-
8/11/2019 Castell 1998 Computers & Chemical Engineering
1/4
Computers them Engng
Vol. 22, Suppl., pp. S993-S996, 1998
0 1998 Elsevier Science Ltd. All rights reserved
PII: s0098-1354 98)00198-7
Printed in &at Britain
0098-1354/98 19.00 + 0.00
Optimisation of Process Plant Layout
using Genetic Algorithms
C. M. L. Castell, R. Lakshmanan, J. M. Skilling, R.
Baiiares-Alcdntara
Department of Chemical Engineering, University of Edinburgh,
Edinburgh EH9 3JL, UK
Abstract
The layout of chemical facilities is an activity that is largely
carrie d out by the human designer. Few meth ods
exist for optimising layout. Difficulties in formulating the
problem a s a mathem atical progr am stem from
non- convexities as well as from non-differentiable cost
functions. Recent attemp ts (Pentea do and Ciric,
1996 ) have succee ded in only implicitly including land costs,
resulting in layouts which can be excessively
conservative from the point of view of safety. The use of
stochastic optimisation techniques, though not-
guaranteed to find the global optimum , has proved to be
effective in obtaining good , practical solutions and
perm its th e incorporation of mor e realistic cost functions
and constraints. In this resea rch, experiments wer e
carried out using various genetic algorithm formulations, and
the resulting p rogram , which includes a useful
graphica l interactive compone nt, is presented here. 0 1 998
Elsevier Science Ltd . All rights reserve d.
Keyzuo rds: Proc ess Plant, Layout, Safety, Optimisation,
Genetic Algorithms
INTRODUCTION
The process plant layout pro blem is concerned with
finding the optimal spatial arrangem ent of a collec-
tion of facilities on a site. Hereby a balance needs
to be achieved between safety, land area usage and
pipework costs. The problem belongs to the class
of special allocation problem s that have been previ-
ously studied in the contexts of manufacturing cells
layout and V LSI. In general, the area of each unit
and the interconnection cost of each unit pair is
provided by the process/project engineer. Safety
costs may also be included, and generally com pete
with the cost of pipework and land.
Computer-aided system layout packages exist,
based on adjacency (SPIRAL: Goetschalckx, 1992)
and distance (CRAFT: Armour and Buffa, 1963;
SHAP E: Hassan, et al., 1986). However, the lay-
out o f process plant is more complex in that one is
trying to minimise a number of different ob jective
functions simultaneously (e.g. pipe-length, safety
cost, etc.), whilst still satisfying a number of con-
straints. The standard techniques quoted in the lit-
erature are theref ore not suitable for the realistic
layout of proce ss plant.
Recent research into the process plant layout prob-
lem includes Suzuki and Fuchino (1991 ), who use
a facilities-interchange proce dure based on a cost
function calculated from unit separation distances
and a set of heuristics; Pentead o and Ciric (1996) ,
who take a mixed integer non-linear program ming
(MIN LP) approach to optimise a layout of circu-
lar or elliptical proce ss units for cost and safety;
and Georgiadis and Macchietto (1997), who invest-
igate the layout of a multifloor production facility
of equally sized units.
In our approach, we use a more realistic representa-
tion of a proc ess layout, taking aspec t r atio and ori-
entation of proc ess units into account. Land costs
are formulated as being proportional to the area
of the rectangle bounding the units. This mor e
complex m odel of the process plant presents diffi-
culties to conventional m athematical program ming
appr oach es owing to the non- differentiability of the
objective function. This motivated the use of a
stochas tic optimisation technique, for which there
is essentially no restriction on the form of the ob-
jective function.
GENETIC ALGORITHM OPTIMISATION
The traditional appro ach to using genetic al-
gorithm s (GA S) to solve a given problem involves
devising a means f or encoding potential solutions
as strings and using conventional opera tors, typic-
ally crosso ver and mutation, to perfor m the evolu-
tionary searc h. The succ ess of a GA application,
however, depends on whether or not distinct seg-
ments of the string representation represen t logical
building blocks (sche ma) which represent partial
encodings of good solutions (Michalewicz, 1992).
Recent resea rch in evolutionary compu tation (Surry
and Radcliffe, 1996) has shown that the represent-
ation used is key to the success of the GA applica-
tion. How ever, using a problem specific represent-
ation instead of a simple string usually means that
conventional genetic operators are no longer appro-
priate, and novel, more appropriate, operators must
be defined.
