Embed Size (px)
Citation preview

1
Centro de Investigación Científica de Yucatán, A.C.
Posgrado en Materiales Poliméricos
“Propiedades Reológicas en Fundido de Materiales
Compuestos Termoplásticos Reforzados con Nanoarcilla de Paligorskita”
Tesis que presenta
GENARO ANTONIO SOBERANIS MONFORTE
En opción al título de
DOCTOR EN MATERIALES POLIMÉRICOS
Mérida Yucatán Enero de 2015

2
Agradecimientos
A Dios:
Por darme la oportunidad de superarme y alcanzar una meta más en mi vida
profesional.
Al Centro de Investigación Científica de Yucatán AC:
Por permitirme realizar este trabajo en los laboratorios de la Unidad de materiales.
A mi director de Tesis, Dr. Pedro Iván González Chi:
A quien le agradezco haber compartido conmigo su conocimiento, por su
confianza, su paciencia, sus acertados consejos para la toma de decisiones en los
momentos más difíciles, por su paciencia y su amistad. Pero sobre todo le
agradezco el valioso tiempo que se tomó para corregir este trabajo y guiarlo a un
buen fin.
Al Programa de Mejoramiento del Profesorado (PROMEP)
Por el apoyo económico recibido durante el transcurso de mis estudios.
A mi comité revisor
Dr. Manuel de Jesús Aguilar Vega, por compartir su conocimiento en el área de
reología y por sus acertados comentarios durante el desarrollo de este trabajo.
Dr. Roberto Benavides Cantu, por recibirme en su centro de investigación
(CIQA) y facilitarme los medios para el procesamiento de materiales compuestos y
su asesoría durante el desarrollo de esta parte del trabajo.
Dr. Alfonso Maffezzoli, del Department of Engineering for Innovation, University
of Salento, Italia, por su ayuda en el análisis reológico mediante técnicas
matemáticas.
De igual manera agradezco a los Dres. José Manuel Cervantes Uc y Jorge
Alonso Uribe Calderón, por compartir sus conocimientos en las áreas de química
de polímeros y técnicas caracterización de materiales compuestos.
Asimismo, agradezco a los técnicos QI. Santiago Duarte Aranda, por realizar la
caracterización MEB de los materiales compuestos, a la QI. Rossana Faride
Vargas Coronado, por realizar la caracterización MEB, EDX y FTIR de los

3
materiales compuestos y a la MC. María Isabel Loria Bastarrachea, por ayudar
en la caracterización termo-gravimétricas (TGA) de los materiales compuestos.
A la Universidad Tecnológica Metropolitana:
Por apoyarme en todo momento durante el desarrollo de este trabajo. Agradezco
particularmente al MC. Ricardo Bello Bolio, Mtra. Genny González Ortiz, Lic.
Carlos Rubén Díaz Alcocer y a la Lic. Alejandra Peniche Manzanares, por
apoyarme oportunamente durante el periodo de estudios de doctorado.
Al Centro de Investigación y Estudios Avanzados, Unidad Mérida:
Los análisis de difracción de rayos X se realizaron en el Laboratorio Nacional de
Nano y Biomateriales, Cinvestav-IPN. Unidad Mérida. Agradecemos a la Dra.
Patricia Quintana por el acceso al LANNBIO y al MC. Daniel Aguilar Treviño por
su apoyo técnico en la obtención de los difractogramas, asimismo agradezco a la
MC. Dora Huerta por la Caracterización MEB (con emisión de campo) de los
materiales compuestos.
Al Centro de Investigación en Química Avanzada:
Por permitirme usar sus equipos de extrusión para procesar mis formulaciones,
asimismo, agradezco a los técnicos Ing. Jesús Gilberto Rodríguez Velázquez y
Tec. Juan Francisco Zendejo Rodríguez, por ayudar en el procesamiento de los
materiales compuestos.
A la Universidad Autónoma de Yucatán:
Dr. Luis Chel Guerrero por facilitarme los medios para la caracterización
reológica de los materiales compuestos.
A la Universidad Marista de Mérida:
MC. Eugenia Conde Medina y al MC. Pedro Poot Cauich por facilitarme los
medios para la realización de las pruebas de incineración.
A todos mis amigos de Unidad de Materiales del CICY:
Al Ing. Cesar Martín, Dr. Alejandro May, MC. Juan J. Espadas, MC. Carlos Sierra,
MC. Irma Flores, MC. Erbin Uc, Ing. Emilio Paz, Ing. Maria Jose Cabrera y MC.
Mario Muñoz, y muchos otros más, por compartir conmigo sus conocimiento,
experiencia y amistad.

4
Dedico este trabajo a:
Las tres personas más importantes de mi vida, que con su amor, paciencia y
comprensión me dieron la fuerza para concluir este trabajo.
A mi familia
Rossana Faride, Aníbal Hakeem y Octavio Kareem
Los seres que me dieron la oportunidad de estar en este mundo y sacrificaron
infinidad de cosas por mí.
A mis padres
Gilberto y Hernilda
A los que me han brindado su apoyo y confianza en todo momento.
A mis hermanos, Familiares y Amigos
José D, Luis A, Gilberto M, Juan C, Erik E, Miguel A, Jorge C, Pablo A, Manuel A,
Isabel, Hernilda, Antonia I, Rosa Ma. Janet B, Víctor A, y muchos más que estarán
siempre en mis pensamientos.
A los que de alguna manera contribuyeron en mi formación académica.
A mis profesores y amigos
Luis Maldonado, Arturo Plata y Evelia Aguilar
A los que se nos adelantaron pero siempre confiaron y creyeron en mí.
Mi tío Miguel y mi abuela Narcisa

5
INDICE
Resumen ............................................................................................................ 17
Abstract .............................................................................................................. 18
Introducción ....................................................................................................... 19
Objetivos ............................................................................................................ 22
CAPÍTULO 1. ASPECTOS TEÓRICOS ............................................................. 23
1.1 Antecedentes ........................................................................................... 24
1.2 Arcillas ...................................................................................................... 25
1.3 Silicatos .................................................................................................... 26
1.3.1 Filosilicatos ........................................................................................ 27
1.3.2 Paligorskita. ....................................................................................... 31
1.4 Materiales compuestos poliméricos reforzados con nano-arcillas ........... 33
1.4.1 Métodos de preparación de MCPN .................................................... 35
1.4.1.1 Intercalación en fundido .............................................................. 35
1.5 Reometría ................................................................................................ 37
1.6 Ecuaciones constitutivas .......................................................................... 40
1.6.1 Flujo cortante simple .......................................................................... 40
1.6.1.1 Flujo cortante simple en estado estacionario .............................. 42
1.6.2 Flujo cortante sinusoidal .................................................................... 43
1.6.3 Flujo cortante en estado transitorio .................................................... 44
1.6.4 Relajación de esfuerzos en un flujo cortante estable ......................... 46
1.6.5 Principio de superposición ................................................................. 47
CAPÍTULO 2. EXPERIMENTAL ........................................................................ 49
2.1 Materiales ................................................................................................. 50
2.2 Métodos ................................................................................................... 51
2.2.1 Purificación de la paligorskita ............................................................ 51
2.2.1.1 Tratamiento 1/3 ........................................................................... 51
2.2.1.2 Tratamiento 2/3 ........................................................................... 51
2.2.1.3 Tratamiento 3/3 ........................................................................... 52

6
2.2.2 Silanización de la arcilla .................................................................... 52
2.2.3 Análisis por microscopía electrónica de barrido (MEB) para la arcilla
de paligorskita ................................................................................................. 53
2.2.4 Análisis por espectrometría de energía dispersiva de rayos X (EDX)
de la arcilla de paligorskita .............................................................................. 54
2.2.5 Análisis por espectrometría de infrarrojo con transformada de Fourier
(FTIR) de la arcilla de paligorskita .................................................................. 55
2.2.6 Preparación de materiales compuestos por extrusión de doble husillo
55
2.2.6.1 Condiciones de procesamiento del primer y segundo lote de
formulaciones (extrusor Brabender) ............................................................ 56
2.2.6.2 Condiciones de procesamiento del tercer lote de formulaciones
(extrusor modular Werner & Pfleiderer) ....................................................... 58
2.2.7 Caracterización Reológica ................................................................. 63
2.2.8 Prueba reológica de corte dinámico (barrido de frecuencia) del primer
lote de formulaciones ...................................................................................... 64
2.2.9 Prueba reológica de corte dinámico (barrido de frecuencia) del
segundo lote de formulaciones ....................................................................... 65
2.2.10 Condiciones de prueba reológicas para el tercer lote de formulación
65
2.2.10.1 Análisis reológico de corte dinámico ........................................... 66
2.2.10.2 Análisis reológico de corte transitorio .......................................... 66
2.2.11 Método por incineración para determinar el contenido de partículas
inorgánicas en materiales compuestos termoplásticos ................................... 68
2.2.12 Difracción de rayos X de la arcilla pristina, modificada y recuperada
por incinerización de los materiales compuestos ............................................ 70
2.2.13 Microscopía electrónica de transmisión (MET) de los materiales
compuestos termoplásticos del tercer lote de formulaciones .......................... 71
CAPÍTULO 3. RESULTADOS Y DISCUSIÓN .................................................... 74
3.1 Análisis Morfológico por Microscopía Electrónica de Barrido (MEB) ........ 75
3.1.1 Análisis morfológico de la arcilla paligorskita en estado original ....... 75
3.1.2 Análisis morfológico de la arcilla paligorskita purificada. ................... 75
3.1.2.1 Tratamiento 1/3 ........................................................................... 75

7
3.1.2.2 Tratamiento 2/3 ........................................................................... 76
3.1.2.3 Tratamiento 3/3 ........................................................................... 77
3.1.3 Análisis morfológico de la arcilla paligorskita silanizada .................... 77
3.2 Análisis Espectroscópico de Energía Dispersiva de Rayos X (EDX) ....... 78
3.2.1 Análisis EDX de la arcilla purificada .................................................. 78
3.2.2 Análisis EDX de la arcilla silanizada .................................................. 79
3.3 Análisis Espectroscópico de Infrarrojo con Transformada de Fourier (FTIR)
81
3.3.1 Análisis FTIR de la arcilla sometida al proceso de purificación ......... 81
3.3.2 Análisis FTIR de la arcilla silanizada ................................................. 83
3.4 Contenido de arcilla por incineración de los materiales compuestos ....... 86
3.4.1 Contenido de arcilla del primer lote de formulaciones ....................... 86
3.4.2 Contenido de arcilla del segundo lote de formulaciones .................... 87
3.4.3 Contenido de arcilla del tercer lote de formulaciones ........................ 88
3.5 Análisis de difracción de Rayos X de la paligorskita ................................ 91
3.6 Análisis MET de materiales compuestos nano-reforzados (tercer lote de
formulaciones) ................................................................................................... 92
3.7 Resultados de la caracterización reológica ............................................ 101
3.7.1 Barridos de frecuencia del primer lote de formulaciones (tabla 2) ... 101
3.7.2 Barridos de frecuencia del segundo lote de formulaciones (tabla 3) 107
3.7.3 Barridos de frecuencia del tercer lote de formulaciones (tablas 5-7) 112
3.8 Resultados de la caracterización reológica a flujo cortante transitorio ... 123
Conclusiones ................................................................................................... 138
Referencias ...................................................................................................... 141
ANEXO A ......................................................................................................... 149
Configuración de las geometrías de los husillos de un extrusor modular ........ 149
ANEXO B ......................................................................................................... 151
Imágenes TEM de materiales compuestos del tercer lote de formulaciones ... 151

8
LISTA DE FIGURAS
Figura 1.- Relación superficial área/volumen de diferentes geometrías de
partículas de refuerzo [4]. ....................................................................................... 20
Figura 2.- Poliedros básicos de coordinación de los filosilicatos. .......................... 28
Figura 3.- Arreglo estructural básico tetraédrico de los filosilicatos. ...................... 28
Figura 4.- Arreglo de capa estructural octaédrica de los filosilicatos. .................... 29
Figura 5.- Arreglo atómico de una capa de filosilicato que constituye una lámina [18]. ......................................................................................................................... 29
Figura 6.- Imperfección de una lámina T-O en la coincidencia entre una capa
tetraédrica y una capa octaédrica. ........................................................................ 30
Figura 7.- Estructura ideal de un filosilicato bilaminar y trilaminar. ........................ 30
Figura 8.- Representación esquemática de la estructura química de la paligorskita.
.............................................................................................................................. 32
Figura 9.- Ilustración esquemática de los tres tipos de estructura de un material
compuesto polimérico nano-reforzado con arcilla laminar. ................................... 34
Figura 10.- Ilustración esquemática de los dos tipos de estructura de material
compuesto polimérico nano-reforzado con arcilla fibrilar. ..................................... 34
Figura 11.- Representación esquemática del método de preparación de
nanomateriales compuestos por intercalación en fundido. .................................... 36
Figura 12.- Representación esquemática de un flujo cortante simple. .................. 41
Figura 13.- Descomposición de un esfuerzo actuando en una cara de un elemento
cúbico unitario. ...................................................................................................... 42
Figura 14.- Representación esquemática de un flujo cortante sinusoidal ............. 43
Figura 15.- Representación esquemática de un experimento de incremento de
esfuerzos, cuando la tasa de corte se incrementa, el esfuerzo de corte reducido
(η+/η) incrementa y se observa la presencia del esfuerzo de sobre-impulso. ........ 46
Figura 16.- Representación esquemática de relajación de esfuerzos siguiendo un
flujo cortante estacionario, cuando la tasa de corte se incrementa, el esfuerzo de
corte reducido (η+/η) disminuye. ............................................................................ 47
Figura 17.- Diagrama de configuración de husillos modulares para medianos y
altos esfuerzos de corte. ....................................................................................... 63
Figura 18.- Representación esquemática de una gráfica de cajas y bigotes. ....... 73
Figura 19.- Micrografías MEB de diferentes zonas de la arcilla paligorskita sin
tratamiento. ........................................................................................................... 75
Figura 20.- Arcilla de paligorskita seca a tres magnificaciones, después del
tratamiento 1/3. ..................................................................................................... 76
Figura 21.- Arcilla paligorskita seca a tres magnificaciones, después del
tratamiento 2/3. ..................................................................................................... 76

9
Figura 22.- Arcilla paligorskita seca a tres magnificaciones después del tratamiento
3/3. ........................................................................................................................ 77
Figura 23.- Micrografías de arcilla silanizada previamente purificada con tres
tratamientos. .......................................................................................................... 77
Figura 24.- Patrones EDX de los tres tratamientos del proceso de purificación, a)
ST: Arcilla sin tratamiento, b) 1/3: Agua destilada, c) 2/3: Peróxido de hidrogeno, d)
3/3: Acetato de sodio. ............................................................................................ 78
Figura 25.- Representación esquemática de la distribución cuantitativa de los
elementos químicos presentes en la arcilla sin tratamiento y al final de cada uno
de los tres tratamientos del proceso de purificación. ............................................. 79
Figura 26.- Patrones EDX de la arcilla, a) ST: Arcilla sin tratamiento, b) 3/3:
Purificada, c) Silanizada (previamente purificada) ................................................ 80
Figura 27.- Representación esquemática de la distribución cuantitativa de los
elementos químicos presentes en la arcilla sin tratamiento y al final de cada uno
de los tres tratamientos del proceso de purificación. ............................................. 80
Figura 28.- Espectros IR de la arcilla sin purificar y los tres tratamientos del
proceso de purificación. ........................................................................................ 82
Figura 29.- Bandas características de la arcilla paligorskita [77] ............................. 82
Figura 30.- Espectro FTIR del agente silano 3-aminopropiltrimetoxisilano ........... 84
Figura 31.- Espectro IR de la arcilla silanizada comparada con el de la arcilla
purificada. .............................................................................................................. 85
Figura 32.- Patrones de difracción de rayos X de la arcilla de paligoskita sin
tratamiento, purificada y silanizada. ...................................................................... 91
Figura 33.- Patrones de difracción de rayos X de la paligorskita extraída de
materiales compuestos por incineración (Formulaciones de la tabla 8). ............... 92
Figura 34.- MET: Distribución de longitudes de nano-fibras de paligorskita en
materiales compuestos con diferente contenido de refuerzo (0.5, 1 y 2 %) y tres
condiciones de procesamiento (esfuerzos medianos, altos y altos con sonicación).
.............................................................................................................................. 94
Figura 35.- MET. Distribución de diámetros de nano-fibras de paligorskita en
materiales compuestos con diferente contenido de refuerzo (0.5, 1 y 2 %) y tres
condiciones de procesamiento (esfuerzos medianos, altos y altos con sonicación).
.............................................................................................................................. 95
Figura 36.- MET. Distribución de distancias entre de nano-fibras de paligorskita
(dispersión) en materiales compuestos con diferente contenido de refuerzo (0.5, 1
y 2 %) y tres condiciones de procesamiento (esfuerzos medianos, altos y altos con
sonicación). ........................................................................................................... 97
Figura 37.- Micrografías MET. Morfología de la dispersión de las nano-fibras de
paligorskita en materiales compuestos con diferente contenido de refuerzo (Med 1

10
= 0.5 %, Med 5 = 1 % y Med 9 = 2 %) y procesados con medianos esfuerzos de
corte. ..................................................................................................................... 98
Figura 38.- Micrografías MET. Morfología de la dispersión de las nano-fibras de
paligorskita en materiales compuestos con diferente contenido de refuerzo (Hig 1
= 0.5%, Hig 5 = 1% y Hig 9 = 2%) y procesados con altos esfuerzos de corte. .... 99
Figura 39.- Micrografías MET. Morfología de la dispersión de las nano-fibras de
paligorskita en materiales compuestos con diferente contenido de refuerzo (Son 1
= 0.5%, Son 5 = 1% y Son 9 = 2%) y procesados con altos esfuerzos de corte y
además sonicados. ............................................................................................. 100
Figura 40.- Curva maestra del PP obtenida de los barridos de frecuencia (0.1 a
200 rad/s y 200 a 0.1 rad/s, a 170, 190 y 210 ºC); temperatura de referencia de
170 ºC. ................................................................................................................ 102
Figura 41.- Curva maestra del PP/PPma (10 % PPma) obtenida de los barridos de
frecuencia (0.1 a 200 rad/s y 200 a 0.1 rad/s, a 170, 190 y 210 ºC); temperatura de
referencia de 170 ºC............................................................................................ 103
Figura 42.- Curva maestra del material compuesto PP/PPma/ST, con 0.5 % (~0.94
%, real) de paligorskita sin tratamiento químico. Barridos de frecuencia (0.1 a 200
rad/s y 200 a 0.1 rad/s, a 170, 190 y 210 ºC); temperatura de referencia de 170 ºC.
............................................................................................................................ 104
Figura 43.- Curva maestra del material compuesto PP/PPma/AP, con 0.5 %
(~0.81%, real) de paligorskita purificada. Barridos de frecuencia (0.1 a 200 rad/s y
200 a 0.1 rad/s, a 170, 190 y 210 ºC); temperatura de referencia de 170 ºC. ..... 105
Figura 44.- Curva maestra del material compuesto PP/PPma/APS, con 0.5 %
(~0.45%, real) de paligorskita purificada y silanizada. Barridos de frecuencia (0.1 a
200 rad/s y 200 a 0.1 rad/s, a temperaturas de 170, 190 y 210 ºC); temperatura de
referencia de 170 ºC............................................................................................ 106
Figura 45.- Tiempos de relajación promedio de las formulaciones del primer lote.
............................................................................................................................ 107
Figura 46.- Gráfica comparativa de tiempos de relajación del segundo lote de
formulaciones. ..................................................................................................... 110
Figura 47.- Gráfica comparativa de viscosidad compleja del segundo lote de
formulaciones, a) muestras procesadas a 150 rpm, b) muestras procesadas a 200
rpm. ..................................................................................................................... 111
Figura 48.- Gráfica comparativa de módulo de almacenamiento del segundo lote
de formulaciones, a) muestras procesadas a 150 rpm, b) muestras procesadas a
200 rpm. .............................................................................................................. 112
Figura 49.- Gráfica comparativa de módulo de almacenamiento de las
formulaciones del tercer lote, extruidas con esfuerzos medios de corte. ............ 115

11
Figura 50.- Gráfica comparativa de módulo de almacenamiento de las
formulaciones del tercer lote, extruidas con altos esfuerzos de corte. ................ 115
Figura 51.- Gráfica comparativa de módulo de almacenamiento de las
formulaciones del tercer lote, extruidas con altos esfuerzos de corte y sonicadas.
............................................................................................................................ 116
Figura 52.- Gráfica comparativa de viscosidad compleja de las formulaciones del
tercer lote, extruidas con esfuerzos medios de corte. ......................................... 117
Figura 53.- Gráfica comparativa de viscosidad compleja de las formulaciones del
tercer lote, extruidas con altos esfuerzos de corte. ............................................. 118
Figura 54.- Gráfica comparativa de viscosidad compleja de las formulaciones del
tercer lote, extruidas con altos esfuerzos de corte y sonicadas. ......................... 118
Figura 55.- Gráfica comparativa de tiempos de relajación del tercer lote de
formulaciones extruidas a diferentes esfuerzos de corte. ................................... 119
Figura 56.- Gráfica comparativa de módulos de almacenamiento de formulaciones
de los tres lotes. .................................................................................................. 120
Figura 57.- Gráfica comparativa de viscosidad compleja de formulaciones de los
tres lotes. ............................................................................................................. 121
Figura 58.- Gráfica comparativa de las formulaciones de los tres lotes que
reportaron valores más altos de tiempos de relajación. ...................................... 123
Figura 59.- Viscosidad de corte transitoria vs tiempo del Polipropileno a 4
velocidades de corte (0.05, 0.1, 0.5 y 1 s-1). ........................................................ 125
Figura 60.- Viscosidad de corte transitoria de materiales compuestos nano-
reforzados con arcilla: a) sin tratamiento químico, b) purificada, c) purificadas y
silanizadas y d) mezcla PP/PPma. Procesados con esfuerzos de corte medios y
caracterizados reológicamente a 4 velocidades de corte (0.05, 0.1, 0.5 y 1 s-1). 126
Figura 61.- Viscosidad de corte transitoria de materiales compuestos nano-
reforzados con arcilla: a) sin tratamiento químico, b) purificada, c) purificadas y
silanizadas y d) mezcla PP/PPma. Procesados con altos esfuerzos de corte y
caracterizados reológicamente a 4 velocidades de corte (0.05, 0.1, 0.5 y 1 s-1). 128
Figura 62.- Viscosidad de corte transitoria de materiales compuestos nano-
reforzados con arcilla: a) sin tratamiento químico, b) purificada, c) purificadas y
silanizadas y d) mezcla PP/PPma. Procesados con altos esfuerzos de corte más
sonicación y caracterizados reológicamente a 4 velocidades de corte (0.05, 0.1,
0.5 y 1 s-1). .......................................................................................................... 129
Figura 63.- Viscosidad de corte reducida ( ) vs tiempo de materiales
compuestos con a) ~0.5 % de arcilla sin purificar, b) ~1 % de arcilla purificada y c)
~2 % de arcilla silanizada; cada grupo procesado con esfuerzos de corte medios,
altos y altos más sonicación. Caracterizados a una tasa de corte de 1.0 s-1. ..... 132

12
Figura 64.- Esfuerzo cortante vs tiempo de materiales compuestos con a) ~0.5 %
de arcilla sin tratamiento, b) ~1 % de arcilla purificada y c) ~2 % de arcilla
silanizada, cada grupo procesado con esfuerzos de corte medios, altos y altos
más sonicación. Caracterizados a una tasa de corte de 1 s-1. ............................ 135

13
LISTA DE TABLAS
Tabla 1.- Propiedades físicas de los polipropilenos maleados usados. ................ 50
Tabla 2.- Primer lote de formulaciones procesadas en el extrusor Brabender. ..... 57
Tabla 3.- Segundo lote de formulaciones procesadas en el extrusor Brabender. . 58
Tabla 4.- Peso de pellets usados para la mezcla seca alimentada al extrusor
Werner & Pfleiderer. Materiales compuestos de PP con 4 % de PPma y tres
contenidos de arcilla con tres tratamientos. .......................................................... 60
Tabla 5.- Formulaciones del tercer lote procesadas con esfuerzos medios de corte.
.............................................................................................................................. 61
Tabla 6.- Formulaciones del tercer lote procesadas con altos esfuerzos de corte. 61
Tabla 7.- Formulaciones del tercer lote procesadas con altos esfuerzos de corte y
sonicadas. ............................................................................................................. 62
Tabla 8.- Formulaciones seleccionadas del tercer lote que fueron analizadas por
reometría en fundido de corte transitorio. .............................................................. 68
Tabla 9.- Condiciones para incinerar muestras poliméricas con contenido
inorgánico .............................................................................................................. 69
Tabla 10.- Especímenes de arcilla caracterizados por difracción de rayos X. ...... 71
Tabla 11.- Asignación de grupos funcionales de la arcilla de paligorskita según el
número de onda. ................................................................................................... 83
Tabla 12.- Bandas características FTIR de la arcilla Paligorskita .......................... 85
Tabla 13.- Porcentaje en peso de arcilla contenida en las tres formulaciones del
primer lote. ............................................................................................................ 87
Tabla 14.- Porcentaje en peso de arcilla purificada contenida en tres formulaciones
y sus repeticiones del segundo lote. ..................................................................... 87
Tabla 15.- Porcentaje en peso de arcilla sin tratamiento, purificada y silanizada de
las formulaciones concentradas (master batch). ................................................... 88
Tabla 16.- Porcentaje en peso de arcilla contenida en las formulaciones
procesadas con esfuerzos de corte medio (tercer lote). ........................................ 89
Tabla 17.- Porcentaje en peso de arcilla contenida en las formulaciones
procesadas con altos esfuerzos de corte (tercer lote). .......................................... 90
Tabla 18.- Porcentaje en peso de arcilla contenida en las formulaciones
procesadas con altos esfuerzos de corte y sonicadas (tercer lote). ...................... 90
Tabla 19.- Resumen de propiedades reológicas del primer lote de formulaciones.
............................................................................................................................ 103
Tabla 20.- Propiedades reológicas a flujo cortante estacionario de las
formulaciones del segundo lote (arcilla purificada). ............................................. 109
Tabla 21.- Resultados del estudio reológico de las formulaciones con arcilla sin
tratamiento, purificada y silanizada del tercer lote. .............................................. 113

14
Tabla 22. Viscosidad de corte reducida máxima obtenida a una velocidad de corte
de 1 s-1 en materiales compuestos procesados con tres niveles de esfuerzos, tres
tipos de arcilla y tres diferentes contenidos de arcilla. ........................................ 133

15
Simbología
= Factor de cambio para la superposición tiempo-temperatura
( ) = Módulo complejo (Pa)
( ) = Módulo de almacenamiento (Pa)
( ) = Módulo de perdida (Pa)
h(t) = Función de Heaviside o Función escalón unitaria
Mv = Peso molecular promedio viscoso (kg/kmol)
Mw = Peso molecular promedio en peso (kg/kmol)
N1 = -(σ11-σ22), Diferencia de esfuerzos normales primarios (Pa)
N2 = -(σ22-σ33), Diferencia de esfuerzos normales secundarios (Pa)
Re = componente real
T = temperatura (K)
t = tiempo (s)
t’= tiempo pasado o anterior (s)
tan δ = tangente de perdida (-)
V = vector de velocidad (m/s)
γ0 = Deformación en experimentos de relajación
γ = Deformación o elongación a cortante
= Componente a cortante de un tensor de deformación lineal
= tasa de corte (s-1)
= tasa de corte inicial en experimentos de relajación (s-1)
= amplitud de la tasa de corte en experimentos dinámicos (s-1
= tasa de corte aplicada en experimentos de incremento de esfuerzos (s-1)

16
= tensor tasa de deformación (s-1)
δ = ángulo Tangente de perdida, tan δ = G’’(ω)/G’(ω)
( ) = función delta de Dirac
= tensor unitario
η = viscosidad no-Newtoniana (Pa-s)
= viscosidad de corte cero (Pa-s)
= viscosidad de corte Infinita (Pa-s)
( ) = función de incremento de esfuerzos cortantes (Pa-s)
( ) = función de relajación de esfuerzos cortantes (Pa-s)
( ) = viscosidad compleja (Pa-s)
ρ = densidad de un fluido (kg/m3)
= esfuerzo cortante aplicado en experimentos de fluencia (Pa)
= amplitud de esfuerzo cortante en experimentos dinámicos (Pa)
= esfuerzo cortante (Pa)
= tensor de esfuerzos (Pa)
= tiempo de relajación característico en un sistema (s)
( ) = función de incremento normal del esfuerzo cortante primario (Pa-s2)
( ) = función de incremento normal del esfuerzo cortante secundario (Pa-s2)
( ) = función de relajación normal del esfuerzo cortante primario (Pa-s2)
( ) = función de relajación normal del esfuerzo cortante secundario (Pa-s2)
ω = velocidad o frecuencia angular (rad/s ó s-1)

17
Resumen
El grado de dispersión y la interacción interfacial entre una nanoarcilla y una matriz
termoplástica fueron evaluadas utilizando pruebas reológicas en fundido, ya que el
comportamiento viscoelástico en fundido de materiales compuestos polímero-
arcilla es sensible a las estructuras a nanoescala y mesoescala.
La arcilla de paligorskita usada en el presente trabajo fue extraída de la región
sureste del estado de Yucatán y sometida a un proceso de purificación;
posteriormente, la superficie de la arcilla purificada fue modificada con 3-
aminopropiltrimetoxisilano. Tres tipos de arcilla (sin purificar, purificada y
silanizada) fueron incorporados a una matriz de polipropileno/polipropileno
maleado (PP/PPma) mediante mezclado en fundido por extrusión de doble husillo
para generar materiales compuestos con diversos grados de dispersión e
interacción interfacial.
La arcilla en sus diferentes etapas del procesamiento y con diferentes tratamientos
químicos fue caracterizada por medio de Microscopía Electrónica de Barrido
(MEB), Espectrometría de Energía Dispersiva de Rayos X (EDX), Espectrometría
de Infrarrojo con Transformada de Fourier (FTIR), y Difracción de Rayos X (XRD).
Pruebas reológicas a cortante en modos dinámico y transitorio se utilizaron para
evaluar la interacción entre la matriz y su nano-refuerzo. Las curvas generadas del
módulo de almacenamiento (G´), módulo de perdida (G´´) y viscosidad compleja
(η*) vs frecuencia angular (ωx), así como las de viscosidad de corte transitorio (η+),
viscosidad de corte reducida (η+/η) y esfuerzo cortante (σ) vs tiempo, demostraron
que la calidad interfacial y las condiciones de procesamiento controlan el grado de
dispersión de las nano-fibras de refuerzo en la matriz del material compuesto.
Finalmente, esta dispersión fue corroborada por Microscopía Electrónica de
Transmisión (MET).

