Embed Size (px)
Citation preview

Capsule Report
Approaching ZeroDischarge in SurfaceFinishing
< ,1•~!.I
.,' "',
....,,,
EPA/625/R-99/008November 2000
Office of Research andDevelopmentWashington DC 20460
Technology Transfer
United StatesEnvironmental ProtectionAgency
&EPAOifj')us EPAOffice ofResearch and DeveloplllEnt


EPA 625/R-99/008November2000
Cclpsule Report
Approaching Zero DischargeIn Surface Finishing
u.s. Environment Protection AgencyOffice of Research and Development
National Risk Management Research LaboratoryTechnology Transfer and Support Division
Cincinnati, OH 45268
/\'y Recycled/Recyclable~~& Printed with vegetable-based ink on
'6 paper that contains a minimum of. 50% post-consumer fiber content
processed chlorine free.

Notice
The U.S. Environmental Protection Agency through its Office of Research andDevelopment funded and managed the research described here under contractnumber 8C-R520-NTSX to Integrated Technologies, Inc. It has been subjected to theAgency's peer and administrative review and has been approved for publication as anEPA document. Mention of trade names or commercial products does not constituteendorsement or recommendation for use.
ii

Foreword
The U.S. Environmental Protection Agency is charged by Congress withprotecting the Nation's land, air, and water resources. Under a mandate of nationalenvironmental laws, the Agency strives to formulate and implement actions leadingto a compatible balance between human activities and the ability of natural systemsto support and nurture life. To meetthis mandate, EPA's research program is providingdata and technical support for solving environmental problems today and building ascience knowledge base necessary to manage our ecological resources wisely,understand how pollutants affect our health, and prevent or reduce environmental risksin the future.
The National Risk Management Research Laboratory (NRMRL) is theAgency's center for investigation of technological and management approaches forpreventing and reducing risks from pollution that threaten human health and theenvironment. The focus of the Laboratory's research program is on methods and theircost-effectiveness for prevention and control of pollution to air, land, water, andsubsurface resources; protection of water quality in public water systems; remediationof contaminated sites, sediments and ground water; prevention and control of indoorair pollution; and restoration of ecosystems. NRMRL collaborates Withboth public andprivate sector partners to foster technologies that reduce the cost of compliance andto anticipate emerging. problems. NRMRL's research provides solutions toenvironmental problems by: developing and promoting technologies that protect andimprove the environment; advancing scientific and engineering information to supportregulatory and policy decisions; and providing the technical support and informationtransfer to ensure implementation of environmental regulations and strategies at thenational, state, and community levels.
This publication has been produced as part of the Laboratory's strategic longterm research plan. It is published and made available by EPA's Office of Researchand Development to assist the user community and to link researchers with theirclients.
E. Timothy Oppelt, Director
National Risk Management Research Laboratory
iii

Acknowledgments
This guide was prepared by Peter A. Gallerani, Integrated Technologies, Inc., andKevin Klink, CH2M Hill. Douglas Grosse, U.S. Environmental ProtectionAgency(USEPA), Office of Research and Development, National Risk ManagementResearch Laboratory (NRMRL), served as the project officer, co-author, and providededitorial assistance. Dave Ferguson, U.S. EPA, NRMRL, served as the technicaladvisor.
The following people provided technical review, editorial assistance, and graphicdesign:
Dr. David Szlag USEP~, NRMRL
Paul Shapiro USEPA, Office of Research and Development
Joseph Leonhardt Leonhardt Plating Co.
Dr. John Dietz University of Central Florida
Carol Legg USEPA, NRMRL
John McCready USEPA, NRMRL
iv

Contents
Notice iiForeword iii
Acknowledgments iv
1 Introduction 1
2 Systematic AZD Planning 3
3 Process Solution Purification and Recovery Technologies 53.1 Diffusion Dialysis 5
3.1.1 Applications 53.1.2 Limitations 73.1.3 SecondaryStream(s) 73.1.4 Diffusion Dialysis Systems 7
3.2 Microfiltration 83.2.1 Applications , 83.2.2 Limitations 93.2.3 Secondary Strearrus) 93.2.4 Microfiltration Systems 9
3.3 Membrane Electrolysis 93.3.1 Applications 93.3.2 Limitations 93.3.3 Secondary Stream(s) 93.3.4 Membrane Electrolysis Systems 9
3.4 Acid (Resin) Sorption 103.4.1 Applications 103.4.2 Limitations "103.4.3 Secondary Stream(s) 103.4.4 Acid (Resin) Sorption Systems ~ 11
3.5 Electrowinning 113.5.1 Applications 123.5.2 Limitations 133.5.3 Secondary Stream(s) 133.5.4 Electrowinning Systems 13
3.6 Other Technologies 13
4 Rinse Purification or Concentrate Recovery Technologies 144.1 Ion Exchange 14
4.1.1 Applications 164.1.2 Limitations 16.4.1 .3 Secondary Stream(s) 164.1.4 Ion Exchange Systems 16
4.2 Reverse Osmosis 174.2.1 Applications 174.2.2 Limitations 184.2.3 Secondary Stream(s) 184.2.4 Reverse Osmosis Systems 18
v

4.3 Vacuum Evaporation 184.3.1 Applications 184.3.2 Limitations : 194.3.3 Secondary Stream(s) 194.3.4 Vacuum Evaporator Systems 19
4.4 Atmospheric Evaporation 204.4.1' Applications 204.4.2' Limitations 204.4.3 Secondary Stream(s) ; ~ 204.4.4 Atmospheric Evaporation Systems ; 20
4.5 OtherTechnologies 20
5 Alternative Surface Finishing Processes and Coatings 22 .5.1 Process Engineeringand Re-engineering 225.2 Surface Finishing Properties 225.3 Surface Engineering 235.4 Surface Finishing Costs 235.5 Alternative Coatings and Processes 23
5.5.1 Alternative Electroplated and Electroless Coatings 235.5.2 Anodizing 235.5.3 Organic Coatings 245.5.4 Vapor Deposition 245.5.5 Thermal Spray 255.5.6 Hardfacing 255.5.7 Porcelain Enameling 255.5.8 Metal Cladding and Bonding 25
5.6 Alternative Substrates 255.6.1 Alternative Substrate Treatments 26
5.7 Alternative Surface Preparation 265.7.1 Alternative Stripping Processes 265.7.2 Alternative pickling and Descaling 265.7.3 Alternative Etching 265.7.4 Alternative Cleaning 265.7.5 Alternative Cleaning Equipment 275.7.6 Forming and Fabrication 27
6 Existing Processes, Conditions, and Practices 28
7 Conclusions 30
8 References 31
Appendices
A. Systematic Approach for Developing AZD Alternatives 32
B. Installed Costs 37
vi

Tables
1-1. SectionfTopic References from Section 8 ; 2
3-1. Technologies for Concentrated Surface Finishing Process SolGtionApplications 6
4-1. Typical Ion Exchange Capacities for General Resin Types(In milliequivalents per liter, meq/L) 16
4-2. Technologies for Surface Finishing Rinse Applications 21
6-1. General Approaches and Specific Techniques for ImprovingExisting Process Conditions and Practices 29
A-1. Data Requirements for Characterizing Sources and Discharges 33
A-2. Common AZD Benefits ~ 33
A-3. Common AZD Constraints 33
A-4. AZD Alternative Evaluation Criteria 35
A-5. Costs Savings and Benefits for AZD Actions 35
B-1. Installed Capital Cost Ranges for Typical AZD Project Approachand Size Ranges 37
vii

Figures3-1. Diffusion dialysis schematic 7
3-2. Microfiltration system schematic 8
3-3. Membrane electrolysis schematic 10
3-4. Acid sorption system. . 11
3-5. Electrowinning system 12
4-1. Ion exchange system 15
4-2. Reverse osmosis system 17
4-3. Vacuum evaporation system ; 19
4-4. Atmospheric evaporation system 21
viii

1. Introduction
This document provides technical guidance to surfacefinishers, environmental managers and decision makerson control technologies and process-changes forapproaching zero discharge (AZD). AZD is one of the keythemes underlying the Strategic Goals Program (SGP), acooperative effort among the U.S. EnvironmentalProtectionAgency (EPA), the American Electroplaters andSurface Finishers Society, the National Association ofMetal Finishers, and the Metal Finishing SuppliersAssociation to test and promote innovative ideas forimproved environmental management within the metalfinishing industry. For more information on this program,see http://www.strategicgoals.org/
In itsbroadestsense,"zerodischarge" meansno dischargeto any media.More commonly, zero discharge focuses onzero wastewater discharge. This report presentsinformation and strategies for approaching zero dischargefor concentrated process fluids and associatedrinsewaters from surface finishing manufacturing. Thisfocus is intended to minimize discharges of spent and/orunderused process fluids. Specific SGP goals addressedin this report are:
• Improved use of process chemistry (SGP goal is98% metals utilization on product);
• Water use reduction (SGP goal is 50% reduction);and
• Hazardous waste emissions reduction (SGP goalis 50% reduction in metals emissions to air andwater, and 50% reduction in hazardous wastesludge disposal).
The following listprovides a section-by-section overview ofthis report:
Section 2: Systematic AZD PlanningThis section and related Appendix A provide keyconsiderations for planning through implementation of anyAZD project.Without systematic planning and appropriateimplementation, an AZD project can fail or fall short ofoverall potential. The techniques and technologiespresentedin Sections3 through 6 should be pursuedwithina systematic framework. Specific approaches within thesegeneral categories may be used independently or incombination to meet specific AZD goals.
1
Section 3: Process Solution Purification and RecoveryTechnologiesThis section presents technologies for in-plant purificationand maintenance of surface finishing process solutionsand rinses. Pursuing this approach results in reduceddischarges through improved use of process solutions.
Section 4: Rinse Purification orConcentrate RecoveryTechnologiesThis section presents technologies for purificationof rinsesfor recycling to surface finishing processes. Pursuing thisapproach can result in a combination of improved use ofprocess solutions and water.
Section 5: Alternative Surface Finishing Processesand CoatingsSection 5 advances alternative surface finishingprocesses and coatings. Most of the alternative surfacefinishing processes and coatings can result in substantialreductions in discharges compared to traditionalprocesses.
Section 6: Improving Existing Process Conditions andPracticesThis section presents techniques for modifying existingprocess operations and plant practices. Reduceddischarges can result in modifications that provide forbetter process optimlzation.
Section 7: Conclusions
Section 8: References
Appendix A: SystematicApproach for DevelopingAZDAlternativesThis is a supplement to Section 2 that presents asystematicmethodto guidethe identification,development,and implementation of AZD actions.
Appendix B: Installed CostsThis appendix provides installed cost information.
Table 1-1 provides a topical section cross reference.

Tabla 1·1 Sectionlfoplc References from Section 8
sactton Topic References
Section 2 Systematic 9, 14, 15AZO Planning
Section 3 Process Solution Purificationand Recovery Technologies
• Ion Exchange 2,3,4,5,6,7,9,10
• Reverse Osmosis 2,3,4,5,6,9
• Vacuum Evaporation 2,3,4,5,7
• Atmospheric 3,4,6,7,9,17Evaporation
Electrodeionlzation 5
Electrodialysis 3,4,5,9,17
Electrowinning 3,6,9
Nanofiltration 5,9
Polymer Filtration 4,5
• Ultrafiltration 3,4,5,6,9
Section 4 Rinse Purification 11, 12, 18or ConcentrateRecovery Technologies
Section 5 Alternative 1,2,4,5,13,15,16,17,Surface Rnishing 19Processes and Coatings
Section 6 Improving Existing 1,2,9Process Conditionsand Practices
Section 7 Conclusions 1,6,9
Appendix A Systematic 6,9,14,15Engineering Approach
Appendix B Installed Costs 1,5,7,8,9,10,17
2

2 Systematic AZD Planning
SystematicAZOsolutions can be developed by integratingholisticsource reductionplanning, includingconsiderationsfor multiple sources, composite solutions, and life cycleprocess and facility optimization. Nine key considerationsfor systematic AZO planning are:
1. Is the AZD target a fixed endpoint or anoptimization point?
The type of AZD target frames the overall AZDoptions and the planning approach. A fixedendpointcould be below or beyond the most costeffective (optimal) AZD target. For example,assume that for a particular wastewater stream,the mostcost-effective (lifecycle) approach wouldbe to use single-stage reverse osmosis to recyclewaterand reducewastewater by 80%.A less-thanoptimal AZD target might be to pursue a 50%reduction goal, and a Beyond-optimal AZD targetmight be to pursue a 90% or 100% wastewaterreduction goal. These endpoint goals may bebased on specific drivers or constraints, such ascost. As zero discharge is approached, the costsfor incrementaldischarge reductions can increasesignificantly in proportion to the benefits achieved.
2. Whattradeoffs arethere betweenpoint sourceandmore combined reduction strategies?
Point source AZD strategies involve the use ofbath or rinse purification systems for individualtanks or sources. Alternative strategies mightinclude combining compatible streams fromdifferent processes for purification/recovery. Thiscould include use of single fixed location recoverysystems (e.g., centralized reverse osmosis/ionexchange for recycling rinsewaters from severalprocess lines). Another combined strategy wouldbe to use a mobile system to perform intermittentpurification/recovery ofseveraIpoint sources. Forexample,a single mobile diffusion dialysis systemmight be used to purify/recycle several differentacid baths. Combined strategies may be morecost-effective, due to economy of scale, unlessthere are substantially increased plant interfacerequirements. Point source systems may offermore flexibility, redundancy, and reliability.
3
3. What tradeoffs are there between up-the-pipepollution prevention and end-of-pipe pollutioncontrol?
Up-the-pipe systems can reduce end-of-pipesystem requirements. For example, bathpurification and water recycling can combine toreducewastewatertreatment systemcontaminantloading and hydraulic sizing. In-plant systemsmay also produce byproducts requiring wastetreatment or management.
4. What combination of technology, technique andsubstitution would provide the best overallsolution?
Sections 3, 4, 5, and 6 present a range oftechnologies, techniques and processsubstitutionstrategies for AZD.lntegrated approaches shouldbe considered as potential improvements oversingle-approach solutions.
5. What future production and facility scenariosshould be considered?
AZD solutions should consider overall life cycleand future production and facility needs. Potentialfuture requirements may lead to modified AZDalternatives, or more allowances for change.Defining future scenarios may lead to specificphased implementation plans, or decisions toaccelerate/delay plans for facility renovation.
6. Are AZD solutions well defined?
Whether dealing with a single-point source, multiprocess or overall facility alternatives, allsignificant impacts should be identified andimplemented to define requirements for acomprehensive AZD solution. Those includeprocess byproducts, cross-media impacts, plantinterface and utility requirements, operations andmaintenance requirements. A particularapproachmay be ableto meet the primary AZD performancerequirement (e.g., 90% acid reuse) but maypresent implementationproblems causedby otheraspects (air discharge requiring ventilationsystem, permitting, etc).Comprehensivedefinition

of AZD alternatives is important to identifybarriersto implementation.
7. Howdoesthe surface finishing process chemistrychangewith production?
One key dimension is understanding thechemistry for each process step and how thechemistry changes during production cycles,including:
• transfer or transformation of processchemicals rendering them unavailable forproductionand
• generation of contaminants that reduce theuseful life of process chemicals.
4
Changes inprocess chemistry can necessitatethe needtopurchase fresh or make-up process bath chemicals.Similarly, the increased volume of waste process bathsand rinses requiring treatment results in more wastetreatmentchemicalsandcorrespondingincreasesinwastegenerated.
8. What opportunities are there to use existingsystems? New systems? .
Enhancements to existing systems may producesignificant benefits at low cost and overall effort.Additional capital for new systems may result inoverall net beneficial gains in capacity,productivity, reduced wastes, automation, andspace. Beneficial process changes may alsoresultfrom eliminatingor consolidating processes.

