Embed Size (px)
Citation preview

6 Applications of fillers
This chapter is intended for people who use mineral fillers in coating system for-
mulations. The examples provide an idea of formulation parameters where fillers
exert a direct influence, along with their significance and hints on interpretation.
Users will also learn how to select the optimum fillers for imparting desired
prop-erties in a given application. Numerous worked examples and practical
illustrations round out the discussion on filler applications.
6.1 Importance of fillers in paints and coatings
Fillers were once commonly perceived as nothing more than cheap material for
bulking up profits, their sole purpose being to reduce the manufacturing cost of
coatings. How times have changed. Users of fillers have since discovered addi-
tional, technical functionality in these unprepossessing materials, not least be-
cause filler development activity has made progress despite the nay-sayers.
There is indeed a great deal of ongoing research and development in the filler
field, directed at imparting extra functionality or enhancing established features –
see also Chapter 7. Yet existing, tried and true fillers have a major part to play in paint and coating
formulations. Fillers can be pivotal to a variety of key technical properties: •_ Increased solids content and filling capacity •_ Reduced level of volatile organic compounds •_ Enhanced optical properties •_ Regulation of coating reflectivity •_ Enhanced mechanical properties, e.g. strength •_ Reinforcement of coating materials •_ Rheology control Depending on the application and the property requirements profile, selecting the
right filler is not always easy. Frequently, that means resorting to tried and true
formulas. It is unfortunate that fillers are not always tested and evaluated with the
same diligence applied to other classes of raw materials. An oft-heard argument here
is that fillers, after water, are the cheapest formula ingredients and therefore do not
merit thoroughgoing tests. Accordingly, binders, pigments and additives tend to
attract higher priority – this despite the fact that fillers comprise the dominant class
of raw material in formulations for interior emulsion paint, façade paints, renders,
plasters and other thick film systems, marking paints, primers, and many

more besides, see also Chapter 1.2. Such products frequently contain 30 to 40%
filler, rising as high as 80% in certain applications. It follows that fillers can also
play a governing role in the overall property requirements profile of a coating
ma-terial, and this should not be underestimated. Meanwhile, natural fillers have attained levels of quality where users may easily
forget that these are, in fact, products of nature. It is well known that natural prod-
ucts are subject to variations in their composition, and these subsequently affect the
properties of the coating materials into which they are made. Producers of fill-ers are
aware of this, and use selective mining techniques to minimise such varia-tions. But
to eliminate them altogether would be unrealistic, so at this juncture it needs to be
pointed out once and for all: natural fillers are variable products. 6.2 Important formulation parameters Special formulation parameters exist, which are important for characterising
coat-ing materials that use filler ingredients. Formulation parameters make it
possible to classify coating materials, as well as predict the property profile of a
given formula. 6.2.1 Non-volatile matter Solids, solids content (SC) or stoving residue are frequent terms for describing “non-
volatile matter” (NVM). ISO 4618 defines what is considered non-volatile matter in
coating materials, binders and other raw material ingredients, while ISO 3252 covers
the quantitative determination aspects. Non-volatile matter is de-termined
analytically as a means to deducing the composition of an unknown mate-rial.
Manufactured materials are subjected to similar analysis for quality control purposes.
The temperature and drying time used are major factors in the stated result: one
popular determination method for non-volatile matter involves exposure to a
temperature of 105°C for 2 hours. The initial weight of the material under test is
divided by the output weight after drying and multiplied by 100, see Equation 6.1. Equation 6.1: Calculation of non-volatile matter from empirically determined values For material of known composition like a laboratory test formulation, it is also
possible to determine non-volatile matter by arithmetic means alone, without prior
measurement. The arithmetic method requires knowledge of the NVM in each raw
material ingredient of the formulation. Figure 6.1 shows a worked ex-ample based on
a simplified formulation for demonstration purposes. Starting with the NVM in each
individual ingredient used and the ingredient’s percentage by weight of the overall
formulation, it is then possible to calculate the NVM of each

Function Substance NVM in Weight [kg] NVM in
substance [%] formula [%]
Binder Styrene-acrylic emulsion 50 160.0 8.0 Pigment Titanium dioxide 100 80.0 8.0 Fillers Calcium carbonate 100 300.0 30.0 Talcum 100 80.0 8.0 Precipitated aluminium 100 30.0 3.0 silicate
Additives Thickener, defoamer, 33 18.0 0.6 wetting and dispersing
agents, preservatives, etc.
Solvent Water 0 332.0 0.0
Total 1,000.0 57.6 Figure 6.1: Worked example of calculating non-volatile matter in a simplified emulsion paint formulation formulation ingredient, and from that, the cumulative NVM. Our sample
formula-tion contains 57.6% NVM of which over two thirds, 41% to be exact, is
attribut-able to the filler content. It is fillers that give coating materials their “body”, so it is logical that they are
major contributors of non-volatile matter. It is possible to reduce the amount of
volatile matter present by substituting fillers that have higher oil absorption by
others which are less absorbent, with low binder consumption. The result is
higher filler and solids content, yet viscosity holds steady. Although very high
levels of non-volatile matter are desirable from an environmental viewpoint,
there are prac-tical upper limits, due by the requisites of the production process
and the way the product is designed to behave when applied to a substrate. 6.2.2 Spreading rate Spreading rate according to ISO 4618 part 1 is understood to mean the average
substrate area that can be covered by a given volume or mass of coating material.
Practically speaking, the method of application needs to be capable of producing
a single layer in one pass. The resultant spreading rate is stated either in m²/l, or
m²/kg. Spreading rate is often considered in tandem with coating material
opacity. EN 13300, for example, describes classification of coating materials by
their opti-cal and mechanical properties. The practical method for determining
opacity meas-ures the contrast ratio between films of differing thickness; they
are dried and subsequently weighed to determine their mass per unit area. The
result is convert-ible to spreading rate by factoring-in non-volatile matter and the
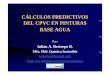
coating material density. A plot of spreading rate vs. contrast ratio allows
interpolation and com-parison of contrast ratios for various paints that have a
similar nominal spreading rate: 7.5m²/l in the example shown in Figure 6.2 [1].

