Embed Size (px)
Citation preview
76
CHAPTER 3
OPTIMIZATION OF PROCESS PARAMETERS
FOR PROTEASE PRODUCTION IN SOLID
STATE FERMENTATION
3.1 INTRODUCTION
Solid State Fermentation (SSF) is defined as the cultivation of
microorganisms on moist solid supports, either on inert carriers or on
insoluble substrates that can, in addition, be used as carbon and energy
source. In SSF, fermentation takes place in the absence or near absence of free
water, thus being close to the natural environment to which microorganisms
are adapted (Renteria et al 2012). More generally, it can be understood as any
process in which substrates in a solid particulate state are utilized (Mitchell et
al 2000). Free water does not appear to be the natural abode for the majority
of microorganisms. Not even marine microorganisms prefer swimming in free
seawater since more than 98% of isolates from the marine environment have
been sourced from the underwater surfaces of solid substrates (Kelecom 2002).
Growth and product formation occurs on the surface and/or the inside of the
solid. In SSF a four phase system (insoluble support, water, biomass and air)
makes non-destructive on-line monitoring more difficult than in the liquid
fermentation. This constraint reduces the ability to effect control of the
fermentation. Nevertheless, in SSF, some parameters that affect growth or
product formation, such as temperature, agitation, aeration rates and gas
composition can be controlled throughout the fermentation (Villegas et al 1993).
77
Unfortunately, SSF is usually slower because of the diffusion
barriers imposed by the solid nature of the fermented mass. However, the
metabolic processes of the microorganisms are influenced to a great extent by
the change of pH, temperature, substrate, water content, inoculum
concentration, etc. These conditions vary widely from species to species for
each organism. Therefore, it becomes very important to know the
environmental conditions of the microorganism for maximum production
(Elibol and Moreira 2005). Nevertheless, research about SSF had been
neglected for a long time not only because of the popularity of the submerged
culture process but also for the difficulties associated with the measurement
of parameters in SSF, such as microbial biomass, substrate consumption,
concentration of products formed as well as the measurement of the physical
properties of the system (Hesseltine 1972). Alkaline proteases are important
enzymes and can be used for a variety of processes such as in detergents,
leather processing, silver recovery, medical purposes, food processing, feeds
and chemical industrial, as well as waste treatment (Zamost et al 1991;
Wiseman 1993).
Although there are many microbial sources available for producing
proteases, only a few are recognized as commercial producers. Major
industrial companies are continuously trying to identify enzymes that have
potential industrial applications, either to use them directly or to create
notified enzymes that have enhanced catalytic activity for well adapted large
scale industrial processes (Elibol and Moreira 2005).
SSF processes are usually simpler and can use wastes or agro-
industrial substrates, such as defatted soybean cake (Soares et al 2005), wheat
bran (Rajkumar etal 2011; Srividya et al 2012), Lentil husk (Akcan and Uyar
2011), Potato peels (Mukherjee et al 2008), Red gram husk (Rathakrishnan
78
and Nagrajan 2011) and rice bran (Karatas et al 2012; Saxena et al 2010) for
protease production.
This chapter deals with the physiochemical parameters optimization
and scale up of the process up to tray level in order to get significant amounts
of alkaline protease from Bacillus pumilus MTCC 7514 utilizing agro-
industrial wastes as nutrient source.
3.2 MATERIALS AND METHODS
3.2.1 Materials
Wheat bran and other agro-industrial residues were purchased from
the local market in Chennai, India. Fish meal (FM) was procured from Raj
Fish Meal & Oil Company, Maple, Karnataka state, India. Tryptone, Agar-
agar, maltodextrin (MD), yeast extract (YE), skim milk (SM) were purchased
from Hi-media and Sisco research laboratory (SRL). All other chemicals used
were of analytical grade.
3.2.2 Inoculum Development and Fermentation
A new strain of Bacillus pumilus MTCC 7514 isolated from beach
soil earlier in our laboratory by Prabhawathi et al (2010) was used as a
protease producer in this study. It was maintained on nutrient agar slants at 4
°C and sub-cultured every month. Inoculum was prepared by transferring a
loopful of culture from slant to 250 mL flask containing 50 mL of LB media,
followed by incubation at 30 °C at 120 rpm in shaker (Orbitek, Scigenics
Biotech, India) for 20 h. The above grown culture at the concentration of 5%
(v/w) was used to inoculate the production medium.
10 g of substrate was taken in 250 mL Erlenmeyer flask and 10 mL
of distilled water was added, mixed and sterilized at 121 C for 20 min. The
79
flasks were inoculated as mentioned above, mixed well and incubated in a
BOD incubator at 30 °C for 120 h. Samples were collected every 24 h and
checked for protease activity. All experiments were carried out in duplicates
and average of the duplicates was presented in the results.
3.2.3 Extraction and Assay of Enzyme
Protease from the fermented substrate was extracted by simple
contact method of extraction using Tris buffer (pH 9.0) as solvent. Ten
volumes of Tris buffer per gram fermented substrate (based on initial wet
weight of the substrate) were added to the fermented media and the extraction
was performed by triturating it using mortar and pestle. The slurry was then
squeezed through cheese cloth and clarified by centrifugation at 10,000 rpm
and 4 °C for 10 min. The clear supernatant was used as crude enzyme for
protease assay. Moisture was estimated in the solid residue using a moisture
analyzer (HG 63 Halogen moisture analyzer, Mettler Toledo). The protease
activity was determined by the method of Kunitz (1947) using casein as
substrate as mentioned in Chapter 1. The protease activity obtained was
converted to per gram dry substrate using the conversion factor of wet weight
to dry weight.
3.2.4 Optimization of Physico Chemical Parameters
The effect of various physico-chemical and nutritional parameters
(substrate, combination of substrates, incubation time, moisture level,
inoculum concentration, initial pH, temperature, additional carbon and
nitrogen sources and extraction of the protease) on protease production in 250
mL flasks was studied.
80
3.2.4.1 Effect of different substrates
Different agro-industrial residues such as wheat bran, rice bran,
green gram husk, black gram husk, red gram husk, and pigeon pea husk were
tried for protease production. All the substrates were subjected to sieving
employing sieve mesh size of 14 (1.41 mm). Substrate particles that passed
through the sieve were named fine particles whereas retained substrate
particles were named as coarse particles. 10 g of substrate were used for
screening studies. Samples were collected every 24 h and analyzed for
protease activity.
3.2.4.2 Effect of different substrate combinations
The effect of combination of substrates such as wheat bran and rice
bran in the ratio of 1:1 and 3:1; wheat bran and green gram husk in the ratio
of 1:1 and 3:1 on protease production was investigated. The samples were
collected at different time intervals and analyzed for protease activity.
3.2.4.3 Effect of incubation time on protease production
The flasks were inoculated with 20 h old culture grown in LB
media and incubated at 30 C in a BOD incubator for 120 h. At every 24th h,
one gram of sample from the fermented substrate was collected and checked
for activity to find the optimum time for protease production.
3.2.4.4 Optimization of initial moisture level
Optimum initial moisture content required for the growth of
bacteria as well as protease production was determined. Different experiments
by changing the substrate: water ratio viz., 1:1, 1:1.5, 1:2, 1:2.5 and 1:3 were
carried out.
