Embed Size (px)
DESCRIPTION
The codes & specifications for the fabrication of composite steel girders are compiled so as to achieve quality fabrication
Citation preview

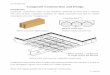
Quality control in fabrication of composite girders
G.Radhakrishnan
Composite girders are coming up mostly for Road Over Bridges for which detailed guidelines are yet to be issued by RDSO. A trial has been made for quality control in fabrication of steel portion of composite girders with reference to the following codes, manuals & guidelines so as to have confidence in fabrication with required quality.
IS 2062 – 2006 IS 1852-1985 (Re-affirmed 1998). IRBM-1998 IRS B-1-2001 IRS Steel Bridge Code IRS Welded Bridge Code Schedule of Technical Requirements (STR) issued by RDSO
Stages
• Suitability of the workshop • Quality Assurance Plan• Actual Quality Control
– WPSS/WPQR– Pre-fabrication Stage– During Fabrication– Post fabrication
Suitability of Workshop
Space availability for Raw material receipt &
storage Cutting & storing the steel members during various stages of
fabrication Inspection of fabricated members Painting or metalizing (Better to do metalising @ site after splicing
so as to get uniformity otherwise discontinuity will occur which is prone to develop corrosion)
Stacking of finished members till dispatch
Required machineries Crane with minimum 10t capacity for handling the components Steel measuring tape duly calibrated Plate & structural sections straightening machine Profile cutting equipment Self-propelled straight cutting equipment (Oxy-acetylene gas) Edge planning machine for edge preparation before welding Automatic SAW equipment Welding transformer/rectifier for MMAW Inert gas CO2 welding machine Radial drilling machine with adequate capacity Weld gauge for checking size & throat thickness Leveling instrument for measuring camber

ELCO meter for measuring the paint or metalising thickness DP test kid for checking the welds (NDT) Adequate power supply with alternate arrangements like generator In-house jig manufacturing capabilities System for periodical maintenance of M&P
Quality Assurance in Fabrication
(I) Prefabrication stage
1. Approval of Quality Assurance Plan2. Scrutiny of welding procedure specifications3. Welders Qualification Records4. Inspection and clearance of raw material5. Inspection of layout on template floor 6. Inspection of jigs and fixtures with master plates
(II) During Fabrication
1. Use of approved raw material 2. Use of approved welding consumables 3. Use of approved Welders 4. Use of approved welding procedures and parameters 5. Fabrication with approved set of jigs 6. Radiographic Inspection of butt welds
(III) After Fabrication
1. Inspection of welds 2. Inspection of Rivets 3. Structural and dimensional inspection 4. Trial Assembly (First Girder)
Quality Assurance Plan (QAP): Raw Material Consumables Fabrication Procedure Painting
1. Raw material:
Steel confirms to IS: 2062 – 1992 - Grade B (Revised code 2006, Amended 2009)
Rolling & Cutting Tolerances w.r.to IS 1852-1985 (Re-affirmed 1998). Sampling & testing in approved lab or IIT/NIT/Government Engineering
colleges or as per conditions of contract
Test certificates/ Reports:
Mill TCs with cast number / heat number (10 & 12mm plates with less than 2.0m width are coming as coils which are having cast number and other plates are having heat number
Physical Properties like tensile, bend & impact tests as per IS 2062 Grade B

Chemical Composition for IS 2062 Grade B2. Consumables:
RivetsMaterial (IS: 1148) Finished Rivet (IS: 1929)
Electrode Flux coated manual welding electrode (IRS: M-28)Copper coated wire for CO2 Welding (IRS: M-46)Copper coated wire for SAW (IRS: M-39)Welding flux agglomerated/ granulated for SAW (IRS: M-39)
3. FABRICATION PROCESS: Straightening. Cutting of Plates/Sections. Welding for Welded Girder. Drilling of Holes with Approved Jig. Initial Assembly. End Profile cutting. End Milling. End Finishing.
• Trial assembly shop: Turned bolts, Drifts &
Service Bolts. Residual Camber. Over all Length of Girder Bearing Centers Height of Girder Panel Length Cross Girder Centers Squareness of Girder
Quality Control:
• INSPECTION: Pre Fabrication Stage. During Fabrication Stage. After Fabrication Stage.
• PRE-FABRICATION STAGE: Approved Drawing. Infrastructure for Fabrication. Approval of QAP. Preparation of WPSS Procedure Qualification and Approval of Welders. Raw Material Inspection & Testing. Jig & Fixtures
DURING FABRICATION:

Use of Tested Raw Material Stage Inspection. Use of Approved Set of Jigs. Deployment of Qualified Welders. Preparation of Joint Details and Parameters as per WPSS. Radiographic Evaluation of Butt Joints. Application of Primer on Permanent Contact Surfaces.
• AFTER FABRICATION: Dimensional Inspection.
Sections Used, Overall Length,Bearing Centres, Distance between Group of Holes,Number of Holes,Pitches/ Gauges,
Weld Inspection:Visual Inspection,Dye Penetrant Test,Magnetic Particle Test,Macro Etching,Throat Thickness,Leg Length,Root Penetration,Weld Profile.
Painting:
The entire steel portion except shear connectors of composite girders to be metalised at bridge site after assembling/splicing, riveting/HSFG bolting
Higher level of surface preparation with sand blasting (material in accordance with Clause 3 of IS: 6586 & surface produced in accordance with appendix A of IS: 5905) Washed salt free angular silica sand of mesh size 12 to 30 with a minimum of 40% retained on a 20 mesh screen and shall provide an adequate key for the subsequently sprayed metal coating)
Nozzle dia: Not exceeding 12mm & nozzle position @ right angles to and approximately 225mm from the surface with pressure not less than 2.109 kg/cm2
Aluminium wire 3mm dia conforming to BS: 1475/IS: 739 Spraying pressure not less than 4.218 kg/cm2
Multiple layers within specified time intervals Painting scheme
Primer: ETCH primer (IS: 5666) or wash primer (SSPCPT-3537) - one coat, Paint Zinc Chromate primer (IS: 104) – one coat,
Finishing coat: Paint Aluminum (IS: 2339) – 2 coats.
DO’S AND DON'TS in the fabrication of composite girder:

Use only the weldable quality steel conforming to IS: 2062 Gr ‘B’ fully killed and fully normalized.
Obtain the steel test certificate (material testing certificate) and check carefully the chemical composition and mechanical properties of steel to ensure that it conforms to IS: 2062 Gr ‘B’ fully killed and fully normalized. In addition, Railways having the rights to take samples to ensure that it conforms to IS:2062 Gr ‘B’ fully killed and fully normalized
Steel received from the rolling mills has generally punch heat mark numbers. These numbers should be legibly marked again with paint for easy identification. Heat mark numbers should be transferred to cut members with paints. For plates less than 16mm, cast number instead of heat marks to be ensured
The welding electrodes must conform to IRS/M-28 for manual metal are welding, wire-flux combination must conform to IRS/M-39 and for CO2
welding the RDSO approved procedure must be followed.
Welding consumables are only to be procured from RDSO approved manufactures whose names and addresses are being periodically issued by QA Directorate of RDSO. The welding consumables should be stored properly and dried before use as per the manufacturers’ instructions as printed on the cartons of the consumables.
Before taking up the fabrication of each type of welding joint the welding procedure specification sheet (WPSS) should be prepared and approved by nominated person by the competent authority.
After the WPSSs are approved by the competent authority, the qualified welders as per IS: 7310 (Pt-I)-74, shall only be deployed for the welding works. For this, test pieces should be made by the welders according to the approved WPSSs in presence of nominated person by the competent authority. If the test pieces are found satisfactory the welding procedure qualification record (WPQR) is approved and the welder is qualified. After the welder is qualified, the fabrication of the girder can be taken up.
While fabricating the welded bridge girder follow the guidelines and fabrication tolerance as laid down in “Code of practice for metal are welding in Mild Steel Bridges carrying Rail, Rail-Cum-Road or Pedestrian Traffic (Welded Bridge Code)” and “Fabrication and Erection of Steel Girder Bridge, IRS B1-2001”.
Maintain the same welding parameters like welding current, voltage, polarity of the electrode, speed and travel of welding heads etc. as approved in the WPSS for particulars type of welding work.
While welding in cold weather pre-heat the material before welding and apply post heating to prevent the weld joint from rapid cooling and develop stress raiser due to sudden contraction.
Apply the proper sequence of welding as mentioned in WPSSs to control the distortion of the member to the minimum possible.

Use proper fixtures and clamps to hold the members firmly at desired location while welding. The clamps and fixtures must be strong enough to prevent any distortion of the member while cooling of the welding joint. The clamps and fixtures are only to be removed when the joint is cooled to ambient temperature.
Welding must be done in proper welding position as already approved in WPSSs and WPQRs.
Channel shear connectors shall be welded on top flange plate prior to assembly of ‘I’ section. This facilitates correction of any distortion of flange plate developed during the welding of channel shear connectors and also it will restrict the magnitude of warping of top flange during SAW
The orientation of shear connectors should have symmetricity with respect to the centre of girder
Camber to be measured by using leveling instrument duly supporting the girder at ends. Using piano wire – counterweight system will not give the actual camber due to self sag.
Tack welds shall be not less than the throat thickness or leg length of the root run to be used in the joint. The length of the tack weld shall not be less than four times the thickness of the thicker part or 50 mm whichever is the smaller and tack welds shall not be made at extreme ends of joints. The electrode for tack welding shall be the same as that of normal MMAW.
Do not keep the welding consumables in open or in damp place, as these will absorb moisture. Welding with damp electrodes will result in porosity and cracks in the welded joint and impair the quality and strength of the joint.
Do not allow the un-qualified welder to make the welding joint, as the proper quality welding is not guaranteed.
Do not weld with un-controlled welding parameters, these will affect the quality of welding and make the joints weak and may yield in dynamic loading on the structure.
Do not weld the joint haphazardly with out following the proper welding sequence. Otherwise, this will lead to uncontrolled and irreparable distortion of the proper geometry of the joint.
Do not hammer the distorted joints for rectification. It may lead to the development of cracks and failure of the joints.
Do not do the welding without proper protection like welding goggles, welding gloves, welding masks, etc.
Site welding should not be undertaken except in special
circumstances with the approval of the Chief Bridge Engineer. Site welding should be confined to connections having low stresses, secondary members, bracings etc.