18
Abstract
The viscoelastic behavior of a polymer-clay is sensitive to nanoscale and
mesoscale structures; consequently the nanoclay´s dispersion degree and the
interfacial interaction between the nanoclay and the thermoplastic matrix were
tested by melt rheology.
Palygorskite clay used in the present work was collected from an open mine at the
southeast region of the Mexican state of Yucatán; the clay was subjected to a
purification process and subsequently, was surface modified with 3-
aminopropyltrimethoxysilane. Three types of clay (non-purified, purified and
silanized) were added by melt mixing to a matrix of polypropylene/maleated
polypropylene (PP/PPma) in a twin screw extruder to produce composite materials
with different degrees of clay dispersion and interfacial interaction.
The different clays were characterized by Scanning Electron Microscopy (SEM),
Energy Dispersive Spectrometry X-ray (EDX), Fourier Transform Infrared
Spectrometry (FTIR), and X-Ray Diffraction (XRD).
Shear rheological tests in transient and dynamic mode were used to assess the
interaction between the matrix and the nanoreinforcement. The generated curves:
storage modulus (G'), loss modulus (G'') and complex viscosity (η*) vs angular
frequency (ωx) and the shear transient viscosity (η+), reduced shear viscosity (η+/η)
and shear stress (σ) vs time showed that the interfacial quality and processing
conditions control the degree of dispersion of the reinforcing nanofiber at the matrix
of the composite. Finally, this dispersion was confirmed by Transmission Electron
Microscopy (TEM).

19
Introducción
Richard Feynman (premio Nobel de Física, 1963) mencionó en 1959 que algún día
sería posible almacenar los 24 tomos de la Enciclopedia Británica en la cabeza de
un alfiler, crear micro-máquinas capaces de viajar a través del cuerpo humano,
manipular compuestos átomo por átomo, crear materiales de nueva generación, y
algunas otras ideas que en aquel tiempo fueron difíciles de concebir. Hoy en día,
el desarrollo tecnológico de nuevos materiales ha hecho tangibles algunas de las
premisas de Feynman; los discos duros de computadoras de nueva generación
son capaces de almacenar una gran cantidad de información en películas
magnéticas delgadas; los instrumentos médicos modernos de diagnóstico son más
compactos y rápidos. Estos ejemplos forman parte de una nueva disciplina
conocida como Nanotecnología [1, 2], que se basa en el estudio, diseño, creación,
síntesis, manipulación, caracterización y aplicación de materiales, aparatos y
sistemas funcionales a través del control de la materia a escala nanométrica (del
orden de 0.1 a 100 nm), exhibiendo nuevas y/o mejores propiedades físicas,
químicas y biológicas, derivadas de fenómenos y procesos que son función de una
escala nanoscópica [3-5].
La manipulación de la materia a escala minúscula (átomos y moléculas) genera
fenómenos y propiedades totalmente nuevos, es por ello que los científicos utilizan
la nanotecnología para crear materiales, aparatos y sistemas novedosos con
propiedades únicas [3, 6]. Los recientes avances en la producción de materiales
nano-estructurados con propiedades novedosas han estimulado la investigación
para crear materiales de ingeniería mediante el diseño de estructuras a escala
nanométrica [4]. En la literatura no existe una definición única del término nano-
partícula; sin embargo, a menudo se aplica a partículas con un tamaño no mayor a
100 nm. Se considera que por debajo de este tamaño, las propiedades físicas de
un material compuesto nano-reforzado no se escalan, sino más bien cambian. Es
por tal razón que las nano-partículas presentan propiedades completamente
nuevas o mejoradas, respecto a las propiedades de partículas más grandes del

20
mismo material; dichas propiedades especiales dependen tanto de las
características intrínsecas de las nano-partículas, así como de su tamaño,
distribución, morfología, naturaleza química, entre otras.
Las nano-partículas de mayor uso en la actualidad son de óxidos metálicos,
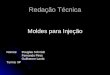
metales, silicatos y cerámicos no oxidados. La forma de las nano-partículas (figura
1) puede ser de tipo esférica, fibrilar, hojuela o laminar, entre otras [4], por lo
general dicha morfología en conjunto con sus propiedades físicas cumplen con las
necesidades de una aplicación específica. Las nano-partículas metálicas y las de
óxidos metálicos, son típicamente esféricas, en tanto que las de un silicato son de
tipo hojuela o fibras con dos de sus dimensiones en el intervalo de 100 a 1000 nm
y la restante menor a los 100 nm [6, 7].
Figura 1.- Relación superficial área/volumen de diferentes geometrías de partículas de refuerzo [4].
Las nano-partículas de ingeniería (nanotubos de carbono y los fulerenos) se
definen como partículas generadas de manera sintética. Generalmente, tienen dos
o tres dimensiones mayores a 1 nm y menores de 100 nm, lo que les confiere
propiedades únicas ideales para su uso como nano-refuerzo de materiales
compuestos. Un tipo de nano-partícula que ha sido regularmente empleada son
las arcillas, que se presentan en forma natural y son comercialmente extraídas en
diversas minas; poseen un tamaño adecuado para ser usadas como nano-
refuerzo en materiales compuestos [8].

21
Un material compuesto nano-reforzado puede ser considerado como una
estructura que posee distancias repetitivas a escala nanométrica entre las
diferentes fases que lo constituyen. Estos materiales típicamente están
constituidos por la combinación de dos o más fases inorgánicas/orgánicas con la
restricción de que al menos una de las fases debe ser a escala nanométrica. En
general, un material compuesto nano-reforzado puede mostrar propiedades
mecánicas, eléctricas, ópticas, térmicas, electroquímicas, catalíticas o
estructurales, diferentes a las de cada componente individual [9].
El presente trabajo está enfocado en la caracterización de materiales compuestos
de matriz polimérica (polipropileno) reforzada con un tipo de nano-arcilla
(paligorskita). Las arcillas utilizadas fueron extraídas de la región sureste del
estado de Yucatán, purificadas y silanizadas, para así generar compatibilidad
entre la matriz y el refuerzo. Las arcillas fueron caracterizadas por medio de
Microscopía Electrónica de Barrido (MEB), Espectrometría de Energía Dispersiva
de Rayos X (EDX), Espectrometría de Infrarrojo con Transformada de Fourier
(FTIR), y Dispersión de Rayos X (XRD). Las arcillas fueron mezcladas con la
matriz termoplástica usando el proceso de extrusión de doble husillo, y
posteriormente los materiales compuestos fueron caracterizados por medio de
Análisis Reológicos Dinámicos y Transitorios, así como por Microscopía
Electrónica de Transmisión (MET). Asimismo, mediante las técnicas antes
mencionadas se determinó una correlación en el cambio de las propiedades
reológicas de los materiales compuestos con el nivel de dispersión de las nano-
fibras de paligorskita. La dispersión de las nano-partículas se vio favorecida
cuando: 1) la paligorskita fue modificada con un agente silano, 2) se usó baja
concentración de nano-partículas de refuerzo (aproximadamente 0.5 %), 3) la
velocidad de procesamiento fue alta (200 rpm), 4) la configuración de los husillos
indujo esfuerzos de corte moderados (MED) y 5) se usó sonicación durante el
proceso de extrusión.

22
Objetivos
General
Evaluar el efecto del grado de dispersión de nanoarcillas (paligorskita) en una
matriz termoplástica (polipropileno) mediante el análisis de las propiedades
reológicas en fundido del material compuesto.
Específicos
Purificar arcilla natural (paligorskita), extraída de la región sureste del
Estado de Yucatán.
Desarrollar una metodología para dispersar la arcilla paligorskita modificada
en una matriz de polipropileno usando el método de extrusión de doble
husillo.
Evaluar el efecto de un tratamiento superficial de la arcilla para promover la
adhesión interfacial entre el polipropileno y la paligorskita.
Estimar el grado de dispersión de la arcilla mediante pruebas reológicas de
los materiales compuestos nano-reforzados polipropileno/paligorskita.

23
CAPÍTULO 1. ASPECTOS TEÓRICOS

24
1.1 Antecedentes
Hace tres décadas, el desarrollo de materiales tomó una nueva dirección, definida
hoy como la ciencia y tecnología a nivel nanométrico, y que involucran la habilidad
de fabricar, caracterizar y manipular estructuras, cuyas características son
controladas a nivel nanométrico, en campos de investigación tan diversos como la
Ingeniería, la Física, la Química, Ciencia de materiales y Biología molecular. El
desarrollo de la ciencia y tecnología nanométricas ha sido influenciado por la
reciente disponibilidad de instrumentos revolucionarios, que permiten el estudio de
las propiedades de los materiales con una resolución a nivel intermedio entre
atómico/molecular y macroscópico [10].
El desarrollo de materiales compuestos nano-reforzados ha captado la atención e
imaginación de los científicos e ingenieros en los últimos años; lo que generó la
premisa de que el uso de elementos con dimensiones nanométricas, permitirá
diseñar y crear nuevos materiales con propiedades especiales sin precedentes [3,
7]. Las estructuras naturales son los más convincentes ejemplos de tales diseños,
por ejemplo, el hueso es un material compuesto jerárquico constituido por nano-
partículas cerámicas compactas y aglutinantes orgánicos.
Los componentes de un material compuesto nano-reforzado tienen estructuras y
composiciones que pueden desarrollar varias funciones [9]. El concepto de mejorar
las propiedades y las características de los materiales, a través de la creación de
materiales compuestos nano-reforzados multifase no es reciente. Esta práctica se
realizado, incluso desde los inicios de la humanidad, cuando las civilizaciones
comenzaron a producir materiales más eficientes para propósitos funcionales [3, 9].
Los materiales compuestos nano-reforzados tienen importantes aplicaciones
ingenieriles, comerciales en diversos sectores tecnológicos; por ejemplo los
usados para la fabricación de diminutos dispositivos electrónicos, plásticos
flexibles para electrónica, sensores y en general diversos materiales con algún tipo

25
de mejora en sus propiedades (mecánica, eléctrica, térmica, entre otras) [9, 11]. En
las últimas décadas ha surgido un enorme interés en la comunidad científica y
tecnológica por la optimización de las propiedades de los materiales compuestos,
sustituyendo los refuerzos tradicionales de escala micrométrica, por aquellos de
escala nanométrica. Así, el descubrimiento de este tipo de refuerzo, ha abierto una
gran variedad de oportunidades para superar algunas limitaciones de los
materiales compuestos tradicionales con rellenos o refuerzos de tamaño
micrométrico [12].
1.2 Arcillas
Una arcilla es un mineral de la capa superficial de la corteza terrestre, generado
por la acción de las aguas superficiales o hidrotermales subterráneas. El término
arcilla fue establecida en el año 1546 por el químico y mineralogista alemán
Georgius Agricola, considerado el fundador de la mineralogía moderna; se
definieron como “materiales formados por partículas de tamaño inferior a 2 µm de
diámetro”, casi al límite de los microscopios petrográficos entonces conocidos [13].
Con base al criterio de las 2 µm, los filosilicatos son considerados arcillas, sin
embargo, otros minerales con este tamaño de grano también pueden ser incluidos,
como por ejemplo el cuarzo y los feldespatos, los cuales pueden estar presentes
en un sedimento arcilloso.
Las arcillas son los constituyentes esenciales de gran parte de los suelos y
sedimentos debido a que son los productos finales de la meteorización. Estos
últimos se forman a altas presiones y temperaturas, y al ser expuestos a la erosión
del viento y lluvia del medio ambiente externo se hidrolizan [14].
Químicamente, las arcillas son silicatos de aluminio hidratados, que normalmente
contienen impurezas en pequeñas cantidades como el potasio, sodio, calcio,
magnesio o hierro [15]. Las arcillas se dividen en dos clases: la arcilla residual
(también conocida como sedimentaria) y la de descomposición. La primera

26
comúnmente es un elemento de la corteza terrestre que se encuentra a la
intemperie y que a su vez es transportada fuera de su lugar de origen por un
agente externo como la erosión. La descomposición química de las rocas (como el
granito, que contienen sílice y alúmina), o la disolución de las rocas (como la
piedra caliza, etc.) son el origen de este tipo de arcilla. La segunda clase de arcilla
se forma por la desintegración y la solución del esquisto (roca metamórfica de bajo
a medio grado de metamorfismo constituidos principalmente por minerales
laminares tales como la mica, la clorita, el talco y el grafito entre otros); siendo la
descomposición química de feldespato el proceso más común de la formación de
la arcilla [16].
1.3 Silicatos
Los silicatos son sales del ácido silícico que constituyen más del 75 % de la
corteza terrestre y están compuestos principalmente por silicio y oxígeno. Estos
elementos pueden estar acompañados por aluminio, hierro, magnesio o calcio,
que algunas veces desplazan al silicio dentro de la red molecular del silicato, lo
que provoca una diferencia de carga positiva o un exceso de carga negativa, que
necesita atraer a otros cationes para balancearse, por ejemplo, Na+, K+ y Ca2+,
entre otros [16].
Los silicatos, así como los aluminosilicatos, son la base de numerosos minerales
que tienen como unidad básica al tetraedro de silicio-oxígeno (un átomo de silicio
coordinado tetraédricamente a átomos de oxígeno), (SiO4)4- con cargas negativas
que generalmente son compensadas por la presencia de iones de metales
alcalinos o alcalinotérreos, o bien por otros metales como el aluminio. Los átomos
de oxígeno pueden compartirse entre dos de estas unidades (SiO4)4-, es decir, se
comparte uno de los vértices del tetraedro. Por ejemplo, un disilicato tiene dos
unidades tetraédricas que comparten un oxígeno, su fórmula química es (Si2O7)6-
[15, 16].

27
1.3.1 Filosilicatos
Los filosilicatos son una subclase de los silicatos que incluye minerales comunes
en ambientes muy diversos y presentan como rasgo común, un hábito hojoso o
escamoso derivado de la existencia de una exfoliación basal perfecta. Esto es
consecuencia de la presencia en su estructura de capas de tetraedros en dos
direcciones infinitas de un plano bidimensional. Generalmente estos materiales
son de dureza y peso específico bajos, su fórmula química siempre tiene el anión
(Si2O52−)n, que forma enlaces iónicos con cationes metálicos ubicados entre las
láminas [17].
Las propiedades de las arcillas son consecuencia de la estructura de los
filosilicatos, los cuales están constituidos por capas, que a su vez están formadas
por unidades repetitivas conocidas como poliedros de coordinación. La geometría
adquirida por estas unidades repetitivas se muestra en la figura 2. Químicamente,
los filosilicatos están constituidos por:
Si4+ Ocupa el centro de un poliedro de coordinación tetraédrica (figura 2a).
Al3+ Puede ocupar la posición central en poliedros de coordinación octaédrica
(figura 2b) o sustituir al Si en algunos poliedros de coordinación tetraédrica.
Mg2+, Fe2+, Fe3+ Ocupan la posición central en los poliedros de coordinación
octaédrica (figura 2b).
O2- y OH- Son los aniones que forman parte de la estructura y se enlazan al
átomo central. Los espacios formados por el apilamiento en planos de los
poliedros de coordinación (espacios interlaminares), son ocupados por cationes de
menor dimensión: K+, Na+, Ca2+ [18].

28
Figura 2.- Poliedros básicos de coordinación de los filosilicatos.
Los filosilicatos presentan como rasgo estructural básico la presencia de
tetraedros (figura 3a), que se unen compartiendo tres de sus cuatro vértices,
dando como consecuencia capas formadas por hojas pseudo-hexagonales (figura
3b y c) en las que la relación Si:O es de 2:5 ó 4:10. Por lo tanto, una capa está
constituida por unidades (SiO4)4- en las que el Al podría sustituir al Si en una de
cada dos posiciones. Cada una de estas capas es denomina capa tetraédrica
(figura 3d) [19].
Figura 3.- Arreglo estructural básico tetraédrico de los filosilicatos.
Similarmente, otros cuerpos poligonales pueden unirse entre sí para formar capas,
por ejemplo el octaedro es una formación típica de los compuestos de hierro,
aluminio o magnesio. La coordinación octaédrica se produce de tal forma que los

29
aniones ocupan los vértices de un octaedro en cuyo centro se sitúa el catión. Los
aniones son compartidos entre los octaedros, lo que origina una malla plana que
se denomina capa octaédrica (figura 4) [20].
Figura 4.- Arreglo de capa estructural octaédrica de los filosilicatos.
Cada una de las capas tetraédricas de los filosilicatos se asocia con una
agrupación laminar de cationes (Fe2+, Mg2+, Al3+, Fe3+) en coordinación octaédrica
con aniones de O2- y OH-; los grupos OH- del octaedro quedan localizados en el
centro de los anillos pseudo-hexagonales de los tetraedros, a la misma altura que
los vértices no compartidos de los tetraedros (SiO4)4- (figuras 5 y 6).
Figura 5.- Arreglo atómico de una capa de filosilicato que constituye una lámina [18].
La unión de una capa tetraédrica, con otra octaédrica, genera una lámina T-O, o
lámina 1:1, tal como se ilustra en la figura 6. Sin embargo, la coincidencia no es
perfecta cuando se trata de capas tetraédricas formadas por silicio-oxígeno y de
capas octaédricas formadas por aluminio (magnesio)-hidroxilo, lo cual crea un

30
efecto estérico entre las capas que es de gran importancia para algunas de las
aplicaciones de las arcillas que presentan este tipo de láminas (T-O) [21].
Figura 6.- Imperfección de una lámina T-O en la coincidencia entre una capa tetraédrica y una capa octaédrica.
La estructura de los filosilicatos puede consistir de láminas formadas por una capa
tetraédrica y una octaédrica (figura 7a) con relación T:O ó 1:1, o bien láminas
formadas por dos capas tetraédricas y una capa octaédrica (figura 7b), T:O:T ó
2:1. A los primeros se les denomina filosilicatos bilaminares, mientras que los
segundos reciben el nombre de filosilicatos trilaminares [18].
Figura 7.- Estructura ideal de un filosilicato bilaminar y trilaminar.

31
El método principalmente usado para caracterizar filosilicatos es la difracción de
rayos X; sin embargo, la espectroscopia de absorción atómica y la espectroscopia
infrarroja también pueden ser utilizadas. Otras técnicas de caracterización
capaces de revelar información sobre la morfología de los filosilicatos, son la
microscopía electrónica de barrido y la microscopía electrónica de transmisión [22].
1.3.2 Paligorskita.
La paligorskita (antiguamente llamada atapulgita) es un filosilicato con aspecto
fibroso (presenta cristales delgados dispuestos de forma paralela), además posee
en su estructura una enorme área superficial, así como micro-poros y canales (alta
porosidad) [23], sus propiedades la hacen apta para ser un agente de filtración,
agente desodorante, agente blanqueador o agente transportador [24, 25]. Posee una
fuerte absorción selectiva de cationes controlada por las fuerzas de Coulomb; la
habilidad para absorber cationes depende de la electronegatividad y del radio
atómico del catión; el orden de absorción del catión más fuerte al más débil es
Cu+2 > Zn+2 > Pb+2 > Mn+2 > Cr+3 > Cd+2. Además, la paligorskita tiene una alta
habilidad para absorber moléculas pequeñas como NH3, piridina y acetona; éstas
dos últimas se introducen en la galería interna y reemplazan parte del agua
zeolítica que es la que se encuentra retenida en el interior de los canales de la
arcilla (figura 8) [22, 26-29]. El desempeño dieléctrico de la paligorskita y la presencia
de canales internos en sus cristales le permiten tener una amplia variedad de
aplicaciones. Además, grupos hidroxilo y cargas desbalanceadas en los defectos
de la red cristalina (ej. Si—O—Si), son sitios adicionales para la absorción de
diferentes sustancias [30, 31]. La composición química general de la paligorskita es
(Mg,Al)2Si4O10(OH) 4H2O y la figura 8 muestra una representación esquemática de
su estructura química [19, 23].

32
Figura 8.- Representación esquemática de la estructura química de la paligorskita.
Las fibras de la arcilla paligorskita tienen un diámetro de 10 a 50 nm [26-29] (la
montmorillonita tiene un espesor de 1 nm [32]).
El área superficial de una partícula se define como la suma de su área superficial
externa e interna por unidad de masa, y es expresada en m2/g. Las áreas
superficiales promedio externa e interna de la paligorskita han sido estimadas en
300 y 600 m2/g respectivamente. El área superficial específica de una partícula se
define como la relación entre su área superficial y su masa considerando la
distribución de tamaños y la forma de la misma. El área superficial especifica
teórica de los filosilicatos fibrosos es de alrededor de 230 m2/g, aunque la real es
inferior a este valor, ya que las moléculas absorbidas se adhieren en la entrada de
los canales y los bloquean, restringiendo el acceso de otras moléculas al interior
de la arcilla y por tanto reduciendo la porosidad [33].
La paligorskita presenta tres tipos de uniones con el agua: a) agua estructural, b)
agua coordinada a los cationes, y c) agua absorbida o zeolítica. La absorción en la
paligorskita puede ocurrir en su superficie externa, en los sitios vacíos generados
por los defectos en la estructura cristalina, y en los canales de esta [23, 34].
Las propiedades reológicas de la paligorskita modifican el comportamiento de un
líquido, por lo que es capaz de formar a bajas concentraciones geles y

33
suspensiones estables de alta viscosidad. Al igual que el grupo de las esmectitas
(montmorillonita, bentonita, saponita, etc.), la paligorskita es susceptible de ser
activada mediante tratamientos térmicos y ácidos, además, tiene un área
superficial específica de hasta 230 m2/g y las dimensiones de su canal zeolítico
interno son homogéneas (un canal que recorre de un extremo a otro la arcilla), lo
cual es benéfico para su desempeño como tamiz molecular en la selección de
isómeros enantiómeros en la síntesis de olefinas [21, 23].
Las propiedades físicas y químicas de la paligorskita son diferentes a las de otros
minerales debido a su estructura cristalina especial, que absorbe
comparativamente grandes cantidades de agua. Presenta una buena estabilidad
térmica y por lo tanto es adecuada como lubricante en la perforación de pozos
profundos. Más aun, su habilidad para hacer lodos con agua salada es tan buena
como con agua dulce, por lo que exhibe una excelente capacidad de suspensión
cuando se usa en perforaciones oceánicas [21].
1.4 Materiales compuestos poliméricos reforzados con nano-arcillas
Crear un buen material compuesto polimérico nano-reforzado (MCPN) depende
principalmente de la forma en la cual la arcilla se encuentra distribuida en la
matriz; en el caso de arcillas laminares éstas pueden estar exfoliadas, intercaladas
o aglomeradas (figura 9). En una estructura exfoliada ideal, las láminas de la
arcilla han sido separadas y las láminas individuales están distribuidas por toda la
matriz orgánica En el caso de una estructura intercalada, un surfactante orgánico
es introducido entre las láminas de la arcilla de manera que el espacio basal entre
dos láminas aumenta, pero las láminas aun guardan una relación espacial bien
definida entre una y otra. [9, 35-37]. Una tercera alternativa es la aglomeración de las
partículas de arcilla a escala micro en la matriz polimérica; en este caso la arcilla
es un relleno o carga convencional.

34
Figura 9.- Ilustración esquemática de los tres tipos de estructura de un material compuesto polimérico nano-reforzado con arcilla laminar.
Cuando se usa nano-arcillas tipo fibrilar como refuerzo, se habla únicamente del
grado de dispersión de las nano-fibras en la matriz poliméricas como se muestra
en la figura 10.
Figura 10.- Ilustración esquemática de los dos tipos de estructura de material compuesto polimérico nano-reforzado con arcilla fibrilar.
Generalmente, los MCPN constituidos por fases orgánicas-inorgánicas exhiben
propiedades físicas y mecánicas únicas; por tal motivo, durante la última década
este tipo de material ha atraído el interés académico e industrial [38]. Entre los
refuerzos inorgánicos más usados en MCPN están las arcillas como la
montmorillonita (MMT), la vermiculita, la bentonita, la saponita, la paligorskita, etc.,
las cuales son agregadas en un bajo porcentaje (hasta 5 %). Sin embargo, las
arcillas deben estar distribuidas uniformemente en la matriz para alcanzar las

35
propiedades deseadas. Además, para lograr la transferencia de carga de la matriz
a los nano-refuerzos, la unión interfacial entre ellos debe ser buena.
Para mejorar la compatibilidad entre una matriz polimérica y las arcillas, estas
últimas comúnmente son tratadas con tensoactivos como iones de alquilamonio
(R-NH3+); por intercambio catiónico se forma una organoarcilla en la que los
tensoactivos expanden las galerías de los silicatos (figuras 9 y 10), permitiendo
que las moléculas de la matriz polimérica, intercalen, exfolien o dispersen al
silicato [39]. La correcta selección de la arcilla modificada es esencial para asegurar
una penetración efectiva del polímero o de su precursor en el espacio intralaminar
(galerías) de la arcilla (material intercalado, exfoliado o dispersado) como se ve en
las figuras 9 y 10 [40].
1.4.1 Métodos de preparación de MCPN
El desarrollo de materiales compuestos nano-reforzados con silicatos
orgánicamente modificados y matrices poliméricas, requiere de diferentes
metodologías clasificadas en tres principales categorías: Intercalación de
polímeros o prepolímeros vía solución, Polimerización con intercalación in situ, e
Intercalación en fundido [41]. Para el presente trabajo, la última metodología es la
que requiere principal atención ya que los materiales compuestos arcilla-polímero
fueron preparados vía extrusión de doble husillo.
1.4.1.1 Intercalación en fundido
El método de intercalación en fundido somete a la mezcla del polímero y la arcilla
a temperaturas por encima del punto de fusión del polímero y a bajos esfuerzos de
corte (figura 11). Este método de procesamiento tiene grandes ventajas sobre
otros métodos de mezclado: primero, no daña el medio ambiente debido a la
ausencia de disolventes orgánicos, segundo, es compatible con los procesos
industriales actuales, tales como moldeo por inyección y extrusión [19, 42]. Hoy en

36
día los métodos de procesamiento libres de solventes son preferidos para la
producción industrial de materiales, debido a su alta eficiencia y la posibilidad que
ofrecen para evitar peligros ambientales [41, 43].
Figura 11.- Representación esquemática del método de preparación de nanomateriales compuestos por intercalación en fundido.
El método de intercalación en fundido es en la actualidad ampliamente usado, la
literatura registra un gran número de autores que han llevado a cabo la
incorporación de sus nano-refuerzos mediante el uso de la extrusión, como
ejemplo podemos mencionar entre otros el trabajo realizado por Hong & Rinm [44],
donde usaron el método de extrusión-soplado para preparar películas de
materiales compuestos de polietileno nano-reforzados con órgano-arcillas
comerciales, y mediante análisis de difracción de rayos X determinaron que las
arcillas laminares fueron exfoliadas durante el proceso de extrusión. Los
materiales compuestos demostraron una mejora en sus propiedades de barrera de
oxígeno al ser comparados con la matriz de polietileno solo. Otro trabajo
interesante sobre la misma temática es el realizado por Rousseaux y
colaboradores [45] en donde usaron extrusión de doble husillo asistida con agua
para preparar materiales compuestos de PP/PPma nano-reforzados con arcilla, los
cuales demostraron un considerable incremento en sus propiedades reológicas,
térmicas y mecánicas al ser comparadas con el PP, en este trabajo evaluaron los
efectos de los altos esfuerzos de corte y el uso de agua durante el procesamiento
de los materiales compuestos y su relación con los niveles de dispersión de la
arcilla. Asimismo, Xu y colaboradores [46] emplearon un método de extrusión de
doble husillo combinado con una técnica de homogenización por alta presión,

37
donde observaron que los efectos del tiempo de procesamiento influyó de manera
relevante en la disgregación de las nano-fibras de paligorskita en el material
compuesto.
1.5 Reometría
La Reología es la ciencia dedicada al estudio de la deformación y el flujo de los
cuerpos. En un principio fue empleada exclusivamente para el estudio de sistemas
homogéneos; sin embargo, hoy en día es ampliamente usada para conocer el
comportamiento de sistemas poliméricos heterogéneos y la influencia de los
materiales de relleno y refuerzos en matrices poliméricas [47, 48]. Dichos sistemas
pueden mostrar diferentes propiedades dependiendo de la resistencia e
interacción que los rellenos o refuerzos presenten con la matriz [49, 50]. En general,
mediante métodos ópticos o térmico-analíticos es difícil de detectar cambios en la
microestructura de sistemas poliméricos heterogéneos; sin embargo, la reología
ha sido usada como un medio para caracterizar las transiciones en la
microestructura interna, así como la procesabilidad, ya que responde
sensiblemente, a los cambios en las propiedades físicas de los materiales [51-53].
Un ejemplo son las propiedades reológicas medidas a bajas frecuencia angulares,
las cuales reflejan la estructura de los fluidos y la dispersión e interacción
molecular de los refuerzos, mientras que las propiedades reológicas medidas con
altas frecuencias angulares con altas velocidades cortantes reflejan la
procesabilidad de los materiales [54, 55]. Otro de los objetivos de la reología es el
establecimiento de relaciones entre la composición molecular del material y sus
propiedades reológicas; existen varios factores que pueden ser tomados en
cuenta para establecer dicha relación y así determinar el comportamiento
reológico de un material, por ejemplo, la temperatura, el peso molecular y la
distribución de pesos moleculares, entre otros [49, 56]. Los datos obtenidos sobre la
dinámica de las propiedades viscoelásticas como, el módulo de almacenamiento
(G´), el módulo de perdida (G´´), la viscosidad compleja (η*), el tiempo de
relajación característico del sistema (τ) y tan δ, pueden servir para monitorear la