In our work, we have drawn on the experience of
resea rcher s in the area of evolutionary computation
to define special-purp ose opera tors to manipulate a
s993
-
8/11/2019 Castell 1998 Computers & Chemical Engineering
2/4
s994 European Symposium on Computer Aided Process
Engineering-8
very natural representation of a layout, conceptually
modelling the units and pipes as nodes and edg es in
a graph. Both tournament and roulette wheel se-
lection w ere used in the trials, with the form er be-
ing consistently mor e effective. Our results indicate
that the approach taken here has been a profitable
one for the layout optimisation problem.
LAYOUT PROBLEM FORMULATION
The representation used here encodes all the inform-
ation of a particular unit into the genetic c ode: the
x and y co-ordinates, length, w idth, orientation and
the Mond safety index (Lewis, 1979). In addition,
the interconnections between the units are recor ded
along with the cost associated with the pipework for
each link.
W ij
= cost of pipe between units E/m)
O TQj
= rectilinear
distance between centre of
units m)
= lx+ -
j l + l Yc , i Ye, j l
(b) Miiimising the area taken up by a rectangle
enclosing all the process plant (plant area) .
{min(((xi+ Wdmaz Xjcj)min)
X((Yi+ G7w z (Yjhnin)))
xwl
W
= cost of land E/m2)
(c) Minimising the infringement of Mon d safety dis-
tances.
{min C C max(0, (mom& j - dsij))} x wm
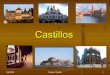
Figure 1: Proc ess unit representation
In Figure 1 (x, y) are the co-o rdinates of the top left
hand corner and (xc,ye) are the co-ordinates of the
centre of the proce ss unit. The length and width
are denoted by 1 and w , respectively. The ori-
entation of the unit is described by the variable o ,
which is 0 for the normal orientation and 1, when ro-
tated by 90. (Note: For all following formulae it is
assum ed that units are in their normal orientation.)
Safety is mode lled by the M ond fire and safety in-
dex, which was chosen as it is relatively simple to
calculate and, more importantly, is available at the
early stag es of a project when the layout design is
being performed. The index specifies the preferred
minimum distances between p lots of proce ss units.
The extent to which these constraints are violated
determines the safety cos t of the layout.
Objective Functions
Among
the more important characteristics of a good
layout are a low pipework cost, a small plant area
and a safe design (Mecklenburgh, 1985). We have
therefore adopted these characteristics as the ob-
jectives of our optimisation proce ss.
(a) Minimising the sum of weigh ted pipe lengths
between units.
We have assum ed that all pipes can only run in
north/south or east/w est directions and that all
pipes run from the centre point of a proc ess unit.
i
2om =
daij =
mond
-
8/11/2019 Castell 1998 Computers & Chemical Engineering
3/4
European S ymposium on Computer Aided P rocess Engineering-8
S9 X
Blocks must be placed within the designated
site area
Blocks must not overlap with one another.
Figure 2: Exam ple of x-projection overlapping
Two blocks will only overlap if they a re both x-
projection overlapping (Figure 2) and y-projection
overlapping. Mathem atically, this implies:
Zj - Zi + Wi)) Zj + Wj) - 2;)
2
0
(Yj -
Yi
+
h)) Yj
+ a,) -
Yi) 2
0
The location an d orientation information is manip-
ulated by the genetic code to optimise the process
plant layout, while a repair algorithm ensures that
the two conditions above hold.
GR PHIC L USER INTERF CE
The Graphical User Interface (GUI) is designed not
just to make the optimisation program more user
friendly, but is an integral part of the system design
as it perm its the process engineer to interact with
the optimisation proce ss, tailoring it to his/her own
needs. After the details o f the process units/plots
have been loaded up by the progra m the user initi-
ates the GA optimisation process. This produces a
layout in the user window, with all the named pro-
cess units re presente d by blocks, with connections
shown by lines routed between the blocks. In future
wor k, it is intended that additional constraints may
be placed on the formulation by the user as he or
she monitors the progress of the algorithm through
the graphica l interface.
On the right hand side of the display three scores
are given. One for pipework cost, one for land area
usage and one for safety. A combined total score
is given in the top right of the w indow. By click-
ing and dragging on one of the proc ess units/plots
on the screen, the process engineer can see how the
individual ratings for cost, land and safety change,
and also observe any change to the overall score.
The process engineer can therefore modify the lay-
out to his or her particular requirements while main-
taining a view of the eff ects of those changes on the
three objective functions. Weightings can be as-
signed to each objective function as deem ed fit by
the operator to produce the overall score for the
process plant layout.
