Embed Size (px)
Citation preview
Clinchen
Fügetechnik für den Karosseriebau
2
Clinchen – Warum?
Fügeverbindung nur durch Materialumformung,kein zusätzliches Material nötig
Keine Hitzeeinwirkung – Bauteilverspannungen
Verbindung unterschiedlicher Werkstoffe undZwischenlagen (Kunststoff)
Sauberer Anlagenbetrieb - keine Verschmutzung derVorrichtung und Bauteile durch Schweißspritzer
Reproduzierbarer Fügeprozeß ohne "Kappenfräsenoder Kappenwechseln"
3
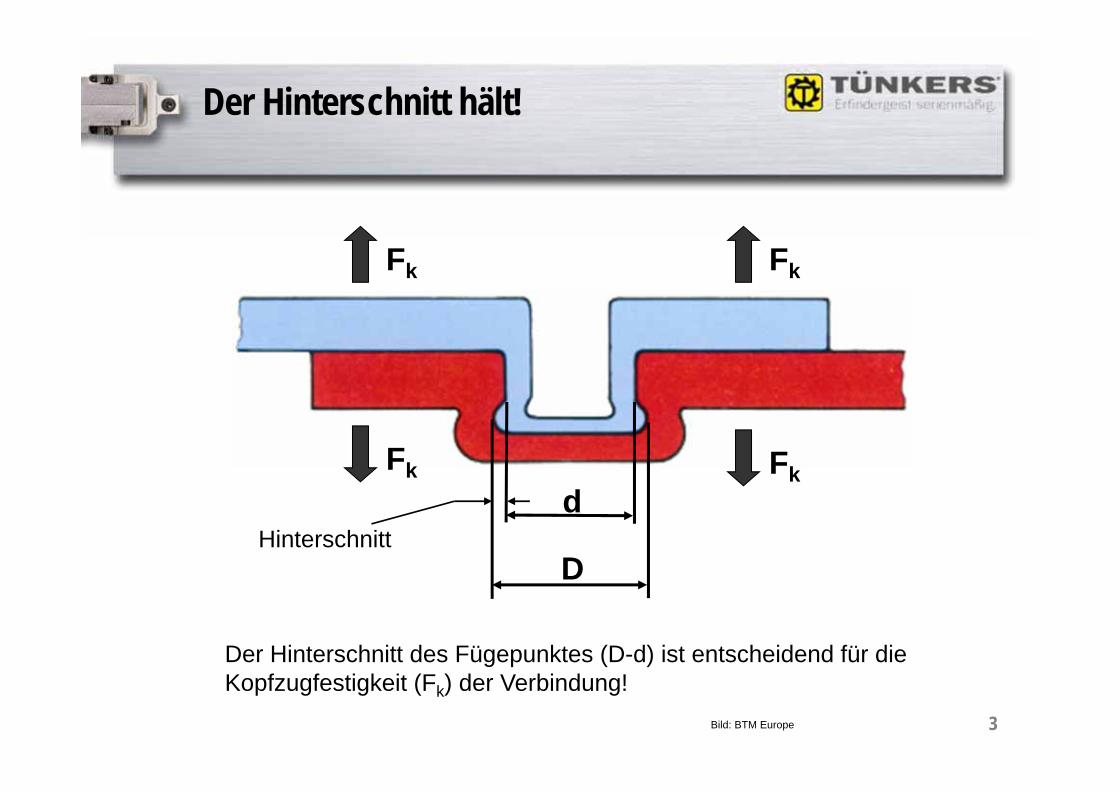
Der Hinterschnitt des Fügepunktes (D-d) ist entscheidend für die Kopfzugfestigkeit (Fk) der Verbindung!
Fk Fk
Fk Fkd
D
Der Hinterschnitt hält!
Hinterschnitt
Bild: BTM Europe
4
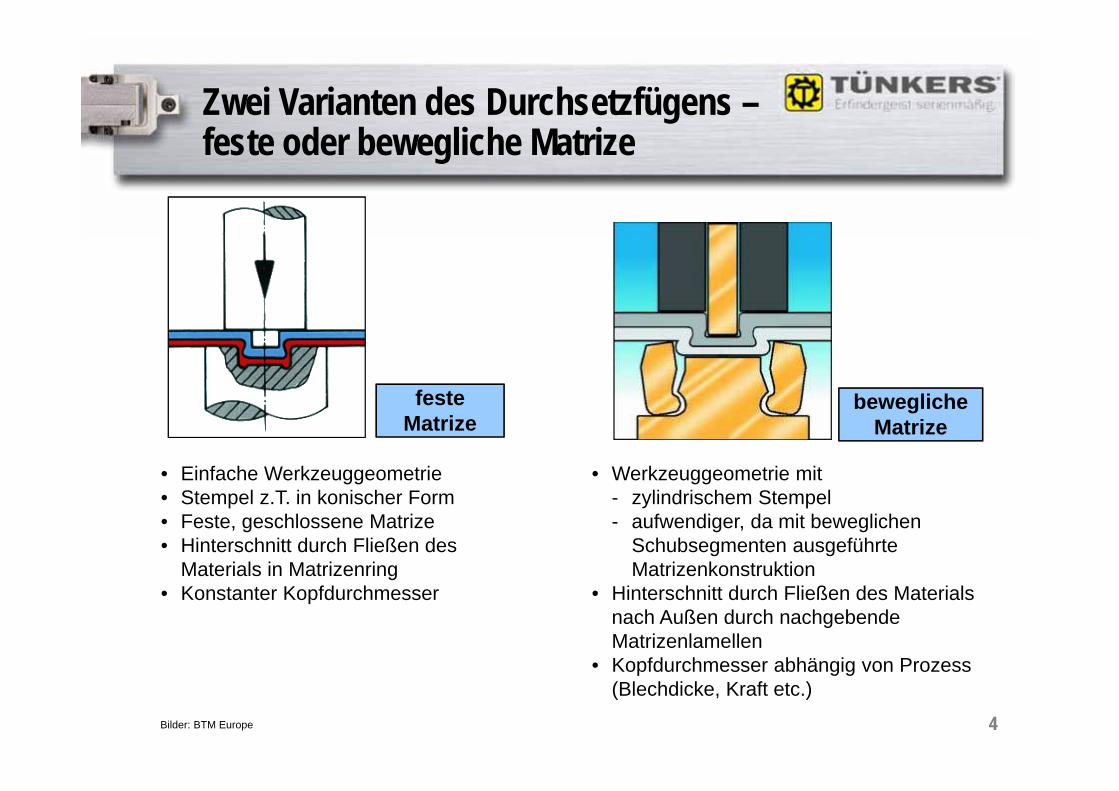
• Einfache Werkzeuggeometrie• Stempel z.T. in konischer Form• Feste, geschlossene Matrize • Hinterschnitt durch Fließen des
Materials in Matrizenring• Konstanter Kopfdurchmesser
• Werkzeuggeometrie mit- zylindrischem Stempel- aufwendiger, da mit beweglichen
Schubsegmenten ausgeführteMatrizenkonstruktion
• Hinterschnitt durch Fließen des Materials nach Außen durch nachgebende Matrizenlamellen
• Kopfdurchmesser abhängig von Prozess (Blechdicke, Kraft etc.)