38
estructura de la unión interfacial del refuerzo, el estado de dispersión de los
refuerzos y el grado de interacción entre los refuerzos y las matrices [53, 54].
La reometría es conocida como el conjunto de técnicas desarrolladas para
investigar la estructura interna de un material con base a la medición de
parámetros reológicos; en el caso de materiales compuestos nano-reforzados, es
posible determinar el estado de dispersión de las nano-arcillas en una matriz y el
efecto de confinamiento de las capas del silicato en el movimiento de las cadenas
poliméricas. En la literatura se ha reportado el uso de técnicas reológicas como
herramientas de caracterización en materiales compuestos reforzados con nano-
arcillas: J. Li y colaboradores [57] estudiaron el comportamiento reológico de
materiales compuestos nano-reforzados polipropileno/montmorillonita, usando un
reómetro con platos paralelos determinaron la influencia de un agente
compatibilizante sobre el grado de dispersión de las arcillas en el polipropileno; el
cambio en las propiedades reológicas de los MCPN fue medida con barridos de
frecuencia, lo que les permitió determinar un umbral de percolación en estos
materiales.
De igual manera, Zhao y colaboradores [49] caracterizaron reológicamente
materiales compuestos nano-reforzados de poliestireno/montmorillonita, con la
intensión de comparar el grado de exfoliación y dispersión en los MCPN. En este
caso las mediciones viscoelásticas fueron sensibles a la estructura polimérica
tanto a nanoescala como a mesoescala; los resultados reológicos fueron
cotejados con dispersión de rayos X (XRD), microscopía electrónica de
transmisión (MET), análisis térmico y medición de propiedades mecánicas, de tal
manera, que fue posible comprender el estado y el mecanismo de exfoliación de
las capas de silicatos en una matriz polimérica.
Chong y colaboradores [58] realizaron un estudio en el cual emplearon técnicas
reológicas en conjunto con técnicas de caracterización mecánica, para investigar
el efecto de la morfología de los MCPN. En este estudio usaron dos matrices

39
poliméricas (dos polipropilenos maleados, con bajo y alto peso molecular) y dos
tipos de arcilla (montmorillonita sin tratamiento químico y montmorillonita
modificada químicamente), las nanoarcillas se distribuyeron en las matrices en
tres estados (aglomerada, intercalada y exfoliada). Los autores reportan que el
polipropileno maleado (PPma) con alto peso molecular se intercala lentamente en
la organo-arcilla, en tanto que en el PPma con bajo peso molecular la órgano-
arcilla se exfolia. Asimismo, demostraron que algunos de los parámetros
reológicos tales como el módulo de almacenamiento, el comportamiento no
terminal y la viscosidad relativa tienen una estrecha relación con el estado de
dispersión de los silicatos laminares. Se observó que con el aumento del
contenido de arcilla, el material compuesto exfoliado muestra la mayor resistencia
a cortante y la viscosidad compleja, en tanto que el material compuesto con
aglomerados no mostro cambios significativo. El material compuesto exfoliado
mostró la mayor caída de la viscosidad compleja debido a la alineación de la
arcilla laminar con el flujo por efecto de los esfuerzos cortantes. Además, las
propiedades mecánicas están íntimamente relacionadas al estado de la dispersión
final de la arcilla laminar. Los módulos de almacenamiento dinámico muestran el
mismo comportamiento que la resistencia a cortante y la viscosidad compleja.
Así mismo, Fornes y colaboradores [59] estudiaron la estructura, las propiedades
mecánicas y reológicas de materiales compuestos (tres tipos de nylon 6, con bajo,
medio y alto peso molecular, reforzados con montmorillonita sódica) preparados
con un extrusor de doble husillo. Los autores observaron que el módulo elástico a
tensión y la resistencia a la fluencia incrementaron en tanto que la elongación a la
ruptura disminuyó con el incremento en la concentración de la arcilla. La
resistencia al impacto Izod fue relativamente independiente del contenido de arcilla
cuando la matriz del material compuesto era de alto peso molecular, en tanto que
se observó un ligero decremento en esta propiedad cuando la matriz era la de bajo
peso molecular. Las propiedades mecánicas (rigidez, resistencia a la fluencia y
ductilidad) de los materiales compuestos fueron superiores que las de nylon 6 de

40
alto peso molecular; estos resultados coinciden con los análisis estructurales
(MET) que muestran un mayor grado de exfoliación con el aumento del peso
molecular. Los materiales compuestos con nylon 6 de bajo peso molecular
presentaron cantidades significativas de tactoides de arcillas intercaladas. Las
mediciones reológicas mostraron que el esfuerzo cortante ejercido en la arcilla por
el nylon de bajo peso molecular fue mucho más bajo que el ejercido por el de alto
peso molecular; aparentemente el esfuerzo cortante ayuda a la exfoliación
mediante la ruptura de los tactiodes de la arcilla. Dado que la exfoliación progresa
a través de la apertura de las capas exteriores de la arcilla, el tamaño del tactoide
se reduce significativamente al aumentar la velocidad del proceso. Debido a que el
tiempo de permanencia en el extrusor para las muestras de diferente peso
molecular no fue significativamente diferente, los esfuerzos cortantes y el peso
molecular de la matriz determinaron el nivel de exfoliación.
1.6 Ecuaciones constitutivas
1.6.1 Flujo cortante simple
Un flujo cortante simple es definido como: supongamos que un fluido es contenido
entre dos placas paralelas como se ilustra en la figura 12, entonces, imaginemos
que este fluido está compuesto de varias hojas delgadas, paralelas a las placas;
bajo condiciones estáticas, el perfil de velocidades de las capas es nulo y se
puede representar por una línea vertical (perpendicular) entre las dos placas. Si
repentinamente movemos la placa superior en la dirección x, el perfil de
velocidades se puede definir por la misma línea vertical a excepción de la capa
que se encuentra en contacto con la placa móvil. Las moléculas de esta capa
tienen ahora la velocidad (V) de la placa [60, 61].
Si la separación entre las placas es lo suficientemente pequeña y el flujo es
laminar, se puede establecer un perfil de velocidad lineal que es definido por:
(1)

41
Figura 12.- Representación esquemática de un flujo cortante simple.
donde la tasa de corte es:
(2)
El esfuerzo cortante necesario para mantener la placa superior en movimiento a
velocidad constante V, es definido por la ecuación 3 y es directamente
proporcional a la velocidad de la placa e inversamente proporcional a la distancia
entre placas [62, 63].
(3)
representa el esfuerzo cortante ejercido en la dirección x en una superficie del
fluido con y constante. La cantidad ( ) del lado derecho de la ecuación 3 es una
componente a cortante del tensor tasa de corte, , definido como [60]:
(4)
donde y son el tensor gradiente de velocidad y su transpuesta,
respectivamente; por lo tanto representa a nueve componentes. Asimismo, las
nueve componentes del tensor de esfuerzos pueden ser representadas por una
matriz 3 x 3.

42
(
) (5)
Cada una de las componentes del tensor de esfuerzos puede ser interpretada
como la componente de una fuerza por unidad de área actuando en la superficie
de un volumen elemental de un material (figura 13) [60, 63, 64].
Figura 13.- Descomposición de un esfuerzo actuando en una cara de un elemento cúbico unitario.
Nueve componentes independientes son generadas de las tres fuerzas que actúan
sobre el área de las caras del elemento cúbico unitario: el primer subindice en
hace referencia a la superficie sobre la cual actúa la componente y el segundo
subíndice corresponde a la dirección de la componente. Debido a que el tensor de
esfuerzos es simétrico, el número de componentes de esfuerzo independientes se
reduce de nueve a seis [62, 64, 65].
1.6.1.1 Flujo cortante simple en estado estacionario
Un flujo cortante en estado estacionario es aquel que tiene una tasa de corte
constante; las ecuaciones constitutivas para este material se definen como:

43
Viscosidad no newtoniana
( )
(6)
Coeficiente primario de esfuerzos normales
( ) (
) (7)
Coeficiente secundario de esfuerzos normales
( ) (
) (8)
Las cantidades ( ) y ( ) representan la diferencia de esfuerzos
normales primarios (N1) y diferencia de esfuerzos normales secundarios (N2)
respectivamente. La relación entre y es normalmente tomada como
[60].
1.6.2 Flujo cortante sinusoidal
Para pequeñas amplitudes oscilatorias de flujo cortante, el plato superior de la
figura 12 oscila sinusoidalmente en la dirección x con una pequeña amplitud bajo
una variedad de frecuencias ω (figura 14) [60, 66].
Figura 14.- Representación esquemática de un flujo cortante sinusoidal
La viscosidad compleja se define como:

44
(9)
con
( ) [ ] ( ) [ ] (10 y 11)
donde Re representa la parte real, en tanto que y representan las
amplitudes complejas de y respectivamente; es la viscosidad dinámica y
está asociada con la energía de disipación del sistema, en tanto que
representa la contribución elástica asociada a la energía de almacenamiento y se
conoce como rigidez dinámica.
De igual manera, el término define el módulo complejo [67, 68]:
(12)
donde es el módulo de almacenamiento y el módulo de
perdida.
1.6.3 Flujo cortante en estado transitorio
El flujo cortante en estado transitorio o flujo cortante dependiente del tiempo, es el
que está asociado, por ejemplo, con el inicio de un proceso que involucra el
desplazamiento instantáneo de materiales viscoelásticos. Bajo tales condiciones
de flujo inicial, los esfuerzos pueden alcanzar magnitudes substancialmente más
importantes que los correspondientes en estado estacionario. Durante un
experimento reológico, si se incrementa el esfuerzo inicialmente aplicado a la
placa superior de la figura 12 (flujo simple en estado estacionario), ésta se mueve
en la dirección positiva de x, y entonces se tiene que [60]:
( ) ( ) (13)
donde es el gradiente de velocidad constante para , y ( ) es la función
escalón unitaria: esta es una función matemática que tiene como característica, el
tener un valor de 0 para todos los valores negativos de su argumento y de 1 para

45
todos los valores positivos de su argumento, expresado matemáticamente se tiene
las ecuaciones 14 y 15 [64].
( )
y ( )
(14)
(15)
El esfuerzo cortante transitorio o dependiente del tiempo ( ) y los
coeficientes de esfuerzos normales transitorios o dependientes del tiempo
( ) y
( ) pueden ser definidos como:
( ) ( )
( )
[ ( ) ( )]
( )
[ ( ) ( )]
(16)
(17)
(18)
La figura 15 ilustra esquemáticamente un experimento donde se observa el
incremento de los esfuerzos de corte reducidos ( ⁄ ) con el incremento de la
tasa de corte . La figura 15b muestra la respuesta de un fluido cuando las tasas
de corte impuestas son incrementadas. Para la función esfuerzos de corte
reducido ( ) es la viscosidad de corte en estado estacionario.
A bajas tasas de corte (figura 15b), el esfuerzo cortante reducido incrementa
monótonamente, a altas tasas de corte presenta un máximo que corresponde al
esfuerzo de sobre-impulso o sobre-esfuerzo. El tiempo al que el esfuerzo de
sobre-impulso ocurre decrece con el incremento de la tasa de corte, ya que cuanto
mayor es la tasa de corte, más rápido se alcanza el flujo un estado estacionario,
de igual manera la magnitud del esfuerzo de sobre-impulso aumenta al
incrementar la tasa de corte. La respuesta de un fluido newtoniano ( ⁄ ) en
ausencia de efectos inerciales, es dada únicamente por la función escalón unitario
[60, 63].

46
Figura 15.- Representación esquemática de un experimento de incremento de esfuerzos, cuando la tasa de corte se incrementa, el esfuerzo de corte reducido (η+/η) incrementa y
se observa la presencia del esfuerzo de sobre-impulso.
1.6.4 Relajación de esfuerzos en un flujo cortante estable
La relajación de esfuerzos experimentada después de eliminar un simple esfuerzo
de corte constante hace que la placa superior de la figura 12 se detenga
repentinamente, entonces, la tasa de corte está dada por:
( ) [ ( )] (19)
donde es la tasa de corte constante inicial.
El correspondiente esfuerzo cortante en estado transitorio ( ) y los
coeficientes de esfuerzos normales ( ) y
( ) son definidos como [60]:
( ) ( )
( )
[ ( ) ( )]
( )
[ ( ) ( )]
(20)
(21)
(22)
Esfuerzo de
sobre-impulso

47
La figura 16 ilustra esquemáticamente un experimento donde se observa el
decremento de los esfuerzos de corte deducidos ( ⁄ ) con el incremento de la
tasa de corte . La figura 16 muestra la respuesta de un fluido cuando la tasa de
corte es retirada y el efecto del incremento de la tasa de corte impuesta. Donde
( ) es la viscosidad de corte en estado estacionario.
Los esfuerzos de corte disminuyen rápidamente con el incremento de la tasa de
corte (figura 16b). Cuando el fluido en análisis es un fluido newtoniano, el
proceso de relajación de esfuerzos es de manera instantánea a valores iguales a
cero como se observa en la figura 16a [62].
Figura 16.- Representación esquemática de relajación de esfuerzos siguiendo un flujo cortante estacionario, cuando la tasa de corte se incrementa, el esfuerzo de corte
reducido (η+/η) disminuye.
1.6.5 Principio de superposición
El principio de superposición tiempo-temperatura (TTS) permite conocer el
comportamiento de un material a una amplia gama de frecuencias.
Matemáticamente este principio puede ser expresado como [49, 53]:

48
( ) ( )
( ) ( )
(23)
( ) ( )
( ) ( ) (24)
donde r es el subíndice que representa una temperatura de referencia, es la
relación entre los tiempos de relajación a dos temperaturas, y ( ) es la densidad
del polímero a una temperatura T.
Este principio es válido sólo cuando todos los tiempos de relajación en la ecuación
de Maxwell tienen la misma dependencia respecto a la temperatura ( ) [67].

49
CAPÍTULO 2. EXPERIMENTAL

50
2.1 Materiales
El material usado como nano-refuerzo de los materiales compuestos
termoplásticos preparados fue una arcilla de Paligorskita extraída de canteras
regionales ubicadas en la zona sur-poniente o región VIII del estado de Yucatán.
La matriz utilizada fue polipropileno (PP) Valtec de la empresa Indelpro, y como
compatibilizantes dos tipos de polipropileno maleado (PPma) Aldrich 426512 y
Eastman G3015. La tabla 1 presenta algunas propiedades de los PPma usados.
Tabla 1.- Propiedades físicas de los polipropilenos maleados usados.
Nombre comercial
IF
(g/10 min)
Peso molecular promedio
(Mw)
Peso molecular promedio
(Mn)
Número acido (mg KOH/g)
% en peso (MA)
tm (°C)
Viscosidad**
compleja (Pa.s)
Aldrich 426512 4.18* 107814 39417 5.34 0.5 152 80.18
Eastman G3015 4.55* 83597 46870 15.01 1.32 156 17.68
* El material medido fue una mezcla 90 % PP y 10 % PPma, a 190 ºC y 2.16 kg de carga. ** La viscosidad fue medida a 180 ºC y una frecuencia de 10 rad/s, en un reómetro rotacional.
Como parte del proceso experimental del presente trabajo se extruyeron tres lotes
de formulaciones en las cuales se varió el contenido de PPma, las condiciones de
extrusión, así como el tipo y la cantidad de arcilla. Los tres lotes de formulaciones
se describen a detalle en las secciones 2.2.6.1 y 2.2.6.2 que corresponden a los
procedimientos de preparación de las mismas por extrusión. Los tres tipos de
arcilla utilizados corresponden a la arcilla sin tratamiento, a la arcilla purificada
(sección 2.2.1) y a la arcilla silanizada (sección 2.2.2).
De igual manera se requirió el uso de reactivos para llevar a cabo el proceso de
purificación, silanización y caracterización de la arcilla fueron:
Bromuro de potasio marca Aldrich grado espectroscópico,
Acetona Jt Bake,

51
Peróxido de hidrogeno al 30 % grado reactivo marca Balmen,
Ácido acético glacial grado reactivo marca Merck,
Acetato de sodio grado reactivo marca Mallinckrodt Chemical,
Cloruro de hidroxilamina grado reactivo marca Mallinckrodt Chemical,
Hexametafosfato de sodio grado reactivo marca Tecsiquim,
3-aminopropiltrimetoxisilano marca Aldrich.
2.2 Métodos
2.2.1 Purificación de la paligorskita
La purificación de la arcilla se llevó a cabo según el procedimiento a base de 3
tratamientos tal y como se presenta a continuación [69-71]:
2.2.1.1 Tratamiento 1/3
o 625 g de arcilla fueron molidos en un molino de bolas y agregados a un reactor
de 25 L; 19 L de agua destilada fueron agregados y la disolución fue agitada
mecánicamente durante 3 h.
o La disolución fue filtrada empleando una malla # 80 (0.177 mm) con el fin de
eliminar los residuos pétreos y materiales orgánicos retenidos.
o El excedente de agua fue evaporada hasta quedar solamente 12 L de la
disolución.
2.2.1.2 Tratamiento 2/3
o Se añadieron 3.5 L de peróxido de hidrógeno al 30 % (H2O2 de alta pureza) y se
dejó reposar la solución durante 8 h, hasta que el burbujeo cesó.
o Al reactor fueron añadidos 3.5 L de peróxido de hidrógeno al 3.4 % (H2O2 de
curación médica); cuando ya no se observó burbujeo ni cambio de coloración
en la disolución, está fue calentada a 90 °C: cuando se observó burbujeo, se

52
esperó el tiempo necesario hasta que se agotarán las burbujas y parte de la
disolución fue evaporada, si no existiese cambio de coloración se añadían 3.5 L
de peróxido de hidrógeno al 3.4 % y se el proceso era repetido las veces
necesarias hasta observar el cambio de coloración.
o Parte del agua del reactor fue evaporada.
o Se añadieron 45 mL de ácido acético glacial y se evapora la solución hasta
sequedad.
2.2.1.3 Tratamiento 3/3
o 3.5 L de una solución de acetato de sodio 1 M ajustada a pH 5 con ácido
acético y 4 L de agua destilada fueron agregados al reactor y agitados por 3 h.
La suspensión fue trasferida a tubos de centrífuga de 120 mL y centrifugada a
1800 rpm por 30 min o hasta que el sobrenadante se vea translucido. El
sobrenadante fue decantado y se añadió agua destilada a los tubos de
centrífuga, los cuales fueron agitados vigorosamente y centrifugados
nuevamente a 1800 rpm por 30 min. Nuevamente el sobrenadante fue
decantado y el sedimento transferido a un recipiente [72].
o El sedimento fue secado en un horno a 100 °C por 8 h o el tiempo que sea
requerido.
o La arcilla seca fue molida con un molino de bolas y almacenada.
2.2.2 Silanización de la arcilla
La silanización de la arcilla purificada se realizó con el siguiente método [73, 74]:
o Colocar 10 g de arcilla purificada en un vaso de precipitado de 1 L.
o Añadir al recipiente 500 mL de agua destilada y sonicar por 1 min, colocar el
recipiente en una placa de agitación y calentamiento, calentar a una
temperatura entre 40 y 45 °C, agitar la mezcla agua-arcilla por 10 min.

53
o Añadir 2.5 mL de 3-aminopropiltrimetoxisilano gota por gota y mantener la
agitación durante 60 min.
o Transferir la mezcla a tubos de centrífuga de 50 mL y centrifugar a 2000 rpm
durante 20 min. Decantar los tubos de centrífuga.
o Adicionar 25 mL de etanol a cada tubo de centrífuga y colocar en un baño de
ultrasonido durante 10 min, añadir 25 mL de agua destilada y centrifugar a 2000
rpm durante 10 min. Decantar los tubos de centrífuga.
o Adicionar 40 mL de agua destilada a cada tubo, sonicar 10 min y centrifugar 10
min a 2000 rpm. Decantar los tubos de centrífuga.
o Trasferir la arcilla de cada tubo de centrífuga a un vaso de precipitado de 50 mL
e introducirlo en un horno de vacío a 80 °C y una presión de - 635 mm de Hg, el
tiempo que sea requerido para secar la arcilla.
o Extraer la arcilla, molerla en un molino de bolas y almacenada.
2.2.3 Análisis por microscopía electrónica de barrido (MEB) para la arcilla de
paligorskita
El estudio microscópico de las nano-fibras de paligorskita fue realizado con el fin
de conocer su morfología antes y después de cada uno de los tratamientos
efectuados durante el proceso de purificación, así como también posterior al
proceso de silanización y a su procesamiento cono nano-refuerzo en los
materiales compuestos preparados. Para este análisis se usó un microscopio
electrónico de barrido (MEB) marca JEOL modelo JSM-6360-LV, y el
procedimiento fue el siguiente:
o Para la arcilla sin tratamiento, el procedimiento consistió en tomar un fragmento
de la arcilla de un bloque tal como se extrae de la mina, se humedeció con agua
destilada para suavizarla de tal manera que se puedan retirar las capas
externas que han estado en contacto con tierra y materia orgánica, luego una
pequeña muestra de aproximadamente 2 g fue pulverizada manualmente con
un mortero de ágata; la arcilla en polvo fue secada durante 24 h en una estufa

54
de convección a una temperatura de 100 ºC; las partículas más finas fueron
seleccionadas para observar en el MEB.
o El procedimiento seguido para el análisis de la arcilla con algún tratamiento de
purificación o silanización, y las que fueron extraídas por incineración de los
materiales compuestos (sección 2.2.11) consistió en tomar una muestra de
cada lote de arcilla a analizar y fue secada durante 24 h a 100 ºC en una estufa
de convección, entonces se molió con un mortero de ágata; las partículas más
finas fueron seleccionadas para observar en el MEB.
o El portamuestras del equipo MEB fue cubierto con cinta de cobre y en ésta fue
depositada la arcilla previamente molida y seca.
o La arcilla depositada en el portamuestras fue recubierta con una capa de oro
con un espesor aproximado de 120 nm en una metalizadora marca Denton
Vacuum, modelo Desk II (el tiempo de exposición durante el recubrimiento fue
de 45 s).
o Los barridos en el MEB fueron realizados con valores de corriente de 4 y 20 kV
en modo alto vacío, con un detector de electrones secundarios (SEI) y
magnificaciones de 10,000x, 20,000x, 50,000x y 100,000x.
2.2.4 Análisis por espectrometría de energía dispersiva de rayos X (EDX) de la
arcilla de paligorskita
El efecto de los tratamientos del proceso de purificación y la silanización sobre las
nano-fibras de paligorskita se analizó mediante el estudio elemental de la arcilla
por espectroscopía de energía dispersiva de rayos X (EDX):
o Las diferentes arcillas fueron molidas en un mortero de ágata y secadas en una
estufa de convección a 100 ºC durante 24 h.
o El portamuestras del equipo MEB fue cubierto con cinta de cobre y en ésta fue
depositada la arcilla previamente molida y seca.

55
o La arcilla en el portamuestras fue recubierta con una capa de oro de un espesor
aproximado de 120 nm en una metalizadora marca Denton Vacuum, modelo
Desk II (el tiempo de exposición durante el recubrimiento fue de 45 s).
o Las muestras de nanoarcilla fueron analizadas por espectroscopía de
dispersión de energía (EDX), en un equipo MEB marca JEOL modelo JSM-
6360-LV, con un voltaje de 20 kV y una distancia de prueba de 10 mm.
2.2.5 Análisis por espectrometría de infrarrojo con transformada de Fourier
(FTIR) de la arcilla de paligorskita
La arcilla y el KBr fueron secados durante 48 h en una estufa a 100 ºC, el tamaño
de partícula fue homogenizado en un mortero de ágata y el polvo obtenido fue
usado para formar una pastilla, mezclando 130 mg de KBr y 0.8 mg de arcilla. La
mezcla fue introducida en un pastillador y sometida a una presión de 7 MPa por 20
min en una prensa hidráulica marca Carver.
El análisis fue efectuado en un espectrofotómetro infrarrojo con transformada de
Fourier (FTIR) marca NICOLET modelo Protege 460. Los espectros fueron
obtenidos en el intervalo de 4000 a 400 cm-1 con una resolución de 4 cm-1 y
promediando 100 barridos. Para la preparación de cada pastilla el mortero y el
pastillador fueron limpiados con acetona y el proceso se repitió para todas las
muestras analizadas por FTIR.
2.2.6 Preparación de materiales compuestos por extrusión de doble husillo
El mezclado y dispersión de la arcilla de paligorskita en la matriz de polipropileno
se llevó a cabo en dos extrusores de doble husillo, el primero es de la marca
BRABENDER modelo CTSE-V/MARK-II equipado con husillos convencionales de
50 cm de longitud, con tres zonas de calentamiento, L/D de 13:1 y un dado capilar
para monofilamento de 2 mm de diámetro. El segundo extrusor es de la marca
WERNER & PFLEIDERER, modelo ZSK 30 equipado con husillos modulares de

56
100 cm de longitud, con cinco zonas de calentamiento, L/D de 15:1 y dos
cabezales; un dado capilar de dos filamentos de 2 mm de diámetro cada uno y un
dado capilar monofilamento de 2 mm de diámetro (requerido para el acoplamiento
de la punta sónica). Este extrusor se encuentra en el Centro de Investigación en
Química Aplicada.
2.2.6.1 Condiciones de procesamiento del primer y segundo lote de
formulaciones (extrusor Brabender)
Las tres zonas de calentamiento y el porta dado del extrusor fueron graduados
a las temperaturas de procesamiento. El perfil de temperaturas usado fue 180,
200 y 210 ºC en las zonas de calentamiento y 210 ºC en el dado.
La velocidad de trabajo del husillo para el primer lote de formulaciones fue de
150 rpm (tabla 2), y 150 y 200 rpm para las del segundo lote (tabla 3).
Tres dosificadores volumétricos previamente calibrados fueron usados para
alimentan el PP, el PPma y la arcilla a la tolva del extrusor. Se prepararon 5
diferentes formulaciones en el primer lote (tabla 2) y 20 en el segundo lote
(tabla 3). Para el PP se usó el dosificador marca Brabender modelo MHSFH-
172, para la arcilla se usó un dosificador marca Brabender modelo DDSR20-5,
y para el PPma un dosificador diseñado y manufacturado en el CICY.
Las formulaciones preparadas para el primer lote (tabla 2) fueron: PP,
PP/PPma (con 10 % de PPma), y tres materiales compuestos nano-reforzados
con 0.5 % de arcilla con diferentes tratamientos químicos (sin tratamiento
químico, purificada y silanizada) y 10 % de PPma. Todas las formulaciones
fueron procesadas a 150 rpm y se usó PPma 427845 marca Aldrich y
desarrolladas en un trabajo previo [75].
Las formulaciones preparadas para el segundo lote (tabla 3) fueron: dieciséis
formulaciones, PP, cuatro mezclas PP/PPma (con 4 y 8 % de PPma, ambas a
150 y 200 rpm) y doce materiales compuestos PP/PPma/arcilla (variando el

57
porcentaje de PPma en 4 y 8 %, el contenido de arcilla purificada en 0.5, 0.7 y
0.9 % y la velocidad de procesamiento en 150 y 200 rpm).
De igual manera se procesaron tres master batch correspondientes a las
mezclas PP/arcilla, las cuales contenían 5 % de arcilla sin tratamiento, 3.5 %
de arcilla purificada y 4.5 % de arcilla silanizada, respectivamente. Estas
mezclas fueron preparadas a una velocidad de 100 rpm con un perfil de
temperaturas de 180, 200 y 210 ºC en las zonas de calentamiento y 210 ºC en
el dado. Los master batch fueron necesarios para facilitar la transportación del
material al Centro de Investigación en Química Aplicada (CIQA), en donde se
encuentra el extrusor modular Werner & Pfleiderer.
Tabla 2.- Primer lote de formulaciones procesadas en el extrusor Brabender.
Formulación %
PP
%
PPma
%
arcilla
Tratamiento
de la arcilla
Velocidad de
extrusión*
PP 100 0 0 --------- 150
PP/PPma 90 10 0 --------- 150
PP/PPma/ST 89.5 10 0.5 No tratada 150
PP/PPma/AP 89.5 10 0.5 Purificada 150
PP/PPma/APS 89.5 10 0.5 Silanizada 150
* Se usó un extrusor doble husillo con tres zonas de calentamiento, marca Brabender, modelo CTSE-V/MARK-II, con husillos convencionales de 50 cm, L/D=13:1 y un dado capilar monofilamento de 2 mm. El PPma usado en estas formulaciones es Aldrich 426512.

58
Tabla 3.- Segundo lote de formulaciones procesadas en el extrusor Brabender.
Formulación
%
PP
%
PPma
%
arcilla
Tratamiento
de la arcilla
Velocidad de
extrusión*
PP 100 0 0 -------- --------
4/150 96 4 0 -------- 150
8/150 92 8 0 -------- 150
4/200 96 4 0 -------- 200
8/200 92 8 0 -------- 200
4/0.5/150 95.5 4 0.5 Purificada 150
4/0.7/150 95.3 4 0.7 Purificada 150
4/0.9/150 95.1 4 0.9 Purificada 150
8/0.5/150 91.5 8 0.5 Purificada 150
8/0.7/150 91.3 8 0.7 Purificada 150
8/0.9/150 91.1 8 0.9 Purificada 150
4/0.5/200 95.5 4 0.5 Purificada 200
4/0.7/200 95.3 4 0.7 Purificada 200
4/0.9/200 95.1 4 0.9 Purificada 200
8/0.5/200 91.5 8 0.5 Purificada 200
8/0.7/200 91.3 8 0.7 Purificada 200
8/0.9/200 91.1 8 0.9 Purificada 200
*Se usó un extrusor doble husillo con tres zonas de calentamiento, marca Brabender, modelo CTSE -V/MARK-II, con husillos convencionales de 50 cm, L/D=13:1 y un dado capilar monofilamento de 2 mm.
El PPma usado en esta formulación es Eastman G3015.
2.2.6.2 Condiciones de procesamiento del tercer lote de formulaciones
(extrusor modular Werner & Pfleiderer)
Las cinco zonas de calentamiento y el porta dado fueron graduados a las
temperaturas de procesamiento. El perfil de temperaturas usado fue igual en
las cinco zonas de calentamiento y en el dado (180 ºC).
La velocidad de trabajo del husillo fue establecida a 100 rpm por dos motivos:
el primero debido a la capacidad de procesamiento del extrusor (30 Kg/h), el
segundo fue debido a que la configuración de los husillos contaba con
PP
/PP
ma
/AP
/rpm
P
P/P
Pm
a/r
pm

59
restricciones izquierdas que estrangulan el flujo del material e incrementan la
presión en el interior del barril del extrusor, y al aumentar la velocidad de
procesamiento se corría el riesgo de degradar la muestra.
La tabla 4 presenta las cantidades en gramos de los diversos pellets
mezclados manualmente antes de ser depositados en el dosificador; la suma
total de los pesos de pellets para cada formulación debe ser al menos 450 g,
ya que esta es la cantidad mínima requerida por el extrusor Werner &
Pfleiderer dada su capacidad de carga. Se usó un solo dosificador volumétrico
marca Accurate a una velocidad de 30 rpm ya que el tamaño de pellets tanto
del PP, como del PPma y del master batch eran similares. Asimismo, se usó
un granulador marca Acurapack para pelletizar el material después frio.
Las formulaciones preparadas para el tercer lote fueron en total 27 (tablas 5, 6
y 7); en estas se mantuvo constante el porcentaje de PPma (4 %), la velocidad
de procesamiento (100 rpm) y se varió el porcentaje de arcilla (0.5, 1 y 2 %)
con tres tratamientos (sin tratamiento químico, purificada y silanizada) y el
nivel de esfuerzo cortante aplicado por el extrusor (medio, alto y alto mas
sonicado). El master batch procesado en el extrusor Brabender fue la base de
estas mezclas, para ello se completaron los porcentajes de PP y PPma para
obtener materiales compuestos con 4 % de PPma, 0.5, 1 y 2 % de cada tipo
de arcilla.
Los diferentes niveles de esfuerzo cortante aplicados a las formulaciones
procesadas en el extrusor modular Werner & Pfleiderer (tercer lote – tablas 5, 6 y
7), requirieron de dos configuraciones de husillo diferentes, el primero proporcionó
a las mezclas esfuerzos medios de corte y el segundo altos esfuerzos de corte.

