Embed Size (px)
Citation preview
Final report
Cleaning and Recycling of Residual Mixed Plastic Film
A proof of concept project for cleaning and recycling of residual mixed plastic film.
Project code: ISS001-001
Research date: Dec 2010-Mar 2011 Date: September 2011
WRAP helps individuals, businesses and
local authorities to reduce waste and
recycle more, making better use of
resources and helping to tackle climate
change.
Written by: Roger Evans & Edward Kosior
Front cover photography: Image of flexible mixed plastic residues at UK MSW facility
WRAP, Imperial Innovations and Nextek believe the content of this report to be correct as at the date of writing. However, factors such as prices, levels of recycled
content and regulatory requirements are subject to change and users of the report should check with their suppliers to confirm the current situation. In addition, care
should be taken in using any of the cost information provided as it is based upon numerous project-specific assumptions (such as scale, location, tender context, etc.).
The report does not claim to be exhaustive, nor does it claim to cover all relevant products and specifications available on the market. While steps have been taken to
ensure accuracy, WRAP cannot accept responsibility or be held liable to any person for any loss or damage arising out of or in connection with this information being
inaccurate, incomplete or misleading. It is the responsibility of the potential user of a material or product to consult with the supplier or manufacturer and ascertain
whether a particular product will satisfy their specific requirements. The listing or featuring of a particular product or company does not constitute an endorsement by
WRAP and WRAP cannot guarantee the performance of individual products or materials. This material is copyrighted. It may be reproduced free of charge subject to the
material being accurate and not used in a misleading context. The source of the material must be identified and the copyright status acknowledged. This material must
not be used to endorse or used to suggest WRAP’s endorsement of a commercial product or service. For more detail, please refer to WRAP’s Terms & Conditions on its
web site: www.wrap.org.uk
3
Executive summary
This project was commissioned as part of WRAP’s Research & Recycling Commercialisation Centre to investigate
methods of recycling residual plastic films which are left over after passing through standard recycling
configurations and are currently destined for landfill. The project successfully proved concepts of cleaning and
reprocessing of residual mixed plastic film.
Packaging films are used in vast quantities in the UK and appear at all stages of the recycling chain. Exact figures
are available from the British Plastics Federation. In most recovery operations, multi polymer stream films are
discarded as they have low value, or treated as a contaminant (for example where paper is the main product
being recycled). This situation is even more prevalent where the films are heavily contaminated, as in residues
produced from municipal solid waste (MSW). The project therefore looked at film residue material procured from 3 different sources:
- Residual films from the Commercial & Industrial (C&I) stream collected via waste transfer station; - Residual post consumer films from a Materials Recycling Facility (MRF) processing dry recyclables; and - Residual post consumer films from a MRF handling black bag waste. In all instances, the format and general polymer composition of the film was photographed and analysed. As an average, the project found that 63% of all films examined were polyethelyne (PE) or polypropylene (PP) based and would be suitable for reprocessing if cleaned of contamination. All of the films identified were available at negative (gate fee based) or negligible (transport only) cost. All of the source materials at the time of the project were destined for landfill if moved within the UK. The project successfully identified and demonstrated all of the critical elements needed to construct a complete process which included size reduction, cleaning and extrusion techniques capable of utilising film from all three sources. The project subsequently succeeded in producing a commercially acceptable pelletised product with a sales value of £400 to £500 per tonne. The extruded pellet was then successfully evaluated as an input to 3 mm thick moulded products used in the UK at ratio of 100%. The end use rate would depend on the specific application given the flow behaviour and properties of the recovered material.