81
3.2.4.5 Effect of inoculum concentration
The inoculum was developed in LB media as stated above and used
for inoculating the flask containing medium. Inoculum concentration of 2.5,
5.0, 7.5 and 10.0 (v/w) was used in order to find the optimum concentration.
The flasks were incubated at 30 °C for 96 h and samples were collected every
24 h, and analyzed for protease activity.
3.2.4.6 Effect of initial medium pH on protease production
The effect of pH on growth and protease production was
determined by varying the initial pH of medium from 6.0 to 10.0 which was
maintained by using different phosphate buffers (0.1 M) for pH 6.0-8.0 and
carbonate buffer (0.1 M) for pH 9.0-10.0 was used.
3.2.4.7 Effect of temperature
Optimum temperature for protease production was determined
incubating the production flask at different temperatures viz. 25 °C, 30 °C, 33
°C, 37 °C and RT (30±3 °C). The samples were collected at different time
intervals and analyzed for protease activity.
3.2.4.8 Effect of additional carbon and nitrogen sources
The effect of additional carbon and nitrogen sources on protease
production with wheat bran substrate was studied. Glucose, fructose, maltose,
malto-dextrin, starch and sucrose at concentration of 5% (w/w) were used as
carbon source whereas yeast extract, casein, commercial casein, soya flour,
fish meal, urea and tryptone at a concentration of 5% (w/w) were used as
nitrogen source. The effect of selected carbon and nitrogen source at different
concentrations (2, 5, 8 and 10%, w/w) on protease production was also
evaluated to find the optimum concentration.
82
3.2.5 Scale Up of Protease Production
Scale up of protease production from 10 g flask level to 200 g tray
levels were carried out. The wheat bran substrate in flasks (250 mL, 1 L and
Fern flask containing 10, 40 and 100 g of WB, respectively) and sterilized
steel trays (43 x 22 cm) each containing 200 g of WB, were inoculated with
5% (v/w) of 20 h grown culture and incubated at 30 °C for 96 h in a BOD
incubator. Samples were collected every 24 h from flasks as well as trays and
tested for protease activity. All the experiments were carried out in triplicates.
3.2.6 Effect of Different Buffers/Solution for Enzyme Extraction
Extraction of the fermented substrate was carried out with different
buffer/solution to find out the best extracting solvent. Different extraction
buffers/solution were tried out such as tap water, distilled water, carbonate
buffer (pH 9.0), Tris buffer (pH 9.0), NaOH solution (pH 9.0), Tris buffer
containing 5 mM CaCl2 and 10 mM CaCl2.
3.3 RESULTS AND DISCUSSION
Approximately 90% of all industrial enzymes are produced in
submerged fermentation (SmF), most often using specifically optimized and
genetically manipulated microorganisms. In this respect SmF processing
offers a far superior advantage over SSF. On the other hand, almost all these
enzymes could also be produced in SSF using wild-type microorganisms
(Holker et al 2004). In this study, various experiments were designed and
carried out in order to produce optimum amount of alkaline protease from
Bacillus pumillus MTCC 7514 by SSF.
83
3.3.1 Effect of Different Substrates on the Protease Production
SSF processes are significantly influenced by the nature of solid
substrates and their size. Different agro-industrial residues were tried as
substrates for protease production under solid state fermentation and the effect
of their sizes on protease production was also studied. The selection of an
ideal agro-biotech waste for enzyme production in a solid-state fermentation
process depends upon several factors, mainly related with cost and
availability of the substrate material, and thus may involve screening of
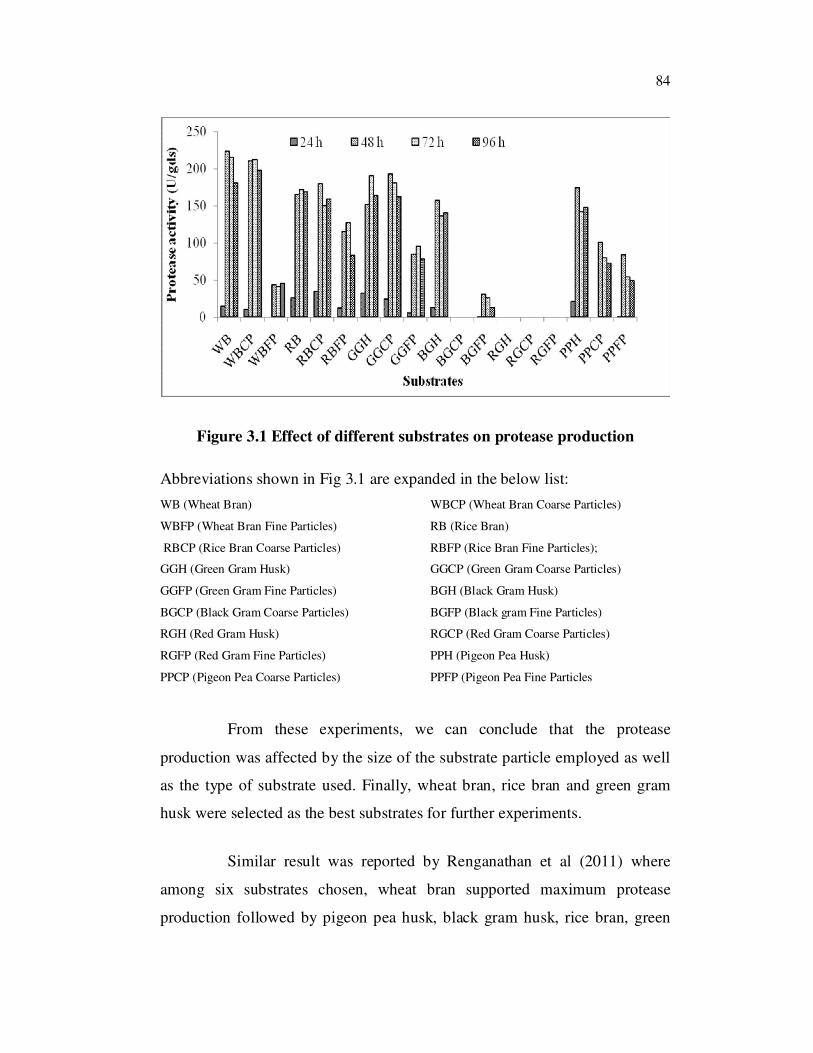
several agro-industrial residues (Pandey et al 2000). From Figure 3.1, we can
observe that wheat bran was the best substrate followed by green gram husk,
rice bran and pigeon pea husk. Red gram husk did not support any protease
production as there was no protease production with all three types of RGB.
In contrast, Rathakrishnan and Nagarajan (2011) have reported red gram husk
as a good substrate for protease production from Bacillus cereus in SSF.
Fine particles of substrates inhibited the protease production while
in the presence of coarse particle; protease production was more or less
similar to the one obtained with substrates without sieving. Green gram
course particles supported better production as compared to green gram husk
whereas , protease production was completely inhibited with Bengal gram
coarse particles while a reduced protease production was observed with
Pigeon pea coarse particles (PPCP).
