Embed Size (px)
Citation preview

1 / 31.03.15 ENG-2.6
Eckold GmbH & Co. KG
Clinchen
Stanznieten
Umformen
Bördeln
Falzen
Stanzen

2 / 31.03.15 ENG-2.6
Eckold Company figures
Clinchen
Stanznieten
Umformen
Bördeln
Falzen
Stanzen
medium sized company
founded in 1936
120 employees in Germany / approx. 200 wold wide
Turnover: approx. 15,500,000,00 EUR in 2014
Certified according to DIN EN ISO 9001:2008 and VDA 6.4

3 / 31.03.15 ENG-2.6
Clinching
Self piercing riveting
Punching
Combined punching and embossing
Seamclosing
Wheelhouse Flanging
Core techniques

4 / 31.03.15 ENG-2.6
Example Automotive industry applications
Forming Wheel house flanging Forming
Seamclosing on doors
for production of special
protection vehicles
Forming Embossing and punching
for assembling
of the tail lamps
Self pierce riveting for joining of sheets and profiles
in the tail gate
Clinching for joining of sheets and profiles
658 Eckold-Clinchelements
in the complete vehicle.
More Eckold-Clinching elements
were until then ever not employed
in any serial vehicle.
S-Class BR 221

5 / 31.03.15 ENG-2.6
Target sectors
Rail carrage manufactirers
Automotive industries
Shelf and storage solutions
Tanker manufacturers
White goods industries Ventilation and ducting Tank and vessel Shipbuilders General fabricators
Elevator and escalators Sign manufacterors Colleges and training centers Haulage, transport companies Roof builders, plumbers
Aerospace, aircraft const. Automotive suppliere Classic car restoration Chemical industry Exhuast extraction
Machine and fixture constr. Computer, electronics lighting Renewable energy Winter gardening

6 / 31.03.15 ENG-2.6
Clinching technique

7 / 31.03.15 ENG-2.6
Clinching technique

8 / 31.03.15 ENG-2.6
Clinching technique
Riveting Clinching Punching Forming Embossing Pressing

9 / 31.03.15 ENG-2.6
Clinching technique

10 / 31.03.15 ENG-2.6
Clinching technique

11 / 31.03.15 ENG-2.6
Clinching technique - Advantages
Clinching has significant advantages over spot welding:
lower total cost of operation
longer tool life (approx. 250.000 spots possible)
ability to join two different materials, i.e. steel with aluminum
Covering different material thicknesses with one set of tooling (Punch and Die)
suitable for joining coated sheets
no thermal effects on the clinch area
no toxic gases or vapours arising
no preservative afterwork
no additional or ancillary parts
no pre-treatment of surface
technique compensates for fluctuations in sheet thickness
different drives available, i.e. servo, hydraulic and pneumatic-hydraulic
electricity or compressed air are the only energy sources required
non destructive quality assurance possible
12 / 31.03.15 ENG-2.6
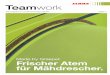
Self Pierce Riveting
13 / 31.03.15 ENG-2.6
Self Pierce Riveting - Advantages
excellent component accessibility (ram diameter 18mm only)
all types of rivets (C-geometrie) from other manufactures can be used in our system
different rivet lengths processable
joining forces up to 80 kN possible
short cycle times
low maintenance
high process reliability of rivet feeding
fixed feeding hose
step-by-step mode function
frame changing system
feeder bow rotateable
visualisation check of rivet position possible
14 / 31.03.15 ENG-2.6
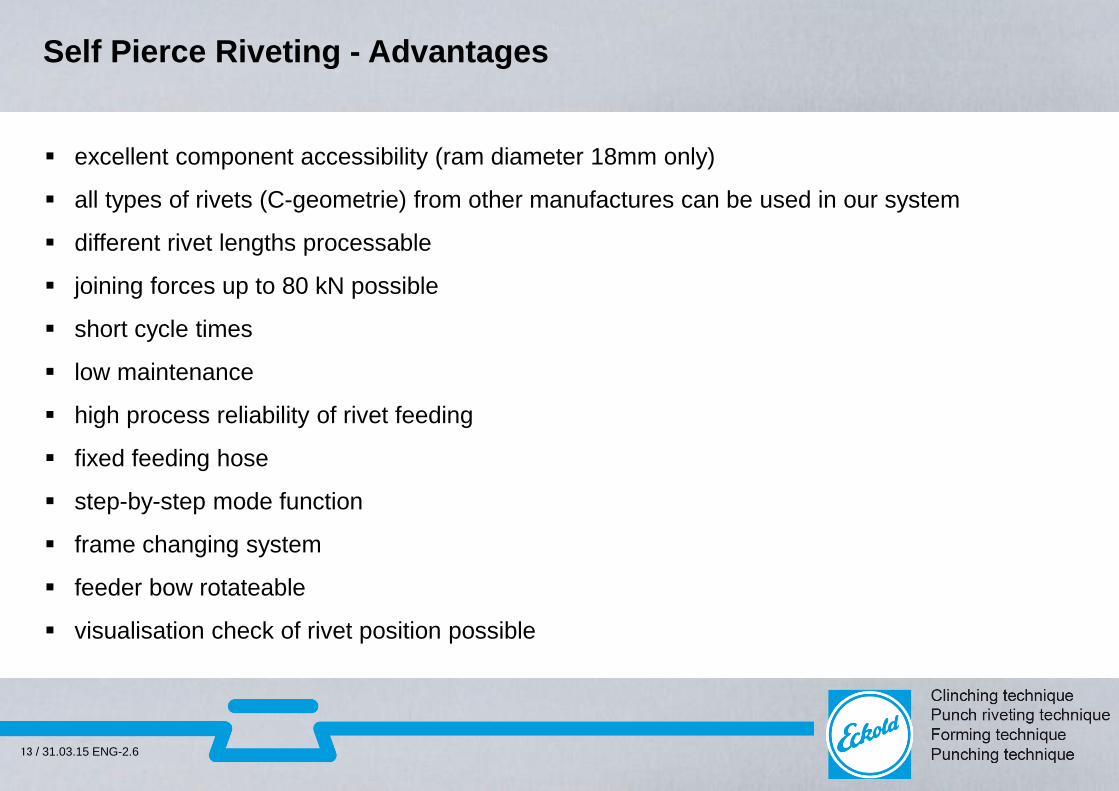
Punching technique