4
Contents 1.0 Introduction and Objectives .............................................................................................................. 5 2.0 Definition and Project Scope ............................................................................................................. 5 3.0 Film from Commercial and Industrial Sources ..................................................................................... 5 4.0 Film sourced from MRF processing dry recyclables .............................................................................. 7 5.0 Film from MRF processing “black bag” waste .................................................................................... 10 6.0 Size Reduction of Film .................................................................................................................... 12 7.0 Dry Cleaning of Film ...................................................................................................................... 15 8.0 Extrusion of Clean Film shred ......................................................................................................... 22 9.0 Characterisation of Extruded Pellet .................................................................................................. 23 10.0 Commercial Product and Markets .................................................................................................... 26 11.0 Next Steps and Recommendations .................................................................................................. 27
Figures Figure 1 Mixed film bales at North East Recycler ........................................................................................... 6
Figure 2 Mixed film residues at Midlands Recycler ......................................................................................... 6
Figure 3 Hand sorting MRF residue stream ................................................................................................... 7
Figure 4 HDPE sorted stream from MRF residue ............................................................................................ 8
Figure 5 Mixed Post Consumer Film stream from MRF residue ........................................................................ 8
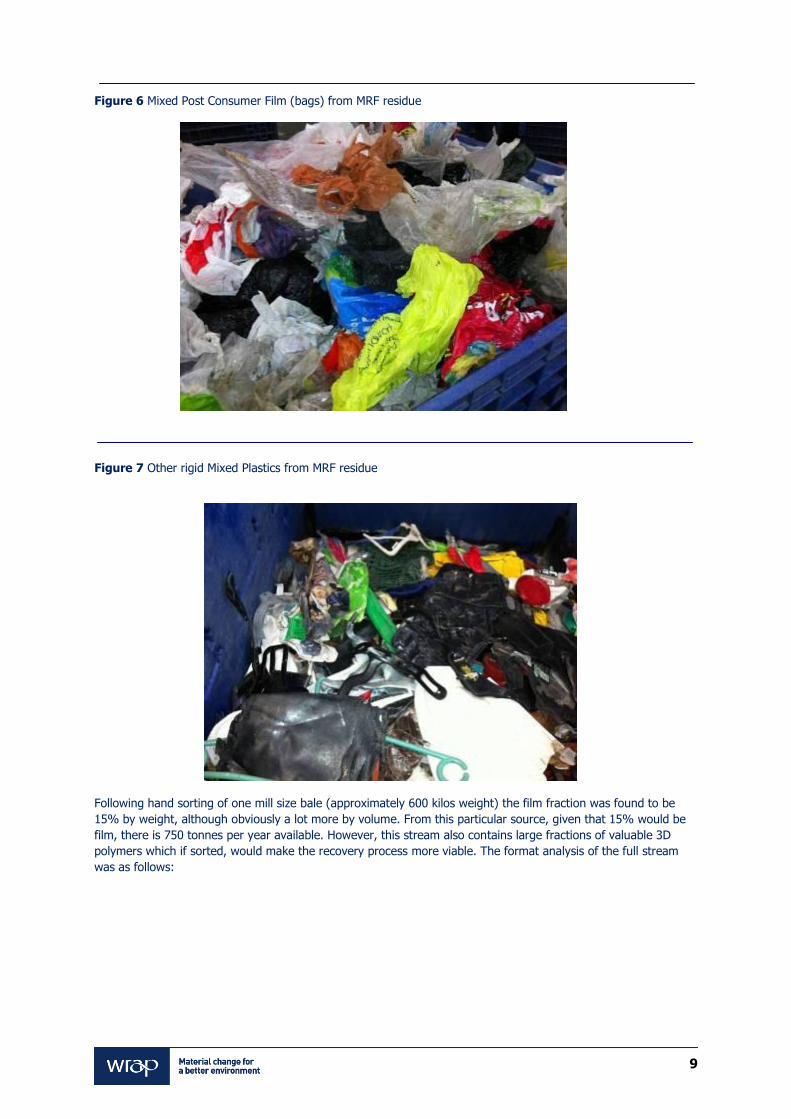
Figure 6 Mixed Post Consumer Film (bags) from MRF residue ......................................................................... 9
Figure 7 Other rigid Mixed Plastics from MRF residue ..................................................................................... 9
Figure 8 UK MSW film residue ................................................................................................................... 11
Figure 9 UK MSW film residue colour mix ................................................................................................... 11
Figure 10 UK MSW 3D rigid plastic residue ................................................................................................. 11
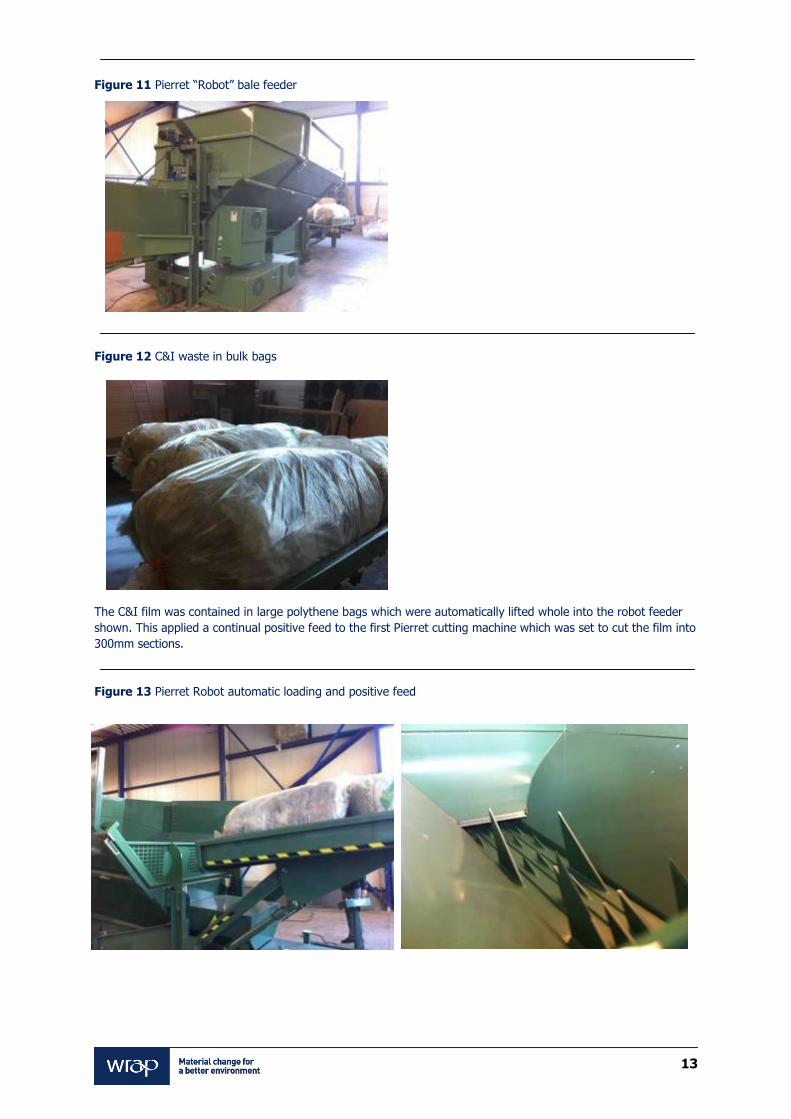
Figure 11 Pierret “Robot” bale feeder ......................................................................................................... 13
Figure 12 C&I waste in bulk bags .............................................................................................................. 13
Figure 13 Pierret Robot automatic loading and positive feed ........................................................................ 13
Figure 14 Pierret auto guillotine first phase cutting...................................................................................... 14
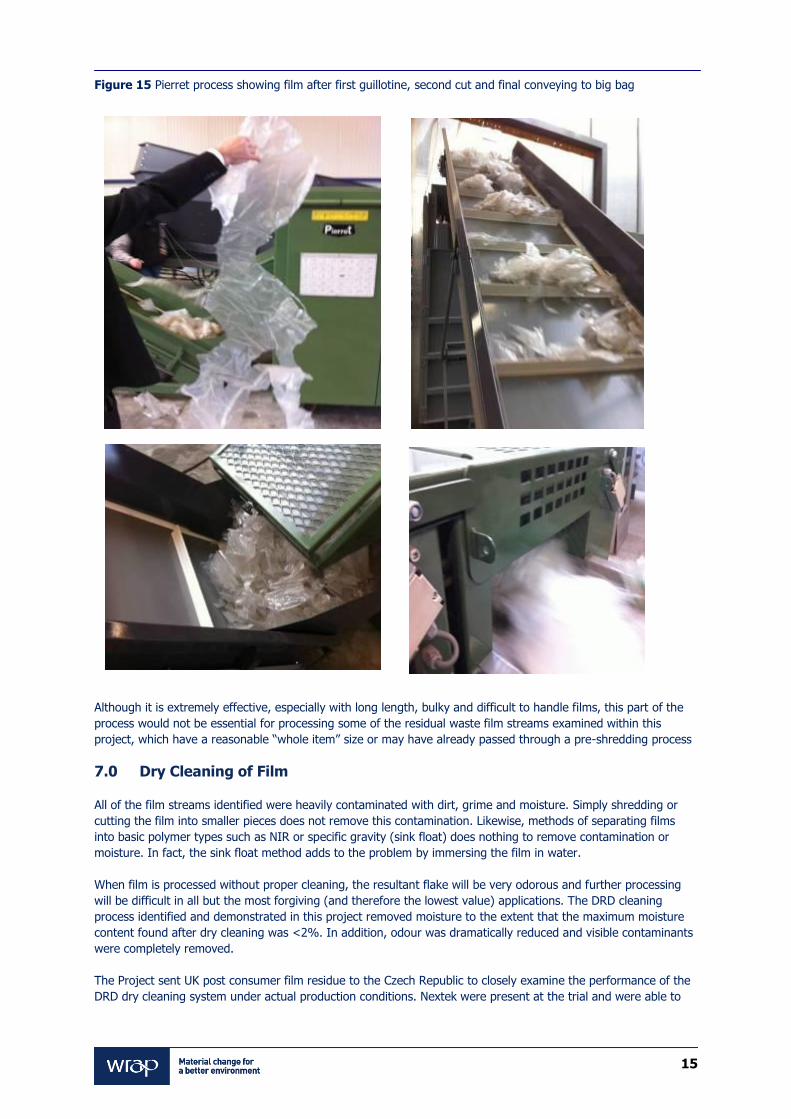
Figure 15 Pierret process showing film after first guillotine, second cut and final conveying to big bag............. 15
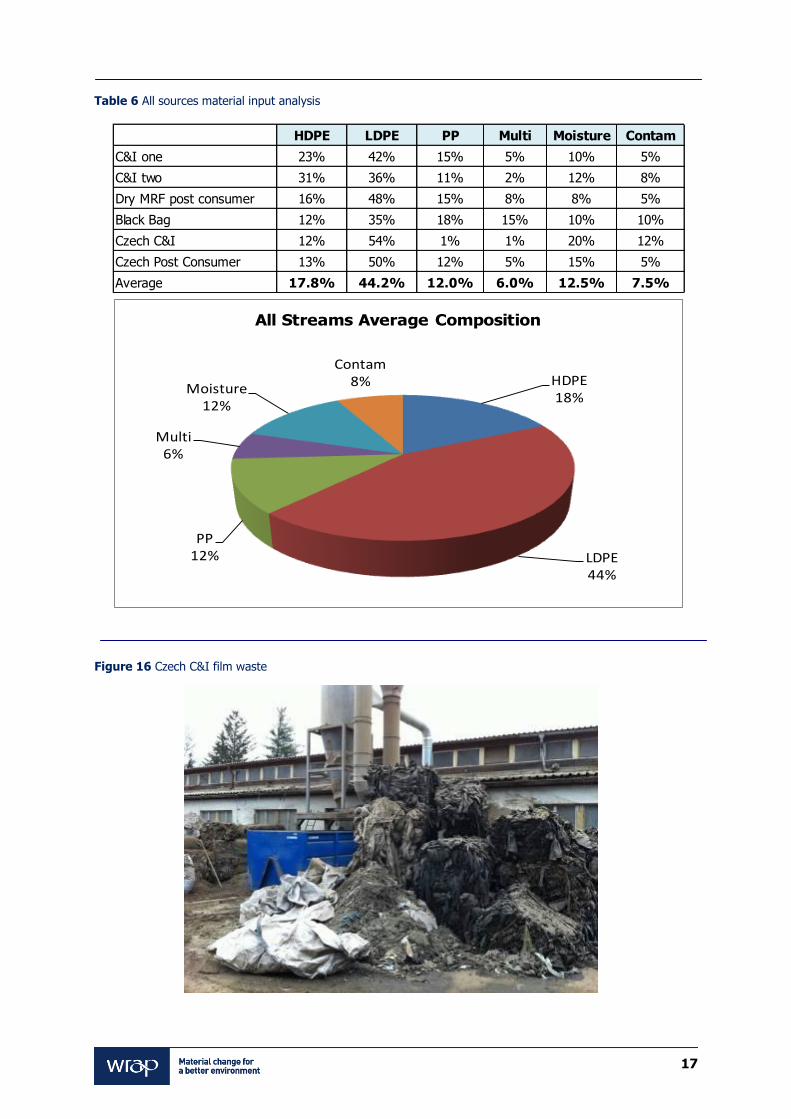
Figure 16 Czech C&I film waste ................................................................................................................. 17
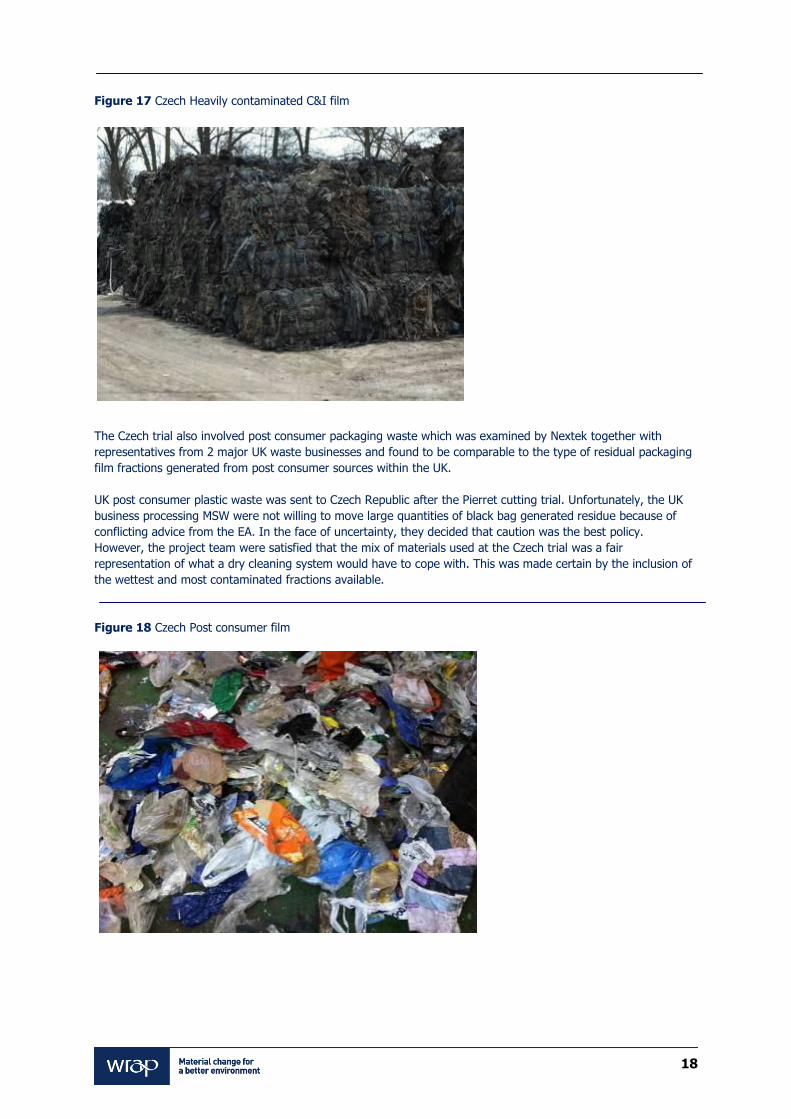
Figure 17 Czech Heavily contaminated C&I film .......................................................................................... 18
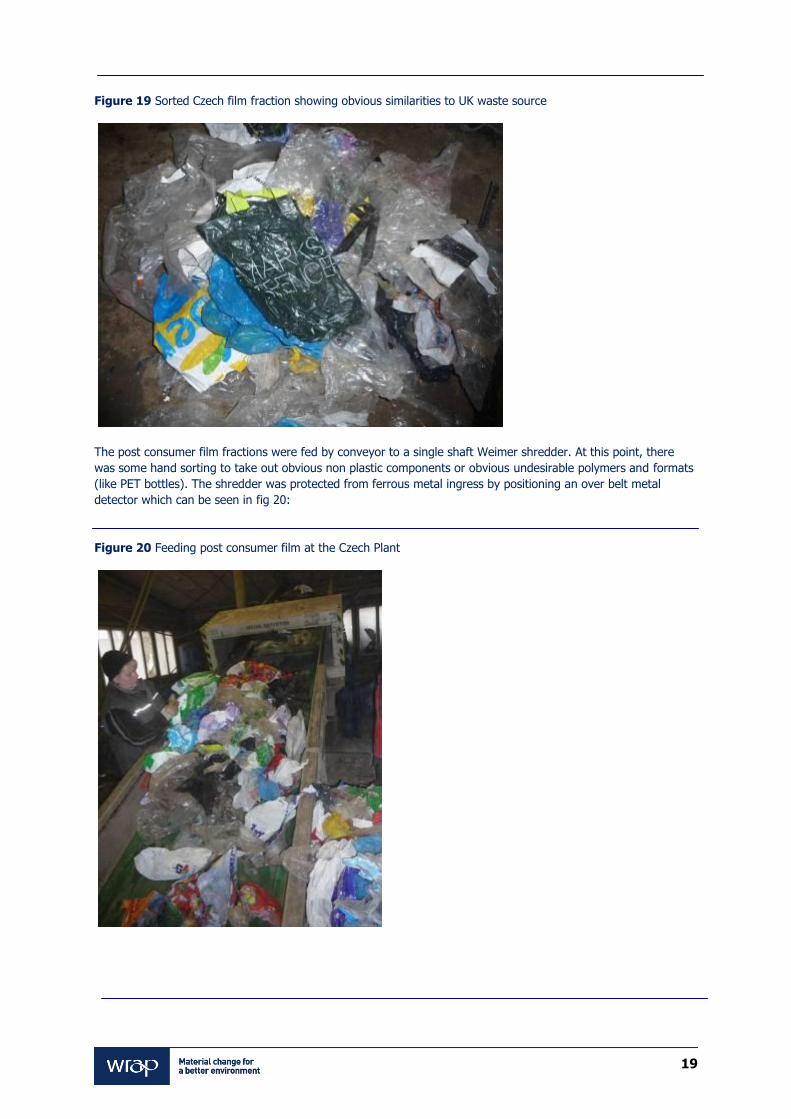
Figure 18 Czech Post consumer film .......................................................................................................... 18
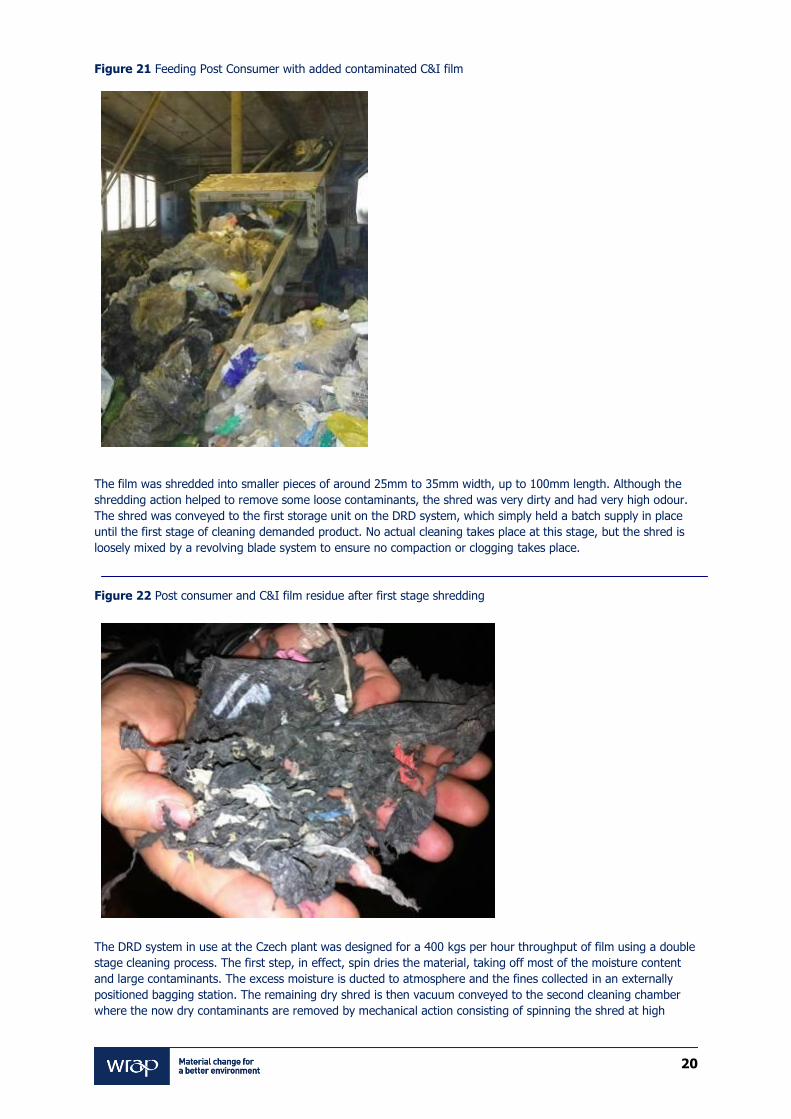
Figure 19 Sorted Czech film fraction showing obvious similarities to UK waste source ..................................... 19
Figure 20 Feeding post consumer film at the Czech Plant ............................................................................ 19