84
Figure 3.1 Effect of different substrates on protease production
Abbreviations shown in Fig 3.1 are expanded in the below list:
WB (Wheat Bran) WBCP (Wheat Bran Coarse Particles)
WBFP (Wheat Bran Fine Particles) RB (Rice Bran)
RBCP (Rice Bran Coarse Particles) RBFP (Rice Bran Fine Particles);
GGH (Green Gram Husk) GGCP (Green Gram Coarse Particles)
GGFP (Green Gram Fine Particles) BGH (Black Gram Husk)
BGCP (Black Gram Coarse Particles) BGFP (Black gram Fine Particles)
RGH (Red Gram Husk) RGCP (Red Gram Coarse Particles)
RGFP (Red Gram Fine Particles) PPH (Pigeon Pea Husk)
PPCP (Pigeon Pea Coarse Particles) PPFP (Pigeon Pea Fine Particles
From these experiments, we can conclude that the protease
production was affected by the size of the substrate particle employed as well
as the type of substrate used. Finally, wheat bran, rice bran and green gram
husk were selected as the best substrates for further experiments.
Similar result was reported by Renganathan et al (2011) where
among six substrates chosen, wheat bran supported maximum protease
production followed by pigeon pea husk, black gram husk, rice bran, green
85
gram hull, and orange peel but the time required for maximum protease
production was comparatively higher as compared to the present study. Wheat
bran was the best substrate and nutrient source for protease production as
reported by Ramesh and Lonsane (1990), Agrawal et al (2004), Tunga et al
(2001) and Aikat and Bhattacharyya (2000). Prakasham et al (2006) have also
evaluated different agro-industrial wastes for protease production from
alkalophilic Bacillus sp. and reported that green gram husk supported
maximum protease production whereas minimum protease production was
noticed with the red gram husk which is similar to the present study.
Furthermore, they have also studied the effect of particle size on the protease
production and shown that green gram husk material in the range of 1.0-1.4
mm was optimum. In another report, Johnvesly et al (2002) have reported
pigeon pea husk as a substrate for protease production by solid state
fermentation.
3.3.2 Effect of Combination of Substrate on the Protease Production
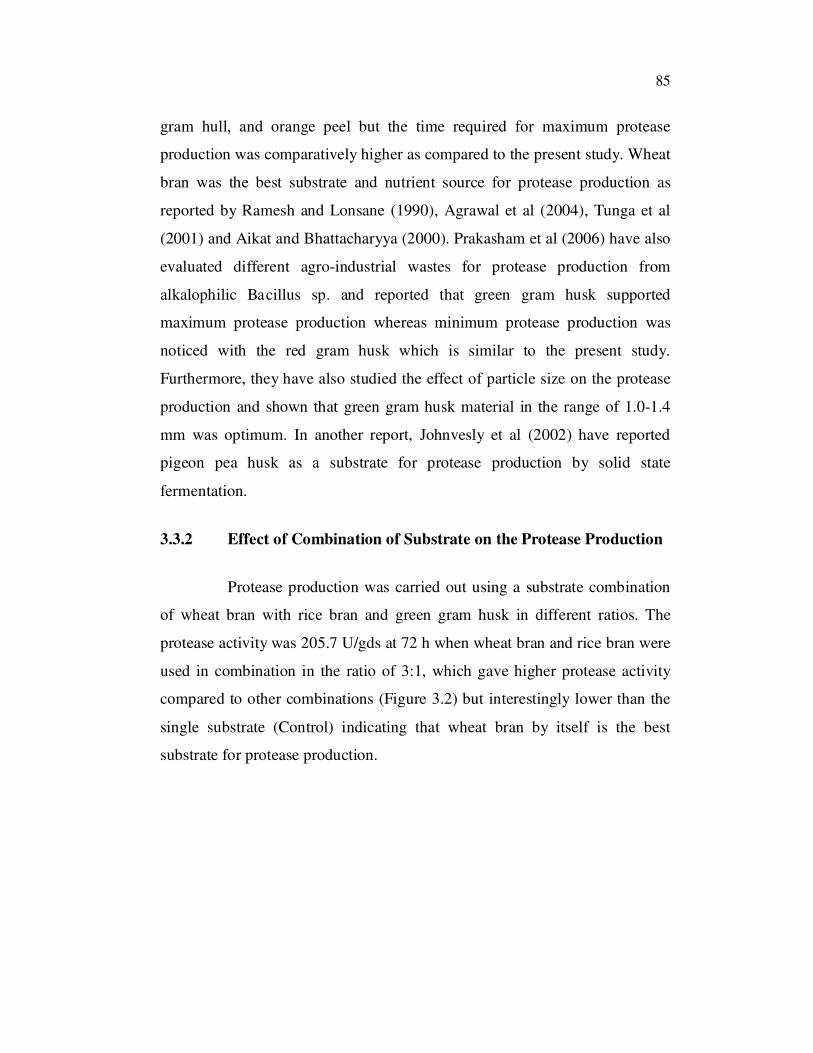
Protease production was carried out using a substrate combination
of wheat bran with rice bran and green gram husk in different ratios. The
protease activity was 205.7 U/gds at 72 h when wheat bran and rice bran were
used in combination in the ratio of 3:1, which gave higher protease activity
compared to other combinations (Figure 3.2) but interestingly lower than the
single substrate (Control) indicating that wheat bran by itself is the best
substrate for protease production.
86
Figure 3.2 Effect of different ratios of substrates on protease production
3.3.3 Effect of Incubation Time on Protease Production
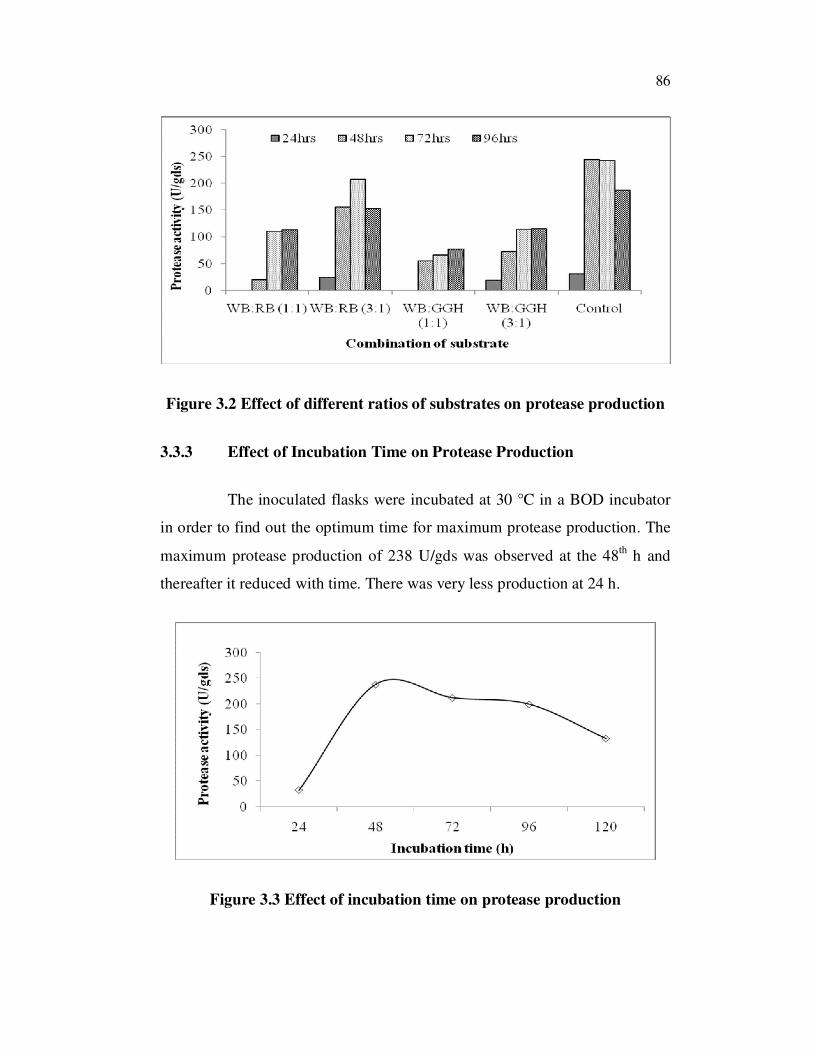
The inoculated flasks were incubated at 30 °C in a BOD incubator
in order to find out the optimum time for maximum protease production. The
maximum protease production of 238 U/gds was observed at the 48th h and
thereafter it reduced with time. There was very less production at 24 h.
