Embed Size (px)
Citation preview

Capillary Extrusion and Swell ofa HDPE Melt Exhibiting Slip
MAHMOUD ANSARIDepartment of Chemical and Biological Engineering, The University of British Columbia, Vancouver,BC, V6T 1Z3, Canada
EVAN MITSOULISSchool of Mining Engineering and Metallurgy, National Technical University of Athens, Zografou, 15780, Athens, Greece
SAVVAS G. HATZIKIRIAKOSDepartment of Chemical and Biological Engineering, The University of British Columbia, Vancouver,BC, V6T 1Z3, Canada
Received: November 8, 2011Accepted: April 27, 2012
ABSTRACT: The extrudate (die) swell of a high-density polyethylene (HDPE)melt was studied both experimentally and numerically under slip conditions. Theexcess pressure drop due to entry (entrance pressure drop), the effect of pressureand temperature on viscosity, and the slip effects on the capillary data analysishave been examined. Using a series of capillary dies having different diameters,D, and length-to-diameter L/D ratios, a full rheological characterization has beencarried out and the experimental data have been fitted both with a viscous model(Carreau–Yasuda) and a viscoelastic one (the Kaye-Bernstein, Kearsley,Zapas/Papanastasiou, Scriven, Macosko or K-BKZ/PSM model). Particularemphasis has been placed on the effects of wall slip (significant for HDPE). It wasfound that viscous modeling underestimates the pressures drops (especially at
Correspondence to: Savvas G. Hatzikiriakos; e-mail: [email protected].
Contract grant sponsor: Natural Sciences and EngineeringResearch Council (NSERC) of Canada.
Contract grant sponsor: National Technical University ofAthens (NTUA), Athens, Grrece.
Advances in Polymer Technology, Vol. 32, No. S1, E369–E385 (2013)C© 2012 Wiley Periodicals, Inc.

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
the higher apparent shear rates and L/D ratios) and predicts virtually noextrudate swell. On the other hand, the viscoelastic simulations were capable ofreproducing the experimental data well, and this was particularly true for thepressure drop. The prediction of viscoelastic extrudate swell presented a problem,since the simulations grossly overpredict it due to the highly elastic nature of themelt. This occurs despite the presence of severe slip at the wall, which brings theswell down considerably. At this point it is not clear whether this is due to theviscoelastic model used or other phenomena, such as sagging and/or cooling,when simply extruding in the atmosphere. C© 2012 Wiley Periodicals, Inc. AdvPolym Techn 32: E369–E385, 2013; View this article online atwileyonlinelibrary.com. DOI 10.1002/adv.21285
KEY WORDS: Capillary flow, Extrudate swell, HDPE, K-BKZ model, Slip
Introduction
C apillary rheometry is extensively used in bothindustry and academia to assess the rheolog-
ical and processing behavior of polymer melts athigh shear rates before testing their processability infull industrial scale.1 One important aspect of ma-terial performance in processing is “extrudate (die)swell”.2−4 This is the phenomenon of increasing areaor diameter of the extrudate as it comes out from thedie, whereupon it suddenly encounters a dramati-cally different type of flow, i.e., from a constrainedflow within the die walls with no-slip or partial slipto a shear-free flow without walls outside the die.As a result of this change in boundary conditions,the polymer swells, sometimes dramatically.2 Thedegree of swelling heavily depends on its past de-formation history (memory effects), geometric char-acteristics of the die, and viscoelastic properties.2
Extrudate swell was designated as a benchmarkproblem in rheology in the early 1970s.2 The New-tonian problem was solved first by Tanner,5 where itwas established that Newtonian fluids swell about13% when exiting from a tube die and 19% when ex-iting from a slit die, in agreement with experiments.6
Since then, the majority of efforts have been di-rected toward the swelling of polymer solutionsand melts, where substantial swelling was found ex-perimentally and predicted numerically by a num-ber of viscoelastic constitutive equations, such asthe Oldroyd-B model,7,8 the Phan-Thien/Tannermodel,9,10 and the integral K-BKZ model.11,12
From the point of view of polymer solutions,success has been quite recently achieved by cor-rectly predicting the extrudate swell of highly elas-
tic Boger fluids with the K-BKZ model.13 For poly-mer melts, the first successful simulations of ex-trudate swell for the highly elastic IUPAC–LDPEmelt were obtained by Luo and Tanner11 withthe K-BKZ model and verified and extended byBarakos and Mitsoulis14 and Sun et al..15 Meanwhile,the other important polyethylene melt, namelyhigh-density polyethylene (HDPE), was also stud-ied experimentally16−19 and computationally12,20−22
with mixed results. Namely, experiments by Or-bey and Dealy16 from annular dies were simulatedwith the K-BKZ model by Luo and Mitsoulis12 andcaptured the major trends dictated by the die de-sign and the viscoelastic nature of the HDPE melt;other experiments by Park et al.17 were simulatedby Kiriakidis and Mitsoulis20 but for low apparentshear rates, where the swelling was moderate; andstill other experiments by Koopmans18,19 were sim-ulated by Goublomme et al.,21 and Goublomme andCrochet22 and showed that various integral modelsof the K-BKZ type had different degrees of successin predicting the swelling of HDPE, in most caseshighly overestimating the experimental values.
It is important to note that the situation for HDPEmelts is somewhat different from other polymermelts. It is known that HDPE shows significant slipat the wall.23−25 This greatly alters the deformationhistory, and if such effects are not taken into ac-count, there is no hope that any constitutive equationwould be able to correctly predict the magnitude ofextrudate swell.
The main objective of the study is to measureand predict the extrudate swell of a HDPE meltthat exhibits significant slip effects. It is our goalto demonstrate that such slip effects have to beseriously considered before any reliable predictions
E370 Advances in Polymer Technology DOI 10.1002/adv