Figure 21 Feeding post Consumer with added contaminated C&I film ........................................................... 20
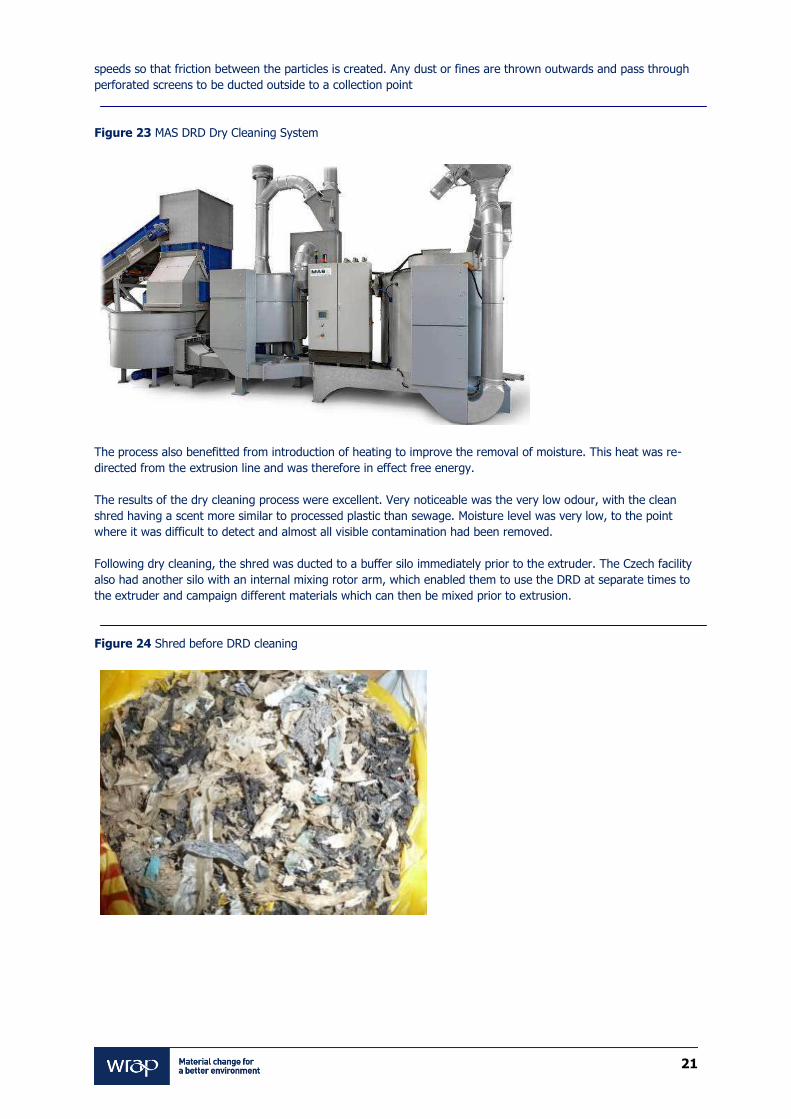
Figure 22 Post consumer and C&I film residue after first stage shredding ..................................................... 20
Figure 23 MAS DRD Dry Cleaning System ................................................................................................... 21
Figure 24 Shred before DRD cleaning ........................................................................................................ 21
Figure 25 Post Consumer Shred mix comparison after DRD at Czech Plant .................................................... 22
Figure 26 Clean Shred after DRD process ................................................................................................... 22
Figure 27 Pellets in production at Czech facility ........................................................................................... 23
Figure 28 Finished extruded pellet made from post consumer residual waste ................................................ 23
Figure 29 Image of Test bars moulded at 180C from post consumer film residue pellet produced at Czech ...... 24
Figure 30 Zwick testing machine with residual film sample on test ................................................................ 25
Figure 31 Demonstrating flexural strength of test bars ................................................................................ 25
Figure 32 Engineering stress curve of moulded samples .............................................................................. 26
Figure 33 Container joining plate moulded from post consumer film residue .................................................. 26
Tables Table 1 Analysis C&I sourced residual film .................................................................................................... 7
Table 2 Analysis of Total Residue Stream from Northern MRF ....................................................................... 10
Table 3 Analysis of Film from sorted fraction of MRF Residue Stream ............................................................ 10
Table 4 Analysis of MSW black bag residual materials .................................................................................. 12
Table 5 Composition of Czech Input Materials………………………………………………………………………………………..….16
Table 6 All sources material input analysis .................................................................................................. 17
Table 7 Moisture level Results .................................................................................................................... 24
5
1.0 Introduction and Objectives Packaging films are used in vast quantities in the UK and appear at all stages of the recycling chain. A brief snapshot of the UK packaging industry (source British Plastics Federation) illustrates the scales involved:
UK Plastics Packaging Industry - Profile
Number of Converter Companies - 1,500
Number of Employees - 74,000
Tonnage - 1,600,000 tonnes
Consumption per Capita - 27.2 Kg
Sales Value - £2.75 billion 50% of Europe's food is packaged in Plastics
A recent RAPRA project stated “Overall, the market for plastic film in Europe is around 5 million tonnes, of which 4.75 million tonnes are polyolefins”. Waste collectors and processors have a relaxed attitude to the collection and processing of film. For most, this waste stream is seen as a complication – difficult to collect, even more difficult to sort, with little or no commercial value to be seen at the end of the process. It is a major irritant to those who are geared to create revenue from paper streams. There is a lack of overall market for mixed films, providing little incentive for waste collection facilities to focus on more volume film recovery. This state of affairs is exacerbated when the film maybe in a variety of formats colours and polymers and is heavily contaminated. This is certainly the case with MSW generated films and residual films left over after the “good” films (mostly clear PE) have been removed at dry recyclable MRFs and C&I processors. The project therefore sought to demonstrate that viable processes exist for the conversion of these residual films, that the end product could be fit for several industrial applications while also being commercially acceptable. The proposed solution also needed to be economically viable and scalable to levels that will help to offset significant tonnages of plastic waste from landfill.
