Embed Size (px)
Citation preview

Chapter 8 Disinfection、 sterilization and validation

8.1 Disinfection and sterilization
• 8.1.1 Microorganism– Microorganisms and Pathogenic microorganisms
• The microorganisms are tiny, simple-structure but diverse organisms.
Non-cellular microorganism Prokaryotes Eukaryotes

• Most of the microorganisms are vital to humans, animals and plants.
• Only a small number of microorganisms, known as pathogenic microorganisms, can cause human, animal and plant diseases.
• Pathogenic microorganisms invade the host, interact with the host’s defense systems and result in pathology, a pro
cess called infection.
• Environment for microbial growth– Bacterial growth and reproduction requires suffi
cient nutrition, appropriate temperature, humidity and suitable environment (such as pH value, etc.).

Temperature
Figure 6.1

Psychrotrophs
Figure 6.2

• pH– Most bacteria grow between pH 6.5 and 7.5– Molds and yeasts grow between pH 5 and 6– Acidophiles grow in acidic environments
The Requirements for Growth: Physical Requirements

The Requirements for Growth: Physical Requirements
• Osmotic Pressure– Hypertonic environments, increase salt or sugar,
cause plasmolysis– Extreme or obligate halophiles require high osm
otic pressure– Facultative halophiles tolerate high osmotic pres
sure
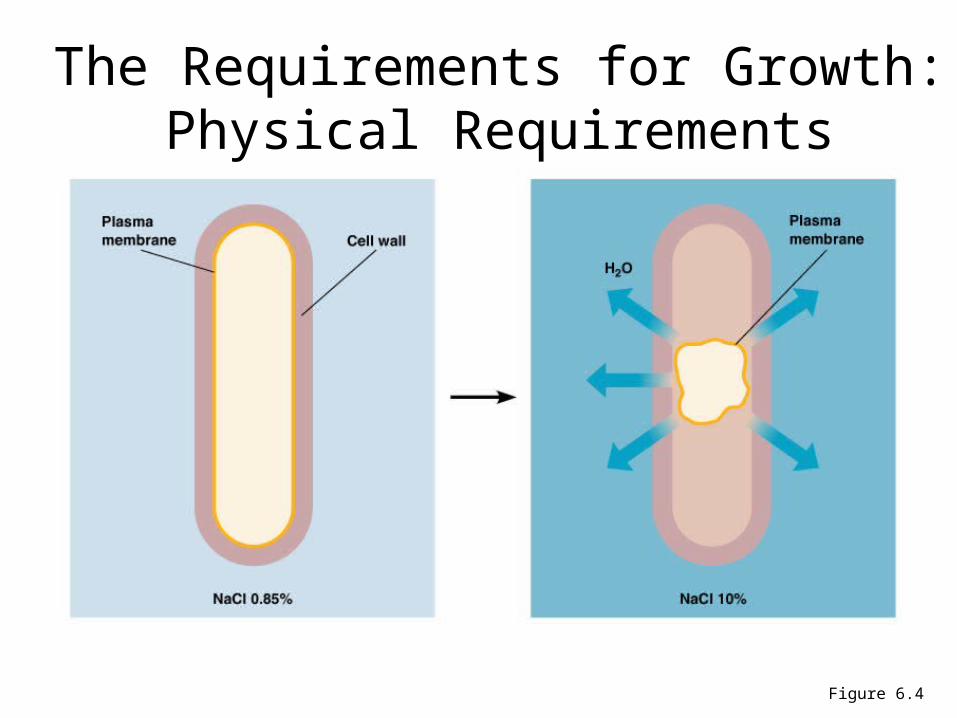
The Requirements for Growth: Physical Requirements
Figure 6.4

• Carbon– Structural organic molecules, energy source– Chemoheterotrophs use organic carbon sour
ces
– Autotrophs use CO2
The Requirements for Growth: Chemical Requirements

• Nitrogen– In amino acids, proteins– Most bacteria decompose proteins– Some bacteria use NH4
+ or NO3
– A few bacteria use N2 in nitrogen fixation• Sulfur
– In amino acids, thiamine, biotin– Most bacteria decompose proteins– Some bacteria use SO4
2 or H2S• Phosphorus
– In DNA, RNA, ATP, and membranes– PO4
3 is a source of phosphorus
The Requirements for Growth: Chemical Requirements

