Embed Size (px)
Citation preview

1
CONSERVACIÓN DE ALIMENTOS MEDIANTE
MICROENCAPSULACIÓN POR EMULSIFICACIÓN
TITULO A OBTENER: INGENIERO DE ALIMENTOS
AUTOR: JOE LOUIS ARROYO LOBO
DIRECTOR: M.Sc. GABRIEL IGNACIO VELEZ HERNANDEZ
UNIVERSIDAD DE CÓRDOBA
FACULTAD DE INGENERÍAS
PROGRAMA DE INGENERÍA DE ALIMENTOS
BERÁSTEGUI- CÓRDOBA
2015

2
AGRADECIMIENTOS
Principalmente a Dios que todo le debo, mis padres por su amor y esfuerzo para
darme la mejor educación y mis abuelos, especialmente a mi querida Abuela
Q.E.P.D que me dio toda su ayuda y comprensión, este logro también es para ella,
agradecer con todo mi corazón a mi hermana, tíos, primos, y familiares cercanos por
brindarme siempre un apoyo incondicional.
Al master el ingeniero Gabriel Vélez Hernández por haberme ayudado en esta etapa
de mi carrera, por su compromiso, responsabilidad y darme la mano en este
momento de mi vida además de mostrar el interés en todo el proceso de elaboración
de este trabajo.
A la señora Lidis, por su ayuda y por la comprensión que me tuvo.
A mis amigos de universidad, y a todos los que han compartido conmigo tantas
experiencias para ser de mí una mejor persona.
A todos muchas gracias por permitirme compartir este gran logro con ustedes que es
el epilogo de una meta anhelada donde se abre un nuevo capítulo en mi vida
profesional.

3
RESPONSABILIDAD DE AUTORES
El jurado calificador de esta revisión bibliográfica no será responsable de las ideas
emitidas por los autores. Artículo 46 del Acuerdo 006 de Mayo de 1979, Consejo
Directivo.

4
TABLA DE CONTENIDO
PAG
1. INTRODUCCION 11
2. OBJETIVOS
2.1 OBJETIVO GENERAL
2.2 OBJETIVOS ESPECIFICOS
13
13
14
3. DESARROLLO DEL TEMA
3.1 GENERALIDADES DE LAS EMULSIONES
3.1.1 Formación de emulsiones
3.1.2 Surfactantes
3.1.3 Estabilidad de las emulsiones
3.2 GENRALIDADES DE LA MICROENCAPSULACION
3.2.1 Materiales de encapsulación
3.2.1.1 Lípidos
3.2.1.2 Alginato
3.2.1.3 Quitosano
3.2.1.4 Carbohidratos
3.2.1.4.1 Almidones
3.2.1.4.2 Maltodextrinas
3.2.1.4.3 Gomas
3.2.1.5 Proteínas
3.2.1.5.1 Proteínas de suero lácteo
14
14
15
17
17
19
22
23
24
24
25
25
26
26
26
27

5
3.2.2 Ventajas y desventajas de la microencapsulacion
3.2.3 Técnicas utilizadas en la microencpasulacion de alimentos
3.2.3.1 Procesos químicos
27
28
30
3.2.3.1.1 Coacervación
3.2.3.1.2 Co-Cristalización
3.2.3.1.3 Polimerización interfacial
3.2.3.1.4 Gelificación iónica
3.2.3.1.5 Incompatibilidad polimérica
3.2.3.1.6 Liposomas
3.2.3.1.7 Inclusión molecular
3.2.3.2 Procesos físicos o mecánicos
3.2.3.2.1 Secado por aspersión
3.2.3.2.2 Aspersión por congelación o enfriamiento
3.2.3.2.3 Extrusión
3.2.4 Métodos para controlar la liberación de las microcápsulas
3.3 TECNICA DE MICROENCAPSULACION POR EMULSIFICACION
3.3.1 Estudios sobre la aplicación en la conservación de alimentos
3.3.1.1 Aceites
3.3.1.2 Probióticos
3.3.1.2.1 Estudios de probióticos en alimentos
3.3.1.2.1.1 Quesos
3.3.1.2.1.2 Yogurt
30
31
31
32
32
33
33
34
34
35
35
37
38
40
40
43
47
47
49

6
3.3.1.2.1.3 Postres congelados
3.3.1.2.1.4 Otros productos alimenticios
3.3.1.3 Otros estudios recientes en productos alimenticios
3.4 TENDECIAS FUTURAS
4. CONCLUSION
5. BIBLIOGRAFIA
50
56
57
60
62
63

7
LISTA DE FIGURAS
PAG
Figura 1. Representación esquemática de una gota de aceite emulsionado
15
Figura 2. Representación esquemática de una emulsión múltiple del tipo a)
W1/O/W2 o b) O1/W/O2.
16
Figura 3. Representación esquemática de una microcápsula. 20
Figura 4. Tipos de microcápsulas. 21
Figura 5. Plan general para microcápsulas. 22
Figura 6. Ilustración esquemática de los diferentes procesos de
microencapsulación.
29
Figura 7. Técnica de microencapsulacion por emulsión. 39
Figura 8. Tecnologías de encapsulación: Rango de cada técnica. 44
Figura 9. Representación esquemática del procedimiento de emulsificación en
probióticos.
45
Figura 10. Proceso de microencapsulación desarrollada por medio de gelificación
de cuajo inducida.
46
Figura 11. Metodología de encapsulamiento. 52
Figura 12. Elaboración de helado con encapsulados probioticos. 53
Figura 13. Formato de evaluación sensorial. 54
Figura 14. Aceptabilidad de helado con probioticos encapsulados. 55

8
LISTA DE TABLAS
PAG
Tabla 1. Métodos utilizados para la encapsulación, biopolímeros y
componentes activos
36
Tabla 2. Ejemplos de probióticos encapsulados y sus aplicaciones en
quesos.
47
Tabla 3. Ejemplos de probióticos encapsulados y sus aplicaciones en
yogurt.
49
Tabla 4. Ejemplos de probióticos encapsulados y sus aplicaciones en
postres congelados.
51
Tabla 5. Ejemplos de probióticos encapsulados y sus aplicaciones en
varios sistemas alimenticios.
56

9
RESUMEN
En la actualidad, las investigaciones se han enfocado hacia el empleo del proceso de
microencapsulacion como estrategia para mejorar la viabilidad de los productos
enfocadas en brindarle al consumidor alimentos sanos y protegidos. Esta tecnología
proporciona una alternativa para solucionar los problemas significativos de algunos
productos en cuanto a la vida útil de anaquel, estabilidad y funcionalidad. La tendencia
se centra en la selección de materiales de recubrimiento seguros y efectivos, además en
buscar la conservación de los productos o sustancias alimenticias para obtener mayores
aplicaciones en el sector. Por lo tanto, esta revisión se centra en exponer como la
técnica de microencapsulación por emulsificación promueve la conservación de
alimentos y la generación de productos funcionales.
Palabras claves: Microencapsulacion, emulsificacion, vida útil, viabilidad,
conservación.

10
ABSTRACT
At present, investigations have focused on the use of microencapsulation process as a
strategy to improve the viability of products focused on providing healthy foods to
consumers and protected. This technology provides a significant alternative to solve
some problems regarding the products useful shelf life stability and functionality. The
trend focuses on the selection of materials and effective insurance cover, well in
seeking the preservation of products or food substances for further applications in the
sector. Therefore, this review focuses on exposing as microencapsulation by
emulsification technique promotes food preservation and generation of functional
products.
Keywords: microencapsulation, emulsification, shef life, viability, conservation.

11
1. INTRODUCCION
En la actualidad, uno de los métodos más utilizados para la conservación de las
propiedades fisicoquímicas de sustancias químicas es la microencapsulación. Se sabe
que muchos alimentos, tales como jugos, zumos de frutas, vegetales y compuestos
farmacológicos, fácilmente pierden su actividad biológica por oxidación, cuando se
exponen al ambiente. Esta situación sugiere la necesidad de aplicar técnicas que
impidan esta degradación o reducir los efectos del envejecimiento de las células. La
actividad biológica de estos compuestos es de muy corto plazo, debido a la rápida
oxidación en condiciones ambientales y a la degradación durante el procesamiento de
los alimentos, sucediendo una pérdida total o parcial de los mismos, ocasionando la
pérdida de sus propiedades funcionales y limitando su aplicación para productos de
consumo humano (Castañeta et al., 2011).
Esta técnica se emplea para la prolongación de la vida útil del producto, fortificación y
liberación controlada de nutrientes en el sitio de acción, disminución de la
higroscopicidad, transformación de líquidos a polvos, estabilización durante el
almacenamiento y transporte a condiciones extremas de temperatura y humedad,
mejoramiento de temperatura, humedad, cualidades organolépticas y funcionales de
productos alimenticios y limitación de la oxidación e interacción con otros ingredientes
(Pérez et al., 2013).
La microencapsulación puede ser considerada una forma especial de empacar, en la
que un material en particular puede ser cubierto de manera individual para protegerlo
del ambiente y de influencias deletéreas. En un sentido amplio, este método provee un

12
medio de envasar, separar y almacenar materiales en escala microscópica, formando
una barrera entre el principio activo y el medio externo, hasta su liberación posterior
bajo condiciones controladas. Dentro del término microencapsulación se incluyen las
microcápsulas, micropartículas, nanocápsulas y sustancias activas atrapadas o
embebidas, aunque existe una terminología especifica dependiendo de la industria de
aplicación (Santos, 2014).
Hoy en día muchas sustancias pueden ser encapsuladas en partículas en polvo sólidas
o ellas pueden ser microencapsuladas en emulsiones estructuradas, entre ellas
perfumes, fertilizantes, precursores en impresión, aceite de limón, fármacos lípidos,
sabores volátiles, conservación de tejidos, probióticos, prebióticos, nutraceúticos
(Parra, 2010).

13
2. OBJETIVOS
2.1 OBJETIVO GENERAL
Recopilar y analizar las investigaciones y teorías sobre la conservación de
alimentos mediante la microencapsulación por emulsificación.
2.2 OBJETIVOS ESPECIFICOS
Exponer las diferentes técnicas de microencapsulación utilizada en la industria
de alimentos
Investigar sobre la microencapsulación por emulsificación como vehículo de
conservación de alimentos.
Conocer las tendencias actuales sobre la aplicación de esta técnica en la
industria de los alimentos.
Describir la progresión futura de la microencapsulación como herramienta para
el aprovechamiento en alimentos.