2.0 Definition and Project Scope
The project was commissioned by Imperial Innovations Commercialisation Services as part of the Proof of Concept (PoC) fund administered by the Recycling Research Commercialisation Centre. The project was given the title of “Cleaning and Recycling of Residual Mixed Film”.
The scope of the project detailed key steps to be taken in 2 phases:
Phase 1: Analyse polymer and contamination content from 3 different recyclers Establish usability criteria Commission trials of cleaning process and optimise process Deliverables: Characterisation analysis of residual streams & Interim report Phase 2: Commission extrusion trials & other processes to ensure product quality is achieved Supervise processing trials at each stage Characterise recyclate resin produced Supervise recyclate trials Deliverables: Characterisation of recyclate resin & Final Report The project scope does not include provision for full economic projections or sensitivity analysis of proposed manufacturing solutions subject to differing operational or market conditions. However, an indication of viability is provided in section 11 of this report.
3.0 Film from Commercial and Industrial Sources
Nextek approached a recycler based in Yorkshire and a recycling company based in the Midlands. Both companies
take in C&I and Civic and Amenity (C&A) sourced waste which is generally presented to site in collection skips or
loosely tipped. Both companies currently segregate clean polythene film, which for the most part is then baled
and sold to export markets. Both have films which are either too dirty to sell on or are too mixed to be of any
resale value.
6
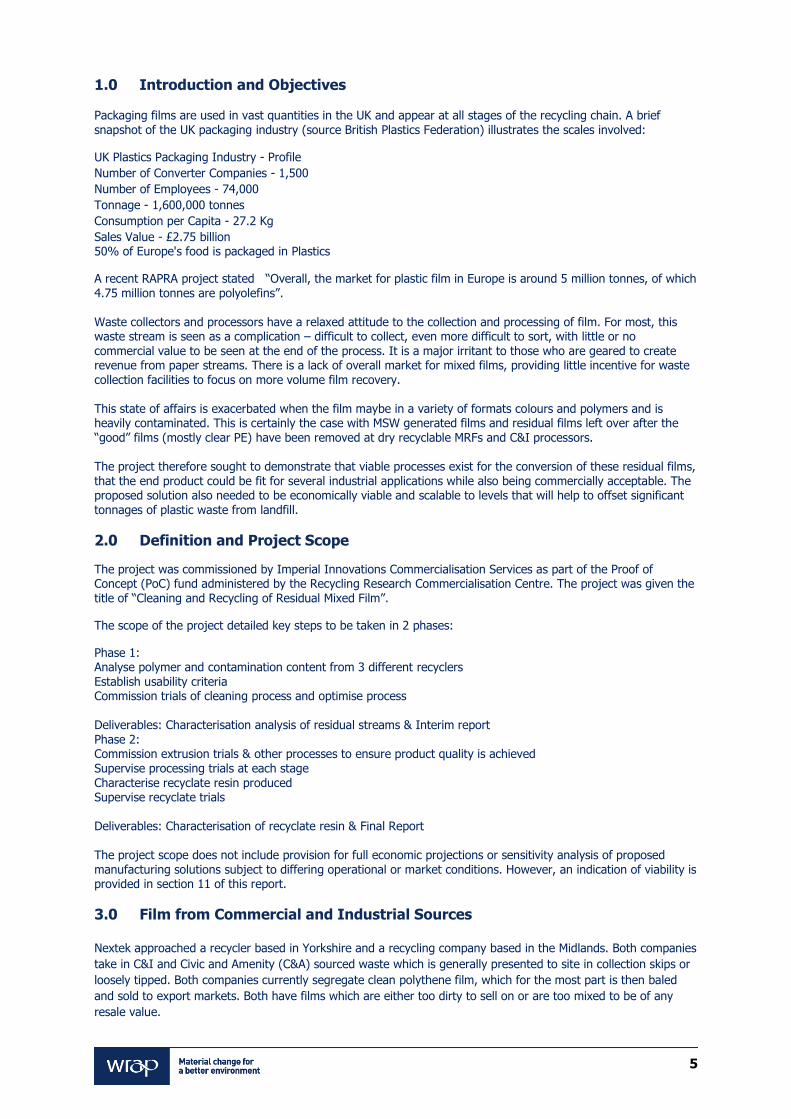
The project looked at the composition of the residual film and found a high polythene content, with a secondary
and tertiary outer packaging (such as stretch wrap or pallet covers) being the predominant formats. The
companies themselves keep few records regarding on-going composition of this residue, it is just classified as
mixed plastic and the composition can change with each different skip that arrives – if they do get a revenue for
it, it is usually just to cover transport costs.
The material was invariably heavily contaminated with dirt, organics and moisture, with the worst offender being
agricultural film which could have as much as 20% moisture and 15% contamination by weight. We therefore
decided to concentrate on this type of material for the cleaning trials as the worst case scenario for Commercial &
Industrial (C&I) films. (see section 5 dry cleaning of film).
Sorting of this type of residue is generally deemed to difficult as some of the films are too contaminated or arrive
in a format that makes it difficult to handle or shred. For automated sorting, the size would need to be reduced to
ribbon size pieces or smaller. The project identified and demonstrated a robust technology for this (see section 4
size reduction of film)
When quizzed about continuing volumes of this type of material, each company said that they could easily make
5,000 tonnes per year of mixed film available.
Figure 1 Mixed film bales at North East Recycler
Figure 2 Mixed Film residues at Midlands Recycler
7
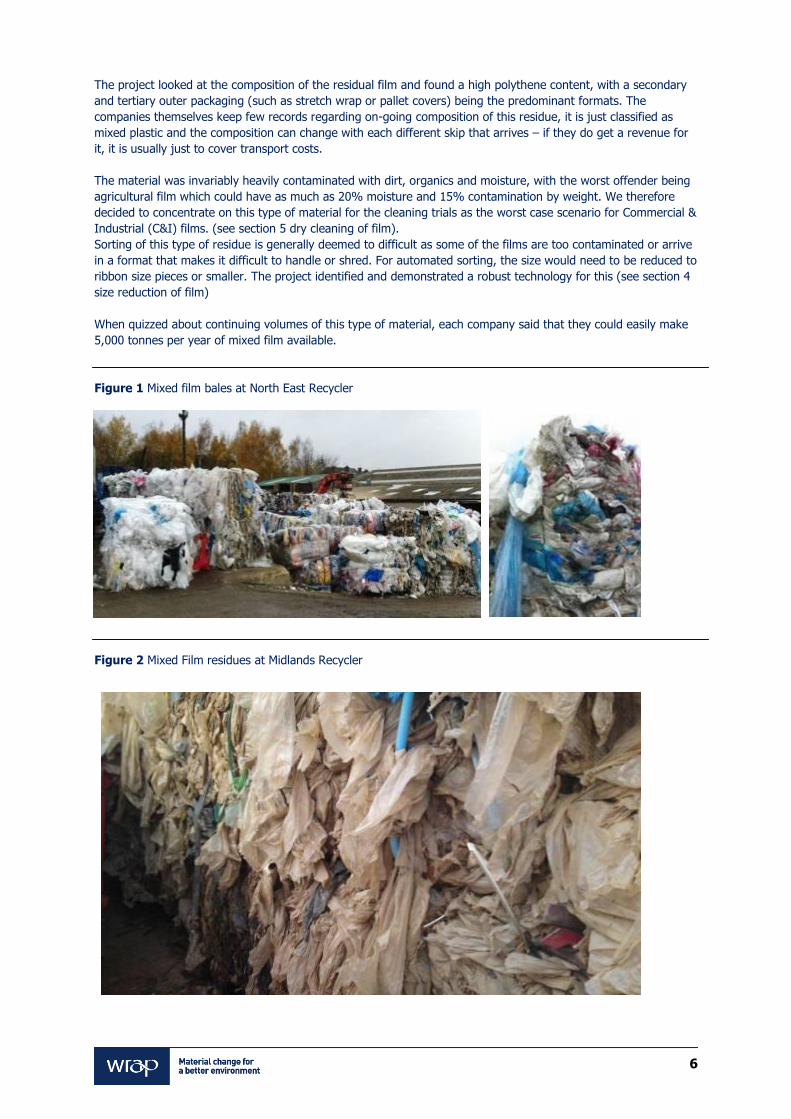
Table 1 Analysis C&I sourced residual film
4.0 Film sourced from MRF processing dry recyclables
Nextek obtained access to a UK plastic recycler that handles the residual plastics stream from a MRF situated in
the North of the country. For confidentiality the MRF did not want to be named, but the anecdotal evidence
indicated that it was an authority run facility.
