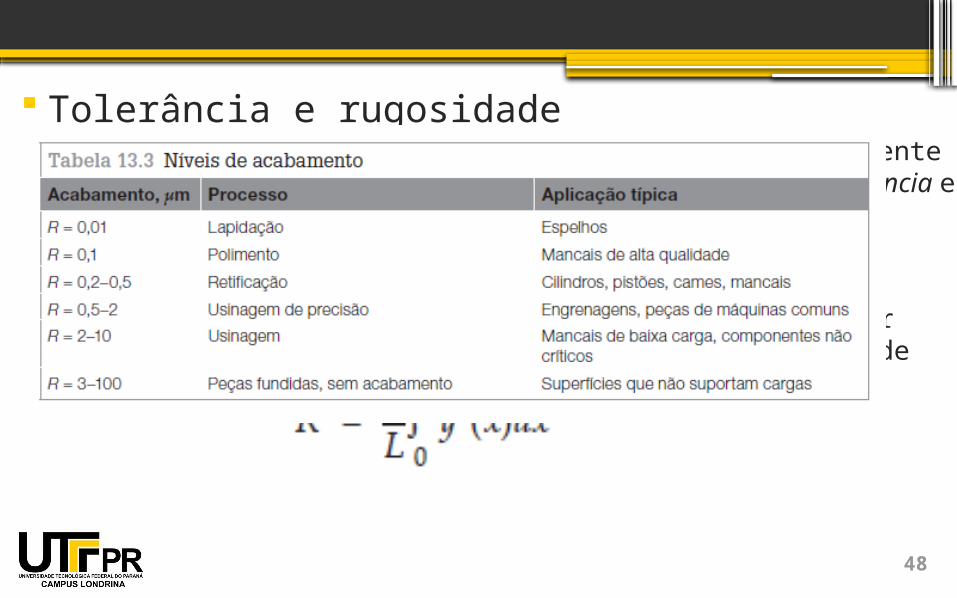
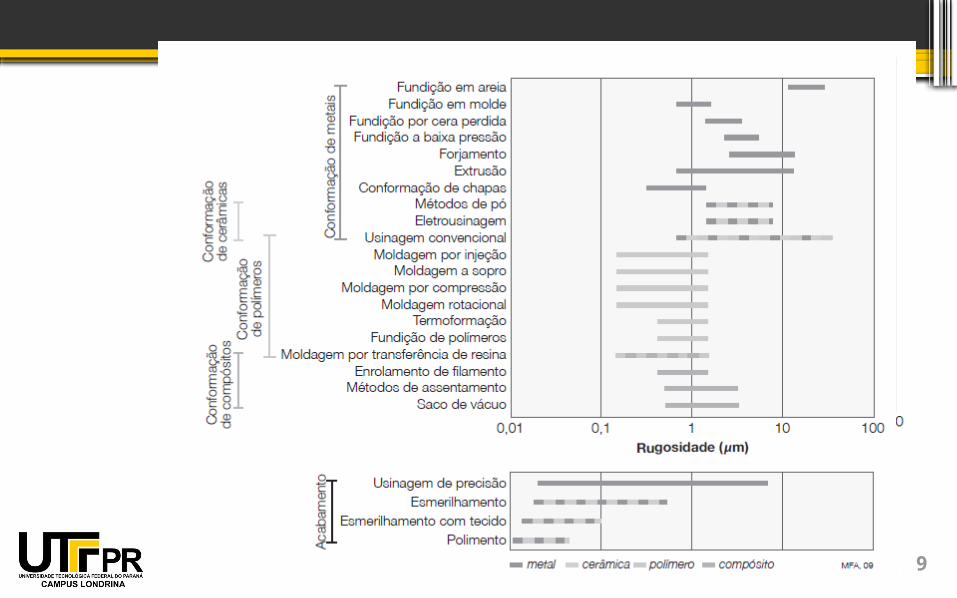
Tolerância e rugosidade A precisão e o acabamento da superfície de um componente são aspectos de sua
qualidade. São medidos pela tolerância e pela rugosidade da superfície, R.