14
3. DESARROLLO DEL TEMA
3.1 GENERALIDADES DE LAS EMULSIONES
Una emulsión es una dispersión termodinámicamente inestable de dos o más líquidos
inmiscibles o parcialmente miscibles que fueron sometías a agitación. Los diámetros
de las gotas líquidas que se encuentran dispersas están en el rango de 0.1 y 20 μm.
Aunque se traten de dispersiones termodinámicamente inestables, las emulsiones
pueden convertirse en cinéticamente estables, gracias a la presencia de agentes
tensoactivos que presenta la capacidad de absorción en la superficie de las gotas
(Santos, 2014).
Las emulsiones, sistemas coloidales y espumas tienen su origen en la naturaleza y han
evolucionado con los avances en las técnicas de procesamiento de alimentos. La leche,
por ejemplo, tiene una forma natural en su membrana, que permite que la grasa sólida
que se dispersa en una fase acuosa. Formulaciones alimentarias tempranas de la
mantequilla, el queso, la crema batida y helado tomaron ventaja de estos emulsionantes
naturales (Hasenhuettl y Harte, 2008).
La definición tradicional de una emulsión se refiere a una dispersión coloidal de gotas
de un líquido en otra fase liquida. Por lo general, las emulsiones son sustancias cuyas
moléculas contienen una parte no polar y otra polar, por lo que es posible que se
disuelve tanto en el agua o soluciones acuosas como en disolventes orgánicos y aceites.
Dependiendo del predominio de una de las partes de la molécula sobre la otra, el
emulgente tendrá un carácter lipófilo o lipofobo, y por consiguiente, presentara una
mayor afinidad por el agua o por los aceites; esta característica se conoce como balance

15
hidrófilo-lipofobo (Ramírez, 2008). La representación de algunas típicas emulsiones
alimentarias en la fase agua / aceite se muestra en la figura 1 (Hasenhuettl y Harte,
2008).
3.1.1 Formación de emulsiones
Según Castañeta et al., (2011), una emulsión es una dispersión coloidal de un líquido
en otro inmiscible con él, es un sistema termodinámicamente inestable, dicha
inestabilidad se debe al aumento del área (∆A) durante la emulsificación, que produce
un incremento de la energía libre de Gibbs (∆G):
Donde γ es la tensión superficial. Las emulsiones pueden prepararse mezclando dos
líquidos inmiscibles o muy poco miscibles con agitación continua, mediante un equipo
homogeneizador.
Figura 1. Representación esquemática de una gota de aceite emulsionado
∆G = γ. ∆A
Fuente: (Hasenhuettl y Harte, 2008).

16
También se pueden formar emulsiones múltiples las cuales fueron emulsiones,
descubiertas por Seifritz en el año 1925, son sistemas formados por una fase interna
dispersada en otra fase, llamada intermedia, que a su vez está dispersada en una externa,
o lo que sería lo mismo, una emulsión simple dispersada en otra fase. Igual que las
emulsiones simples, se pueden clasificar según la naturaleza de las fases, de modo que
encontramos las agua-en-aceite-en-agua (W1/O/W2) o las aceite-en-agua-en-aceite
(O1/W/O2) (Figura 2), (Vilanova, 2009).
Figura 2. Representación esquemática de una emulsión múltiple del tipo a)
W1/O/W2 o b) O1/W/O2.
Fuente: Vilanova (2009).
La estructura de las emulsiones múltiples permite la posibilidad de encapsular
sustancias de diferente naturaleza tanto en la fase interna como en la intermedia12
protegiéndolas de agentes externos y a su vez pudiendo controlar su liberación
mediante estímulos (temperatura, pH, dilución o cizalla entre otros), (Vilanova,
2009).Las emulsiones simples, las emulsiones dobles o múltiples se caracterizan por el
hecho de que la fase dispersa contiene a su vez líquido inmiscible con el de las gotas
que lo contiene y por lo general igual o miscible con la fase continua. El cambio de un
tipo de emulsión a otro, por ejemplo de O/W a W/O, se denomina inversión de la

17
emulsión, y se detecta con facilidad con la medición de la conductividad eléctrica
(Santos, 2014).
3.1.2 Surfactantes
Son moléculas con una estructura muy característica. Este tipo de estructura les habilita
para adsorber en las interfases, formar agregados y auto asociarse en soluciones
acuosas. Estas moléculas están caracterizadas por la posesión de dos partes de
naturaleza opuesta, una polar y apolar. La parte polar o hidrófila de la molécula puede
llevar una carga positiva o negativa, y es esta parte la que define al agente tensioactivo
como catiónico o aniónico respectivamente (Aranberri et al., 2006). De estas manera,
el surfactante se posiciona en cierta medida, en el aire / agua o de la interfaz aceite /
agua donde puede actuar a la superficie inferior o la tensión interfacial, respectivamente
(Hasenhuettl y Harte, 2008). Sin la presencia de agentes emulgentes las fases de una
emulsión (aceite, agua) se separan inmediatamente (Ramírez, 2008). Existen muchos
tipo de surfactantes, desde los sintéticos hasta los naturales, los mismos que se
clasifican en aniónicos, tales como: palmitato de sodio, lauril sulfato de sodio, alquil
benceno, dioctil sulfosuccinato de sodio, lauroil isotionato de sodio, etc.; ampliamente
usados en la preparación de productos de limpieza y detergentes, y los surfactantes no
iónicos, tales como: fenoles, éteres, ésteres, amidas y otros (Castañeta et al., 2011).
3.1.3 Estabilidad de las emulsiones
La estabilidad de las emulsiones es una propiedad de fácil apreciación en los casos
extremos en los cuáles la emulsión coalesce completamente en algunos minutos, o al

18
contrario permanece aparentemente inalterada sin ninguna separación visible por
varios meses. El proceso de ruptura de las emulsiones puede ocurrir mediante cuatro
mecanismos de inestabilidad diferentes (Santos, 2014);
Sedimentación: separación de las gotas por efectos de la gravedad, aumentando
su concentración en la parte superior (cremado) o en la parte inferior
(sedimentación), (Vilanova, 2009)
La floculación es la adhesión de las gotas sin fusionarse y una vez más no
existe una variación del tamaño de las gotas. La predicción y control de la
floculación mediante la adicción de agentes tensoactivos iónicos, (Aranberri et
al., 2006).
Coalescencia es la fusión de gotas para crear unas gotas más grandes con la
eliminación de parte de la interfase líquido/líquido. Este cambio irreversible
requeriría un aporte extra de energía para restablecer la distribución de tamaño
de las partículas originales, (Santos,2014)
Engrosamiento de gotas (Ostwald ripening). Se debe al crecimiento de las
gotas más grandes a costa de las más pequeñas hasta que éstas últimas
prácticamente desaparecen, (Aranberri et al., 2006).
En general, la adición de un agente tensioactivo ayuda a mejor la estabilidad de las
emulsiones dependiendo del tipo que se maneje (Santos, 2014).

19
3.2 GENERALIDADES DE LA MICROENCAPSULACION
Los procesos de encapsulación se iniciaron por la década de 1930 por la National Cash
Register en la que se utilizó gelatina como material encapsulante de un tinte. De ahí en
adelante, este método fue ampliamente usado para cubrir y conservar sabores, aromas,
sustancias farmacéuticas, etc.; incluso sustancias tóxicas, para evitar su toxicidad y el
escape de los mismos. También se ha utilizado para la liberación sostenida o controlada
de fármacos, sabores, aromas, perfumes, fertilizantes y otros (Castañeta et al., 2011).
Su comienzo en los productos de microencapsulación se inició en 1950 en las
investigaciones dentro de la presión-sensitiva de cubierta para la elaboración de papel
destinado a copias (Parra, 2010).
El concepto de encapsulación se ha fundamentado en la incorporación de una matriz
polimérica, la cual forma un ambiente capaz de controlar su interacción con el exterior.
La técnica de microencapsulación ha sido descrita como un proceso en donde pequeñas
partículas o gotas son rodeadas por un recubrimiento homogéneo o heterogéneo
integrado a las cápsulas con variadas aplicaciones (Lupe et al., 2012). Se utiliza de
igual manera el término de microencapsulación en la industria alimentaria, cuando se
encapsulan sustancias de bajo peso molecular o en pequeñas cantidades, aunque los
dos términos, encapsulación y microencapsulación, se emplean indistintamente (Parra,
2010).
La microencapsulación es un proceso mediante el cual ciertas sustancias químicas,
sustancias biológicamente activas (sabores, vitaminas o aceites esenciales) y otro tipo
de sustancias, son introducidas en una matriz de biopolímeros con el objetivo de

20
impedir su pérdida, para protegerlos de la reacción con otras sustancias del ambiente o
para impedir que sufran reacciones de oxidación debido a la luz o la presencia de
oxígeno. Las sustancias microencapsuladas tienen la ventaja de liberarse gradualmente
de la matriz o pared que lo tiene atrapado. Y desde luego, se obtienen productos
farmacológicos y productos alimenticios con mejores características sensoriales y
nutricionales (Castañeta et al., 2011).
La microencapsulación protege a los materiales encapsulados de factores como el calor
y la humedad, permitiendo mantener su estabilidad y viabilidad. Ayuda, además, a que
los materiales frágiles resistan las condiciones de procesamiento y empacado
mejorando sabor, aroma, estabilidad, valor nutritivo y apariencia (Martín et al., 2009).
Estas especificaciones han llevado a describir la microencapsulación como, la técnica
de obtención de una barrera que retarda las reacciones químicas con el medio que lo
rodea promoviendo un aumento en la vida útil del producto (figura 3), la liberación
gradual del compuesto encapsulado e incluso facilitando su manipulación al convertir
un material líquido o gaseoso a una forma sólida llamada microcápsula (Lupo et al.,
2012).
Figura 3. Representación esquemática de una microcápsula
Fuente: (Castañeta et al., 2011).