3. Process Solution Purification and Recovery Technologies
Purification of surface finishing process solutions allowsfor extended use of bath chemistries while reducing wastesand chemical purchases. Without solution purification,process cycle times often increase over time as the resultof increased contaminant loading and decreased free acidor alkali concentrations. This is especially true of stripping,pickling, etching and cleaning process solutions. Processcontaminants are normally controlled through periodicsolution dumps and drag-out. Continuous, steady-statebath maintenance can result in more constant productionrates and quality.
This section presents technology descriptions, applicationsand limitations, secondary waste stream identification, andsystem components and configurations for five processsolution purification technologies in surface finishingapplications:
1.. Diffusion dialysis
2. Microfiltration
3. Membrane electrolysis
4. Acid (resin) sorption
5. Electrowinninq
In addition, Table 3-1 features eight technologies,considered to show promise for limited surface finishingprocess solution applications:
1. Adsorption filtration
2. Crystallization
3. Electrodialysis
4. Ion exchange
5. Liquid ion exchange
6. Nanofiltration
7. Ultrafiltration
8. Vacuum evaporation
5
3.1 DiffusionDialysisDiffusion dialysis is a membrane separation process thattypically uses an anionic exchange membrane to transportacid anions and protons from waste acid solutions intodeionized water streams. This process recovers useable''free'' acid commonly wasted when metals contaminantbuildup levels exceed processing criteria. Consequently,the resultant acid bath is dumped. Such wasted free acidconsumes significant quantities of neutralization chemicalsand must be replaced in the process. Free acid readilydiffuses across the membrane in proportion to aconcentration gradient. Metal cations diffuse at a muchslower rate due to their positive charge and the negativecharge functionality of the anionic exchange membrane.Typical acid recovery rates are 80-95% and typical metalrejection rates are 60-95%-.
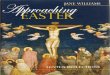
Diffusion dialysis separations use a membrane consistingof a series of alternating anion exchange membranes andseparators that form countercurrent fluid distribution paths.Contaminated acid (feed) enters on one side and deionized(01) water is fed via countercurrent on the other side.Concentration gradients exist across the membranes. Freeacid is transported from the waste acid into thecountercurrent DI water stream via diffusion. Metals in thefeed liquor are rejected by the membrane to a large extent,and are removed in the waste stream (retentate) for metalrecovery ortreatment. Free acid is collected in the 01water(dialysate) for acid recovery.Typically, the feed and exitstream flow rates are approximately equal. Figure 3-1shows the basic function of diffusion dialysis.
The concentration of recovered acid will normally be lowerthan that of the feed acid, and make-up acid must be addedto bring the concentration up to the process level.When thefeed has a significant salt concentration, the concentrationof recovered acid can exceed the concentration of the feedacid.
For diffusion dialysis processing, an increase in membranearea per unit of acid flow increases the acid recovery rate.Ifthe flow rate of 01water increases, the acid recycling rateincreases and the recycled acid concentration decreases.
3.1.1 ApplicationsDiffusion dialysis isa purification/recycling technology thatcan be used to maintain or reclaim spent or contaminatedacids where acid concentrations are greater than 3% by

Table 3·1. Technologies for Concentrated Surface Finishing Process Solution Applications
Technology
Adsorpllon Filtration
Crystallization
Electrodialysis
L1quldJllquld IonExchange
Ion Exchange
Nanofiltrallon
Ultrafiltrallon
VacuumEvaporallon
Description
Granulated polypropylene felt or otherlipophilic filter media is placed in filterhousings and used for removal of oilsby adsorption.
Various evaporation and cooling systemsare used to bring solutions to a supersaturation point where solid crystalsform and can be separated fromsolution.
Anions and cations are removed fromsolullons with an applied electric field incells with alternating anion- andcation-permeable membranes.
Ionic contaminants are removed fromprocess solutions into immiscibleprimary liquid extraction solutions.Secondary liquid extraction solutionsare used to remove the contaminantsand to regenerate the primary extractionsolution.
Ions In solution are selectively removedby exchanging positions with resinfunctional groups.
Membrane filtration manufactured forlarger size rejection (rejects moleculeslarger than 0.001 to-0.008 microns)than reverse osmosis, Preferentiallyrejects some larger ions and passesothers.
Membrane filtration process thatpasses ions and rejects macromolecules(0.005 to 0.1 micron).
Reduced pressure and elevatedtemperature combine to separateconstituents with relatively highvolatility from constituents with lowervolatility.
6
Status
Emerging
Commercialtechnology;limited surfacefinishingapplications
Commercialtechnology;limited surfacefinishingapplications
Commercialtechnology;limited surfacefinishingapplications
Commercialtechnology;commonlyused in surfacefinishing rinse waterapplications
Limited concentratedsolution application.
Commercialtechnology;limited surfacefinishingapplications
Commercialtechnology;limited surfacefinishing applications
Commercialtechnology;limited use forsurface finishingconcentrates(more commonlyused for rinseapplications)
Applications and Limitations
Removes mineral oil derivatives fromaqueous cleaning solutions to less than10 ppm range. Beneficial cleanercomponents are not significantlyremoved.
Operates over full pH range and attemperatures up to 200 OF (95°C).
Applicable for some etching or picklingbaths with relatively high metalsconcentrations where control/ed metalsremoval .and recovery are beneficial(e.g., removal and recovery of coppersulfate from peroxide-sulfuric etchsolutions).
Applicable for removal of carbonates tomaintain alkaline and cyanide platingsolutions. Used for acid pickling, aluminumetchant and cyanide/alkaline plating bathmaintenance.
Used for regeneration of spent electrolessnickel baths. Sodium, iron and zinc cationsare removed through a cation membrane.Sulfate and orthophosphite anions areremoved through an anion membrane.
Ammoniacal etch solutions have beenregenerated by removal of copper, with aclosed-loop extraction solution system.
Used in some applications for tramp metalremoval from concentrated processsolutions. A typical application is the removalof iron from chromium plating solutions.Removal by ion exchange is not viable forprocess solutions more concentrated thanion exchange regenerant solutions.Concentrated process solutions may alsodegrade resins.
Used for separation of metals from spentacid solutions, or from reverse osmosisconcentrates for acid purification/recycling.
Removes organics from process solutions.For aqueous cleaners, removes morecontaminants compared to microfiltration,but may also remove significantly more ofthe beneficial cleaner constituents.
Contaminants with lower volatility thanprocess solutions can be evaporated (e.g.,removal of water from an acid solution).Evaporating the process solution.(e.g., aciddistillation) from contaminant phases withhigher volatility can also purify processsolutions. MUltiple stages may be used toincrease separation purity, to reduce energyrequirements, or to accomplish multiplephase separations.

..
Retentate(rejected metals)
-C\ Feed 171 J\.::::J (Contaminated acld)1L.-J
Heatexchanger Filter
Figure 3·1. Diffusion dialysis schematic.
weight. Diffusion dialysis is most typicallyused where contaminant metals concentrationsare less than 1 gram per liter. Surface finishingprocess solutions amenable to the use ofdiffusion dialysis include:
• Hydrochloric acid (Hel) pickle andstrip solutions
• Sulfuricacid (H2S04 ) anodize solutions
• Sulfuric acid pickle and strip solutions
• Nitric acid (HNOs) pickle and stripsolutions
• Nitric acid/hydrofluoric acid (HNOiHF) stainless steel pickling solutions
• Hydrochloric acid/sulfuric acid (HCI/H2S04) aluminum etch solutions
• Methane sulfonic acid (MSA) solutions
3.1.2 LimitationsLimitations in using diffusion dialysis torecover surface finishing process acidsinclude:
• Acids not highly dissociated (e.g.,phosphoric acid) will not diffuseacross the membrane.
• Complexed metal anions (e.g., fluorotitanium anions) can readily diffuseacross the anion exchange membraneand are not efficiently separated fromthe acid.
Metals
/
7
_ DI water-@
Heat exchanger
H+Anions
Dialysate(recovered acid)
• Cooling is typically needed if influent waste acidtemperature exceeds 122 OF (50°C).
• Heating may be needed for low-temperatureinfluent waste acid. A temperature drop of 3.6 OF(2°C) reduces the acid recycling rate byapproximately 1.5%.
• Solvents can cause membrane swelling.
• Strong oxidizing substances (e.g., chromic acid)can cause membrane deterioration.
3.1.3 Secondary Stream(s)The depleted acid waste stream (after diffusion dialysisprocessing) is approximately equal in volumetricflowto thewaste acid influent. Depending on the application-specificacid removal and metals rejection rates, the depleted acidwaste stream (retentate) typically contains 5 to 20% oftheacid and 60 to 95% of the metals from the influent wasteacid stream. This stream is usually sent to wastewatertreatment.
3.1.4 Diffusion Dialysis SystemsTypical diffusion dialysis system components include:
• Membrane stack, including plate and frame,membrane spacers, and special anion exchangemembranes
• Feed and exit stream tanks and pumps
• Process I&C and electrical
• Acid pre-filter (some applications)
• 01 water system (some applications)

Cleaner aqueous purification•
• Removal of oil and grease from process baths
• Wastewater treatment applications (replacesclarification and polishing filters)
3.2.1 ApplicationsMicrofiltration applications include:
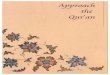
Microfiltration has become a popular process forcontinuous or batch maintenance of aqueous cleaningsolutions. Through proper membrane selection, it ispossible to remove both oily and solid solutioncontaminants selectively from many proprietary industrialcleaners. Chemical suppliers can assist in the selection of,aqueous cleaners and microfiltration membranes tooptimize the separation of contaminants from cleaningagents such as surfactants. . .
The flow velocity parallel to the membrane influences theshearing forces on the particle layer surface. High velocityresults in a constant layer thickness, and a more constantflux. Generally, the higher the tangential velocity, thehigherthe flux. Higherflux resultsina greaterpressuredropin the direction of tangential velocity, and higher energyconsumption. In most cases, temperature increases willresult in a lower viscosity of the liquid to be filtered. Lowerviscosity influences flow through and parallel to themembrane.Temperature changesmaycausecomponentsto be precipitated or dissolved, greatly impacting flux.Increases in bulk stream component concentration causea decrease in flux through the membrane. This effect canvary, depending on the characteristics of the filteredsolution.
8
'I'rFeed Oil! phase conTntrate
Oill
.....................
Permeateto process)"
MicrofilterSolidphase
Solld
Heat exchanger (some applications)•
1. Trans-membrane pressure difference
Figure 3·2. Mlcrofillratlon system schematic.
2. Flow velocity parallel to the membrane
3. Temperature
4. Bulk stream component concentration
rncreasingtrans-membranepressurewill increaseflux untila constant flux point is reached. Increases in trans-
3.2 MicrofiltrationMicrofiltration(MF) is a membrane filtration technology thatuses low applied pressures in the range of 3-50 psi (20 to350 kPa) with pore sizes in the range of 0.02 to 10 micronsto separate relatively large particles in the macromolecularto micro particle size range (approximate molecularweights> 100,000).
Microfiltration is typically configured in a crossflow filtrationpattern, rather than in a conventional, pass throughconfiguration. In the crossflow configuration, the feedsolution flows parallel to the filter media (membrane) andsplits intoa permeate (filtrate) stream, which isthe cleanedsolution that passes through the membrane, and aconcentrate (retentate or reject) stream that contains thecontaminants rejected by the filter membrane. A majorbenefit for the crossflow configuration is that relativelyhigh-solids streams may be filtered without plugging.Figure 3-2 presents a microfiltration system schematic forprocess fluid purification applications.
Four primary operating parameters influence crossflowfiltration performance:
membrane pressure above the constant flux point willresult in a thicker, more compact particle layer at the
Diffusion dialysis systems can be used for batch or filtration surface.continuous flow applications. Small systems are oftenconfigured as mobile units.

