Embed Size (px)
Citation preview

U N I D A D N° 4B (CONTINUACIÓN 2)
Metales Ferrosos CONFORMADO EN ESTADO SÓLIDO
Procesos de Manufactura Requisitos de Diseño
2 0 0 8 Universidad Nacional de Córdoba
Facultad de Arquitectura Urbanismo y Diseño Carrera de Diseño Industrial
Cátedra de Tecnología 1

TECNOLOGIA - UNIDAD N°4B
1- Procesos de conformado en estado Sólido 2 1.1- Doblez simple, costo bajo a moderado 4 1.2- Forma compuesta, costo moderado a alto 12 1.3- Conformado y cortado, costo alto 22 2.- Costos 28
1
índice temático:

PROCESOS DE CONFORMADO SÓLIDO PARA ACEROS (al carbono y aleados)
1- CONFORMADO EN ESTADO SÓLIDO: (En frío)
La importancia económica del conformado de láminas es considerable, solamente tenemos que observar la cantidad de productos industriales y de consumo que incluyen piezas de láminas metálicas: carrocerías de automóviles y camiones, barcos, aviones, vagones de ferrocarril y locomotoras, equipos de construcción, equipos agrícolas, utensilios grandes y pequeños de cocina, muebles para oficina, ordenadores y equipo de oficina, etc. Aunque estos ejemplos son obvios, puesto que su periferia está formada por láminas metálicas, muchos componentes internos de estos mismos productos también son de lámina metálica.
Las piezas de lámina metálica se caracterizan -generalmente- por su resistencia, buena precisión dimensional, buen acabado superficial y bajo costo relativo.
Así pues, se diseñan operaciones de gran producción y alta velocidad para las grandes cantidades de componentes que se requieren en muchos de los productos arriba mencionados.
Esquema de procesos de conformado de láminas varillas y tubos para convertirlos en piezas de productos seriados, ordenados por su costo creciente de izquierda a derecha.
El conformado en estado sólido es la producción de metal en forma de láminas, varillas, alambres o tubos, generalmente a temperatura ambiente (frío). En algunos casos se puede requerir calentar el metal si éste es grueso, no es muy dúctil o se endurece por deformación durante el conformado.
Como ya vimos una lámina se define normalmente como un metal con un espesor (T) menor de 6 mm.; cualquier metal plano con un espesor de 6 mm o mayor se considera una placa.
Aunque en el conformado en frió se presenta algo de flujo plástico durante la mayoría de los procesos en estado sólido, es incidental a diferencia del conformado en estado plástico en caliente, donde el objetivo es el control de la dirección del grano. Sin embargo, en frío se afectan las propiedades mecánicas y se produce un incremento en resistencia mecánica, que puede ser un objetivo de diseño de la operación del conformado.
Durante la operación del conformado algunos metales se fragilizan y pueden requerir un recocido antes de continuar la operación de conformado; como ya vimos también el recocido es un proceso necesario para poder seguir en muchos casos el proceso de conformado, el recocido logra aumentar la elasticidad. mientras que disminuye la dureza. También facilita el mecanizado de las piezas al homogeneizar la estructura, afinar el grano y ablandar el material, eliminando la acritud que produce el trabajo enfrío y las tensiones internas.
2

Características del metal laminado y Conformados Posteriores de Piezas:
Después de haber cortado una lámina de una lámina mayor (materia prima), se le pueden dar diversas formas con diversos procesos. Básicamente, todos los procesos de formado de láminas emplean diversas herramientas y/o matrices, para estirar y doblar la hoja. Sin embargo, antes de describir esos procesos, debemos repasar ciertas características de las láminas metálicas como materia prima elaborada, por sus importantes efectos sobre la operación posterior en general. Anisotropía: Un factor importante que influye sobre el formado de láminas metálicas es la anisotropía (variación de propiedades según dirección de esfuerzo). Como ya vimos la anisotropía es adquirida durante el procesamiento termomecánico de la lámina, y que existen dos tipos de anisotropía: la anisotropía cristalográfica (orientación preferencial de los granos) y la fibrilación mecánica (alineamiento de impurezas, inclusiones y huecos dentro del espesor de la lámina, (Inclusiones)) Apunte 4B paginas 4 y 11). Los procesos de deformación en frío acentúan la anisotropía y en muchos casos se ven perjudicadas o limitadas las deformaciones por estas características.
Embutido (tracción) Punzonado (Compresión) Estampado (Flexión) Rolado (Flexión)
Los procesos de conformado de hojas metálicas que desarrollaremos en adelante, ejercen esfuerzos de tensión como la tracción en el caso del embutido o repujado, compresión en el caso de forja en caliente y frío o estampado, punzonado, cizallado, etc., torsión en el caso de barras hojas y perfiles torsionados y flexión como en el caso de plegados, rolados, estampados, etc. Por ende una hoja metálica y sus características como material determinado por sus aleantes como los aceros de bajo o alto porcentaje en carbono 1010 o 1050 respectivamente, entre otros aceros, permitirán mayor o menor deformación para lograr la forma de una pieza determinada, con esto queremos decir que la forma determinada de una pieza desde su primitiva funcional deberá ahora adaptarse tras la elección del acero y el proceso, a las posibilidades que estos últimos dos le darán para formarse como se pretende, a todos estos procesos le sumaremos cuando sea necesario los tratamientos térmicos que posibilitarán seguir con la deformación del metal a medida que este baya perdiendo propiedades de formabilidad, como hacer un recocido, etc..
3