21
Una microcápsula consiste en una membrana esférica, semipermeable, delgada y fuerte
que rodea un núcleo sólido o líquido, con un diámetro que varía de pocos micrones a
1000 μm. El núcleo que compone la microcápsula es también denominado fase interna
o principio activo, así como a la membrana se puede nombrar capa externa o matriz.
En este sentido, las micropartículas, microcápsulas o microesferas son definidas como
el producto del proceso de microencapsulación dependiendo de cuál sea su morfología
y estructura interna. Las microcápsulas pueden tener forma esférica o irregular.
Asimismo, pueden estar constituidas por una membrana simple, múltiples capas e
incluso núcleos múltiples cuya matriz puede ser del mismo material o una combinación
de varios (Figura 4) (Lupo et al., 2012).
Figura 4. Tipos de microcápsulas
Según Burgain et al., (2011), la tecnología de encapsulación se suele describir en tres
etapas para la generación de microcápsulas estables como se muestra en la figura 5. El
primer paso consiste en la incorporación de un componente bioactivo en una matriz
que puede ser líquido o sólido. En caso del núcleo es líquido, la incorporación se puede
dar por medio de una disolución o una dispersión en la matriz, mientras que si el núcleo
es sólido la incorporación será mediante aglomeración o una adsorción. Para la segunda
etapa, la matriz liquida se dispersa, mientras que para una matriz solida es pulverizada.
Fuente: (Lupo et al., 2012).

22
El último paso consiste en la estabilización por medio de procesos químicos
(polimerización), físico-químicos (gelificacion) o un proceso físico (evaporación,
solidificación, coalescencia).
Figura 5. Plan general para microcápsulas.
3.2.1 Materiales de encapsulación
Actualmente se utilizan una gran variedad de biopolímeros para formar
encapsulaciones sencillas y múltiples, la selección se basa en sus características y
propiedades, así como la compatibilidad que se puedan tener entre si cada uno de ellos
cada uno de ellos, para realizar dicha interacción y formar más de una capa. Es
necesario tener dos tipos de materiales, uno que provenga del grupo de biopolímeros
cargado negativamente como la goma arábiga, goma gellan, pectina, alginato,
carboximetil celulosa y otro grupo de biopolímeros con carga positiva como la gelatina
Fuente: (Burgain et al., 2011).

23
(cuando se ajusta el pH por debajo del punto isoeléctrico la carga neta en la gelatina
es positiva) o el quitosano. (Saravanan y Rao, 2010); (Burgain, 2011).
Los biopolímeros se clasifican de acuerdo a su origen en naturales y sintéticos. Los de
origen natural provienen de cuatro grandes fuentes: origen animal (colágeno/gelatina),
origen marino (algas, quitosano), origen vegetal (lípidos, hidrocoloides proteínas y
polisacáridos) y origen microbiano (ácido poliláctico y polihidroxialcanoatos). Por otra
parte se encuentran los biopolímeros sintéticos, que a pesar de su éxito como sistemas
encapsulante no pueden ser utilizados para su aplicación en alimentos a menos que
sean reconocidos generalmente como seguros, por sus siglas en ingles GRAS (García-
Ceja et al., 2012).
Los materiales de recubrimiento se usan justamente para proteger una sustancia o un
objeto de la humedad atmosférica, luz ultravioleta, etc., El material cobertor posee una
“funcionalidad” adicional, como ser, autorregenerativo, autolimpiante, percepción
suave, antibacteriana, anticorrosiva y otros. (Castañeta et al., 2011).Los polímeros más
populares para los ingredientes alimentario en encapsulación están la gelatina, la
proteína de suero de leche) y carbohidratos tales como almidones, maíz, sólidos de
jarabe o maltodextrinas. (Da costa et al., 2011). Dentro de estos materiales de
recubrimiento tenemos:
3.2.1.1 Lípidos
Dentro de los principales agentes encapsulante de carácter lipídico están:
grasa láctea, lecitinas, ceras, ácido esteárico, monoglicéridos, diglicéridos,

24
parafinas, aceites hidrogenados como el aceite de palma, algodón y soya;
son excelentes formadores de películas capaces de cubrir las partículas
individuales, proporcionando una encapsulación uniforme (Parra, 2010). La
cera de carnauba, el alcohol estearílico y el ácido esteárico son grasas que
funden a una determinada temperatura y son erosionables por la acción de
las lipasas que existen en la cavidad gástrica (Caicedo, 2010).
3.2.1.2 Alginato
Es un polímero natural derivado de las algas marinas. Este es el más
utilizado para la formación de matrices (García-Ceja et al., 2012). Los
hidrocoloides han sido empleados como matriz debido a su capacidad para
absorber agua, fácil manipulación e inocuidad. El alginato es un
hidrocoloides que posee tanto estas características como propiedades
gelificantes, estabilizantes y espesantes, razones por las cuales ha sido de
gran interés para la industria alimentaria. (Lupo et al., 2012). Aunque se le
han atribuido algunas desventajas como su aplicación a nivel industrial y
susceptibilidad al ambiente ácido, esto puede ser compensado mezclando el
alginato con otros compuestos poliméricos (almidón), al cubrir las cápsulas
con otros componentes (quitosano) y modificar su estructura utilizando
varios aditivos como por ejemplo glicerol (Santos, 2014).
3.2.1.3 Quitosano

25
Es un polisacárido natural de alto peso molecular, se encuentra en el exo-
esqueleto de los crustáceos y las paredes celulares de algunos hongos. Ha sido
utilizado ampliamente en áreas, una de ellas es la encapsulación de probióticos,
mezclándose con otros polisacáridos para la formación de capsula (García-Ceja
et al., 2012). Se trata de un componente que muestra una buena eficacia para
incrementar la viabilidad de las células microbianas. A un pH ácido tiene mayor
facilidad de disolución por lo que constantemente se emplea en combinación
con otro polímero como el alginato que soporta el pH ácido estomacal. Una vez
que alcanza el intestino delgado es degradado por la microbiota endógena
(Santos, 2014)
3.2.1.4 Carbohidratos
Son extensivamente empleados en la encapsulación, dentro de este amplio
grupo se encuentran los almidones, maltodextrinas y gomas (Parra, 2010).
3.2.1.4.1 Almidones
El almidón se compone básicamente de amilosa y amilopectina. Por su
funcionalidad como agente prebiótico, el almidón resistente puede ser
utilizado por los probióticos por lo que es ideal para la encapsulación
(García-Ceja et al., 2012). Dentro de los almidones más importantes se
destacan el de papa (Solanum tuberosum), maíz (Zea mays), trigo (Triticum
aestivum), arroz (Oryza sativa), tapioca (Manihot esculenta) e inulina
(Parra., 2010).

26
3.2.1.4.2 Maltodextrinas
Se elaboran por métodos de hidrólisis ácida o enzimática de los almidones.
En la selección de materiales de pared para encapsular, la maltodextrinas es
una buena solución entre el costo y la efectividad; tiene baja viscosidad a
alta proporción de sólidos, son inodoras, incoloras y de baja viscosidad a
altas concentraciones, además permiten la formación de polvos de libre
flujo sin enmascarar el sabor original, está disponible en diferentes pesos
moleculares y son extensivamente utilizados en la industria de alimentos
(Parra, 2010).
3.2.1.4.3 Gomas
Son generalmente insípidas, pero pueden tener un efecto pronunciado en el
gusto y sabor de alimentos, son solubles, de baja viscosidad, poseen
características de emulsificación y es muy versátil para la mayoría de los
métodos de encapsulación (Parra, 2010). Entre las gomas más utilizadas
como material de encapsulación se encuentra la goma Xantana, k-
carragenina y la goma arábiga (García-Ceja et al., 2012).
3.2.1.5 Proteínas
La gelatina fue el primer material utilizado en la microencapsulación, y es,
en la actualidad, un material con un importante potencial. La albúmina y el
colágeno también se han empleado en la obtención de micropartículas
(Caicedo, 2010). Respecto a la gelatina es una goma de proteína, es un gel

27
termorreversible y fue utilizado para la encapsulación de probióticos, solo
o en combinación con otros compuestos. Debido a su naturaleza anfótero,
es una excelente opción para la unión con polisacáridos aniónicos tales
como goma gellan (Burgain et al., 2011).
3.2.1.5.1 Proteínas de suero lácteo
Las Proteínas aislado del suero lácteo (PS) tienen todas las propiedades
funcionales necesarias para una agente encapsulante. En el mercado la
proteína se puede encontrar como proteína aislada de suero (PS) (95-96%
proteína) o concentrado de suero (CPS). El CPS ofrece las propiedades
requeridas para estabilizar emulsiones. Las PS se han utilizado en
combinación con hidratos de carbono y actúan como agentes encapsulante
de compuestos volátiles. La proteína de suero más usada en la industria
alimentaria es la beta-lactoglobulina debido a sus propiedades
emulsificantes (Hernández, 2011)
3.2.2 Ventajas y desventajas de la microencapsulación
Las ventajas y desventajas al utilizar este método varían de acuerdo a la técnica
empleada pero podemos mencionar algunas que generalmente afectan a este proceso;
Ventajas:
Según Parra (2010);
Proteger el material activo de la degradación producida por el medio
ambiente (calor, aire, luz, humedad), etc.