60
Tabla 4.- Peso de pellets usados para la mezcla seca alimentada al extrusor Werner & Pfleiderer. Materiales compuestos de PP con 4 % de PPma y tres contenidos de arcilla
con tres tratamientos.
Formulación Contenido
de arcilla
en el
Master
batch
(%)
Cantidad
de PPma
(g)
Cantidad
de Master
batch
(g)
Cantidad
de PP
(g) Tipo de arcilla
Contenido
deseado
de arcilla
(%)
Sin tratamiento 0.5 5 18 45 387
Sin tratamiento 1.0 5 18 90 342
Sin tratamiento 2.0 5 18 180 252
Purificada 0.5 3.5 18 64.29 367.71
Purificada 1.0 3.5 18 128.57 303.43
Purificada 2.0 3.5 18 257.14 174.86
Silanizada 0.5 4.5 18 50 382
Silanizada 1.0 4.5 18 100 332
Silanizada 2.0 4.5 18 200 232
Nota: las cantidades de material usado para extruir las formulaciones fue en función a 450 g.
Las características principales de la primera configuración de husillo (esfuerzos
medios de corte) fue el uso de elementos de amasado derecho con canales
transversales abiertos; cinco elementos a 45º y tres a 90º, usados para obtener
una mejor mezcla de los materiales introducidos. Además se usaron dos
elementos restrictivos de amasado izquierdo con canales transversales abiertos
(45º) y una restricción izquierda con canales cerrados a 20º (Anexo A).
Las características principales de la segunda configuración de husillo (esfuerzos
altos de corte) fueron el uso de seis elementos de amasado derecho con canales
transversales abiertos a 45º y dos a 90º, usados para obtener una mejor mezcla
de los materiales introducidos, dos elementos restrictivos de amasado izquierdo
con canales transversales abiertos a 45º y dos de restricción izquierda con
canales cerrados a 20º (Anexo A).

61
Tabla 5.- Formulaciones del tercer lote procesadas con esfuerzos medios de corte.
Formulación %
PP
%
PPma
%
arcilla
Tratamiento
de la arcilla
Restricciones
en el husillo Sonicada
Velocidad
extrusión*
Med 1 95.5 4 0.5 No tratada 3 izquierdas. No 100
Med 2 95 4 1 No tratada 3 izquierdas. No 100
Med 3 94 4 2 No tratada 3 izquierdas. No 100
Med 4 95.5 4 0.5 Purificada 3 izquierdas. No 100
Med 5 95 4 1 Purificada 3 izquierdas. No 100
Med 6 94 4 2 Purificada 3 izquierdas. No 100
Med 7 95.5 4 0.5 Silanizada 3 izquierdas. No 100
Med 8 95 4 1 Silanizada 3 izquierdas. No 100
Med 9 94 4 2 Silanizada 3 izquierdas. No 100
*Se usó un extrusor doble husillo con cinco zonas de calentamiento, marca Werner & Pfleiderer, modelo ZSK 30, con
husillos modulares de 100 cm, L/D=15:1, un dado capilar de dos filamentos de 2 mm. El PPma usado en esta formulación
es Eastman G3015.
Tabla 6.- Formulaciones del tercer lote procesadas con altos esfuerzos de corte.
Formulación %
PP
%
PPma
%
arcilla
Tratamiento
de la arcilla
Restricciones
en el husillo Sonicada
Velocidad
extrusión*
Hig 1 95.5 4 0.5 No tratada 4 izquierdas No 100
Hig 2 95 4 1 No tratada 4 izquierdas No 100
Hig 3 94 4 2 No tratada 4 izquierdas No 100
Hig 4 95.5 4 0.5 Purificada 4 izquierdas No 100
Hig 5 95 4 1 Purificada 4 izquierdas No 100
Hig 6 94 4 2 Purificada 4 izquierdas No 100
Hig 7 95.5 4 0.5 Silanizada 4 izquierdas No 100
Hig 8 95 4 1 Silanizada 4 izquierdas No 100
Hig 9 94 4 2 Silanizada 4 izquierdas No 100
*Se usó un extrusor doble husillo con cinco zonas de calentamiento, marca Werner & Pfleiderer, modelo ZSK 30, con
husillos modulares de 100 cm, L/D=15:1, un dado capilar de dos filamentos de 2 mm. El PPma usado en esta formulación
es Eastman G3015.

62
Tabla 7.- Formulaciones del tercer lote procesadas con altos esfuerzos de corte y sonicadas.
Formulación %
PP
%
PPma
%
arcilla
Tratamiento
de la arcilla
Restricciones
en el husillo Sonicada
Velocidad
extrusión*
Son 1 95.5 4 0.5 No tratada 4 izquierdas Si 100
Son 2 95 4 1 No tratada 4 izquierdas Si 100
Son 3 94 4 2 No tratada 4 izquierdas Si 100
Son 4 95.5 4 0.5 Purificada 4 izquierdas Si 100
Son 5 95 4 1 Purificada 4 izquierdas Si 100
Son 6 94 4 2 Purificada 4 izquierdas Si 100
Son 7 95.5 4 0.5 Silanizada 4 izquierdas Si 100
Son 8 95 4 1 Silanizada 4 izquierdas Si 100
Son 9 94 4 2 Silanizada 4 izquierdas Si 100
*Se usó un extrusor doble husillo con cinco zonas de calentamiento, marca Werner & Pfleiderer, modelo ZSK 30, con
husillos modulares de 100 cm, L/D=15:1, un dado capilar monofilamento de 2 mm. El PPma usado en esta formulación es
Eastman G3015.
La figura 17 muestra las configuraciones diseñadas para los dos husillos
empleados para procesar el tercer lote de formulaciones. El procesamiento de
este se lote llevo a cabo utilizando tres diferentes niveles de esfuerzos: a)
esfuerzos medios de corte a la (tabla 5), b) altos esfuerzos de corte (tabla 6) y c)
altos esfuerzos de corte asistido con sonicación (sonicador marca Sonotrol,
calibrado a una frecuencia de 20 KHz); con el objetivo de obtener mezclas con
diferente grado de dispersión de la arcilla (tabla 7).

63
Figura 17.- Diagrama de configuración de husillos modulares para medianos y altos esfuerzos de corte.
2.2.7 Caracterización Reológica
La caracterización reológica de las formulaciones se llevó a cabo en un reómetro
marca TA Instruments modelo AR-2000, equipado con platos paralelos de 25 mm
de diámetro con una presión neumática de 30 psi y tres diferentes temperaturas
en la cámara ambiental (170, 190 y 210 ºC para el primer lote de formulaciones y
180, 200 y 220 ºC para el segundo y tercer lote de formulaciones). Se usaron
especímenes laminados con dimensiones promedio de 25 mm de diámetro y 1000
µm de espesor.
El primer paso para caracterizar los especímenes fue verificar la calibración del
equipo con la geometría de prueba (platos paralelos): la inercia del equipo y la
distancia del claro entre platos (gap). Concluida la calibración del equipo por
medio del software AR Instrument Control, el plato superior del reómetro se ubicó
a una altura de 20,000 µm y entonces se introdujo un espécimen en el centro del
plato inferior, y se calentó el horno a 180 ºC (170 ºC para las muestras del primer
lote de formulaciones), el plato superior fue descendido a un claro de 950 µm, y se
verificó con el sensor de fuerza normal del equipo, que el plato hiciera contacto

64
con la muestra. Posteriormente se abrió la cámara ambiental y con una espátula
se retiró el exceso de muestra; finalmente, el análisis de la muestra dio inició.
Preliminarmente, una muestra de cada formulación fue sometida a un análisis de
tipo oscilatorio (barrido de deformación), esto fue con el fin de determinar el nivel
de deformación que genera una respuesta de tipo elástica; este parámetro es
importante para las pruebas de relajación y de barrido de frecuencia. El barrido de
deformación se efectuó en un intervalo de 0.1 a 300 % con una frecuencia angular
de 6.28 rad/s. Al concluir el análisis se determinó que las pruebas de barrido de
frecuencia se realizarían a 8 % de deformación (10 % para las muestras del primer
lote de formulaciones). Se eligió este porcentaje ya que a este nivel de
deformación los materiales presentaron un comportamiento uniforme y lineal.
2.2.8 Prueba reológica de corte dinámico (barrido de frecuencia) del primer
lote de formulaciones
El primer lote de formulaciones fueron desarrolladas en un trabajo previo [75],
contenían 0.5 % de arcilla con diferentes tratamientos químicos (Sin tratamiento,
Purificada y Silanizada) y 10 % de PPma Aldrich 426512; la tabla 2 presenta las
características de los materiales compuestos analizados reológicamente. La
adquisición de datos de los experimentos de barrido de frecuencia se realizó a
temperatura constante, incrementando la frecuencia de 0.1 rad/s a 200 rad/s y
posteriormente reduciendo la frecuencia de 200 rad/s a 0.1 rad/s. Los barridos de
frecuencia se realizaron 2 min después de que el horno alcanzará la temperatura
de trabajo de 170, 190 y 210 ºC (cada muestra ensayada dio como resultado 6
gráficas una de 0.1 a 200 rad/s y otra de 200 a 0.1 rad/s a tres diferentes
temperaturas).
De los resultados de este experimento se obtuvieron las curvas de viscosidad
compleja (η*), módulos de almacenamiento (G´) y de pérdida (G´´) vs frecuencia
angular. Las curvas maestras correspondientes se generaron utilizando el principio

65
de superposición tiempo-temperatura, calculadas a una temperatura de referencia
de 170 ºC, usando el programa de computadora Rheology Advantage Data
Analysis y las ecuaciones 23 y 24.
2.2.9 Prueba reológica de corte dinámico (barrido de frecuencia) del segundo
lote de formulaciones
Las formulaciones del segundo lote fueron preparadas variando el porcentaje de
PPma Eastman G-3015 (4 y 8 %), el porcentaje de arcilla (0.5, 0.7 y 0.9 %), el
tratamiento químico de la arcilla (purificada, purificada y silanizada) y la velocidad
de extrusión (150 y 200 rpm), lo que representó un total de 16 formulaciones más
el PP, tal y como se muestra en la tabla 3.
Las condiciones de prueba del segundo lote de formulaciones para los
experimentos de barrido de frecuencia se realizaron a temperatura constante,
incrementando la frecuencia de 0.1 rad/s a 200 rad/s y posteriormente reduciendo
la frecuencia de 200 rad/s a 0.1 rad/s. Los barridos de frecuencia se realizaron 2
min después de que el horno alcanzara la temperatura de trabajo de 180, 200 y
220 ºC (cada muestra ensayada generó 2 gráficas, una de 0.1 a 200 rad/s y otra
de 200 a 0.1 rad/s por cada temperatura). De los resultados de este experimento
se obtuvieron las curvas de viscosidad compleja (η*), módulos de almacenamiento
(G´) y de pérdida (G´´) vs frecuencia angular.
2.2.10 Condiciones de prueba reológicas para el tercer lote de formulación
Las formulaciones del tercer lote fueron caracterizadas reológicamente con dos
tipos de prueba; 1) análisis reológico de corte dinámico (barrido de frecuencia), y
2) análisis reológicos de corte transitorio. Ambos análisis fueron utilizados para
estudiar la influencia que ejerce la arcilla con diferentes tratamientos químicos
sobre las propiedades reológicas en fundido de los materiales compuestos, así

66
como para estudiar el efecto causado por el grado de dispersión y el contenido del
nano-refuerzo sobre estas propiedades.
El primer estudio evalúa el comportamiento del material compuesto bajo
condiciones de estado estable, mientras que el segundo evalúa los fenómenos
que ocurren cuando el material es sometido a condiciones instantáneas de
prueba.
2.2.10.1 Análisis reológico de corte dinámico
Las condiciones de prueba para los experimentos del barrido de frecuencia del
tercer lote de formulaciones fueron: temperatura constante, incremento la
frecuencia de 0.1 rad/s a 600 rad/s y posteriormente reducción de la frecuencia de
600 rad/s a 0.1 rad/s. Los barridos de frecuencia se realizaron 2 min después de
que el horno alcanzara la temperatura de trabajo de 180, 200 y 220 ºC (cada
muestra ensayada dio como resultado 6 graficas una de 0.1 a 600 rad/s y otra de
600 a 0.1 rad/s a tres diferentes temperaturas). De los resultados de este
experimento se obtuvieron las curvas de viscosidad compleja (η*), módulos de
almacenamiento (G´) y de pérdida (G´´) vs frecuencia angular.
Este último lote de formulaciones fueron preparadas a partir de un master batch en
el extrusor modular Werner & Pfleiderer (CIQA) variando el porcentaje de arcilla, el
tratamiento químico de la arcilla y la configuración en los husillos del extrusor
(para generar diferentes esfuerzos de corte). Las tablas 5-7 presentan las
formulaciones usadas para el análisis reológico de corte dinámico del tercer lote
de muestras.
2.2.10.2 Análisis reológico de corte transitorio
Nueve formulaciones del tercer lote (tablas 5-7) fueron seleccionadas para la
presente prueba (tabla 8); los materiales fueron caracterizados reológicamente

67
con pruebas de flujo de corte transitorio bajo las siguientes condiciones:
temperatura de 180 ºC, cuatro velocidades de corte 0.05, 0.1, 0.5 y 1 s-1 y una
duración de la prueba de 480 s.
Un disco de 25 mm de diámetro y 1000 μm de espesor es introducido en el
plato inferior de la geometría (platos paralelos); la cámara ambiental es
calentada hasta la temperatura de 180 ºC, una vez alcanzada esta
temperatura se espera que el sistema se estabilice durante 10 min.
El gap entre los platos es ajustado a 1200 μm y se realiza un ajuste fino
hasta 950 μm con intervalos de 50 μm (para asegurar el contacto de la
muestra con los platos), vigilando que la fuerza en la celda de carga no
rebase los 10 mN.
Una vez ajustada la altura del gap a 950 μm, se abre la cámara ambiental y
con una espátula se retira el excedente del material en los platos paralelos.
Antes de iniciar la prueba de flujo cortante se realiza un barrido de precorte
con un esfuerzo de corte de 0.1 Pa durante 60 s (con el fin de alinear las
cadenas poliméricas y los nano-refuerzos con el flujo del material).
La prueba de flujo transitorio se realiza manteniendo fija una velocidad de
corte seleccionada (0.05, 0.1, 0.5 y 1 s-1) durante 480 s. Para cada
velocidad de corte se usó una probeta diferente.
Concluida la prueba, la cámara ambiental es estabilizada a 150 ºC, durante
el tiempo que dura la estabilización se retira el material usado en el análisis
y se limpian los platos paralelos para poder dar paso a otra muestra.
De los resultados de este experimento se obtuvieron las curvas de
viscosidad de corte transitoria (η+), Viscosidad de corte reducida (η+/η) y
Esfuerzo cortante (σ) vs tiempo. Las curvas de viscosidad de corte reducida
fueron construidas dividiendo las curvas de viscosidad de corte transitorio
entre la viscosidad en estado estacionario de cada sistema analizado.

68
Tabla 8.- Formulaciones seleccionadas del tercer lote que fueron analizadas por reometría en fundido de corte transitorio.
Formulación %
PP
%
PPma
%
arcilla
Tratamiento
de la arcilla
Nivel de
esfuerzo
cortante
Velocidad
extrusión*
Med 1 95.5 4 0.5 No tratada Medio 100
Med 5 95 4 1 Purificada Medio 100
Med 9 94 4 2 Silanizada Medio 100
Hig 1 95.5 4 0.5 No tratada Alto 100
Hig 5 95 4 1 Purificada Alto 100
Hig 9 94 4 2 Silanizada Alto 100
Son 1 95.5 4 0.5 No tratada Alto/Sonicada 100
Son 5 95 4 1 Purificada Alto/Sonicada 100
Son 9 94 4 2 Silanizada Alto/Sonicada 100
*Se usó un extrusor doble husillo con cinco zonas de calentamiento, marca Werner & Pfleiderer, modelo ZSK 30, con husillos modulares de 100 cm, L/D=15:1, un dado capillar de dos filamentos de 2 mm y otro monofilamento de 2 mm para las muestras sonicadas. El PPma usado en esta formulación es Eastman G3015.
2.2.11 Método por incineración para determinar el contenido de partículas
inorgánicas en materiales compuestos termoplásticos
Este método de ensayo fue implementado para determinar el contenido inorgánico
en materiales compuestos termoplásticos por medio de ensayos destructivos de
acuerdo a la norma ASTM D 5630-94. Contenidos de cenizas de 0.01 % o
mayores están cubiertos por este método, el cual no identifica cualitativamente los
componentes químicos individuales de la ceniza. La descripción del método usado
para determinar el residuo inorgánico en la matriz termoplástica es el siguiente:
Escoger las condiciones de trabajo tales como: temperatura de calcinación, el
tiempo de calcinación, y el tamaño de la muestra necesario para realizar el análisis
de la ceniza según la tabla 9; dichas condiciones están en función del tipo de
polímero y la cantidad estimada de material inorgánico contenido en la matriz
polimérica.

69
Lavar los crisoles con detergente, eliminar este con agua, finalmente enjuagar con
agua destilada y dejar secar.
Peso constante de los crisoles de porcelana. Pesar los crisoles limpios y secos en
una balanza con precisión de 0.0001 g. Introducirlos a una estufa de convección
graduada a 100 °C, y repetir el pesaje de los crisoles cada 8 h hasta observar una
variación menor a 2 mg. El valor resultante se toma como W1.
Peso constante de las muestras. Pesar aproximadamente 10 g de pellets de cada
material compuesto en una balanza con precisión de 0.0001 g. Introducirlos a una
estufa de convección graduada a 100 °C, y repetir el pesaje de las muestras cada
8 h hasta observar una variación menor a 2 mg. El peso de las muestras en forma
de pellets sumado al peso del crisol previamente puesto a peso constante fue
tomado como W2.
Tabla 9.- Condiciones para incinerar muestras poliméricas con contenido inorgánico
Tipo de polímero Contenido de
ceniza (%)
Tamaño de
la muestra
(g)
Temperatura
del horno (ºC)
Duración
(min)
LDPE, HDPE, PP, EVA, EEA,
Elastómeros termoplásticos y
otros polímeros olefínicos y
copolímeros.
0.01-0.5 50 800 30
0.5-5 10 800 30
5-60 5 800 30
PS, HIPS, ABS, SBS, PC, PET,
PBT, Nylon, y otras poliamidas
0.01-0.5 50 900 30
0.5-5 10 900 30
5-60 5 900 30
Colocar el crisol con la muestra en un el quemador Bunsen. Para evitar la pérdida
de partículas finas, la intensidad de la flama debe ser baja y su altura no debe ser
mayor a 25 mm (debe ser solo lo suficientemente alta como para tocar la base del
crisol). Cuando se alcanza el punto de ignición del polímero (que es
aproximadamente a 600 °C para la mayoría de los termoplásticos), el polímero

70
comienza a arder y cuando la llama se extingue en el crisol, la masa polimérica se
ha consumido casi en su totalidad.
El crisol con los residuos de la muestra (hollín) es retirado del quemador e
introducido en una mufla ajustada a 800 ºC de temperatura. Después de 30 min, el
crisol fue retirado de la mufla y colocado en un desecador con plato cerámico
hasta que se enfríe
El crisol frio, fue puesto a peso constante usando una estufa de convección
graduada a 100 °C, hasta que se observó una variación menor de 2 mg, el valor
de este último peso se registró como W3.
Finalmente se calcula el contenido de cenizas de la muestra usando la ecuación
25.
(25)
donde W1 es el peso del crisol, W2 es el peso del crisol más el de la muestra, y W3
es el peso del crisol más la muestra incinerada
2.2.12 Difracción de rayos X de la arcilla pristina, modificada y recuperada por
incinerización de los materiales compuestos
Las arcillas sin tratamiento, purificada y silanizada, así como la extraída de los
materiales compuestos por incineración, fueron analizadas con un difractómetro
de rayos X marca Siemens modelo D5000, con un ánodo CuKα a una longitud de
onda de 1.54 Å, usando un voltaje de 34 kV y una corriente de 25 mA. 3 g de cada
tipo de paligorskita en polvo fueron depositados y compactados en un
portamuestras; los patrones de difracción de rayos X fueron tomados a una
velocidad de barrido de 0.4°/min. La tabla 10 presenta los especímenes de arcilla
que fueron caracterizados.

71
Tabla 10.- Especímenes de arcilla caracterizados por difracción de rayos X.
Especímenes Características
Tratamiento de Arcilla Procedencia
Arcilla ST Sin tratamiento Cantera
Arcilla Pur Purificada Proceso de purificación
Arcilla Sil Silanizada Proceso de silanización
Med 1 Sin tratamiento 3er lote
Med 5 Purificada 3er lote
Med 9 Silanizada 3er lote
Hig 1 Sin tratamiento 3er lote
Hig 5 Purificada 3er lote
Hig 9 Silanizada 3er lote
Son 1 Sin tratamiento 3er lote
Son 5 Purificada 3er lote
Son 9 Silanizada 3er lote
2.2.13 Microscopía electrónica de transmisión (MET) de los materiales
compuestos termoplásticos del tercer lote de formulaciones
El estudio microscópico de los materiales compuestos del tercer lote de
formulaciones fue realizado para determinar la morfología de las fibras embebidas
en la matriz de polipropileno y su relación con las condiciones de procesamiento y
con el tipo y contenido de arcilla. Los especímenes usados para este análisis
corresponden a las 9 formulaciones del lote 3 seleccionadas para reometría en
fundido de corte transitorio, tabla 8.
El estudio en el MET requiere que los especímenes tengan un espesor electron-
transparente, por tal motivo, cada muestra fue congelada con nitrógeno líquido y
microtomada a un espesor aproximado de ~60 nm (sección transversal) utilizando
una cuquilla de diamante en un ultra-micrótomo criogénico marca Leica modelo

72
Ultracut UCT. Cada uno de los cortes hechos por muestra fue depositado en una
rejilla de Cu de 3 mm de diámetro.
Las imágenes fueron tomadas en un microscopio electrónico de transmisión de
emisión de campo tipo Schottky marca FEI modelo 80-300 kV, con una resolución
en modo MET de 1.7 Å y una aberración esférica (Cs) de 1.25 mm. El voltaje
utilizado fue de 300 kV. Las imágenes fueron capturadas en una cámara CCD
Gatan de 1024 x 1024 píxeles acoplada al microscopio, con una resolución de 1K.
Los aumentos se variaron entre 3,800 hasta aproximadamente 50,000x, y en
general las imágenes fueron adquiridas cerca del foco de Scherzer (-58.3 nm). La
técnica que se utilizó fue: MET Convencional e Imagen por contraste.
Los diámetros y las longitudes de las nano-fibras de paligorskita extraídas de los
materiales compuestos mediante incineración (tabla 10), así como también la
distancia de separación entre las nano-fibras, de las imágenes obtenidas por MET
fueron medidas usando el programa de computadora Image-Pro Plus. Los
resultados obtenidos de las mediciones fueron analizados mediante los diagramas
estadísticos de cajas y bigotes (boxplots o box and wiskiers). Éste tipo de gráfico
basado en cuartiles, mediante los cuales se visualiza un conjunto de datos. Está
compuesto por un rectángulo (la caja), y dos brazos (los bigotes), que suministran
información sobre los valores mínimo y máximo, los cuartiles, así como la
existencia de valores atípicos y la simetría de la distribución.
La figura 18 muestra que una gráfica de caja y bigotes está compuesta de tres
cuartiles representados por líneas horizontales en la caja, el primer cuartil (Q1)
cuartil cuyo valor es mayor que el 25% de los valores de la distribución (ordenados
de menor a mayor), el segundo cuartil (Q2) representa la media aritmética de la
distribución (entre el 25 y el 75 % de los valores medidos) y el tercer cuartil (Q3)
representa los valores menores del 75 % de los datos medidos. La caja se ubica
entre segmentos que tienen como extremos los valores mínimo y máximo de la
variable. Las líneas que sobresalen de la caja se llaman bigotes, el primero (B1)
comprendido del valor mínimo hasta el 25 % (abajo del rectángulo) y el segundo

73
(B2) del 75 % al valor máximo (arriba del rectángulo). Adicionalmente se puede
añadir un cuadro solido que representa la media aritmética de todos los valores de
la distribución.
Figura 18.- Representación esquemática de una gráfica de cajas y bigotes.
B2 (máx.)
Q1 (25 %
Q3 (75 %)
B1 (mín.)
Q2 (Media del 50 %)
Media del 100 %
Q3 - Q3 (50 % de datos.)

74
CAPÍTULO 3. RESULTADOS Y DISCUSIÓN

75
3.1 Análisis Morfológico por Microscopía Electrónica de Barrido (MEB)
3.1.1 Análisis morfológico de la arcilla paligorskita en estado original
La paligorskita en estado original es la arcilla que no ha sido sometida a ningún
tratamiento químico (purificación o silanización), solamente fue lavada con agua
destilada y retirados los residuos pétreos. La figura 19 presenta las imágenes de la
arcilla seca con magnificaciones de 10,000 y 20,000 x, tomadas en diferentes
zonas de la muestra; es posible apreciar el arreglo y la distribución de las largas
nano-fibras de la arcilla lo que hace imposible localizar el inicio y el final de una
misma fibra.
Figura 19.- Micrografías MEB de diferentes zonas de la arcilla paligorskita sin tratamiento.
3.1.2 Análisis morfológico de la arcilla paligorskita purificada.
El proceso de purificación usado en la arcilla colectada consistió de tres
tratamientos químicos, por tal motivo, después de cada uno se tomó una muestra
de arcilla y estas fueron observadas por MEB para determinar cambios en la
morfología de la arcilla.
3.1.2.1 Tratamiento 1/3
Las micrografías (figura 20) muestran de manera clara las nano-fibras individuales,
que aparentan tener un aspecto similar que la arcilla sin tratamiento de la figura

76
19. La micrografía a 10000x de la figura 20 presenta fibras de arcilla con
longitudes mayores a 3 μm.
Figura 20.- Arcilla de paligorskita seca a tres magnificaciones, después del tratamiento 1/3.
3.1.2.2 Tratamiento 2/3
La arcilla fue tratada con peróxido de hidrógeno para eliminar la materia orgánica.
La arcilla se aglomeró después de evaporar la solución agua destilada/peróxido,
aparentando un probable daño físico en las nano-fibras, sin embargo, las
imágenes MEB a magnificaciones menores de 20000x (figura 21) demuestran que
las nano-fibras aun presentan una morfología similar a la obtenida después del
primer tratamiento.
Figura 21.- Arcilla paligorskita seca a tres magnificaciones, después del tratamiento 2/3.

77
3.1.2.3 Tratamiento 3/3
La arcilla fue tratada con una solución de acetato de sodio para promover
intercambio catiónico. Las micrografías de la figura 22 corresponden a la
morfología de la arcilla después del tratamiento 3/3; se observa que al igual que
en los tratamientos anteriores, la morfología de las nano-fibras no muestran un
cambio considerable en su aspecto físico.
Figura 22.- Arcilla paligorskita seca a tres magnificaciones después del tratamiento 3/3.
3.1.3 Análisis morfológico de la arcilla paligorskita silanizada
La figura 23 muestra la arcilla silanizada, comparando la figura 23 con la figura 22
(arcilla purificada 3/3) se observa que la morfología de la arcilla silanizada cambia
ligeramente, muy probablemente porque el proceso de silanización de la arcilla
purificada involucra varios lavados con centrifugado y sonicado, procesos que
pudieron ocasionar daño mecánico en las nano-fibras.
Figura 23.- Micrografías de arcilla silanizada previamente purificada con tres tratamientos.