• Membranes and housings
The anolyte solution is typically the spent process solutionrequiring regeneration. Contaminant cations are removed
3.2.4 Microfiltration SystemsTypical microfiltration system components include:
• Anionic metal complexes require pretreatmentprior to removal across a cation exchangemembrane.
• Cell with anolyte and catholyte compartment(s)
from the anolyte solution and transferred into the catholytesolution. Anode and cathode reactions occur based on therelative electronegativity and concentration of specific ionsin each solution, as water decomposes.
3.3.2 LimitationsLimitations of membrane electrolysis:
• Special materials of construction and cellconfigurations may be required for processinghighly corrosive fluids.
• Fume collection and treatment may be required ifhazardous gases are generated in electrodereactions.
3.3.1 ApplicationsMembrane electrolysis has been used with chromic acidbased solutions, including chromium plating, chromic acidanodizing, etchants and chromating solutions. Trivalentchromium can be beneficially reoxidized at anodes tohexavalent chrome. Contaminant metals are transportedinto the catholyte. Membrane electrolysis has also beenapplied to various acid-based etchants, stripping andpickling solutions to remove contaminant metals. Multi-cellsystems with special anolyte and/or catholyte solutionshave been used with highly corrosive acids, such as nitricand hydrofluoric, to isolate the electrodes. Membraneelectrolysis can be used on a batch or continuous basis,and is often configured as a mobile unit for smaller pointsource applications.
• Oil, grease and solvents can adversely affectmembranes.
• Suspended solids and precipitates can clogmembranes.
• Operating temperatures are typically limited from60°F to 140°F.
3.3.4 Membrane Electrolysis SystemsTypical membrane electrolysis system componentsinclude:
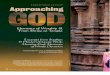
3.3.3 Secondary Stream(s)Contaminant metals are typically transferred from processsolutions into catholyte solutions. The catholyte solution isperiodically replaced. The spent catholyte solution isusually a small percentage of the treated process solutionvolume, and contains concentrated removed metals.Spent catholyte solutions can be processed for metalsrecovery or handled as waste.
9
Membrane cleaning systems (chemical cleaningand/or back pulsing system)
Oil and dense phase contaminant removalsystems (manual or automatic)
•
•
• Working tank (containing process fluid that iscirculated through the microfilter, and zones forlight and dense phase separations)
3.2.3 Secondary Stream(s)The separated oil, grease and dirt from one or moreconcentrated stream phases require waste treatment and/or disposal. The relatively low-density oil phase is usuallyskimmed off. The relatively dense dirt/grease phase isremoved in a separate bottom phase for disposal.
A common configuration for removing cation contaminantsfrom surface finishing process solutions uses a cationspecific membrane coupled with a two-cell compartmentdrawing an electrical potential applied across themembrane. One cell contains an anode with the anolytesolution; the other contains a cathode with the catholytesolution. Figure 3-3 presents a flow schematic for a two-cellmembrane electrolysis system.
3.2.2 LimitationsSince cleaning agents are typically removed along with oil,grease and dirt, the bath must be amenable toreplenishment with make-up chemical additives. Cleanerswith relatively high silicate concentrations are generallyless amenable to purification with microfiltration.Aluminum cleaning solutions are typically not recycled withmicrofiltration due to buildup of dissolved aluminum.Recent advances in membrane technology may extend therange of microfiltration application to silicated cleaners.
3.3 MembraneElectrolysisMembrane electrolysis uses one or more ion-selectivemembranes to separate electrolyte solutions within anelectrolysis cell. The membranes are ion-permeable and
. selective. Cation membranes pass cations such as Cu andAI, but reject anions. Anion membranes pass anions, suchas sulfates and chlorides, but reject cations.
Membrane electrolysis can regenerate process solutionsthrough two primary mechanisms: (1) Selective transfer ofions from the process solution, across the membrane, intoan electrolyte solution and (2) Regenerating oxidationstates/ionic forms of key constituents in the processsolution through electrode electrochemical reactions.

10
Catholytetank
(maintenancesolution)
Periodic waste
!
Should not be used on acids with anioniccomplexes that sorb to the resin, thus reducingacid recovery.
Not applicable for some highly concentratedacids.
Phosphoric and/or sulfuric acid baths for stainlesssteel or aluminum electropolishing
Cation ion exchange acid regenerant solutions
S~lfuric . or nitric acid pickling, etching, orbrlqhtenlnq baths for copper or brass .
Nitric/hydrofluoric acid pickling baths used forprocessing stainless steel
Application-specifictemperaturelimitationsshouldnot be exceeded (e.g., approximately gO°F for
.nitric acid, and up to 160°F for sulfuric orhydrochloric acid).
•
•
•
•
•
•
•
3.4.3 Secondary Stream(s)The acid sorption process recovers only a portion of thefree or unusedacid. Itdoes not recoveranyof thecombinedacid (salt).As a result, approximately 35 to 70% of the totalacid used is incorporated into a waste stream from theprocess andwill requiretreatment. Dependingonthe metalInvolved, treatment will range from conventionalneutralization (pH adjustment with caustic) to metalsremoval (e.g., precipitation).
3.4.2 LimitationsAcid sorption limitations include:
Cationmembrane
:!Catlon
---;-Membraneelectrolysis
(:ell
Am".1
Filter
-IFrom
procest nk
Anolytetank(process
olution
- To -----~process
tank
Feed
Sulfuric acid anodizing baths for aluminum
Sulfuric or hydrochloric acid pickling baths forsteel and galvanized steel .
•
•
•
•
•
•
•
3.4.1 ApplicationsAcid sorption is used to separate dissolved ionic metalcontaminants from acid baths. Applications include:
3.4 Acid (Resin) SorptionAcid (re:sin) s?rption is a technology used primarily forrecovering acids from surface finishing etch and picklesol~tlons. Configured similarly to ion exchange, resins aredesigned to selectively adsorb mineral acids whileexcluding metal salts (adsorption phase). Purified acid isrecovered for reuse when the resin is regenerated withwater (desorption phase). Figure 3-4 shows a generalprocess flow diagram for acid sorption.
Ion exchange membrane(s)
Rectifier, buss bars, and bussing
A.n?lyte and catholyte process tanks, pumps, andpIping systems
Process instrumentation and controls (if needed)
Ventilation systems (if needed)
Me~brane electrolysis systems can be configured asmulti-ceil systems to enhance capacity. Threecompartment cells are used for special applications wherethe electrodes must be isolated from the feed stream. Arange of selective and custom-made electrodes areavailable for removal of special and noble metals.
Figure 3-3. Membrane electrolysis schematic.

. 11
iiI
iRecl~lmed
AcidI!iit
Feed(Spent Acid)
.1
Three basic approaches are used for the electrolyticrecovery of metals: conventional electrowinning, highsurface area and extractive methods.
Conventional electrowinning uses solid cathodes. Therecovered metal is removed in strips or slabs and can besold to a refiner or used in-house as an anode material.Several variations of the conventional electrowinningprocess are available to overcome electrode polarizationand low ion diffusion rates, which reduce recovery rates inlow concentration solutions. This is typically achieved byreducing the thickness of the diffusion layer throuqh :agitation of the solution or through movement of thecathode. Conventional electrolytic recovery units areusually operated on a batch basis.
iII
III
it
II
!IIIi
Recl~lmedAcid
Feed(Spent Acid)
.1~t-+-~---_,L.-----+------.I
Feed and discharge pumps, piping, and tanks
Processautomationfor adsorption and desorptioncycling
Prefiltration
Feed stream cooling
•
•
•
•
• Resin columns with resin
3.4.4 Acid (Resin) Sorption SystemsTypical acid sorption system components include:
01 Water ----------••••---.......- -----------------------..I I
! !! iI +--........
Figure 3-4. Acid sorption system.
Residual AcidWaste
ResinColumns
3.5 ElectrowinningElectrowinning (also called electrolytic metal recovery).isan electroplating process used for recovery or removal of High surface area electrowinning is most often.used inmetals from process solutions. Electrodes are placed in continuous rinsing operations, where low concentrationselectrolytesolutionswith direct current power appliedto the are present. High surface area units extract the metalontocell. Electrochemical reactions occur at the electrode! cathodes made of fibrous material such as carbon.electrolyte interfaces. Cations migrate to and electrons are Passage of a strip solution throuqhthe unitand reversal ofconsumed at the cathode (reduction). Anions migrate to the current regenerate the fiber cathode.and electrons are supplied atthe anode (oxidation). Metal . . .deposition rate is a function of the electrode area current Extractive electrowmnmg methods are used to removesolutionagitationrate,solutionchemistry and temperature: dissolved metals from solution, without regardto recovery.Metals deposited at the cathode are removed by' Extractive methods may include using disposable~echanical orchemicalmeans and are reusedor recycled. cathod~s. Dummy plating, a~ .import~nt form of t~eFigure 3-5 presents a flow schematic for electrowinning. extractive method f?r su~ace flnJs~lng, IS an .electrolytlc
treatment process In which metallic contaminants in asurface finishing solution are either plated out (low-currentdensity electrolysis, LCD) or oxidized (high-current

12
,--------- Recirculatiiunn-II - - - - - - - ----.
ACACACACACA
./
I
• Controlling metal concentrations in electroplating ..solutionapplicationswherethe metalconcentrationincreases over time
• Recovery of metals from spent surface finishingsolutions
• Recovery of metals from ion exchangeregenerants and reverse osmosis concentrates
• Use of low-current density (LCD) dummy plating inthe purification of nickel plating, nickel strikes,copper plating, cadmium plating, and trivalentchromium plating
• Use of electrolysis to oxidize concentratedcyanide solutions
LCD dummy plating can be used in both a continuous andbatch mode. Continuous dummy plating is often practicedin high-build sulfamate nickel plating applications such asaerospace overhaul and .repair operations andelec.troforming. Batch treatment is usually performed intheprocess tank and requires periodic down time. Continuoustreatment is usually performed in a side tank, which shouldbe sized to allow approximately 0.05 ampere-hours pel'
Applications include:
• Acid purification (e.g., sulfuric acid used forcopper wire pickling)
The more noble the metal in solution, the more amenableit is to electrowinning from solution. For example, withadequate agitation, solution conductivity and temperature,gold can be removed from solution down to 10 mg/L usingflat-plate cathodes.
I
C-cathodeA-anode
-~~-I
Figure 3-5. Electrowinning system.
Electrowinning uses insoluble anodes in all cases exceptthe specialized dummy plating previously described.·Anode materials include graphite, lead, lead alloys,stainless steel, and coated (platinum, iridium, rutheniumoxide) titanium, tantalum, tungsten, niobium, andconductive ceramics. Anode material selection is based onanode corrosion, overvoltage characteristics, availableforms and life cycle cost factors. Typical cathode materialsinclude stainless steel, steel, porous carbon, graphite,metallized glass and plastic' beads, and substratesequivalent to the metal being deposited.
3.5.1 ApplicationsElectrowinning is applied to a wide variety of surfacefinishing solutions. Electrolytic recovery works best inconcentrated solutions. In the electroplating industry,metals most commonly recovered by electrowinning areprecious metals, copper, cadmium, zinc, tin and tin /lead.
density/high anode: cathode ratio electrolysis, HCD). LCDdummy plating uses an average current density of 5 ampsper square foot (ASF). Copper and lead are removedpreferentially at 2-4 ASF and zinc and iron at 6-8 ASF.Increasing the overall cathode surface area and currentwhile maintainingthe average current density can increasethe rate of removal. Solution agitation will improve theoverall efficiency of the process.
High-currentdensity (HCD) dummy plating typically refersto the practice of oxidizing trivalent chromium tohexavalent chromium in chromium plating and chromicacid anodizing solutions. It has also been used to gas-offchloride as chlorine. This process requires the use ofanode:cathode ratios of between 10:1 and 30:1. Lead orlead alloy anodesare typically used inthe process. Currentdensities ranging between 100-300 ASF are used. Theoverall cathode and anode areas and current control therate of conversion.

gallon of plating solution. The side tank can normally beconnected into the process filtration loop.
3.5.2 LimitationsChromium is the only commonly plated metal notrecoverable using electrowinning. Nickel recovery isfeasible, yet requires close control of pH. Minimumpractical concentration requirements vary for the specificmetal to be recovered and for cathode type. Systems withflat-plate cathodes operate efficiently with metalconcentrations greater than 1 to 5 giL. For copper and tin,a concentration in the range of 2 to 10 giL is required forhomogeneous metal deposits.
Metals recovery can be difficult to perform for solutions thatcontain chelatedorcomplexed metals, reducing agents, orstabilizers.
3.5.3 Secondary Stream(s)Solutions depleted by electrolytic recovery can often betreated using ion exchange to reconcentrate the ions.Plated-out metals can often be reused or sold as scrapmetal.
3.5.4 Electrowinning SystemsTypical system components include:
13
• Electrowinning tanks
• Electrodes
• Feed pump
• Ventilation system
• Rectifier, buss bars, and bussing
A variety of cell designs is available to provide a range ofvoltage drop, mass transfer, and specific electrode areaproperties. Electrolytic cells that use metal fiber cathodescan recover metals at significantly lower concentrationthan can flat plate cathodes. Many techniques can be usedto improve the hydrodynamic conditions of the cell andforce convection. These include electrolyte agitation,pumped recirculation, rotating electrodes, and fluidizedbeds. As the complexity of the system increases, so docapital cost and operation and maintenance costs.
3.6 Other TechnologiesTable 3-1 (page 6) presents a description of eighttechnologies with relatively limited existing surfacefinishing concentrated process solution applications. Notethat some of these technologies, like ion exchange, areused extensively for rinse water applications.

4. Rinse Purification or Concentrate Recovery Technologies
Purifying and recycling process rinse water reduces wateruse, wastewater generation and contaminant load frominfluent water. Influent water contaminants must beremoved in water pretreatment systems, to prevent entryinto the processes. Purifying and recycling rinse water canimprove process rinsing quality, thereby improvingproduction. In some cases, it is possible to recoverconcentrated solutions during rinse water purification.
This sectionpresents technology descriptions, applicationsand limitations, secondary stream identification, andsystem components and configurations for four keytechnologies for surface finishing rinse water purificationand process solution recovery:
• Ion Exchange
• Reverse Osmosis
• Vacuum Evaporation
• Atmospheric Evaporation
Brief summariesfollow for another six technologies that areeither commercial, with relatively limited existing surfacefinishingconcentrated process solution applications, or areemerging:
• Electrodeionizaton
• Electrodialysis
• Electrowinning
• Nanofiltration
• Polymer Filtration
• Ultrafiltration
4.1 Ion ExchangeIon exchange is a chemical reaction where ions fromsolutions are exchanged for ions attached to chemicallyactive functional groups. on ion exchange resins. Ionexchange resins are typically classified as cationexchange resins or anion exchange resins. Cation resinsusually exchange sodium or hydrogen ions for positivelycharged cations such as nickel, copper and sodium. Anion
resins typically exchange hydroxyl ions for negativelycharged ions such as chromates, sulfates and chlorides.Cation and anion exchangeresins are both produced fromthree-dimensional, organic polymer networks. However,they have different ionizable functional group attachmentsthat provide different ion exchange properties. Ionexchange resins have varying ion-specific selectivities(preferences for removal).
The following chemical equilibrium equation describes acation exchange process:
zR - A + zB+ ~ zR - B + zA+
R - = Resin functional group
A+ = Resin-bound cation
B+ = Water phase cation
z = Number of equivalents
Ion exchange systems typically consist of columns loadedwith ion exchange resin beads. Process solutions arepumped through the columns for treatment. Figure 4-1presents a general flow schematic for ion exchangepurification of rinse water.
Key features of ion exchange column systems:
• Ions are removed in a continuous flow system.
• The ion exchange resins load in the direction offlow until the entire column is loaded.
• Resins can be regenerated, whereby acidicsolutions are typically usedto remove metals fromcation exchange resins, and caustic solutions aretypically used to remove resin-bound salts. Rinsesolutions are used to remove excess regenerationfluids from the columns.
• The linear flow velocity through the resin bedimpacts the ion exchange rate.
The major types of ion exchange resins include:
• Strong acid resins. A typical strong acid resinfunctional group is the sulfonic acid group (SOsH).
14.