festeMatrize
beweglicheMatrize
Zwei Varianten des Durchsetzfügens –feste oder bewegliche Matrize
Bilder: BTM Europe

5
• geringere Verschmutzungsgefahr durch offene Matrizenkonstruktion. Feuchtigkeit, Öl oder Bauteilbeschichtungen führen nicht zum direkten Qualitätsabfall (Druckstau!!)
• Durch offene, seitlich nachgebende Bauart flexibler bei Blechdickenschwankungen
• Fügen unterschiedlicher Blechpaarungen mit einem Werkzeugsatz
• Geringere Fügekräfte (-20%), da Material in Richtung der nachgebenden Lamellen fliessen kann
• Geringere Abstreifkräfte- matrizenseitiger Abstreifer entfällt- einfache Abstreiferkonstruktion stempelseitig
offene Matrize mit Stützring
mechanisches Prinzip
Höhere Prozesssicherheit mitbeweglicher, offener Matrize
Bild: B
TM E
urope
Bild: BTM Europe
6
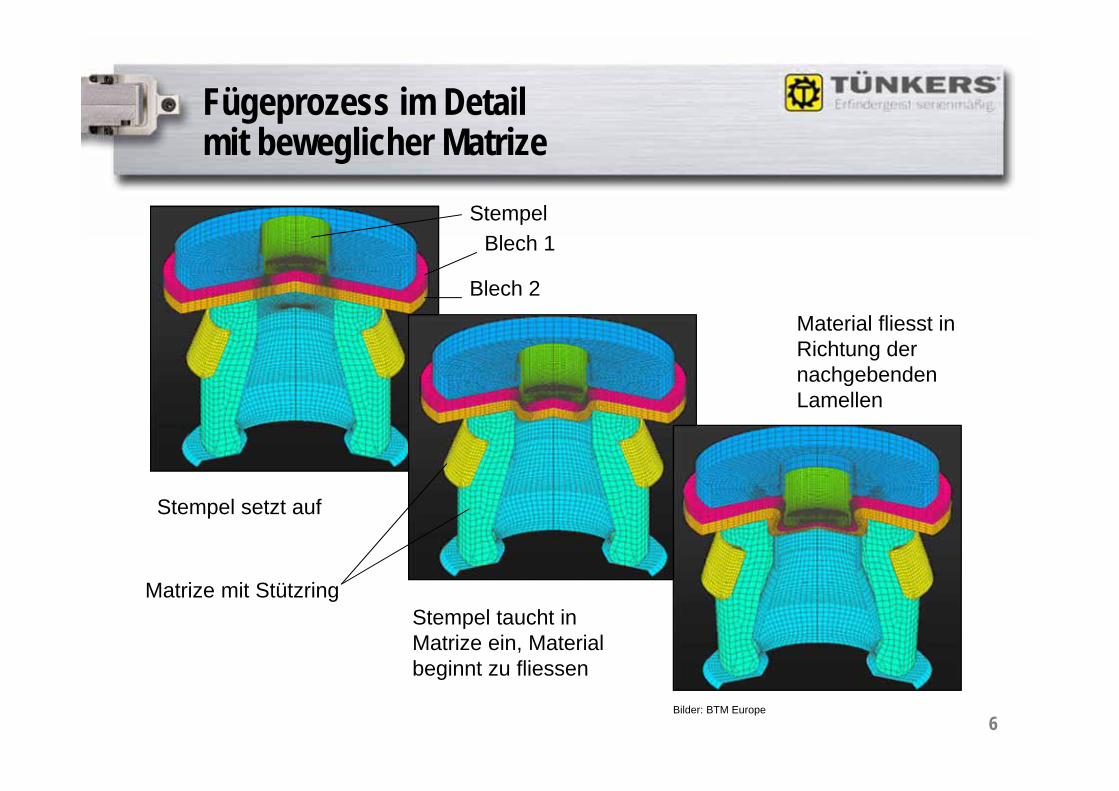
Stempel setzt auf
Stempel taucht in Matrize ein, Material beginnt zu fliessen
Material fliesst in Richtung der nachgebenden Lamellen
Fügeprozess im Detailmit beweglicher Matrize
Bilder: BTM Europe
StempelBlech 1
Blech 2
Matrize mit Stützring