The mixed plastics residue contained a variety of product, including the film not recovered by the MRF for
recycling. In effect, this stream represented the MRFs out-throw plastic material and was available for zero cost.
This residual stream was co-mingled with 3D shapes and even metals. The following images are of the residue
after hand sorting into separate streams:
Figure 3 Hand sorting MRF residue stream
HDPE LDPE PP Multi Moisture Contam
C&I source one 23% 42% 15% 5% 10% 5%
C&I source two 31% 36% 11% 2% 12% 8%
Average 27% 39% 13% 4% 11% 7%
HDPE27%
LDPE
PP
Multi
Moisture
Contam
Analysis C&I Sourced Residual film
8
Figure 4 HDPE sorted stream from MRF residue
Figure 5 Mixed Post Consumer Film stream from MRF residue
9
Figure 6 Mixed Post Consumer Film (bags) from MRF residue
Figure 7 Other rigid Mixed Plastics from MRF residue
Following hand sorting of one mill size bale (approximately 600 kilos weight) the film fraction was found to be
15% by weight, although obviously a lot more by volume. From this particular source, given that 15% would be
film, there is 750 tonnes per year available. However, this stream also contains large fractions of valuable 3D
polymers which if sorted, would make the recovery process more viable. The format analysis of the full stream
was as follows:
10
Table 2 Analysis of Total Residue Stream from Northern MRF
HDPE 3D PET 3D Film Mixed 3D Metal Moisture Contam
MRF "dry recyclable" residue 23% 33% 15% 16% 5% 5% 3%
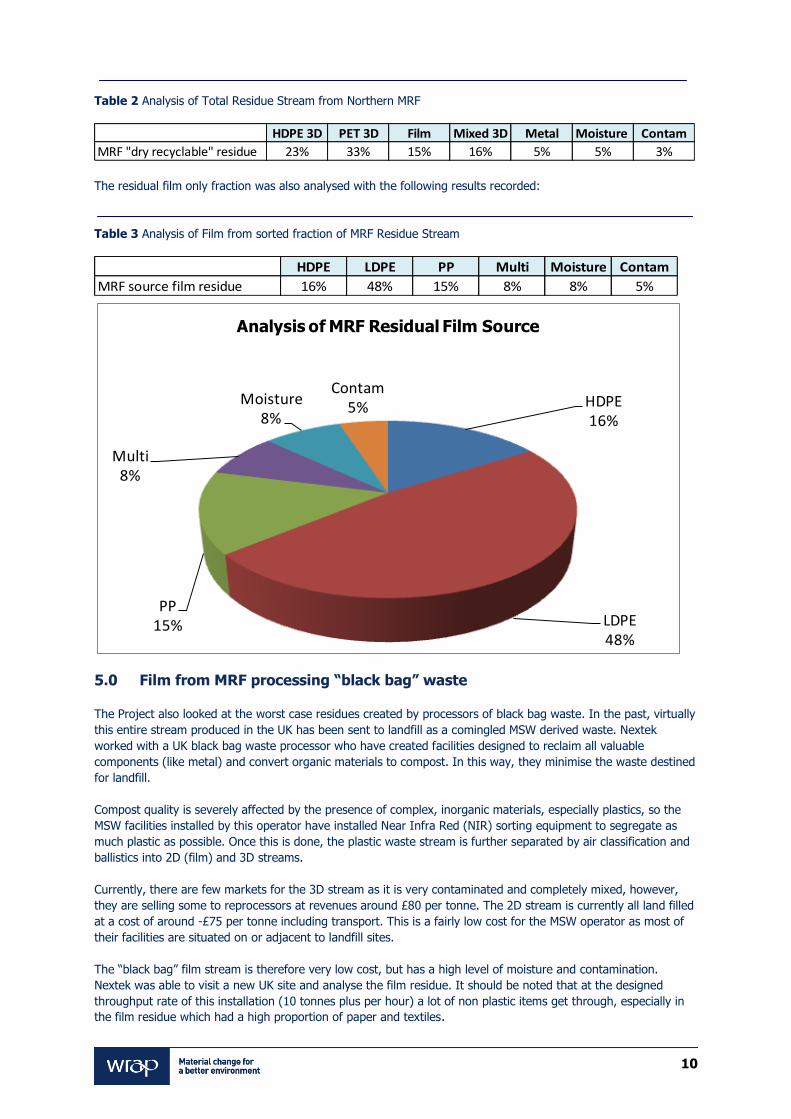
The residual film only fraction was also analysed with the following results recorded:
Table 3 Analysis of Film from sorted fraction of MRF Residue Stream
HDPE LDPE PP Multi Moisture Contam
MRF source film residue 16% 48% 15% 8% 8% 5%
5.0 Film from MRF processing “black bag” waste
The Project also looked at the worst case residues created by processors of black bag waste. In the past, virtually
this entire stream produced in the UK has been sent to landfill as a comingled MSW derived waste. Nextek
worked with a UK black bag waste processor who have created facilities designed to reclaim all valuable
components (like metal) and convert organic materials to compost. In this way, they minimise the waste destined
for landfill.
Compost quality is severely affected by the presence of complex, inorganic materials, especially plastics, so the
MSW facilities installed by this operator have installed Near Infra Red (NIR) sorting equipment to segregate as
much plastic as possible. Once this is done, the plastic waste stream is further separated by air classification and
ballistics into 2D (film) and 3D streams.
Currently, there are few markets for the 3D stream as it is very contaminated and completely mixed, however,
they are selling some to reprocessors at revenues around £80 per tonne. The 2D stream is currently all land filled
at a cost of around -£75 per tonne including transport. This is a fairly low cost for the MSW operator as most of
their facilities are situated on or adjacent to landfill sites.
The “black bag” film stream is therefore very low cost, but has a high level of moisture and contamination.
Nextek was able to visit a new UK site and analyse the film residue. It should be noted that at the designed
throughput rate of this installation (10 tonnes plus per hour) a lot of non plastic items get through, especially in
the film residue which had a high proportion of paper and textiles.
HDPE16%
LDPE48%
PP15%
Multi8%
Moisture8%
Contam5%
Analysis of MRF Residual Film Source

11
Figure 8 UK MSW Film residue
Figure 9 UK MSW Film residue colour mix
Figure 10 UK MSW 3D rigid plastic residue
Nextek analysed the composition of the film fraction of the black bag residues with the following results:
12
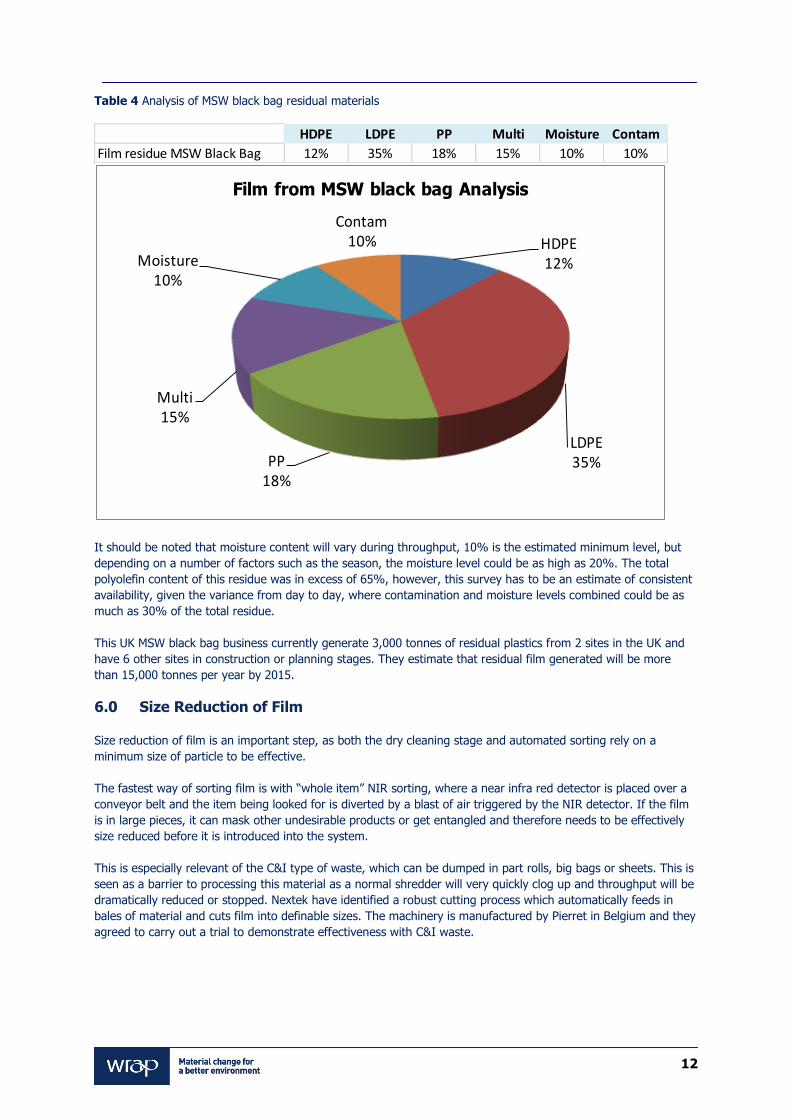
Table 4 Analysis of MSW black bag residual materials
HDPE LDPE PP Multi Moisture Contam
Film residue MSW Black Bag 12% 35% 18% 15% 10% 10%
It should be noted that moisture content will vary during throughput, 10% is the estimated minimum level, but
depending on a number of factors such as the season, the moisture level could be as high as 20%. The total
polyolefin content of this residue was in excess of 65%, however, this survey has to be an estimate of consistent
availability, given the variance from day to day, where contamination and moisture levels combined could be as
much as 30% of the total residue.