A rugosidade da superfície é uma medida das irregularidades da superfície é definida como o valor quadrático médio (root-mean-square – RMS) da amplitude do perfil de superfície:
49
50
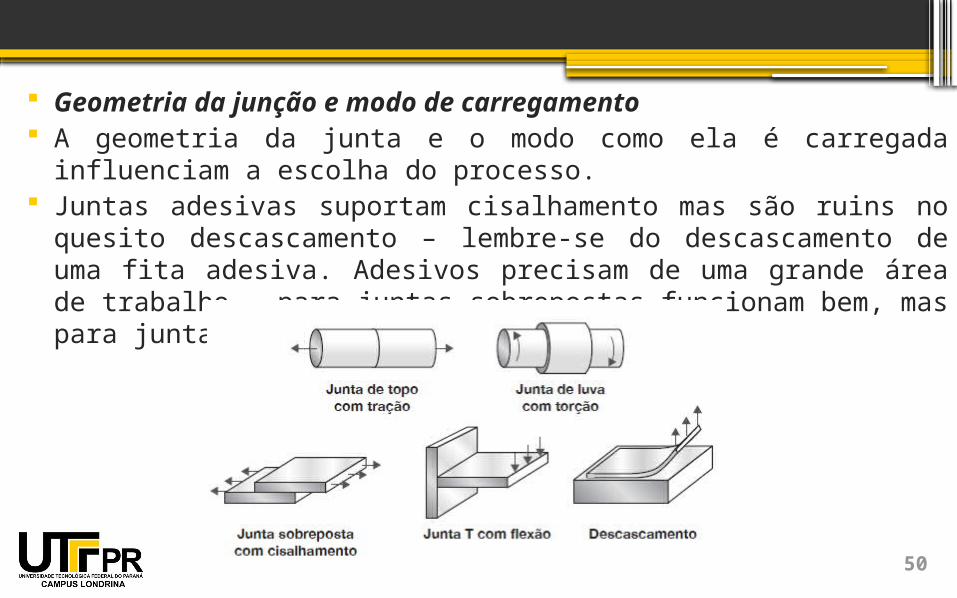
Geometria da junção e modo de carregamento A geometria da junta e o modo como ela é carregada influenciam a escolha do
processo. Juntas adesivas suportam cisalhamento mas são ruins no quesito descascamento –
lembre-se do descascamento de uma fita adesiva. Adesivos precisam de uma grande área de trabalho – para juntas sobrepostas funcionam bem, mas para juntas de topo não.
51
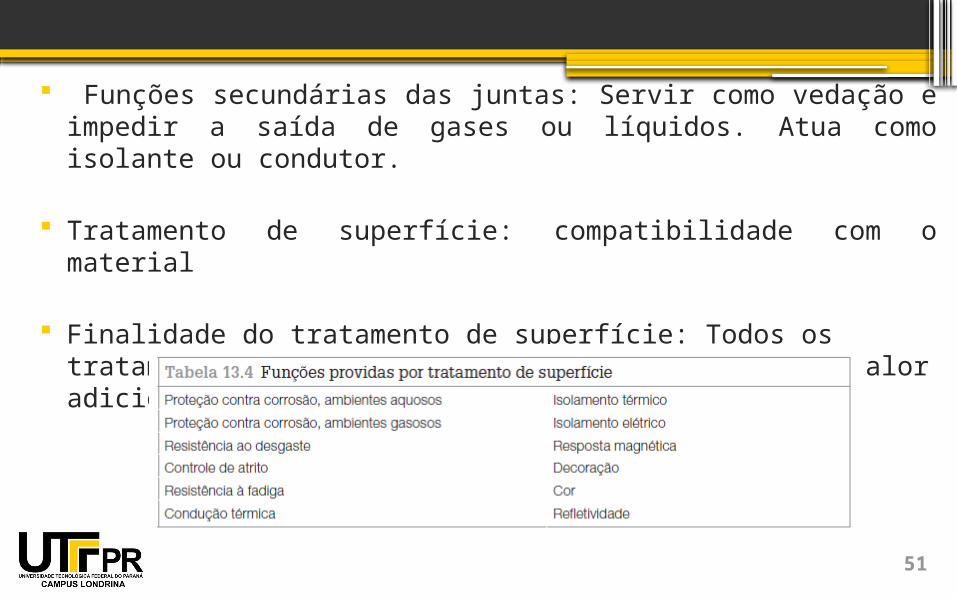
Funções secundárias das juntas: Servir como vedação e impedir a saída de gases ou líquidos. Atua como isolante ou condutor.
Tratamento de superfície: compatibilidade com o material
Finalidade do tratamento de superfície: Todos os tratamentos de superfície adicionam custo, mas o valor adicionado pode ser grande.
52
Classificação: Custo do Processo Utilize o que já está padronizado;
Mantenha as coisas simples;
Utilize peças fáceis de montar;
Não especifique mais desempenho do que necessário: Se as despesas indiretas for de menos $ 60 por hora, cada minuto de montagem acrescenta $ 1 ao custo. O projeto para montagem (design for assembly – DFA) ataca esse problema com um conjuntode critérios e regras de bom-senso. Em resumo, há três: Minimizar o número de peças, Projetar peças de alinhamento espontâneo na montagem e usar métodos de união rápidos
53
Para fazer mais progresso, devemos examinar as contribuições aos custos do processo e suas origens.