1.1- DOBLEZ SIMPLE: (costo bajo a moderado) de hojas, tubos, varillas y alambre
Debido al costo relativamente bajo, su alta resistencia y capacidad para soportar abuso, las hojas, varillas, alambres y tubos conformados son importantes para los diseñadores industriales, especialmente en el diseño de transportes y automotores, así como en un gran número de construcciones de cajas, carcazas para equipos y electrodomésticos, gabinetes para el hogar e industrias, equipo médico y de investigación, etc. Es más que probable que los gabinetes de cualquier tamaño y casi todos los contenedores grandes estén hechos de lámina metálica, generalmente acero o aluminio.
La hoja metálica se utiliza en la mayoría de los artículos domésticos y gabinetes, especialmente donde se genera gran calor, como en muebles de cocina, hornos y equipos de iluminación; también se usa en protectores para tanques de combustible y en la mayoría del equipo de jardinería, donde es normal el empleo de motores de gasolina y un uso rudo. Las láminas metálicas, varillas, alambres y tubos son importantes en los muebles para el hogar y de oficina, así como en aparadores y mostradores comerciales.
Entre otras aplicaciones se incluyen los productos recreativos, equipo de deportes y ejercicio, y virtualmente cualquier categoría de producto donde la alta resistencia, bajo peso, cortos tiempos de entrega y bajo costo son consideraciones importantes en el diseño, en general los aceros utilizados son muchos pero normalmente se utilizan las seríes 10XX, es decir desde 1005, 1008, 1010 como los mas dúctiles, fáciles de doblar, embutir, rolar, hasta los 1040, 1050, etc. como mas duros pero templables, etc.
Plegado simple de piezas coilas y largas Corte y plegado para generar piezas volumétricas
Distintos objetos de uso doméstico en alambre soldados Parrillas para cocinas en planchuela y varilla soldadas
El doblez y conformado de alambre requiere de herramientas especiales, pero es un proceso de producción económico. El alambre conformado y unido con soldadura de punto es fuerte y tiene aplicaciones en muchas industrias. La estructura alambica dota a objetos de simplicidad, bajo peso y alta resistencia estructural.
4

Principio de Doblado: Operaciones con prensa
En el ámbito del conformado de láminas metálicas el doblado se define como la deformación del material alrededor un eje recto. Durante la ejecución de doblado, el material en la zona interior del plano neutral se comprime, mientras el de la zona exterior se estira. Por tanto, el material se deforma plásticamente adoptando el doblez de forma permanente al cesar los esfuerzos que la causaron. El doblado, teóricamente, produce poco o ningún cambio en el espesor de la lamina, aunque en la práctica no es del todo cierto.
Doblez de láminas y placas metálicas
El doblez de lámina metálica sobre un plano, generalmente, es una operación barata que crea formas simples y le proporciona a la lámina algo de rigidez y resistencia mecánica. Una dobladora manual una herramienta de conformado de láminas común en muchos talleres pequeños puede realizar dobleces limitados.
Cuando se diseña una pieza que va a ser doblada deberán tenerse en cuenta ciertas condiciones básicas: Al doblar una lámina hay una regla empírica donde el radio de doblez está relacionado con el espesor
de la lámina, un doblez de 2T significa que el radio R deberá ser igual a dos veces el espesor de la hoja (E = 2 x T), es decir para una lámina de 1 mm de espesor, el radio de curvatura será de 2mm.
Las reglas dependen de la facilidad de doblez del material (tipo de acero) y del equipo utilizado.
Para aceros de bajo carbono y baja aleación y alta resistencia el radio mínimo es 0.5T y para aceros mas duros 4T, es decir a mayor porcentaje de carbono en el acero mayor dureza y resistencia a la tracción por ende menor deformación plástica y mayor radio en el doblez, por ejemplo para el aluminio laminado suave el mínimo es OT y para aluminio duro es 6T.
En la figura se ilustra la terminología del doblado. Nótese que, en el doblado, las fibras externas del material están en tensión, mientras que las interiores están en compresión. A causa de la relación de Poisson, el ancho de la pieza (longitud de doblado, L) en la región externa es menor, y en la interna es mayor, que el ancho original. Este fenómeno se puede observar con facilidad al doblar una goma de borrar rectangular.
5