100 Class 1
99
[%]
98 Class 2
rati
o
97 Coating material 1
Con
tras
t
Coating material 2
96 Coating material 3
Class 3
95
Class 4
94
0 2 4 6 8 10 12
Spreading rate [m²/l]
Figure 6.2: Graphic example of correlation between spreading rate and contrast ratio
Filler content can exert a marked influence on spreading rate in pigmented
coating materials. As the filler content increases, so does the solids content and,
as a rule, spreading rate as well. These observations only apply where the
pigment content is comparable in each case: if the pigment level changes, the
spreading rate will change too. Fillers of differing density produce a similar
effect, likewise changing the spreading rate expressed in terms of area per unit
volume. High-density fillers reduce the volume spreading rate more than
lightweight fillers, so coating consump-tion increases as a result. 6.2.3 Pigment volume concentration Pigment volume concentration (PVC) is a key parameter of paints and coatings.
Along with a few other parameters, PVC makes it possible to predict numerous
interrelationships between a coating system’s composition, and the resulting prop-
erties. PVC makes an equally effective tool for characterising and classifying paints
and coatings. ISO 4618 part 1 defines PVC as the ratio of pigment and filler volume
in a coating film to the aggregate volume of non-volatile matter. This further implies
that the binder is considered in its final, solid form, rather than as supplied. Equation
6.2 shows the mathematical definition of PVC.
Equation 6.2: Definition of pigment volume concentration (PVC)

To illustrate the theory, the following is a PVC calculation example based on the
numbers in Figure 6.1. Calculating PVC requires details of the individual raw
material ingredients and the masses used, their non-volatile matter and density.
Mass is divided by the material’s density to convert the mass of raw material to
its corresponding volume, see Equation 6.3.
ρ kgl = mvV [ l ] =
mρ
Equation 6.3: Conversion of raw material mass to volume For each of the raw material ingredients involved in the worked example, Figure 6.3
lists NVM, mass as supplied and the NVM component of that mass, plus density. The
last column shows the calculated volume of each raw material ingredient.
Substance NVM in Weight NVM in Density Volume
substance [kg] weight [kg/l] [l]
[%] [kg]
Styrene-acrylic emulsion 50 160.0 80.0 1.05 76.2
Titanium dioxide 100 80.0 80.0 4.00 20.0
Calcium carbonate 100 300.0 300.0 2.70 111.1
Talcum 100 80.0 80.0 2.75 29.1
Precipitated aluminium 100 30.0 30.0 2.10 14.3
silicate
Thickener, defoamer, 33 18.0 6.0
neglected
wetting and dispersing
agents, preservative, etc.
Water 0 332.0 0.0
0.0
1.00
Total 1,000.0 57.6 250.7
Figure 6.3: Worked example of calculating the volume of individual raw material ingredients in a simplified demonstration emulsion paint formulation Once the respective raw material ingredient volumes have been calculated, the
PVC can be derived as shown in Equation 6.4. The volumes used in the example
result in a PVC of 69.6%. Equation 6.4: PVC calculation for a simplified demonstration emulsion paint formulation based on the data provided in Figure 6.3 As mentioned previously, PVC by itself is already a highly significant parameter.
Yet something more is required for a really meaningful interpretation: the critical
pigment volume concentration (CPVC) [2]. The relation of PVC to CPVC allows

qualitative statements about coating materials and their properties, see also
Chap-ters 6.2.4 through 6.2.6. Equation 6.2 and the worked example reveal just how strongly PVC is affected
by the type and amount of filler used. With coating materials, switching from
one mineral filler to another without accounting for their density difference can
have drastic results, see Chapter 6.4.1. 6.2.4 Critical pigment volume concentration ISO 4618 part 1 covers not just pigment volume concentration, but critical
pigment volume concentration (CPVC) as well. CPVC is defined as the PVC at
which binder just fills the voids between adjacent solid particles of pigment,
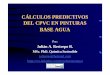
filler, etc. in a coating film. Above this point, a number of properties experience
significant change, see Figure 6.4. Various properties are predictable based on a
coating ma-terial’s CPVC and PVC, see also Chapter 6.2.5. When the PVC lies below the CPVC. The excess binder present (plus wetting agents
and dispersants) completely envelopes the pigment surfaces and fills the voids
between particles. In this case, the excess binder can produce a glossy
Dev
elop
men
t of p
rope
rty
high Porosity
Corrosion
Density
med. Gloss
Wet scrub
low resistance
20 40
80
0 60 100
PVC [%]
Figure 6.4: Changes in coating properties vs. PVC around the CPVC region