7
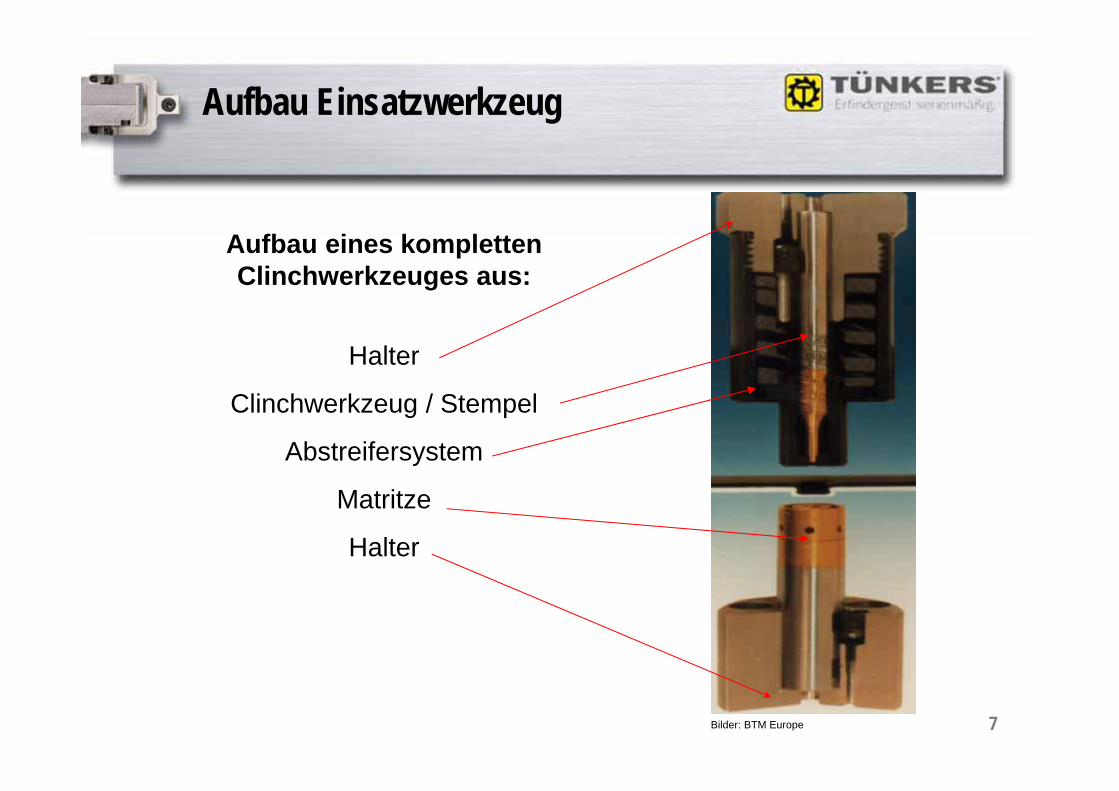
Aufbau eines komplettenClinchwerkzeuges aus:
Halter
Clinchwerkzeug / Stempel
Abstreifersystem
Matritze
Halter
Aufbau Einsatzwerkzeug
Bilder: BTM Europe
8
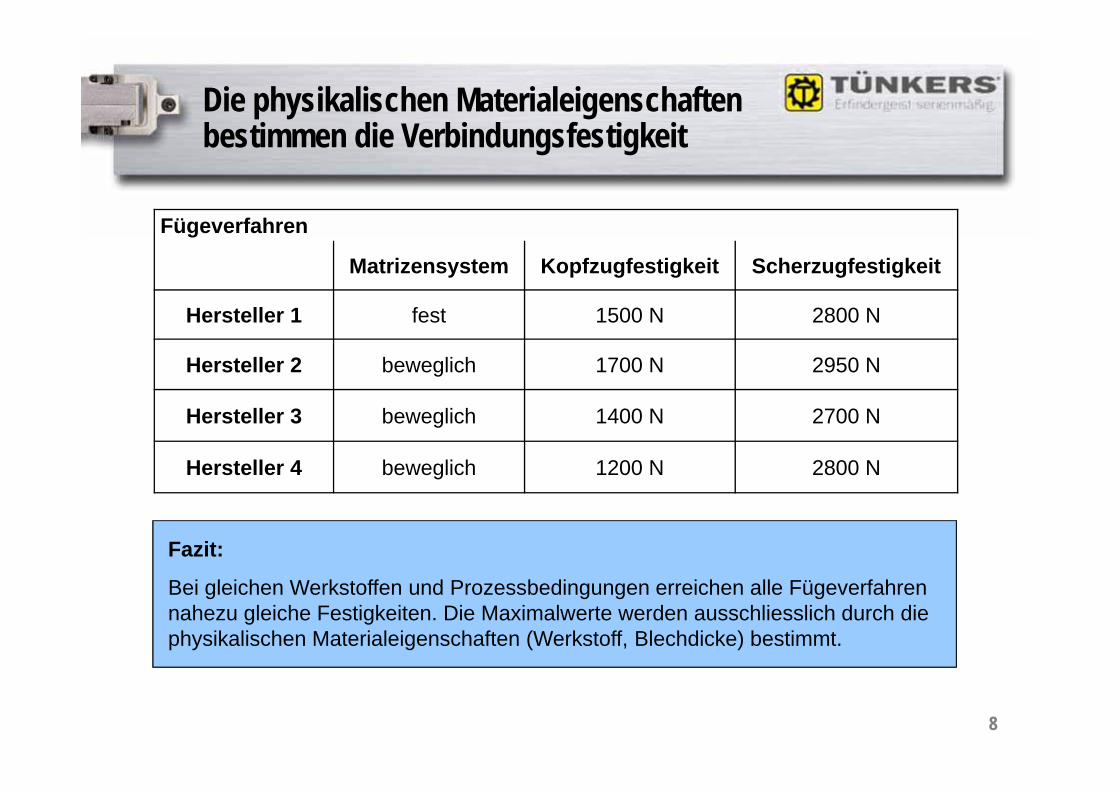
Fügeverfahren
Matrizensystem Kopfzugfestigkeit Scherzugfestigkeit
Hersteller 1 fest 1500 N 2800 N
Hersteller 2 beweglich 1700 N 2950 N
Hersteller 3 beweglich 1400 N 2700 N
Hersteller 4 beweglich 1200 N 2800 N
Fazit:
Bei gleichen Werkstoffen und Prozessbedingungen erreichen alle Fügeverfahren nahezu gleiche Festigkeiten. Die Maximalwerte werden ausschliesslich durch die physikalischen Materialeigenschaften (Werkstoff, Blechdicke) bestimmt.
Die physikalischen Materialeigenschaften bestimmen die Verbindungsfestigkeit
9
Fazit:
Fügewerkzeuge mit beweglicher Matrize sind im Hinblick auf die in der Rohkarosseriefertigung vorherrschenden Bedingungen mit Blechdickentoleranzen, Verschmutzungen, Umwelteinflüssen und Änderungspotentialen (Blechdicken, Prozess, Bauteil) den Ausführungenmit fester Matrize vorzuziehen.