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
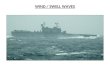
FIGURE 1. The experimental setup and method used for extrudate swell measurements. Die dimensions (D =0.79 mm, L/D = 16), T = 190◦C, γA = 100 s−1.
can be made on macroscopic quantities related toprocessing of polymers; in this case extrudate swellis the macroscopic quantity which is significant inprocesses such as extrusion, wire coating, and blowmolding, among others.
Experimental
MATERIALS
A HDPE melt was used in this work carefullyselected to address the effects of slip on extrudateswell. This particular HDPE (m-HDPE) has a molec-ular weight of about 229,800 g/mol and a polydis-persity index of 20.26 Its rheological behavior hasbeen studied previously by Ansari et al.26
RHEOLOGICAL TESTING
As discussed above, the rheology of this resin wasstudied by Ansari et al.26 The master curves of its lin-ear viscoelastic moduli are also reported here alongwith predictions of the K-BKZ constitutive equationfor several rheological properties at the referencetemperature of 190◦C.
An Instron capillary rheometer (constant pistonspeed) was used to determine the extrudate swelland the slip behavior of this polymer. The viscos-ity as a function of the wall shear stress, σW, andapparent shear rate, γA = 32Q/π D3, where Q is thevolumetric flow rate and D is the capillary diame-ter, is also studied as part of the slip study. Threeseries of dies having various diameters (D = 0.079,0.122, and 0.211 cm) and length-to-diameters ratios(L/D = 5, 16, and 33) were used (in total nine dies)
to directly determine the viscosity and the slip be-havior through the well-known Mooney analysis at190◦C.27
The extrudate swell measurements were per-formed by analyzing extrudate images (immediatelyafter die exit) taken with a high-resolution NikonD-90 camera equipped with a Sigma DG Macro 2.8lens attached to three Kenko extension tubes, whichgive 1.5× magnification in macrofocusing mode. Areference tip with known thickness has been used toestimate the extrudate diameters with respect to itssize. Such a typical image is depicted in Fig. 1. Thereported extrudate swells for each shear rate are theaverage of analyzing at least five different images.
GOVERNING EQUATIONS ANDRHEOLOGICAL MODELING
We consider the conservation equations of mass,momentum, and energy for incompressible fluids,under nonisothermal, creeping, and steady flow con-ditions. These are written as2,28:
∇ · u = 0 (1)
0 = −∇ p + ∇ · ¯τ (2)
ρC pu · ∇T = k∇2T + ¯τ : ∇u (3)
where ρ is the density, u is the velocity vector, pis the pressure, ¯τ is the extra stress tensor, T is thetemperature, C p is the heat capacity, and k is thethermal conductivity.
The viscous stresses are given for inelastic non-Newtonian incompressible fluids by the relation2:
τ = η(|γ |) ¯γ (4)
Advances in Polymer Technology DOI 10.1002/adv E371

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
where η(|γ |) is the apparent non-Newtonian viscos-ity, which is a function of the magnitude |γ | of therate-of-strain tensor ¯γ = ∇u + ∇uT , which is givenby
|γ | =√
12
IIγ =(
12
(¯γ : ¯γ
))1/2
(5)
where IIγ is the second invariant of ¯γ
I Iγ = ( ¯γ : ¯γ ) =∑
i
∑j
γi j γi j (6)
To evaluate the role of viscoelasticity in the pre-diction of die swell, it is instructive to consider firstpurely viscous models in the simulations. Namely,the Carreau–Yasuda model was used to fit the shearviscosity data of the HDPE melt. The Carreau–Yasuda model is written as1:
η = η0[1 + (λ|γ |)α]n−1α (7)
where η0 is the zero-shear-rate viscosity, λ is a timeconstant, n is the power law index, and α is theYasuda exponent (2 for the simple Carreau model).The fitted viscosity of the HDPE melt by Eq. (7)is plotted in Fig. 2, whereas the parameters of themodel are listed in Table I. We observe that the HDPEmelt is very shear thinning for shear rates above1 s−1 giving a low power law index n = 0.149. TheCarreau–Yasuda model fits the data well over therange of experiment results. It should be noted thatour recent paper29 with another HDPE melt having ahigher polydispersity index PDI = 42 (herein desig-
Shear Rate, γ (s-1)10-4 10-3 10-2 10-1 100 101 102 103 104
Sh
ear
visc
osi
ty,
η (P
a.s)
101
102
103
104
105
106
ExperimentalCarreau−Yasuda model
HDPE, 190°C
.
FIGURE 2. The shear viscosity of the HDPE melt at190◦C fitted with the Carreau–Yasuda model (Eq. (7))using the parameters listed in Table I.
TABLE IParameters for the HDPE Melt Obeying the Carreau–Yasuda Model (Eq. (7)) at 190◦C
Parameter Value
η0 191,660 Pa·sλ 2.402 sn 0.149α 0.550
nated as HDPE-42) has used the Cross model for itsfitting. However, the Carreau–Yasuda model gives abetter fit to the present data than the Cross model.
Viscoelasticity is included in the present work viaan appropriate rheological model for the stresses.This is a K-BKZ equation proposed by Papanasta-siou et al.30 and modified by Luo and Tanner.11 Thisis written as
τ = 11 − θ
∫ t
−∞
N∑k=1
ak
λkexp
(− t − t′
λk
)
× α
(α−3)+β IC−1 + (1−β)IC[C−1
t (t′) + θCt(t′)]dt′
(8)
where t is the current time, λk and ak are the relax-ation times and relaxation modulus coefficients, Nis the number of relaxation modes, α and β are ma-terial constants, and IC , I −1
C are the first invariants ofthe Cauchy–Green tensor Ct and its inverse C−1
t , theFinger strain tensor. The material constant θ is givenby
N2
N1= θ
1 − θ(9)
where N1 and N2 are the first and second normalstress differences, respectively. It is noted that θ isnot zero for polymer melts, which possess a nonzerosecond normal stress difference. Its usual range isbetween −0.1 and −0.2 in accordance with experi-mental findings.1,2
As discussed above, experiments were performedin the parallel plate and extensional rheometersfor the HDPE melt to rheologically characterize it.Figure 3 shows plots of the master dynamic moduliG′ and G ′′ for HDPE at the reference temperatureof 190◦C. The model predictions obtained by fittingthe experimental data to Eq. (8) with a spectrum ofrelaxation times, λk,and coefficients, ak , determined
E372 Advances in Polymer Technology DOI 10.1002/adv

