Embed Size (px)
Citation preview

THEORY AND TECIINOLOGY OF THE COMPONENT FORMATION PROCESS
COMPACTIBILITY OF METAL POWDERS IN ROLLING
O. Ao Katrus and A. I. Otrok UDC 621.762o4.001
The term nrollability ~ of a powder must be taken to mean the ability of the powder to form rolled strip free from any serious defects (layering, generation of large cracks) within a wide range of strip densities, during rolling at optimum speeds [i]. A characteristic feature of the powder rolling process distinguishing it from pressing in dies is the existence of open zones (zones out of contact with the tool) both on the side of powder feed into the deformation zone and on the strip exit side of the rolls.
The relatively high pressure acting in the strip outlet zone combined with the low strength of roll- compacted strip appears to be one of the principal causes of a characteristic rolling defect, namely, layer- ing. A number of powders that can be satisfactorily compacted in dies show a propensity for layering when subjected to roll compaction. Some information has been published on the rolling of powders between rolls of large diameter [2, 3], but the phenomenon of powder strip layering was not considered in these investiga- tions. The question of the possible causes of powder strip layering was raised in [4]. The object of the present work was to study the rollability of powders of different origins (Table I). Rolling was performed between rolls 36, 181,500, and 900 mm in diameter. Before rolling, to reduce their volatility the powders were wetted with water, benzine, spindle oil, or kerosene. The rolling speeds employed ranged from 0.5 to 8 m/rain. The strip thickness and density were regulated by changing the initial setting of the rolls. The effects were examined of the following factors on the strip layering phenomenon: I) particle size dis- tribution of the powder; 2) shape and surface condition of the particles; 3) physical condition of the powder. The characteristics of the starting powders employed are listed in Table I.
The iron powders were oxidized in air for 20 rain at 500~ * The reduced copper powders were oxidized by prolonged exposure to air at room temperature, while the electrolytic copper powder was oxidized by treatment with ammonia solutions. The results of our experiments are shown in Figs. 1-4 as curves of dimensionless strip thickness h/D �9 100% plotted against strip density. The appearance of layering as a result of rolling was detected visually. In the regions of appearance and disappearance of layering, two or three experiments were carried out. In the graphs, the region of layering is represented by dotted lines.
A comparison of the curves in Figs. 1-4 enables us to draw the conclusion that, other things being equal, the initial instant of layering for a large number of powders occurs the sooner, the larger the roll diameter, i.e., the grea ter the absolute str ip thickness. The tendency for layering manifests itself clearly in the region of relatively high porosit ies, becoming apparent the sooner, the finer the powder. These regulari t ies were found to be exhibited by powders produced by different processes (carbonyl, electrolytic, and reduced).
The presence of oxides on the powder surface results , other things being equal, in a shift of the begin- ning of layering toward higher strip densities. The rollability range of oxidized powders is the narrower, the smaller the particle size of the starting powder (in rolling between rolls 500 mm or more in diameter). Occasionally (for example, in the case of oxidized copper powder), the displacement of the beginning of
* PZh2M2 and PZh2M are fine reduced powders of 98.0% purity- Publisher.
Institute of Materials Science, Academy of Sciences of the Ukrainian SSR. Translated from Porosh- kovaya Metallurgiya, No. 8 (104), ppo 36-40, August, 1971. Original article submitted December 4, 1969o
�9 1972 Consultants Bureau, a division of Plenum Publishing Corporation, 227 West 17th Street, New York, N. Y. 10011. All rights reserved. This article cannot be reproduced for any purpose whatsoever without permission of the publisher. A copy of this article is available from the publisher for $15.00.
623

TABLE 1. Characteristics of Starting Powders
No.
1
2
3
4
5
9
10
11
12
13
14
Powder
Iron, reduced P Zh2 M2
P Zh2M2
P Zh2 M.2
PZh2M2
P Zh2 M, Sulinsk Factory
Iron, R10 earbonyl grade to VTUEU 185-60
Molyb - denum to TUVM 4-240-5
The same
Titanium, e lectrolyt ic
Titanium, reduced
Nickel, PNK-2 carbonyl grade to GOST 9722-61
PNK-2
Copper, P M - ' to GOST 4960-49
Copper, reduced
2.57
2.66
2.66
2.03
1.8
2.21
1.63
1.21
0.95
2.13
1.56
1.71
1.56
2.90
2.93
2.93
2,26
2.2
3.26
1.98
1.41
1.23
3.03
1.93
2.40
2.16
~D
~D
90-100
90-100
90-100
160
1-4 mm
1-4 mm
5-20
1-3 mm
90-120
40-45
2-5
1-3 mm
10-45
30-50
Par t i c le shape
Spongy
Granules
Spongy, non- equiaxed
Granules
Dendritic
Spongy
Spherical
Granules
Dendritic
Spongy
Notes
As supplied
Annealed in hydrogen for 45 min at 700~
Oxidized in air for 20 min at 500~
As supp l i ed , - 160-# fract ion retained
Treated with 100 cm 3 of s ta rch paste per 1 kg of powder, rubbed into granules through 2 .65-mm sieve, dried, and annealed for 1.5 h at 700-800~
The same
As supplied
Treated with 200 cm 3 of 2.5% solution of rubber in benzine per 1 kg of powder, rubbed into granules through 2.65-mm sieve, and dried at 60~
As supplied
N
M
Treated with 350 cm 3 of 2.5% solution of rubber in benzine per 1 kg of powder, rubbed into granules through 2 .65-mm sieve, and dr ied at 60~
As supplied
624