Fügewerkzeuge mit beweglicher Matrize – das richtige Verfahren für die Rohbaufertigung
10
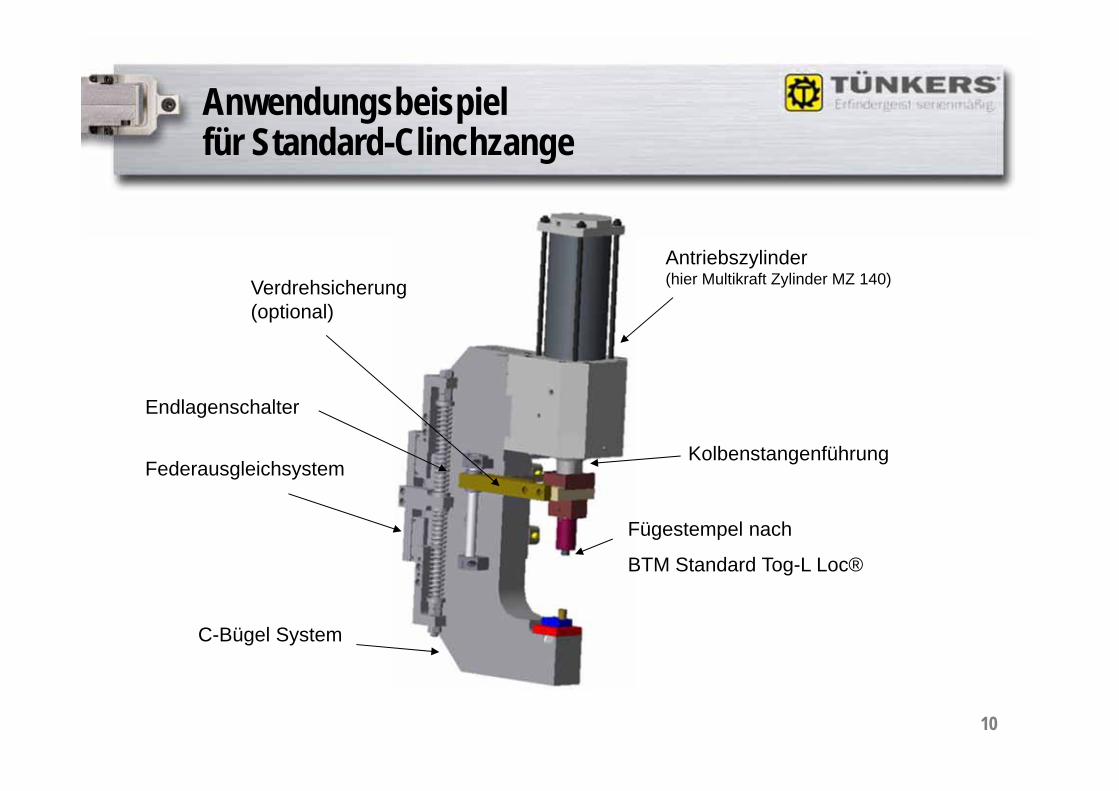
Anwendungsbeispielfür Standard-Clinchzange
Verdrehsicherung (optional)
Federausgleichsystem
Fügestempel nach
BTM Standard Tog-L Loc®
C-Bügel System
Antriebszylinder(hier Multikraft Zylinder MZ 140)
Kolbenstangenführung
Endlagenschalter
11
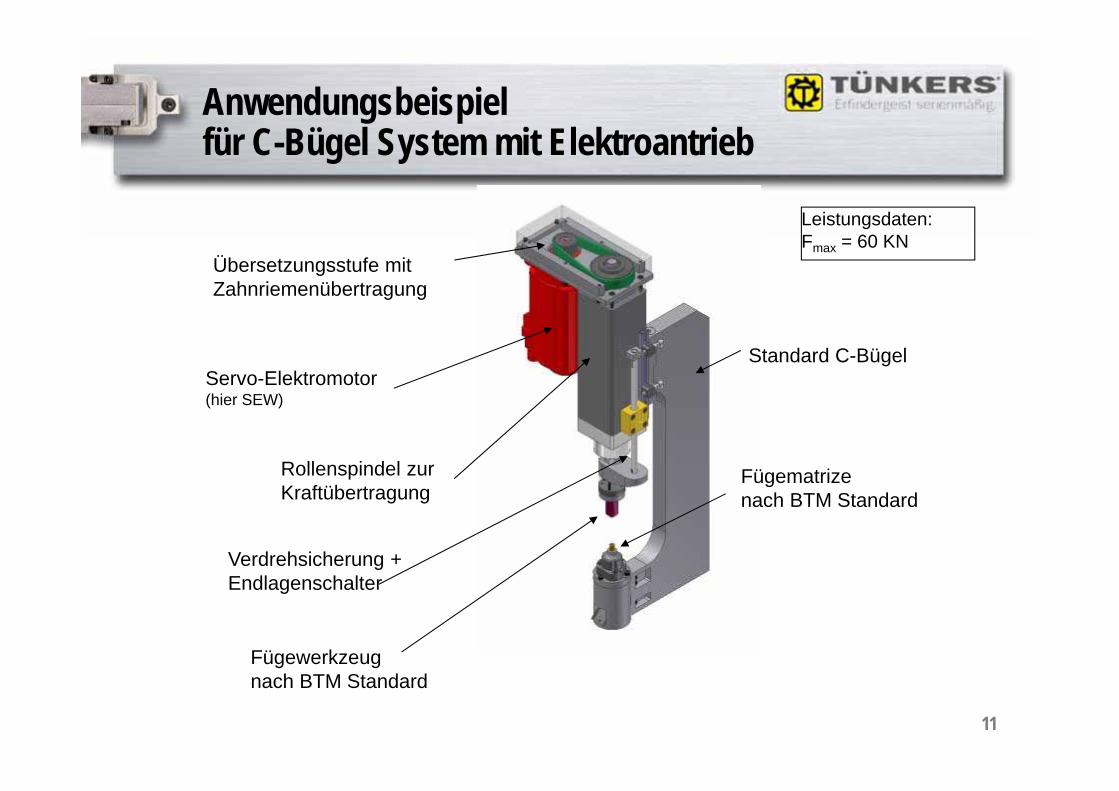
Übersetzungsstufe mit Zahnriemenübertragung
Servo-Elektromotor(hier SEW)
Rollenspindel zurKraftübertragung
Verdrehsicherung +Endlagenschalter
Standard C-Bügel
Leistungsdaten:Fmax = 60 KN
Fügewerkzeugnach BTM Standard
Fügematrizenach BTM Standard