·+
Regeneration solutionto reuse or treatment
• Chelating resins. Chelating resins behavesimilarly to weak acid cation resins but exhibit ahigh degree of selectivity for heavy metal cations.One common type of chelating resin isiminodiacetate chelant resin. This resin has twocarboxylic acid functional groups attached to anitrogen atom that is attached to the resinpolymeric structure. The carboxylic acid groupsexchange with different cations, similarto a weakacid resin. However, the nitrogen atom can alsoform a ligand bond with metal cations, therebyadding another cation capture mechanism.Chelating resins are particularly selective for'heavier divalent cations over monovalent ortrivalent cations due to the presence of twodesirably spaced functional groups.
Weak acid (cation) resin selectivity:
The following lists illustrate relative ion-specific selectivitypreferences for common commercial ion exchange resintypes. The ions on each list are ordered from highest tolowest selectivity.
Strong base (anion) resin selectivity:Iodide> Nitrate> Bisulfite> Chloride> Cyanide>Bicarbonate> Hydroxide> Fluoride> Sulfate
Strong acid (cation) resin selectivity:Barium> Lead> Strontium> Calcium> Nickel> Cadmium>Copper> Zinc> Iron> Magnesium> Manganese> Alkalimetals> Hydrogen
15
Regeneration solutionto reuse or treatment
·........._..·...... _- .. ---·i • Base water .Acld;"'ater ··. ·
~ +r '\ I' "
Cation Anionexchange exchange
-, ../ '-f .
Feed ,(rlnsewater) .
• 1 ··
Weak base resins. Weak base resins exhibit amuch higher affinity for hydroxide ions than dostrong base resins and can be regenerated usingsignificantly lower quantities of regenerationreagents. Dissociation of weak base resins isstrongly influenced by solution pH; resin capacityis influencedby pH and has limitedcapacity abovea pH of approximately 7.0.
Strong base resins. A typical strong base resinfunctionalgroup isthe quaternary ammonia group.Strong base resins are highly ionized anionexchangers. The exchange capacity of strongbase resins is relatively constant over specificfunctional pH ranges.
-~---···--····-·---·--·····---·------·-·----·-··--··l
-~ !
Strong acid resins are highly ionized cationexchangers. The exchange capacity of strongacid resins is relatively constant over specificfunctional pH ranges. .
•
• Weak acid resins. A typical weak acid resinfunctional group is a carboxylic acid group(COOH). Weak acid resins exhibit a much higheraffinity for hydrogen ions than do strong acidresins, and can be regenerated using significantlylower quantities of regeneration reagents.Dissociation of weak acid resins is stronglyinfluenced by solution pH. Weak acid resincapacity is influenced by pH and has limitedcapacity below a pH of approximately 6.0.,
•
Figure 4-1. Ion exchange system.

, , I,' I I I, ,
Table 4·1. Typical Ion Exchange Capacities for General ResinTypes (In milliequivaients per liter, meq/L)
Countercurrent regeneration mechanisms can result insignificantly lower chemical use for regeneration as theregenerated zone is always maintained in a "clean"condition. Co-current regeneration requires higherchemical use and/or results in lower initial water quality asthe "regenerated zone" is left in a semi-contaminated statefollowing regeneration.
• Regeneration tanks, pumps and piping
• Process pumps, piping and valves
Depending on the chemical product specification of therecovery process, the regenerant solution can be returneddirectly to the plating tank for reuse, further processed, orthe metals recovered by another technology, such aselectrowinning. The most common applications of thistechnology are in the recovery of copper, nickel andprecious metals.
4.1.3 Secondary Stream(s)Regenerant chemicals can be selected to optimize theproducts derived from the regeneration of ion exchangeresins. Chemicals are selected to produce saltsthat can bedirectly recovered in the treatment process. Metals arerecovered via electrowinning and salts are recovered offsite.
• Ion exchange columns with resin
4.1.2 LimitationsCommon limitations for ion exchange:
• Ion exchange may become impractical for usewith total dissolved solids concentrations above500 ppm, due to the need for frequentregeneration.
• Resins have different effective pH ranges. Forexample, iminodiacetate chelating resin worksbest in a slightly acidic range; selectivity is lowerat higher pH and below a pH of approximately 2.0.
• Oxidants, solvents, organics, oil and grease candegrade resins.
• Suspended solids can clog resin columns.
4.1.4 Ion Exchange SystemsTypical system components include:
exchange columns. Using this configuration, the drag-outtank(s) are followed by an overflow rinse that feeds an ionexchange column. In operation, the drag-out tanks returnthe bulk of the plating chemicals to the plating bath and anion exchange column captures only the residual chemicalload. This reduces the ion exchange system sizerequirement.
16
18004000140016001000
Exchange Capacity (meq/L)Resin Type
Strong Acid (Cation)
Weak Acid (Cation)
Strong Base (Anion)
Weak Base (Anion)
Chelating (Sodium form)
Ion exchange is an excellent technology for recoveringplating chemicals from dilute rinse waters. In the typicalconfiguration, rinsewater containing a dilute concentrationof plating chemicals is passed through an ion exchangecolumn where metalsare removed from the rinsewater andheld by the ion exchange resin. When the capacity of theunit is reached, the resin is regenerated and the metals areconcentrated into a manageable volume of solution.
For conventional chemical recovery processes, systemsare designedwith eithercation or anion beds, dependingonthe charge of the ionic species being recovered. Afterpassing through the column, the treated rinse .water isdischarged to the sewer or undergoes subsequenttreatment. In most cases, rinse water is recycled to theprocess. Such systems include both cation and anioncolumns to completely deionize the rinse water.
Drag-out recovery tanks can be combined' with ionexchange to reduce the required capacity of the ion
4.1.1 ApplicationsIon exchange has been used commercially for many yearsIn water deionization, water softening applications, andwastewatertreatment applications. There are widespreadapplications for rinse water recovery and metals recoveryin the surface finishing industry. The most commonapplications include recovery of copper (from acid coppersolutions), nickel and precious metals from plating rinsewater.
Chelating resin selectivity (aminophosphonic):Lead> Copper> Zinc> Nickel> Cadmium> Cobalt >Calcium> Magnesium> Strontium> Barium> Alkalis
The exchange capacity of typical ion exchange resins canbe expressed in milliequivalent per liter (meq/L = ppm ofions/equivalentweightper liter). Table 4-1 presents typicalexchange capacities for common commercial ionexchange resins.
Chelating resin selectivity (iminodiacetate):Copper> Mercury> Lead> Nickel> Zinc> Cadmium >Cobalt> Iron> Manganese> Calcium> Magnesium>Strontium> Barium> Alkalis
Copper> Lead> Iron> Zinc> Nickel> Cadmium> Calcium>Magnesium> Strontium> Barium> Alkalis

17
Figure 4-2. Reverse osmosis system.
r •• ••••••••••B~y~r~_~.9.~mQ~ll!._........•_.. Permeate
-~------------·T---l-·----~~~----·t.~~~~~~~~~~·.~~.·~-.~·.~·.·.·~~~_·~~~~~~~~::::::::::::::::JT(~~-P!.?~~-~l: : High pressure ! Periodic:cleaning: : pump Concentrate waste
Pe~iodid t tc�eflning.-------.----------------------------.--------------------------_._----------------------.
1 . Per~eate1 re~
~~. (optional)~ ': *- .1 Permeate
Pre-filter iHigh pressure i (to process): pump Concentrate Periodic cleaning waste1 (to reuse or treatment)
L--~__ r~g;c~~----~-:~~~~~:.~~:ring waste
(optional)
The flux is determined by the hydrodynamic permeabilityand the net pressure differential (hydrostatic pressuredifference between feed and permeate minus the osmoticpressure difference) across the membrane. Higherpressure differentials generally result in higher flux rates.The applied pressure is generally between 400 and 800PSI. In some specialized applications, pressures greaterthan 1000 PSI are used. Permeate flux decreases overtime as an RO system is operated and the membranesbecome fouled. Periodic cleaning of the membranerestoresflux. Cleaning should be initiatedwhen a decreaseof 10-15% permeate flow, an increase of 10-15%normalized differential pressure or a decrease of 1-2%rejection is observed.
4.2.1 ApplicationsReverse osmosis is used in the surface finishing industryfor purifying rinsewater and for recovery of chemicals fromrinse waters. It has also been used to purify raw water forthe generationof high-qualitydeionizedwater in rinsingandplating solutions. Figure 4-2 presents a reverse osmosisflow schematic for rinse water applications.
Hejectlon efficiency is specific to each component, and isa function of concentration gradient across the membrane.As the concentration gradient increases, the rejectionefficiency decreases. The leakage of various salts is afunction of the molecule size, ion radius, ion charge and theinteracting forces between the solute and the solvent. Therejection of organic molecules is mainly a function of themolecular weight and size of the molecules.
Reverse osmosis applications involving the separation ofplating chemical drag-out from rinse water have beenapplied mainly to nickel plating operations (sulfamate,fluoborate, Watts and bright nickel). Other commonapplications include copper (acid and cyanide) and acidzinc. Recently, RO has been applied successfully toRejection, which describes the ability of the
membrane to restrict the passage of specificdissolved salts into the permeate
Permeate flux, or the rate at which the permeatepasses through the membrane per unit ofmembranesurface area
•
•
• Prefilters (to remove solids andorganics)
• Process controls (for automated or semi-automated regeneration cycles)
Depending on the application, various combinations ofanion, cation, and mixed-bed (anion/cation) resins may beused.
• Regeneration chemicals and chemical mixsystems
• Recovery, defined as the percentage of the feedthat is converted to permeate
Three importantparameters impact the performance of theROprocess:
4.2 'Reverse OsmosisReverse osmosis (RO) is a membrane separation processthat separates dissolved salts from water using ahydrostatic pressure gradient across a membrane. Anapplied hydrostatic pressure exceeding the osmoticpressure of the feed solution causes water to flow throughthe membrane from the more concentrated feed solutioninto the relatively low-concentration permeate solution.This flow is the reverse of natural osmotic diffusion wherewater would flow from the dilute phase into theconcentrated phase. Dissolved solids are rejected by themembrane surface. Many multi-charged ions can berejected at rates exceeding 99%. Single-charged ionstypically have rejection rates in the range of 90-96%.

chromate rinse water. In the typical configuration, the ROunit is operated in a loopwith the first rinse following plating.The concentrate stream is recycled to the plating bath andthe permeate stream is recycled to the final rinse.
4.2.3 Secondary Stream(s) 'Reverse osmosis concentrate streams can be recycled tothe process, sent to reclamation, or managed as aconc~ntrated waste. Acid, EDTA and alkaline cleaningsolutions are used to clean RO membranes, depending onthe nature of the foulant. These cleaning solutions areresidual wastes that need to be managed.
4.2.4 Reverse Osmosis SystemsTypical system components include:
Process solutions are sensitive to air oxidation.
Alkaline cyanide solutions that build upcarbonates are present (atmospheric evaporatorswould aerate the solution and accelerate the'buildup of carbonates).
Air pollution control is a potential problem (Airdischarge is typically not an issue for vacuumevaporation).
Relatively low evaporation temperatures areneeded to avoid problems with temperaturesensitive products.
•
•
•
•
•
• Applicable feed, pressure, and recycle pumps,valves, and piping
Application-specific flow, level, temperature,conductivity, and pressure instrumentation andcontrols
• Feed and discharge tanks and systems
• Application-specific pretreatment systems (e.g.,cartridge filtration, carbon, pH adjustment,microfiltration, ultrafiltration, nanofiltration)
Selection of the RO membrane type depends on both theapplication andthe plating bath chemistry. RO membranesare most common in spiral-wound or hollow fiberconfigurations. More advanced systems use a disc tubemodular configuration.
Many systems are designed with two or more RO stages.This design feature will allow the concentrate stream fromthe first stage to be passed through a second stage tofurther concentrate the chemicals. The practical limit forplatingchemical concentration is upto 15to 20 giL (or lowerIfcompounds are near their limit for precipitation). In somecases, insufficient surface evaporation in the plating tanklimits direct reuse of the RO concentrate stream. Anevaporator can be used to further concentrate the solutionor to supplement bath evaporation.
4.3.1 ApplicationsVacuum evaporators are used for concentrating andrecovering process solutions and rinses and areparticularly well-suited for specific application~ where:
4.3 Vacuum EvaporationVacuum evaporators distill water from process solutions atreduced . temperatures compared with atmosphericevaporation. Vacuum evaporators work without the needfor an air stream feed or discharge. Vacuum evaporators
, produce a distillate and a concentrate. The distilled wateris typically condensed and recovered as high-quality rinsewater. The concentrate contains process chemistry toreturn to the appropriate process bath. Figure 4-3 providesa process flow schematic for vacuum evaporation.
18
Pressure vessel(s) with application-specificmembrane modules
•
In most applications, the feed solution will have significantosmotic pressure that must be overcome by thehydrostatic pressure. This pressure requirement limits thepractical application of this technology to solutions withtotal dissolved solids concentrations below approximately5000 ppm (with the exception of disc tube applications).
Specific ionic levels in the concentrate must be kept belowthe solubility product points to prevent precipitation andfouling. Ionic species differ with respect to rejectionpercentage. Some ions such as borates exhibit relativelypoor rejection rates for conventional membranes.
4.2.2 LimitationsMembrane performance of all polymer-based membranesdecreases overtime. Permeate flow (flux) and membranerejection performance are reduced. RO membranes aresusceptible to fouling by organics, water hardness, andsuspended solids in the feed stream or materials thatprecipitate during processing. Installing prefilters cancontrol solids in theJeed stream. Changing operationalparameters, such as pH, inhibits precipitation. Oxidizingchemicals like peroxide, chlorine and chromic acid canalso damage polymer membranes. Acid and alkalinesolutions with concentrations greater than .025 molar canalso deteriorate membranes.
Reverse osmosis is commonly used for water treatment(with and without ion exchange) applications requiringproduction of high-quality water from high total dissolvedsolids (TDS)sources. Large-scale wastewater recycling isevolving as an important application for RO in the surfacefinishingindustry.Microfiltration,ultrafiltration,nanofiltrationand reverse osmosis are often used in series to providepretreatment for a range of filtration size separation needsand to maximize performance of the total system.
Specialty membranes are available that offer an extendedpH range (1-13) and greater resistance to oxidizingchemicals.