Figure 3.3 Effect of incubation time on protease production
87
This is quite characteristic of SSF because the static nature,
diffusion limitations for oxygen and other nutrients slow down the growth and
hence production.
3.3.4 Optimization of Moisture Level for Protease Production
Initial moisture content of the substrate is an imporatnt factor in the
SSF system that influences the enzyme production and yield (Ramesh and
Lonsane 1990; Baysal et al 2003; Ramachandran et al 2004; Mukherjee et al
2008), because growth of microbes and product (enzyme) formation take
place at or near the surface of moist solid substrate (Pandey et al 2000). Since
the requirement of moisture content (water activity) may vary from microbe
to microbe, optimization of the initial moisture level of the substrate is the
most crucial step for achieving maximum yield of the desirable product.
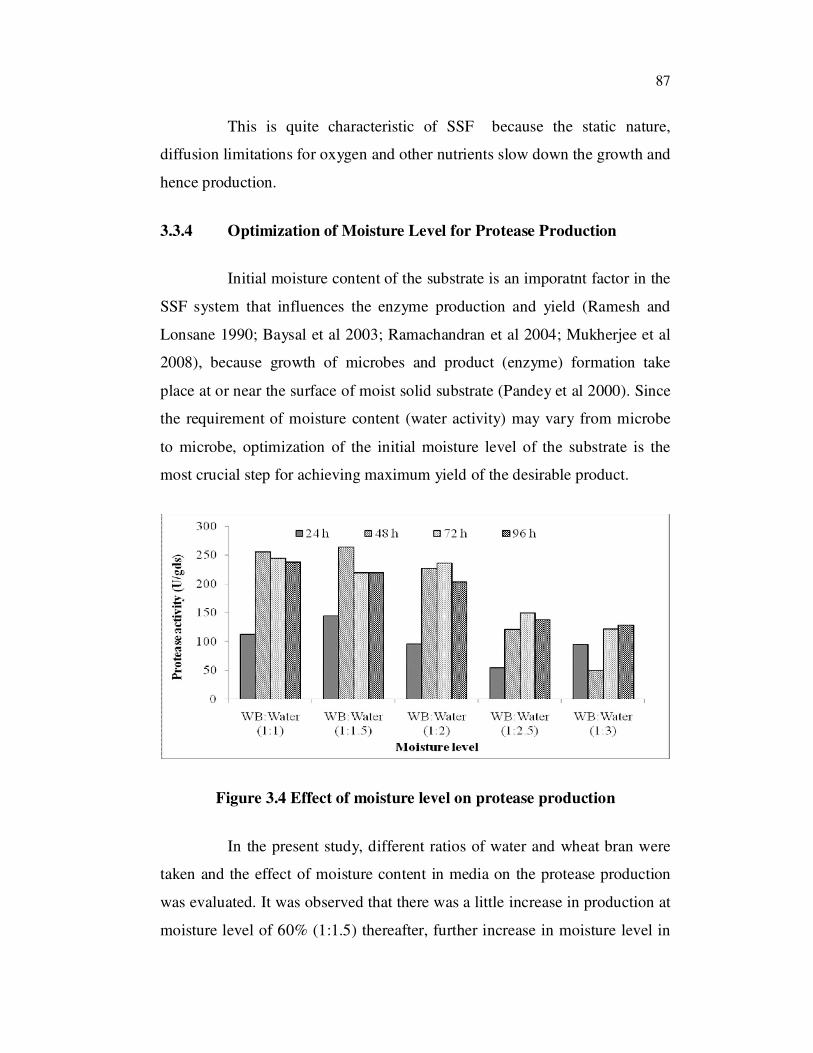
Figure 3.4 Effect of moisture level on protease production
In the present study, different ratios of water and wheat bran were
taken and the effect of moisture content in media on the protease production
was evaluated. It was observed that there was a little increase in production at
moisture level of 60% (1:1.5) thereafter, further increase in moisture level in
88
fermentation medium resulted in reduction of protease production.
Chellappan et al (2006) have also reported maximum protease production at
moisture content of 60% from E. album BTMF S10 under SSF after 120 h of
incubation.
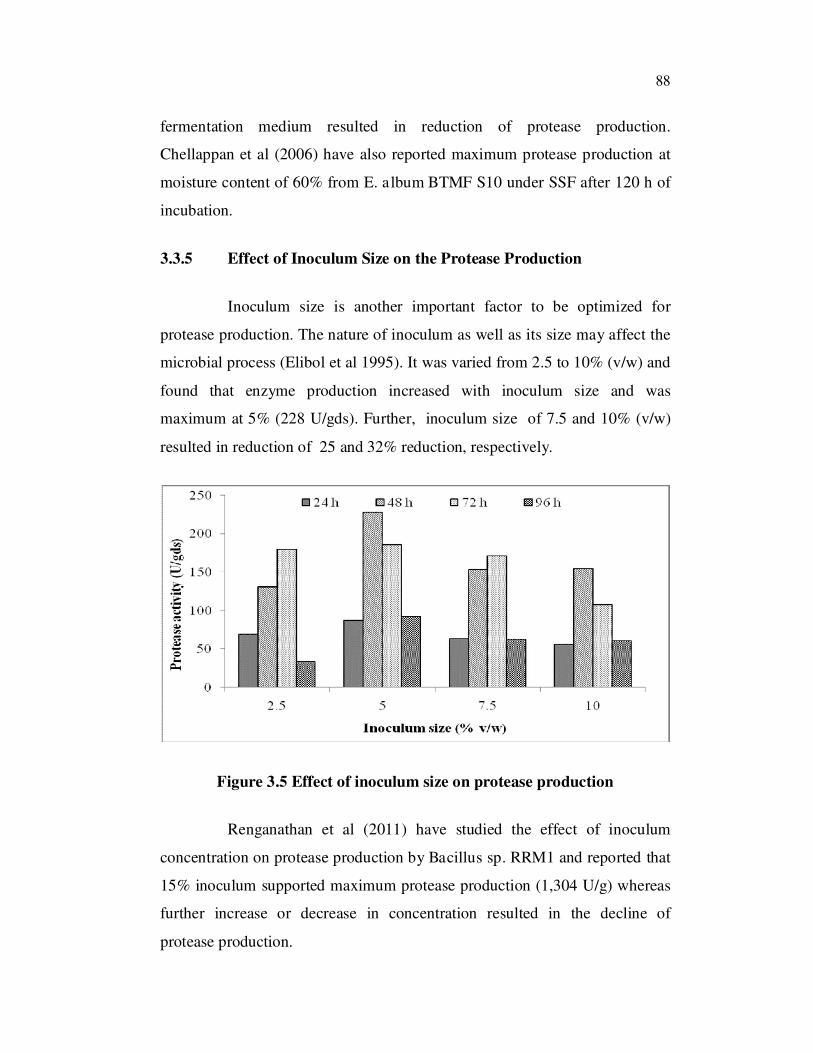
3.3.5 Effect of Inoculum Size on the Protease Production
Inoculum size is another important factor to be optimized for
protease production. The nature of inoculum as well as its size may affect the
microbial process (Elibol et al 1995). It was varied from 2.5 to 10% (v/w) and
found that enzyme production increased with inoculum size and was
maximum at 5% (228 U/gds). Further, inoculum size of 7.5 and 10% (v/w)
resulted in reduction of 25 and 32% reduction, respectively.