Anwendungsbeispielfür C-Bügel System mit Elektroantrieb
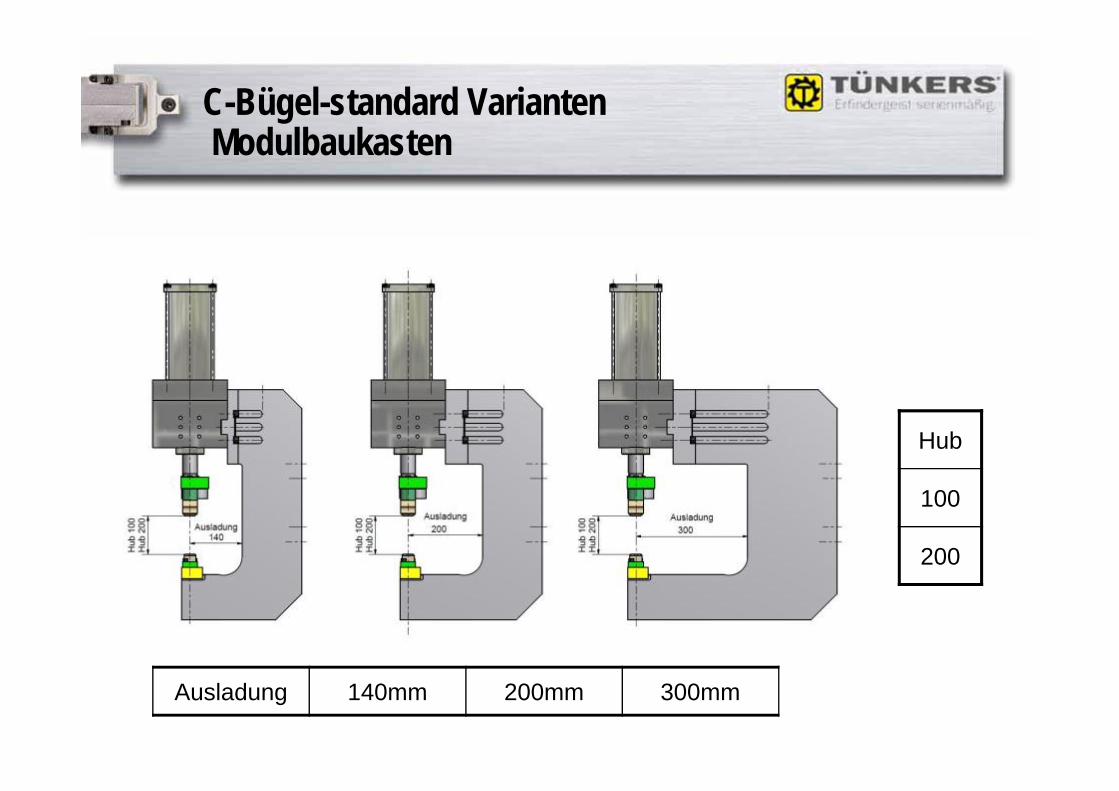
C-Bügel-standard VariantenModulbaukasten
Ausladung 140mm 200mm 300mm
Hub
100
200
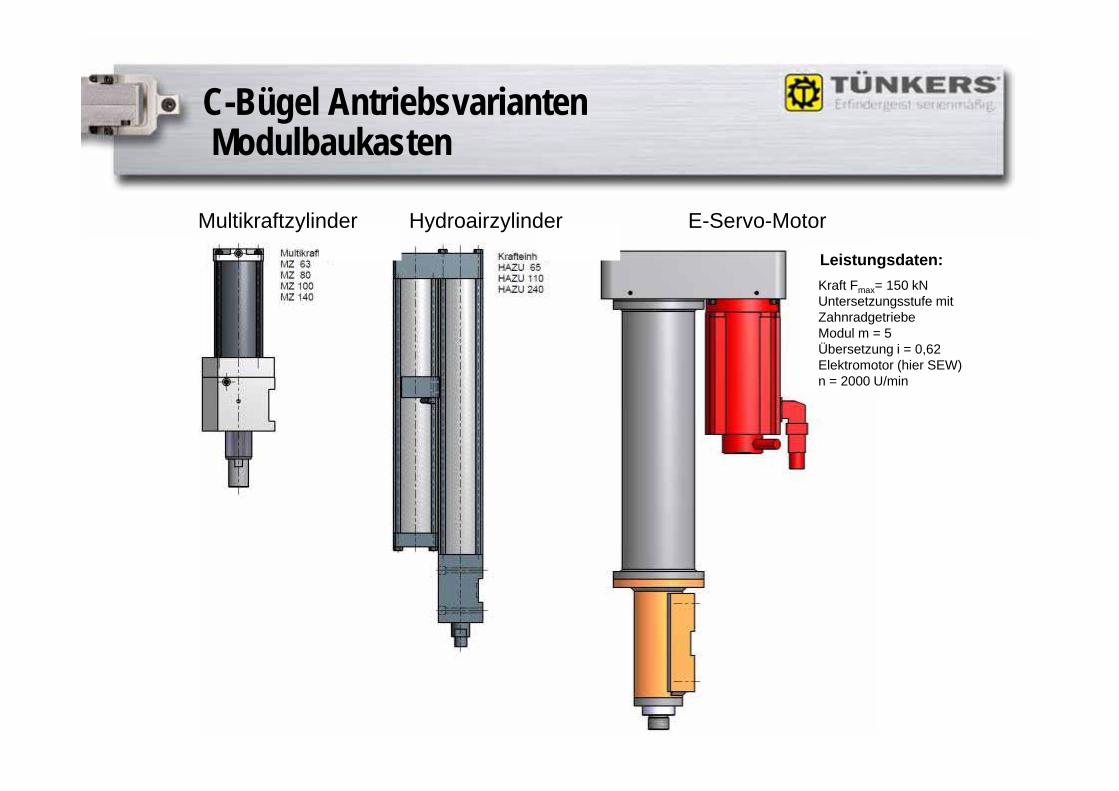
C-Bügel AntriebsvariantenModulbaukasten
Multikraftzylinder Hydroairzylinder E-Servo-Motor
Leistungsdaten:Kraft Fmax= 150 kNUntersetzungsstufe mit ZahnradgetriebeModul m = 5Übersetzung i = 0,62Elektromotor (hier SEW)n = 2000 U/min
14
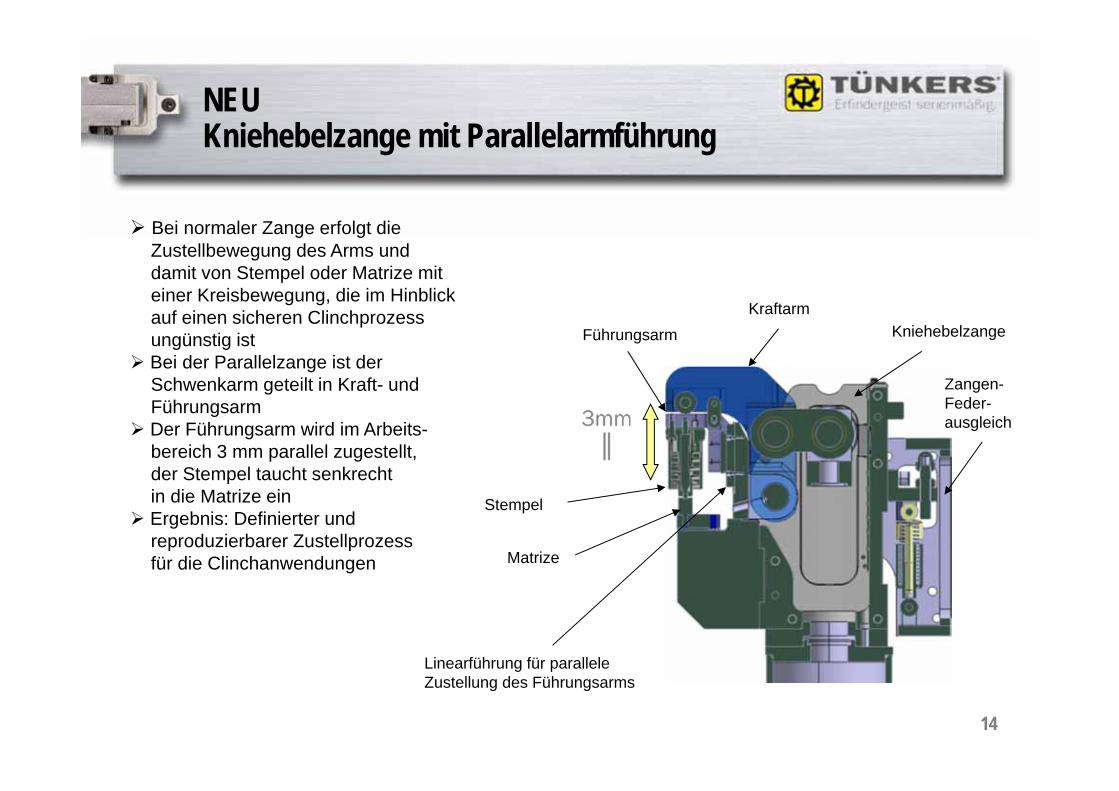
Bei normaler Zange erfolgt dieZustellbewegung des Arms unddamit von Stempel oder Matrize miteiner Kreisbewegung, die im Hinblickauf einen sicheren Clinchprozessungünstig ist
