MANUFACTURING PRODUCTS
MECHANICAL DEPARTMENTINDUSTRIAL CASE STUDY BY ADITYA ITWARE A-13
AJAY LEDADE A-14 AJINKYA INGOLE A-15 AJITESH SORTE A-16 AKASH
INGOLE A-17 GUIDED BY: PROF.D.J.TIDKE
Contents:Company profile and information
Manufacturing products and procedure of the production.
Machines used in the company & their features and
limitations.
Problem identification.
Causes of the tool wear.
Analysis of the different tools and features.
Development of the new tool material.
General Remarks
future possibilities.
Company Name: Kinetic GearsChief Executive Officer : Mr. Vishram
Jamdar.Raw Material Source: Manish ForgingCOMPANY PROFILE:Business
Type: Supplier, manufacturerYear Of Establishment: 1980Ownership
Type: Sole ProprietorshipAnnual Turnover: Rs.50 Lakhs 1 Crore.Total
Number Of Employees: 11-25 People.
MANUFACTURING PRODUCTSHeavy Duty Industrial GearsMechanical
GearsPrecision Gears Cutting ToolsGear BoxesAutomobile Gears
Reduction Gears.Images of the manufactured products:
Mechanical gear gear box precision gearGear fanReduction
gearGENERAL PROCEDURE DESIGN DRAWING OF PRODUCTRAW MATERIAL RAW
MATERIAL INSPECTIONJOB DIMENSIONSOPERATIONSFINALPRODUCTOPERATIONS
MATERIALSIZESTURNINGSLOTTINGHOBBINGSHAVINGMILLINGDRILLINGHARDENINGGRINDINGPOLISHINGFINALPRODUCTMachines
Used: MillingLathe(cylindrical & turret lathe)Polishing
(surface polishing machine)Hobbing machineGrinding machineSpecial
Purpose machines(CNCs, VMCs)CNC MACHINESIn modern CNC systems,
end-to-end component design is highly automated using
computer-aided design (CAD) and computer-aided manufacturing (CAM)
programs. The programs produce a computer file that is interpreted
to extract the commands needed to operate a particular machine via
a postprocessor, and then loaded into the CNC machines for
production. It can be operated by single human or robotic operator
that moves the component from machine to machine.The complex series
of steps needed to produce any part is highly automated and
produces a part that closely matches the original CAD design.Normal
working temperature is 33C.Cutting tool used in cncs is generally
of cemented carbides.HSS and high carbon steel are used at high
speed.Features of CNC MachineConsistency of workpieces produced
Faster workpiece machining Complexity of workpieces to be machined
Flexibility, faster turn-around, and smaller lotsEasy to handle
& safe too. LIMITATIONS OF CNC MACHINES In CNC, a "crash"
occurs when the machine moves in such a way that is harmful to the
machine, tools, or parts being machined. This results in bending or
breakage of cutting tools, accessory clamps, vices, and fixtures,
or causing damage to the machine itself by bending guide rails,
breaking drive screws, or causing structural components to crack or
deform under strain. If anything in input changes (workpiece, raw
material hardness or shape), there will be problems the next time
the job is run.It requires a great deal of duplicated effort since
3 CNCs are used.Reduced gripping force due to inadequate
lubrication can cause malfunction.Moisture can occur in CNC
controlling machine.
SIMONS CNC(15- 20LAKHS) FANUC CNC(20-25 LAKHS)HOBBING
MACHINESHobbing is machining process for making gears spinles and
sprockets on a hobbing machine, which is a special type of milling
machine.Also called as hobbers fully automated machines can come in
different sizes.Uses: cycloid gears, helical gears, worm gear spur
gear, involute gear etc.
FEATURESIt is relatively quick and inexpensive.They are fully
automated.Lubrication is required.
HOBBING MACHINE USED IN KINETIC GEARS.POSSIBLE LIMITATIONSSize
changes during hob shifting.Size changes from part to partRigidity
of gear system and accuracy is reduced due to long parts in gear
trains.Stability of machine tool is adversely affected due to large
openings and spaces required for gear boxes.Breaking of gears is
possible due to high speed of operation.Thread deformation due to
interruption in operation may occur.TURRET LATHESThe turret lathe
is a form of metalworking lathe that is used for repetitive
production of duplicate parts, which by the nature of their cutting
process are usually interchangeable.
The general minor problems are like gear wear, improper electric
supply due to which job gets damaged and affect the production
rate.Turret lathe used in KINETIC GEARS.