This UK MSW black bag business currently generate 3,000 tonnes of residual plastics from 2 sites in the UK and
have 6 other sites in construction or planning stages. They estimate that residual film generated will be more
than 15,000 tonnes per year by 2015.
6.0 Size Reduction of Film
Size reduction of film is an important step, as both the dry cleaning stage and automated sorting rely on a
minimum size of particle to be effective.
The fastest way of sorting film is with “whole item” NIR sorting, where a near infra red detector is placed over a
conveyor belt and the item being looked for is diverted by a blast of air triggered by the NIR detector. If the film
is in large pieces, it can mask other undesirable products or get entangled and therefore needs to be effectively
size reduced before it is introduced into the system.
This is especially relevant of the C&I type of waste, which can be dumped in part rolls, big bags or sheets. This is
seen as a barrier to processing this material as a normal shredder will very quickly clog up and throughput will be
dramatically reduced or stopped. Nextek have identified a robust cutting process which automatically feeds in
bales of material and cuts film into definable sizes. The machinery is manufactured by Pierret in Belgium and they
agreed to carry out a trial to demonstrate effectiveness with C&I waste.
HDPE12%
LDPE35%PP
18%
Multi15%
Moisture10%
Contam10%
Film from MSW black bag Analysis
13
Figure 11 Pierret “Robot” bale feeder
Figure 12 C&I waste in bulk bags
The C&I film was contained in large polythene bags which were automatically lifted whole into the robot feeder
shown. This applied a continual positive feed to the first Pierret cutting machine which was set to cut the film into
300mm sections.
Figure 13 Pierret Robot automatic loading and positive feed

14
The Pierret cutting process is based around a guillotine set on a slightly elliptical trajectory. This ensures that
materials are cleared immediately after cutting and that there is almost no chance for the material to jam. The
process is extremely efficient for all types of flexible materials, but conversely cannot handle rigids very well.
Although images shown are largely clear materials, the process works equally as well with contaminated residues.
Figure 14 Pierret auto guillotine first phase cutting
In order to obtain a regular size for most efficient NIR detection, a second Pierret guillotine was placed at right
angles to the first line. This was then fed automatically by conveyor and the throughput speed matched to the
input robot and first guillotine. The result was film throughputs in excess of 1 tonne per hour, cut into minimum
1500 x 200mm size, ideal for further processing via NIR detection. The throughput could easily be ramped up to
more than 2 tonnes per hour by increasing the size of Pierret guillotines involved.
The system is suitable for a pre-shredding, coarse cut operation. The film can then be fed in this format into a
single shaft shredder to size reduce further (for example prior to extrusion) without the risk of jamming.
15
Figure 15 Pierret process showing film after first guillotine, second cut and final conveying to big bag
Although it is extremely effective, especially with long length, bulky and difficult to handle films, this part of the
process would not be essential for processing some of the residual waste film streams examined within this
project, which have a reasonable “whole item” size or may have already passed through a pre-shredding process
7.0 Dry Cleaning of Film
All of the film streams identified were heavily contaminated with dirt, grime and moisture. Simply shredding or
cutting the film into smaller pieces does not remove this contamination. Likewise, methods of separating films
into basic polymer types such as NIR or specific gravity (sink float) does nothing to remove contamination or
moisture. In fact, the sink float method adds to the problem by immersing the film in water.
When film is processed without proper cleaning, the resultant flake will be very odorous and further processing
will be difficult in all but the most forgiving (and therefore the lowest value) applications. The DRD cleaning
process identified and demonstrated in this project removed moisture to the extent that the maximum moisture
content found after dry cleaning was <2%. In addition, odour was dramatically reduced and visible contaminants
were completely removed.
The Project sent UK post consumer film residue to the Czech Republic to closely examine the performance of the
DRD dry cleaning system under actual production conditions. Nextek were present at the trial and were able to
16
look at the in feed materials and compare the total Czech in feed materials with the composition of other residual
films from UK sources examined during the project:
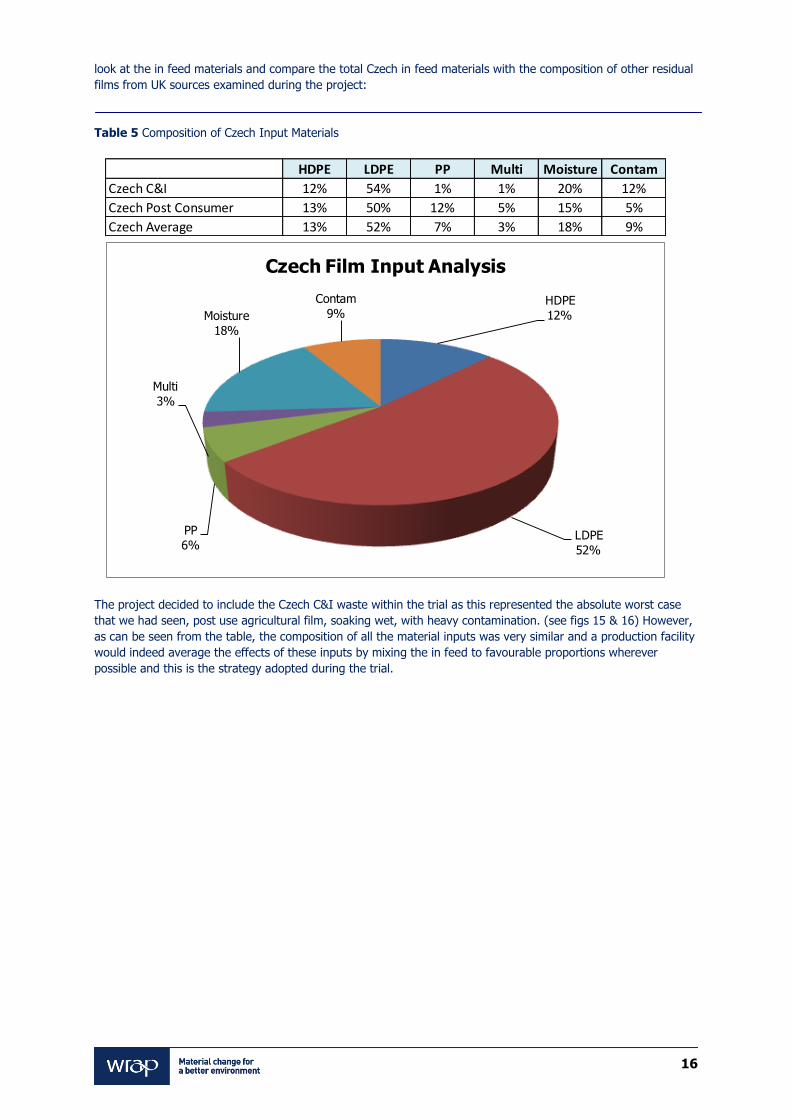
Table 5 Composition of Czech Input Materials
The project decided to include the Czech C&I waste within the trial as this represented the absolute worst case
that we had seen, post use agricultural film, soaking wet, with heavy contamination. (see figs 15 & 16) However,
as can be seen from the table, the composition of all the material inputs was very similar and a production facility
would indeed average the effects of these inputs by mixing the in feed to favourable proportions wherever
possible and this is the strategy adopted during the trial.
HDPE LDPE PP Multi Moisture Contam
Czech C&I 12% 54% 1% 1% 20% 12%
Czech Post Consumer 13% 50% 12% 5% 15% 5%
Czech Average 13% 52% 7% 3% 18% 9%
HDPE
12%
LDPE
52%
PP
6%
Multi
3%
Moisture
18%
Contam
9%
Czech Film Input Analysis
17
Table 6 All sources material input analysis
Figure 16 Czech C&I film waste
HDPE LDPE PP Multi Moisture Contam
C&I one 23% 42% 15% 5% 10% 5%
C&I two 31% 36% 11% 2% 12% 8%
Dry MRF post consumer 16% 48% 15% 8% 8% 5%
Black Bag 12% 35% 18% 15% 10% 10%
Czech C&I 12% 54% 1% 1% 20% 12%
Czech Post Consumer 13% 50% 12% 5% 15% 5%
Average 17.8% 44.2% 12.0% 6.0% 12.5% 7.5%
HDPE18%
LDPE44%
PP12%
Multi6%
Moisture12%
Contam8%
All Streams Average Composition
18
Figure 17 Czech Heavily contaminated C&I film
The Czech trial also involved post consumer packaging waste which was examined by Nextek together with
representatives from 2 major UK waste businesses and found to be comparable to the type of residual packaging
film fractions generated from post consumer sources within the UK.
UK post consumer plastic waste was sent to Czech Republic after the Pierret cutting trial. Unfortunately, the UK
business processing MSW were not willing to move large quantities of black bag generated residue because of
conflicting advice from the EA. In the face of uncertainty, they decided that caution was the best policy.
However, the project team were satisfied that the mix of materials used at the Czech trial was a fair
representation of what a dry cleaning system would have to cope with. This was made certain by the inclusion of
the wettest and most contaminated fractions available.