Critérios econômicos para seleção: Se tivermos uma lápis podemos aponta-lo com uma faca. Se, em vez de um, tivermos de apontar mil lápis, valeria a pena comprar um apontador elétrico. E se tivermos de apontar um milhão, seria interessante nos equiparmos com um sistema automático de alimentação, presilhas e apontamento. Isso acaba dependendo do tamanho do lote. A melhor escolha é aquela que custa menos por lápis apontado
54
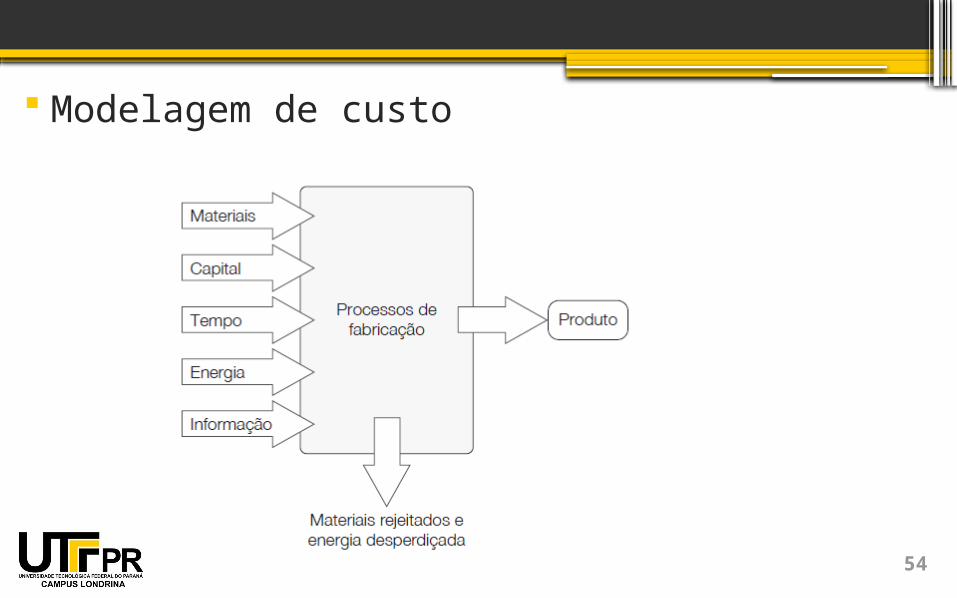
Modelagem de custo
55
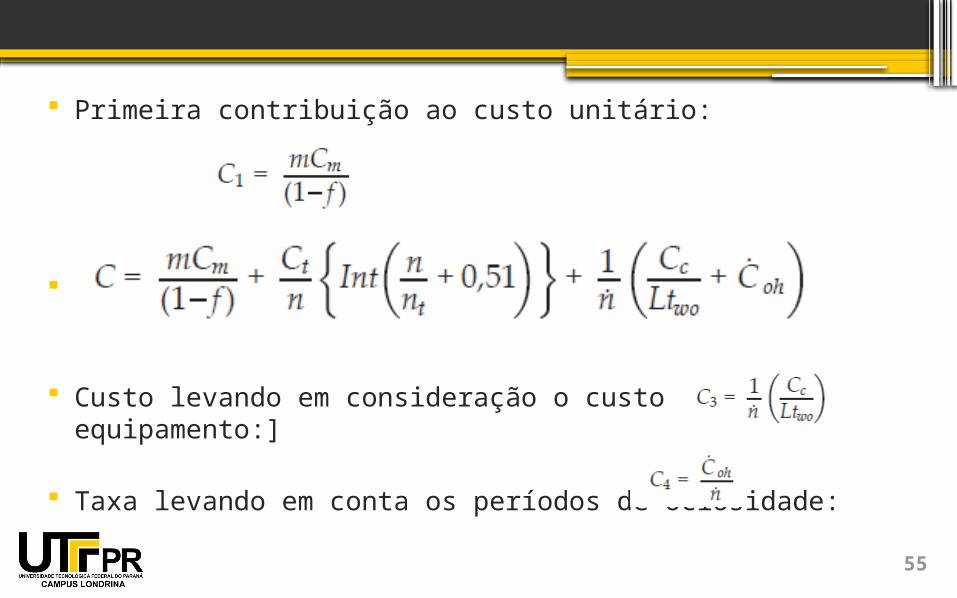
Primeira contribuição ao custo unitário:
Custo por unidade de forma:
Custo levando em consideração o custo do equipamento:]
Taxa levando em conta os períodos de ociosidade:
56
Seleção de Processos Auxiliada por Computador
Triagem
57
58
Referências ASHBY, M.F: Seleção de Materiais no Projeto
Mecânico – Rio de Janeiro: Elsevier, 2012.
59
Obrigada!





