20LIMITATIONSRate of tool feeding is slow in turret lathe
providing more fatigue to operators hand. Turret tooling is heavy,
cumbersome, and slow to change out. Turning between centers is
difficult due to absence of tailstock, compound rest, lead
screw.Electric failure may result in reduced output quality.SURFACE
GRINDING MACHINEA surface grinder is a machine tool used to provide
precision ground surfaces, either to a critical size or for the
surface finish.The typical precision of a surface grinder depends
on the type and usage, however +/- 0.002mm (+/- 0.0001") should be
achievable on most surface grinders.
EFFECTS ON WORKING MATERIALThe high temperatures encountered at
the ground surface create residual stresses and a thin martensitic
layer may form on the part surface; this decreases the fatigue
strength. In ferromagnetic materials, if the temperature of the
surface is raised beyond the Curie temperature then it may lose
some magnetic properties. Finally, the surface may be more
susceptible to corrosion.
VMC
Fully tooled up solutions to meet the customer needs & Tool
life management.Chip ConveyorHigh speed spindle up to 12000 rpm
with chillier Flood Coolant System.Coolant through
Spindle.Centralized & Programmable LubricationCarbide tool is
generally used.FEATURES:PROBLEM IDENTIFIED:
The machines like different lathes ,hobbing machine,CNCs have
the general minor problems like gear wear in the lathes etc.
Since the machining work is more in the industry ,we have
selected the TOOL WEAR as major problem for the ICS(Industrial Case
Study).
So, considering this problem we have given the solutions for
that.
Causes of the tool wear:Macro transfer type mechanical wear
process like abrasion and adhesion.Micro transfer type
therrmochemical process like diffusion electrochemical process like
galvanic action, oxidation.Chemical wear is due to interaction
between tool and work material in the cutting fluid
environment,Mechanical wear is also produced due to : abrasion due
to ploughing into softer matrix by hard constituents &
segregated carbides etc
adhesion and formation of metallic bonds formed over rubbing
surface under load. Requirement of cutting tools materials:
to prevent failure of cutting tool, the material must posses
certain essential requirements
The tool material should be strong & hard enough to
withstand the high pressures without having brittle
fracture(RBF=resistant to brittle fracture)
The tool material should be able to retain its strength and
hardness at high operating temperature.
The tool material must have sufficient wear resistant i.e.
Resistant to adhesion or diffusion at high temperaturesANALYSIS OF
CUTTING TOOL MATERIALSCUTTING TOOL MATERIALS USED GENERALLY:
Carbon tool steels Medium alloy steelsHigh speed steelsCast
alloy toolsCemented carbide toolsCeramics.Carbon tool steels:Up to
1870, tools are all of this type only..
Characteristics of the carbon tool steels are, low hot hardness
and poor hardenability.
Compositions of carbon tool steel would have, carbon=0.8-1.3%
silicon=0.1-0.4% manganese=0.2-0.4%
Higher the carbon content higher the hardness and high the wear
resistance.
Medium alloy steels:Differ from the plain carbon steel due to
addition of alloy element to improve hardenability used for drills
,taps and reamers. Typical Medium Alloy Tool Steels,%
CSMnCrMoWFe1.20.30.60.5--balance1.20.30.70.50.5-balance1.20.30.30.70.31.5balanceHIGH
SPEED STEELS:
COMPOSITIION: (M-2 HSS) 0.8 % CARBON2 % V6 % W4% Cr5% Mo
(invented in 1993)
Features:Steel has high hot hardnessSteel can operate at high
cutting speed.
HSS tools Cast Alloy Tools:These are non-ferrous high temp.
Alloys containing significant amount of cobalt, chromium &
tungsten . number of such non-ferrous alloys have been used in
cutting tools called as stellites. these cant be heat-treated are
used for a cast from a temperature of about 1300*c.Composition:
Co=40-50% Cr=27-32% W=14-29% C=2-4%CEMENTED CARBIDE TOOLS:In early
stages the material was brittle, so difficult to grind & have
tendencies of adhesion while machining, But in 1938 it was found
that the addition of Tic & TaC which reduces the adhesion
properties in machining with steelTHREE GROUPS OF METAL CUTTING
CEMENTED CARBIDES:WC+Co(for use in machining cast irons and
nonferrous metals)WC+Co+(WC-TiC-TaC-NiC) (for steels)TiC+Ni+Mo(for
high temp high strength metals)GENERAL CHARACTERISTICS OF CARBIDE
TOOLS:High hardness over a wide range of temperature(900*c).
Where, WC=tungsten carbide. Co= cobalt TiC=titanium carbide TaC
=tantalum carbide(a kind of carbide ceramic)
Ceramics:
Also Called As Oxide Tool Materials. E.g.: aluminium oxide
alumina(Al2O3).
Since oxides are relevant to heat and do not soften at elevated
temperatures.
Oxide cutting tools reflect the high hardness and good wear
resistant too.
Firstly introduced in the USA in 1955 and after that its
properties are improved a bit till 1964.