• Oxygen (O2)
The Requirements for Growth: Chemical Requirements
obligate aerobes
Faultative anaerobe
s
Obligate anaerobes
Aerotolerant anaerobes
Microaerophiles

8.1.2 Concept of disinfection and sterilization
• 1. Disinfection– can kill pathogenic micro-organisms, but may not kill the bacteria
l spores and non-pathogenic micro-organisms. – use disinfectant
• At standard concentration, disinfectant can only kill bacterial vegetative forms
• 2. Sterilization– a method to kill all microorganisms,
• 3. Asepsis – the practice to reduce or eliminate contaminants (such as bacteri
a, viruses, fungi, and parasites) from entering the operative field in surgery or medicine to prevent infection

• 4. Pyrogen and its removal– A pyrogen is a substance that induces fever. – can be either internal (endogenous) or external (exogenous)
to the body. • Exogenous pyrogen , are toxins and microorganisms.
– To remove pyrogen from objects usually requires :
• dry heat at 180℃ for more than 2 hours • Or dry heat at 250℃ for more than 30 minutes

8.1.3 Basic methods of disinfection and sterilization
• 1. Physical methods of disinfection and sterilization– Heating: the most important disinfection method – electromagnetic radiation, – Filtration– ultrasonic waves.
• Heat disinfection and sterilization can be divided into two major categories :– damp heat
• Damp heat sterilization required lower temperature and shorter time compared with dry heat sterilization method
• Pasteurization , Boiling , High-pressure steam
– dry heat• to sterilize using high temperature air with relative humidity le
ss than 20% • Combustion , Cauterization , Burning , Hot air oven ,
• 2. Chemical disinfection and sterilization– When chemical substances penetrate into bacteria, th
ey will denature bacterial protein, decrease the activity of bacterial enzyme, inhibit bacterial growth and metabolism, or damage the structure of cell membrane, change membrane permeability.

• According to the mechanisms of disinfection, chemical disinfectants can be divided into :– Coagulate and denature bacterial protein,
• such as phenols (high concentration), alcohols, heavy-metal salts (high concentration), acids and alkalis, aldehydes
– Interfere with bacterial enzyme system and metabolism. • such as certain oxidants, heavy-metal salts (low concentration).
– Damage cell membranes of bacteria, • such as phenols (low concentration), surfactants.
• They can lower surface tension of bacterial cell membranes and increase membrane permeability.
8.2 validation
• 8.2.1 Importance of validation– 1. Concepts and importance of validation
• refers to establishing documented evidence that a process or system, when operated within established parameters, can perform effectively and reproducibly to produce a medicinal product meeting its pre-determined specifications and quality attributes.

• Documents of validation should at least include the followings: – 《 General plan of validation 》 ,– 《 Plan of validation 》 ,– 《 Validation report 》– 《 Summary of validation 》 .
• Drug manufacturers pay great attention to validation for three reasons: – Governmental regulation: FDA ,SFDA mandatory req
uirements– Guarantee of the product quality:– Reduction of initial costs:

• 2. Classification of validation – Prospective validation.
• The purpose of prospective validation is to verify whether the changes of operating parameters meet the changes of independent freezing-drying variables and product quality.
– Concurrent validation• is conducted with the intention of ultimately distributing produ
ct manufactured during the validation study.
– Retrospective validation• is the validation of a process based on accumulated historica
l production, testing, control, and other information for a product already in production and distribution.
– Process validation: • Process validation is establishing documented evidence whic
h provides a high degree of assurance that a specific process will consistently produce a product meeting its pre-determined specifications and quality characteristics.
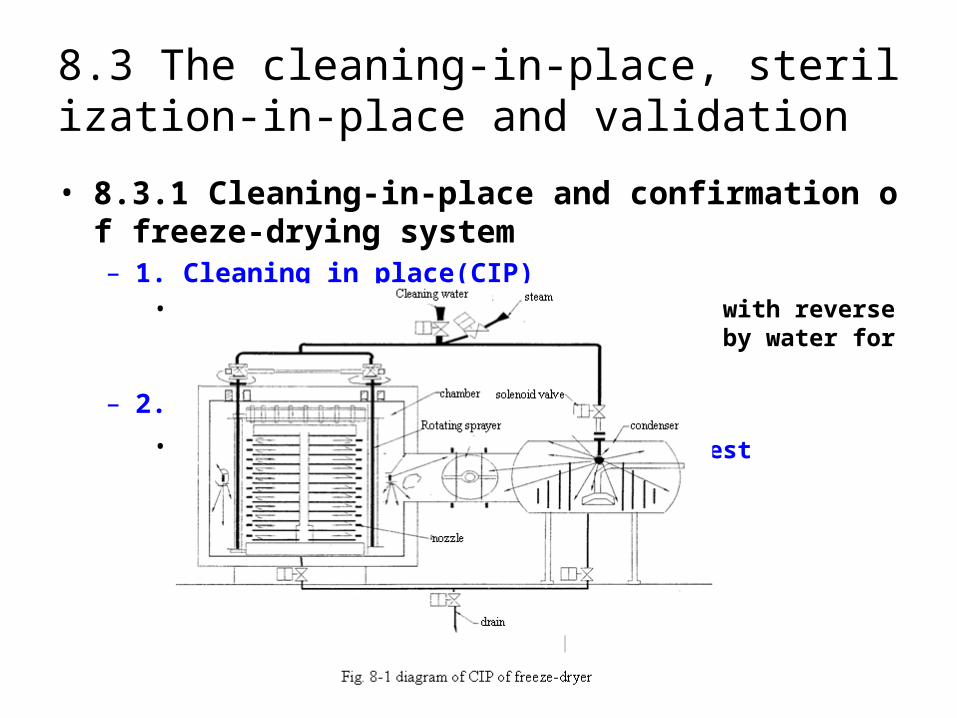
8.3 The cleaning-in-place, sterilization-in-place and validation
• 8.3.1 Cleaning-in-place and confirmation of freeze-drying system– 1. Cleaning in place(CIP)
• Cleaning in place: generally, washing with reverse osmosis(RO) water for 5 min, followed by water for injection(WFI) for 5 min.
– 2. Validation of Cleanness
• check the cleaned surface by wiping test

• 8.3.2 Sterilization in place and confirmation of freeze-drying system– 1. Sterilization in place (SIP)
• At present, saturated steam sterilization method is widely used in freeze-dryer.

– 2. Confirmation of SIP• Thermocouple verification • Temperature profile test • Biological indicator challenge test
8.4 process validation of freeze-drying
• 8.4.1 Validation protocol – 1. General validation protocol
• are the documents with tests and instructions that are executed for a process, equipment validation or analytical method validation etc
• A complete process validation includes the fllowing: – the public project confirmation– the manufacture environment confirmation,– the mechanical device's installment and the operating co
ndition confirmation, – the operating procedure confirmation, – the producing technique and the product confirmation.