Figure 18 Czech Post consumer film
19
Figure 19 Sorted Czech film fraction showing obvious similarities to UK waste source
The post consumer film fractions were fed by conveyor to a single shaft Weimer shredder. At this point, there
was some hand sorting to take out obvious non plastic components or obvious undesirable polymers and formats
(like PET bottles). The shredder was protected from ferrous metal ingress by positioning an over belt metal
detector which can be seen in fig 20:
Figure 20 Feeding post consumer film at the Czech Plant
20
Figure 21 Feeding Post Consumer with added contaminated C&I film
The film was shredded into smaller pieces of around 25mm to 35mm width, up to 100mm length. Although the
shredding action helped to remove some loose contaminants, the shred was very dirty and had very high odour.
The shred was conveyed to the first storage unit on the DRD system, which simply held a batch supply in place
until the first stage of cleaning demanded product. No actual cleaning takes place at this stage, but the shred is
loosely mixed by a revolving blade system to ensure no compaction or clogging takes place.
Figure 22 Post consumer and C&I film residue after first stage shredding
The DRD system in use at the Czech plant was designed for a 400 kgs per hour throughput of film using a double
stage cleaning process. The first step, in effect, spin dries the material, taking off most of the moisture content
and large contaminants. The excess moisture is ducted to atmosphere and the fines collected in an externally
positioned bagging station. The remaining dry shred is then vacuum conveyed to the second cleaning chamber
where the now dry contaminants are removed by mechanical action consisting of spinning the shred at high
21
speeds so that friction between the particles is created. Any dust or fines are thrown outwards and pass through
perforated screens to be ducted outside to a collection point
Figure 23 MAS DRD Dry Cleaning System
The process also benefitted from introduction of heating to improve the removal of moisture. This heat was re-
directed from the extrusion line and was therefore in effect free energy.
The results of the dry cleaning process were excellent. Very noticeable was the very low odour, with the clean
shred having a scent more similar to processed plastic than sewage. Moisture level was very low, to the point
where it was difficult to detect and almost all visible contamination had been removed.
Following dry cleaning, the shred was ducted to a buffer silo immediately prior to the extruder. The Czech facility
also had another silo with an internal mixing rotor arm, which enabled them to use the DRD at separate times to
the extruder and campaign different materials which can then be mixed prior to extrusion.
Figure 24 Shred before DRD cleaning
22
Figure 25 Post Consumer Shred mix comparison after DRD at Czech Plant
Figure 26 Clean Shred after DRD process
8.0 Extrusion of Clean Film shred
For the purposes of the trial, the line was set up to run post consumer and C&I mixed residual films straight
through to extruded pellet. The extrusion line was a MAS NCT 55 co-rotating conical twin screw extruder with
vacuum, coupled to a small single screw cascade extruder, which also had vacuum capability.
This set up allowed for maximum devolatilisation of the material being processed, however, it should be noted
that the Czech plant is a commercial facility which is running day and night with limited maintenance or
engineering experience. It was noted that the vacuum ports, for example, were not maintained well and that
therefore the devolatilisation could be improved. Likewise the output of the extruder was running well below
capacity on the day, the rate monitored was around 300 kgs per hour, but we have previously seen this model of
machine run at 350 to 400 kgs per hour under test conditions with similar materials however the limitation may
come from the feeding of the flakes or the filtration of the melt.
The appearance of the finished pellet was very good, with no visible signs of contamination or aeration. No
additives or performance improvement agents were added to this production batch.
23
The pellets produced during the project trial was added to Czech normal production output and subsequently sold
on to companies in Czech and Germany, one specialising in thick wall mouldings, the other producing thick gauge
film for rubble bags. We were not allowed access to these businesses because of commercial confidentiality
issues.
Figure 27 Pellets in production at Czech facility
Figure 28 Finished extruded pellet made from post consumer residual waste
9.0 Characterisation of Extruded Pellet
24
The dry cleaning process performed very well in removing contaminants and extracting moisture. The following
table records the results when moisture levels were examined in 2 different batches of shred, taken at the
beginning and the end of the trial, purposely chosen for excessive moisture content.
Table 7 Moisture level Results
With the elimination of so much moisture, the extrusion process operated much more efficiently, meaning that
the extruded pellet exhibited no signs of excessive aeration and no contamination was visible, however, the pellet
did have a noticeable odour which is very characteristic of reprocessed plastics. The batch produced after
cleaning of the vacuum ports did exhibit less odour and although an odour can be detected from the finished
moulded items, it would not prevent the compound being used in non technical applications.
The pellets were tested to ascertain physical characteristics with the following results:
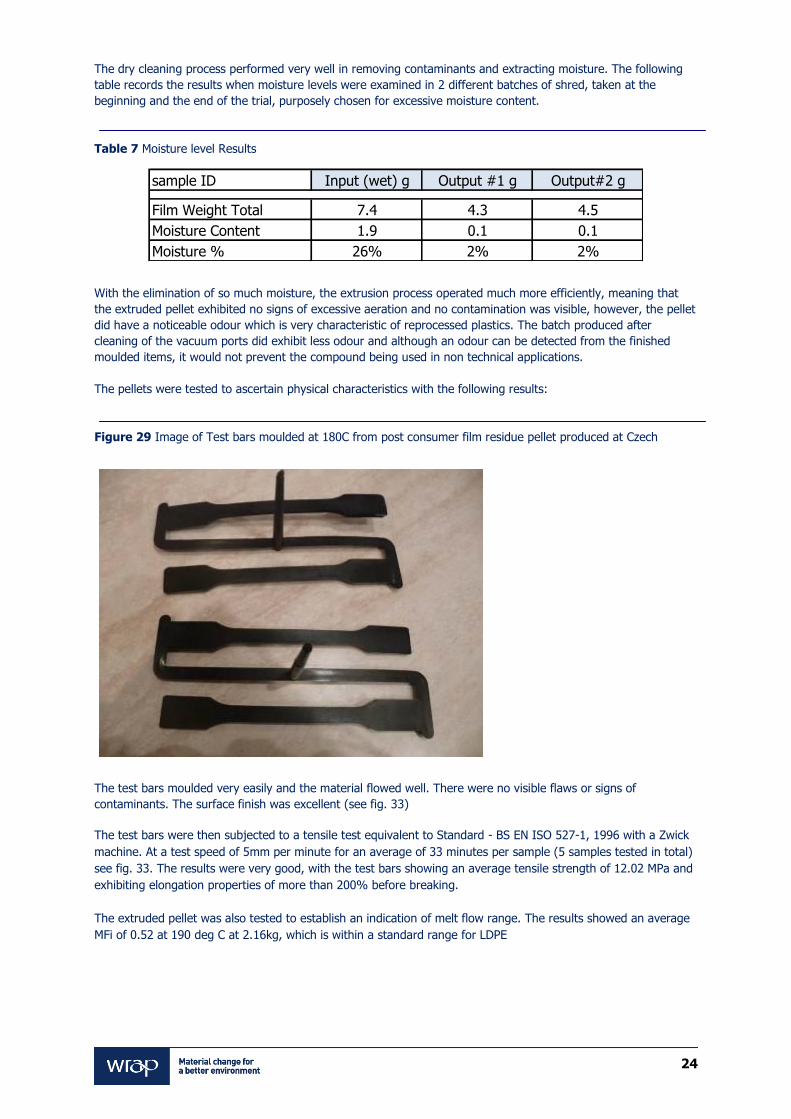
Figure 29 Image of Test bars moulded at 180C from post consumer film residue pellet produced at Czech
The test bars moulded very easily and the material flowed well. There were no visible flaws or signs of
contaminants. The surface finish was excellent (see fig. 33)
The test bars were then subjected to a tensile test equivalent to Standard - BS EN ISO 527-1, 1996 with a Zwick
machine. At a test speed of 5mm per minute for an average of 33 minutes per sample (5 samples tested in total)
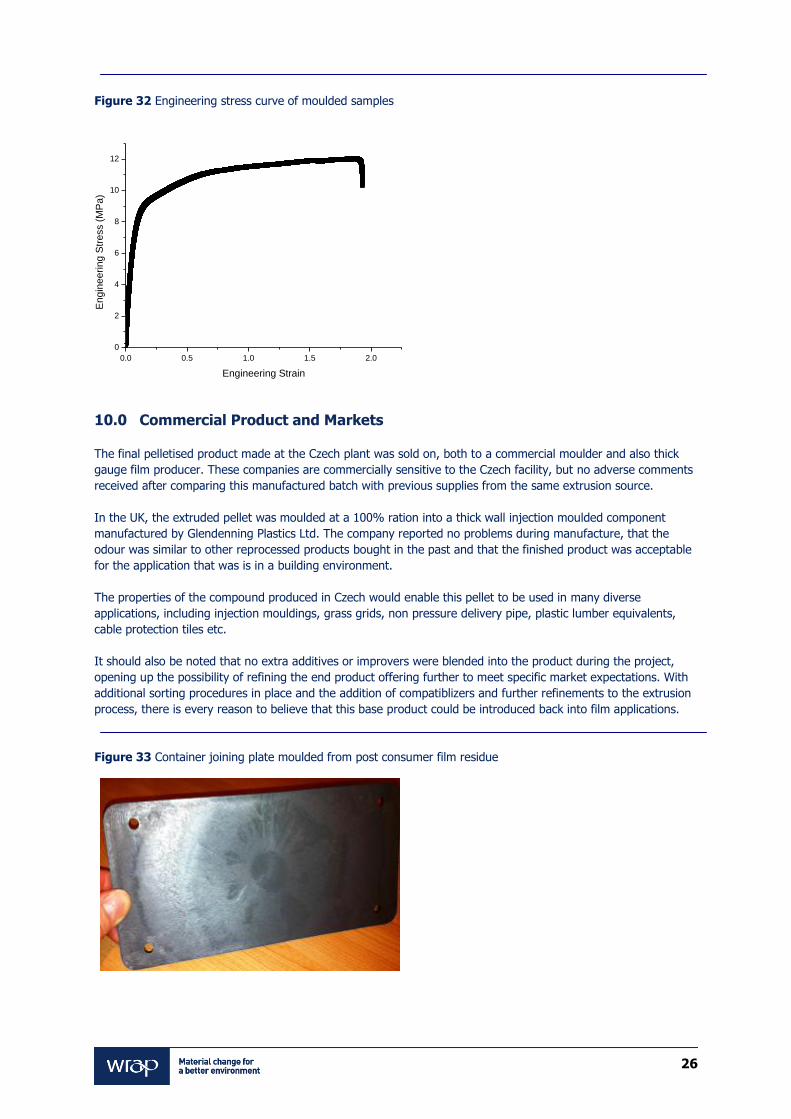
see fig. 33. The results were very good, with the test bars showing an average tensile strength of 12.02 MPa and
exhibiting elongation properties of more than 200% before breaking.