Images of some ceramic tools as shown:
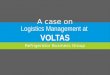
Comparison between different tools according to there
strength
According to the hardness value:General remarks :Materials
having high young's modulus are more refractory (more hot hardness
character).In an example , the hardness & strength oh the HSS
fall rapidly above 500*cBut cast cobalt alloys are softer than HSS
at room temperature are harder at temp. Above 500*cWide range of
carbide characteristic is due to the variation in cobalt content
which may vary between 3%-12%.When cobalt content increased, the
carbide becomes more ductile and shock resistant but less
refractory.Still some materials recover there hardness value on
cooling,The ceramics,carbides,cast cobalt alloys recover there
hardness completely but HC steel soften irreversibly (above 500*c
for HSS).This is the one reason why HSS tools are limited to
operations having working temperature below 500*c.Difference b/w
tools :
After attaining 500*c Recovery of the hardness value after
cooling.Development of new tool materials:During the machining of
high strength temp. Resistant (HSTR)alloys commonly known as
AERO-SPACE material. so its essential to improve mechanical &
thermal strength .
Development in HSS involves ,atomization of pre alloyed HSS
followed by consolidation into shanks by powder metallurgy
technique, which gives uniform distribution of the carbide.(smaller
size =for better grind inability.)
To increase the wear resistance of HSS, a hard layer contain
upto 15%-20% V or Ti may be deposited on tough substrata.Extremely
hard but very thin surface layers have also been developed by
VAPOUR DEPOSTION OF CARBIDES.
FORD motor company uses improved TiC(titanium carbide) tools for
cutting purposes because of there LOW density HIGH oxidation
resistance ,which is having FOUR TIMES TOOL LIFE THAN other grades
of carbides.
Mixture of Al2O3+TiC gives CERMETS, used in high speed machining
of hard cast irons& hard steels too.
One of successful combination is (60%TaN+40%ZrB2)=new refractory
material.DevelopmentExistingModify com[position (increase hard
phase content)High speed steelsCast cobalt alloysHigh tungsten,
high carbon atomized Co-Cr-W-CCarbide with high melting matricesNew
refractory materials (TaN-ZrB2)Cemented carbidesCeramicsDevelopment
of new tool material:Development in potentialities of tool
material.ZrB2=zirconium diboride, highly covalent a refractory
ceramic material,used for wear protection and antioxidants
(zirconium diboride powder)TaN=tantalum nitride.43Some Advanced
Tool Materials During Development:
Coated carbides: When a thin film of TiC was deposited on the
steel cutting grade of carbide by vapour phase deposition.
A coating of 0.005 mm reduced the tendency of cemented carbide
tool to crater.
Coatings are form TiC,TiN,&Al2O3.while TiC & Al2O3
appear to have most stable layer between the chip and tool.
TiN=lowest tool friction.
TiN=due to the strengthening character of the nitrogen.44Coating
can be done by physical methods or sputtering BUT for better
bonding we should use the CHJEMICAL VAPOUR DEPOSITION where gas
like TiCl4 & CH4 is reached on hot surface about 650*c.
Multilayer coatings can also be used .The layer next to TiC
which gives stable diffusion barrier(C leaving prevented) and outer
layer TiN gives low interface friction.
Coated carbides are more brittle than carbides but used when
crater is to be removed.CUBIC BORON NITRIDE(CBN)Coating of
polycrystalline diamond or cubic boron nitride(CBN) is introduced
on the surface of sintered tungsten carbide having Co binder.CBN
coated tools are used primarily to machine stainless steel,HSS, and
HSTR alloys.Tool life of the CBN tool is EXCELLENT for machining
quenched alloy steel for dies.
Tool life of CBN sintered=method of creating objects from
powders & ceramic powders .it is based on atomic
diffusion.46NOBIUM BASED UCON:Union carbide developed UCON based on
COLUMBIUM(NIOBIUM)consisting of 50% COLUMBIUM, 30% titanium &
20% tungsten .These are casst, rolled and slit into blanks.Nitrogen
is finally diffused intpo the surface at 1650*c to produce hard
surface layer.These blanks are usde for machining steel at high
speeds and feeds and are not suitable for cast iron or stainless
steel or HSTR alloy.47FUTURE POSSIBILITIES: From the above
discussion it is considered that continuous interest in developing
new cutting tools may have following new ideas:Thermo-mechanical
treatments to produce textural hardening.Internal oxidation to
produce very small(10 nm)hard particles that strengthen by
precipitation or dispersion hardening.Directional solidification of
cast tool materials& casting techniques that eliminate the
embrittling action of micro shrinkage cracks.Application of cooling
techniques to produce materials of very fine grain size approaching
amorphous structure. It is seen that there are many exciting new
possibilities for further development in cutting tool
materials.Thank you !!!