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
Frequency, ω (rad/s)
10−4 10−3 10−2 10−1 100 101 102 103
Dyn
amic
mo
du
li, G
′, G
″ (P
a)
10−1
100
101
102
103
104
105
106
FitG′G″
HDPE, 190°C
FIGURE 3. Experimental data (symbols) and modelpredictions of storage (G′) and loss (G′′) moduli for theHDPE melt at 190◦C using the relaxation times listed inTable II.
TABLE IIRelaxation Spectrum and Material Constants for theHDPE Melt Obeying the K-BKZ Model (Eq. (8)) at 190◦C(α = 11.075, β = 0.6, θ = 0, λ = 96 s, η0 = 190,425 Pa·s)
k λk (s) ak (Pa)
1 2.76 × 10−3 73,6462 1.98 × 10−4 292,0003 2.07 × 10−2 61,5254 0.148 59,2905 1.062 33,8186 45.67 1,0297 6.81 9,7878 514 59.4
by a nonlinear regression package,31 are also plot-ted. The parameters found from the fitting proce-dure are listed in Table II. The relaxation spectrum isused to find the average relaxation time, λ, and zero-shear-rate viscosity, η0, according to the followingformulas:
λ =∑N
k=1 akλ2k∑N
k=1 akλk(10)
η0 =N∑
k=1
akλk (11)
The values of these parameters are λ = 96 s andη0 = 190,425 Pa·s, indicating an elastic melt with ahigh average relaxation time. It should be noted thatthe other HDPE-42 used in our recent paper29 has
Shear (elongational) rate, γ (ε) (s-1)
10−3 10−2 10−1 100 101 102 103
Sh
ear
(elo
ng
atio
nal
) vi
sco
sity
, η S
(E)(P
a.s)
102
103
104
105
106
107
ηS
ηΕ Ν1
HDPE, 190°C
..
Fir
st n
orm
al s
tres
s d
iffe
ren
ce, N
1 (P
a)
FIGURE 4. Experimental data (solid symbols) andmodel predictions of shear viscosity, ηS, first normalstress difference, N1, and elongational viscosity, ηE, forthe HDPE melt at 190◦C using the K-BKZ model (Eq. (8))with the parameters listed in Table II. The N1 data havebeen obtained from G′ and G′′ according to Laun’sformula (Eq. (12)).
a much lower λ = 11.26 s and a lower η0 = 140,073Pa·s.
From the data on G ′ and G ′′, it is possible touse Laun’s formula to obtain data for the first nor-mal stress difference N1 according to Dealy andWissbrun1:
N1 = 2G ′[
1 +(
G ′
G ′′
)2]0.7
(12)
Figure 4 presents plots of a number of calculatedand experimental material functions for the HDPEmelt at the reference temperature of 190◦C. Namely,data for the shear viscosity, ηS, the elongational vis-cosity, ηE , and the first normal stress difference, N1,are plotted as functions of corresponding rates (shearor extensional). The parameter β that controls thecalculated elongational viscosity was fitted by usingthe extensional behavior of the melt, which is essen-tially equal to 3η+. It can be seen that the overallrheological representation of all material functionsis excellent.
NONISOTHERMAL MODELING
The nonisothermal modeling follows the onegiven in earlier publications11,32−34 and will not
Advances in Polymer Technology DOI 10.1002/adv E373

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
be repeated here. Suffice it to say that it employs theArrhenius temperature shifting function, aT , givenby Dealy and Wissbrun1 and Tanner2:
aT (T) = η
η0= exp
[ERg
(1T
− 1T0
)](13)
In the above, η0 is a zero-shear viscosity at T0, E isthe activation energy constant, Rg is the ideal gasconstant, and T0 is a reference temperature (in K).The activation energy constant E can be determinedfrom the shift factors obtained by applying the time–temperature superposition to get the master curvesplotted in Fig. 2. It was found to be 28,840 J/mol,typical for a HDPE resin.
In the present work, we have applied the aboveequation to derive the nonisothermal constitutiveequation from the isothermal one. This method isbased on the time–temperature superposition prin-ciple and simply consists of shifting the relaxationtimes λk from the temperature history within the ma-terial’s internal timescale t′.32 The equation used toshift the relaxation times in the material’s history isgiven by34
λk(T ′(t′)) = λk(T0)aT (T ′(t′)) (14)
where T ′ is the temperature at time t′.The viscoelastic stresses calculated by the non-
isothermal version of the above constitutive equa-tion (Eq. (8)) enter in the energy equation (Eq. (13))as a contribution to the viscous dissipation term.
The thermal properties of the melt have beengathered from various sources and are given in ourrecent publication.29 The values are reproduced inTable III.
TABLE IIIValues of the Various Parameters for the HDPE Melt at190◦C
Parameter Value References
βp 0.01036 MPa−1 37,38βsl 18,800 cm/(s·MPab) This workb 4.0 This workρ 0.762 g/cm3 54Cp 2.721 J/(g·K) 54k 0.00255 J/(s·cm·K) 54E 28,840 J/mol This workRg 8.314 J/(mol·K) 54T0 190◦C (463 K) This work
The various thermal and flow parametersare combined to give appropriate dimensionlessnumbers.35,36 The relevant ones here are the Pecletnumber, Pe, and the Nahme–Griffith number, Na.These are defined as
Pe = ρC pU Rk
(15)
Na = ηEU2
k RgT20
(16)
where η = f (U/R) is a nominal viscosity given bythe Carreau–Yasuda model (Eq. (7)) at a nominalshear rate of U/R and U(= γAR/4) is the averagevelocity in the capillary die. The Pe number repre-sents the ratio of heat convection to conduction, andthe Na number represents the ratio of viscous dis-sipation to conduction and indicates the extent ofcoupling between the momentum and energy equa-tions. A thorough discussion of these effects in non-isothermal polymer melt flow is given by Winter.35
With the above properties and a die radius R =0.04 cm, the dimensionless thermal numbers are inthe range: 4 < Pe < 814 and 0.002 < Na < 1, showinga relatively strong convection (Pe � 1) and a weakto moderate coupling between momentum and en-ergy equations (Na ∼ 1). A value of Na > 1 indicatestemperature nonuniformities generated by viscousdissipation and a strong coupling between momen-tum and energy equations. More details are given inTable IV.
PRESSURE-DEPENDENT MODELING
Similarly with the time–temperature superposi-tion principle where the stresses are calculated at adifferent temperature using the shift factor aT , thetime–pressure superposition principle can be usedto account for the pressure effect on the stresses. Inboth cases of viscous or viscoelastic models, the newstresses are calculated using the pressure-shift factora p. For viscous models, the following Barus equationis used to modify the viscosity1:
a p ≡ η
ηp0
= exp(βp p) (17)
where η is the viscosity at absolute pressure p, ηp0 isthe viscosity at ambient pressure, and βp is the pres-sure coefficient. This coefficient has been reported tobe 10.36 GPa−1 for HDPE.37,38
E374 Advances in Polymer Technology DOI 10.1002/adv