78
3.2 Análisis Espectroscópico de Energía Dispersiva de Rayos X (EDX)
3.2.1 Análisis EDX de la arcilla purificada
El análisis EDX fue realizado para determinar la distribución cuantitativa de los
elementos químicos presentes en cada muestra de la arcilla tomada durante los
diferentes tratamientos del proceso de purificación.
La figura 24 presenta los espectros EDX representativos de la arcilla purificada y
la figura 25 compara los resultados de EDX de las arcillas después de cada uno
de los tratamientos del proceso de purificación. Se observa que después del
tratamiento 3/3 el contenido de calcio en la arcilla disminuye en tanto que el
contenido de sodio aumenta, esto significa que la arcilla después del tercer
tratamiento del proceso de purificación, ha experimentado intercambio catiónico
que sustituye el calcio de la estructura de la arcilla por sodio. Este intercambio es
benéfico para nuestro propósito, ya que durante el proceso de silanización es más
fácil diluir una arcilla sódica que una arcilla cálcica.
Figura 24.- Patrones EDX de los tres tratamientos del proceso de purificación, a) ST: Arcilla sin tratamiento, b) 1/3: Agua destilada, c) 2/3: Peróxido de hidrogeno, d) 3/3:
Acetato de sodio.
a) b)
c) d)

79
Figura 25.- Representación esquemática de la distribución cuantitativa de los elementos químicos presentes en la arcilla sin tratamiento y al final de cada uno de los tres
tratamientos del proceso de purificación.
3.2.2 Análisis EDX de la arcilla silanizada
El análisis EDX de la arcilla que fue silanizada, es comparada con la arcilla sin
tratamiento y la purificada, para determinar el cambio en la distribución cuantitativa
de elementos químicos de la arcilla posterior al proceso de silanización. La figura
26 muestra los patrones EDX representativos correspondientes; en la figura 26a
se observa que la arcilla sin tratamiento tiene un contenido de calcio elevado
comparado con la arcilla purificada y la silanizada, asimismo, en la figura 26b se
observa que el contenido de calcio disminuye y el contenido de sodio incrementa.
La figura 27 presenta el resumen de los resultados de EDX; se puede observar
que la distribución cuantitativa de los elementos químicos presentes en la arcilla
sin tratamiento, la purificada y la silanizada no muestran una diferencia

80
considerable, a excepción del sodio que fue añadido y el calcio que fue eliminado
durante el tratamiento 3/3 del proceso de purificación.
Figura 26.- Patrones EDX de la arcilla, a) ST: Arcilla sin tratamiento, b) 3/3: Purificada, c) Silanizada (previamente purificada)
Figura 27.- Representación esquemática de la distribución cuantitativa de los elementos químicos presentes en la arcilla sin tratamiento y al final de cada uno de los tres
tratamientos del proceso de purificación.
a) b)
c)

81
Los resultados del análisis EDX realizado a la arcilla con los diferentes
tratamientos no mostraron evidencia clara a excepción del sodio, de la presencia
de residuos de los reactivos químicos usados durante el proceso de purificación y
silanización permanecen en la estructura de la arcilla como residuos que pudieran
afectar al desempeño de la arcilla como agente de refuerzo en un material
compuesto nano-reforzado.
3.3 Análisis Espectroscópico de Infrarrojo con Transformada de Fourier (FTIR)
3.3.1 Análisis FTIR de la arcilla sometida al proceso de purificación
El espectro de FTIR de Paligorskita pura generalmente se divide en tres regiones,
observando patrones característicos [19]. La primera región es la que corresponde
a números de onda altos y comprende un intervalo de entre 3700 y 3200 cm-1, es
asignado a la vibración estructural del OH y al agua higroscópica. La segunda
región es la de los números de onda medios que corresponde a 1700 y 1600 cm-1,
es atribuido a las vibraciones en modo flexión del agua higroscópica y de la
absorbida. La tercera región es la de números de onda bajos que comprende un
intervalo entre 1300 y 400 cm-1 y es asignado a los movimientos y vibraciones de
los enlaces Si-O [76-78].
La figura 28 presenta los espectros IR correspondientes a las muestras de arcilla
obtenidas de los distintos tratamientos del proceso de purificación y la figura 29
representa el espectro de referencia obtenido en la literatura. Comparando la
figura 28 con la figura 29 [34, 77], se observa que las tres regiones que caracterizan
al espectro de referencia de la paligorskita pura, presentan un patrón similar con la
paligorskita estudiada en el presente trabajo: los tratamientos del proceso de
purificación no causan algún cambio considerable a la estructura química de la
paligorskita, ya que no aparecen nuevos enlaces que pudieran deberse a una
reacción química o la presencia de contaminantes o sustancias químicas
residuales, por lo tanto, se cree que la arcilla no sufrió daño químico.

82
La tabla 11 resume las regiones de altos, medios y bajos números de onda en las
que se encuentran los enlaces asignados a cada vibración y el número de onda
correspondiente para el espectro IR de la paligorskita [34, 77].
4000 3500 3000 2500 2000 1500 1000 500
Sin Purificar (ST)
Tratamiento 1/3
Tratamiento 2/3
Ab
so
rba
ncia
(U
A)
Numero de Onda (cm-1)
3396 c
m-1
3615 c
m-1
3550-3
560 c
m-1
3581 c
m-1
584 c
m-1
444 c
m-1
484 c
m-1
512 c
m-1
646 c
m-1
914 c
m-1
985 c
m-1
1035 c
m-1
1093 c
m-1
1120 c
m-1
1643 c
m-1
1200 c
m-1
3282 cm-1
Purificada (trat.3/3)
Figura 28.- Espectros IR de la arcilla sin purificar y los tres tratamientos del proceso de purificación.
Figura 29.- Bandas características de la arcilla paligorskita [77]

83
Tabla 11.- Asignación de grupos funcionales de la arcilla de paligorskita según el número de onda.
Sección Número de onda
(cm-1) Asignación
1 (región de altos números de onda)
3616.25 Al2-OH
3581.47 Mg2-OH
3543.22 (Fe, Mg)-OH
3393.8 Si(OH)Si
3279.4 Si(OH)Al
2963
C-H 2927
2856
2 (región medianos números de onda)
1645 H2O absorbido, modo bending
1572 -OH
1432 CH3-OH
1387.9 -OH
1377.8 -OH
3 (región de bajos números de onda)
1194.9 Si-O-Si
1128.9 Si-O
1092.8 Si-O
1037 Si-O
986.8 Si-O-M
911 Al2-OH
865 AlMg-OH
793.1 Si-O
733.1 Si-O-Si
687.1
651.2 Mg-O
585.3 Mg-O6
513.3 Si-O-Al
481.4 Si-O-Si
443.4 Mg-O6
3.3.2 Análisis FTIR de la arcilla silanizada
La naturaleza polar de la arcilla y la no polar de la matriz polimérica, hace que no
sean afines entre ellas; funcionalizar las nanofibras de paligorskita con un agente

84
silano (3-aminopropiltrimetoxisilano) puede resolver este inconveniente. La figura
30 presenta el espectro de FTIR correspondiente al agente silano usado en el
presente trabajo.
4000 3500 3000 2500 2000 1500 1000 500
Ab
so
rba
ncia
(U
A)
Numero de onda (cm-1)
2930
1490
1390
1570
3420
Figura 30.- Espectro FTIR del agente silano 3-aminopropiltrimetoxisilano
La figura 31 compara el espectro IR de la arcilla purificada y silanizada con el
correspondiente espectro de la arcilla purificada. Como se observa, el espectro de
la arcilla silanizada difiere del espectro de la arcilla purificada en algunas regiones
que coinciden con las zonas donde se esperan señales correspondientes al silano,
lo que es un indicador positivo de la fijación del silano a la arcilla. La asignación de
bandas correspondientes se presenta en la tabla 12 [76].

85
4000 3500 3000 2500 2000 1500 1000 500
Sin Purificar
1390
1490
1550
2930
3420
Ab
so
rba
ncia
(U
A)
Numero de Onda (cm-1)
Silanizada
Figura 31.- Espectro IR de la arcilla silanizada comparada con el de la arcilla purificada.
Tabla 12.- Bandas características FTIR de la arcilla Paligorskita
Posición (cm-1)
Asignación
3615 Estiramiento Mg—OH dioctaédrico
3516 Estiramiento OH del agua coordinada con Al, Mg
3390 Estiramiento OH de agua adsorbida y zeolítica
3212 Estiramiento N—H
3050 Estiramiento N—H de amino (—NH3+)
2930 Estiramiento C—H
1625 Deformación OH de agua
1500 Deformación simétrica N—H de amino (—NH3+)
1470 Deformación C—H
1194 Estiramiento Si–O
La banda a 3212 cm-1 puede ser asignada a los estiramientos N—H aportados por
el silano. Es probable también que una reacción secundaria de los grupos amina
del silano haya ocurrido como lo demuestra la banda ancha en 3050 cm-1; la

86
asignación más probable para esta banda corresponde a un grupo amino (-NH3+)
[77, 79-81]. La vibración en 1608 cm-1 perteneciente al grupo amina del silano se
mezcla con 1628 cm-1 característica de la arcilla debido al agua absorbida; así
mismo, la banda ubicada en 1500 cm-1 perteneciente a la absorción del grupo
amino está ausente en la arcilla sin silanizar [79, 82, 83].
Al reaccionar la arcilla con el aminopropiltrimetoxisilano, la banda 2930 cm-1
aumenta de intensidad a causa de la parte orgánica del silano, pues ésta es una
vibración particularmente intensa en el silano, en contraste, la arcilla purificada no
presenta esta banda.
3.4 Contenido de arcilla por incineración de los materiales compuestos
Durante la calibración del alimentador Brabender modelo DDSR20-5 usado para
dosificar la arcilla en el proceso de extrusión de las diversas formulaciones, se
observó un comportamiento un tanto aleatorio en dicho alimentador. La extracción
de la parte inorgánica del material compuesto por incineración (ASTM D5630-94)
permitió determinar el contenido real de arcilla en todas las formulaciones.
3.4.1 Contenido de arcilla del primer lote de formulaciones
Este lote consta de tres diferentes formulaciones que en teoría contenían 0.5 % de
arcilla: una sin purificar, otra purificada (cinco tratamientos) y una tercera
purificada y silanizada [75, 84]. La tabla 13 presenta los resultados de la extracción
por incineración de la parte inorgánica de las formulaciones del primer lote.
Los resultados de la tabla 13 demuestran que la dosificación de la arcilla por parte
del alimentador volumétrico no fue la correcta, ya que existe una variación
considerable en dos de las tres formulaciones.

87
Tabla 13.- Porcentaje en peso de arcilla contenida en las tres formulaciones del primer lote.
Formulación Contenido teórico
(%) Contenido real
(%)
PP/PPma/ST 0.5 0.9399
PP/PPma/AP 0.5 0.8059
PP/PPma/APS 0.5 0.4509
3.4.2 Contenido de arcilla del segundo lote de formulaciones
El segundo lote consta de doce formulaciones (con sus respectivas repeticiones)
preparadas en función de tres variables: velocidad de procesamiento (150 y 200
rpm), contenido de PPma (4 y 8 %) y contenido de arcilla purificada (0.5, 0.7 y 0.9
%), sin embargo, para el presente estudio solo se tomó una muestra
representativa de tres formulaciones con sus respectivas repeticiones para realizar
el cálculo del contenido real de arcilla.
El porcentaje en peso de la arcilla de cada formulación después de la incineración
se presenta en la tabla 14; el contenido real de arcilla es un tanto fluctuante con
respecto al originalmente planeado (contenido teórico).
Tabla 14.- Porcentaje en peso de arcilla purificada contenida en tres formulaciones y sus repeticiones del segundo lote.
Formulación Contenido teórico
(%) Contenido real
(%)
4/0.5/150 0.5 0.5427
4/0.7/150 0.7 0.6270
4/0.9/150 0.9 0.8575
4/0.5/150/R 0.5 0.5712
4/0.7/150/R 0.7 0.6389
4/0.9/150/R 0.9 0.8110

88
El factor principal que afectó el contenido de la arcilla en las formulaciones fue el
funcionamiento del alimentador que no está diseñado para dosificar partículas con
tamaños tan pequeños como el de las nano-arcillas. Además de que los
porcentajes de arcilla inicialmente planeados para estas formulaciones fueron
bastante cercanos entre sí (0.5, 0.7 y 0.9 %).
3.4.3 Contenido de arcilla del tercer lote de formulaciones
Este lote consta de 21 formulaciones preparadas controlando tres variables
principales: 1) tratamiento químico en la arcilla (sin purificar, purificada y
silanizada), 2) esfuerzos de corte durante el procesamiento (medios, altos y altos
con sonicación) y 3) contenido de arcilla (0.5, 1 y 2 %). Este lote de formulaciones
fue procesado en un extrusor del Centro de Investigación en Química Avanzada
(CIQA), por lo que para el transporte de la materia prima fue necesario un extruido
de PP/arcilla con altos contenidos de arcilla (master batch). Posteriormente se
calculó la cantidad extra de PP y PPma necesaria para alcanzar la formulación
inicialmente planeada.
Las formulaciones concentradas (master batch) fueron tres, una contenía arcilla
sin tratamiento, otra arcilla purificada y la última, arcilla purificada y silanizada. La
tabla 15 muestra la cantidad de arcilla recuperada por incineración en los master
batch.
Tabla 15.- Porcentaje en peso de arcilla sin tratamiento, purificada y silanizada de las formulaciones concentradas (master batch).
Formulación Contenido teórico
(%) Contenido real
(%)
PP/Arcilla sin tratamiento 5.0 4.4714
PP/Arcilla purificada 4.5 3.9269
PP/Arcilla silanizada 3.5 2.9282

89
Los cálculos de la mezcla seca a dosificar de los componentes del tercer lote de
formulaciones (PP, PPma y master batch) fueron inicialmente hechos en función a
los porcentajes del contenido teórico del mater batch, lo que hace necesaria una
corrección al contenido de arcilla para las formulaciones diluidas.
El contenido de arcilla de las formulaciones diluidas que originalmente se planeó
preparar es presentado en las tablas 16-18 (contenido teórico), este fue corregido
en función del contenido real de arcilla en el master batch (contenido corregido).
La última columna corresponde al contenido de arcilla medido por incineración y
corresponde al porcentaje de arcilla presente en las formulaciones preparadas en
el extrusor modular.
Tabla 16.- Porcentaje en peso de arcilla contenida en las formulaciones procesadas con esfuerzos de corte medio (tercer lote).
Formulación
Contenido teórico
(%)
Contenido Corregido
(%)
Contenido real (%)
Med 1 0.5 0.4472 0.4300
ST Med 2 1.0 0.8943 0.7996
Med 3 2.0 1.7886 1.5423
Med 4 0.5 0.4363 0.3921
AP Med 5 1.0 0.8726 0.8300
Med 6 2.0 1.7452 1.6245
Med 7 0.5 0.4183 0.4282
APS Med 8 1.0 0.8366 0.8356
Med 9 2.0 1.6732 1.6688
Por consiguiente, comparando el contenido corregido con el contenido real de
cada formulación (tablas 16-18), podemos observar que la variación en el
porcentaje de arcilla de las formulaciones es causada por el error experimental
introducido por el alimentador usado durante la dosificación de la arcilla en el
procesamiento de los master batch. Asimismo, los resultados de la extracción de

90
la fracción inorgánica del tercer lote de formulaciones demuestran que el proceso
de extrusión (extrusor modular Werner & Pfleiterer) no influyó de manera
considerable en la variación del contenido de arcilla de las formulaciones.
Tabla 17.- Porcentaje en peso de arcilla contenida en las formulaciones procesadas con altos esfuerzos de corte (tercer lote).
Formulaciones
Contenido teórico
(%)
Contenido Corregido
(%)
Contenido real (%)
Hig 1 0.5 0.4472 0.4443
ST Hig 2 1.0 0.8943 0.8566
Hig 3 2.0 1.7886 1.6731
Hig 4 0.5 0.4363 0.4617
AP Hig 5 1.0 0.8726 0.9892
Hig 6 2.0 1.7452 1.6249
Hig 7 0.5 0.4183 0.4603
APS Hig 8 1.0 0.8366 1.0561
Hig 9 2.0 1.6732 1.6167
Tabla 18.- Porcentaje en peso de arcilla contenida en las formulaciones procesadas con altos esfuerzos de corte y sonicadas (tercer lote).
Formulación
Contenido teórico
(%)
Contenido Corregido
(%)
Contenido real (%)
Son 1 0.5 0.4472 0.4372
ST Son 2 1.0 0.8943 1.1094
Son 3 2.0 1.7886 1.3670
Son 4 0.5 0.4363 0.5404
AP Son 5 1.0 0.8726 0.8907
Son 6 2.0 1.7452 1.3854
Son 7 0.5 0.4183 0.4104
APS Son 8 1.0 0.8366 0.7242
Son 9 2.0 1.6732 1.4439

91
3.5 Análisis de difracción de Rayos X de la paligorskita
La figura 32 presenta los patrones de la paligorskita caracterizada por difracción
de rayos X; esta prueba fue usada para determinar cambios en la estructura
cristalina de la arcilla producidos por los tratamientos químicos empleados durante
los procesos de purificación y silanización. En la figura 32 se presentan los
patrones de rayos X de la arcilla sin tratamiento, la purificada y la silanizada; se
aprecia que los picos más intensos se encuentran a (2θ) 8.4, 13.8, 16.4, 19.8,
21.5, 27.5 y 35.4°, y corresponden a los planos cristalográficos de la paligorskita
(110), (200), (130), (040), (240), (231) y (061), cuyas distancias interplanares son
d110 = 1.054, d200 = 0.643, d130 = 0.538, d040 = 0.446, d240 = 0.367, d231 = 0.324 y d061
= 0.253 nm, respectivamente [34, 80, 85, 86]. Adicionalmente se observan picos a 20.8,
26.6 y 30.9° (2θ) que son asignados a impurezas de cuarzo y dolomita [34, 80].
La paligorskita sin tratamiento, la purificada y la silanizada presentaron bandas
cristalográficas en las mismas posiciones, este resultado es determinante para
concluir que la estructura cristalina de la arcilla no fue alterada durante los
tratamientos del proceso de purificación, ni en el de silanización.
0 10 20 30 40 50
TratamientoArcilla Sin
Arcilla Purificada
(061)
(231)
(240)
(040)
(130)
(200)
Inte
nsid
ad
2 TETA (Grados)
(110)
Arcilla Silanizada
Figura 32.- Patrones de difracción de rayos X de la arcilla de paligoskita sin tratamiento, purificada y silanizada.
2θ (grados)

92
De igual manera, el análisis de difracción de rayos X fue utilizado para evaluar el
efecto causado a la arcilla por el tratamiento térmico (800 °C) aplicado durante la
extracción de la fracción inorgánica de los materiales compuestos (incineración).
La figura 33 presenta los patrones de rayos X de la paligorskita extraída por
incineración de las 9 muestras seleccionadas del tercer lote de formulaciones
(tabla 8); se observa que la alta temperatura promueve la desaparición de la
estructura cristalina dando lugar a zonas completamente amorfas, lo que indica
daño estructural.
0 10 20 30 40 50 60 70 80
Son 9
Son 5
Son 1
Hig 9
Hig 5
Hig 1
Med 9
Med 5
Inte
nsid
ad
2 TETA (Grados)
9-MED 1
10-MED 5
11-MED 9
12-HIG 1
13-HIG 5
14-HIG 9
15-SON 1
16-SON 5
17-SON 9
Med 1
Figura 33.- Patrones de difracción de rayos X de la paligorskita extraída de materiales compuestos por incineración (Formulaciones de la tabla 8).
3.6 Análisis MET de materiales compuestos nano-reforzados (tercer lote de
formulaciones)
El análisis de tamaño de partícula realizado por MEB a la arcilla extraída por
incineración (sección 3.4.3) mostró que la longitud de las nano-fibras de
paligorskita fue reducida durante el procesamiento, sin embargo, se desconoce si
dicha reducción fue ocasionada solamente por los esfuerzos de corte inducidos
2θ (grados)

93
durante el procesamiento de los MCPN o el efecto de la exposición de la arcilla a
temperaturas altas (800 ºC) también contribuyeron de cierta forma en la reducción
de la longitud de las fibras de paligorskita. Además, el análisis por microscopía
electrónica de transmisión (MET) de los materiales compuestos proporciona
información acerca de la morfología y la dispersión de las nano-fibras embebidas
en la matriz de polipropileno.
Las figuras 34-36 presentan respectivamente la distribución de longitudes,
diámetros y distancia entre partículas. La figura 34 demuestra que la longitud
promedio de las fibras de las formulaciones procesadas con medianos esfuerzos
de corte (Med) decrecen con el incremento de la cantidad de refuerzo, lo cual
indica que la acumulación de las nano-fibras en el interior del extrusor incrementa
los esfuerzos de corte y la fricción, y consecuentemente decrece la longitud de las
fibras de la arcilla. De igual manera, se observa que la longitud promedio de las
nano-fibras de las formulaciones procesadas con altos esfuerzos de corte (Hig) es
corta, aun a concentraciones bajas de arcilla (comparada con las procesadas con
medianos esfuerzos). Aparentemente el tamaño de partícula de las formulaciones
Hig 9 es uniformizado por los esfuerzos de corte, Independiente del contenido de
arcilla. La poca diferencia entre la longitud de las nano-fibras de los materiales
compuestos procesados con esfuerzos altos de corte pudiera deberse a que a
este nivel de esfuerzo cortante las nano-fibras alcanzaron su longitud mínima (0.2
μm), por lo que la cantidad de refuerzo no reduce más su longitud.
Asimismo, se observa en la figura 34 que la longitud de las nano-fibras en los
materiales compuestos procesados con 0.5 % de paligorskita y con altos
esfuerzos de corte y sonicados (Son 1) presentan una mayor distribución de
longitudes que la muestra Hig 1 (entre el 25 y el 75 %), a pesar de que los
esfuerzos usados durante el procesamiento fueron los mismos. Es importante
notar que el contenido de arcilla era bajo y es probable que la sonicación ayudará
a distribuir mejor las partículas y que el grado de reducción en la longitud no son
similares a la muestra Hig 1 a pesar de los esfuerzos de corte inducidos fueron de

94
la misma intensidad. Por otro lado, el aumento en el contenido de arcilla, para las
muestras sonicadas, produce una ligera disminución en la longitud de las fibras; es
posible que las ondas sonoras rompieran las nano-fibras durante el proceso de
extrusión.
Figura 34.- MET: Distribución de longitudes de nano-fibras de paligorskita en materiales compuestos con diferente contenido de refuerzo (0.5, 1 y 2 %) y tres condiciones de
procesamiento (esfuerzos medianos, altos y altos con sonicación).
Los diámetros de las nano-fibras de paligorskita fueron medidos en el interior de la
matriz termoplástica (figura 35). El diámetro de las nano-fibras de paligorskita
presenta una reducción de tamaño, este fenómeno está nuevamente relacionado
con dos factores: 1) las condiciones de procesamiento, y 2) el incremento del
contenido de arcilla en el material compuesto; la figura 35 evidencia que la
muestra con menor contenido de arcilla y procesada usando medianos esfuerzos
de corte (Med 1) tiene los mayores diámetros, en tanto que las dos restantes
procesadas con los mismos esfuerzos de corte (Med 5 y 9) presentaron una mayor
reducción en los diámetros de las nano-fibras comparados con Med 1,
probablemente por la combinación de los esfuerzos de corte inducidos durante su
procesamiento. Nuevamente se observa que con el uso de altos esfuerzos de

95
corte la paligorskita reduce su diámetro hasta un valor mínimo (0.025 μm)
independientemente del contenido de refuerzo.
Figura 35.- MET. Distribución de diámetros de nano-fibras de paligorskita en materiales compuestos con diferente contenido de refuerzo (0.5, 1 y 2 %) y tres condiciones de
procesamiento (esfuerzos medianos, altos y altos con sonicación).
Las muestras con 0.5 % de refuerzo y procesadas con altos esfuerzos de corte
(Hig 1) presentaron una reducción considerable del diámetro de las nano-fibras
cuando es comparada con la muestra Med 1; sin embargo, entre el 75 y 100 % de
las partículas medidas en esta muestra evidenciaron diámetros por arriba de los
30 nm. Los materiales compuestos Hig 5 y 9 presentaron una reducción de los
diámetros, causado por el efecto combinado del nivel de los esfuerzos cortantes y
el contenido de refuerzo. Las muestras procesadas con altos esfuerzos de corte y
sonicadas (Son) presentaron ligeramente mayor reducción de sus diámetros (aún
por debajo de las Hig), probablemente esto se debió a que la sonicación promovió
aún más la ruptura de las nano-fibras y por lo tanto la reducción del diámetro de
las mismas.

96
La figura 36 presenta la distribución de distancias entre las nano-fibras embebidas
en la matriz termoplástica, para fines prácticos puede ser considerada como una
medida de la dispersión de las nano-fibras de paligorskita. En esta figura se
observa que existe una relación entre el contenido de arcilla en el material
compuesto y la distancia de separación entre una fibra y otra. En los materiales
procesados con medianos esfuerzos de corte se observa que la distancia se
reduce considerablemente para la muestra que contiene aproximadamente 2 % de
arcilla, este fenómeno se repite indistintamente para todos los materiales que
contienen grandes cantidades de refuerzo, sin embargo, se observa que en este
caso la dispersión es menor cuando los esfuerzos de corte son medianos y
aumenta con el incremento de los esfuerzos de corte durante el procesamiento y
más aún cuando se usa sonicación.
La figura 36 claramente demuestra que la combinación de bajo contenido de
refuerzo y sonicación (Son1) da como resultado una mayor dispersión de las
nano-fibras de arcilla en el material compuesto. De hecho si se comparan las
muestras con el mismo contenido de arcilla se observa que en todos los casos las
que usaron sonicación fueron las que presentaron una mejor distribución de las
nanofibras y por lo tanto una dispersión más homogénea de las nano-fibras.

97
Figura 36.- MET. Distribución de distancias entre de nano-fibras de paligorskita (dispersión) en materiales compuestos con diferente contenido de refuerzo (0.5, 1 y 2 %) y tres condiciones de procesamiento (esfuerzos medianos, altos y altos con sonicación).
Las figuras 37-39 presentan micrografías ejemplo tomadas a los materiales
compuestos nano-reforzados. La figura 37, presenta la morfología y la distribución
de las nano-fibras de paligorskita en los materiales compuestos procesados con
medianos esfuerzos de corte. Se observa en las micrografías MET que a medida
que la concentración del refuerzo aumenta, incrementan las zonas con mayor
densidad de nano-fibras, sin embargo, algo característico en estos materiales
compuestos fue la presencia de aglomerados de arcilla, probablemente debido a
la intensidad de esfuerzos de corte (medianos) usados durante su procesamiento,
los cuales probablemente no fueron suficientes para romper los aglomerados y
dispersar mejor las nano-arcillas en la matriz termoplástica.
La figura 38 muestra la morfología de las nano-fibras de paligorskita en el material
compuesto procesado con altos esfuerzos de corte; se observa aun la existencia
de pequeños aglomerados, lo que evidencia que los altos esfuerzos corte
inducidos por el extrusor no son suficientes para destruir por completo estos
aglomerados de arcilla. La comparación de las micrografías de la figura 37 con las

98
de la figura 38, demuestra que el procesamiento con esfuerzos de corte intensos
contribuye a la dispersión de las fibras, sin embargo, el uso de altos esfuerzos de
corte no es un factor determinante para obtener materiales completamente
dispersos.
Figura 37.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con diferente contenido de refuerzo (Med 1 = 0.5
%, Med 5 = 1 % y Med 9 = 2 %) y procesados con medianos esfuerzos de corte.

99
Figura 38.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con diferente contenido de refuerzo (Hig 1 = 0.5%,
Hig 5 = 1% y Hig 9 = 2%) y procesados con altos esfuerzos de corte.
La figura 39 presenta la morfología y la distribución de las nano-fibras de arcilla en
la matriz termoplástica de los materiales compuestos procesados con altos
esfuerzos de corte y sonicados (Son). Estas micrografías demuestran que aun las
formulaciones con 2 % de refuerzo presentan una mejor dispersión de las nano-

100
fibras de paligorskita que las formulaciones que no fueron sonicadas (Med y Hig),
además se observa que el uso de la sonicación hace que los aglomerados tienden
a desaparecer o en el peor de los casos reducen su tamaño considerablemente.
Figura 39.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con diferente contenido de refuerzo (Son 1 = 0.5%,
Son 5 = 1% y Son 9 = 2%) y procesados con altos esfuerzos de corte y además sonicados.

101
La comparación de las micrografías correspondientes a nueve formulaciones con
tres diferentes contenidos de refuerzos (0.5, 1 y 2 %) y procesadas con tres
diferentes niveles de esfuerzo cortante (tabla 8) demuestran que el contenido de la
arcilla en los materiales compuestos juega un papel determinante para obtener
una mayor o menor dispersión en matrices termoplásticas. Otro factor clave para
obtener materiales compuestos nano-reforzados con buena dispersión es la
combinación de los esfuerzos de corte y la sonicación durante su procesamiento,
ya que los esfuerzos de corte inician el proceso de dispersión y las ondas sonoras
ayudan a disminuir tanto la longitud como el diámetro de las nano-fibras de arcilla
de tal manera que la razón de aspecto no cambia considerablemente; las
partículas pequeñas son más fáciles de difundir en la matriz termoplástica y por lo
tanto los aglomerados tienden a desaparecer o a reducir su tamaño (Anexo B).
3.7 Resultados de la caracterización reológica
3.7.1 Barridos de frecuencia del primer lote de formulaciones (tabla 2)
La curva maestra del PP puro es mostrada en la figura 40, en ella se observa un
largo tiempo de relajación τ~(1/ωx)~(5.814 x10-2 - 6.074 x10-2 s), que corresponde
al intervalo de frecuencias en donde G´ y G´´ se cruzan (ωx~16.46 - 17.20 rad/s).
En algunos casos se pueden observar pequeñas fluctuaciones en los datos
adquiridos a frecuencias bajas, esto probablemente fue causado por la pequeña
señal del par de torsión que se encuentra cerca del límite de la resolución del
equipo.