Figure 3.5 Effect of inoculum size on protease production
Renganathan et al (2011) have studied the effect of inoculum
concentration on protease production by Bacillus sp. RRM1 and reported that
15% inoculum supported maximum protease production (1,304 U/g) whereas
further increase or decrease in concentration resulted in the decline of
protease production.
89
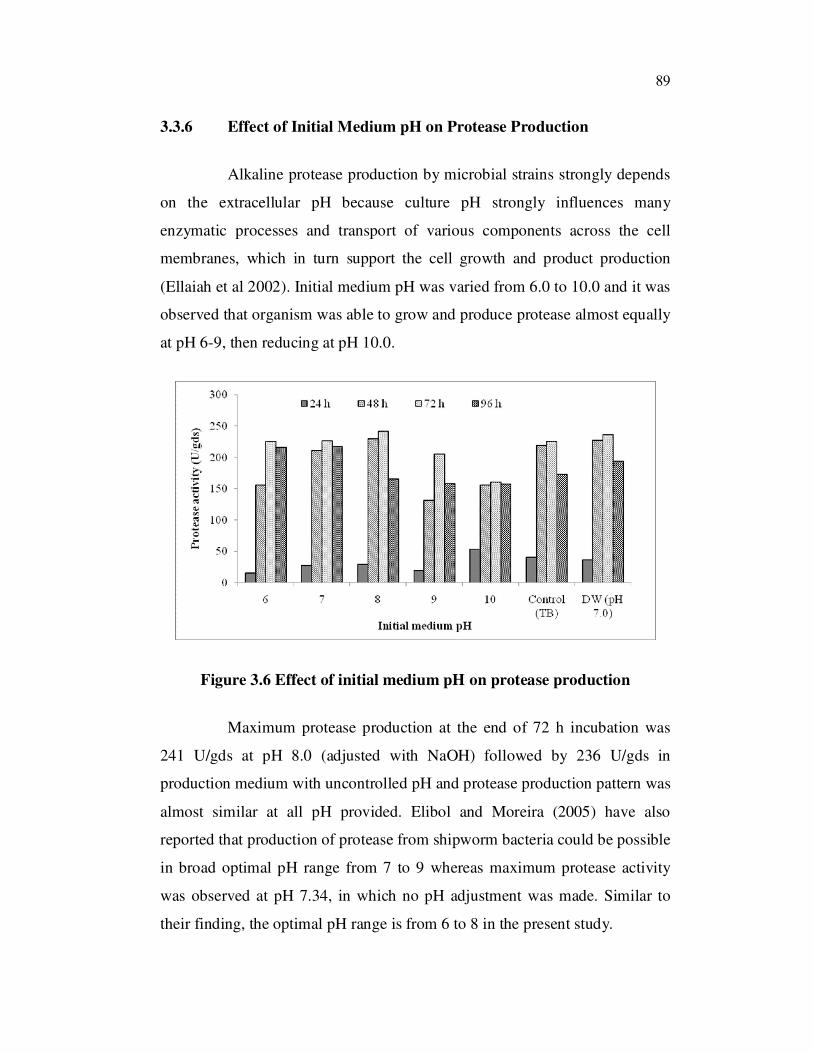
3.3.6 Effect of Initial Medium pH on Protease Production
Alkaline protease production by microbial strains strongly depends
on the extracellular pH because culture pH strongly influences many
enzymatic processes and transport of various components across the cell
membranes, which in turn support the cell growth and product production
(Ellaiah et al 2002). Initial medium pH was varied from 6.0 to 10.0 and it was
observed that organism was able to grow and produce protease almost equally
at pH 6-9, then reducing at pH 10.0.
Figure 3.6 Effect of initial medium pH on protease production
Maximum protease production at the end of 72 h incubation was
241 U/gds at pH 8.0 (adjusted with NaOH) followed by 236 U/gds in
production medium with uncontrolled pH and protease production pattern was
almost similar at all pH provided. Elibol and Moreira (2005) have also
reported that production of protease from shipworm bacteria could be possible
in broad optimal pH range from 7 to 9 whereas maximum protease activity
was observed at pH 7.34, in which no pH adjustment was made. Similar to
their finding, the optimal pH range is from 6 to 8 in the present study.
90
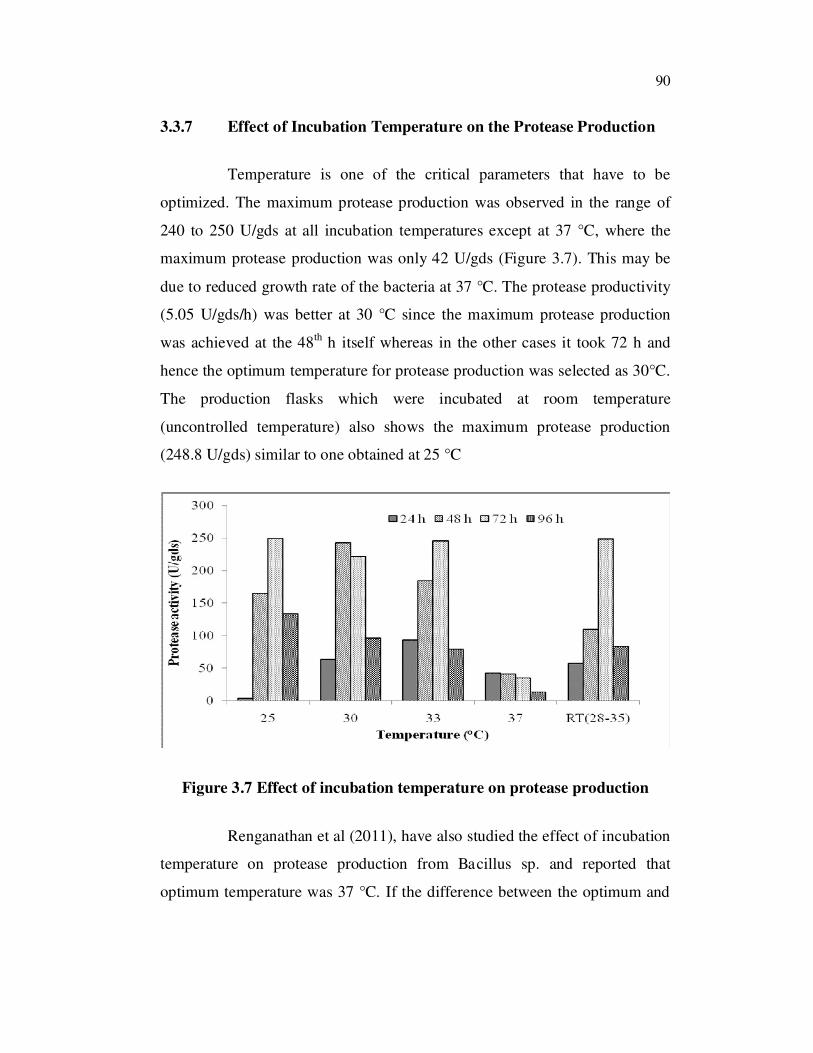
3.3.7 Effect of Incubation Temperature on the Protease Production
Temperature is one of the critical parameters that have to be
optimized. The maximum protease production was observed in the range of
240 to 250 U/gds at all incubation temperatures except at 37 °C, where the
maximum protease production was only 42 U/gds (Figure 3.7). This may be
due to reduced growth rate of the bacteria at 37 °C. The protease productivity
(5.05 U/gds/h) was better at 30 °C since the maximum protease production
was achieved at the 48th h itself whereas in the other cases it took 72 h and
hence the optimum temperature for protease production was selected as 30°C.