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
TABLE IVRange of the Dimensionless Parameters in the Flow of HDPE Melt at 190◦C (Die Radius R = 0.04 cm)
Apparent Shear Peclet Number, Nahme Number, Pressure-Shift Slip Parameter,Rate, γA (s−1) Pe Na Parameter, Bp Bsl
5 4.1 0.002 5.3 × 10−4 1.00411 9.0 0.004 6.6 × 10−4 1.15664 52.1 0.039 1.0 × 10−3 1.003390 317.3 0.330 1.4 × 10−3 0.6111000 813.6 0.988 1.6 × 10−3 0.442
For viscoelastic models, such as the K-BKZ model(Eq. (8)), the pressure-shift factor modifies the relax-ation moduli, ak , according to
ak(p(t′)) = ak(p0)a p(p(t′)) (18)
This is equivalent to multiplying the stresses by a p,according to Eq. (17). It should be noted that a p is anexponential function of βp, which itself may dependon pressure p, as was the case for the low-densitypolyethylene (LDPE) melt.26 Since in a flow fieldnegative pressures may appear, especially aroundsingularities as is the case in contraction flows, spe-cial care must be taken numerically to handle thesefunctions for negative numbers. Failure to do soleads to nonsensical results and/or to divergence.
The pressure dependence of the viscosity givesrise to the dimensionless pressure-shift parameter,Bp. This is defined as
Bp = βpηUR
(19)
When Bp = 0, we have no pressure dependence ofthe viscosity. For the present data, we get 5.3 ×10−4 < Bp < 1.6 × 10−3, showing a weak dependenceof viscosity on pressure in the range of simulations,unlike the LDPE melt.39 More details are given inTable IV.
SLIP-AT-THE-WALL MODELING
In the case of slip effects at the wall, the usual no-slip velocity at the solid boundaries is replaced by aslip law of the following form1,23,24:
us l = −βs lσbw (20)
where us l is the slip velocity, σw is the shear stressat the die wall, βs l is the slip coefficient, and b is
the slip exponent. As it will be shown below, thevalues found experimentally for this HDPE melt areβs l = 1.88 × 105 mm/s/MPab and b = 4. It should benoted that due to its high polydispersity, the selectedHDPE does not undergo a stick-slip transition, andtherefore both the flow curve and slip velocity arecontinuous functions. In fact, Eq. (20) describes itscomplete slip behavior from very small to very highshear rates. For narrow molecular weight HDPEs,and some other melts such as polybutadienes, stick-slip may occur; in those cases the slip behavior is adouble-valued function of shear stress.25,40,41
In two-dimensional simulations, the above lawmeans that the tangential velocity on the boundaryis given by the slip law, while the normal velocity isset to zero, i.e.,
βs l(tn : ¯τ )b = (t · u), n · u = 0 (21)
where n is the unit outward normal vector to a sur-face, t is the tangential unit vector in the direction offlow, and the rest of symbols are defined above. Im-plementation of slip in similar flow geometries fora polypropylene (PP) melt has been previously car-ried out by Mitsoulis et al.42 and in our recent workAnsari et al.43
The corresponding dimensionless slip coefficient,Bs l , is a measure of fluid slip at the wall:
Bs l = βs l ηb
U
(UR
)b
(22)
When Bs l = 0, we have no-slip conditions. WhenBs l ≈ 1, we have macroscopically obvious slip. Forthe present data, we get 0.442 < Bs l < 1, show-ing a strong slip effect in the range of simulations,again unlike the LDPE melt, which shows no slip.39
It should be noted that the other HDPE-42 used inour recent paper29 has similar slip behavior but ahigher slip exponent b = 5.73.
Advances in Polymer Technology DOI 10.1002/adv E375

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
Method of Solution
The solution of the above conservation and con-stitutive equations is carried out with two codes, onefor viscous flows (u-v-p-T-h formulation)44 and onefor viscoelastic flows.33,45
The boundary conditions (BCs) for the problemat hand are well known and can be found in ourearlier publication.33 Briefly, we assume no-slip (orslip, Eq. (21)) and a constant temperature T0 at thesolid walls; at entry, a fully developed velocity pro-file vz(r ) is imposed, corresponding to the flow rateat hand (found numerically for no-slip or slip condi-tions), and a constant temperature T0 is assumed; atthe outlet, zero surface traction and zero heat flux qare assumed; on the free surface, no penetration andzero heat flux are imposed.
The entry length of the domain is Lres = 40R,long enough to guarantee fully developed condi-tions even for viscoelastic runs for the highest ap-parent shear rate. The extrudate length depended onwhether we used viscous or viscoelastic simulations.For the viscous simulations, there are no memory ef-fects and a relatively short extrudate length Lext =12R suffices. For the viscoelastic simulations, mem-ory effects are important and longer meshes are nec-essary. We have tried various extrudate lengths Lext;however no matter how long the domain was, thecalculated swell never leveled off due to the strongviscoelastic nature of the melt. Therefore, we havechosen here to report results for Lext = 16R and thisissue will be discussed further in the simulationssection.
Having fixed the model parameters and the prob-lem geometry, the only parameter left to vary wasthe apparent shear rate in the die (γA = 4Q/π R3).Simulations were performed for the whole rangeof experimental apparent shear rates, namely from5 s−1 to 1000 s−1, where smooth extrudates wereobtained.
The viscous simulations are extremely fast andare used as a first step to study the whole range ofparameter values. The viscoelastic simulations ad-mittedly are harder to do, and they need good initialflow fields to get solutions at elevated apparent shearrates. In our recent work,43 we explained how it waspossible for the first time to do viscoelastic computa-tions up to very high apparent shear rates (1000 s−1)with good results. Here, an extra complication arisesfrom the presence of free surface, for which severeunderrelaxation (factor ω f = 0.1 down to 0.01) must
be used to avoid particle tracking occurring outsidethe domain.
Briefly, the solution strategy starts from the New-tonian solution at the lowest apparent shear rate(0.1 s−1) for the base case (βp = aT = βs l = 0). Thenat the given apparent shear rate, the viscoelasticmodel is turned on and the solution is pursued inthe given domain until the norm of the error is be-low 10−4. Then the free-surface update is turned on,and the u − v − p − T solution is alternated with theh-solution (free surface location) until the maximumfree surface change is less than 10−5. Meeting thiscriterion gives a very good solution for the problemat hand. Using this solution as an initial guess, theapparent shear rate is then raised slowly to get anew solution at an elevated value. This way it waspossible to achieve solutions for as high as 1000 s−1.It must be noted that HDPE is strongly viscoelastic12
as is LDPE,33,46 for which it was not possible to reachapparent shear rates greater than 10 s−1 for the ex-trudate swell problem (without slip).
When all effects are present, we follow the sameprocedure. Now the biggest contribution comesfrom slip, since temperature dependence and pres-sure dependence of the viscosity have opposite ef-fects and they are small anyway. With slip present,the simulations are much faster as they require feweriterations due to the effectively lower flow condi-tions encountered in the flow field (actual shear ratesat the die walls are an order of magnitude less withslip present). Also the swell is reduced comparedwith the base case, which makes it easier to solve thenonlinear problem.
All velocities have been made dimensionless withthe average velocity U and the lengths with the dieradius R. Then the pressures and stresses are madedimensionless by η0U/R.
Experimental Results
ENTRANCE (END) PRESSURE
Figure 5 presents the apparent flow curves of theHDPE for three dies having the same D and differ-ent L/D ratios in terms of the apparent shear stress,σW,A defined as σW,A ≡ p/(4L/D), versus the ap-parent shear rate, γA, where p is the pressure dropalong the capillary die including the entry. The datado not superpose due to the fact that the end pres-sure, pend , has not been taken into account. This
E376 Advances in Polymer Technology DOI 10.1002/adv