102
0.01 0.1 1 10 100
10
100
1000
10000
100000
Temp. Ref. = 170 °C
G'
G''
|n*|
Curva Maestra PP
Frecuencia angular (rad/s)
G´y
G´´
(P
a)
100
1000
10000
x= 16.46 - 17.20 rad/s
G´Pendiente
= 1.17
G´´Pendiente
= 0.84
n*Pendiente
= -0.15
|n*| (P
a.s
)
Figura 40.- Curva maestra del PP obtenida de los barridos de frecuencia (0.1 a 200 rad/s y 200 a 0.1 rad/s, a 170, 190 y 210 ºC); temperatura de referencia de 170 ºC.
La figura 41 presenta el comportamiento reológico de la mezcla del PP con 10 %
de PPma Aldrich 426512 (mezcla formulada en trabajo previo [75]); en ella se
puede observar que el tiempo de relajación que corresponde al intervalo en donde
se cruzan G´ y G´´ es menor que el del PP, τ~(1/ωx)~(5.587 x10-2 - 5.833 x10-2 s),
donde ωx~17.14 - 17.90 rad/s.
Los valores de los módulos de perdida y de almacenamiento, así como el de la
viscosidad compleja a altas frecuencias del PP Valtec Indelpro son similares al de
la mezcla PP/PPma (figura 41), lo cual era de esperarse, ya que el PPma usado
contiene 0.6 % en peso de anhídrido maléico injertado, y además, la formulación
PP/PPma posee solo 10 % del PPma por lo que reológicamente esta mezcla debe
ser similar a la matriz de PP.
La tabla 19 resume algunos valores que fueron considerados de interés, para
comparar el comportamiento reológico del PP y la mezcla PP/PPma con las
formulaciones del primer lote estudiado en el presente trabajo. Se observa que los

103
valores del intervalo de frecuencia en donde se cruzan las curvas de G´ y G´´son
diferentes para cada formulación.
0.01 0.1 1 10 100
10
100
1000
10000
100000
x = 17.14 - 17.90 rad/s
G´Pendiente
= 1.17
G´´Pendiente
= 0.85
n*Pendiente
= -0.15
Temp. Ref. = 170 °C
G'
G''
|n*|
Curva Maestra PP/PPma
Frecuencia angular (rad/s)
G´y
G´´
(P
a)
100
1000
10000|n
*| (Pa
.s)
Figura 41.- Curva maestra del PP/PPma (10 % PPma) obtenida de los barridos de frecuencia (0.1 a 200 rad/s y 200 a 0.1 rad/s, a 170, 190 y 210 ºC); temperatura de
referencia de 170 ºC.
Tabla 19.- Resumen de propiedades reológicas del primer lote de formulaciones.
Formulación
Bajas Frecuencias
Altas Frecuencias Tiempo de relajación
Frecuencia de cruce
η*(Pa.s) G' (Pa) G" (Pa) (s) x10-2
ωx
PP 12175 86340 49049 5.94 16.82
PP/PPma 11489 81451 47777 5.71 17.51
PP/PPma/ST 10808 82970 48403 4.95 20.18
PP/PPma/AP 5338 51862 37019 3.11 32.17
PP/PPma/APS 14139 102607 54268 6.53 15.31
El material compuesto con arcilla sin purificar PP/PPma/ST (figura 42) tiene un
comportamiento parecido al del PP, es posible que el bajo contenido de arcilla de
paligoskita (contenido real aproximadamente 0.94 % en peso). Zhao y

104
colaboradores [49]: proponen que “El número de particulas por unidad de volumen
dentro de la matriz polimérica es un factor clave que determina la respuesta
reológica de los materiales compuestos nanoreforzados”. En este caso la ausencia
de un tratamiento a la arcilla provoco que ésta no se dispersara completamente
(debido a atracciones ionicas), lo anterior no contribuyó al refuerzo de la matriz,
por el contrario mostró una ligera disminución en sus propiedades reológicas
respecto al PP.
0.01 0.1 1 10 100
10
100
1000
10000
100000
x = 19.29 - 21.15 rad/s
G´Pendiente
= 1.22
G´´Pendiente
= 0.86
n*Pendiente
= -0.12
Temp. Ref. = 170 °C
G'
G''
|n*|
Curva Maestra PP/PPma/ST
Frecuencia angular (rad/s)
G´y
G´´
(P
a)
100
1000
10000
|n*| (P
a.s
)
Figura 42.- Curva maestra del material compuesto PP/PPma/ST, con 0.5 % (~0.94 %, real) de paligorskita sin tratamiento químico. Barridos de frecuencia (0.1 a 200 rad/s y 200
a 0.1 rad/s, a 170, 190 y 210 ºC); temperatura de referencia de 170 ºC.
Los materiales PP/PPma/AP y PP/PPma/APS presentaron cambios considerables
en sus propiedades reológicas con respecto al PP. El material compuesto con
arcilla purificada PP/PPma/AP (figura 43) mostró una mayor disminución en sus
propiedades reológicas (G´, G´´ y η*, tabla 19) que PP/PPma/ST tanto a alta como
a baja frecuencia; en este caso, la arcilla usada (trabajo previo [75]) experimentó
cinco tratamientos durante su purificación y según análisis realizado mediante
MEB se demostró que la arcilla fue dañada durante su purificación, lo cual afectó
la longitud crítica de la arcilla y por consecuencia la transferencia de carga [75, 84].

105
Por otra parte, la compatibilidad interfacial pudo ser afectada por el proceso de
purificación de la arcilla.
0.01 0.1 1 10 100
10
100
1000
10000
100000
x = 29.21 - 35.79 rad/s
G´Pendiente
= 1.28
G´´Pendiente
= 0.88
n*Pendiente
-0.12
Temp. Ref. = 170 °C
G'
G''
|n*|
Curva Maestra PP/PPma/AP
Frecuencia angular (rad/s)
G´y
G´´
(P
a)
100
1000
10000|n
*| (Pa
.s)
Figura 43.- Curva maestra del material compuesto PP/PPma/AP, con 0.5 % (~0.81%, real) de paligorskita purificada. Barridos de frecuencia (0.1 a 200 rad/s y 200 a 0.1 rad/s, a
170, 190 y 210 ºC); temperatura de referencia de 170 ºC.
El material compuesto con arcilla purificada y silanizada PP/PPma/APS (figura 44)
presentó un incremento considerable de G´, G´´ y η* tanto a alta como a baja
frecuencia (tabla 19); aparentemente aun cuando la arcilla fue sometida a daño
mecánico durante su purificación, se cree que el proceso de silanización agregó
grupos funcionales que permitieron una mejor compatibilidad interfacial entre la
matriz y el refuerzo. El grupo amino injertado en la superficie de la arcilla establece
una unión química con la matriz (PP/PPma), ya que durante el proceso de
extrusión, parte de las cadenas del polímero experimentan cierto nivel de
degradación que genera grupos carboxílicos químicamente activos con los grupos
amino del silano injertado [87].
Además de todo lo anterior, un factor que debe tomarse en cuenta es el contenido
de arcilla, ya que este juega un papel importante en el comportamiento reológico
de los materiales compuestos. Si aunado a la incompatibilidad de la arcilla sin

106
tratamiento y la purificada, se añade que el contenido en estos dos materiales
compuestos es mayor (~0.94 y 0.81 % respectivamente) que el que contenía
arcilla silanizada (~0.45 %) se pudiera explicar mejor el comportamiento de las
formulaciones: Un alto contenido de refuerzo que no presenta buena
compatibilidad con la matriz pudiera ocasionar que no se dispersen las partículas
de refuerzo y en su lugar pudieran estar formando aglomerados, y estos a su vez
pudieran actuar como concentradores de esfuerzos, generando zonas débiles en
las cuales la propagación de microgrietas es más factible.
0.01 0.1 1 10 100
10
100
1000
10000
100000
x = 14.53 - 16.18 rad/s
G´Pendiente
= 1.18
G´´Pendiente
= 0.85
n*Pendiente
= -0.14
Temp. Ref. = 170 °C
G'
G''
|n*|
Curva Maestra PP/MaPP/APS
Frecuencia angular (rad/s)
G´y
G´´
(P
a)
100
1000
10000
|n*| (P
a.s
)
Figura 44.- Curva maestra del material compuesto PP/PPma/APS, con 0.5 % (~0.45%, real) de paligorskita purificada y silanizada. Barridos de frecuencia (0.1 a 200 rad/s y 200 a 0.1 rad/s, a temperaturas de 170, 190 y 210 ºC); temperatura de referencia de 170 ºC.
La figura 45 presenta los tiempos de relajación (τ) para cada formulación del
primer lote; se puede observar que el tiempo de relajación de las primeras tres
formulaciones no presentan una variación importante, sin embargo, las dos últimas
formulaciones muestran un cambio considerable en los tiempos de relajación: el
material compuesto PP/PPma/AP tuvo un tiempo de relajación pequeño, lo que
indica que el sistema se hizo menos elástico y por lo tanto la interacción entre la
matriz y el refuerzo es prácticamente nula y las partículas de refuerzo crearon

107
zonas de concentraciones de esfuerzos que afectaron las propiedades reológicas
(menores que las del PP y del PP/PPma); debido a una combinación de factores
tales como: el daño que sufrió la arcilla en su proceso de purificación [84], así como
el menor grado de compatibilidad refuerzo-matriz y el contenido de refuerzo en el
material compuesto. En el caso del material compuesto con arcilla purificada y
silanizada (PP/PPma/APS), se observa que el sistema se hace más elástico, ya
que esta formulación reportó el mayor tiempo de relajación, lo que prueba la
existencia de una interacción entre la matriz y el refuerzo, lo que mejora las
propiedades reológicas en fundido del material compuesto.
PP PP/PPma PP/PPma/ST PP/PPma/AP PP/PPma/APS
0.02
0.03
0.04
0.05
0.06
0.07
Tie
mp
o d
e r
ela
jacio
n (
s)
1er Formulacion
Figura 45.- Tiempos de relajación promedio de las formulaciones del primer lote.
3.7.2 Barridos de frecuencia del segundo lote de formulaciones (tabla 3)
Los resultados reológicos presentados en la tabla 20 corresponden a las
formulaciones del segundo lote, PP solo y cuatro mezclas blanco de PP/PPma. A
partir de este lote el PPma usado fue el G 3015 de la empresa EASTMAN, debido
a que el PPma usado en el primer lote (Aldrich 426512) está descontinuado. Si
comparamos los resultados de las mezclas blanco (PP/PPma) con los valores

108
reportados para PP, podemos observar que solamente la mezcla blanco que
contiene 4 % de PPma y procesada a 200 rpm (4PPma/200), reporta propiedades
reológicas con valores por encima del PP, las restantes tres mezclas PP/PPma
reportan valores ligeramente por debajo de los del PP. Este comportamiento
reológico era de esperarse, ya que contienen un 4 y 8 % de PPma que por su bajo
peso molecular tiende a aumentar el índice de fluidez de la mezcla y por lo tanto a
disminuir su viscosidad.
El aumento en las propiedades reológicas de la mezcla 4PPma/200 pudo deberse
a una combinación de factores entre el porcentaje del PPma contenido en la
mezcla, la velocidad y las temperaturas de procesamiento; en las formulaciones
extruidas a 200 rpm, el tiempo de residencia del material en el interior del extrusor
fue menor que el de las formulaciones extruidas a 150 rpm, de tal manera que
existe la probabilidad de una degradación térmica del PPma en las mezclas
obtenidas a bajas velocidades de extrusión.
Las formulaciones que contenían 0.5, 0.7 y 0.9 % de arcilla purificada, en primera
instancia no mostraron un cambio considerable, y se observó que los valores de
las propiedades reológicas fueron un tanto aleatorias. Sin embargo, al analizar a
detalle los valores de las propiedades reológicas (figura 46), los materiales
compuestos procesados a 200 rpm mostraron un incremento considerable en su
tiempo de relajación con respecto al PP, de igual manera en la tabla 20 se puede
observar que estás formulaciones presentaron los valores más altos de módulos
(G´, G´´) y viscosidad compleja (η*).

109
Tabla 20.- Propiedades reológicas a flujo cortante estacionario de las formulaciones del segundo lote (arcilla purificada).
Formulación
Bajas Frecuencias
Altas Frecuencias Tiempo de relajación
Frecuencia de cruce
η* (Pa.s) G' (Pa) G" (Pa) (s) x10-2
ωx (rad/s)
PP 10730 100700 59690 4.99 20.04
4/150 10960 104300 63300 4.42 22.62
8/150 10260 98730 62380 3.81 26.25
4/200 13330 110800 65320 5.06 19.76
8/200 11130 96630 58570 4.72 21.19
4/0.5/150 12120 104300 63860 4.71 21.23
4/0.7/150 12280 104200 63260 4.90 20.41
4/0.9/150 12600 106900 64940 4.91 20.37
8/0.5/150 11190 104400 65510 4.19 23.87
8/0.7/150 11040 99680 62590 4.25 23.53
8/0.9/150 11910 103700 64170 4.63 21.59
4/0.5/200 10390 94510 55990 5.15 19.42
4/0.7/200 13080 103100 59670 5.83 17.15
4/0.9/200 14310 114700 66530 5.71 17.51
8/0.5/200 14970 113500 63910 6.39 15.65
8/0.7/200 11500 96210 57420 5.14 19.50
8/0.9/200 10880 90570 53820 5.29 18.91
La figura 46 revela dos factores que marcan el comportamiento de los materiales
compuestos del segundo lote de formulaciones: 1) comparando cada formulación
procesada a 150 rpm con su similar procesada a 200 rpm, se observa que las
formulaciones procesadas con mayor velocidad reportaron mayor tiempo de
relajación, esto indica que al usar altas velocidades de procesamiento (menor
tiempo de residencia de la masa fundido en el interior del extrusor) el daño por
efectos térmico y de esfuerzos de corte es menor que en las procesadas a bajas
velocidades, lo cual contribuye a preservar el tamaño del peso molecular del PP y
el PPma, así como también la longitud de las nano-fibras de refuerzo. 2)
PP
/PP
ma
/rpm
P
P/P
Pm
a/A
P/r
pm

110
comparando las formulaciones con 4 % de PPma con su similar con 8% de PPma
se observa que las formulaciones con menor contenido de PPma fueron las que
reportaron mayor tiempo de relajación.(con excepción de la formulación con 0.5 %
de arcilla y extruida a 200 rpm que mostro valores atípicos), esto último era de
esperarse, debido a que el peso molecular del PPma usado (Eastman G-3015)
tiene un peso molecular reducido (tabla 1) y por lo tanto el material tiende a
comportarse de manera menos elástica. Se cree que el daño mecánico por
esfuerzos de corte y la degradación térmica en los materiales compuestos son
ocasionados en el PPma usado como compatibilizante, ya que en todos los casos
la formulación con mayor contenido de PPma y procesada a bajas velocidades
presento el menor tiempo de relajación [55, 88].
PP
4/15
0
8/15
0
4/20
0
8/20
0
4/0.
5/15
0
4/0.
7/15
0
4/0.
9/15
0
8/0.
5/15
0
8/0.
7/15
0
8/0.
9/15
0
4/0.
5/20
0
4/0.
7/20
0
4/0.
9/20
0
8/0.
5/20
0
8/0.
7/20
0
8/0.
9/20
0 --
0.03
0.04
0.05
0.06
0.07 PP
PP/PPma/150
PP/PPma/200
PP/PPma/Arcilla/150
PP/PPma/Arcilla/150
PP/PPma/Arcilla/200
PP/PPma/Arcilla/200
Tie
mp
o d
e R
ela
jacio
n (
s)
2da Formulacion
Figura 46.- Gráfica comparativa de tiempos de relajación del segundo lote de formulaciones.
Las figuras 47 y 48, son gráficas semilogarítmicas de viscosidad compleja vs
frecuencia angular y módulo de almacenamiento vs frecuencia angular; en ambas

111
figuras se observa un patrón similar al de los tiempos de relajación: las
formulaciones que fueron procesadas a velocidades de 200 rpm mostraron los
valores más altos de G´, η* y τ. Este fenómeno se debió probablemente a dos
factores antes mencionados.
Figura 47.- Gráfica comparativa de viscosidad compleja del segundo lote de formulaciones, a) muestras procesadas a 150 rpm, b) muestras procesadas a 200 rpm.
Durante el análisis de las propiedades reológicas del segundo lote de
formulaciones se observó que las condiciones de procesamiento es un factor que
afecta dichas propiedades. Sin embargo, la interrogante principal en este punto es:
¿por qué las propiedades reológicas de las formulaciones no presentan una
correlación con el porcentaje de refuerzo de cada material compuesto? Este
comportamiento se puede explicar si se toma en cuenta que el contenido real de
arcilla de las formulaciones (tabla 13) es muy similar entre ellas debido a que el
alimentador de la arcilla usado durante el procesamiento del material compuesto
no funcionaba homogéneamente.

112
Figura 48.- Gráfica comparativa de módulo de almacenamiento del segundo lote de formulaciones, a) muestras procesadas a 150 rpm, b) muestras procesadas a 200 rpm.
3.7.3 Barridos de frecuencia del tercer lote de formulaciones (tablas 5-7)
Las formulaciones de este lote fueron procesadas usando un extrusor con husillos
modulares (Werner & Pfleiderer, modelo ZSK 30) variando el porcentaje de arcilla,
el tratamiento químico de la arcilla y las condiciones de procesamiento. Los
resultados de las propiedades reológicas (τ, η*, G´ y G´´) de estas formulaciones
se presentan en la tabla 21; se observa que las formulaciones de este lote con los
valores más altos de tiempo de relajación, módulo de almacenamiento y
viscosidad compleja, fueron las extruidas con husillos modulares configurados
para proporcionar esfuerzos medios de corte y según los resultados obtenidos de
los análisis MET los nano-refuerzos que menos redujeron sus longitud por efecto
de los esfuerzos de corte durante el procesamiento fueron los de estas
formulaciones.

113
Tabla 21.- Resultados del estudio reológico de las formulaciones con arcilla sin tratamiento, purificada y silanizada del tercer lote.
Arcilla Formulación
Bajas
Frecuencias Altas Frecuencias
Tiempo de
relajación
Frecuencia
de cruce
η* (Pa.s) G' (Pa) G" (Pa) (s) x10-2
ωx (rad/s)
PP 10730 100700 59690 4.69 21.33
4PPma 10960 104300 63300 4.42 22.61
0.5 Med 1 13250 105100 58390 6.57 15.23
ST 1.0 Med 2 13020 104600 58190 6.50 15.37
2.0 Med 3 10840 87000 48850 6.19 16.16
0.5 Med 4 13480 106200 59330 6.55 15.27
AP 1.0 Med 5 13360 108200 60450 6.44 15.54
2.0 Med 6 10400 79110 44130 6.40 15.62
0.5 Med 7 13550 107400 59700 6.55 15.26
APS 1.0 Med 8 12480 99770 56180 6.24 16.01
2.0 Med 9 11100 87530 49110 6.29 15.89
0.5 Hig 1 10290 83200 46420 6.49 15.44
ST 1.0 Hig 2 11900 94990 53010 6.48 15.43
2.0 Hig 3 9349 70180 38800 6.61 15.13
0.5 Hig 4 9818 81080 45930 5.97 16.76
AP 1.0 Hig 5 9192 77190 43930 5.70 17.54
2.0 Hig 6 7220 61110 34830 5.84 17.12
0.5 Hig 7 10130 83140 47010 6.00 16.66
APS 1.0 Hig 8 9553 79590 45270 5.98 16.71
2.0 Hig 9 7431 62730 35340 6.01 16.64
0.5 Son 1 9915 83210 47260 5.84 17.11
ST 1.0 Son 2 7699 64510 36090 6.31 15.85
2.0 Son 3 9911 78960 43550 6.78 14.74
0.5 Son 4 10040 81730 45900 6.19 16.16
AP 1.0 Son 5 10250 83600 46620 6.29 15.89
2.0 Son 6 7862 65790 36730 6.39 16.12
0.5 Son 7 10520 86940 49020 6.01 16.62
APS 1.0 Son 8 10090 82040 45810 6.29 15.89
2.0 Son 9 7818 64600 36260 6.15 16.47
Las formulaciones procesadas con altos esfuerzos de corte sin sonicación y con
sonicación (Hig y Son, respectivamente) reportaron propiedades reológicas
similares entre ellas, sin embargo, si se hace un análisis más detallado, se

114
observa que las propiedades de las muestras que fueron extruidas con altos
esfuerzos de corte y además sonicadas son ligeramente más altas que las
muestras donde no se usó sonicación. Este fenómeno se puede atribuir al efecto
ultrasónico, como lo demuestran los resultados del análisis MET, los altos
esfuerzos de corte contribuyeron a dispersar mejor las nano-fibras de paligorskita,
pero también causaron daño físico (reducción de la longitud) y probablemente
promovieron la degradación del PPma (usado como compatibilizante entre el PP y
la arcilla.
Las figuras 49-51 presentan las gráficas semilogarítmicas de módulo de
almacenamiento vs frecuencia angular para las muestras extruidas con esfuerzos
medios de corte (Med), altos esfuerzos de corte (Hig), y altos esfuerzos de corte y
sonicadas (Son), respectivamente; en los tres casos se observa que las
formulaciones con mayor porcentaje de nanoarcillas (2 %) reportan los valores
más bajos de módulo, lo cual es una limitante en cuanto al porcentaje de
nanoarcillas a usar como refuerzo, ya que para obtener una buena dispersión de
cantidades grandes de este material se requiere usar altos esfuerzos de corte
durante el procesamiento, y este es un factor como se observó en los resultados
MET ocasiona daño físico a la paligorskita, que no es deseable [89, 90].
Las figuras 49-51 muestran que las formulaciones que reportaron altos valores de
módulo fueron las que contenían 0.5 y 1 % de arcilla, se puede decir que estos
resultados tienen cierta lógica, si los contrastamos con los resultados del análisis
de contenido de arcilla por medio de incineración, los porcentajes reales de arcilla
en estas formulaciones son cercanos y menores a 1 % (entre 0.45 y 0.85 %
aproximadamente). Asimismo, se observa en todos los casos que la formulación
con 0.5 % de arcilla silanizada es la que presentó mayor módulo de
almacenamiento; esto es un indicio de que el agente silano si está contribuyendo a
la mejora interfacial entre la matriz termoplástica y el refuerzo.

115
Figura 49.- Gráfica comparativa de módulo de almacenamiento de las formulaciones del tercer lote, extruidas con esfuerzos medios de corte.
Figura 50.- Gráfica comparativa de módulo de almacenamiento de las formulaciones del tercer lote, extruidas con altos esfuerzos de corte.

116
Figura 51.- Gráfica comparativa de módulo de almacenamiento de las formulaciones del tercer lote, extruidas con altos esfuerzos de corte y sonicadas.
Las figuras 52-54 presentan las gráficas de viscosidad compleja vs frecuencia
angular de las muestras extruidas con esfuerzos medios de corte (Med), altos
esfuerzos de corte (Hig), y altos esfuerzos de corte y sonicadas (Son),
respectivamente, en estas gráficas se observa el mismo patrón que se observó en
las curvas de módulo de almacenamiento; las muestras con mayor contenido de
arcilla reportan los valores más bajos de viscosidad. Lo anterior se puede deber a
la presencia de aglomerados de arcilla en el material compuesto y esta
aglomeración actúa como zonas de concentración de esfuerzos, lo cual se cree
que pudiera ocasionar un sistema menos viscoso a causa de deslizamientos
moleculares [91].
Asimismo, la figura 52 muestra que todas las formulaciones con un contenido de
arcilla menor o igual a 1 % y extruidas con esfuerzos medios de corte, presentan
los valores más altos de viscosidad, aun por encima del polipropileno y la mezcla
PP/PPma, en tanto que las figuras 53 y 54 demuestran que todas las
formulaciones extruidas con altos esfuerzos de corte son menos viscosas que el

117
PP y el PP/PPma; cuando se usan esfuerzos medios es posible que el PPma
(usado como compatibilizante) no se degrade y por tal motivo existe una mejor
interacción entre la arcilla y la matriz polimérica haciendo más viscoso el sistema,
por otro lado y como lo demuestra en el análisis MET las formulaciones extruidas
con esfuerzos medios de corte fueron las que reportaron la menor reducción de la
longitud en sus nano-fibras de refuerzo, por lo tanto, el bajo contenido de refuerzo
y fibras largas pudiera generar enredos tridimensionales, sin llegar a formar
grandes aglomerados, lo cual pudiera ocasionar un impedimento al flujo y por lo
tanto un sistema más viscoso [55].
Figura 52.- Gráfica comparativa de viscosidad compleja de las formulaciones del tercer lote, extruidas con esfuerzos medios de corte.

118
Figura 53.- Gráfica comparativa de viscosidad compleja de las formulaciones del tercer lote, extruidas con altos esfuerzos de corte.
Figura 54.- Gráfica comparativa de viscosidad compleja de las formulaciones del tercer lote, extruidas con altos esfuerzos de corte y sonicadas.

119
La figura 55 compara los tiempos de relajación de las 27 formulaciones obtenidas
en el tercer lote, el PP y la mezcla PP/PPma; se observa que los tiempos de
relajación de todas las formulaciones oscila entre 5.7 x10-2 y 6.6 x 10-2 s.
Si comparamos estos resultados del tercer lote con los del segundo, observamos
que de las formulaciones de la figura 46 solo tres presentaban tiempos de
relajación superiores a 5.5 x10-2 s y cuatro estaban entre 5.0 x10-2 y 5.5 x10-2 s
(todas extruidas a 200 rpm), las 8 formulaciones restantes presentaron tiempos de
relajación cercanos e incluso por debajo a los del PP y el la mezcla PP/PPma
(4.69 y 4.42 x10-2 s, respectivamente). Esto significa que las formulaciones del
tercer lote probablemente tengan una mejor dispersión de las arcillas debido al
tipo de husillo empleado durante su procesamiento [90, 92].
PP
PP
/PP
Ma
Med
1H
ig 1
Son
1M
ed 2
Hig
2S
on 2
Med
3H
ig 3
Son
3M
ed 4
Hig
4S
on 4
Med
5
Hig
5S
on 5
M
ed 6
Hig
6S
on 6
Med
7H
ig 7
Son
7M
ed 8
Hig
8S
on 8
Med
9H
ig 9
Son
9
0.03
0.04
0.05
0.06
0.07Arcilla silanizadaArcilla purificadaArcilla sin tratamiento
2 %
2 %
1 %
1 %
0.5
%
0.5
%
1 %
2 %
Tie
mp
o d
e r
ela
jacio
n (
s)
3er Formulacion
0.5
%
Figura 55.- Gráfica comparativa de tiempos de relajación del tercer lote de formulaciones extruidas a diferentes esfuerzos de corte.

120
Finalmente, se tomaron las formulaciones que reportaron las mejores propiedades
reológicas de cada lote y se compararon entre ellas. La figura 56 presenta las
formulaciones que reportaron los valores más altos de módulo de almacenamiento
de los tres lotes de formulaciones; entre estas las más altas fueron las extruidas
con husillos convencionales a velocidades de 200 rpm (segundo lote), seguidas
por las extruidas con husillos modulares configurados a esfuerzos medios de
corte, en tanto que las formulaciones que reportaron los valores más bajos de
módulo fueron las procesadas usando una configuración de altos esfuerzos de
corte en los husillos, esto último como lo demostró el análisis MET (sección 3.6),
es debido a que las nano-fibras de paligorskita usadas como refuerzo, fueron
dañadas mecánicamente; cuando se usa una configuración con altos esfuerzos de
corte, el daño es mayor y la longitud critica de las fibras es afectada y por lo tanto
el desempeño como refuerzo de la fibra se ve disminuido [89].
Figura 56.- Gráfica comparativa de módulos de almacenamiento de formulaciones de los tres lotes.