The production flasks which were incubated at room temperature
(uncontrolled temperature) also shows the maximum protease production
(248.8 U/gds) similar to one obtained at 25 °C
Figure 3.7 Effect of incubation temperature on protease production
Renganathan et al (2011), have also studied the effect of incubation
temperature on protease production from Bacillus sp. and reported that
optimum temperature was 37 °C. If the difference between the optimum and
91
room temperature is minimal, the energy consumption for the process will
also be less.
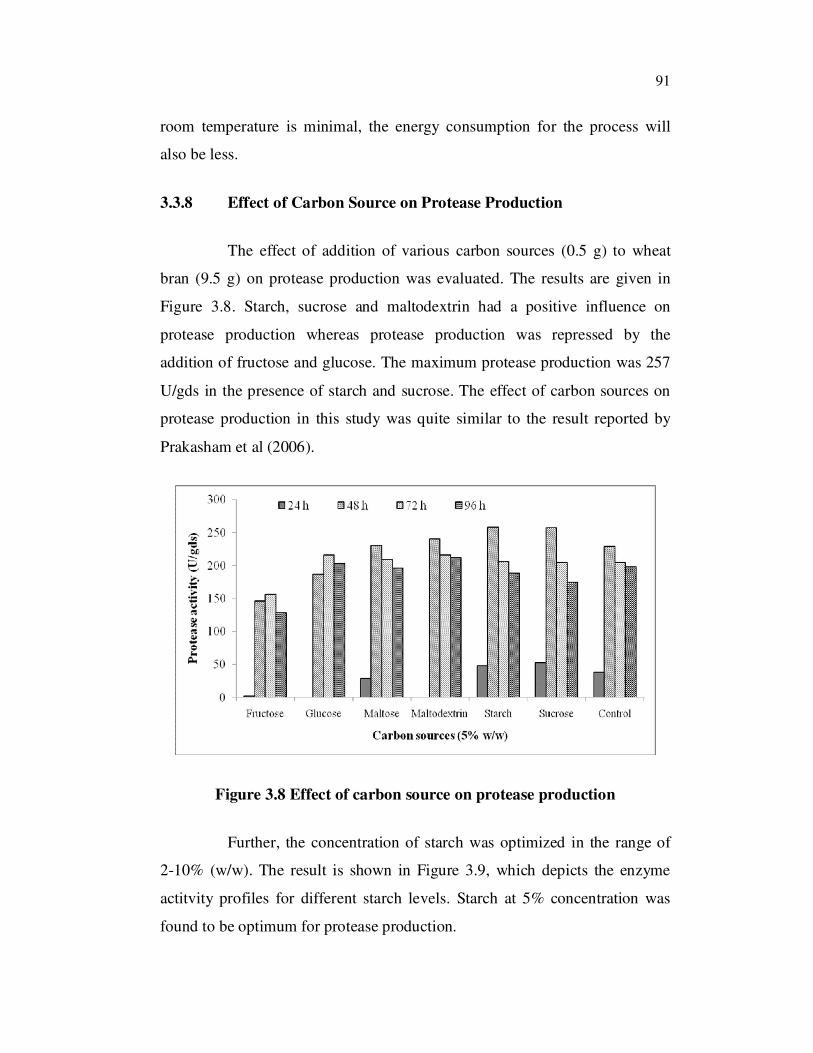
3.3.8 Effect of Carbon Source on Protease Production
The effect of addition of various carbon sources (0.5 g) to wheat
bran (9.5 g) on protease production was evaluated. The results are given in
Figure 3.8. Starch, sucrose and maltodextrin had a positive influence on
protease production whereas protease production was repressed by the
addition of fructose and glucose. The maximum protease production was 257
U/gds in the presence of starch and sucrose. The effect of carbon sources on
protease production in this study was quite similar to the result reported by
Prakasham et al (2006).
Figure 3.8 Effect of carbon source on protease production
Further, the concentration of starch was optimized in the range of
2-10% (w/w). The result is shown in Figure 3.9, which depicts the enzyme
actitvity profiles for different starch levels. Starch at 5% concentration was
found to be optimum for protease production.
92
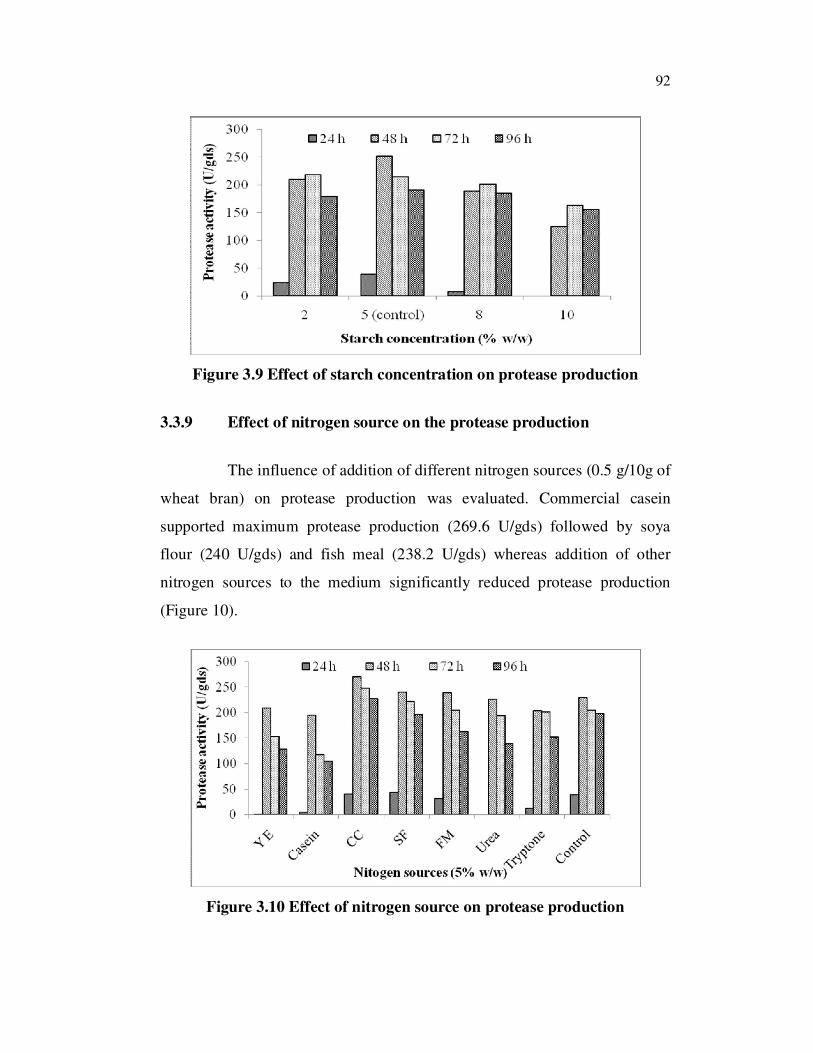
Figure 3.9 Effect of starch concentration on protease production
3.3.9 Effect of nitrogen source on the protease production
The influence of addition of different nitrogen sources (0.5 g/10g of
wheat bran) on protease production was evaluated. Commercial casein
supported maximum protease production (269.6 U/gds) followed by soya
flour (240 U/gds) and fish meal (238.2 U/gds) whereas addition of other
nitrogen sources to the medium significantly reduced protease production
(Figure 10).