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
Apparent shear rate, γΑ (s−1)
101 102 103
Ap
par
ent
wal
l sh
ear
stre
ss,
σ w,A
(M
Pa)
0.04
0.06
0.08
0.15
0.20
0.30
0.40
0.60
0.10
L/D = 5 L/D = 16L/D = 33
HDPE, 190°CD = 0.79 mm2α = 180°
.
FIGURE 5. The apparent flow curves of the HDPE melt at 190◦C as a function of the apparent shear rate for variousL/D ratios.
L / D0 10 20 30 40
Pre
ssu
re (
MP
a)
0
5
10
15
20
25
30
35
51126641603901000
HDPE, 190°CD = 0.79 mm2α = 180°
1( )A sγ −
FIGURE 6. The pressure drop for the capillary extrusion of the HDPE melt at 190◦C as a function of L/D for differentvalues of the apparent shear rate (Bagley plot).
can be done by constructing the Bagley plot, whichis shown in Fig. 6. The pressure drop for the cap-illary extrusion is plotted as a function of the dielength L/D for an extended range of values of theapparent shear rate from 5 s−1 to 1000 s−1. The datafall on straight lines (shown in Fig. 6), indicating that
the effect of pressure on viscosity is negligible or thatboth effects of pressure and viscous heating on vis-cosity are negligible as these effects point to oppo-site directions. The values of pend are obtained aspoints of intersections of the fitted straight lines onthe vertical pressure axis.
Advances in Polymer Technology DOI 10.1002/adv E377

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
Apparent shear rate, γΑ (s−1)
101 102 103
Wal
l sh
ear
stre
ss,
σ w (
MP
a)
0.03
0.04
0.06
0.08
0.15
0.20
0.30
0.10
L /D =5L /D = 16L /D = 33
HDPE, 190°CD = 0.79 mm2α = 180°
.
FIGURE 7. The apparent flow curves of the HDPE melt at 190◦C as a function of the apparent shear rate for variousL/D ratios corrected for the entrance effects. The data superposes well showing that the pressure effect of viscosity isnegligible as expected for HDPE melts.
FLOW CURVES AND DIAMETERDEPENDENCE
Figure 7 depicts flow curves for the HDPE ob-tained by using capillaries of different diameter andconstant ratio L/D = 16 at 190◦C. The diameter de-pendence of the flow curves is clear. This diame-ter dependence is consistent with the assumption ofslip, and the Mooney technique can be used to deter-mine the slip velocity as a function of shear stress.27
Also on the same plot, the linear viscoelastic (LVE)data are plotted in the form of a flow curve; in otherwords, the complex modulus, G∗ ≡ √
G ′2 + G ′′2, isplotted as a function of frequency, ω. The failure ofthe Cox–Merz rule is clear, and this is due to theoccurrence of slip, also reported by Ansari et al.26,43
SLIP-CORRECTED FLOW CURVES ANDTHE SLIP VELOCITY
The data plotted in Fig. 8 can be used to constructthe Mooney plot to obtain the slip velocity as a func-tion of the wall shear stress.27 The Mooney techniqueis defined by the following relationship:
γA = γA,s + 8us l
D(23)
Apparent shear rate, γA (s−1) or frequency, ω (rad/s)100 101 102 103
Wal
l Sh
ear
stre
ss,
σ w(M
Pa)
Co
mp
lex
mo
du
lus,
|G* | (
MP
a)
0.03
0.05
0.07
0.20
0.30
0.10
LVED = 0.79 mmD = 1.22 mmD = 2.11 mm
HDPE, 190°CD = 0.79 mm2α = 180°
.
FIGURE 8. Bagley corrected flow curves of the HDPEmelt for different diameters at 190◦C. The diameterdependence and the significant deviation from the LVEdata (failure of the Cox–Merz rule) are consistent with theassumption of slip.
where γA,s is the apparent shear rate corrected forslip effects. Figure 9 is the Mooney plot. The slopesof the straight lines fitted to the data are equal to8us l according to Eq. (23). These slopes increase withincreasing wall shear stress values.
The calculated slip velocity function versus thewall shear stress is plotted in Fig. 10. The values
E378 Advances in Polymer Technology DOI 10.1002/adv

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
1 / D (mm−1)
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
Ap
par
ent
shea
r ra
te,
γ A (
s−1)
0
100
200
300
400
500
600
700
0.050.080.100.120.14
σw (MPa).
HDPE, 190°CD = 0.79 mm2α = 180°
FIGURE 9. Mooney plot using the data plotted in Fig. 8. The slopes of the lines are equal to 8usl for the correspondingvalue of stress. The slopes increase with increasing shear stress.
Wall shear stress, σσw (MPa)
0.03 0.04 0.06 0.08 0.150.10
Slip
vel
oci
ty, u
sl (
mm
/s)
10-1
100
101
102
usl (mm/s)=1.88 × 10 5 [σw (MPa)]4
MooneyD = 0.79 mm, deviation from LVED = 1.22 mm, deviation from LVED = 2.11 mm, deviation from LVE
HDPE, 190°CD = 0.79 mm2α = 180°
FIGURE 10. The slip velocity as a function of shearstress for the HDPE melt at 190◦C. The solid linerepresents the slip law given by Eq. (20).
calculated from the slopes of straight lines are shownas Mooney points. In parallel, slip velocities were cal-culated from the deviation of each flow curve fromthe curve indicated as LVE by using the followingrelationship:
γA = 4nLVE
3nLVE + 1ω + 8usl
D(24)
where nLVE is the local slope defined as nLVE ≡
log(G∗)/ log(ω) from the flow curve. All data definea single line indicating consistency of the analysis.Equation (20) was fitted to the data, resulting val-ues of βs l = 1.88 × 105 mm/s/MPab and b = 4.These numbers indicate a strong nonlinear slip lawwith a very high exponent b. Based on experimen-tal findings, Funatsu and Kajiwara47 have reportedan exponent of 3.65 for their slip model, Hatzikiri-akos and Dealy24 reported exponents of about 3–3.6,whereas Hill et al.48 have reported an exponent of 6.Obviously, different HDPE melts slip under differentnonlinear slip laws.
The corrected capillary flow curve for slip effectalongside with the LVE flow curve are presentedin Fig. 11. This figure now shows the validity ofthe Cox–Merz rule for the HDPE, as an excellentsuperposition is obtained.
EXTRUDATE SWELL
Figures 12a and 12b show the extrudate swell asa function of the apparent shear rate and wall shearstress, respectively. Extrudate swell increases expo-nentially with an increase in both apparent shearrate and wall shear stress. Moreover, extrudate swellincreases with a decrease in the die length, whichplays the role of dampening the excitation of the
Advances in Polymer Technology DOI 10.1002/adv E379