28
El compuesto encapsulado se libera gradualmente del compuesto que lo
ha englobado o atrapado en un punto determinado.
Las características físicas del material original pueden ser modificadas
y hacer más fácil su manejo (un material líquido convertido a polvo), la
higroscopia puede ser reducida, la densidad se modifica y el material
contenido puede ser distribuido más uniformemente en una muestra.
El sabor y olor del material puede ser enmascarado.
Puede ser empleado para separar componentes, con el fin de que estos
no reaccionen.
Estabilización de principios activos inestables.
Transformación de líquidos en sólidos.
Desventajas:
Según Santos (2014);
Limitación en la elección del material encapsulante.
Tecnología restringida y patentada por lo que puede resultar costosa.
Variación de peso, ya que es difícil controlar el grosor de la película.
3.2.3 Técnicas utilizadas en la microencapsulacion de alimentos
La encapsulación se considera como una tecnología de incorporar materiales de
protección a pequeñas cápsulas que se pueden liberar a velocidad controlada bajo
condiciones específicas. Muchas de las tecnologías de encapsulación, tales como la

29
tecnología de emulsión, método de extrusión y secado por aspersión son muy utilizadas
en la industria (Shi et al., 2013).
Existen diversos métodos de microencapsulacion los cuales se dividen en dos grupos:
procesos químicos y mecánicos. En los procesos químicos se encuentran método de
coacervación, gelificacion iónica, entre otros, mientras en los procesos mecánicos están
secado por aspersión, liofilización, por congelamiento o enfriamiento, extrusión,
emulsión y por lecho fluidizado (García-Ceja et al., 2012). Estos diferentes
mecanismos de microencapsulacion se pueden esquematizar de la siguiente manera ver
Figura 6 (Parra, 2010):
Figura 6. Ilustración esquemática de los diferentes procesos de microencapsulacion.
Fuente: (Parra, 2010)

30
Existen numerosas técnicas para la producción de microcápsulas y se han sugerido que
podrían identificarse más de 200 métodos en la literatura de patentes. No obstante
algunos autores clasifican a los métodos de encapsulación en. Físicos o mecánicos y
químicos (Santos, 2014). La selección del método de encapsulación está en función
del: tamaño medio de la partícula requerida, de las propiedades físicas del agente
encapsulante, de la sustancia a encapsular, de las aplicaciones del material encapsulado
propuesto, del mecanismo de liberación deseado y del costo (Martín et al., 2009).
3.2.3.1 Procesos químicos
3.2.3.1.1 Coacervación
Consiste en un soluto polimérico separado en forma de pequeñas gotas líquidas, que
constituye el coacervado. La deposición de este coacervado alrededor de las partículas
insolubles dispersas en un líquido forma cápsulas incipientes, que por una gelificación
apropiada da las cápsulas finales. Es un fenómeno que se presenta en soluciones
coloidales y se considera como el método original de encapsulación (Parra, 2010). Con
esta técnica, se pueden obtener microcápsulas esféricas muy pequeñas, de hasta de 4
μm y con una carga de material a encapsular de alrededor del 90%. Además,
proporcionan una buena protección contra las perdidas por volatización y contra la
oxidación (Martín et al., 2009). Para la encapsulación este proceso ha sido
extensivamente utilizado para la producción de microcápsulas de alcohol polivinilo,
gelatina-acacia y varios otros polímeros (Parra, 2010).

31
3.2.3.1.2 Co-cristalización
Es un proceso de microencapsulación donde dos ingredientes son incorporados en un
conglomerado poroso de microcristales de sacarosa formados por cristalización
espontánea. Los procesos son llevados a cabo por concentración de jarabes de sacarosa
hasta supersaturación. Lo anterior se logra con agitación constante del material a
encapsular, esto permite una nucleación y aglomeración del producto (Parra, 2010).
3.2.3.1.3 Polimerización interfacial
En este proceso se produce la polimerización de un monómero en la interfase de dos
sustancias inmiscibles, formando una membrana, que dará lugar a la pared de la
microcápsulas. Este proceso tiene lugar en tres pasos como lo describe (Martín et al.,
2009):
a) Dispersión de una solución acuosa de un reactante soluble en agua, en una
fase orgánica para producir una emulsión agua en aceite.
b) Formación de una membrana polimérica en la superficie de las gotas de
agua, iniciada por la adición de un complejo soluble en aceite a la emulsión
anterior.
c) Separación de las microcápsulas de la fase orgánica y su transferencia en
agua para dar una suspensión acuosa. La separación de las microcápsulas
se puede llevar a cabo por centrifugación.

32
3.2.3.1.4 Gelificación iónica
Este método se desarrolló para lograr la inmovilización celular, utilizando
esencialmente alginato como materia prima de la membrana en combinación con
iones divalentes como calcio, para generar la gelificación. La correlación iónica
entre los iones calcio y los similares del ácido gulurónico del alginato, dan origen
al gel que se conoce como “modelo de caja de huevo”. En el momento de
interactuar los iones calcio con el alginato el gel es formado de manera instantánea,
es posible la manipulación de la dureza del gel cambiando las condiciones de
fabricación como por ejemplo, pH, concentración de iones etc. (Santos, 2014).
Existen dos tipos de gelificacion la externa y la interna, (Parra, 2010).mediante esta
tecina se pueden encapsular agentes activos como vitaminas, antioxidantes, hierro
y una gran gama de probióticos (García-Ceja et al., 2012).
3.2.3.1.5 Incompatibilidad polimérica
En este método se utiliza el fenómeno de separación de fases, en una mezcla de dos
polímeros químicamente diferentes e incompatibles en un mismo solvente. El
material a encapsular interaccionará solo con uno de los dos polímeros, el cual se
adsorbe en la superficie del material a encapsular formando una película que los
engloba. De manera general, este proceso se lleva a cabo en solventes orgánicos y
cuando el material a encapsular es sólido (Martín et al., 2009).|

33
3.2.3.1.6 Liposomas
Los liposomas son partículas microscópicas hechas de lípidos y agua principalmente.
Son estructuras compuestas de una bicapa de lípidos que engloban un volumen acuoso.
Se elaboran con moléculas anfifílicas que poseen sitios hidrofóbicos, por ejemplo,
fosfolípidos como la lecitina. En la fase acuosa, se coloca en material a encapsular
cuando es hidrofílico o bien se agrega en el solvente orgánico donde se disuelven los
fosfolípidos, si es lipofílico (Martín et al., 2009). Materiales hidrofóbicos e hidrofílico
pueden ser atrapados en liposomas que también pueden ser utilizados para la liberación
de vacunas, enzimas y vitaminas del cuerpo; estos materiales consisten de una o más
capas de lípidos no tóxicos y aceptables en alimentos; sin embargo, la permeabilidad,
estabilidad, actividad superficial y afinidad pueden variar con el tamaño y composición
del lípido. La liberación del principio activo se realiza por difusión a través de la bicapa,
por destrucción de la vesícula, por medio de una concentración crítica de iones de
calcio o por un cambio de pH (Parra, 2010).
3.2.3.1.7 Inclusión molecular
Esta técnica es definida como el resultado de interacciones entre componentes en los
cuales una pequeña molécula se ajusta dentro de otra y es rodeada por la forma circular
de la otra molécula que es el agente encapsulante, en este caso es la ciclodextrina. A
través de este proceso se pueden proteger sabores y otros ingredientes sensibles al calor

34
que son adicionados en alimentos, aceite de ajo, cebolla y vitaminas A, E, K (Parra,
2010).
3.2.3.2 Procesos físicos o mecánicos
3.2.3.2.1 Secado por aspersión
Es el método comúnmente utilizado para encapsular ingredientes alimenticios y
además el más económico. Es una técnica de secado ya que transforma un material
líquido en un sólido; produce partículas que protegen el material activo en matrices
formadas generalmente por polímeros (Santos, 2014). Es el método más común de
encapsulación de ingredientes alimenticios, como ejemplos se tienen: vitaminas (C,
E), ácido fólico, aromas, orégano, citronela, aceite de cardamomo, bacterias
probióticas, lípidos, ácido linoléico, aceites vegetales; minerales como hierro;
pigmentos de antocianina y leche entre otros alimentos (Parra, 2010). Una de las
grandes ventajas de este proceso, además de su simplicidad, es que es apropiado
para materiales sensibles al calor, ya que el tiempo de exposición a temperaturas
elevadas es muy corto (Martín et al., 2009). En comparación con otros métodos, el
secado por aspersión proporciona una eficiencia de encapsulación relativamente
alta. La mayor eficiencia de encapsulación que se alcanza con el secado por
aspersión, se encuentra entre 96 y 100%, valores superiores en comparación con
otros métodos (Parra, 2010).

35
3.2.3.2.2 Aspersión por congelación o enfriamiento
Este método es considerado uno de los más adecuados para el secado de materiales
biológicos y alimentos sensibles (Parra, 2010).
En este método el material encapsulante pasa por un tratamiento de fusión. La
combinación de la cubierta con el material a encapsular, que se encuentra
distribuido en la misma, es fundido en una cámara por la que atraviesa una corriente
de aire frío o un gas enfriado con anterioridad (Parra, 2010). El siguiente paso es
pulverizar la muestra. Los materiales que se utilizan como cubierta tienen una punto
bajo de fusión, como por ejemplo las ceras, grasas y ácidos grasos, esta técnica es
adecuada para compuestos termolábiles (Hernández, 2011).
3.2.3.2.3 Extrusión
Como método de microencapsulación fue patentada en 1957 por Swisher. Se trata del
paso de una emulsión con el principio activo y el componente encapsulante a través de
una cámara a alta presión. Se usa principalmente en la encapsulación de aromas,
utilizando matrices de hidratos de carbono. Este tipo de encapsulación es útil a escala
de laboratorio (Hernández, 2011).
Un proceso típico involucra la mezcla de sabores con jarabe de maíz o almidón
modificado caliente, extrudiendo la mezcla en forma de esferitas (pellets) dentro de un
baño con un disolvente frío como el isopropoanol. El disolvente frío solidifica el jarabe
en un sólido amorfo, bañando los sabores (Parra, 2010).