Bei der Parallelzange ist derSchwenkarm geteilt in Kraft- undFührungsarm
Der Führungsarm wird im Arbeits-bereich 3 mm parallel zugestellt,der Stempel taucht senkrechtin die Matrize ein
Ergebnis: Definierter undreproduzierbarer Zustellprozessfür die Clinchanwendungen
Linearführung für parallele Zustellung des Führungsarms
Matrize
Stempel
KraftarmFührungsarm Kniehebelzange
Zangen-Feder-ausgleich
NEUKniehebelzange mit Parallelarmführung
15
X-M
ass
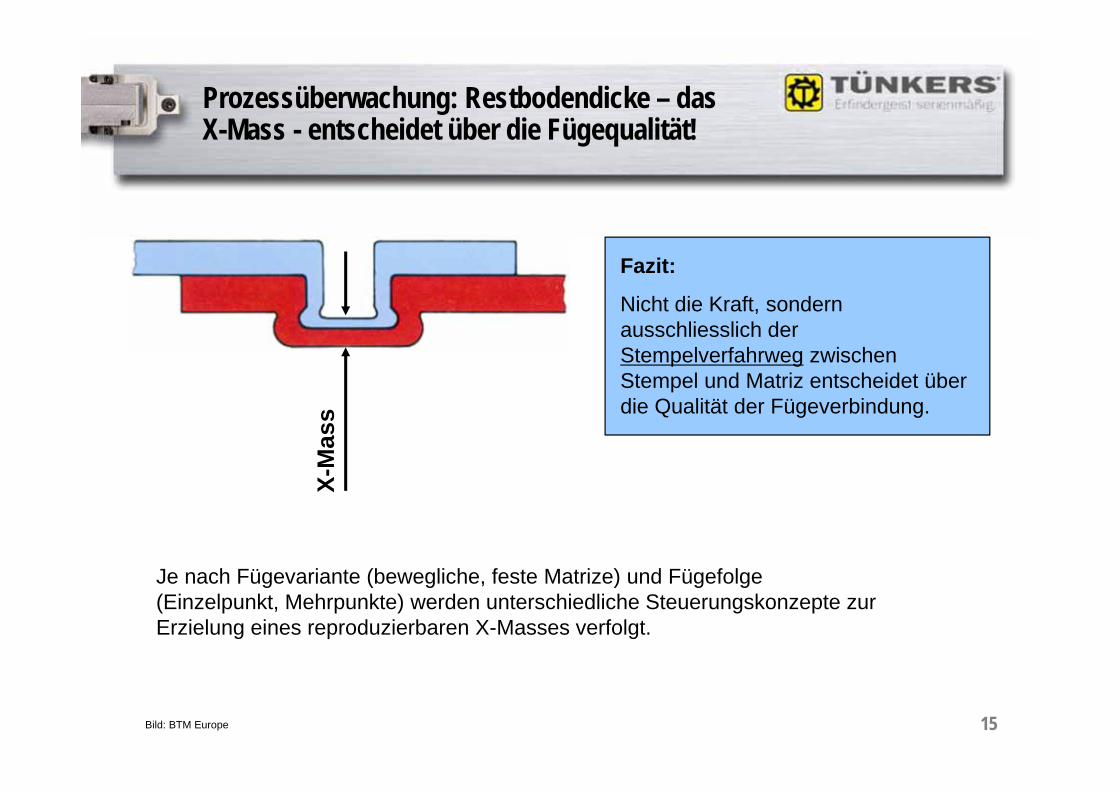
Je nach Fügevariante (bewegliche, feste Matrize) und Fügefolge (Einzelpunkt, Mehrpunkte) werden unterschiedliche Steuerungskonzepte zur Erzielung eines reproduzierbaren X-Masses verfolgt.