~ a5 0,4 O,5 Density
. /7
~5 47 48
.
::% 0,; ' 2 ~ ~
o, j
�9 5 4e 47 02 Density
Fig. 1 Fig. 2
48 o,g
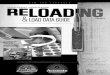
Fig. i. Effect of strip density on dimensionless strip thickness (D = 900 ram): i) PZh21VL2, as supplied; 2) PZh2M (Sulinsk Factory), l-4-mm grannies; 3) electrolytic titanium; 4) reduced titanium; 5) reduced nickel, l-4-mm granules; 6) PNK-2, granules annealed at 500~ 7) PKN-2, an- nealed at 300~ 8) PNK-2, granules annealed at 700~ 9) carbonyl iron, granules mmealed at 700~ Solid lines) s t r ip without layering; dotted lines) s t r ip with layering.
Fig. 2. Effect of s t r ip density on dimensionless thickness of molybdenum str ip: 1) D = 36 ram; 2) D = 181 ram; 3) D = 500 ram; 4) D = 200 ram, molybdenum oxidized to brown color; 5) D = 500 ram, 1 -3- ram granules in rubber binder. Solid Hnes) s t r ip without layering; dotted lines) s tr ip with layering.
. U
�9
[-.,
0.5
6 . ~ " ,, t 5
o,6 4 7 o,,~ Density
O,.e
f,4
0 ,;8
q6 0/, 0,5 0,6 o,7 ~a
! 2 �9
I '~
Z 5
4
3
2
f
o,9
o,7
0,6
"~ 0,5
C~ o,4 iOOMo Density 50Mo toOTi
50 Ti Fig. 3 Fig. 4 Fig. 5
Fig. 3. Effect of strip density on dimensionless strip thickness: i) PZh2M2, oxidized; 2) PZh21VL2, as supplied; 3) electrolytic titanium; 4) PZh2M2, as supplied; 5) P Zh21VL2, oxidized; 6) P Zh2M2, annealed; 7) reduced titanium. Roll diameter D: 1-3) 181; 4-7) 500 ram.
Fig. 4. Effect of strip density on dimensionless strip thickness (D = 500 ram): 1) PNK-2, l-3-mm granules in rubber binder; 2) PZh2M2, -160 # ; 3) PZh2M2, annealed and air-oxidized; 4) PM-2, lubricated with kerosene; 5) reduced copper powder, wetted with water; 6) PM-2, oxidized in air with NH4OH solution. Solid lines) strip without layering; dotted lines) strip with layering.
Fig. 5. Compactibility in rolling of strip from mixtures of titanium (No. 9) and molybdenum (No. 7) powders. Strip: i) without layering; 2) with layering.
625