36
Los métodos y su aplicación con los diferentes biopolímeros se presentan en la Tabla
1. (García-Ceja et al., 2012).
Tabla 1. Métodos utilizados para la encapsulación, biopolímeros y componentes
activos.
Fuente: (García-Ceja et al., 2012)

37
Actualmente se utilizan una gran variedad de biopolímeros para formar
encapsulaciones sencillas y múltiples, la selección se basa en sus características y
propiedades, así como la compatibilidad que se puedan tener entre si cada uno de ellos,
para realizar dicha interacción y formar más de una capa. (García-Ceja et al., 2012).
3.2.4 Métodos para controlar la liberación de las microcápsulas
La liberación controlada puede ser definida como un método por el cual agentes o
ingredientes están disponibles en sitios y tiempos deseados a una velocidad especifica.
Una ventaja importante es que el compuesto encapsulado se libera gradualmente del
compuesto que lo ha englobado o atrapado a velocidades controladas bajo la influencia
de condiciones específicas. Para lograr con éxito la liberación deben tenerse en cuenta
los siguientes aspectos: selección de la membrana, naturaleza química, morfología,
temperatura de transición, el grado de hinchamiento y de cruzamiento también influyen
en la difusión de la membrana, aunque pueden disminuir la velocidad de liberación
(Parra, 2010). Los componentes se liberan de forma controlada por difusión,
disolución, disociación y/o fracturación; la cual es importante cuando los agentes
activos deben ser liberados bajo ciertas condiciones (García-Ceja et al., 2012)
Los mecanismos fundamentales de liberación son la difusión y la erosión. La difusión
se rige por la entrega del medio acuoso al interior del sistema donde disuelve al fármaco
y difunde a través del material polimérico, creando poros por los cuales se libera el
resto de fármacos contenidos en las microesferas. En la erosión se pone de manifiesto
un mecanismo de liberación por relajación de las macromoléculas, lo cual está

38
determinado por la biodegradabilidad intrínseca del polímero y las características del
medio de disolución en que se encuentra (Parra, 2010).
3.3 TECNICA DE MICROENCAPSULACION POR
EMULSIFICACION
La técnica de encapsulación en emulsión se ha definido como el proceso de dispersión
de un líquido en otro líquido inmiscible donde la fase dispersa consta de la matriz que
incluye el componente a encapsular. La adición de un tensioactivo mejora la formación
y estabilidad de la emulsión, así como la distribución de tamaño de las gotas (Lupo et
al., 2012).
En esta técnica, la fase discontinua se añade a un gran volumen de aceite (fase
continua). La mezcla se homogeneiza para formar la emulsión de agua en aceite. Una
vez que se forme la emulsión, el polímero soluble en agua se insolubiliza formar las
partículas dentro de la fase de aceite (Heidebach et al., 2012). En este sentido, la
preparación de microcápsulas por emulsificación puede llevarse a cabo empleando el
mecanismo de gelificación externa o interna (Lupo et al., 2012).
En la gelificacion externa, la sal de calcio soluble es agregada a una emulsión. El
tamaño de partícula no puede ser bien controlado y las partículas tienden a coagular en
grandes masas antes de adquirir la consistencia apropiada. Además, el tamaño de
partícula que se obtiene es grande entre 400 μm y 1 mm (Martín et al., 2009). Es decir
consta en la dispersión de una mezcla solución de alginato-componente en una fase
continua no acuosa, seguido de la adición de una fuente de calcio que al difundirse a la

39
fase dispersa inicie la gelificación permitiendo la encapsulación, y a su vez, la
desestabilización de la emulsión para la separación de las cápsulas formadas. (Lupo et
al., 2012). Por tanto en la gelificacion interna se basa en la liberación del ión calcio
desde un complejo insoluble en una solución de alginato de sodio. Esto se lleva a cabo
por acidificación de un sistema aceite-ácido soluble, con participación en la fase acuosa
del alginato. Esta técnica permite obtener partículas de un tamaño de aproximadamente
50 μm. De acuerdo con esta técnica, a la fase acuosa, generalmente formada por
alginato y carbonato cálcico, se le adiciona la fase oleosa (Martín et al., 2009).
La liberación del ion calcio ocurre con la adición de un ácido orgánico soluble en la
fase continua que al difundirse disminuye el pH del medio solubilizando la sal y
produciendo la gelificación. Las técnicas de microencapsulación en emulsión se
describen en la siguiente Figura 7 (Champagne y Fustier, 2007).
Figura 7. Técnica de microencapsulacion por emulsión
Fuente: (Lupo et al., 2012)

40
3.3.1 Estudios sobre la aplicación en la conservación de alimentos
Las aplicaciones de esta técnica se han ido incrementando debido a la protección de los
materiales encapsulados de factores como calor y humedad, permitiendo mantener su
estabilidad y viabilidad. Las microcápsulas, ayudan a que los materiales alimenticios
empleados resistan las condiciones de procesamiento y empacado mejorando sabor,
aroma, estabilidad, valor nutritivo y apariencia de sus productos (Parra, 2010).
3.3.1.1 Aceites
Los aceites ricos en cadenas poliinsaturadas tienen un efecto positivo en la salud
humana, que actúa en la prevención de enfermedades cardiovasculares. Sin embargo,
durante el procesamiento, la distribución y la manipulación, estos aceites pueden oxidar
fácilmente, debido a su alto grado insaturación. La oxidación conduce a la formación
de sabores y olores desagradables y, por consiguiente, a la reducción de la vida útil del
producto, además de promover la generación de radicales libres, que pueden tener
efectos fisiológicos negativos en el organismo. La microencapsulación de aceites en
una matriz polimérica es una alternativa que ha sido utilizado por varios investigadores
a fin de proteger los ácidos grasos insaturados frente a la oxidación de lípidos,
aumentando así su vida útil (Tonon et al., 2011).
Según el estudio realizado por Calvo et al., (2011), evaluaron la influencia de la
microencapsulación en la composición química, la vida útil del aceite de oliva extra -
virgen y su estabilidad oxidativa. Evaluaron factores tales como los constituyentes de
la pared de la microcápsula y la adición del antioxidante butilhidroxitolueno (BHT)

41
con la finalidad de establecer las condiciones más adecuadas para asegurar la no
alteración de las características químicas del aceite de oliva extra-virgen.
Para el material de microencapsulacion Calvo et al., (2011), evaluaron recubrimientos
entre esos el caseinato de sodio (proteínas), carboximetilcelulosa y maltodextrina
(hidratos de carbono), y miraron su influencia como material de recubrimiento.
El proceso de microencapsulacion que realizo Calvo et al., (2011), para el aceite de
oliva lo realizaron mediante la formación de una emulsión fina y estable utilizando
como surfactante la lecitina, las emulsiones las prepararon a temperatura ambiente
usando un homogeneizador, a 10.000 rpm ( Fisher Scientific Power- Gen Modelo
1800). Luego liofilizaron a – 80°C mediante un liofilizador VIRTIS, Mod. Génesis 25
LL Hucoa-Herlos. Después de realizar este proceso molieron las microcápsulas y las
transfirieron a un plástico de doble capa.
Calvo et., (2011) concluyeron luego de realizar su estudio que la presencia de
componentes proteicos en el material de recubrimiento extendió la vida útil del aceite
de oliva microencapsulado durante 9 a 11 meses. Además sintetizaron que aunque la
presencia de BHT aumentó ligeramente la estabilidad del aceite encapsulado, el efecto
principal de protección se atribuyó a la presencia de proteínas en los constituyentes de
la pared de las microcápsulas.
Por otra parte, un estudio realizado por Ng et al., (2014), evaluaron el efecto del
contenido de solidos de la emulsión de alimentación, las propiedades físicas y
estabilidad oxidativa del aceite de semilla de Kenaf microencapsulado, donde este

42
aceite de Kenaf (Hibiscus cannabinus L.) tiene una cantidad relativamente alta de
ácidos grasos monoinsaturados y poliinsaturados, que son nutricionalmente
beneficioso para la salud humana. Para la preparación de las emulsiones y proceso de
microencapsulamiento Ng et al., (2014) utilizaron material de recubrimiento (caseinato
de sodio, maltodextrina DE10) con una relación núcleo fijo / pared de 1: 3 y una
relación proteína / carbohidrato de 1: 9, donde utilizaron como emulsionante la lecitina
de soya en una proporción de 0,1: 1 (w / w) con respecto a la proteína, obtuvieron
emulsiones con diferentes contenido total de sólidos (20%, 30%, 40% w / w) para el
proceso de microencapsulación del aceite de semilla de kenaf.
En este estudio realizado por Ng et al., (2014) concluyeron que la técnica de
microencapsulación es efectiva en la mejora de la estabilidad oxidativa de aceite de
semilla de kenaf y capaz de prevenir la oxidación del aceite de esta semilla. Además
de eso, sintetizaron que una emulsión con menor contenido de sólidos para un proceso
como el de secado por aspersión va obtener una tiempo más prolongado resultando una
microencapsulación menos eficiente de la emulsión, es decir, que con emulsiones con
alto contenido de solidos les produjo mejores resultados ya que retuvieron más aceite
y lograron mayores eficiencia en el proceso de microencpasulacion.
Dentro de la bibliografía científica se encontró que Shen et al., (2010), evaluaron la
estabilidad oxidativa de aceite de pescado en polvo microencapsulado, estabilizando
las mezclas con quitosano, almidón modificado y glucosa. En este estudio utilizaron
varios índices de oxidación de lípidos para ellos evaluar la estabilidad oxidativa de la
microencpasulacion del aceite de atun en polvo, que fueron a partir de emulsiones de

43
aceite en agua (pH 4,9 o 6,0) donde contenían quitosano, un almidón emulsionante, y
glucosa. En este estudio dedujeron que todos los índices de oxidación, mostraron que
los polvos preparados a partir de emulsiones a pH 6,0 eran más estables a la oxidación
que las formulaciones correspondientes a pH 4,9. Además concluyeron que el aumento
de las interacciones electrostáticas entre el quitosano y el almidón de emulsionante en
el pH más alto contribuyó a una mayor estabilidad de los polvos de microcápsulas.
3.3.1.2 Probióticos
La tecnología de encapsulación de células vivas probióticas ha evolucionado a partir
de la tecnología de cultivo celular inmovilizado utilizado en la industria biotecnológica.
Los probióticos presentan dos inconvenientes al considerar la encapsulación: su
tamaño (típicamente entre 1 y 5 µm de diámetro), que excluye inmediatamente
nanotecnologías, y el hecho de que deben mantenerse vivos. Este último aspecto ha
sido clave en la selección de la tecnología apropiada. Varias tecnologías se pueden
aplicar a la encapsulación probiótico y cada uno de ellos proporciona microcápsulas
con características diferentes en términos de tamaño gama de partículas y de tipo de
cápsula ver figura 8. Por ejemplo, la técnica de emulsificación permite la producción
de una amplia gama de tamaño de partícula desde 0,2 hasta 5.000 µm mientras que,
extrusión da un tamaño más pequeño rango, pero no proporciona partículas de menos
de 300 µm. En la figura 8 se puede observar los diferentes tipos de partículas obtenidas
(de tipo matriz o depósito) por cada método (Burgain et al., 2011).