Fazit:
Nicht die Kraft, sondern ausschliesslich der Stempelverfahrweg zwischen Stempel und Matriz entscheidet über die Qualität der Fügeverbindung.
Prozessüberwachung: Restbodendicke – dasX-Mass - entscheidet über die Fügequalität!
Bild: BTM Europe
16
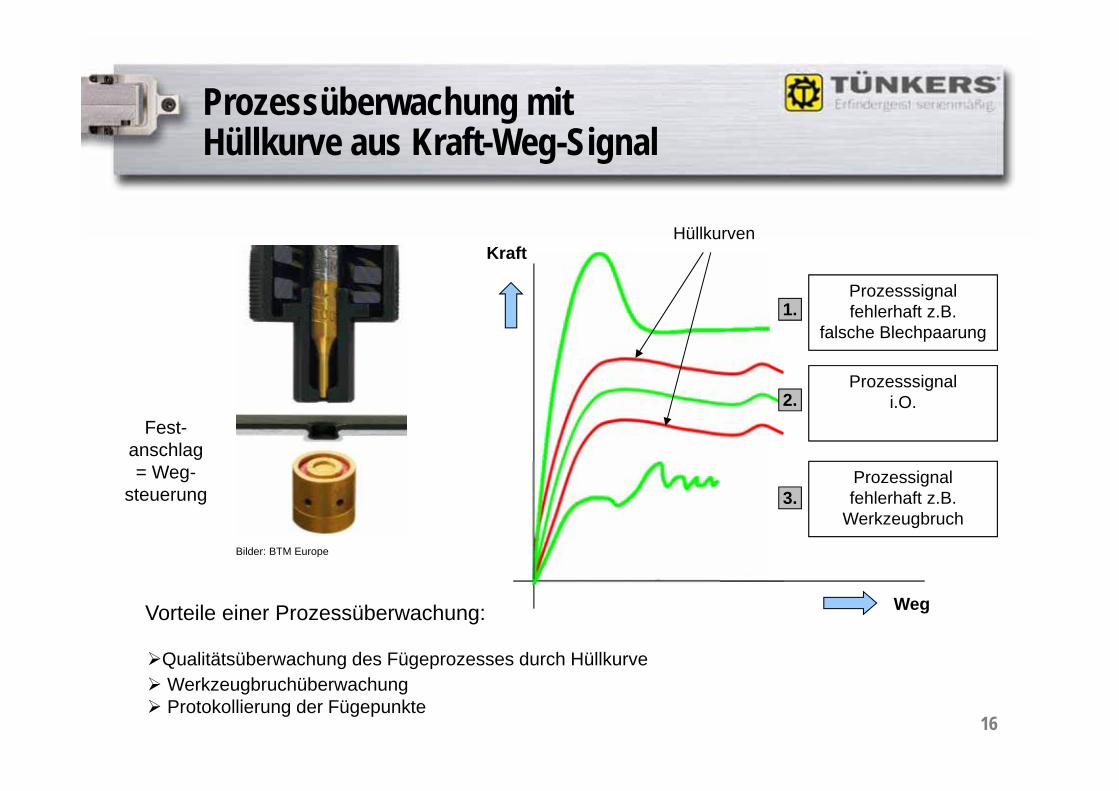
Prozessignal fehlerhaft z.B.
Werkzeugbruch
Kraft
Weg
Prozesssignalfehlerhaft z.B.
falsche Blechpaarung
Qualitätsüberwachung des Fügeprozesses durch HüllkurveWerkzeugbruchüberwachung Protokollierung der Fügepunkte
Fest-anschlag= Weg-
steuerung
Prozessüberwachung mitHüllkurve aus Kraft-Weg-Signal
Hüllkurven
Prozesssignali.O.
1.
2.
3.