121
La figura 57 (viscosidad compleja) muestra el mismo patrón observado en la figura
56. Probablemente este comportamiento se deba a que las formulaciones
extruidas con husillos convencionales a 200 rpm, fueron sometidas a esfuerzos de
corte mucho más bajos que las formulaciones extruidas con husillos modulares
(100 rpm), con la evidencia observada en los análisis MET, se cree que las
condiciones de procesamiento usadas son un factor clave, ya que los elevados
esfuerzos de corte dañan al material de refuerzo, disminuyendo la longitud crítica
de las nano-fibras, así mismo, es probable que exista una reducción en el peso
molecular del agente de acoplamiento PPma [93-95].
Figura 57.- Gráfica comparativa de viscosidad compleja de formulaciones de los tres lotes.
La figura 58 compara las formulaciones que presentaron los valores más altos de
tiempo de relajación en los tres lotes. Los tiempos de relajación de la mezcla
PP/PPma que contenía 4 % de PPma (Eastman G3015) comparados con las
formulaciones del primer lote que contenían 10 % de PPma (Aldrich 426512), se

122
observa que a mayor porcentaje de PPma en la muestra, el valor de tiempo de
relajación aumenta (comportamiento opuesto al observado cuando se usó 4 y 8 %
de PPma Eastman G3015- figura 46). En este caso en particular se debe hacer
énfasis en el hecho de que los PPma usados en cada mezcla son diferentes y por
lo tanto, las propiedades (Peso Molecular, Índice de fluidez, contenido de
anhídrido maléico) de cada uno son diferentes (Tabla 1). Sin embargo, analizando
los valores de tiempo de relajación, se cree que la mezcla que contiene 10 % de
PPma presenta valores más elevados debido a que la mezcla PP/PPma-aldrich
426512 es un sistema más miscible que la mezcla PP/PPma-Eastman G3015, lo
cual, desde el punto de vista reológico, significa que un sistema inmiscible o
menos miscible pudiera ocasionar una separación de fases y por lo tanto un
sistema heterogéneo con zonas que presenten diferentes propiedades, en las
cuales se pudieran generar concentraciones de esfuerzos y por lo tanto disminuir
los tiempos de relajación en el sistema [96, 97].
La figura 58 demuestra que la formulación con el tiempo de relajación más alto fue
la del primer lote, la cual contenía 10 % de PPma. Finalmente, cuando se analizan
las muestras procesadas con husillos modulares se observa que las que fueron
extruidas con esfuerzos medios de corte, fueron las que presentaron los valores
más altos, esto como se corrobora con el análisis MET es debido a que la arcilla
en estos materiales compuestos fue dispersada con un menor daño mecánico que
las formulaciones donde se usó altos esfuerzos de corte, por lo tanto la longitud
crítica del refuerzo es mayor.
Según el comportamiento observado, se puede decir que las formulaciones, son
afectadas no solamente por los esfuerzos de corte usados en el procesamiento y
la velocidad de extrusión, sino también por el porcentaje de arcilla y el tipo de
compatibilizante (PPma) usado en la formulación. Es conocido que el PPma ayuda
a la compatibilidad entre la arcilla y el PP, sin embargo, se debe tener cuidado
cuando se selecciona el PPma a usar, ya que la mala elección de un PPma
pudiera ocasionar un sistema inmiscible y generar una separación de fases en la

123
matriz del material compuesto, lo cual definitivamente afecta las propiedades
reológicas del material compuesto [58, 98, 99].
PP
PP
/PP
ma
PP
/PP
ma
PP
/PP
ma/A
PS
4/0
.7/2
00
4/0
.9/2
00
8/0
.5/2
00
Med 1
Med 4
Med 7
Hig
1H
ig 4
H
ig 7
S
on 1
Son 4
S
on 7
0.03
0.04
0.05
0.06
0.07
convencionales a 150 rpm
Procesado con husillos
de corte
de corte
de corte y sonicadoesfuerzos altos
esfuerzos altos
esfuerzos medios
modulares a 100 rpm
modulares a 100 rpm
modulares a 100 rpm
Procesado con husillos
Procesado con husillos
Procesado con husillos
convencionales a 200 rpmProcesado con husillos
arc
illa s
ilaniz
ada
arc
illa s
ilaniz
ada
arc
illa p
uri
ficada
arc
illa p
uri
ficada
arc
illa s
in t
rata
mie
nto
arc
illa s
in t
rata
mie
nto
arc
illa s
ilaniz
ada
arc
illa s
in t
rata
mie
nto
arc
illa p
uri
ficada
arc
illa p
uri
ficada
arc
illa p
uri
ficada
arc
illa p
uri
ficada
10%
PP
ma,
0.5
% a
rcill
a s
ilaniz
ada
10%
PP
ma (
Ald
rich 4
26512)
4%
PP
ma (
G3015)
3er Lote2
do Lote1
er Lote
Tie
mp
o d
e r
ela
jacio
n (
s)
Polip
ropile
no
Figura 58.- Gráfica comparativa de las formulaciones de los tres lotes que reportaron
valores más altos de tiempos de relajación.
3.8 Resultados de la caracterización reológica a flujo cortante transitorio
3.8.1 Viscosidad de corte transitoria
Teóricamente, la adición de refuerzos fibrosos a una matriz polimérica sometida a
flujo cortante estacionario, presenta generalmente, un incremento en la disipación
viscosa y en la viscosidad de corte cero respecto a la matriz sola, de tal manera
que las diferencias de esfuerzos normales son funciones de la fracción volumétrica
del sólido [100, 101] y del factor de forma (L/D) de las partículas [101, 102]. En flujo
oscilatorio se ha reportado que los módulos se incrementan con el contenido de

124
fibra de refuerzo, pero la razón de los módulos (tan δ) es independiente del
contenido de estas, lo cual indica que la elasticidad de una suspensión es
prácticamente la de la matriz [103, 104].
Actualmente, una de las principales áreas de investigación en reología es el
estudio del comportamiento de polímeros reforzados con fibras sometidos a flujos
cortantes transitorios. Al aplicar este tipo de flujo a un polímero reforzado con
fibras, su viscosidad exhibe un incremento inicial [105] que se atribuye al cambio en
la orientación de las fibras producido por el flujo, iniciando con un estado isotrópico
y terminando en una orientación preferencial alineada a la dirección principal del
flujo.
Las gráficas de viscosidad de corte transitoria del PP, de las mezclas PP/PPma y
de los materiales compuestos reforzados con nanoarcillas (con tres diferentes
tipos de tratamiento) se muestran en las figuras 59-62, estas formulaciones fueron
caracterizadas reológicamente a cuatro diferentes velocidades de corte: 0.05, 0.1,
0.5 y 1 s-1 (tabla 8).
A bajas velocidades de corte, la viscosidad del PP (figura 59) es casi constante y
el comportamiento es prácticamente newtoniano. Sin embargo, los materiales se
desvían del comportamiento newtoniano cuando son evaluados a mayores
velocidades de corte (0.5 y 1 s-1), presentan adelgazamiento, es decir la
viscosidad disminuye con el tiempo.
La viscosidad de corte transitorio del PP (figura 59), comparada con las
correspondientes a la mezcla PP/PPma y a las formulaciones procesadas con
diferentes niveles de esfuerzos de corte y caracterizados reológicamente a cuatro
velocidades de corte (figuras 60-62) demuestran que el PP es el que reporta los
valores más altos de viscosidad de corte transitoria, seguido por la mezcla
PP/PPma y finalmente por los materiales compuestos; dependiendo de la cantidad
de arcilla añadida, la viscosidad del material disminuye considerablemente. Esto

125
último ocurre indistintamente del tipo de arcilla usada o del nivel de esfuerzo al
que la formulación fue sometida durante su procesamiento.
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
PP-0.05
PP-0.1
PP-0.5
PP-1.0
Figura 59.- Viscosidad de corte transitoria vs tiempo del Polipropileno a 4 velocidades de corte (0.05, 0.1, 0.5 y 1 s-1).
A bajas velocidades de corte (0.05 s-1) los materiales compuestos presentan un
comportamiento tipo newtoniano, ya que alcanzan un valor de la viscosidad que se
mantiene casi constante hasta el final de la prueba, de igual manera, las
formulaciones caracterizadas a 0.1 s-1 muestran un comportamiento tipo
newtoniano. Las formulaciones caracterizadas a mayores velocidades de corte
(0.5 y 1.0 s-1) presentan una disminución en la viscosidad de corte transitorio, y
por lo tanto un comportamiento tipo tixotrópico, ya que el valor de la viscosidad
cae con el tiempo a una velocidad de corte constante [48]. Este comportamiento
(figuras 60-62) concuerda con la literatura referente a este tipo de pruebas, ya que
el porcentaje de refuerzo añadido al material compuesto modifica la
microestructura de este y a su vez su comportamiento reológico [48]. También es
evidente el ruido generado por la interacción de las partículas de relleno con la
matriz y entre ellas mismas. Este ruido y la caída de la viscosidad son más
evidentes cuando las formulaciones fueron caracterizadas con una velocidad de

126
corte de 1 s-1, la cual es considerablemente elevada, lo que se traduce en
movimientos instantáneos y violentos que pudieran estar causando rupturas
interfaciales entre la matriz PP/PPma y la arcilla de paligorskita; también existen
enredos moleculares propios del peso molecular de la matriz.
El cambio en el comportamiento reológico de cada material compuesto es función
de dos parámetros, 1) la cantidad de arcilla presente como refuerzo y 2) el
tratamiento químico de la superficie de la arcilla.
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Med 1- 0.05 s-1
Med 1- 0.1 s-1
Med 1- 0.5 s-1
Med 1- 1.0 s-1
Arcilla Sin Tratamiento
%arcilla
= 0.438
Lprom
= 0.495 m
S.D. = 0.085
a)
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
b)
Arcilla Purificada
%arcilla
= 0.830
Lprom
= 0.401 m
S.D. = 0.156
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Med 5- 0.05 s-1
Med 5- 0.1 s-1
Med 5- 0.5 s-1
Med 5- 1.0 s-1
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
c)
Arcilla Silanizada
%arcilla
= 1.669
Lprom
= 0.765 m
S.D. = 0.152
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Med 9- 0.05 s-1
Med 9- 0.1 s-1
Med 9- 0.5 s-1
Med 9- 1.0 s-1
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
Mezcla PP/PPma
d)
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
M-PP-PPma- 0.05 s-1
M-PP-PPma- 0.1 s-1
M-PP-PPma- 0.5 s-1
M-PP-PPma- 1.0 s-1
Figura 60.- Viscosidad de corte transitoria de materiales compuestos nano-reforzados con arcilla: a) sin tratamiento químico, b) purificada, c) purificadas y silanizadas y d) mezcla
PP/PPma. Procesados con esfuerzos de corte medios y caracterizados reológicamente a 4 velocidades de corte (0.05, 0.1, 0.5 y 1 s-1).

127
Los materiales compuestos con mayor contenido de arcilla (Med 9, Hig 9 y Son 9 –
tabla 8) procesados con esfuerzos medianos de corte, altos esfuerzos de corte y
esfuerzos de corte altos más sonicación, presentaron el mayor ruido en la gráfica
de viscosidad vs tiempo a una tasa de corte de 1 s-1 (figuras 60c, 61c y 62c), este
comportamiento se debe a dos factores: 1) la arcilla silanizada presenta una mejor
compatibilidad con la matriz de PP/PPma y por lo tanto existe una mejor interface
refuerzo-matriz lo cual impide el movimiento molecular del material y crea el ruido,
2) el flujo de la arcilla se dificulta debido a la cantidad de esta presente en el
material compuesto, esto último se corrobora con el análisis micrográfico MET
realizado a los materiales compuestos (sección 3.6).
La viscosidad de corte transitorio reportada para los materiales compuestos
extruidos con el mismo nivel de esfuerzos cortantes presentan un patrón
característico; en todos los casos (Med, Hig y Son) el material compuesto que
reportó un comportamiento más parecido al de la mezcla PP/PPma fue el de la
formulación que contiene 1 % de arcilla purificada (Med 5, Hig 5 y Son 5), esto
concuerda con los resultados del análisis del tamaño de partícula realizados con
MEB y MET (secciones 3.1 y 3.6 respectivamente), ya que los materiales
procesados con arcilla purificada presentaron una considerable reducción en su
longitud promedio, además, el estudio reológico bajo flujo cortante dinámico
desarrollado previamente en el presente trabajo (sección 3.7), demostró que es la
arcilla con la menor compatibilidad con la matriz [106]. Esto quiere decir que la
arcilla purificada es una partícula pequeña y poco compatible con la matriz, por lo
que actúa como un agente de relleno y su efecto sobre el comportamiento
reológico de los materiales compuestos es menor que el observado cuando la
arcilla además de purificada fue silanizada para incrementar su compatibilidad con
la matriz.

128
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
a)
Arcilla Sin Tratamiento
%arcilla
= 0.444
Lprom
= 0.457 m
S.D. = 0.128
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Hig 1- 0.05 s-1
Hig 1- 0.1 s-1
Hig 1- 0.5 s-1
Hig 1- 1.0 s-1
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
b)
Arcilla Purificada
%arcilla
= 0.989
Lprom
= 0.379 m
S.D. = 0.125
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Hig 5- 0.05 s-1
Hig 5- 0.1 s-1
Hig 5- 0.5 s-1
Hig 5- 1.0 s-1
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
c)
Arcilla Silanizada
%arcilla
= 1.617
Lprom
= 0.569 m
S.D. = 0.142
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Hig 9- 0.05 s-1
Hig 9- 0.1 s-1
Hig 9- 0.5 s-1
Hig 9- 1.0 s-1
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
d)
Mezcla PP/PPma
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
H-PP-PPma- 0.05 s-1
H-PP-PPma- 0.1 s-1
H-PP-PPma- 0.5 s-1
H-PP-PPma- 1.0 s-1
Figura 61.- Viscosidad de corte transitoria de materiales compuestos nano-reforzados con arcilla: a) sin tratamiento químico, b) purificada, c) purificadas y silanizadas y d) mezcla
PP/PPma. Procesados con altos esfuerzos de corte y caracterizados reológicamente a 4 velocidades de corte (0.05, 0.1, 0.5 y 1 s-1).
Las formulaciones preparadas con condiciones de procesamiento agresivas (altos
esfuerzos de corte y altos esfuerzos de corte mas sonicación), probadas a bajas
velocidades de corte (0.05 y 0.1 s-1) muestran un comportamiento cuasi
newtoniano, esto como lo demuestra el análisis micrográfico MET se debió a que
las condiciones de procesamiento redujeron no solo la longitud de las nano-fibras
sino también su diámetro de tal manera que la relación de aspecto no cambió
drásticamente. Mientras más pequeñas sean las partículas de refuerzo, su
dispersión en la matriz debe ser más fácil, sin embargo, si las condiciones de
procesamiento no son las apropiadas (como se observó en el análisis MET) la

129
reducción de tamaño de los refuerzos pudiera tener un efecto contrario y tender a
aglomerarse. No obstante, otro factor que se debe tener en cuenta en el
comportamiento de los materiales compuestos es el efecto causado por la
combinación de la intensidad de los esfuerzos cortantes aplicados y la cantidad de
refuerzo usado durante su procesamiento, ya que se cree que dicha combinación
promueve la degradación térmica de la matriz [55, 88].
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
a)
Arcilla Sin Tratamiento
%arcilla
= 0.437
Lprom
= 0.425 m
S.D. = 0.119
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Son 1- 0.05 s-1
Son 1- 0.1 s-1
Son 1- 0.5 s-1
Son 1- 1.0 s-1
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
b)
Arcilla Purificada
%arcilla
= 0.891
Lprom
= 0.365 m
S.D. = 0.125
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Son 5- 0.05 s-1
Son 5- 0.1 s-1
Son 5- 0.5 s-1
Son 5- 1.0 s-1
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
c)
Arcilla Silanizada
%arcilla
= 1.444
Lprom
= 0.614 m
S.D. = 0.187
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
Son 9- 0.05 s-1
Son 9- 0.1 s-1
Son 9- 0.5 s-1
Son 9- 1.0 s-1
0 100 200 300 400 500
2000
4000
6000
8000
10000
12000
Mezcla PP/PPma
d)
Vis
co
sid
ad
de
co
rte
tra
nsito
ria
(P
a.s
)
Tiempo (s)
S-PP-PPma- 0.05 s-1
S-PP-PPma- 0.1 s-1
S-PP-PPma- 0.5 s-1
S-PP-PPma- 1.0 s-1
Figura 62.- Viscosidad de corte transitoria de materiales compuestos nano-reforzados con arcilla: a) sin tratamiento químico, b) purificada, c) purificadas y silanizadas y d) mezcla PP/PPma. Procesados con altos esfuerzos de corte más sonicación y caracterizados
reológicamente a 4 velocidades de corte (0.05, 0.1, 0.5 y 1 s-1).

130
3.8.2 Viscosidad de corte reducida máxima y esfuerzo de sobre-impulso
La figura 63 muestra las gráficas de viscosidad de corte reducida vs tiempo, en
ellas es posible observar el efecto de las condiciones de extrusión y del
tratamiento químico aplicado a la arcilla sobre las propiedades reológicas de los
materiales compuestos. Cabe aclarar que la viscosidad de corte reducida es el
cociente entre la viscosidad de corte transitoria y la viscosidad de flujo newtoniano
( ⁄ ), por tal motivo los valores reportados son cercanos a la unidad. Existen dos
mecanismos por medio de los cuales la viscosidad en fundido de un material
compuesto puede incrementar; 1) enredos moleculares en la matriz, 2) aumento
de la concentración de las partículas de refuerzo dispersas [48]. Este incremento de
la viscosidad se ve reflejado en la parte inicial de la gráfica viscosidad de corte
reducida vs tiempo, seguido de un comportamiento cuasi newtoniano, finalmente
la viscosidad debe disminuir considerablemente [48].
La figura 63a muestra la viscosidad de corte reducida de materiales compuestos
con 0.5 % (~0.45 %) de arcilla sin tratamiento, procesados con tres niveles de
esfuerzos; se observa que la formulación procesada con esfuerzos de corte altos
(Hig 1) es la que reporta los valores más bajos (tabla 22), esto como lo demuestra
el análisis micrográfico MET se debe al daño mecánico que experimentó la arcilla
y por tanto su longitud se redujo, asimismo, los esfuerzos inducidos durante el
procesamiento pudieran generar degradación de las cadenas poliméricas de la
matriz [55, 88]. La formulación procesada con esfuerzos medios de corte según las
mediciones realizadas en el análisis micrográfico MET tiene arcillas con una
longitud mayor y probablemente la matriz tiene mayor peso molecular, de tal
manera que el aumento en la viscosidad se puede deber a una combinación de
enredos moleculares e impedimentos de flujo ocasionados por fibras de refuerzo
de mayor longitud.
La tabla 22 revela que las muestras procesadas con esfuerzos de corte altos más
sonicación reportaron los más altos valores de viscosidad de corte reducida

131
máxima, por encima de las procesadas con esfuerzos altos, se cree que en este
caso, a pesar de que las nano-fibras de refuerzo y la matriz fueron dañados
durante el procesamiento, los efectos inducidos por las ondas sonoras ayudaron a
dispersar el refuerzo en la matriz, como lo demuestra el análisis MET (sección 3.6)
y consecuentemente se creó una mejor distribución tridimensional de nano-fibras
que interactúan homogéneamente con las moléculas de la matriz, lo cual
contribuyó a incrementar la viscosidad del material compuesto.
La figura 63b corresponde a la viscosidad de corte reducida de materiales
compuestos con 1 % (~0.85 %) de arcilla purificada, procesados con tres niveles
de esfuerzo; se observa que no se cumple la tendencia marcada en la figura 63a,
sin embargo, en este caso la arcilla usada fue sometida a un proceso de
purificación que la afecta de dos maneras; 1) la longitud de la arcilla usada es más
corta debido a que es dañada mecánicamente, primero durante el proceso de
purificación y después durante el procesamiento del material compuesto (tal y
como lo demuestran el análisis morfológico de la arcilla extraída por incineración y
el análisis MET, secciones 3.4.3 y 3.6), 2) según los resultados obtenidos de las
pruebas reológicas dinámicas (sección 3.7), la arcilla purificada es menos
compatible con la matriz PP/PPma, sin embargo, se observa nuevamente que la
formulación que fue sometida a sonicación es la que presenta una mayor
viscosidad, y como se observa en el análisis MET esta formulación fue la que
presentó un mayor nivel de dispersión de las nano-partículas de refuerzo en la
matriz polimérica [106-108].

132
0.01 0.1 1 10 100
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Contenido de arcilla (%)
Med 1 = 0.437
Hig 1 = 0.444
Son 1 = 0.437
Vis
co
sid
ad
de
co
rte
re
du
cid
a
Tiempo (s)
Med 1- 1.0
Hig 1- 1.0
Son 1- 1.0
a)
1 10
0.94
0.96
0.98
1.00
1.02
1.04
1.06
1.08
1.10
1.12
Vis
co
sid
ad
de
co
rte
re
du
cid
a
Tiempo (s)
Med 1- 1.0
Hig 1- 1.0
Son 1- 1.0
a)
0.01 0.1 1 10 100
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Contenido de arcilla (%)
Med 5 = 0.830
Hig 5 = 0.989
Son 5 = 0.891b)
Vis
co
sid
ad
de
co
rte
re
du
cid
a
Tiempo (s)
Med 5- 1.0
Hig 5- 1.0
Son 5- 1.0
1 10
0.94
0.96
0.98
1.00
1.02
1.04
1.06
1.08
1.10
1.12
b)
Vis
co
sid
ad
de
co
rte
re
du
cid
a
Tiempo (s)
Med 5- 1.0
Hig 5- 1.0
Son 5- 1.0
0.01 0.1 1 10 100
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Contenido de arcilla (%)
Med 9 = 1.669
Hig 9 = 1.617
Son 9 = 1.444c)
Vis
co
sid
ad
de
co
rte
re
du
cid
a
Tiempo (s)
Med 9- 1.0
Hig 9- 1.0
Son 9- 1.0
1 10
0.94
0.96
0.98
1.00
1.02
1.04
1.06
1.08
1.10
1.12
c)
Vis
co
sid
ad
de
co
rte
re
du
cid
a
Tiempo (s)
Med 9- 1.0
Hig 9- 1.0
Son 9- 1.0
Figura 63.- Viscosidad de corte reducida ( ⁄ ) vs tiempo de materiales compuestos con
a) ~0.5 % de arcilla sin purificar, b) ~1 % de arcilla purificada y c) ~2 % de arcilla
silanizada; cada grupo procesado con esfuerzos de corte medios, altos y altos más sonicación. Caracterizados a una tasa de corte de 1.0 s-1.

133
Tabla 22. Viscosidad de corte reducida máxima obtenida a una velocidad de corte de 1 s-1 en materiales compuestos procesados con tres niveles de esfuerzos, tres tipos de arcilla y
tres diferentes contenidos de arcilla.
Formulación η+/η t (s)
Contenido de
arcilla (%)
Tipo de
arcilla
Med 1 1.0639 3.320 0.430 ST
Med 5 1.0453 6.041 0.830 Pur
Med 9 1.0815 2.681 1.669 Sil
Hig 1 1.0434 3.128 0.444 ST
Hig 5 1.0918 3.065 0.989 Pur
Hig 9 1.0896 2.872 1.617 Sil
Son 1 1.0587 3.065 0.437 ST
Son 5 1.1004 3.000 0.891 Pur
Son 9 1.1298 2.441 1.444 Sil
La figura 63c corresponde a la viscosidad de corte reducida de materiales
compuestos con 2 % (~1.6 %) de arcilla purificada y silanizada, procesados con
tres niveles de esfuerzos. La arcilla usada en estas formulaciones presenta el
mismo daño mecánico que las arcillas purificadas, sin embargo, estas también
fueron silanizadas, lo cual mejora la interacción interfacial refuerzo-matriz. La
modificación superficial de la arcilla juega un papel importante en el
comportamiento reológico del material compuesto, ya que según los resultados del
análisis reológico dinámico (sección 3.7.3), un alto contenido de arcilla ocasiona
acumulación de esta y por tanto aglomerados, sin embargo, en el presente caso
en el análisis micrográfico MET se observa que la modificación superficial de la
arcilla condujo a una mejor dispersión de la misma en la matriz polimérica, y con
ello se observó un incrementó en las propiedades reológicas del material
compuesto (tabla 22).
Un segundo parámetro importante de los ensayos de corte transitorio es la
presencia o ausencia de un “esfuerzo de sobre-impulso” (overshoot): este

134
parámetro se relaciona con la estructura de un material compuesto nano-
reforzado; en un ensayo de corte instantáneo (transitorio), el esfuerzo puede
presentar un máximo antes de llegar a un estado estacionario. Este esfuerzo
máximo se conoce como esfuerzo de sobre-impulso o sobre-esfuerzo, y está
relacionado con los cambios en la estructura morfológica de un material
compuesto nano-reforzado [109, 110].
El nivel de esfuerzo cortante obtenido de un barrido reológico así como la
presencia del esfuerzo de sobre-impulso está relacionado con la alineación de las
cadenas de polímero, el reordenamiento de nano-partículas, así con la ruptura de
los aglomerados de arcilla. Para un polímero puro o mezclas de polímeros, el
esfuerzo aplicado tiende a alinear sus cadenas y por lo tanto, el esfuerzo cortante
máximo dependerá en gran medida del peso molecular del material. Para
materiales compuestos nano-reforzados, además de las cadenas poliméricas, los
esfuerzos inducen orientación de las nano-partículas dado que las partículas no
son esféricas. Por lo tanto, el nivel del esfuerzo de sobre-impulso debería
aumentar con la concentración de nano-partículas siempre y cuando exista una
buena transferencia de carga entre el refuerzo y la matriz, por lo tanto, se requiere
que la interface entre estos dos componentes del material compuesto presente
una buena compatibilidad.

135
0.01 0.1 1 10 100
0
1000
2000
3000
4000
5000
6000
7000
8000
a)
Contenido de arcilla (%)
Med 1 = 0.438
Hig 1 = 0.444
Son 1 = 0.437
Esfu
erz
o c
ort
an
te (
Pa
)
Tiempo (s)
Med 1- 1.0 s-1
Hig 1- 1.0 s-1
Son 1- 1.0 s-1
1 10
4500
5000
5500
6000
6500
7000
7500
a)
Esfu
erz
o c
ort
an
te (
Pa
)
Tiempo (s)
Med 1- 1.0 s-1
Hig 1- 1.0 s-1
Son 1- 1.0 s-1
0.01 0.1 1 10 100
0
1000
2000
3000
4000
5000
6000
7000
8000
b)
Contenido de arcilla (%)
Med 5 = 0.830
Hig 5 = 0.989
Son 5 = 0.891
Esfu
erz
o c
ort
an
te (
Pa
)
Tiempo (s)
Med 5- 1.0 s-1
Hig 5- 1.0 s-1
Son 5- 1.0 s-1
1 10
4500
5000
5500
6000
6500
7000
7500
b)
Esfu
erz
o c
ort
an
te (
Pa
)
Tiempo (s)
Med 5- 1.0 s-1
Hig 5- 1.0 s-1
Son 5- 1.0 s-1
0.01 0.1 1 10 100
0
1000
2000
3000
4000
5000
6000
7000
8000
c)
Contenido de arcilla (%)
Med 9 = 1.669
Hig 9 = 1.617
Son 9 = 1.444
Esfu
erz
o c
ort
an
te (
Pa
)
Tiempo (s)
Med 9- 1.0 s-1
Hig 9- 1.0 s-1
Son 9- 1.0 s-1
1 10
4500
5000
5500
6000
6500
7000
7500
c)
Esfu
erz
o c
ort
an
te (
Pa
)
Tiempo (s)
Med 9- 1.0 s-1
Hig 9- 1.0 s-1
Son 9- 1.0 s-1
Figura 64.- Esfuerzo cortante vs tiempo de materiales compuestos con a) ~0.5 % de arcilla sin tratamiento, b) ~1 % de arcilla purificada y c) ~2 % de arcilla silanizada, cada
grupo procesado con esfuerzos de corte medios, altos y altos más sonicación. Caracterizados a una tasa de corte de 1 s-1.

136
Las curvas esfuerzo cortante vs tiempo de los materiales compuestos nano-
reforzados se presentan en la figura 64. Es evidente que el valor del esfuerzo
cortante máximo alcanzado disminuye con el aumento del contenido de arcilla. La
figura 64a presenta el comportamiento de los materiales compuestos reforzados
con 0.5 % (~0.45 %) de nano-arcilla sin tratamiento; a una velocidad de corte de 1
s-1 se distingue un cambio en el comportamiento de los materiales compuestos en
relación a su procesamiento; como lo demuestra el análisis MET (sección 3.6), los
materiales Hig y Son sufrieron un mayor daño mecánico que los Med debido al
efecto de los esfuerzos de corte durante su procesamiento, sin embargo, en el
caso de los materiales Son el efecto del ultrasonido ayudó a dispersar las nano-
fibras de arcilla, ya que tanto la longitud como el diámetro de las nano-fibras se
redujo considerablemente comparados con los Med (MET, sección 3.6), lo cual
quiere decir que al tener nano-fibras más pequeñas se pueden distribuir de mejor
manera en la matriz con la ayuda de las ondas ultrasónicas, reflejándose en un
incremento de la viscosidad del material.
La figura 64b corresponde a las gráficas esfuerzo cortante vs tiempo de los
materiales compuestos reforzados con 1 % (~0.9 %) de nano-arcillas purificadas;
se observa un comportamiento similar al de los materiales con 0.5 % de arcilla sin
tratamiento. En este caso la principal diferencia radica en que las longitudes de las
fibras de los materiales compuestos son de menor tamaño comparados con los
que contienen arcilla sin purificar (análisis MEB y MET, secciones 3.1 y 3.6
respectivamente). En el caso de los materiales compuestos que fueron sonicados
durante su procesamiento (Son) muestran definitivamente una mayor dispersión
de las nano-fibras (análisis MET sección 3.6) lo cual contribuye a incrementar el
nivel del esfuerzo de sobre-impulso durante la etapa inicial de la caracterización
reológica a velocidades de corte transitorias.
La figura 64c presenta el comportamiento de los materiales compuestos que
fueron reforzados con 2 % (~1.6 %) de arcilla purificada y silanizada, en estos
materiales, a pesar de que químicamente existe una mejor afinidad entre el

137
refuerzo y la matriz a causa del agente silano utilizado como compatibilizante, se
obtuvieron niveles de esfuerzo menores, lo cual se debe al alto contenido de
arcilla que ocasiona que estas se aglomeren. Sin embargo, como en los casos
anteriores, el material compuesto sonicado sigue siendo el que presenta la mejor
dispersión de las arcillas en la matriz tal y como lo demuestra el análisis MET
(sección 3.6).

138
Conclusiones
El análisis micrográfico MEB demostró que el proceso de purificación permite
obtener nano-arcillas con bajo nivel de daño físico, ya que aparentemente la
morfología de las nano-fibras no cambia considerablemente después del tercer
tratamiento del proceso de purificación.
El análisis de espectroscopia infrarroja, demostró que el proceso de purificación no
daño químicamente la estructura de la paligorskita, ya que comparando el
espectro IR característico de esta con los de la arcilla sometida al proceso de
purificación se observa que todas presentan un patrón similar, esto es un claro
indicio de que los reactivos usados durante dicho proceso fueron eliminados con
los lavados. De igual manera, se observó después del proceso de silanización, la
intensificación de ciertas zonas del espectro infrarrojo correspondientes al silano,
lo que es un indicador positivo de la fijación del silano a la arcilla. Asimismo, el
análisis de difracción de rayos X demostró que la estructura cristalina de la
paligorskita permanece sin cambio, ya que los planos cristalográficos que
caracterizan la estructura de la paligorskita no cambian después del proceso de
purificación, así como tampoco después de la silanización.
El análisis micrográfico MET demostró que existe una tendencia a la reducción de
la longitud y el diámetro de las nano-fibras de paligorskita durante el
procesamiento de los materiales compuestos. En los materiales procesados con
altos esfuerzos de corte se observó que la longitud y el diámetro disminuyeron
hasta valores aproximados de 0.2 y 0.025 μm respectivamente, esto indica que la
razón de aspecto del refuerzo se manteiene constante alrededor de 8, en tanto
que los materiales procesados con esfuerzos medios de corte demostraron
contener una más amplia distribución de tamaños tanto en la longitud como en el
diámetro de las nano-fibras de tal manera que la razón de aspecto variaba
considerablemente. De igual manera se observó que el uso de sonicación ayuda a
dispersar las nano-fibras de paligorskita en la matriz del material compuesto.