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
γγA (s−1) or (4n/3n+1)ωLVE (rad/s)
10−1 100 101 102 103
σ w o
r |G
*| (
MP
a)
0.02
0.03
0.05
0.07
0.20
0.30
0.01
0.10
Shifted LVEMooneyD = 0.79 mmD = 1.22 mm
D
D = 2.11 mm
HDPE, 190°CD = 0.79 mm2α = 180°
.
FIGURE 11. The slip corrected flow curve of the HDPEat 190◦C compared with the LVE data. Good agreementis shown, demonstrating the validity of the Cox-Merz rule.
elasticity effects (normal stresses) at the entry to thecapillary. This well-known behavior was first suc-cessfully simulated for an LDPE melt (the IUPAC–LDPE melt A) by Luo and Tanner.11
Numerical Results
VISCOUS MODELING
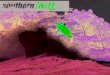
It is instructive to perform first calculations with apurely viscous model, so that the effect of viscoelas-ticity will become evident later. The numerical simu-lations have been carried out with the finite elementmethod (FEM) as outlined in the Method of Solutionsection. For the finite element mesh arrangement,we have used our experience with viscous and vis-coelastic flows and chosen a grid that progressivelyadds more elements as one moves from the reser-voir toward the singularity at the entrance to thedie, while the elements become larger as one movesaway from this entry singularity. Again as the dieexit is approached, the elements become smaller dueto the exit singularity there, after which the elementsprogressively become larger. A typical finite elementgrid is shown in Fig. 13 for L/D = 16 (L/R = 32). Thedomain represents an 18.75:1 abrupt circular con-traction with an entrance angle 2α = 180◦. The gridconsists of 1584 elements, 3775 nodes, and 10,260 un-known degrees of freedom (d.o.f.), while a four timesdenser grid is also used, having been created by sub-division of each element into four subelements for
Apparent shear rate, γΑ (s−1)
102 103
Ext
rud
ate
swel
l
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
L /D = 5 L /D = 16 L /D = 33
HDPE, 190°CD = 0.79 mm2α = 180°
.
Wall shear stress, σw (MPa)
0.05 0.06 0.08 0.15 0.2 0.250.10
Ext
rud
ate
swel
l
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
L /D = 5 L /D = 16 L /D = 33
HDPE, 190°CD = 0.79 mm2α = 180°
(a)
(b)
FIGURE 12. (a) The extrudate swell of the HDPE meltat 190◦C as a function of the apparent shear rate forthree different L/D values. The extrudate swelldecreases with increasing die length. (b) The extrudateswell of the HDPE melt at 190◦C as a function of the wallshear stress for three different L/D values. The extrudateswell decreases with increasing die length.
checking purposes of grid-independent results. Thischecking consists of reporting the overall pressuresin the system from the two meshes and making surethat the differences are less than 1% between the tworesults.
The viscous numerical simulations have been un-dertaken with the Carreau–Yasuda model (Eq. (7)).This constitutive relation is solved together with theconservation equations of mass, momentum, and en-ergy without or with slip at the wall. Namely, wepresent two sets of simulations, one called the basecase of no effects at all (βp = βs l = aT = 0). Then, all
E380 Advances in Polymer Technology DOI 10.1002/adv

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
FIGURE 13. (a) A typical finite element grid for the simulations in an 18.75:1 abrupt circular contraction with L/R = 32and 2α = 180◦. The upper grid (M1) consists of 1584 elements and 5101 nodes, whereas the lower grid is created bysubdivision of each M1 element into four subelements to form a denser grid for checking the results forgrid-independence; (b) detailed grids near the die entry; and (c) detailed grids near the die exit and extrudate region.
effects were turned on, referred to in the graphs asslip (because slip is the dominant effect), so that thedifferences become evident.
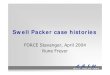
Figure 14 presents the pressure drops in the cap-illary obtained from the simulations (lines) togetherwith the experimental data of Fig. 6 (symbols) for dif-ferent apparent shear rates and L/D ratios (Bagleyplot). The base case simulations (continuous lines)overestimate significantly the experimental data. Forexample, at γA = 1000 s−1 and L/D = 33, the ex-perimental pressure drop is P = 26 MPa whereasthe simulations result in a pressure drop of P =39 MPa (an error of +50%). On the other hand, theslip simulations (broken lines) underestimate the ex-perimental data. Again, at γA = 1000 s−1 and L/D =33, the simulations give 21 MPa (an error of −19%).Obviously, the inclusion of slip brings the simulationpredictions closer to the experimental data, although
purely viscous simulations do not predict thesewell.
The situation is even worse when extrudate swellis concerned. The viscous simulations (base case) pre-dict swell ratios that hover around zero swell (froma maximum of +2.8% to −1.6%). The slip simula-tions never predict negative swell, but they are evencloser to zero swell (from +1.3% to 0). These verysmall swell predictions are well known for purelyviscous fluids.49−51 It is therefore, at this point thatwe turn our attention to the viscoelastic simulations.
VISCOELASTIC MODELING
Viscoelastic simulations were performed with theK-BKZ model (Eq. (8)) and the data of Table II. Firstthe simulations did not consider the free surface andthe extrudate swell, because the problem is much
Advances in Polymer Technology DOI 10.1002/adv E381

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
L / D0 10 20 30 40
Pre
ssu
re (
MP
a)
0
10
20
30
40
50
51164390 1000 51164390 1000 5 (slip)11 (slip)64 (slip)390 (slip) 1000 (slip)
HDPE, 190°CD = 0.79 mm2α = 180°
1( )A sγ −
Carreau−Yasuda Model
FIGURE 14. The pressure drop for the capillary extrusion of the HDPE melt at 190◦C as a function of L/D for differentvalues of the apparent shear rate (Bagley plot). Symbols are experimental data, whereas lines are viscous simulationresults with the Carreau–Yasuda model (Eq. (7)) and the data of Table I. Solid lines are for the base case (βp = βsl = aT= 0), whereas broken lines are for all effects accounted for (slip). The viscous simulations either overpredict (base case)or underpredict (slip) the experimental data.
easier to solve. These simulations provide good re-sults for the pressures because the exit flow does notcontribute appreciably to the overall pressure dropin the capillary).1,52
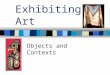
The results from the simulations are depicted inFig. 15 with all effects accounted for. Now the vis-coelastic predictions are much closer to the exper-imental data, and in some cases the agreement isexcellent (in the case of γA = 64 s−1). If we con-sider again the data at γA = 1000 s−1 and L/D =33, the simulations now give 26 MPa vs. 29 MPafound experimentally (with an error of 10%). If wealso consider that there may be a ±10% error in theexperimental data, the predictions are very good in-deed. Therefore, it is safe to say that the viscoelasticsimulations with the K-BKZ model and slip at thewall do a good job in predicting the pressure dropsin capillary flow of this highly elastic HDPE melt.
The situation for the pressure drop when the exitregion and extrudate swell are considered is not af-fected very much. Typically, the difference in thepressure drop was in the second decimal digit forlow-to-moderate shear rates. At higher shear rates,as it will be explained below, it was not possi-ble to obtain reliable solutions with extrudate swellpresent.
The simulations with the exit region present andthe accompanying phenomenon of extrudate swellshowed very similar results with those reported ear-lier for HDPE melts.20−22 Namely, the swell was veryhigh even at low shear rates (below 10 s−1) and con-vergence was lost for shear rates above 100 s−1, be-cause the swell had exceeded 300% up to 16R. Pointsto be noticed are
1. the melt is very elastic due to high relaxationtimes and tends to recover the shape it pos-sessed in the reservoir (i.e., to reach 10R andhigher in the radial direction);
2. longer dies gave smaller swells, as was alsofound experimentally, because the materialhad more distance (and hence time) to relaxits stresses;
3. in all our viscoelastic simulations, we havealways used irreversibility of the dampingfunction,45 which was found essential in bring-ing the swell down by Goublomme et al. 22;
4. a nonzero second normal stress difference (θ <
0) reduced the swelling somewhat but not thegeneral trends; and
E382 Advances in Polymer Technology DOI 10.1002/adv