l ayer ing toward higher dens i t i es leads to the s imul taneous appearance of two types of defec ts , namely , l ayer ing and o v e r p r e s s i n g . In the ro l l ing of oxidized copper , molybdenum, nickel , and i ron powders be - tween ro l l s with D = 36 and D = 181 ram, no l ayer ing was detected in a wide range of s t r i p densi t ies (0.5- 0.85).
The effect of annealing on the ro l labi l i ty of powders was invest igated using carbonyl nickel and r e - duced i ron powders . The annealing of the carbonyl nickel powder was p e r f o r m e d in hydrogen for 45 min at 300 and 500~ and that of the i ron powder for 45 rain at 700~ In the roi l ing of the annealed nickel powder between ro l l s with D = 900 m m , it p roved imposs ib le to p revent l ayer ing in the s t r ip density range invest igated (Fig. 1). In the case of i ron powders with a mean par t ic le s i z e of 70-90 # , annealing sl ight ly shif ts the instant of appearance of l ayer ing toward higher s t r ip poros i t i e s , but is incapable of e l iminat ing this phenomenon.
Fine nickel and molybdenum powders were ro l led without l ayer ing in a wide range of s t r i p densi t ies a f t e r t r e a t m e n t with a 2.5% solution of rubbe r in benzine . To prevent layer ing , i t was found sufficient to introduce 180 cm 3 of the solution per 1 kg of powder in the rol l ing of molybdenum powder and 350 cm 3 of the solution in the ro l l ing of nickel powder . This di f ference is p r e s u m a b l y at t r ibutable to the fact that the par t ic le shape of the molybdenum powder was more i r r e g u l a r than the spher ica l par t ic le shape of the carbonyl powder. The mean par t i c le s ize of these powders , de te rmined by mic roscop ic sizing, lay in the range 2 - 5 p . It should be noted that t r ea t ing powders with a benzine solution of rubber contaminates the resul t ing s t r i p with ca rbon and o ther impur i t i e s , and may the re fo re not always be acceptable .
To inc rea se the i r par t ic le s i ze , the carbonyl nickel and i ron powders were subjected to annealing for 30-15 rain at 700~ (part icle agg lomera t e s we re produced by applying s t a r ch paste to the s tar t ing powders) . In this manner , nickel and i ron powders composed of f i r m par t ic le agg lomera te s f r o m 0.15 to 4 m m in s ize were obtained which could be success fu l ly ro l led without layer ing between ro l l s with D = 900 m m in a wide range of dens i t i es . S imi lar ly , no layer ing was exhibited under the s a m e rol l ing con- ditions by s t r ip f r o m e lec t ro ly t i c t i tanium and reduced i ron powders with mean par t ic le s ize of more than 150 p .
Thus, l i s ted in o rde r of dec reas ing influence on s t r ip layer ing , the p rope r t i e s of the powders i nves - t igated are : 1) par t ic le s ize ; 2) p r e sence of oxides on the par t ic le s u r f a c e s , physical conditions of the powders (work-hardening, annealing), and par t i c le shape.
F igure 5 p r e s en t s data on the rol l ing of mixed t i tanium and molybdenum powders between 500-mm d i a m e t e r ro l l s within a ce r ta in range of s t r ip dens i t ies . It will be seen that , to e l iminate layer ing , the volume propor t ion of powders not suscept ib le to layer ing should be about 75%; to reduce the extent of l a y e r - ing, it is suff icient to add 50% of such powders . Analogous data were obtained for mix tu res of t i tanium and i ron powders .
Mie ros t ruo tu ra l examinat ions of spec imens of s t r i p s r e m o v e d f r o m the deformat ion zone (after r e - l ease of the load applied by the sc rew-down mechan i sm of the mill) es tab l i shed that l ayer ing begins at a d is tance of 5-6 m m f r o m the cen te r line on the powder feed side (rolling between 900-mm d i a m e t e r ro l l s ) .
Assuming that for the powders inves t igated the cha rac t e r of the s t r e s s e d s ta te in the deformat ion zone, cor responding to the angles T - ~ e (T is the neut ra l angle and ~ c is the ro l l compres s ion angle), does not depend on the na ture of the powder being ro l led , we mus t conclude that d i f fe rences in suscept ib i l i ty to layer ing of va r ious s t r i p s a r e l inked with the c h a r a c t e r i s t i c s of the powder densif ieat ion m e c h a n i s m a s - socia ted with the shape of the de format ion zone in rol l ing (presence of open zones in the m a t e r i a l being shaped by the ro l l s ) .
CONCLUSIONS
1. Lis ted in o rde r of deerem~ing extent to which they affect s t r i p layer ing, the c h a r a c t e r i s t i c s of the powders inves t igated are : pa r t i c l e s i ze , p r e sence of oxides on the par t ic le s u r f a c e s , physica l condition of the powders , and par t ic le shape.
2. The suscept ib i l i ty of rol led s t r i p to layer ing mani fes t s i t se l f m o r e c lea r ly , o ther things being equal, with inc reas ing ro l l d i a m e t e r , and becomes apparen t the sooner , the higher the s t r ip poros i ty .
626

1.
2o 3. 4.
L I T E R A T U R E C I T E D
G. A. Vinogradov, u N. Semenov, et al., Rolling of Metal Powders [in Russian], Metallurgiya, Moscow (1959), p. 58. G. Naeser and F. Zirm, Stahl Eisen, 70, No. 22, 995 (1950). B. A. Borok et al., i.n: Researches in Powder Metallurgy, Consultants Bureau, New York (1966). N. N. Par lor , Tr . LPI, No. 296, Metallurgiya, 130 (1969).
627