15 / 31.03.15 ENG-2.6
Punching technique

16 / 31.03.15 ENG-2.6
Punching technique - Advantages
Single and multi layer punching
Large quantity of different designs available
hand guided units
components for the integration in fxtures
components for Industrial robot systems
complete punching stations
Different shapes of holes possible
punching of round and form holes
notching
shearing / cutting
Different drives available
hydraulic
pneumo-hydraulic
pneumatic
electric

17 / 31.03.15 ENG-2.6
Embossing and punching technique

18 / 31.03.15 ENG-2.6
Embossing technique

19 / 31.03.15 ENG-2.6
Embossing and punching technique - Advantages
scrap components (out of tolarance) can be reworked for further use in production
High precision
Low-maintenance
Partial opening strokes are possible
Modular design
Good power to weight ratio
Embossing depth up to 6mm possible
Seamless process control
Control via axis 7 of the industrial robot possible

20 / 31.03.15 ENG-2.6
Seamclosing fixture / segment
Portable seamclosing pliers
Seamclosing inserts
Auxiliary equipment
Hydraulic drive unit
Seamclosing technique
21 / 31.03.15 ENG-2.6
Seamclosing technique - Advantages
Cost reduction (low invest costs)
System components like tools and drive units can be used for the next model as well
Same quality like big press-tools, cheaper and using much less room and energy
Seamclosing of entire Wheelhouse possible
Pre-bending and seamclosing is possible in the same fixture by simply changing the upper jaw
The flexible concept is the ideal answer for small production runs and spare part supply
Minimised space required through integration in existing fixtures
Hydraulic unit and Seamclosing pliers can be used in following or other work stations
Especially suited for prototype building as well as integration in welding fixtures
Eckold seamclosing workstations can be easily poistioned or re-positioned

22 / 31.03.15 ENG-2.6
Handling by industrial robot
manual handling
Handling by Feeding device
Wheelhouse Flanging technique

23 / 31.03.15 ENG-2.6
Wheelhouse Flanging technique - Advantages
Increasing the wheelhouse clearance for wider tires and snow chains
Improvement of roadability and looks by wider wheelbase
Optimizing the body stability in the wheel house area

24 / 31.03.15 ENG-2.6
Eckold GmbH & Co. KG
37444 St. Andreasberg
Germany
Tel.: +49(0)5582 802 0
Fax: +49(0)5582 802 300
E-Mail: [email protected]
Web: www.eckold.com
Contact