Figure 3.10 Effect of nitrogen source on protease production
93
The lowest protease production (194.6 U/gds) was observed with
the addition of casein. Chellappan et al (2006) have studied the effect of
addition of organic nitrogen source on protease production by E. album and
reported that all the organic nitrogen source tested has positive effect on
protease except urea.
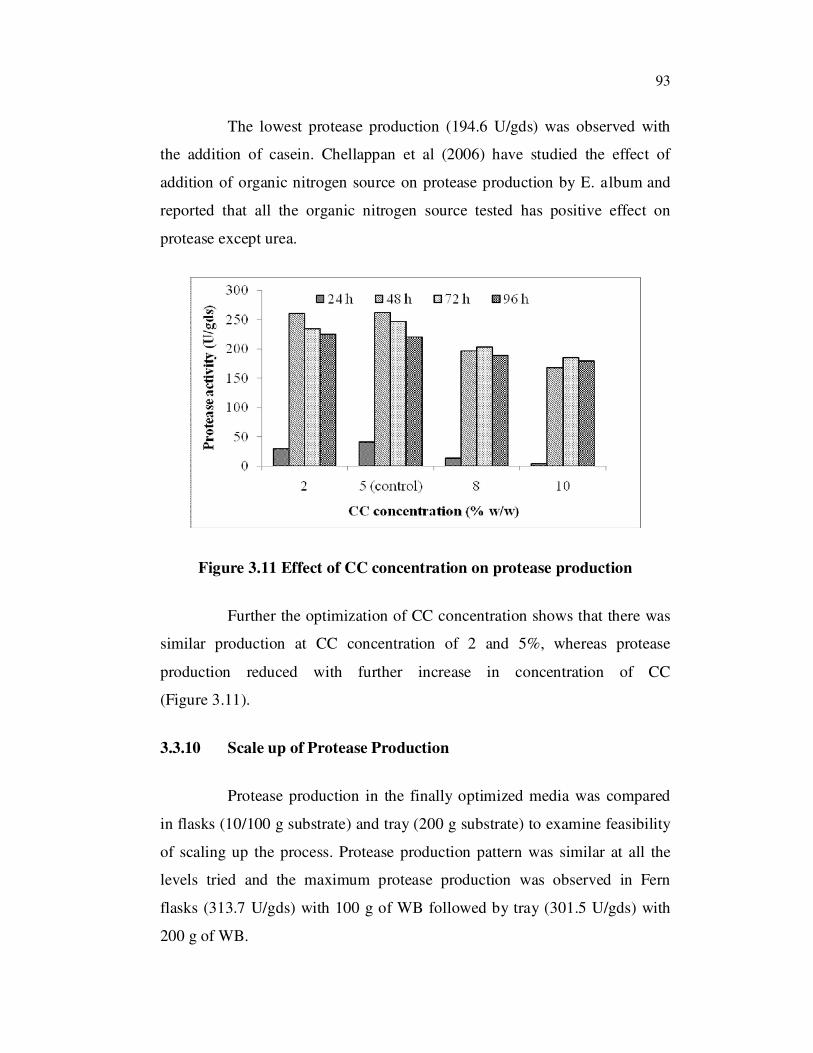
Figure 3.11 Effect of CC concentration on protease production
Further the optimization of CC concentration shows that there was
similar production at CC concentration of 2 and 5%, whereas protease
production reduced with further increase in concentration of CC
(Figure 3.11).
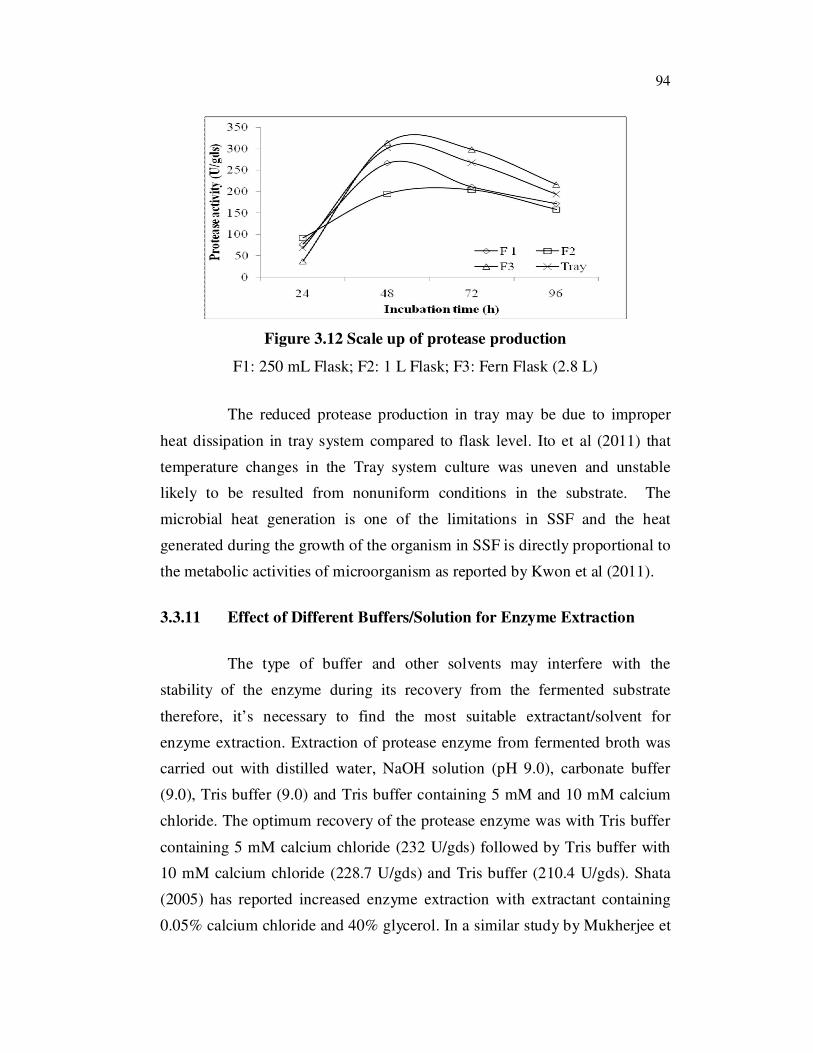
3.3.10 Scale up of Protease Production
Protease production in the finally optimized media was compared
in flasks (10/100 g substrate) and tray (200 g substrate) to examine feasibility
of scaling up the process. Protease production pattern was similar at all the
levels tried and the maximum protease production was observed in Fern
flasks (313.7 U/gds) with 100 g of WB followed by tray (301.5 U/gds) with
200 g of WB.