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
L / D0 5 10 15 20 25 30 35
Pre
ssu
re (
MP
a)
0
5
10
15
20
25
30
35
51164390 1000 51164390 1000
HDPE, 190°CD = 0.79 mm2α = 180°
1( )A sγ − K-BKZ Model
FIGURE 15. The pressure drop for the capillary extrusion of the HDPE melt at 190◦C as a function of L/D for differentvalues of the apparent shear rate (Bagley plot). Symbols are the experimental data, whereas lines are simulation resultswith the K-BKZ model (Eq. (8)), the data of Table II, and all effects accounted for (slip). The viscoelastic model predictswell the pressure drops in the capillary.
5. the simulations are carried out in a way thatamounts to isothermal swell, meaning that thematerial will give out all its viscoelastic char-acter as swelling. This is equivalent to anexperiment where the melt is extruded in anisothermal oil bath with the same density andtemperature as the exiting melt.19 The experi-ments here give nonisothermal swell, as the ma-terial is extruded freely and downward in theatmosphere. Therefore, cooling and saggingplay an important role, which apparently re-duces the swelling appreciably.19 This is nottaking into account by the simulations.
The least swell obtained from the simulations wasfor dies without any reservoir present and with afully developed velocity profile imposed upstream.These conditions give rise to the asymptotic swell,2,20
where the material does not have to “remember”its shape in any reservoir that it originated from (itsmemory has been fully faded). The results for threedies with L/D = 5, 16, and 33 are given in Fig. 16.In all cases the swell is reported at a distance Lext =16R. The results depend on the L/D ratio only at thehigher range of the shear rates. The swell follows anupward trend similar to the experiments, but the nu-merical values are much higher than the experimen-tal ones. For example, at γA = 100 s−1 the numericalswell has reached 50%, whereas the experimentalvalues are 22% (see Fig. 1). At even higher shearrates, the differences become even higher, namely atγA = 1000 s−1 the calculated swell reaches around80%–90% whereas the experimental values are as
Apparent shear rate, γΑ (s−1)
10-1 100 101 102 103
Ext
rud
ate
swel
l
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2.0
L /D = 5L /D = 16L /D = 33L /D = 5, θ = -0.25
HDPE, 190°CD = 0.79 mm2α = 180°
.
K−BKZ model
FIGURE 16. Asymptotic extrudate swell of the HDPEmelt at 190◦C as a function of the apparent shear rate forthree different L/D values. Simulation results with theK-BKZ model (Eq. (8)). Symbols are put to show thecontinuation steps. The extrudate swell decreases slightlywith increasing die length at the higher range of apparentshear rates. Swell values are reported at L ext = 16R.
low as 28% for the longest die (L/D = 33). A nonzerosecond normal stress difference N2 brings the swelldown due to hoop stresses. Thus, for θ = −0.25(N2/N1 = −0.2 from Eq. (9)), the swell is reducedabout 2% to 5%. This is in agreement with previousfindings.10,14,22 Again, it should be emphasized thatthe experimental values refer to nonisothermal swell,where cooling and sagging are very important andhelp reduce the swelling considerably.19
Advances in Polymer Technology DOI 10.1002/adv E383