Sentido de laminado de las hojas y por ende de la orientación de las fibras (anisotropía)
En esta figura podemos apreciar los resultados y la inferencia ahora del principio de anisotropía del laminado en frío de chapas, es decir la orientación del grano en función del sentido de laminado, esto es muy importante y podemos compararlo ilustrativamente con las vetas de una madera al doblarla en sentido longitudinal o transversal. La figura a) y b) muestran el efecto en el doblado mostrando la aparición de grietas (a) provocado por la orientación de los granos en sentido longitudinal y paralelo al eje de curvatura y b) transversal al sentido de laminación, por ende no hay agrietamiento.
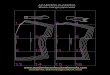
Doblado en V y doblado de bordes
Las operaciones de doblado se realizan utilizando diversos tipos de herramientas, aunque básicamente son punzones y matrices.
Los dos métodos de doblado más comunes son el doblado ejecutado sobre una matriz en V, y el doblado de bordes de una hoja ejecutado con una matriz deslizante.
En el doblado en V, la plancha se dobla entre un punzón y una matriz, ambos en forma de V, con diversidad de ángulos posibles. Este método de doblado, normalmente se utiliza para operaciones de baja producción y se ejecuta en prensa. El doblado de bordes comporta una carga voladiza sobre la plancha. Se emplea una placa pisón para la sujeción de la pieza contra la superficie de la matriz, mientras que el punzón fuerza la parte en voladizo para doblarla sobre el borde de la matriz.
En la figura, el doblado se limita a ángulos de 90°, pero también se hacen matrices para diseños de piezas que requieran ángulos diferentes y operaciones conjuntas como se ve en la siguiente imagen.
El uso de esta tecnología es para perfilería sencilla y de baja serie de producción, es económico y va desde piezas únicas hasta series aproximadas a las 500 piezas mensuales dependiendo de la complejidad y tamaño, como ménsulas, soportes, marcos, mobiliario urbano, equipamiento industrial, bancos, estantes, mesas, maquinaria agrícola, etc.
6

Nuestro entorno productivo nacional cuenta con un equipamiento basto en maquinaria de este tipo, la industria metalúrgica pesada y de baja a mediana serie de producción es abastecida con esta tecnología, desde piezas únicas e individuales, hasta producciones seriadas. Debe tenerse en cuenta que actualmente estas máquinas son operadas manualmente y pequeñas imperfecciones, corrimientos y errores en cotas mínimas pueden aparecer.
Herramientas punzón y matriz de uso común que pueden realizar perfiles y dobleces como se ve en la figura.
Desarrollo de una carcasa ya punzonada y troquelada Misma carcasa ya plegada o doblada
7

Recuperación elástica: Cuando cesa la presión al terminar la operación de doblado, la propia elasticidad de la pieza doblada hace que ésta recobre parcialmente su forma original. Esta recuperación elástica se define como el incremento del ángulo comprendido en la parte doblada en relación con el ángulo de la herramienta formadora (punzón-matriz) después de que esta última se ha retirado.
Fleje de acero y prensa de prueba Fleje de acero doblado para evaluar su retorno
La magnitud de la recuperación elástica se incrementa con el módulo de elasticidad E (Unid. 3) y la resistencia a la fluencia del material de la hoja según el porcentaje de carbono y otros aleantes (Unid. 4b).
Existen varios métodos para lograr una compensación de la recuperación elástica. Los dos más comunes son el sobre doblado y el fondeado. En el sobre doblado, el ángulo del punzón y su radio se fabrican ligeramente menores que el ángulo especificado, de manera que la plancha regrese al valor deseado. El fondeado consiste en comprimir la pieza al final de la carrera, deformándola plásticamente en la zona del doblado. Es decir el Diseñador debe despreocuparse en parte por la recuperación elástica sobre la influencia de esta el diseño de una pieza, pero si debe tener en cuenta a la hora de elegir el acero a doblar, sus aleantes y porcentajes consultando al proveedor que grado de retorno tendrá y si pueden existir inconvenientes.
8