19
Concentrate(return.to process)
Condensate(distillate)
'-I-_r-Vacuu!!!...source
The second technique is the use of a mechanicalcompressor. These evaporators are similar to single effectunits, except that the vapor released from the boilingsolution is compressed in a mechanical or thermalcompressor. This compressed water vapor condensesyielding latent heat of vaporization, which is used t~evaporate more waterfrom the concentrated liquid.Thesetypes of evaporators can concentrate to about 50%dissolved solids, and evaporative capacities range from200-2400 liters (50-600· gallons) per hour. Vapor
mechanical vapor recompression. Both involve reusingthe heat value contained in the vapor from the separator.
. Multiple-effect evaporators are vacuum evaporators inseries with different boiling points, operated at differentvacuum levels. The solution to be concentrated is fed intothe boiling chamber of the first effect and external heat isintroduced to volatilize the water. The water vapor is thencondensed at a different vacuum level and the energy isused to heat the subsequent vacuum chamber. Energy isused several times in multiple stages. Multiple-effectevaporators are practical for larger scale applications andthose in which high-boiling point elevations make vaporcompression ineffective. These systems can beconfigured so that a final effect can create crystal solids.Increasing the number of effects increases energyefficiency, but also increases the capital cost of thesystem. Optimization involves balancing capital versusoperating costs.
Liquid/vapor
separator
~Fee
Heat.exchanger
Energy costs are high for atmosphericevaporation.
•
Figure 4-3. Vacuum evaporation system.
4.3.4 Vacuum Evaporator SystemsSeveral types of vacuum evaporators are used in thesurface finishing industry: rising film, flash-type, andsubmerged tube. Generally, each consists of a boilingchamber under a vacuum, a liquid/vapor separator and acondensing system. Site-specific conditions and the modeof operation influence the system selection.
Energy for evaporation can be supplied either thermallyor mechanically. Two techniques have been appliedsuccessfully to reduce the steam or electricity demandfor evaporation, multiple-effect evaporation and
4.3.2 LimitationsLimitations associated with vacuum evaporation systemsinclude relativelyhigh capital cost, and application-specificpotential for fouling and separation limitations.
4.3.3 Secondary Stream(s)Vacuum evaporators produce a high-quality condensatethat can be reused as a process rinse and a concentratethat contains the process chemistry to be reused,recycled, or managed as a waste. Potential secondarywaste streams could be generated if there are periodicsystem cleanout requirements to remove foulingcompounds.

recompression evaporators are the highest-capital-costevaporators, but are the most energy efficient.
4.4 Atmospheric EvaporationAtmospheric evaporators use an air stream to strip waterfrom a process solution. The process solution is pumpedthrough the evaporator where it contacts the air streamblown through the evaporator. The humidified air stream isdischargedto the atmosphere.The evaporation chamber isusually filled with a packing material to increase the air-towater evaporation surface. Depending on the processsolution and air conditions, heating the process solutionand/or the air stream may be necessary to achievesufficient evaporation.
4.4.1 ApplicationsAtmosphericevaporatorsare relativelybasic,uncomplicatedlow-capital-cost systems. Atmospheric evaporators areused in conjunction with plating bath rinses to recoverprocess chemistry removed by drag-out. Two basicapproaches where atmospheric evaporators are used tohelp achieve chemical recovery:
• The solution from a heated plating tank is fed toand concentrated by an atmospheric evaporatorand returnedto the platingtank. This increases thequantity of recovery rinse water that can betransferred to the plating tank.
• The recovery rinse water is fed to the evaporator,concentrated, and returned to the plating tank.
Figure 4-4 illustrates a process flow schematic foratmospheric evaporation. One application particularlywellsuited for atmospheric evaporation is drag-out recovery forhard chrome baths, where heat is supplied to theevaporator by the hard chrome bath. This achieves dragout recovery and removes excess heat from a high-
•amperage plating bath.
4.4.2 LimitationsAtmospheric evaporationsystems have several limitations:
• When the feed process stream and/or air streamneeds to be heated, atmospheric evaporatorstypically have a high energy use.
• The discharge air stream may require treatment toavoid discharge of hazardous substances.
• In some applications, there is a risk ofoverconcentration and fouling the evaporator dueto salting-out.
• Surfactants or wetters used in plating baths cancause foaming problems in the evaporator.
• Some bath constituents may be susceptible toheat degradation or may be oxidized by exposureto air.
• Aeration of the process solutions can causecarbonates to build up.
• Recovery results vary depending on changingprocess conditions and air stream conditions.
4.4.3 Secondary Stream(s)Humidified air streams are vented from atmosphericevaporators. These streams may present air emissionproblems.
4.4.4 Atmospheric Evaporation SystemsCommon atmospheric evaporator system componentsinclude:
• Process solution feed pump
• Blower to draw air into and move through theevaporator with sufficient exit velocity
• Heat source
• Evaporation chamber in which the water and aircan be mixed
• Mist eliminatorto remove any entrained liquidfromthe exit air stream
Typical commercial units have evaporation rates of 10 to30 gph, depending on the size of the unit and.operatingconditions (e.g., solution temperature). For largerapplications, multiple atmospheric evaporators are used inparallel.
4.5 Other TechnologiesTable 4-2 presents comments for six technologies that arecommercial technologies with relatively limited surfacefinishing rinse applications, or that are I emergingtechnologies:
20

rliquid!vapor
to atmosphere
Figure 4-4. Atmospheric evaporation system.
Applications and Limitations
Effective for relatively high-purity waterpurificationlrecovery applications, includingpolishing treatment of reverse osmosispermeate to meet processrinse purity requirements.
Electrodialysis has-been used in the surfacefinishing industry to recover nickel salts fromrinse water.
Electrolytic cells that use a metal fibercathode have demonstrated the ability toremove less-noble metals, such as copperand cadmium, from recirculated rinses toconcentrations in the range of 10 to 50 mg/L.
High-surface-area units are used to recovermetals from cyanide-based plating processrinses (e.g., cadmium, copper, zinc, andbrass). These units remove metal ions tolow concentrations and also oxidize thecyanide in the rinse water.
Recovery of metals and water recycle forrinse waters.
Selective metals removal from rinse waters.
Removal of oils, colloidal silica, particles, andproteins from rinse waters for reclamation.
Commercialtechnology;limited surfacefinishing applications.
Commercialtechnology;widely used forremoval of metalsfrom surface finishingconcentrated solution;limited applicationsfor rinses.
Commercialtechnology:limited surfacefinishing applications.
Status
Commercialtechnology;limited surfacefinishing applications.
Emerging
Commercialtechnology;limited surfacefinishing applications.
"" liquid!"" vaporseparator
T> ambi ntP< ambie t
21
Concentrate(return.to process)
~Fee
Heatexchanger
Inlet ~O.-Air-~ .
Description
Ions are removed using conventional ionexchange resins. An electric current isused to continuously regenerate theresin (instead of regeneration chemicals).
Anions and cations are removed fromsolutions with an applied electric field incells with alternating anion- and cationpermeable membranes.
Electrodes are placed in solutions,and direct current power is applied.Electrochemical reactions occur atthe electrode/electrolyte interfaces.Cations migrate to, and.electronsare consumed at the cathode (reduction).Anions migrate to, and electrons aresupplied at the anode (oxidation).
Membrane filtration that operates atlarger pore sizes (rejects moleculeslarger than 0.001 to 0.08 microns),and .Iower typical pressure (50 to 400 psi)than reverse osmosis. Preferentially rejectssome ions and passes others.
Chelating, water soluble polymersselectively bind target metals in aqueousstreams.
Membrane filtration process that passesions and rejects macromolecules(0.005 to 0.1 micron).
Table 4-2. Technologies for Surface Finishing Rinse Applications
Technology
Electrodeionization
Electrodialysis
Electrowinning
Nanofiltration
Polymer Filtration
Ultrafiltration

5. Alternative Surface Finishing Processes and Coatings
Process substitution is a form of process optimization,where environmentally cleaner process alternativesreplace existing processes in part or in vyhole. Proce~s
substitution, however, will not automatically result mcleaner manufacturing.Inassessing alternativeprocesses,the first step is to review existing processe~ foropportunities to optimize those processes. ~daptatlon ofnew processes is generally desirable when Impl~mentedon a progressive basis, but ca~ often. fall whenimplemented without careful plannmg basis. Processchange can be complicated and deserves carefulevaluation. New processes may present unexpectedproblems that are relatively difficult to manage comparedto known problems with existing processes.
Successful process substitution requires well-definedgoals. This involves identifying the drivers which impactthe manufacturing process. Too often, processsubstitution is begun prematurely without a clearunderstanding of the drivers and constraints.
One common misconception is that toxic use reduction(TUR) and toxic waste reduction (TWR) are synonymous.TUR may require process change; whereas, T~R oftenfavors process optimization. Toxic use reduction has aprimary goal of reducing the amount a! hazardous ~awmaterialsused.This goal can be accomplished by avar!etyof methods that follow substitution, reuse and recycling.Toxic waste reduction seeks to reduce hazardous wastegeneration by optimizing the existing process, rather thana wholesale process substitution. Both technlques ~an
result in more efficient processes by incorporatingrecovery and/or recycling options.
Another common misconception in process substitution isthat substitute technologies must embody all of thefinished surface properties ofthe existing finished surface.Alternatives should possess the properties critical to thatapplication. The application should ~e assessed t?determinecriticaland non-critical properties. The resultWillbe a wider range of possible alternatives.
A third common misconception is that alternatives mustbeuniversal. There are rarely any universal substitutes.Instead, several alternatives may be required to satisfy arange of applications.
5.1 Process Engineering andRe-engineering
Process engineering and re-engineering costs andsuccess can be impacted by a variety of factors, includingchronology. Mature processes are often significantlyconstrainedby product specifications and the expectedlifeof the process. A process that will be phased out within afew years will undoubtedly receive littlenew investmentforengineering or capital. Many m~ture processes a.re ~Isoconstrained by risk factors. A failure of a new coatmg majet engine can result in human tragedy. Process changescan require significant testing and associated costs.
How changes impact overall product and process flow isalso an important consideration. Manufacturing flow isbecoming more cellular and this results in the addition ofmultiple smaller-scale wet processes to support themanufacturing cells. Key questions to cons~der for overallimpacts:
• How will new process(es} affect manufacturingflow?
• How will the new process(es) fit into the overallfacility?
5.2 Surface Finishing PropertiesFinished surface properties and variability with diffe~entprocess factors are important to evaluate to considersubstitute processes. Decorative and functional propertiesare affected by key process parameters such as solutionconcentration, bath additives, bath temperature, andcurrent density. Careful consideration of these parametersin the context of process substitution or optimization is keyto successful process change. Coating adhesion, preprocessing requirements, and plating characteristics overa ra,nge of operating parameters all can vary for a processsubstitution.
Questions to consider for potential substitutions include:
• How will processing times be affected?
• Are different pre-processing steps required?
• How will the pre-processing treatment stepsaffectthe substrate?
22
I l, rl I I I I' !

• Will additional procedures, such as grinding. orcoating, be required to achieve the final surfacerequirements?
5.3 Surface EngineeringSurface finishing is an integrated system. Surfaceengineeringthat considersthe entireproductmanufacturingcycle will result in much greater choices and efficiency.Successful process change is the product of a logicalevaluation of notonly the immediate process, but also howthis process fits into the scheme of the entiremanufacturing picture.
5.4 Surface Finishing CostsOverall costs to produce a finished surface determine theefficacy of a process substitution. Coatings are generallyapplied to reduce net product cost and/or enhance productproperties. Copper-plated aluminum may be used insteadof solid copper to reduce cost or weight. In manyapplications, both the substrate and the coating are criticalto the application.The substrate provides material strengthor other properties, while the coating provides corrosionresistance or cosmetic appeal. Polished stainless steel isoften used in place of chromium-plated trim. Chromiumplated plastic may be a viable lower-cost alternative tostainless steel.
5.5 Alternative Coatings and ProcessesThere isawide rangeof alternative processes and coatingsavailable. Someare common surface finishing techniquesin which the range of application is being expanded bysubtle change. Others are newer solutions that haveapplicability in specific situations, such as vacuum andthermal spray techniques. Alternative coatings andprocesses include:
1) Alternative Electroplated and Electroless Coatings
2) Anodizing
3) Organic Coatings
4) Vapor Deposition
5) Thermal Spray
6) Hardfacing
7) Porcelain Enameling
8) Metal Cladding and Bonding
9) Alternative Substrates
10) Alternative Substrate Treatments
11) Alternative Surface Preparation
12) Alternative Stripping Processes
13) Alternative Pickling and Descaling
14) Alternative Etching
15) Alternative Cleaning
16) Forming and Fabrication
5.5.1 Alternative Electroplated andElectroless Coatings
Much process change is focused on alloy platingtechniques. For some applications, alloy plating canreplace chromium, cadmium and other metals. Thesesolutions require more attentive control and are typicallymore difficult to recover from rinse streams, primarily dueto the selectivity of recovery processes for specific atomicspecies. The control and recovery factors, if not properlyhandled, can lead to increases in labor, processing timesand product defects.
Alloy plating processes include nickel/tungsten/boron, tintnickel, tin/zinc, zinc/nickel, copper/tin/zinc, and zinc/cobalt alloys. Nickel composite processes are important inapplications requiring lubrlclty and/or wear resistance.Aluminum electroplating has replaced cadmium in someapplications.Zinc and cadmium (cyanideandnon-cyanide)are the most important sacrificial .coatings available.Copper (cyanide and non-cyanide) plating is ubiquitous.Trivalent chromium has replaced hexavalent chromium inmany decorative plating applications and is becomingmore important in functional applications: Nonchromateconversion coatings are evolving rapidly, and in somecases offer better performance than chromates. Silver(cyanide and non-cyanide), tin and lead-free tin-alloyplating alternatives have also been developed and aregaining acceptance in some applications. Electrolessalternatives include nickel, copper, gold, silver, cobalt,platinum,palladium, ruthenium, and palladium, ruthenium,rhodium, and iridium alloys. Hot dipping processes includezinc, aluminum; tin and lead. Mechanical platingprocesses include zinc, cadmium, zinc/cadmium, tintcadmium, tin, copper, and lead.
5.5.2 Anodizing.For many years, sulfuric acid anodizing and chromic acidanodizing have been used widely in industry. One of themain benefits of chromic acid anodizing is that residue inlap joints or blind holes is not corrosive to the part.However, in this age of strict specifications, the stainingthese residues cause leads to rejection on a cosmeticbasis. In addition, the residue represents lost materialvaluable to the process. Coupled with risk from its healthhazards, chromic acid anodizing is declining. In manyapplications it can be replaced by sulfuric/boric acidanodizing.
Other alternative anodizing processes include sulfuric,sulfuric/oxalic, sulfuric/boric, phosphoric, oxalic, sulfamic(NH2SOPH), malonic (CH2(COOH)2)' and mellitic
23