94
Figure 3.12 Scale up of protease production
F1: 250 mL Flask; F2: 1 L Flask; F3: Fern Flask (2.8 L)
The reduced protease production in tray may be due to improper
heat dissipation in tray system compared to flask level. Ito et al (2011) that
temperature changes in the Tray system culture was uneven and unstable
likely to be resulted from nonuniform conditions in the substrate. The
microbial heat generation is one of the limitations in SSF and the heat
generated during the growth of the organism in SSF is directly proportional to
the metabolic activities of microorganism as reported by Kwon et al (2011).
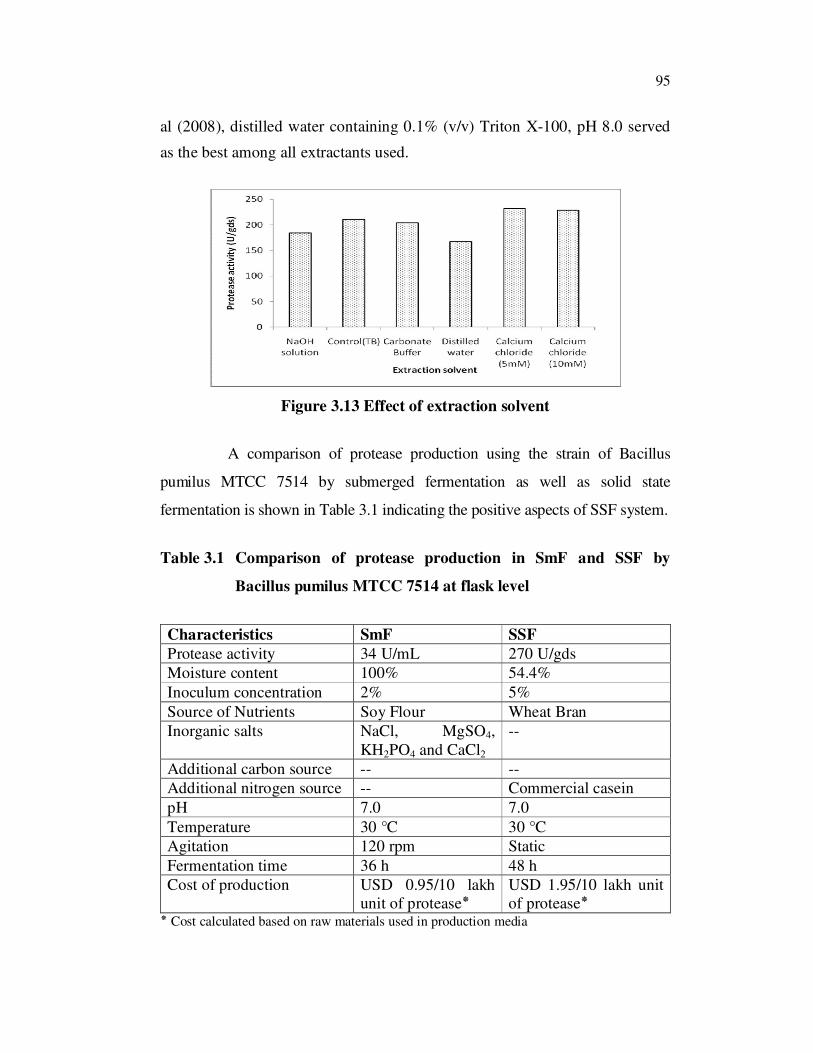
3.3.11 Effect of Different Buffers/Solution for Enzyme Extraction
The type of buffer and other solvents may interfere with the
stability of the enzyme during its recovery from the fermented substrate
therefore, it’s necessary to find the most suitable extractant/solvent for
enzyme extraction. Extraction of protease enzyme from fermented broth was
carried out with distilled water, NaOH solution (pH 9.0), carbonate buffer
(9.0), Tris buffer (9.0) and Tris buffer containing 5 mM and 10 mM calcium
chloride. The optimum recovery of the protease enzyme was with Tris buffer
containing 5 mM calcium chloride (232 U/gds) followed by Tris buffer with
10 mM calcium chloride (228.7 U/gds) and Tris buffer (210.4 U/gds). Shata
(2005) has reported increased enzyme extraction with extractant containing
0.05% calcium chloride and 40% glycerol. In a similar study by Mukherjee et
95
al (2008), distilled water containing 0.1% (v/v) Triton X-100, pH 8.0 served
as the best among all extractants used.
Figure 3.13 Effect of extraction solvent
A comparison of protease production using the strain of Bacillus
pumilus MTCC 7514 by submerged fermentation as well as solid state
fermentation is shown in Table 3.1 indicating the positive aspects of SSF system.
Table 3.1 Comparison of protease production in SmF and SSF by
Bacillus pumilus MTCC 7514 at flask level
Characteristics SmF SSF
Protease activity 34 U/mL 270 U/gds
Moisture content 100% 54.4%
Inoculum concentration 2% 5%
Source of Nutrients Soy Flour Wheat Bran
Inorganic salts NaCl, MgSO4,
KH2PO4 and CaCl2
--
Additional carbon source -- --
Additional nitrogen source -- Commercial casein
pH 7.0 7.0
Temperature 30 °C 30 °C
Agitation 120 rpm Static
Fermentation time 36 h 48 h
Cost of production USD 0.95/10 lakh
unit of protease
USD 1.95/10 lakh unit
of protease Cost calculated based on raw materials used in production media
96
3.4 CONCLUSION
In this study, optimization of production parameters for protease
from Bacillus pumilus MTCC 7514 was carried out. Different agro-industrial
residues (WB, RB, PPH, GGH etc.) were screened as a solid substrate for
protease production and the effect of the substrate size on the protease
production was also evaluated. The different physiochemical parameters
influencing protease production was optimized by one at a time approach.
Screening of agro-industrial residues as a solid support for protease
production suggested that wheat bran and wheat bran coarse particles can be
effectively used as a source of nutrients for the protease production followed
by green gram, rice and pigeon pea husk. Wheat bran fine particle leads to
reduced protease production whereas green gram, rice and pigeon pea fine
powder showed comparatively better protease production. The other optimum
conditions for protease production were incubation time, 48 h; moisture level,
1:1.5 (WB:DW); inoculum size, 5% (v/w); initial medium pH, 7.0 (with DW);
temperature, 30 °C; commercial casein, 0.5% and enzyme extractant, Tris
Buffer (5 mM CaCl2).
Scale up studies showed that maximum protease production
increases with increase in the amount of substrate level in the flasks. In tray
system maximum protease production reached 301.5 U/gds which was 11.6%
high when compared to flask level (250 mL) but was slightly less when
compared to the Fern flask (313.7 U/gds). Since the final medium contains
only wheat bran which is an agro-industrial residue easily available
throughout year and as a cheap substrate. Though cost comparison of raw
material needed for 10 lakh unit of protease enzyme production indicated that
SSF is costly over SmF, the ease of down-stream processing and requirement
of less sophisticated instruments for its upstream makes it suitable and
advantageous over SmF for industrial production of protease.





