44
Figura 8. Tecnologías de encapsulación: Rango de cada técnica
La tecnología de emulsificación es una técnica química para encapsular células vivas
de probióticos y el uso de hidrocoloides (alginato, carragenina y pectina) como
materiales de encapsulación (Figura 9). El principio de esta técnica se basa en la
relación entre la fase discontinua y la fase continua. Para la encapsulación en una
emulsión, se necesitan un emulsionante y un agente tensioactivo. Un agente
solidificante (cloruro de calcio) se añade a la emulsión. Las cápsulas obtenidas tienen
un diámetro pequeño, pero la principal desventaja de este método es que proporciona
gran rango de tamaño y forma (Burgain et al., 2011). El procedimiento de emulsión
permite la producción de microcápsulas el tamaño dirigido por la variación de la
velocidad de agitación y la relación agua / aceite. Las perlas de gel se pueden introducir
en una segunda solución de polímero para crear una capa de recubrimiento que
proporciona una protección adicional a la célula o dar propiedades organolépticas
mejoradas (Kailasapathy, 2009).
Como se ve en la figura 9 un pequeño volumen de la suspensión de polímero celular
(es decir, la fase discontinua) se añade a un gran volumen de aceite vegetal (es decir,
Fuente: (Burgain et al., 2011).

45
la fase continua). La mezcla se homogeneiza entonces para formar una emulsión de
agua-en-aceite. Una vez formada la emulsión de agua-en-aceite, el polímero soluble en
agua debe ser insolubilizado para formar partículas de gel diminutas dentro de la fase
de aceite (Burgain et al., 2011).
.
Figura 9. Representación esquemática del procedimiento de emulsificación en
probióticos.
Un problema con las tecnologías de encapsulación clásicos es el uso de revestimientos
tales alginato, κ-carragenina, goma Xantana que no están permitidos en los productos
lácteos en algunos países (Burgain et al., 2011). Un estudio realizado por Heidebach
et al., (2009), brindaron una solución que puede ser el uso de proteínas de la leche en
los que los probióticos se pueden encapsular por medio de una gelificación enzimática.
Donde las proteínas de leche tienen excelentes propiedades de gelificación y son
vehículos naturales para los probióticos. Este método da partículas insolubles y
Fuente: (Burgain et al., 2011).

46
esféricas de agua. Heidebach et al., (2009), detallaron un ejemplo de encapsulación
mediante gelificación por cuajo como se muestra en la figura 10:
Figura 10. Proceso de microencapsulación desarrollada por medio de gelificación de
cuajo inducida.
Como se observa en la anterior figura de la microencapsulación de células probióticas
mediante cuajo-gelificación de proteínas de la leche, el principio de la técnica es la
base sobre la utilización de las proteínas lácteas que se han puesto en contacto con el
cuajo a baja temperatura. Esto permite mantener un sistema líquido donde κ-caseína
se rompe por la enzima. Después de eso, las proteínas lácteas se han emulsionado en
un aceite frío para formar emulsión de agua en aceite. Esa inducción térmica de la
coagulación enzimática permite floculación de proteínas y proporciona
micropartículas donde los probióticos se dispersan en las proteínas de leche coagulada
(Burgain et al., 2011). Estas microcápsulas son capaces de encapsular los probióticos,
sin pérdida significativa de células durante el proceso de encapsulación. La
supervivencia de las células encapsuladas puede explicarse probablemente por un valor
Fuente: (Heidebach et al., 2009)

47
pH local más alta dentro de la matriz de proteína de las cápsulas causadas por la
capacidad de amortiguación de proteínas. Se puede proteger a las células durante la
incubación en condiciones gástricas simuladas a pH bajo. Además, estas proteínas
mejoran la viabilidad para controlar el tamaño de las microcápsulas, que es de gran
importancia en relación con el impacto sensorial de las partículas en los productos
finales. Por todas estas razones, esta técnica parece ser un enfoque adecuado para una
aplicación más eficaz de los probióticos en los alimentos (Martín et al., 2014).
3.3.1.2.1 Estudios de probioticos en alimentos
3.3.1.2.1.1 Quesos
Muchos estudios han informado de la utilización de células probióticas encapsuladas
(Tabla 2) (Burgain et al., 2011);
Tabla 2. Ejemplos de probióticos encapsulados y sus aplicaciones en quesos.
Fuente: (Burgain et al., 2011).

48
Con respecto a estos estudios nos enfocamos en las dos últimas investigaciones de la
tabla 2, utilizaron dos cepas de probióticos (L. acidophilus y B. bifidum) fueron
incorporados en el queso Kasar donde usaron las técnicas de extrusión o
emulsificación para encapsular las células. Donde en dicho estudio no observaron la
diferencia entre las dos técnicas cuando se considera recuentos bacterianos, proteólisis
y las propiedades organolépticas del producto final. Concluyeron que puede ser una
buena manera para mejorar la viabilidad de los probióticos en el queso Kasar (Özer et
al., 2008).
En otro estudio realizado por Özer et al., (2009), estudiaron el mejoramiento en la
viabilidad de Bifidobacterium bifidum BB-12 y Lactobacillus acidophilus LA-5 en el
queso blanco en salmuera (white-brined), por microencapsulación, en este estudio
monitorearon la viabilidad de microencapsulado Lb. acidophilus LA-5 y Ba. Bifidum
BB-12 en el queso turco-en salmuera. Utilizaron dos técnicas diferentes de
microencapsulación, es decir, extrusión y emulsión, examinaron las propiedades
microbiológicas, bioquímicas y sensoriales de los quesos (queso control y quesos con
células probióticas microencapsuladas) lo controlaron a lo largo de 90 días de
almacenamiento a 4 ° C. Concluyeron que el uso de células probióticas en una forma
encapsulada mejora la viabilidad de los quesos y según las evaluaciones sensoriales,
sintetizaron que la microencapsulación no afectó negativamente a la apariencia y color,
textura y aceptabilidad global de los quesos experimentales. Encontraron que los
quesos modelo no son diferente del queso testigo, a excepción de los atributos de aroma
y sabor. Teniendo en cuenta los recuentos totales de bacterias probióticas en el producto

49
final concluyeron que los quesos que contienen células probióticas microencapsulados
pueden ser considerados como probióticos.
3.3.1.2.1.2 Yogurt
Muchos autores utilizaron células encapsuladas probióticas para incorporar en los
yogures, (Tabla 3). Los estudios han demostrado que el uso de bacterias probióticas
encapsuladas era mejor para su supervivencia. Además, la incorporación de células
probióticas en yogures podría llevarse a cabo sin hacer muchas modificaciones del
proceso tradicional (Kailasapathy, 2009).
Tabla 3. Ejemplos de probióticos encapsulados y sus aplicaciones en yogurt.
Fuente: (Burgain et al., 2011).

50
Kailasapathy (2006) evaluó la supervivencia de las bacterias probióticas libres y
encapsuladas y su efecto sobre las propiedades sensoriales de yogur, las bacterias
probióticas (Lactobacillus acidophilus y Bifidobacterium lactis) fueron encapsulados
usando un polímero de alginato de calcio inducido, y evaluó el efecto sobre el pH, la
producción de exopolisacáridos y la influencia en los atributos sensoriales de yogur
donde lo estudio por más de 7 semanas de almacenamiento. Concluyo con respecto a
la acidez que la adición de cultivos probióticos, ya sea en las formas libres o
encapsulados tienden a ralentizar la post-acidificación durante el almacenamiento de
yogur. Además sintetizo que la producción de exopolisacáridos (EPS), el encapsulante
(alginato sódico) y el material de relleno (almidón) para los cultivos probióticos
ayudaron a reforzar el gel del yogur. En cuanto a los atributos sensoriales explico que
la adición de las cápsulas probióticas no alteró significativamente la apariencia y color,
acidez, sabor de los yogures, sin embargo, comentó que altero de manera significativa
las propiedades de textura (suavidad) de yogures, ya que los panelistas informaron una
sensación de arenilla en los yogures con cultivos probióticos encapsulados.
3.3.1.2.1.3 Postre lácteo congelado
No es fácil de incorporar microorganismos probióticos en postres congelados debido a
la alta acidez en el producto, de la alta presión osmótica, y la exposición al aire
incorporado durante la congelación. La incorporación de bacterias probióticas en una
forma encapsulada en postres congelados (Tabla 4) puede superar estas dificultades y
podría producir mercados útiles y beneficios para la salud (Burgain et al., 2011).

51
Tabla 4. Ejemplos de probióticos encapsulados y sus aplicaciones en postres
congelados.
Homayouni et al., (2008), evaluaron la viabilidad de incorporar el almidón resistente
en recubrimiento de perlas y en la formulación de helado y además la supervivencia
de los cultivos microencapsulados y libres en el helado en un período de 180 días de
almacenamiento a -20 °C donde analizaron las propiedades sensoriales de este postre
congelado. Fabricaron dos tipos de helado simbiótico donde contenían 1% de almidón
resistente en uno encapsularon Lactobacillus casei (Lc-01) y Bifidobacterium lactis
(Bb-12) y otro libre. Utilizaron esferas de alginato como material de
microencpasulacion, el helado simbiótico se produjo inmediatamente después de la
adición de probióticos a la mezcla, Con respecto a la calidad sensorial del producto
comentado por Homayouni et al., (2008) concluyeron que los puntos asignados para el
color, cuerpo-textura y sabor mostraron que la adición de probióticos libres y
encapsulados no tuvo ningún efecto sobre las propiedades sensoriales de helado
fermentado no simbiótico además comentaron que ninguno de los helados fueron
juzgados para ser quebradiza, débil, suave y esponjosa o arena. Con respecto al
recubrimiento sintetizaron que el alto índice de almidón sólido encontrado en los
helados, agregado como prebiótico, proporcionaron una mayor protección de los
Fuente: (Burgain et al., 2011).

52
probióticos en este caso. Además en este estudio Homayouni et al., (2008),
concluyeron que el número de células probióticas viables fue de entre 108 y 109 UFC
/ g después de tres meses de almacenamiento, mientras que la Federación Internacional
de Lechería (IDF) recomienda un número viable de 107 UFC / g en producto
alimenticio en el momento de consumo.
Otro estudio realizado por Caicedo, (2010), donde evaluó la influencia de la
encapsulación en la viabilidad del Lactobacillus acidophilus en helado, utilizando dos
técnicas de microencapsulacion: extrusión y emulsión, escogió el alginato de sodio
como material de soporte, debido al ambiente gentil que provee al material
encapsulante, al bajo costo, simplicidad y compatibilidad con el microorganismo.
La metodología para el encapsulamiento que utilizo Caicedo, (2010), se muestra en la
figura 11:
Figura 11. Metodología de encapsulamiento.
Fuente: (Caicedo, 2010).