(C6(COOH}6) chemistries and numerous variations thereofwith special additives.
5.5.3 Organic CoatingsOrganic coatings have always been an alternative toelectroplating, and recent formulations and applicationmethods have increased the substitution of organiccoatings for traditional electroplating applications. Higherefficiency coating techniques, such as powder coating andelectrocoating, have made organic coatings veryattractive. In addition, many solvent systems thateliminate the traditional VOCs are appearing. Somedrawbacks occurwith two-part epoxy finishes, due to theirlimited application times, ("pot life") after mixing. Anotherdifficulty that can arise, particularly with thermal curecoatings, is a loss of viscosity priorto final cure. This effectcan result in non-uniformcoatings. Sometimes, partialcurecan reduce this effect. Many of the more efficient coatingtechniques are capital-intensive for equipment. Sincenewer coatings are quite expensive, it is easier to justifyequipment on the basis of savings these improvementsyield. Organic finishing can produce bright, metalliclookingcoatings,as well as avariety of colors and textures.
Coatingtechniques include spray coating, powder coating,electrocoating,autodepositionand dip processes. Organiccoatings are made up of polymers or binders, solvents,pigments and additives. Polymers or binders includenatural oils, alkyds, polyesters, aminoplast resins,phenolic resins, polyurethane resins, epoxy resins, siliconresins, acrylic resins, vinyl resins, cellulosics andfluorocarbons. Pigments are classified as colored, white,metallic and functional. Solvents·are classified as activesolvents, dilutants and thinners. Additives includesurtactants, colloids, thickeners, biocides, fungicides,freeze/thaw stabilizers, coalescing agents, defoamers,plasticizers, flattening agents, flow modifiers, stabilizers,catalysts and anti-skinning agents. Organic coatingsrequirecarefulscreening to optimize life cycle cost factors.
5.5.4 Vapor DepositionVapor deposition offers finishing alternatives in somespecific and ever- expanding applications. The equipmentused is relatively expensive, can require high-leveloperators and is sensitive to contamination. Vapordeposition is, generally, a high-vacuum process. Thesystems are sensitive to humidity, often require controlledenvironments and are vented with dry nitrogen orcompressed air. Some cycle times are quite short, whileothers can take several hours.
In a typical vapor deposition system, two or more stagesof vacuumpumping are required (rough and highvacuum).Mechanical roughing pumps can achieve pressures of 10100 to millitorr (760 torr = atmospheric pressure). Highvacuum pumps can achieve pressures in the range of10.5-10.8 torr. These systems operate by isolating thevacuum chamber from the pumps, enabling the parts to behandled without complete system shutdown. A typicaloperating cycle involves set-up, rough pumping, high-
vacuum pumping,coating,venting and part removal.Cycletlmes can be as short as a few minutes or may requireseveral hours. Internal systems to coat the parts varydepending on the coating material and performancerequirements. There are three basic types of vapordeposition systems: chemical vapor deposition, physicalvapor deposition, and ion vapor deposition.
Chemical vapor deposition (CVD) is a heat-activatedprocess that relies on the reaction of gaseous chemicalcompounds with heated and suitably prepared substrates.The CVD process can produce a variety of high-density,high-strength, and high-purity coatings. The process hasexceptionalthrowing power, and complexcomponentscanbe coated successfully. Most materials readilyelectroplated are not suitable for CVD because thesemetals are not normally available as CVD-compatiblehalide salts.
In CVD, an inert gas is bled into the system after pumpdown, to a few torr of pressure. A high voltage is applied tothe gas to create a reactive plasma. Depending on thematerialused for coating, it may be evaporateddirectlyandthen ionized in the plasma, or ions may combine with asecond gas (oxygen or nitrogen, for example) andmolecules will cool and crystallize upon striking the partsurface. The compound formation reaction usuallyoccursin the plasma. Plasmas are very energetic, and care mustbe exercised to prevent overheating the parts. Typicalcoatings include refractory compounds and refractorymetals.
Physical vapor deposition (PVD) uses similar equipmentand operating procedures. PVDdescribes a broad class ofvacuum coating processes, wherein material is physicallyemitted from a source by evaporation or sputtering,transmitted through a vacuum or partial vacuum by theenergy of the vapor particles, and condensed as a film ona substrate. Chemical compounds are deposited byselecting an equivalent source or by reacting the vaporparticles with an appropriate gas. Three primarycharacteristics of all PVD processes are: sourcegenerated coating emissions, vapor transport through avacuum, and condensation on a substrate.
The PVD process is generally limited to thinner coatings of1-200 microns. Fixturing is critical because the process is"line-of-sight." Stationary, rotary and rotary with planetarymotion fixtures are used to produce uniform coatings oncomplex parts. The process is capable of producing
. coatings with extraordinary decorative and functionalproperties.
Ionvapor deposition (IVD) was originally developed as anion plating process for aluminum. The properties of IVDaluminum coatings are nearly identical to aluminum. TheIVD process takes place in an evacuated chamber wherean inert gas is added to raise the pressure of the chamber.The gas (typically argon) becomes ionized when a highnegative potential is applied to the parts to be coated. The
24

positively charged ions bombard the negatively chargedparts and provide final cleaning. Aluminum or other metalsare melted and vaporized in the chamber, and some metalvapor is ionized, coating the parts. The IVD processproduces dense, highly adherent and uniform coatings overcomplex parts. Hydrogen embrittlement is not a factor. IVDeliminates solid-metal embrittlement of titanium and doesnot reduce the fatigue strength of aluminum.
Other more specialized vapor deposition processes arevacuum metallizing and sputtering. Vacuum metallizing
. consists of evaporating a metal or metal compound at hightemperature in an evacuated chamber. The vaporcondenses on a substrate in the chamber, at a relativelylow temperature. Vacuum metallized coatings are typicallyvery thin, 0.2-20 microinches. Decorative products aretypically coated with protective organic topcoats. Inprinciple, virtually all metal and metal compounds can bedeposited as coatings. In practice, the process has beengenerally limited to aluminum, selenium, cadmium, siliconmonoxide, silver, copper, gold, chromium, nickelchromium, palladium, titanium and magnesium fluoride.
Sputtering is a specialized PVD process. Virtually allmetals and compounds can be sputter-coated. Thistechnique generates an energetic particle that strikes atarget of the coating material, ejecting a molecule thatstrikes and cools on the part. Sputtering is very much a"Iine-of-sight" process and has difficulty coating surfacesperpendicular to the target plane. Coatings are generallythin (angstroms to microns), although thicknesses greaterthan 25 microns are possible. A variety of PVD processesexist, including:
• Diode and triode sputtering
• Planar and cylindrical magnetron sputtering
• Direct current (DC) and radio frequency (RF)sputtering
• Electron beam evaporation
• Arc evaporation
5.5.5 Thermal SprayThermal spray is a process that deposits a molten andsemi-molten matrix, including metals, metal alloys andceramics on substrate materials. The process does notnormally change the mechanical. properties of thesubstrate. Spray materials can be in the form of rod, wire,cord or powders. Materials are heated to a molten or semimolten state and then atomized or projected onto the targetsubstrate. Heating is accomplished by a variety of means.As sprayed particles strike the substrate, they flatten andform thin platelets.
Coating techniques include flame spray, high-velocity oxy/fuel (HVOF), electric arc, plasma spray, and detonationgun. A wide range of coating compositions is possible with
thermal spray. Substrate heating is normally minimal.Surface preparation is usually limited to cleaning androughening. Masking and fixturing are important foreffective coating. Fixtures become coated during theprocess and will require frequent stripping, using strongacids to maintain the fixtures. Thermal spray is a line-ofsight process and coating of complex components can bedifficult. Automation of the process with robots orspecialized machinery is almost always required for aquality coating. Post-coating finishing, such as grinding, isusually required to obtain desired surface finish becausethe as-sprayed surface finish is often rough.
5.5.6 HardfacingHardfacing produces a buildup of material inspecific areasto improve wear resistance or to reclaim worn parts.Mechanical finishing techniques such as grinding,polishing and lapping may be required to achieve thedesired work surface. Hardfacing materials are generallyapplied by a variety of welding methods. Very thick layerscan be built up with manual or automated equipment.Thermal spray and hardfacing coatings include tungstencarbide, high chromium irons, martensitic alloy irons,austenitic alloy irons, martensitic, semi-austenitic andpearlitic steels, chromium-tungsten alloys, chromiummolybdenum alloys, nickel-chromium alloys, chromiumcobalt-tungsten alloys, nickel-based alloys, andcopper-based alloys.
5.5.7 Porcelain EnamelingPorcelain enamels are highly durable, alkaliborosilicateglass coatings bonded by fusion to a variety of metalsubstrates at temperatures above 800°F. Porcelainenamels differ from otherceramics by their predominantlyvitreous nature. Porcelain enamels have good chemicalresistance, good corrosion protection, good heatresistance, reasonably good abrasion resistance and gooddecorative properties. Porcelain enameling is commonlyapplied to food processing equipment, cooking and servingutensils, jet engine components, induction heating coils,transformer cases, mufflers, home appliances, andarchitectural materials.
5.5.8 Metal Cladding and BondingMetal cladding and bonding applications include stainlesssteel (SS) to copper and aluminum cookware, titanium andSS to copper and aluminum buss bars, electroplatedplastic to aluminum and steel automotive components.
5.6 Alternative SubstratesAlternative substrates can replace many coatings.Stainless steel is commonly substituted for chromiumplated steel. Copper replaces copper-plated aluminum.Anodized aluminum replaces chromium-plated steel insome applications. As the -environmental costs ofmanufacturing processes are considered inoverall productcost, more-expensive materials can often be jUstified.
Alternative substrates include stainless steel, copper andcopper alloys, aluminum and magnesium, titanium,
25

26
tungsten and molybdenum, superalloys, plastics,composites, and powdered metals.
5.6.1 Alternative Substrate TreatmentsAlternative substrate treatments can be used to extend theapplication range of coated and uncoated substrates.Many substrate treatments are available including vacuumimpregnation, heat treatment, ion implantation, laserhardening,carburizing,electron-beam hardening, nitriding,flame hardening, carbonitriding, boronizing, chromizing,induction hardening and high-frequency resistancehardening. With the exception of vacuum impregnationthese treatments usually convert the surface structure ofthe metal substrate by the addition of small amounts ofvarious elements at elevated temperatures. The crystalstructure of the surface is altered and the new surfaceprovides additional hardness, wear resistance ortoughness, depending on the specific treatment used.These treatments often allow the substrate to function withlittle additional surface treatment, thereby reducing theplating or surface finishing steps required.
5.7 Alternative Surface PreparationMany alternative surface preparations can be used toextend the application range of substrates or tocomplement treatment and coating processes. Surface'preparation, prior to plating and finishing, is also animportant surfacefinishing step from a pollution preventionstandpoint. First, these techniques remove loose metalchips and also deburr parts. If left on the part, burrs candissolve preferentially in many of the pretreatmentsolutions, adding to metal loading. They also alter the localcurrent density and can lead to additional rejects. Finally,these surface preparations can' impact compressivestresses on the part, which improve fatigue strength. Thiscan improve plating adhesion and lengthen the service lifeof the part. Alternative surface preparations includechemical polishing and bright dipping, electropolishing,mass finishing, abrasive flow machining, abrasive blasting(dry and wet blasting), shot peening, mass finishing, andthermal deburring and deflashing.
5.7.1 Alternative Stripping ProcessesStripping process alternatives are usually focused aroundthe substitution of non-maintainable strips for maintainablestrips. Many of the non-maintainable strippers are heavilychelated to improve their useful processing capacity.Chelating chemicals bind metals to prevent immersiondeposition and smut formation, and separation of thesemetals to extend bath life can be difficult. In addition, thesematerials are difficultto treat for waste. Maintainable stripsare often more predictable, because some metal loading ismaintained in the solution. This constant loading removesthe highsand lows of processing rates related to low or highdissolved metal concentrations.
Abrasive stripping alternatives are normally applied to softorganic coatings and are not generally applicable toinorganic coatings. Chemical strippers used on organiccoatings create considerable waste volumes. The
strippers cause swelling of the coating to destroy thesurface bond.The strippers are.often hazardous, while thecured coating is not necessarily. Abrasive blasting or waterjet blasting can efficiently remove these coatings, generateless waste (often non-hazardous), and can be configuredwith materials that do not abrade the part surface.
5.7.2 Alternative Pickling and DescalingThere is a variety of alternative pickling and descalingprocesses, most of which are acid-based. Alkalineprocesses are normally electrolytic and have historicallycontained cyanide. Non-cyanide alkaline descalers areheavily chelated and can cause wastewater treatmentproblems. Chromic acid is normally used for nonferrousalloys. Nonchromic alternatives almost always containnitric acid, and NOx is becoming an increasing difficultenvironmental control problem. Acid salts are commonlysubstituted for mineral acids, and ammonium bifluoride issubstituted for HF to minimize safety concerns. Ammonia,however, can cause wastewater treatment problems.Potas-sium permanganate is used for descaling wire andother steel products, and molten salt descaling is used fora variety of applications.
5.7.3 Alternative EtchingAluminum finishers often used etching as a cleaningprocess, which generated a considerable amount ofunnecessary waste. Caustic etching is a source ofconsiderable waste. Substrates are often over-etched,generating excessive dissolved aluminum. Aluminumpreparation for anodizing, chromating or electroplatingdoes notalways require etching. Acid etching is commonlysubstituted for alkaline etchants in aluminum finishing andyields a lighter etch. Non-etch cleaners are available. Theprinted wiring board (PWB) industry uses a variety ofetchants. Considerable effort has been focused on fullyadditive processing as an alternative to subtractiveprocesses. PWB etchants include peroxide, ammoniacal,cupric chloride, ferric chloride, and chromic acid.
5.7.4 Alternative CleaningPropercleaningand preparation for finishing iscritical.Withthe environmental controls required for vapor degreasing,a variety of technologies have re-emerged. Typically, thelower vapor pressure cleaners (aqueous, semi-aqueous,etc.) were not used because of the additional rinsing anddrying steps required compared to vapor degreasing.Generally, these cleaners have higher soil-bearingcapacities than vapor-phase solvents. Efficient rinsing isimportant,because residues can interferewith subsequentprocesses or can corrode the part surface. Selection ofalternative cleaning equipment, however, is often moreimportant than the chemistry. Many of the alternativecleaning technologies can be operated at elevatedtemperatures to improve evaporative drying. Hot rinsesand air knives are often used to assist drying. With somemetals, rust-inhibiting additives are used to preventcorrosion from occurring before final processing iscompleted. A variety of cleaning equipment is available.