A suggested approach to the use of the tool is to
begin w ith a set of Mon d indices calculated in the
prescribed manner and to use a low safety weight-
ing factor. The p rogram is likely to evolve a solution
that has a significant amount of overlap. By look-
ing at the graphical display o f the layout, the user
can then use his or her process-specific knowledge
to refine the Mond indices (either by recommending
the installation of additional protective devices on
critical units o r simply on the basis that a particular
value was overly conservative). Throu gh successive
runs, the safety factor is systematically increased to
a high va lue until the violations in the inter-unit
spacing recomm endations are negligible. Fine tun-
ing of this solution can be done either using the
hill-climbing algorithm included in the progra m or
manually through the graphical user interface.
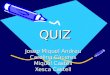
RESULTS
Detailed below are the results of experiments carried
out to determine the effectiveness of the optimisa-
tion procedure. Figures 3 and 4 show the results
of the optimisation progra m tested on the Ethyl-
ene Oxide (EO ) Plant case study presented by Pen-
teado and Ciric (1996). Hereby the safety weight-
ing (wm) has been set at high and low levels to
demonstrate the flexibility of the GA approach to
optimisation. The dash ed circles around the haz-
ardous process units represent the Mond separation
distance requirements to adjacent units.
I
cm
i
I
\ I
\
/
--______A
\
\
Figure 3: EO layout (high safety factor)
As can be seen from these diagrams, far more com-
pact layouts are possible than if the same pro cess
-
8/11/2019 Castell 1998 Computers & Chemical Engineering
4/4
S996
European Sym posium on C omputer A ided Process
Engineering-8
units were modelled as circles or equal area squares.
Figure 4: EO layout (low safety factor)
Figure 5 represe nts a layout gen erated by the pro-
gram for a set of 20 randomly sized and shaped
units, with a random set of connections. This il-
lustrates that the program can handle larger prob-
lems, although the runtime is increased to about one
minute.
L
Figure 5: Twenty proc ess unit plant layout
CONCLUSIONS
The appro ach taken, applying stochastic op timisa-
tion techniques to chem ical plant layout, ha s resul-
ted in a useful and practical design aid. The soft-
war e provides useful graphical interactive comm u-
nication between the designer and the optimiser,
and the array o f formulations available to the user
allows for testing of a range of assumptions. Most
importantly, the formulation chosen and the imple-
mentation of the softw are hav e resulted in a single
tool that can handle a much larger s et of layout
problem s than was possible in the existing s tate of
the art.
fiture wor k will provide facilities to (a) tailor the
objective function to suit the preferences of a par-
ticular designer and (b) perm it on-line addition of
constraints by the user, and will incorporate integer
choice variables relating to the installation of addi-
tional protective devices which allow more compact
layout and hence reduce land costs.
ACKNOW LEDGEM ENT: The authors gratefully
acknow ledge the financial suppo rt provided by Elf
UK in the form of a Scho larship in Safety Engineer-
ing.
REFERENCES
Armour, G. C., and E. S. Buffa, 1963, A Heuristic
Algorithm and Simulation Appr oach to the Relat-
ive Location of Facilities, Manag ement Science, v9,
n2, pp294-309.
Georgiadis, M. C. and Macchietto, S., 1997, Lay-
out of Process Plants: A Novel Approach, Comp.
Chem. Eng., ~21, nS, ~~337-342.
Goetschalckx, M., 1992, SPIRAL: An Efficient and
Interactive Adjacency G raph Heuristic for Rapid
Prototyping of Facilities,
Design
European
Journal
of Operational Research, ~~304-321.
Hassan, M.M .D., et al., 1986, SHAPE: A Con-
struction Algorithm for Area Placem ent Evalu-
ation, International Journal of Production Re-
search ~24, pp1283-1295.
Lewis, D.J., 1979, The M ond fire, explosion and
toxicity index: a developm ent of the Dow Index,
AIChE Loss Prevention Symposium, Houston.
Mecklenburgh, J.C., 1985, Process Plant Layout,
Pub: George Goodwin.
Michalewicz, Z., 1992, Genetic Algorithms + Data
Structure s = Evolution Program s, Pub: Springer-
Verlag, 2ed.
Penteado, F. D. and Ciric, A. Ft., 1996, An MINLP
approach for safe process plant layout, Ind. Eng.
Chem. Res. ~35, ~~13541361.
Surry, P.D. and Radcliffe, N., 1996, Formal
Algorithms + Formal Representations = Search
Strategies, Department of Mathematics, Uni-
versity of Edinburgh, Scotland..
Suzuki, A. and Fuchino, T., 199 1, An Evolution-
ary Method of Arranging the Plot Plan for Process
Plant Layout, J. Chem. Eng. Jap. ~24 n2, pp
226-231.