Vorteile einer Prozessüberwachung:
Bilder: BTM Europe
17
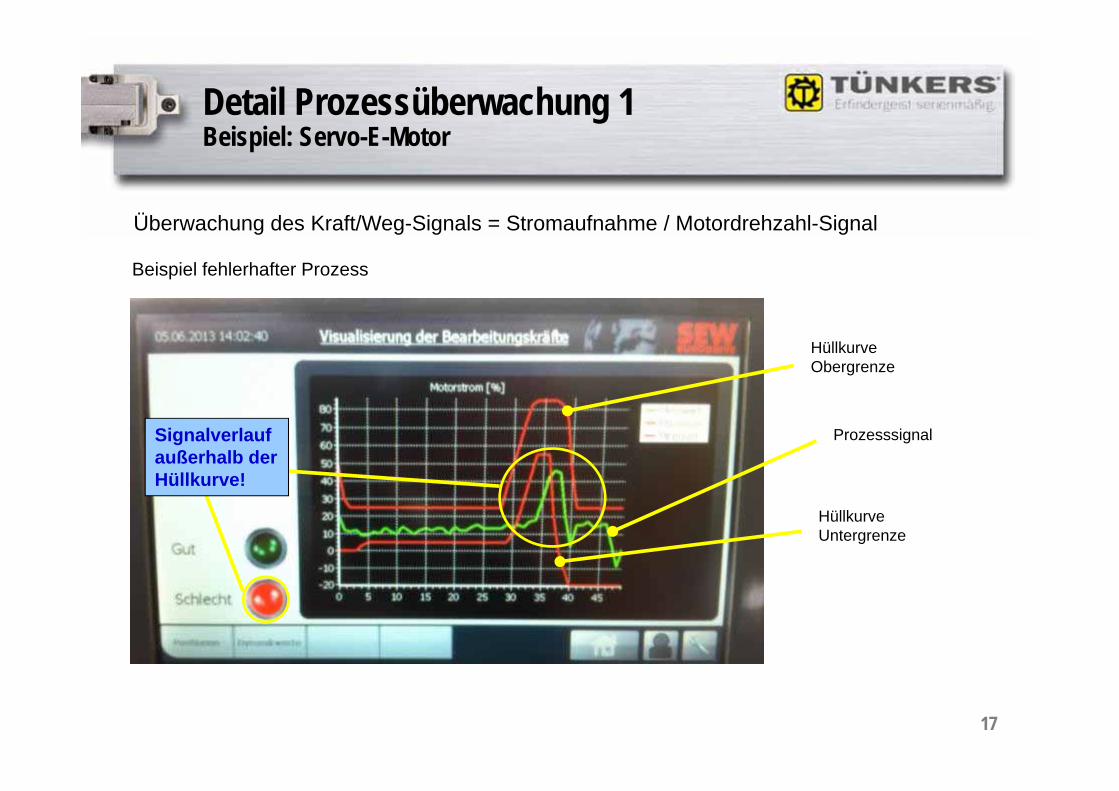
Überwachung des Kraft/Weg-Signals = Stromaufnahme / Motordrehzahl-Signal
Prozesssignal
HüllkurveObergrenze
HüllkurveUntergrenze
Detail Prozessüberwachung 1Beispiel: Servo-E-Motor
Beispiel fehlerhafter Prozess
Signalverlaufaußerhalb derHüllkurve!
18
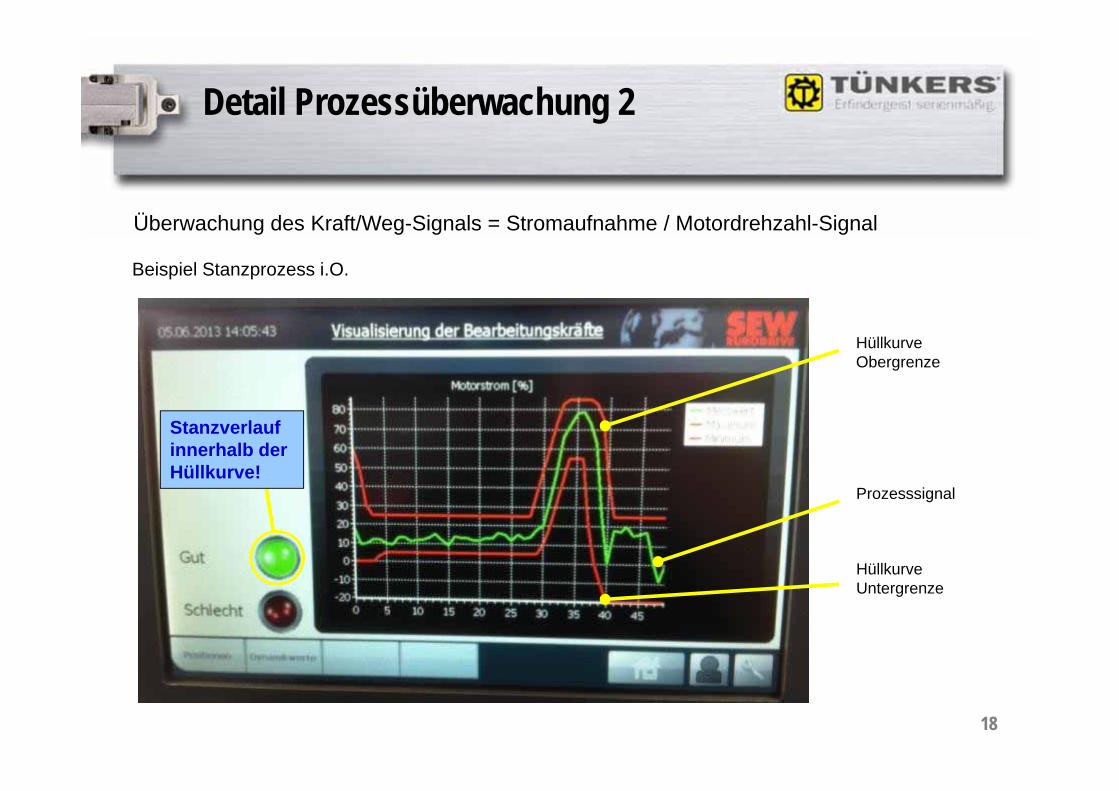
Überwachung des Kraft/Weg-Signals = Stromaufnahme / Motordrehzahl-Signal
Detail Prozessüberwachung 2
Beispiel Stanzprozess i.O.
Prozesssignal
HüllkurveUntergrenze
HüllkurveObergrenze
Stanzverlaufinnerhalb derHüllkurve!
19
Für Rückfragen stehen wir Ihnen gerne zur Verfügung:
TÜNKERS Maschinenbau GmbHAm Rosenkothen 4 - 12 40880 Ratingen
Herr Dirk HoppeTelefon +49 (0) 2102 4517 129E-Mail [email protected]
Herr André MichelsTelefon +49 (0) 2102 4517 508E-Mail [email protected]





