– 2. Process validation document of freeze-drying • The process validation document of freeze-drying include
– the illustration of equipment operating principle,– installation condition, – operating condition,– principle of control system – the related public project and service facility.
• The validation protocol should include – Standard Operating Procedure(SOP) 、– data acquisition method– the data processing method.
• The document should also include – the test condition and result for the equipments, – the freezing rate with/without load, – the lowest temperature, – the precision of the shelf temperature 、– the pressure of the freeze-dryer,– the precision of the vacuum, – the condition to get the limited vacuum, – the efficiency of sterilization.
8.5 Validation of technical process and the evaluation of validation
• 8.5.1 Technical process of freeze-drying– The modern freeze-drying is mainly used in the pr
oduction of biological agents and antibiotics with unstable properties.
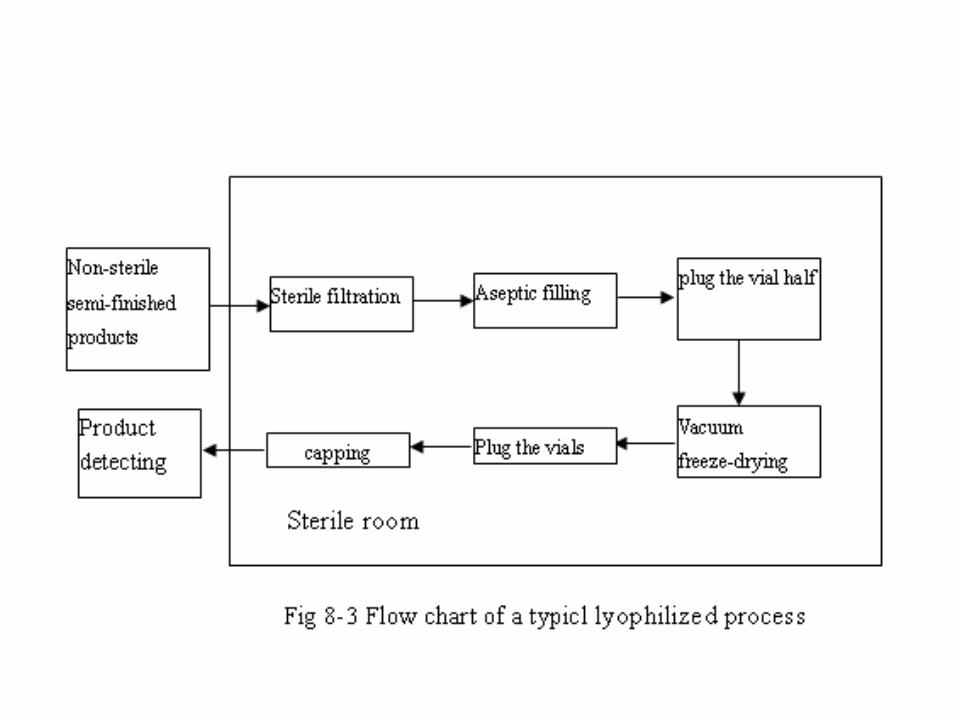
– A typical lyophilized process is described in Fig. 8-3.
• The validation of technical process includes – the prospective validation of the new product – and retrospective validation of the old products.
– There are many parameters in the lyophilization technical process, but it is not necessary to invole all parameters in the validation.
– It is very important to chose some significant parameters for validation, especially those that has significant impact on the quality of the final products.
– The weak links of the equipment can be found by this valiation test.
– The technical process validation documents should include analysis and evaluation of the data of batch production process and the quality of final product.
• Main contents of the technical process validation:– 1. Process water and freezing rate
• Process water – the composition of process water will affect the structure of ice
crystals and the rehydration performance of the preparation.
– There is a supercooling in the freezing process of the liquid medicine.
• Freezing rate – The change of capacity will affect the freezing rate.
– the optimum freezing rate for lyophilized preparation is depend on the its characteristics.

– 2. Preparation temperature and drying time• Though the preparation temperature can be measured d
irectly, it is controlled indirectly by temperature change of the shelf.
• The validation of the preparation temperature is suggested to be done as follows:
– The preparation temperature in sublimation drying process
– The determination of the preparation temperature and end of drying in the secondary drying process
– Effect of vacuum control pricison on preparation
– Validation of vacuum condenser temperature

8.5.2 Evaluation and confirmation of the validation results of the freeze dried products
• Products validation in the freeze drying technical validation is a trial production under special monitoring conditions.
• The validation of the freeze dried products usually includes the following
• 1. Confirmation of freeze drying technical parameters
• 2. Confirmation of the quality of lyophilized preparation – Appearance and redydration – Moisture – Potency – Product stability testing
• 3. Evaluation and confirmation of validation results– Factors influencing the properties of lyophilized preparation – Processing methods for unmatching acceptance criterion

8.6 Daily Monitoring, Revalidation and Retrospective Validation
• 8.6.1 Daily monitoring of freeze drying technical process
– The public facility as water, electricity, air, and vapor may not be as stable as the requirement in very long period of freeze drying.
– In addition, the unstable operation of the freeze-drying equipment may induced by wear and tear of parts.

8.6.2 Revalidation of freeze drying technical process
• When the following circumstances occurred, some contents of the validation should be revised according to the validation plan to confirm adaptation and reproducibility of the manufacturing process.– 1 ) Equipment and devices have great change or ma
jor maintaince;– 2 ) Changes of manufacturing techniques, testing m
ethods ;– 3 ) In the daily validation, such important techncal p
arameters are unformal, public facilities or the quality of preparation are abnormal and so on.

8.6.3 Retrospective validation
• analyzes a large number of recorded data and compared with the verification test results.
• It is emphasized that the original manufacturing record is not only an document of evidence but also the technical information.
• finds a more suitable validation plan and the clue of improving process conditions by a comparative analysis of the recorded data in the original manufacturing process.

• THE END!