Alternative cleaning processes include aqueous, semiaqueous, solvent, abrasive blasting and vacuum de-oiling.
5.7.5 Alternative Cleaning EquipmentVarious equipment features are added to improve theactivity of the cleaner on soils. These features includemechanical agitation, sprays, eductors (fluid jets) andultrasonics. All act to mechanically remove soils andparticles, as well as carry fresh solution to the part surface.Vapor degreasers are still used in strategic applications,particularly in ultra-precision cleaning. The new solventsare expensive (some approaching $1DO/gal) and are usedin totally enclosed machines. Many shops that usedtraditional vapor degreasing have switched back totrichloroethylene while otheralternatives are investigated.Alternative cleaning equipment includes immersion, spray,spray-under-immersion, ultrasonic, vapordegreasing andhermetically sealed vapor degreasers.
27
5.7.6 Forming and FabricationImproving forming and fabrication processes can oftenreduce surface finishing requirements. Improved castingmethods can reduce surface porosity, improve SUrfacefinish, and reduce surface contamination and inclusions.Improved rolling,forging, drawing andstamping can reduceburrs, and likewise reduce surface contamination andlnclusions, Improved substrates can also dramaticallyreduce surface finlshlnq costs by reducing surfacepreparation. Furthermore, standardizing and maintainingcoolants and lubricants can SUbstantially reduce inprocess and final cleaning requirements. Depending uponthe cleaning process used, petroleum-based lubricantsmay be easier to clean and/or separate from cleaners.Coordination between forming and fabrication operations'and surface finishing operations can pay enormousdividends.

6. Existing Processes, Conditions, and Practices
A range of process conditions and practices can bechanged to reduce the generation of waste. Generalapproaches are described below, with specific exampleslisted in Table 6-1:
(1) Improve facility conditions and housekeeping.General facility conditions and housekeepingpractices can be improved to help reduceprocessbath contamination and overall facility wastegeneration.
(2) Reduce process solution drag-out. Reducingprocess solution drag-out directly reducesprocess solution contaminant loading to rinsebaths and subsequent wastewater' treatmentsystems. Since drag-out removes process bathcontaminants as well as beneficial chemicals, theimpacts on bath contamination buildup andpotentialbath purification requirements should beconsidered when evaluating any drag-outreductionalternative.
(3) Improverinsing(reducedrag-in).Improvingrinsingperformance reduces the carry-over of processbath constituents into subsequent process steps.
28
Improvingrinsingefficiencyand reducingwastefulrinsingreduceswastewater and conserveswater.
(4) Improve process solution control. Improvingprocesssolutioncontrol helpsmaintainproductionconsistency and reduces wastes from lessefficient processing, shorter process bath life, orlonger processing times. Methods for processsolution control range from simple processoperations and maintenance procedures to moresophisticated systematic or even automatedchemistry monitoring and controls.
(5) Select and maintain process materials tominimize contamination. Process equipmentcancontribute to waste generation if not properlyselected and maintained for the application.Corrosion-resistantequipmentshouldbeselectedfor newor replacementapplications.Maintenanceprocedures should be developed and followed tomaximize equipment life and minimize corrosion,and to avoid spills or upsets.
(6) Enhance process procedures. A number ofprocess modifications can reduce waste.generation. Each process step should beconsidered for potential beneficial changes.

General Approaches and Specific Techniques for Improving Existing Process Conditions and PracticesTable 6·1.
General Approach
Improve Facility Conditions and Housekeeping
Reduce Drag-Out
Improve Rinsing
Improve Process Solution Control
Enhance Process Procedures
29
•
Specific Technique
Control material purchases to maximize material use andminimize wasteControl air contaminantsPlan and implement programs to avoid spills and minimizewastes from cleanup operations
Use proper rack and barrel design andmaintenanceReduce plating bath viscosity (reduce temperature,concentration, surface tension)Capture drag-out before rinsingInstall fog or spray rinsesUse drag-out tanks to return chemicals to process tanksUse multiple drag-out tanks to increase the chemicalrecovery rateAdjust part withdrawal and drip times to minimize drag-out
Control the rate and time of water flow to match processneedsTurn off rinse water when not in useUse spray rinsing to mechanically remove chemicals andcontaminantsUse countercurrent rinsingUse cascade or reactive rinsingTrack water use
Promptly remove materials that fall into the tanksFilter baths to remove suspended solidsUse carbon filtration on baths, where effective, to removecontaminant organicsUse conductivity .and pH monitoring to detect chemical lossesImplement statistical process monitoring and controlImplement real-time system monitoring and control
Use good cleaning and surface preparation techniques andpart inspections to minimize bath contamination and partreworkDefine water quality standards and use feed water ofappropriate purityDocument and follow good operating proceduresMask areas not to be processedEliminate obsolete processesUse both soluble and insoluble anodes in the same bath tobalance cathode and anode efficienciesRemove anodes from idle·baths where this will reduce metalsbuildup (e.g., cadmium and zinc anodes)Nickel plate copper buss bars to reduce the rate of corrosionand bath contamination

7. conclustons
A variety of management practices and technologies areavailable to enable surface finishing manufacturers toapproach or achieve zero discharge. Individual orcombined actions consisting of source reduction, processwater recycling, and process substitution need to beconsidered to determine the best approach for specificapplications. Understanding process chemistry andproduction impacts are essential to the identification,evaluation, and implementation of successful AZOactions. Systematic methods can be used to helpmanagersmoveeffectivelythrough the plannlnq,decisionmaking, and implementation phases. Systematicconsiderationscanbe includedinAZD planningto optimizeintegrated process, environmental, and facility benefits.
Benefits from implementing AZD projects can include:reduced costs, waste generation, and chemical usage,increased regulatory performance, and enhanced facility
operations.However,as zerodischarge isapproached, the,costs for incremental discharge reductions can increasesignificantly in relation to the benefits achieved.
Suggested areas for additional development to helpadvance AZD initiatives include:
• Water and rinse water quality standards
• Process solution contaminant standards
• Process pollution prevention and controltechnology verification data linked to specificapplications
• Installed cost and operations and maintenance(O&M) cost survey data corresponding to AZDimplementation .
30

8. References
1) Benchmarking Metal Finishing, National Centerfor Manufacturing Sciences, June 2000.
2) Metal Finishing 2000 Guidebook and DirectoryIssue, ElsevierScience, Vol. 98, No.1, Jan. 2000.
3) 21st AESF/EPA Pollution Prevention and ControlConference, Jan. 2000.
4) ProductsFinishing2000Directory andTechnologyGuide, Gardner Publications.
5) Proceedings: AESF/EPA Conference forEnvironmental Excellence, Jan. 1999.
6) Gallerani, Peter A., P2 Concepts andPractices forMetal Plating and Finishing, AESF/EPA TrainingCourse, 1998.
7) "19th AESF/EPA Pollution Prevention and Control --Conference," Jan. 1998.
8) "18th AESF/EPA Pollution Prevention and ControlConference," Jan: 1997.
·9) Reinhard, Fred P. and Kevin L. Klink, InnovativeRecycling and Maintenance Technologies forSurface Finishing Operations, 18th AESF/EPAConference on Pollution Prevention and Control,Jan. 1997.
10) "17th AESF/EPA Pollution Prevention and ControlConference," Feb. 1996.
31
11) Wick, Charles and Raymond F. Veilleux, ToolandManufacturing Engineer's Handbook, "Materials,Finishing and Coating," Volume 3, 4th Edition.
12) "Surface Cleaning, Finishing and Coating,"MetalsHandbook, Volume 5, 9th Edition.
13) Altmayer, Frank, Potlution Prevention and Control- An Overview, AESF Press, 1995.
14) Higgins, Thomas E., Pollution PreventionHandbook, Lewis Publishers, 1995.
15) Byers, William, et aI., How to Implement IndustrialWater Reuse: A SystematicApproach, Center forWaste Reduction Technologies - AmericanInstitute of Chemical Engineers, 1995.
16) Lowenheim, FrederickA., Electroplating, TechnicalPublications, Ltd., Arrowsmith, 1995.
17) Cushnie, George, Pollution Prevention andControl Technology for Plating Operations,National Center for Manufacturing Sciences,National Association of Metal Finishers, 1994.
18) US Department of Commerce, AdvancedSurface. Engineering, N1STGCR 94-640-1.
19) Gallerani, Peter A., SummaryReport:Minimizationof Metal Finishing Wastes at Pratt and Whitney,Jan. 1993.

Appendix ASystematic Approach for Developing AZD Alternatives
Systematic AZD planning can be achieved by integratingholistic and specific source reduction assessment,including considerations for multiple sources, compositesolutions, life cycle design and facility optimization.
Systematic AZD solutions can be relatively easy todevelop, or may requireextensive data collection, scenariodevelopment and failure analysis. Accurate data collectedfrom technologies and process changes are needed toevaluate case-specific application potential. Evaluationtools such as process modeling and demonstrationprojects help to determine future needs. A combination ofin-plant and outside expertise helps to focus AZDimplementation encompassing a range of applicablesolutions. The level of effort needed to pursue systematicsolutions enables the decision makers to weigh thepotential value gain toward implementing a systematicAZD solution.
Step 1. Establish GoalsEstablishing goals provides a foundation for an AZDproject. As the project progresses, goals and priorities canbe revisitedand adjusted as deemed appropriate. Althoughthe objective is to proceed with minimal changes, theprocess can lead to new information that results indecisions towards beneficial changes in goals andpriorities. For goals to be implemented effectively, theyshould be specific, appropriate and measurable,
Goals directly or indirectly related to AZD are to:
Achieve discharge reduction targets.
Stay within budgets and meet paybacktimeframes.
Achieve regulatory compliance and beyondcompliance targets.
Improve process consistency and quality.
Improve plant space use.
Meet schedule targets.
Step 2. Identify OpportunitiesAZD opportunities can be identified for individual processsolutions, process lines, multi-process lines, or entire
process facilities. Opportunities should be identifiedwheredischarge reductions can solve discharge-relatedproblems, or can otherwise benefit production operationsand overall costs.
General steps to identify viable AZD opportunities:
• List discharges and sources for potentialreduction. Wastewater treatment and wastedisposal data need to be reviewed to provideinformation on discharges from process bathsandrinses. Discharges can be associated withspecific upstream, in-plantsources. Dependingonthe available data and the level of complexity ofthe facility processes, it may be necessary toperform a plant-wide process survey.to identifyspecific waste sources.
• Characterize sources and discharges. The typeand magnitude of each identifieddischargeshouldbe estimated, including constituents, mass andvolumetric rate, and variation with time (forprojected production type and level). Table A-1presents data objectives for characterizingsources and discharges. This can include acombination of measurements and analyses,calculations, and modeling.
• Identify drivers and benefits. Identifying driversand benefits for source-specific zero dischargeopportunities helps provide a basis for settingAZDgoals. Benefits associated with source-specificreductions include a range of net cost and no-costgains or improvements that would resultdirectlyorindirectly from actions implemented to reducewaste discharges. Table A-2 lists common AZDbenefits. Drivers are major benefits that representprimary reasons for implementing source-specificAZD alternatives.
• Identify impediments. Constraints representlimitations that apply to source-specific AZDconsiderations. Table A-3 lists some commonconstraints. After constraints are identified,assess whether measures could be implementedto remove the constraints. For example, if acapital-cost ceiling is identified for a project, itmight be possible to finance the capital projectwith no increase, or even a reduction in net short-
32

Table A·1. Data Requirements for Characterizing Sources and Discharges
Waste quantityand characterization data
Production information
. Wastewater treatmentchemical additions
Water supply characteristics
Chemical use and wastesfrom water pretreatmentprocessing
.Table A-2. Common AZD Benefits
Overall Benefits
Reduced costs
Reduced waste generation
Production improvements
Reduced chemical use
Increased regulatory performance
Enhanced facility operations
Enhanced environmentaland production performance
Table A-3. Common AZD Constraints
Constraints
Financial
Process
Facility
Equipment
Operational
Regulatory
Schedule
Data
Bath dumps, wastewater discharge flow and analyses, waste chemicals and raw materials,information on spills or process upsets, and residuals and byproducts from process purificationand treatment systems (including routine operations and wastes from periodic cleaning andmaintenance)
Process sequences and bath chemistries, process specifications, component data (type, size,throughput, and output), bath chemistry additions, rectifier amp-hours totals (specific to productionperiods), part rejects and reprocessing
Chemical quantity and frequency of addition
Total dissolved solids, conductivity/resistivity, hardness, temperature, pH, specific ions
Chemical quantity and' frequency of addition
Specifications
Capital costs (e.g., overall capital costs for new projects that include new or expanded wastewatertreatment systems may have reduced capital costs due to more focus on in-plant dischargereductions), operating costs, and life-cycle costs
Wastewater, wastewater treatment residuals, bath dumps, process bath and rinse treatmentwastes
Reduced rejects, reduced processing variability, improved product consistency and quality,updated/increased capacity
Surface finishing bath chemicals, wastewater treatment chemicals, process maintenance treatmentchemicals
Compliance or beyond-compliance performance, wastewater discharges, air emissions, hazardouswastes, and toxic chemical use
Space availability, energy consumption, safety, and reduction of water use
Corporate goals, customer requirements, environmental metrics
Specifications
Capital spending limits, payback timeframe requirements
Limitations on changing processes
Space or location limitations that could impact plant modifications or the addition of new systems
Existing equipment that must be used or must stay at a fixed location
Limited operator availability and capabilities
Multimedia permit requirements or triggers
Difficult requirements for project milestones and completion
Limited process data and ability to gather project data
33

term cash flow due to operational cost savings.Removing a short-term capital ceiling constraintcould lead to significant net cost savings over thelong term.
Step 4. Evaluate AlternativesAlternatives that have passed initial screening should bethoroughly evaluated using a consistent, systematicevaluation method encompassing evaluation categoriesand evaluation metrics. Typical evaluation categories aredescribed below. Table A-4lists specific evaluation criteriafor each category.
•
•
•
I: I' I I
Step 5. Select Action(s)Specific actions need to be selected based on the bestindividual or combination of alternatives to satisfy shortand long-term needs. Actions can be implemented in oneor more phases to satisfy project-specific resourcelimitations, sequencing to malntaln operations, andpriorities for achieving maximum results. Lastly, projectfunding and implementation support should be secured toallow for.implementation within desired projecttimeframes.
Step 6. Implement Action(s)Successful AZD solutions require good implementation togain the desired reductions and cost benefits. Technical,strategic, and management experience is importantthroughout each general implementation phase to achieveoveral1 success with AZD projects. General implementationphases include:
1. Develop a design basis. Fixed and variable facilitydata, site factors, production requirements, andprocess parameters are essential in the design
technical criteria vary depending on the type ofalternative and specific impacts on the facility andits processes and operations.
Cost. Cost evaluations include developing capitaland operations and maintenance (O&M) estimatesfor AZD alternatives and comparing costs forexisting operations. Projections for futureproduction requirements need to be included as abasis for cost estimating.
RegUlatory. Hequlatory evaluations identifyapplicable regulations and performancerequirements that determine how specific AZDalternatives fall short of, achieve, or exceed therequirements and guidelines.
Company/staff acceptability. Company and staffacceptability evaluations assess how AZD fits aspecific application from the operatorto corporatemanagement. Evaluations of AZD alternativescan be based on a range of qualitative (e.g.,high,medium, or low) or quantitative (e.g., 1 to 10)metrics specific to each evaluation category. Amatrix format is often useful to summarizealternative evaluations. In some cases, evaluationresults are combined from different categories intoa single overall score for each alternative. Thisinvolves development of a consistent scoringbasis and category-specific weightings to allow forcalculation of an overall score.
Decision analysis methods may assist in evaluating large, .complex AZD applications when alternatives depend onhighly variable production scenarios and when expectedcosts and benefits vary greatly. Powerful decision analysissoftware tools are available that generate ranges ofprobabilistic outcomes and delineate key variable impacts.
34
Technical Feasibility. Technical feasibilityevaluations typically involve identification ofessential implementation and operationalperformance criteria for an alternative. Relevantinformation is collected and evaluations areperformed to determine how each alternativecorresponds with the technical criteria. For someapplications, it may be necessary to perform moreextensive evaluations, includinq bench and/orpilot testing to determine technical feasibility. The
•
Priorto more detailed evaluations, preliminary alternativesshould be screened to eliminate those that have seriousflaws. This will result in a range of specific alternatives fordetailed evaluation. Another important level of considerationfor AZD alternatives are systematic approaches, whichprovide enhanced solutions for multiple AZD opportunities,and integrate overall facility and life cycle considerations.Section 2 discusses systematic AZD approaches.
Target alternatives need to be defined to provide scenariosthat can be evaluated in accordance with applicationspecific requirements. The information needed to build ascenario for an AZD alternative varies substantially withthe type of alternative. It is important to consider thecomplete implementation requirements, including plantand process interfaces, and construction and operationsrequirements.
Process solution purification systems (Section 3)
Process rinse water recycle systems (Section 4)
Alternative processes (Section 5)
Improving existing processes and operations(Section 6)
Step 3. Identify and ScreenAlternatives
A preliminary range of plausible alternatives for AZDshould be identified to address specific AZD opportunities.To gain a full perspective on potential costs and benefits ofAZD, it is often beneficial to consider alternatives thatrange from simple process modifications to morecomprehensive process enhancements. General types ofAZD alternatives include:

35
Table A·5. Cost Savings and Benefits for AZD Actions
Comprehensive cost evaluations include capital and O&M cost savings with AZD alternatives compared to existing operations. Table A-5lists common capital and O&M cost savings and benefits that may result from implementing AZD actions.
Specific Criteria or Parameter
Permitting, data collection, record keeping and reporting, and compliance requirements andguidelines, voluntary and beyond-compliance programs
Company policies, standards, and goals relevant to AZD including preferences and dislikes of AZDdecision makers, owners, and implementers for specific AZD alternatives
Ability to maintain process chemistry, recovery percentages for water recycle or,chemical recovery, reliability, operability, facility space and interface requirements, level oftechnology and applications development, byproducts and waste generation
Operations labor for new or modified process systems, utility costs, chemicals and consumablematerials, analytical requirements, and management of byproducts from new processmaintenance systems
Engineering, process modifications or new process systems, pollution prevention and controlsystems, facility costs, utility connections and plant interfaces, training, start-up and commissioning, general construction and implementation, permitting and regulatory,.plant space, cost of money,internal coordination and administration costs
Major O&M Cost Savings and Benefits• Reduced rework and rejects
• Increased revenue and/or cost to produce - product quality improvements, increased throughput or yield, anddecreased effort to produce
• Reduced waste management costs - bath dumps, wastewater treatment and discharge
• Reduced process bath chemistry costs
• Reduced water supply and pretreatment costs
• Reduced insurance and liability costs
• Gained revenues from byproducts
Major Capital Cost Savings and Benefits• Downsized wastewatertreatment requirements
• Salvage value or reuse of existing equipment
• Gain in plant space (e.g., with downsized wastewater treatment systems)
• Gain in tax credits
• Additional project funding resources
Regulatory
Company and Staff Acceptability
Evaluation Category
Cost: Capital
Cost: Operation& Maintenance (O&M)
Table A·4. AZD Alternative Evaluation Criteria
Technical Feasibility

factors. Pilot testing may be necessary to verifytechnical assumptions.
2. Prepare the design. The type and level of design(ranging from performance-based design todetailed design) should be appropriate for theapplication.
3. Procure systems and services. Implementationneeds to be appropriate for the application.
4. Perform installation and startup. Careful planningand coordination in implementing new systemsminimizes disruptions to existing operations.
5. Performongoingimplementation.New systems orprocedures need to operate in accordance with
well-defined plans (O&M plan or procedureprotocol).
6. Monitor operations and identify improvements.Pre-defined monitoringidentifies potential problemsor possible enhancements that might requireadditional process changes.
Step 7. Follow-up Monitoring and ActionsScheduled monitoring of AZD systems will determinewhether the actions taken are being executedproperlyandthat the desired results have been achieved. Changesneeded to optimize or enhance the system may beidentified through ongoing monitoring of actions andresults.
36

Table B-1: Installed Capital Cost Ranges for Typical AZD Project Approach and Size Ranges
37
1 A point-source-purification system for a single small to medium-sized surface finishing bath with low to moderate contaminant loading.2 A point-source-purification system for multiple small to moderate-sized baths with low to moderate contaminant loading.a A bath maintenance system for a relatively large process bath or process baths with low to moderate contamination or several bathmaintenance systems for a medium-sized shop.
• Several multi-tank bath maintenance systems for a moderate to large shop or single bath maintenance systems for very large processtan~. I
• Membrane electrolysis system for maintaining afull production, 50,000 gallon chromate conversioncoat bath, to remove and maintain total
• A diffusion dialysis or resin sorption system topurify 250 gallons per day of Type 2 sulfuric acidanodize bath with an aluminum concentration of 10giL, recovering more than 80% of free acid.
• A diffusion dialysis or resin sorption system topurify 100 gallons per day of Type 2 sulfuric acidanodize bath with an aluminum concentration of 1agiL, recovering more than 80% of free acid.
Medium• A SaO-galion per day throughput microfiltration
system to maintain three alkaline cleanerprocessbaths at less than 2S0-ppm soil with overaJl500-glday contaminant loading.
Moderately large• A SaO-galion per day throughput microfiltration
system to maintain three alkaline cleaner processbaths at less than 2S0-ppm soil with overall 500 glday contaminant loading.
Large• Diffusion dialysis system to reclaim 5,000 gallon
per day of hydrochloric acid 7 wt % wastehydrochloric acid steel pickle stream with 4 wt %iron. Reclaimed acid to have less than 1wt% iron.
Installed Costs
Installed Capital Cost (in thousands of dollars)Project Size
AZD Approach Small' Medium2 Moderately Large" Large'
Process Technique <5 5 to 20 20 to 100 100 to 500
Water Purification/Recycle <20 20 to 100 100 to 500 500 to 2500
Bath Purification <20 20 to 100 100 to 500 500 to 2500
Process Replacement 20 to 100 100 to 500 500 to 2500 2500 to 10000
This Appendix provides a limited overview of typicalinstalled capital costs for control technologies and processchanges for approaching zero discharge (AZD) in thesurface finishing industry. Many approaches are presentedin this document for process solution purification andrecovery, rinsepurification/concentraterecovery,alternativesurface finishing processes and 'coatings, and forimproving existing process conditions and practices. TableB-1 presents representative ranges of installed capitalcosts that are size- and approach-specific. Describedbelow are representative projects that would be expectedto fall within the Table B-1 cost ranges for project sizesdefined as small, medium, large, and very large.
8.1 Process Solution Purification and Flecovery(Section 3)
Examples corresponding to the process purification andrecovery cost ranges in Table B-1:
Appendix B
Small• A 100-gallon per day throughput microfiltration
system to maintain an alkaline cleaner bath at atarget contaminant concentration at less than 250ppm soil, with 100 g/day contaminant loading.
• A diffusion dialysis or resin sorption system topurify 20 gallons per day of Type 2 sulfuric acidanodize bath with an aluminum concentration of 1agiL, recovering more than 80% of free acid.

contaminant (iron, aluminum, and copper)concentrationbelow 1 gILandto reoxidizetrivalentchromium to hexavalent chromium.
Small• Change anodizing chemistry on small or medium
sized line from chromic acid to sulfuric/boric acid.
• Install fog or spray rinses on several small tanks.
• Add water conductivity controller for single rinsewater make-up.
Install 50-gpm water purification system forcitywater supplywith 1OO-ppm TDSto provide<1O-ppmTDS influent process water.
Install three triple countercurrent rinsesystems with 200-gallon tanks.
Add automated feed and bleed systems formaintaining more uniform process chemistry .for four, 500-gallon metal finishing processtanks with a combined total of seven different
• Limited production single chamber scale batchvapor deposition system.
Moderately large• Add automated chemistry monitoring and
maintenance for several electroless nickel baths
Add water purification system for 5-gpm citywater supply with 100-ppm TDS to provide<1O-ppm TDS influent process water.
Add water conductivity controller forautomatic rinse water make-up for severaltanks.
Medium• Add automated chemistry monitoring and
maintenance for a single electroless nickel bath
Small• Implement more frequent bath chemistry
monitoring and maintenance for single processbath.
8.4 Improving EXisting Process Conditions andPractices (Section 6)
Examples corresponding to the Table B-1 cost ranges forimproving existing process conditions and practices:
Large• Electrocoat line for 100,000-sq ft per day
production.
• Fully automated production scale continuousvapor deposition system.
Moderately Large• Small electrocoat line for 10,000-sq ft per day
production.
Medium• Change anodizing chemistry on large line from
chromic acid to SUlfuric/boric acid.
38
Moderately LargeA 50 to 100 gpm ion exchange system or reverseosmosis system for centralized purificationlrecycle of several compatible metal finishingprocess rinses with 100 ppm TDS influent and 10ppmTDS rinsewater purification required.The ionexchange system would be equipped with anautomatic. PLC-controlled regeneration system.The reverse osmosis system would be PLCcontrolled.
SmallSingle rinse point source ion exchange system,equipped with a manual regeneration system, forwater purification/recycle of a 1 to 3 gpm nickelplating rinse system with 300 ppm TDS influentand 10 ppmTDS rinse water purification required.
Medium project:A 5 to 20 gpm ion exchange system or reverseosmosis system for purification/recycle of severalnickel plating rinses with 300 ppm TDS influentand 10 ppm TDS rinse water purification required.The ion exchange system would be equippedwithanautomatic,PLC-controlledregeneration system.The reverse osmosis system would be PLCcontrolled.
• LargeA 100 to 1000 gpm combined reverse osmosissystem followed by ion exchange system forcentralized purification/recycle of severalcompatible metalfinishing process rinseswith 100ppm TDS influent and 2 ppm TDS rinse waterpurification required. The overall system includescomplete redundant reverse osmosis modulesand ion exchange resin 'beds to maintain highlyreliable continuous operations. The ion exchangesystem would be equipped with an automatic,PLC-controlled regeneration system. The reverseosmosis system would be PLC-controlled.
8.3 Alternative Surface Finishing Processes andCoatings (Section 5)
Examples corresponding to the alternative surfacefinishing processes and coatings cost ranges in TableB-1:
•
8.2 Rinse Purification/Concentrate Recovery(Section 4)
Examples corresponding to the rinse purification costranges in Table B-1:
•
•

process make-up chemistries and threesegregated bleed waste streams.
Large• Install six triple countercurrent rinse systems with
500-gallon tanks.
• Install 500-gpm water purification system for citywater supply with 1OO-ppm TDS to provide <10ppm TDS influent process water.
• Add automated feed and bleed systems formaintaining more uniform process chemistry forten 500-gallon metal finishing process tanks witha combined total of 12 different process make-upchemistries and four wastewater treatmentstreams.
Factors Influencing Installed CostsInstalled costs for process systems can vary significantlydepending on many site-specific and other project-specificfactors that can affect system, installation, and operationalrequirements. These factors should be considered whenextrapolating costs from other installations or .,whenestimating installed costs from equipment only. Projectbudgets are often set prior to consideration of thesefactors, frequently leading to insufficient funding andcorrespondingdelays and cost increases for overall projectimplementation. Some common factors that cansignificantly impact implementation costs for process orproduction systems for AZD projects include:
• Relative inlet and required outlet concentrationsfor process systems. Differences in overallpercent removal and final concentrations mayrequire supplemental pretreament or posttreatment unit processes. It is important toadequately characterize process streams andtheir inherent variability, and define the outletprocess fluid purity requirements for estimatingspecific process system requirements and costs.
• .Materials of construction. Equipment materialrequirements may vary significantly based on thechemicalsand concentrations handled, alongwithrequiredeffluentprocess fluid purity requirements.If premium materials of construction are required,costs can increase greatly compared to typicalsystems costs with standard materials ofconstruction. If the need for specialty materials isnot recognized until after installation, this canresult in significant costs for equipmentmaintenance and early replacement.
39
• Site installation. Installation requirements andcosts may vary significantly, even for identicalprocess systems, installed at different projectlocations. Site installation costs can range from afraction to a total multiplier of equipment costs.Some modular, skid-mounted systems can beeasily set in place and quickly connected toutilities and fluid inlet and outlets. Other processsystems or locations can require a combination offacilities modifications or expansions, utilityupgrades, seismic restraints, or other significantsite work to complete installation.
• Start-up and commissioning requirements.Process system or client-specific requirementscan vary substantially for start-up andcommissioning, ranging from a few hours toweeks. The extent of these requirements and thedegree of proper installation and systemsapplication implementability can significantlyimpact the duration and effort required to meetthese requirements. Unanticipated installationand operation difficulties can result in significantschedule and cost impacts for systems start-upand commissioning.
• Process system redundancy/reliability.Application-specific redundancy and reliabilityrequirements can impact the number of paralleland/or series process trains, with correspondingmultiple or additive system costs.
• Level of automation. Local and centralizedinstrumentation and control requirements for :process automation can vary significantly. Whereautomation can significantly increase initialcapital costs, overall life cycle costs can bereduced due to improved production efficiencies.
• Equipment quality. Process systems may varysignificantly in quality and corresponding capitalcosts. In evaluating comparative systems it isimportant to consider the comparative life cyclecosts for systems. Higher-priced, better-qualitysystems mayprovide longerand moretrouble-freeservice life, thereby reducing overall life cyclecosts. .
• Location specific configuration requirements.Facility-specific footprint space and heightrequirements may require custom systemconfigurations and corresponding custom systemdesignand fabrication, increasingcosts comparedto standard off-the-shelf systems.

• Allowances for production expansion andflexibility. When considering AZD-relatedreplacement process systems or processsystems that interface with primary productionsystems (e.g., water recycle or process bathmaintenance systems) it is important to considerand plan for production expansion and potential
40
production changes. Proper allowances forproduction expansion and/or changes may resultin significant increases in short-term AZD-relatedcapital costs but may reduce future costs relatedtosystemsmodification, expansion, or replacementin response to production increases and/orchanges.