53
Determino la cantidad de encapsulados en el helado basándose en la normatividad
colombiana para este tipo de producto lácteo, (NTC 1239:2002), la cual dice que en la
fabricación se permiten los agregados alimenticios destinados a conferir textura al
producto final y que cuando se presente en combinación con otros ingredientes
alimenticios, el helado debe ser el componente principal en un cantidad mínima del
50% en volumen. En cuanto a la elaboración del producto Caicedo, (2010), elaboro una
mezcla de 12 Kg con probioticos encapsulados donde los dividió en tres grupos iguales
(A,B y C). En este sentido además los encapsulados en 2 tiempos diferentes para A y
B (antes de la maduración y después de las maduración respectivamente. Y el grupo C
para la muestra control, como lo represento en la siguiente figura 12:
Figura 12. Elaboración de helado con encapsulados probioticos
Fuente: (Caicedo, 2010).

54
Para la evaluación sensorial aplicó una prueba afectiva con el producto que contenía el
mayor número de células viables probióticas después de tres semanas de
almacenamiento, utilizo el siguiente formato, ver figura 13.
Figura 13. Formato de evaluación sensorial.
Para esta prueba afectiva realizada Caicedo, 2010, Participaron 51 personas, obtuvo
los siguientes resultados ver figura 14:
Fuente: (Caicedo, 2010).

55
Figura 14. Aceptabilidad de helado con probioticos encapsulados.
Caicedo, (2010), concluyo en este estudio con respecto a las propiedades sensoriales
los resultados mostraron que todos los atributos obtuvieron valores superiores al
cincuenta por ciento de aceptabilidad, indicando que el producto fue aceptado por los
consumidores, aun cuando la textura era granulosa debido a la presencia de los
encapsulados. Además comento que los atributos con menos aceptación fueron el color
y aroma donde se relacionan más con una costumbre comercial, donde el alimento
presenta un aroma descriptible y colores más atractivos.
Además Caicedo, (2010), sintetizo en cuanto a la influencia de la encapsulación en la
viabilidad del Lactobacillus acidophilus en un helado de crema sin sabor específico
encontró que para seis semanas de almacenamiento las bacterias probióticas sobreviven
a las condiciones y se mantienen en un valor aceptable. En cuanto a los dos puntos de
inoculación comento que la mejor etapa para la inoculación de probioticos
encapsulados fue antes de la maduración y dentro de las dos técnicas que utilizo la
Fuente: (Caicedo, 2010).

56
técnica de extrusión o goteo fue la que le arrojo mejores resultados en el proceso de
encapsulación de probióticos.
3.3.1.2.1.4 Otros productos alimenticios
Varios factores pueden afectar el crecimiento y la supervivencia de probióticos en
algunos productos, tales como la concentración de las proteínas, el azúcar y la grasa, y
los niveles de pH. La mayoría de los productos que contienen células probióticas son
los productos lácteos y es necesario desarrollar otro portadores alimenticios para los
probióticos, debido a la intolerancia a la lactosa en ciertas poblaciones (Ranadheera et
al., 2010). Se han hecho esfuerzos para identificar nuevos portadores de alimentos
(Tabla 5) (Burgain et al., 2011).
Tabla 5. Ejemplos de probióticos encapsulados y sus aplicaciones en varios sistemas
alimenticios.
Fuente: (Burgain et al., 2011).

57
3.3.1.3 Otros estudios recientes en productos alimenticios
Quesos
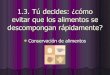
En un estudio realizado por Mahamad et al., (2014), tuvo como objetivo evaluar el
efecto de microencapsulación (ME) en perlas de alginato sobre la viabilidad de
Bifidobacterium longum 15.708 en términos de su tolerancia a la congelación, el
almacenamiento en estado congelado, la fabricación de queso cheddar y
almacenamiento durante 21 días , así como una simulación gastro-intestinal, donde
compararon el efecto dos técnicas (ME) el método de extrusión y emulsificacion,
usando dos polímeros alginato (NA) y palmitoilado de alginato (PA). Los resultados
de estudio realizado por Mahamad et al., (2014), mostraron que la técnica de extrusión
mantuvo más alta viabilidad de B. longum después de 24 h de congelación a -80°C sin
la pérdida de viabilidad en comparación con el proceso de emulsión y las células no
inmovilizadas perdió unidades formadores de colonias aproximadamente 0,8 y 1,5 log
/ ml respectivamente. Sin embargo, analizaron que durante un período de
almacenamiento de 4 semanas a -80°C, no observaron diferencias significativas (P>
0,05) en la supervivencia de células libre o inmovilizada B. longum, sin la pérdida de
viabilidad. El Queso Cheddar que suplementaron con colonias de B. longum lo
prepararon y analizaron durante el almacenamiento a 4 ° C. Después de 21 días de
almacenamiento, el queso Cheddar con B. longum encapsulado con los polímeros de
alginato (NA) y palmitoilado de alginato (PA) producidos con el proceso de emulsión
mostraron una buena supervivencia con 2 log CFU / ml mostrando una reducción
después de 21 días, en comparación con el método de extrusión por goteo de B. longum

58
encapsulado y células libres con UFC 3 y 4 log / reducciones mL respectivamente.
También concluyeron Mahamad et al., (2014), que las bacterias inmovilizadas en
ambos polímeros mostraron una mayor resistencia que las células libres a entornos
gástricos e intestinales.
Yogurt
Un estudio realizado por González et al., (2014), estudiaron la influencia de la
microencapsulación de Lactobacillus acidophilus empleando un sistema gelificante
binario compuesto por gelana y alginato, en la obtención de yogures blandos, donde
evaluaron los parámetros fisicoquímicos y reológicos después del proceso de
incubación. El proceso de microencapsulacion lo realizaron a través del proceso de
gelificación iónica interna; esta técnica se basa en la formación de una emulsión
agua/aceite. La fase acuosa lo preparaon con 1 mL de la suspensión celular (109 cel/mL
de Lactobacillus acidophilus) con 99 mL de la dispersión de alginato y gelana (en una
proporción 50/50 p/p previa esterilización en autoclave a 121°C durante 15 min). La
elaboración del yogurt por González et al., (2014), lo realizaron tratando térmicamente
la leche donde fue enfriada a 37°C la cual lo dividieron en dos lotes, luego adicionaron
la misma cantidad de Lactobacillus acidophilus (109 UFC/mL) en estado libre y
microencapsulado a cada lote en condiciones de asepsia. Finalmente ambos lotes lo
sometieron a un proceso de incubación durante 7 horas. Obteniendo ellos de esta
manera los dos tipos de yogurt: yogurt con el microorganismo en estado libre (YML)
y con el microorganismo microencapsulado (YMM). Las propiedades fisicoquímicas
que evaluaron fue proteína, grasa, cenizas, lactosa, humedad y pH, con respecto al

59
estudio reologico de los yogures utilizaron la geometría de placa paralela (PP20) de 20
mm de diámetro y un gap de 3 mm para determinar la viscoelasticidad lineal en función
de la frecuencia. Además realizaron un estudio sensorial de los yogures después de la
etapa de la incubación realizada por 30 jueces no entrenados, evaluaron color, sabor,
consistencia y aceptabilidad global basándose en una escala hedónica de 10 puntos (1,
me disgusta extremadamente; 10 me gusta extremadamente).
González et al., (2014), concluyeron con respecto a los análisis fisicoquímicos, fue que
los cambios en los valores de lactosa, grasa y proteína sugirieron un mayor crecimiento
por parte de Lactobacillus acidophilus microencapsulado, lo cual se evidencio con el
mayor número de células bacterianas obtenidas al final del proceso de incubación y
como consecuencia del efecto protector que ejercen las microcápsulas contra la acidez
presente en el yogurt. Mientras en el aspecto reologico, los yogures elaborados con L.
acidophilus microencapsulado y en estado libre, se apreció que ambos yogures
mostraron un comportamiento no newtoniano tipo reofluidificante donde el proceso de
microencapsulación de L. acidophilus utilizando mezclas de polisacáridos aniónicos
(goma gelana y alginato) incremento desde un punto de vista reológico la consistencia
del yogurt. Finalmente González et al., (2014) concluyo con respecto a la evaluación
sensorial que no encontraron diferencias estadísticas significativas (P<0.05) en los
atributos evaluados entre los YMM y lo YML. Por tal motivo, la microencapsulación
bacteriana puede ser una técnica interesante para llevar a cabo la inclusión de bacterias
probióticas en sistemas alimentarios ácidos, obteniendo elevadas viabilidades sin

60
ocasionar grandes cambios en la apreciación sensorial del producto alimenticio,
(González et al., 2014).
3.4 TENDENCIAS FUTURAS
La microencapsulación es recomendada para aplicaciones en la industria alimenticia;
se ha observado en los últimos años un incremento significativo en esta industria. Esta
técnica desempeñará un papel importante en un futuro muy cercano; es por lo anterior
que algunas compañías e institutos investigadores están buscando nuevos ingredientes
con posibles beneficios saludables. Ingredientes fitoquímicos, ingredientes derivados
de la madera como fitoesteroles, pro y prebióticos, nuevos tipos de carotenoides,
minerales traza y polifenoles, son ejemplos de algunos compuestos. Muchos de estos
ingredientes podrían estar disponibles en una forma purificada dentro de los siguientes
10 años, esto posibilitará mejorar los procesos de encapsulación. Añadiéndose a estos
sistemas de purificación, se requerirán innovaciones tecnológicas y con ellos nuevos
métodos. La microencapsulación ciertamente podría desempeñar un papel importante
en estos procesos, aunque estos se harán más expansivos para ser utilizados y
biodisponibles y siempre podrían ser considerados seguros (Parra, 2010).
La microencapsulacion tiene que enfrentar muchos desafíos para su aplicación a escala
industrial. Por un lado, los retos tecnológicos para obtener microcápsulas con mejores
propiedades debe optimizada. Por otro lado, el comportamiento del consumidor hacia
los nuevos alimentos debe tenerse en cuenta. La microencapsulacion puede lograr una
amplia variedad de funcionalidades de acuerdo con el desarrollo de la tecnología y hoy
en día, las células probióticas encapsuladas pueden incorporarse en muchos tipos de

61
productos alimenticios. De hecho, los probióticos pueden encontrarse no sólo en los
productos lácteos, pero también en el chocolate o cereales también. Un reto importante
para la encapsulación probiótico es reducir el tamaño de partícula, ya que puede afectar
negativamente a la textura y las propiedades sensoriales del producto. En aplicaciones
de laboratorio, el método elegido es generalmente la técnica de emulsificación pero
esta técnica presenta inconvenientes para aplicaciones de alimentos por muchas
razones. La presencia de aceite residual en la superficie de la cápsula es perjudicial
para la textura y las propiedades organolépticas del producto, y este residuo de aceite,
surfactante o emulsionante puede ser tóxico para las células probióticas, (Burgain et
al., 2011).