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
An attempt was made to add gravity to the flowfield forces and extend the extrudate length Lext =100R. Although this brought down the swell con-siderably for lower shear rates, for γA > 10 s−1 theelasticity of the melt made the swell take off againto values similar to those shown in Fig. 16.
Perhaps other phenomena play a role in non-isothermal swelling (or nonannealed swelling) ofthis polymer melt. HDPEs are crystalline polymers,and crystallization may play an important role in theswelling behavior. Upon exiting the die, the outsidecore of the extrudate crystallizes even at tempera-tures higher than their equilibrium melting point(flow-induced crystallization)53 and thus preventsthe inside part of the melt from swelling (by apply-ing hoop stresses). This is an important aspect nottaken into account in the simulations. Thus here, asin earlier works,22 the correct prediction of the extru-date swell of HDPE melts remains an elusive subject.
Conclusions
A HDPE has been studied in entry flows throughcapillary dies with different L/D ratios (5, 16, and 33)with the purpose of predicting the pressure drop inthe system and its extrudate swell. The experimentshave shown that this particular HDPE slips stronglyat the wall. Full rheological characterization was car-ried out both with a viscous (Carreau–Yasuda) anda viscoelastic (K-BKZ) model. All necessary materialproperties data were collected for the simulations.
The viscous simulations showed that when all ef-fects are taken into account the pressure drops areunderpredicted, especially for the higher apparentshear rates and L/D ratios. Also, virtually no extru-date swell is predicted, a well-known deficiency ofviscous models.
The viscoelastic simulations with the K-BKZ/PSM model showed a good predictive capability ofthe pressure drops in the system for all cases. How-ever, the swell was overpredicted, despite the factthat slip was included. The general trend of the ex-perimental data that showed an exponential increaseof extrudate swell was captured by the model, albeitfor the asymptotic swell that does not take into ac-count the presence of the reservoir. An increase in theL/D ratio reduces the swelling, and this was moreevident experimentally as a long die gives enoughtime to the material to “forget” its elastic stresses(fading memory).
References
1. Dealy, J. M.; Wissbrun, K. F. Melt Rheology and Its Role inPlastics Processing—Theory and Applications; Van NostrandReinhold: New York, 1990.
2. Tanner, R. I. Engineering Rheology, 2nd ed.; Oxford Univer-sity Press: Oxford, UK, 2000.
3. Boger, D. V.; Walters, K. Rheological Phenomena in Focus,Rheology Series, Vol. 4.; Elsevier, Amsterdam, 1993.
4. Bird, R. B.; Hassager, O.; Armstrong, R. C.; Curtiss, C. F. Dy-namics of Polymeric Liquids, Vol. 2: Kinetic Theory; 2nd ed.:Wiley: New York, 1987.
5. Tanner, R. I. Appl Polym Symp 1973, 20, 201–208.6. Middleman, S.; Gavis, J. Phys Fluids 1961, 4, 355–359.7. Crochet, M. J.; Keunings, R. J Non-Newtonian Fluid Mech
1982, 10, 85–94.8. Crochet, M. J.; Keunings, R. J Non-Newtonian Fluid Mech
1982, 10, 339–356.9. Bush, M. B.; Tanner, R. I.; Phan-Thien, N. J Non-Newtonian
Fluid Mech 1985, 18, 143–162.10. Sugeng, F.; Phan-Thien, N.; Tanner, R. I. J Rheol 1987, 31,
37–58.11. Luo, X.-L.; Tanner, R. I. Int J Num Meth Eng 1988, 25, 9–22.12. Luo, X.-L.; Mitsoulis, E. J Rheol 1989, 33, 1307–1327.13. Mitsoulis, E. J Non-Newtonian Fluid Mech 2010, 165, 812–
824.14. Barakos, G.; Mitsoulis, E. J Rheol 1995, 39, 193–209.15. Sun, J.; Phan-Thien, N.; Tanner, R. I. Rheol Acta 1996, 35, 1–12.16. Orbey, N.; Dealy, J. M. Polym Eng Sci 1984, 24, 511–518.17. Park, H. J.; Kiriakidis, D. G.; Mitsoulis, E.; Lee, K.-J. J Rheol
1992, 36, 1563–1583.18. Koopmans, R. J. Polym Eng Sci 1992, 32, 1741–1749.19. Koopmans, R. J. Polym Eng Sci 1992, 32, 1750–1754.20. Kiriakidis, D. G.; Mitsoulis, E. Adv Polym Technol 1993, 12,
107–117.21. Goublomme, A.; Draily, B.; Crochet, M. J. J Non-Newtonian
Fluid Mech 1992, 44, 171–195.22. Goublomme, A.; Crochet, M. J. J Non-Newtonian Fluid Mech
1993, 47, 281–287.23. Hatzikiriakos, S. G.; Dealy, J. M. J Rheol 1991, 35, 497–523.24. Hatzikiriakos, S. G.; Dealy, J. M. J Rheol 1992, 36, 703–741.25. Hatzikiriakos, S. G.; Dealy, J. M. J Rheol 1992, 36, 845–884.26. Ansari, M.; Hatzikiriakos, S. G.; Sukhadia, A. M.; Rohlfing,
D. C. Rheol Acta 2011, 50, 17–27.27. Mooney, M. J Rheol 1931, 2, 210–222.28. Mitsoulis, E.; Hatzikiriakos, S. G. J Non-Newtonian Fluid
Mech 2009, 157, 26–33.29. Ansari, M.; Hatzikiriakos, S. G.; Mitsoulis, E. J Non-
Newtonian Fluid Mech 2012, 167–168, 18–29.30. Papanastasiou, A. C.; Scriven, L. E.; Macosko, C. W. J Rheol
1983, 27, 387–410.31. Kajiwara, T.; Barakos, G.; Mitsoulis, E. Int J Polym Anal Char-
acter 1995, 1, 201–215.32. Alaie, S. M.; Papanastasiou, T. C. Intern Polym Proc 1993, 8,
51–65.
E384 Advances in Polymer Technology DOI 10.1002/adv

CAPILLARY EXTRUSION AND SWELL OF A HDPE MELT EXHIBITING SLIP
33. Barakos, G.; Mitsoulis, E. J Non-Newtonian Fluid Mech 1996,62, 55–79.
34. Beaulne, M.; Mitsoulis, E. J Appl Polym Sci 2007, 105, 2098–2112.
35. Winter, H. H. Adv Heat Transfer 1977, 13, 205–267.
36. Mitsoulis, E.; Wagner, R.; Heng, F. L. Polym Eng Sci 1988, 28,291–310.
37. Sedlacek, T.; Zatloukal, M.; Filip, P.; Boltizar, A.; Saha, P.Polym Eng Sci 2004, 44, 1328–1337.
38. Carreras, E. S.; El Kissi, N.; Piau, J. M.; Toussaint, F.; Nigen,S. Rheol Acta 2006, 45, 209–222.
39. Ansari, M.; Zisis, Th.; Hatzikiriakos, S. G.; Mitsoulis, E. PolymEng Sci, 2012, 52, 649–662.
40. Lupton, L. M.; Regester, J. W. Polym Eng Sci 1965, 5, 235–245.
41. Park, H. E.; Lim, S. T.; Smillo, F.; Dealy, J. M. J Rheol 2008, 52,1201–1239.
42. Mitsoulis, E.; Kazatchkov, I. B.; Hatzikiriakos, S. G. RheolActa 2005, 44, 418–426.
43. Ansari, M.; Alabbas, A.; Mitsoulis, E.; Hatzikiriakos, S. G. IntPolym Proc 2010, 25, 287–296
44. Hannachi, A.; Mitsoulis, E. Adv Polym Technol 1993, 12, 217–231.
45. Luo, X.-L.; Mitsoulis, E. Int J Num Meth Fluids 1990, 11, 1015–1031.
46. Luo, X.-L.; Mitsoulis, E. Int J Num Meth Fluids 1990, 11, 1015–1031.
47. Funatsu, K.; Kajiwara, T. In Encyclopedia of Fluid Mechanics,Vol. 7: Rheology and Non-Newtonian Flows; Ed. Cheremisi-noff, N. P., Gulf Publishing Company, Houston, TX, 1988, pp.359–406.
48. Hill, D. A.; Hasegawa, T.; Denn, M. M. J Rheol 1990, 34, 891–918.
49. Mitsoulis, E.; Vlachopoulos, J.; Mirza, F. A. Polym Eng Sci1984, 24, 707–715.
50. Mitsoulis, E. J Fluids Eng 2007, 129, 1384–1393.51. Mitsoulis, E. J Non-Newtonian Fluid Mech 2007, 141, 138–
147.52. Mitsoulis, E.; Vlachopoulos, J. J Polym Eng 1985, 5, 173–182.53. Sentmanat, M.; Delgadillo, O.; Hatzikiriakos, S. G. Rheol Acta
2010, 49, 931–939.54. Tadmor, Z.; Gogos, C. G. Principles of Polymer Processing,
SPE Monograph Series; Wiley: New York, 1979.
Advances in Polymer Technology DOI 10.1002/adv E385