139
Los resultados del análisis reológico en fundido, el material compuesto del primer
lote con paligorskita purificada y silanizada (PP/PPma/APS), mostró un incremento
en su tiempo de relajación (6.53 x10-2 s) respecto al PP puro (5.94 x10-2 s), sin
embargo, el daño mecánico causado a la arcilla durante el proceso de purificación
y la poca afinidad química refuerzo-matriz como lo demuestra la formulación
PP/PPma/AP, que reportó los valores más bajos de viscosidad compleja, módulo
de almacenamiento y tiempo de relajación (3.11 x10-2 s).
En el segundo lote de formulaciones fue evidente que además de la compatibilidad
refuerzo-matriz , existe un factor extra que contribuye a las propiedades de la
mezcla, la velocidad de procesamiento; se observó que los materiales extrudidos a
200 rpm reportaron los valores más altos en sus propiedades reológicas; en tanto
que los procesados a 150 rpm las propiedades reológicas disminuyeron.
Las formulaciones del tercer lote que fueron preparadas con esfuerzos medios de
corte, presentaron las mejores propiedades reológicas; tal y como lo demostró el
estudio micrográfico MET, el uso de altos esfuerzos de corte durante el proceso de
extrusión reduce la razón de aspecto de la nano-fibra hasta valores donde
probablemente ya no estén actuando como refuerzo sino más bien como agentes
de relleno, asi mismo es probable que el compatibilizante usado este sufriendo
una reducción en su tamaño de cadena lo cual ocasiona disminución de la
viscosidad en el sistema. De igual manera se observó que las formulaciones con
los mayores porcentajes de arcilla (2 %) son las que presentaron las más bajas
propiedades reológicas, debido a la presencia de aglomerados de la arcilla, tal y
como lo probó el análisis MET.
Las pruebas reológicas transitorias demostraron que la reorganización estructural
y la disgregación de los aglomerados de nano-arcilla presentes en las
formulaciones juegan un papel importante en el comportamiento reológico del
material compuesto, en este trabajo se observó que para lograr un incremento
considerable en las propiedades reológicas del material compuesto se debe

140
considerar: el contenido del refuerzo presente en el material compuesto, la
compatibilidad del refuerzo con la matriz, las condiciones de procesamiento
(esfuerzos de corte inducidos) y el uso de sonicación. Sin embargo, dispersar
partículas aglomeradas en materiales compuestos reforzados con nano-partículas
con geometría fibrilar representa un reto, ya que determinar el nivel de esfuerzo
cortante necesario y la frecuencia de sonicasión para dispersarlas sin ocasionarles
daño mecánico requiere de trabajo experimental adicional.
El efecto de la velocidad de corte sobre la respuesta reológica de los materiales
compuestos PP/PPma/arcilla (al inicio de procesos) contrastados con el análisis
micrográfico MET, indicaron que los materiales que los materiales con alto
contenido de refuerzo tienden a aglomerarse y esto ocasiona la disminución de la
viscosidad de corte transitorio y el esfuerzos de sobre-impulso. De igual manera
se observó que cuando se añade sonicación al procesamiento de los materiales
compuestos, mejora la dispersión de las arcillas y por lo tanto ambos parámetros
incrementan en los correspondientes materiales compuestos nano-reforzados.

141
Referencias
[1] K. E. Drexler. Nanosystems: molecular machinery, manufacturing, and computation New York: WILEY, 1992. [2] R. Leach, Chapter 1 - Introduction to Metrology for Advanced Manufacturing and Micro- and Nanotechnology. In: R. Leach, editor. Fundamental Principles of Engineering Nanometrology (Second Edition), William Andrew Publishing, Oxford, 2014, 1-6. [3] K. K. G. M. Wilson, M. Simmons, B. Raguse. Nanotechnology, Basic Science and Emerging Technologies, 2002. [4] E. T. Thostenson; C. Li; T.-W. Chou, Nanocomposites in context, Composites Science and Technology. 65(3-4), 491-516, 2005. [5] D. dos Santos Soares; C. Fernandes; A. da Costa; F. Raffin; W. Acchar; T. A. de Lima e Moura, Characterization of palygorskite clay from Piauí, Brazil and its potential use as excipient for solid dosage forms containing anti-tuberculosis drugs, J Therm Anal Calorim. 113(2), 551-558, 2013. [6] J. J. Ramsden, Chapter 1 - What is Nanotechnology? In: J. J. Ramsden, editor. Applied Nanotechnology (Second Edition), William Andrew Publishing, Oxford, 2014, 3-12. [7] W. Willems. Roadmaps at 2015 on nanotechnology application in the sectors of Materials, Health & Medical Systems, Energy: Draft Roadmap on the impact of nanotechnology in Drug encapsulation/ drug delivery/ drug targeting, 2005. [8] T. S. J. Ellenbecker M., Interim best practices for working with nanoparticles, NSF Nanoscale Science and Engineering Center for High-rate Nanomanufacturing. 2007. [9] L. S. S. P. M. Ajayan, P.V. Braun,. Nanocomposite Science and Technology, 2005. [10] R. Wäsche, Corrosion Books: Nanoparticles. By: Güter Schmid, Materials and Corrosion. 55(11), 881-881, 2004. [11] H.-C. Kim; S.-K. Kim; J. T. Kim; K.-Y. Rhee; J. Kathi, The effect of different treatment methods of multiwalled carbon nanotubes on thermal and flexural properties of their epoxy nanocomposites, Journal of Polymer Science Part B: Polymer Physics. 48(11), 1175-1184, 2010. [12] Y. S. Song; J. R. Youn, Influence of dispersion states of carbon nanotubes on physical properties of epoxy nanocomposites, Carbon. 43(7), 1378-1385, 2005. [13] M. D. R. Cruz. Mineralogía y aplicaciones de las arcillas. 1 ed. España: Universidad de Málaga, 2001. [14] M. J. Wilson, F. Bergaya, B.K.G. Theng and G. Lagaly, Editors, Handbook of Clay Science, Elsevier, Amsterdam (2006) ISBN 978-0-08-044183-2 1224 pp., £105, Geoderma. 139(3-4), 420-421, 2007. [15] R. W. Grimshaw en The Chemistry and Physics of Clays and Allied Ceramic Materials, Jhon Wiley. New York, 1971, Pages

142
[16] The Chemistry and Phisics of Clays and Allied Ceramic Materials, en The Columbia Encyclopedia, sixth Edition, 2008. Consultado el 16/March/2011, en http://www.encyclopedia.com/doc/1E1-cay.html. [17] N. Strunz, Silicates Classification, Mineralogy Database,in webmineral.com, 7th march, 2014. [18] P. Liu; J. Guo, Polyacrylamide grafted attapulgite (PAM-ATP) via surface-initiated atom transfer radical polymerization (SI-ATRP) for removal of Hg(II) ion and dyes, Colloids and Surfaces A: Physicochemical and Engineering Aspects. 282-283, 498-503, 2006. [19] C. Serna; G. E. VanScoyoc; J. L. Ahlrichs, Hydroxyl groups and water in palygorskite, American Mineralogist. 62(7-8), 784-792, 1977. [20] M. D. Cano Henares; J. M. Recio Espejo; F. Díaz del Olmo, Soil formation in alluvial terraces of the River Guadalquivir: The evidence of the small Mendoza lakes (Andalusia, Spain), CATENA. 20(1-2), 63-71. [21] E. G. a. B. K. G. T. M.F. Brigatti, Structures and Mineralogy of Clay Minerals. In: B. K. G. T. a. G. L. F. Bergaya, editor. Handbook of Clay Science Part A: Fundamentals, Elsevier, UK, 2013, 19-60. [22] A. Xue; S. Zhou; Y. Zhao; X. Lu; P. Han, Effective NH2-grafting on attapulgite surfaces for adsorption of reactive dyes, Journal of Hazardous Materials. 194(0), 7-14, 2011. [23] E. Galan, Properties and applications of palygorskite-sepiolite clays, Clay Minerals. 31(1), 443-453, 1996. [24] A. Corma; A. Mifsud; E. Sanz, Influence of the chemical composition and textural characteristics of palygorskite on the acid leaching of octahedral cations, Clay Minerals. 22(2), 225-232, 1987. [25] A. Corma; A. Mifsud; E. Sanz, Kinetics of the acid leaching of palygorskite; influence of the octahedral sheet composition, Clay Minerals. 25(2), 197-205, 1990. [26] Y. Kojima; A. Usuki; M. Kawasumi; A. Okada; Y. Fukushima; T. Kurauchi, et al., Mechanical properties of nylon 6-clay hybrid Journal of Materials Research. 8, 1185-1189, 1993. [27] N. Furuichi; Y. Kurokawa; K. Fujita; A. Oya; H. Yasuda; M. Kiso, Preparation and properties of polypropylene reinforced by smectite, Journal of Materials Science. 31(16), 4307-4310, 1996. [28] K. H. Wang; M. Xu; Y. S. Choi; I. J. Chung, Effect of aspect ratio of clay on melt extensional process of maleated polyethylene/clay nanocomposites, Polymer Bulletin. 46(6), 499-505, 2001. [29] C. M. Koo; M. J. Kim; M. H. Choi; S. O. Kim; I. J. Chung, The Effect of Molecular Weight of PP-g-MA/Layered Silicate the Nanocomposites, Hwahak Konghak. 39(5), 635-640, 2001. [30] N. Abdul-Latif; and; C. E. Weaver, Kinetic of Acid-Dissolution of Palygorskite (Attapulgite) and Sepiolite, Clay and Clay Minerals. 17, 169-178, 1969. [31] F. Gonzalez; C. Pesquera; C. Blanco; I. Benito; S. Mendioroz; J. A. Pajares, Structural and textural evolution under thermal treatment of natural and acid-

143
activated Al-rich and Mg-rich palygorskites, Applied Clay Science. 5(1), 23-36, 1990. [32] M. L. Occelli; J. A. Bertrand; S. A. C. Gould; J. M. Dominguez, Physicochemical characterization of a Texas montmorillonite pillared with polyoxocations of aluminum: Part I: the microporous structure, Microporous and Mesoporous Materials. 34(2), 195-206, 2000. [33] C. J. Serna; G. E. Vanscoyoc, Infrared Study of Sepiolite and Palygorskite Surfaces. In: M. M. Mortland;V. C. Farmer, editors. Developments in Sedimentology, Elsevier, 1979, 197-206. [34] Y. Xi; M. Mallavarapu; R. Naidu, Adsorption of the herbicide 2,4-D on organo-palygorskite, Applied Clay Science. 49(3), 255-261, 2010. [35] A. B. Morgan; J. D. Harris, Exfoliated polystyrene-clay nanocomposites synthesized by solvent blending with sonication, Polymer. 45(26), 8695-8703, 2004. [36] S. Pavlidou; C. D. Papaspyrides, A review on polymer-layered silicate nanocomposites, Progress in Polymer Science. 33(12), 1119-1198, 2008. [37] I. Y. Phang; T. Liu; A. Mohamed; K. P. Pramoda; L. Chen; L. Shen, et al., Morphology, thermal and mechanical properties of nylon 12/organoclay nanocomposites prepared by melt compounding, Polymer International. 54(2), 456-464, 2005. [38] F. Perrin-Sarazin; M. T. Ton-That; M. N. Bureau; J. Denault, Micro- and nano-structure in polypropylene/clay nanocomposites, Polymer. 46(25), 11624-11634, 2005. [39] S. C. Tjong; S. P. Bao; G. D. Liang, Polypropylene/montmorillonite nanocomposites toughened with SEBS-g-MA: Structure–property relationship, Journal of Polymer Science Part B: Polymer Physics. 43(21), 3112-3126, 2005. [40] Y. Tang; Y. Hu; S. Wang; Z. Gui; Z. Chen, Preparation of poly(propylene)/clay layered nanocomposites by melt intercalation from pristine montmorillonite (MMT), Polymers for Advanced Technologies. 14(10), 733-737, 2003. [41] S. K. M. a. B. Narasimhan, Handbook of Biodegradable Polymeric Materials and Their Applications, Advanced Polymeric Nanostructured Materials Lab. 2, 1-45, January 2005. [42] Y. J. Jing Chen, Yunhua Qian, and Tao Hu, A New Approach to Efficiently Disperse Aggregated Palygorskite Into Single Crystals via Adding Freeze Process Into Traditional Extrusion Treatment, IEEE TRANSACTIONS ON NANOTECHNOLOGY. 9(1), 6-10, 2010. [43] Z.-Z. Yu; G.-H. Hu; J. Varlet; A. Dasari; Y.-W. Mai, Water-assisted melt compounding of nylon-6/pristine montmorillonite nanocomposites, Journal of Polymer Science Part B: Polymer Physics. 43(9), 1100-1112, 2005. [44] S.-I. Hong; J.-W. Rhim, Preparation and properties of melt-intercalated linear low density polyethylene/clay nanocomposite films prepared by blow extrusion, LWT - Food Science and Technology. 48(1), 43-51, 2012. [45] D. D. J. Rousseaux; N. Sallem-Idrissi; A.-C. Baudouin; J. Devaux; P. Godard; J. Marchand-Brynaert, et al., Water-assisted extrusion of

144
polypropylene/clay nanocomposites: A comprehensive study, Polymer. 52(2), 443-451, 2011. [46] J. Xu; W. Wang; A. Wang, Enhanced microscopic structure and properties of palygorskite by associated extrusion and high-pressure homogenization process, Applied Clay Science. 95(0), 365-370, 2014. [47] S. G. Jahromi; A. Khodaii, Effects of nanoclay on rheological properties of bitumen binder, Construction and Building Materials. 23(8), 2894-2904, 2009. [48] H. Mahi; D. Rodrigue, Linear and non-linear viscoelastic properties of ethylene vinyl acetate/nano-crystalline cellulose composites, Rheologica Acta. 51(2), 127-142, 2012. [49] J. Zhao; A. B. Morgan; J. D. Harris, Rheological characterization of polystyrene-clay nanocomposites to compare the degree of exfoliation and dispersion, Polymer. 46(20), 8641-8660, 2005. [50] M. Jin; Q. Zhong, Transglutaminase cross-linking to enhance elastic properties of soy protein hydrogels with intercalated montmorillonite nanoclay, Journal of Food Engineering. 115(1), 33-40, 2013. [51] R. A. Vaia; E. P. Giannelis, Polymer Melt Intercalation in Organically-Modified Layered Silicates: Model Predictions and Experiment, Macromolecules. 30(25), 8000-8009, 1997. [52] R. A. Vaia; B. B. Sauer; O. K. Tse; E. P. Giannelis, Relaxations of confined chains in polymer nanocomposites: Glass transition properties of poly(ethylene oxide) intercalated in montmorillonite, Journal of Polymer Science Part B: Polymer Physics. 35(1), 59-67, 1997. [53] Q. Zheng; M. Zuo; M. Peng; L. Shen; Y. Fan, Rheological study of microstructures and properties for polymeric materials, Frontiers of Materials Science in China. 1(1), 1-6, 2007. [54] S. Lee; S. Choi; J. Choi; J. Lee; J. Youn, Rheological property and curing behavior of poly(amide-<i>co</i>-imide)/multi-walled carbon nanotube composites, Korean Journal of Chemical Engineering. 27(2), 658-665, 2010. [55] J. d. R. Silvano; S. A. Rodrigues; J. Marini; R. E. S. Bretas; S. V. Canevarolo; B. d. M. Carvalho, et al., Effect of reprocessing and clay concentration on the degradation of polypropylene/montmorillonite nanocomposites during twin screw extrusion, Polymer Degradation and Stability. 98(3), 801-808, 2013. [56] J. Zhao; A. B. Morgan; J. D. Harris, Rheological characterization of polystyrene–clay nanocomposites to compare the degree of exfoliation and dispersion, Polymer. 46(20), 8641-8660, 2005. [57] J. Li; C. Zhou; G. Wang; D. Zhao, Study on rheological behavior of polypropylene/clay nanocomposites, Journal of Applied Polymer Science. 89(13), 3609-3617, 2003. [58] C. M. Koo; M. J. Kim; M. H. Choi; S. O. Kim; I. J. Chung, Mechanical and rheological properties of the maleated polypropylene–layered silicate nanocomposites with different morphology, Journal of Applied Polymer Science. 88(6), 1526-1535, 2003. [59] T. D. Fornes; P. J. Yoon; H. Keskkula; D. R. Paul, Nylon 6 nanocomposites: the effect of matrix molecular weight, Polymer. 42(25), 09929-09940, 2001.

145
[60] P. J. Carreau; D. C. R. de Kee; R. P. Chhabra, Material Functions and Generalized Newtonian Fluid. Rheology of Polymeric Systems Principles and Applications, Hanser Gardner Publications, Inc., New York, USA, 1997, 18-60. [61] M. K. P., Basic Rheological Concepts Stress, Strain, and Flow. Dynamic Mechanical Analysis: A Practical Introduction
CRC Press LLC, Boca Raton, Fla. USA, 1999, 17-32. [62] R. Darby; L. F. Albright; R. N. Maddox; J. J. McKetta, Material Response. Viscoelastic Fluids and Introducction to their properties and Behavior Dekker mdi, New York, USA, 1976, 51-141. [63] D. H. Chang, Fundamental Principles of Polymer Rheology. Rheology and processing of polymeric materials Volume I Polymer Rheology, Oxford University Press, New York, 2007, 15-30. [64] J. M. Dealy; R. G. Larson, Linear Viscoelasticity - Fundamentals. Structure and Rheology of Molten Polymers: From Structure to Flow Behavior and Back Again, Hanser Publishers, München, Germany 2006, 91-120. [65] M. K. P., Rheology Basics: Creep-Recovery and Stress Relaxation. Dynamic Mechanical Analysis: A Practical Introduction, CRC Press LLC, Boca Raton, Fla. USA, 1999, 39-53. [66] M. K. P., Dynamic Testing. Dynamic Mechanical Analysis: A Practical Introduction, CRC Press LLC, Boca Raton, Fla. USA, 1999, 61-72. [67] J. M. Dealy; R. G. Larson, Linear Viscoelaticity - Behavior of Molten Polymers. Structure and Rheology of Molten Polymers: From Structure to Flow Behavior and Back Again, Hanser Publishers, München, Germany, 2006, 131-150. [68] R. K. Gupta, Introduction to Polymer Rheology. Polymer and Composite Rheology Marcel Dekker, Inc., New York, USA, 2000, 1-12. [69] A. Jimenez-Lopez; J. D. Lopez-Gonzalez; A. Ramirez-Saenz; F. Rodriguez-Reinoso; C. Valenzuela-Calahorro; L. Zurita-Herrera, Evolution of surface area in a sepiolite as a function of acid and heat treatments, Clay Minerals. 13(4), 375-385, 1978. [70] J. L. Bonilla; J. d. D. Lopez-Gonzalez; A. Ramirez-Saenz; F. Rodriguez-Reinoso; C. Valenzuela-Calahorro, Activation of a sepiolite with dilute solutions of HNO 3 , and subsequent heat treatments; II, Determination of surface acid centres, Clay Minerals. 16(2), 173-179, 1981. [71] C. Pesquera; F. Gonzalez; I. Benito; C. Blanco; S. Mendioroz; J. Pajares, Passivation of a montmorillonite by the silica created in acid activation, Journal of Materials Chemistry. 2(9), 907-911, 1992. [72] A. Tessier; P. G. C. Campbell; M. Bisson, Sequential extraction procedure for the speciation of particulate trace metals, Analytical Chemistry. 51(7), 844-851, 1979. [73] R. Wang; Z. Li; Y. Wang; W. Liu; L. Deng; W. Jiao, et al., Effects of modified attapulgite on the properties of attapulgite/epoxy nanocomposites, Polymer Composites. 34(1), 22-31, 2013. [74] P. Liu, Polymer modified clay minerals: A review, Applied Clay Science. 38(1–2), 64-76, 2007.

146
[75] J. L. Gordillo, Obtención de nanopartículas de fuentes regionales para su uso como refuerzo de materiales compuestos termoplásticos, Tesis de maestría, Centro de Investigación Científica de Yucatán A.C., México, 2010. [76] J. Madejová; P. Komadel, Baseline of the Clay Minerals Society Source Clays: Infrared Methods, Clays and Clay Minerals. 49(5), 410-432, 2001. [77] Y. Cai; J. Xue; D. A. Polya, A Fourier transform infrared spectroscopic study of Mg-rich, Mg-poor and acid leached palygorskites, Spectrochimica Acta Part A: Molecular and Biomolecular Spectroscopy. 66(2), 282-288, 2007. [78] H. Cheng; J. Yang; R. L. Frost; Z. Wu, Infrared transmission and emission spectroscopic study of selected Chinese palygorskites, Spectrochimica Acta Part A: Molecular and Biomolecular Spectroscopy. 83(1), 518-524, 2011. [79] C. Wang; L. Ding; Q. Wu; F. Liu; J. Wei; R. Lu, et al., Soy polyol-based polyurethane modified by raw and silylated palygorskite, Industrial Crops and Products. 57(0), 29-34, 2014. [80] W. Yan; P. Yuan; M. Chen; L. Wang; D. Liu, Infrared spectroscopic evidence of a direct addition reaction between palygorskite and pyromellitic dianhydride, Applied Surface Science. 265(0), 585-590, 2013. [81] D. G. Kurth; T. Bein, Surface reactions on thin layers of silane coupling agents, Langmuir. 9(11), 2965-2973, 1993. [82] M. Rozenberg; G. Shoham, FTIR spectra of solid poly-l-lysine in the stretching NH mode range, Biophysical Chemistry. 125(1), 166-171, 2007. [83] S. D. Jang; and; C. R. A., The I.R. Spectra of Lysine Adsorbed on Several Caution-Substituted Montmorillonites, Clay and Clay Minerals. 20, 79-82, 1972. [84] G. A. Soberanis-Monforte; J. L. Gordillo-Rubio; P. I. González-Chi, Influence of Chemically Treated Palygorskite Over the Rheological Behavior of Polypropylene Nanocomposites, Revista Ingeniería Investigación y Tecnología. 2014. [85] H. Liu; T. Chen; D. Chang; C. Qing; D. Kong; D. Chen, et al., Effect of rehydration on structure and surface properties of thermally treated palygorskite, Journal of Colloid and Interface Science. 393(0), 87-91, 2013. [86] H. Chen; J. Zhao; A. Zhong; Y. Jin, Removal capacity and adsorption mechanism of heat-treated palygorskite clay for methylene blue, Chemical Engineering Journal. 174(1), 143-150, 2011. [87] Z. Demjén; B. Pukánszky; J. Nagy Jr, Possible coupling reactions of functional silanes and polypropylene, Polymer. 40(7), 1763-1773, 1999. [88] N. T. Dintcheva; S. Al-Malaika; F. P. La Mantia, Effect of extrusion and photo-oxidation on polyethylene/clay nanocomposites, Polymer Degradation and Stability. 94(9), 1571-1588, 2009. [89] F. A. Aouada; L. H. C. Mattoso; E. Longo, New strategies in the preparation of exfoliated thermoplastic starch–montmorillonite nanocomposites, Industrial Crops and Products. 34(3), 1502-1508, 2011. [90] C. E. Corcione; A. Cavallo; E. Pesce; A. Greco; A. Maffezzoli, Evaluation of the degree of dispersion of nanofillers by mechanical, rheological, and permeability analysis, Polymer Engineering & Science. 51(7), 1280-1285, 2011.

147
[91] J. T. Kalathi; G. S. Grest; S. K. Kumar, Universal Viscosity Behavior of Polymer Nanocomposites, Physical Review Letters. 109(19), 198301, 2012. [92] A. Dasari; Z.-Z. Yu; Y.-W. Mai; G.-H. Hu; J. Varlet, Clay exfoliation and organic modification on wear of nylon 6 nanocomposites processed by different routes, Composites Science and Technology. 65(15-16), 2314-2328, 2005. [93] P. J. Cole; C. W. Macosko, Polymer-Polymer Adhesion in Melt-Processed Layered Structures, Journal of Plastic Film and Sheeting. 16(3), 213-222, 2000. [94] K. Cho; F. Li; J. Choi, Crystallization and melting behavior of polypropylene and maleated polypropylene blends, Polymer. 40(7), 1719-1729, 1999.
[95] P. H. David; G. L. Marie‐Pierre; P. W. Michael, The impact of polypropylene‐graft‐maleic anhydride on the crystallization and dynamic mechanical properties of isotactic polypropylene, Journal of Applied Polymer Science. 111(2), 753-758, 2009. [96] S. Li; P. K. Järvelä; P. A. Järvelä, Melt rheological properties of polypropylene–maleated polypropylene blends. I. Steady flow by capillary, Journal of Applied Polymer Science. 71(10), 1641-1648, 1999. [97] S. Li; P. K. Järvelä; P. A. Järvelä, Melt rheological properties of polypropylene–maleated polypropylene blends. II. Dynamic viscoelastic properties, Journal of Applied Polymer Science. 71(10), 1649-1656, 1999. [98] M. Kato; A. Usuki; A. Okada, Synthesis of polypropylene oligomer—clay intercalation compounds, Journal of Applied Polymer Science. 66(9), 1781-1785, 1997. [99] J. Ville; P. Médéric; J. Huitric; T. Aubry, Structural and rheological investigation of interphase in polyethylene/polyamide/nanoclay ternary blends, Polymer. 53(8), 1733-1740, 2012. [100] M. A. Bibbo; S. M. Dinh; R. C. Armstrong, Shear Flow Properties of Semiconcentrated Fiber Suspensions, Journal of Rheology (1978-present). 29(6), 905-929, 1985. [101] S. Goto; H. Nagazono; H. Kato, The flow behavior of fiber suspensions in Newtonian fluids and polymer solutions, Rheologica Acta. 25(3), 246-256, 1986. [102] M. A. Zirnsak; D. U. Hur; D. V. Boger, Normal stresses in fibre suspensions, Journal of Non-Newtonian Fluid Mechanics. 54(0), 153-193, 1994. [103] T. Kitano; T. Kataoka; Y. Nagatsuka, Dynamic flow properties of vinylon fibre and glass fiber reinforced polyethylene melts, Rheologica Acta. 23(4), 408-416, 1984. [104] J. P. Greene; J. O. Wilkes, Steady-State and dynamic properties of concentrated fiber-filled thermoplastics, Polymer Engineering & Science. 35(21), 1670-1681, 1995. [105] M. Sepehr; P. J. Carreau; M. Moan; G. Ausias, Rheological properties of short fiber model suspensions, Journal of Rheology (1978-present). 48(5), 1023-1048, 2004. [106] P. Reichert; H. Nitz; S. Klinke; R. Brandsch; R. Thomann; R. Mülhaupt, Poly(propylene)/organoclay nanocomposite formation: Influence of compatibilizer functionality and organoclay modification, Macromolecular Materials and Engineering. 275(1), 8-17, 2000.

148
[107] N. Hasegawa; M. Kawasumi; M. Kato; A. Usuki; A. Okada, Preparation and mechanical properties of polypropylene-clay hybrids using a maleic anhydride-modified polypropylene oligomer, Journal of Applied Polymer Science. 67(1), 87-92, 1998. [108] N. Hasegawa; H. Okamoto; M. Kato; A. Usuki, Preparation and mechanical properties of polypropylene–clay hybrids based on modified polypropylene and organophilic clay, Journal of Applied Polymer Science. 78(11), 1918-1922, 2000. [109] W. Letwimolnun; B. Vergnes; G. Ausias; P. J. Carreau, Stress overshoots of organoclay nanocomposites in transient shear flow, Journal of Non-Newtonian Fluid Mechanics. 141(2–3), 167-179, 2007. [110] K. Osaki; T. Inoue; T. Isomura, Stress overshoot of polymer solutions at high rates of shear, Journal of Polymer Science Part B: Polymer Physics. 38(14), 1917-1925, 2000.

149
ANEXO A
Configuración de las geometrías de los husillos de un extrusor modular
Los elementos o geometrías que conforman los husillos de un extrusor modular
son de gran importancia ya que cada uno tiene una función específica durante el
procesamiento de las materias primas. El estudio de materiales compuestos nano-
reforzados ha usado ampliamente la extrusión modular debido a que tiene ciertos
beneficios que la extrusión convencional no puede aportar. Una de las geometrías
de mayor importancia para obtener dispersión de nano-partículas en un material
compuesto son las restricciones izquierdas, estas tienen como función principal
comprimir la maza fundida y aumentar los esfuerzos de corte de tal manera que
ayude a la dispersión de partículas en la matriz extruida. La figura A1 muestra un
ejemplo de elementos con canales abiertos y canales cerrados.
Figura A1.- Elementos con canales transversalmente abiertos y elementos con canales
transversalmente cerrados.
La nomenclatura numérica utilizada (figura A2) para identificar los elementos del
husillo es la siguiente: para los elementos con canales transversales abiertos se
proporcionan tres números separados por una diagonal, el primer digito indica el
ángulo en el cual están orientados los alabes del elemento, el segundo indica el
número de alabes y el tercero indica la longitud del elemento en milímetros. Para
los elementos con canales transversales cerrados se proporcionan dos números
separados por una diagonal, el primer digito indica el ángulo de precisión del álabe

150
del elemento (normalmente son dos álabes), el segundo dígito indica la longitud
del elemento en milímetros.
Adicionalmente los elementos pudieran estar acompañados de dos o más letras
(figura A2), en nuestro caso las letras SK significa que la profundidad del elemento
es mayor de lo normal debido a que son los usados para transportar el material en
la zona de alimentación (tolva), las letras SKN significa que es un elemento de
transición o conector entre los elementos SK y los normales, ya que de los dos
álabes que lo constituyen, uno es de profundidad normal y el otro es más profundo
(tipo SK), asimismo, las letras LH indican que se trata de un elemento con los
alabes orientados hacia la izquierda, este tipo de elementos son restrictivos del
flujo de la masa fundida lo cual significa que mientras más elementos de este tipo
se añadan a la configuración del husillo, mayores serán los esfuerzos de corte. Sin
embargo, se debe tener cuidado de no abusar en el uso de elementos izquierdos
por que pudiera ocurrir que el material no fluya y se degrade en el interior del
barril.
Figura A2.- Nomenclatura de los elementos usados para el diseño de los husillos con medios y altos esfuerzos de corte.
Ángulo de Precisión
del álabe Longitud del
elemento en mm
SK = Álabe para
transporte de
material sin fundir
N = Álabe para
transporte de
material fundido
LT = Álabe con
ángulo izquierdo.
Ángulo de orientación
de los álabes
Longitud del elemento en mm
LT = Álabe con ángulo
izquierdo.
Número de
álabes

151
ANEXO B
Imágenes TEM de materiales compuestos del tercer lote de formulaciones
Figura 1B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 0.5% de refuerzo, procesados con medianos
esfuerzos de corte.

152
Figura 2B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 1% de refuerzo, procesados con medianos
esfuerzos de corte.

153
Figura 3B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 2% de refuerzo, procesados con medianos
esfuerzos de corte.

154
Figura 4B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 0.5% de refuerzo, procesados con altos
esfuerzos de corte.

155
Figura 5B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 1% de refuerzo, procesados con altos
esfuerzos de corte.

156
Figura 6B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 2% de refuerzo, procesados con altos
esfuerzos de corte.

157
Figura 7B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 0.5% de refuerzo, procesados con altos
esfuerzos de corte y además sonicados.

158
Figura 8B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 1% de refuerzo, procesados con altos
esfuerzos de corte y además sonicados.

159
Figura 9B.- Micrografías MET. Morfología de la dispersión de las nano-fibras de paligorskita en materiales compuestos con 2% de refuerzo, procesados con altos
esfuerzos de corte y además sonicados.