62
4. CONCLUSIONES
Las tendencias actuales están encaminadas a la conservación de alimentos para de esta
manera proteger sabores, aromas, la vida útil de los productos. De esta manera la
microencpasulacion es perfilada como una alternativa para ella, la elección del tipo de
técnica, materiales de recubrimiento nos garantizan resultados positivos en función de
los materiales que vamos a encapsular.
La microencapsulación por emulsificación es una opción para conservar sabores,
mantener la estabilidad, viabilidad de productos como aceites ricos en poliinsaturacion
de fácil oxidación, la utilización de microorganismos probioticos para aumentar la
funcionalidad de estas sustancias en el producto, como quesos, yogures, postres lácteos
congelado como por ejemplo el helado y otros productos como mayonesas cremas, etc.
Los estudios demuestran por una parte los buenos resultados de esta técnica pero
factores como los sensoriales se ven un poco afectado con respecto a la granulosidad
de algunos productos.
Por medio de este análisis de teorías e investigaciones de esta técnica contribuye a
producir alimentos funcionales, protegidos, alargando la vida útil de los productos
analizados y constituye una apuesta aun mayor para futuras investigaciones.

63
5. BIBLIOGRAFIA
1. Aranberri I., Binks B.P., Clint J.H., Fletcher P.D.I.. (2006). Elaboración y
caracterización de emulsiones estabilizadas por polímeros y agentes
tensioactivos. Revista Iberoamericana de Polímeros, volumen 7(3).
2. Burgain, J., Gaiani, C., Linder, M., & Scher, J. (2011). Encapsulation of
probiotic living cells: From laboratory scale to industrial applications. Journal
of Food Engineering, 104, 467–483.
3. Caicedo, Y. (2010). Estudio de la viabilidad de la incorporación de bacterias
probióticas micro encapsuladas en helados. Tesis para especialización en
Ciencia y Tecnología de Alimentos. Universidad nacional. Bogotá, Colombia.
4. Calvo, P., Castaño, Á., Lozano, M., Gónzalez-Gómez., D. (2012). Influence of
the microencapsulation on the quality parameters and shelf-life of extra-virgin
olive oil encapsulated in the presence of BHT and different capsule wall
components. Food Research International 45, 256–261.
5. Castañeta, H., Gemio, R.,Yapu1, W., Nogales, J. (2011). Microencapsulacion,
un método para la conservación de propiedades fisicoquímicas y biológicas de
sustancias químicas. Revista boliviana de química. 28: (2).

64
6. Champagne, C., Fustier, P., (2007). Microencapsulation for delivery of
probiotics and other ingredients in functional dairy products. In: Saarela, M.
(Ed.), Functional Dairy Products, second ed. Woodhead Publishing Ltd., Boca
Raton, 404–426.
7. da costa, S.,Duarte, C., Bourbon, A., Pinheiro, A., Serra, A., Martins, M.,
Nunes, M., Vicente, A., Delgadilo, I., Duarte, C., da costa, M. (2011). Effect of
the matrix system in the delivery and in vitro bioactivity of microencapsulated
Oregano essential oil. Journal of Food Engineering 110, 190–199.
8. García-Ceja, A., Lopéz-Malo, A. (2012). Biopolímeros utilizados en la
encapsulación. Universidad de las américas Puebla, México. Temas selectos de
ingeniería de aliemntos (6-1): 84-97.
9. González, R.E., Pérez, J., Urbina, N, A., (2014). Efecto de la
Microencapsulación sobre las Propiedades Reológicas y Fisicoquímicas del
Yogurt Blando. Colombia. Información Tecnológica, doi: 10.4067/S0718-
07642014000600007, 25:(6), 45-56.
10. Hasenhuettl, G., Hartel, R. (2008). Food Emulsifiers and Their Applications.
Book, second edition. DOI: 10.1007/978-0-387-75284-6
11. Heidebach, T., Först, P., & Kulozik, U. (2009). Microencapsulation of probiotic
cells by means of rennet-gelation of milk proteins. Food Hydrocolloids, 23,
1670–1677.

65
12. Heidebach, T., Först, P., & Kulozik, U. (2012).Microencapsulation of probiotic
cells for food applications. Critical Reviews in Food Science and Nutrition, 52,
291–311.
13. Hernández, P., (2011). Encapsulación de aceite esencial de clavo para su
aplicación en la industria alimentaria. Tesis doctoral. Universidad católica. San
Antonio, Murcia, España. (276).
14. Homayouni, A., Azizi, A., Ehsani, M.R., Yarmand, M.S., Razavi, S.H., (2008).
Effect of microencapsulation and resistant starch on the probiotic survival and
sensory properties of synbiotic ice cream. Food Chemistry 111 (1), 50–55.
15. Kailasapathy, K., (2006). Survival of free and encapsulated probiotic bacteria
and their effect on the sensory properties of yoghurt. LWT – Food Science and
Technology 39 (10), 1221–1227.
16. Kailasapathy, K., (2009). Encapsulation technologies for functional foods and
nutraceutical product development. CAB Reviews: Perspectives in Agriculture,
Veterinary Science, Nutrition and Natural Resources 4 (6).
17. Lupo, B., González, C., Maestro, A. (2012). Microencapsulación con alginato
en alimentos. Técnicas y aplicaciones. Revista Venezolana de Ciencia y
Tecnología de Alimentos. 3 (1): 130-151.

66
18. Mahamad, K., Champagne, C., Raymond Y, St-Gelais, D., Britten, M., Fustier,
P., Salmieri, S.,Lacroix, M. (2014). Survival of microencapsulated
Bifidobacterium longum in Cheddar cheese during production and storage.
Food Control 37, 193-199.
19. Martín, MJ., Morales, M.E, Gallardo, V., Ruiz, M.A. (2009). Técnicas de
microencapsulación: una propuesta para microencapsular probióticos. Ars
Pharm, 50:1, 43-50.
20. Martín, M., Lara-Villoslada, F., Ruiz, M., Morales., M. (2014).
Microencapsulation of bacteria: A review of different technologies and their
impact on the probiotic effects. Innovative Food Science and Emerging
Technologies 27, 15–25.
21. Özer, B., Uzun, Y.S., Kirmaci, H.A., (2008). Effect of microencapsulation on
viability of Lactobacillus acidophilus LA-5 and Bifidobacterium bifidum BB-
12 during Kasar cheese ripening. International Journal of Dairy Technology 61
(3), 237–244.
22. Özer, B., Kirmaci, H.A., Senel, E., Atamer, M., Hayaloglu, A., (2009).
Improving the viability of Bifidobacterium bifidum BB-12 and Lactobacillus
acidophilus LA-5 in white-brined cheese by microencapsulation. International
Dairy Journal 19 (1), 22–29.

67
23. Parra, H. R.A., (2010). Food Microencapsulation: A Review. Revista facultad
nacional de agronomía. Colombia. 63(2):5669-5684.
24. Pérez, L., Bueno, G., Brizuela, M., Tortoló, K., Gastón, C. (2013).
Microencapsulación: una vía de protección para microorganismos probióticos.
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
47: (1) 14-25.
25. Ramírez, M.A. (2008). Desarrollo de un aderezo elaborado con base en aceite
de aguacate y estudio de sus propiedades fisicoquímicas y Reológicas. Tesis
profesional. Puebla, México.
26. Ranadheera, R.D.C.S., Baines, S.K., Adams, M.C., (2010). Importance of food
in probiotic efficacy. Food Research International 43 (1), 1–7.
27. Santos, D.O. (2014). Uso de la microencapsulación como mecanismo para la
protección de probióticos. Trabajo recepcional de monografía. Universidad
veracruzana. México
28. Saravanan, M., Rao, K. (2010). Pectin–gelatin and alginate–gelatin complex
coacervation for controlled drug delivery: Influence of anionic polysaccharides
and drugs being encapsulated on physicochemical properties of microcapsules.
Carbohydrate Polymers 80, 808–816.

68
29. Shen, Z.,Augustin, M.,Sanguansri, L.,Cheng, L.(2010). Oxidative Stability of
Microencapsulated Fish Oil Powders Stabilized by Blends of Chitosan,
Modified Starch, and Glucose. Journal of. Agricultural and Food Chemistry
58, 4487–4493.
30. Shi, L. E., Li, Z. -H., Li, D. -T., Xu,M., Chen, H. -Y., Zhang, Z. -L., et al.
(2013). Encapsulation of probiotic Lactobacillus bulgaricus in alginate–milk
microspheres and evaluation of the survival in simulated gastrointestinal
conditions. Journal of Food Engineering, 117, 99–104.
31. Ng, S.K., Choong, Y.H., Tan., C.P.,Long, K.,Nyam, K.L. (2014). Effect of total
solids content in feed emulsion on the physical properties and oxidative stability
of microencapsulated kenaf seed oil. LWT - Food Science and Technology 58,
627-632.
32. Tonon, R., Grosso, C., Hubinger., M., (2011). Influence of emulsion
composition and inlet air temperature on the microencapsulation of flaxseed oil
by spray drying. Food Research International 44 , 282–289.
33. Vilanova, N. (2009). Microcápsulas de sílice preparadas a partir de sistemas
tensioactivos para la liberación de sustancias activas. Master experimental en
química. Universitat de Barcelona.