The extruded pellet was also tested to establish an indication of melt flow range. The results showed an average
MFi of 0.52 at 190 deg C at 2.16kg, which is within a standard range for LDPE
sample ID Input (wet) g Output #1 g Output#2 g
Film Weight Total 7.4 4.3 4.5
Moisture Content 1.9 0.1 0.1
Moisture % 26% 2% 2%
25
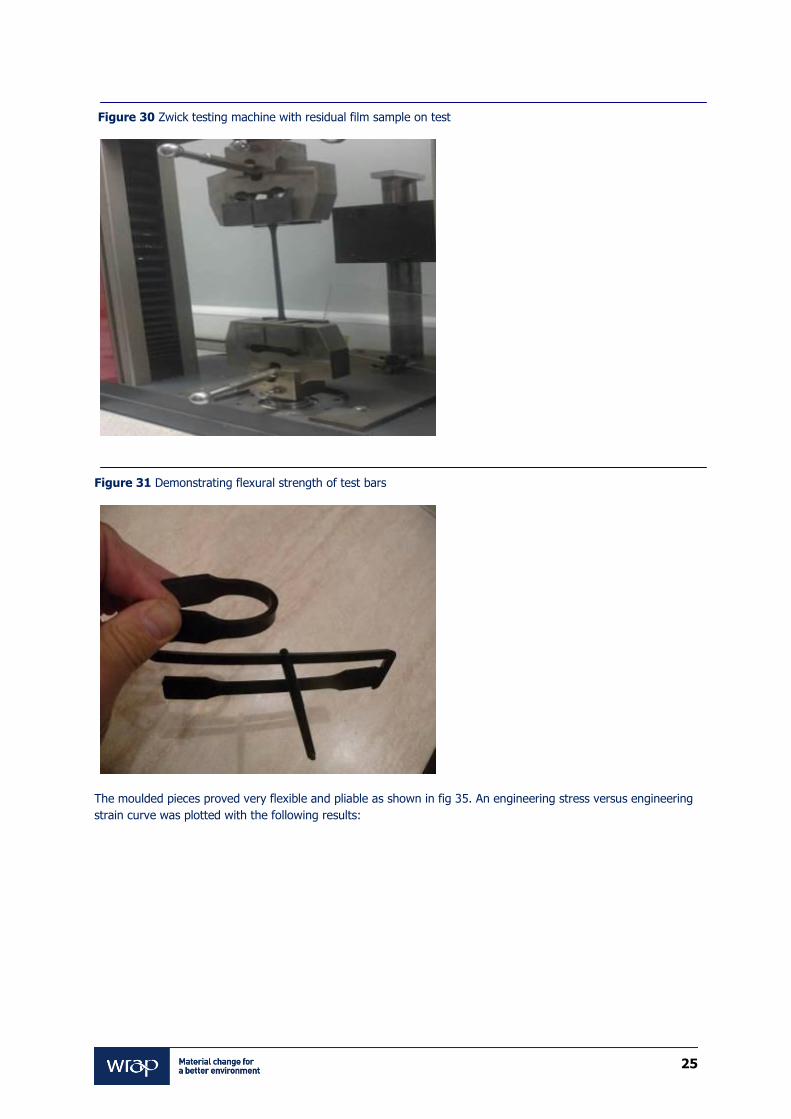
Figure 30 Zwick testing machine with residual film sample on test
Figure 31 Demonstrating flexural strength of test bars
The moulded pieces proved very flexible and pliable as shown in fig 35. An engineering stress versus engineering
strain curve was plotted with the following results:
26
Figure 32 Engineering stress curve of moulded samples
10.0 Commercial Product and Markets
The final pelletised product made at the Czech plant was sold on, both to a commercial moulder and also thick
gauge film producer. These companies are commercially sensitive to the Czech facility, but no adverse comments
received after comparing this manufactured batch with previous supplies from the same extrusion source.
In the UK, the extruded pellet was moulded at a 100% ration into a thick wall injection moulded component
manufactured by Glendenning Plastics Ltd. The company reported no problems during manufacture, that the
odour was similar to other reprocessed products bought in the past and that the finished product was acceptable
for the application that was is in a building environment.
The properties of the compound produced in Czech would enable this pellet to be used in many diverse
applications, including injection mouldings, grass grids, non pressure delivery pipe, plastic lumber equivalents,
cable protection tiles etc.
It should also be noted that no extra additives or improvers were blended into the product during the project,
opening up the possibility of refining the end product offering further to meet specific market expectations. With
additional sorting procedures in place and the addition of compatiblizers and further refinements to the extrusion
process, there is every reason to believe that this base product could be introduced back into film applications.
Figure 33 Container joining plate moulded from post consumer film residue
0.0 0.5 1.0 1.5 2.0
0
2
4
6
8
10
12
Eng
ine
eri
ng
Str
ess (
MP
a)
Engineering Strain
27
11.0 Next Steps and Recommendations
Using the information learned from this project, Nextek will be able to produce a fully flexible financial model
based upon recycling waste residual film from a variety of UK sources. The business model would show how a UK
facility could process 10,000 or 20,000 tonnes per annum of residual films, on one site as a profitable enterprise
and subsequently be rolled out to a number of locations.
This project has clearly demonstrated that the concept works and that a UK business venture based on recovery
of post consumer film residues is possible. A fully flexible business model would be able to demonstrate the
minimum volumes needed for sustainable economic returns.
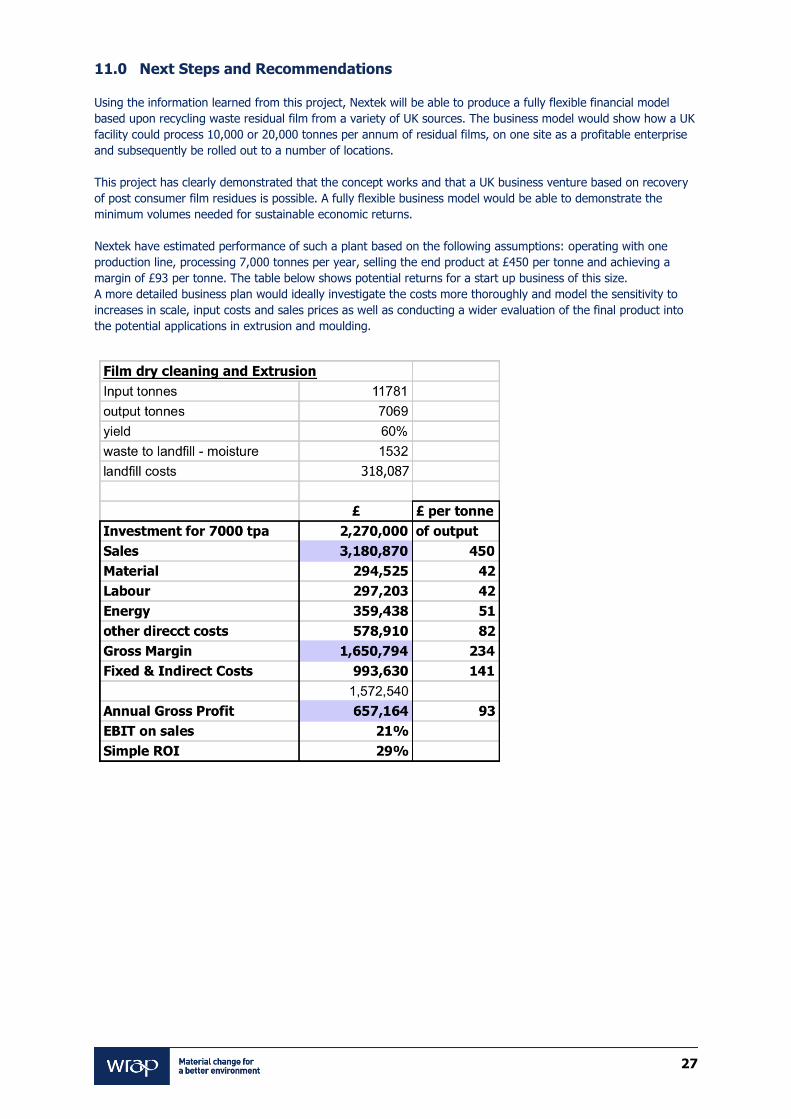
Nextek have estimated performance of such a plant based on the following assumptions: operating with one
production line, processing 7,000 tonnes per year, selling the end product at £450 per tonne and achieving a
margin of £93 per tonne. The table below shows potential returns for a start up business of this size.
A more detailed business plan would ideally investigate the costs more thoroughly and model the sensitivity to
increases in scale, input costs and sales prices as well as conducting a wider evaluation of the final product into
the potential applications in extrusion and moulding.

www.wrap.org.uk/plastics


















![[Updated Submission received 27 April 2015] ...Calculation of Residual Value for recycling of natural gravel road pavements Cost of initial pavement $40.00 / m 2 Cost of recycling/stabilisation](https://img.pdfslide.net/doc/110x75/60cc11d8d5034018f2540856/updated-submission-received-27-april-2015-calculation-of-residual-value-for.jpg)