Otras operaciones de doblado y operaciones relacionadas
Además del doblado en V y doblado de bordes, se practican otras operaciones de doblado. Algunas de éstas comportan el doblado sobre ejes curvos en lugar de ejes rectos, o tienen otras características que se diferencian de las operaciones básicas.
Refuerzo, doblez, engrapado y rebordeado
El refuerzo -también conocido como brida- se obtiene mediante el doblado a 90° de uno o varios lados de la plancha para formar un borde frecuentemente para reforzar o dar rigidez a la pieza. El borde se puede formar en un plegado sobre una línea recta, o puede implicar algunos estiramientos o contracciones del material.
El doblez consiste en el doblado del borde de la plancha sobre sí misma, en más de un paso de doblado, con frecuencia para eliminar el borde de la pieza, incrementar la rigidez y/o mejorar su apariencia. El engrapado o engatillado es una operación relacionada en la que se ensamblan dos bordes de planchas.
En el rebordeado se doblan los bordes de la plancha en forma curva o de rizo. Tanto esta operación como el doblez se hacen con fines de seguridad, resistencia y estética. Bisagras, ollas, sartenes, etc. son algunos ejemplos de productos en los cuales se usa el rebordeado.
Operaciones mixtas de doblado
En la figura mostramos algunas otras operaciones de doblado. La mayoría de estas operaciones se realizan en matrices simples y similares a los punzones en V.
9

Doblez de tubos
El doblado de tubos es más difícil que el de láminas, porque un tubo tiende a abollarse, estrangularse o deformarse cuando se intenta doblarlo.
Se usan mandriles flexibles especiales que se insertan en el tubo antes de doblarlo para que soporten las paredes durante la operación como muestra la imagen siguiente.
Cuando el tubo se dobla, la pared interior se comprime y la exterior se tensa. Esta situación de esfuerzos causa adelgazamiento y alargamiento de la pared externa, y engrosado y acortado de la interna.
Como consecuencia, hay una tendencia en las paredes interna y externa a forzar hacia el lado opuesto causando el aplanado de la sección transversal del tubo como se ve en la fotografía.
Debido a esta tendencia, el radio mínimo aconsejable al que se pueden doblar los tubos es alrededor de 1,5 veces el diámetro exterior del tubo cuando se usa un sistema de refuerzo interno, ya sea mandril o arena, y de 3 veces cuando no se usa ningún sistema de refuerzo. Por ejemplo para un caño de 25 mm de diámetro el radio de curvatura será 25.4 x 3 = 76.2 de radio. La ductilidad del material también es un factor importante en el proceso. Se emplean varios métodos para doblar tubos y secciones similares.
Imagen que muestra la secuencia del doblado de un caño sin soporte interior
10

Laminado: Operaciones sin prensa
Laminado Rolado: Las operaciones de doblado -o curvado- y conformado con rodillos, son las empleadas para conformar piezas, generalmente cilindricas de grandes diámetros, la plancha se conforma en secciones curvas por medio de rodillos. Este es un proceso de bajo costo ya que la matriz (rodillos) es siempre la misma.
Cuando la plancha pasa entre los rodillos, éstos se colocan uno junto al otro en una configuración que forma el radio de curvatura deseado. Por este método se fabrican componentes para grandes depósitos de almacenamiento y recipientes a presión, así como tubos con grandes espesores de pared, cilindros de chapas finas para lavarropas, secarropas, tambores industriales, bateas, etc.
Mediante esta operación también se pueden doblar perfiles estructurales, vigas, rieles, llantas, etc.
Conformado con rodillos
También llamado conformado con rodillos de contorno, es un proceso continuo de doblado en el cual se usan rodillos enfrentados para producir secciones largas de perfil a partir de bobinas de chapa.
Generalmente se requieren varios pares de rodillos para lograr progresivamente el doblado del material en la forma deseada, por ejemplo: una sección en forma de U como podemos ver en la figura.
Tren de rolos para conformar perfiles Chapas acanaladas para techos
1 2 3 4 s <j 7 j § i9 11 1» . 13 14 15
20 pasos para generar un perfil de chapa con sistema de tren de rolos por conformado en frío.
1!

Canales y canaletas, secciones laterales de metal, tubos o caños con costura y varias secciones estructurales son productos elaborados por conformado con rodillos. Aunque tiene la apariencia de una operación de laminado en caliente (realmente las herramientas son similares -como concepto general-), la diferencia es que aquí interviene más el doblado que la compresión del material. Este es un proceso que en el caso de chapas acanaladas y caflos se define como de alta producción.
1.2- FORMA COMPUESTA (costo moderado a alto)
En este grupo avanzamos en procesos de conformado en frío de hojas metálicas por deformación plástica sin prensa (compresión); es decir trabajando con el estiramiento de la chapa (tracción) y donde se compite fundamentalmente en costos y series de producción como veremos entre estos tres procesos principalmente entre repujado y embutido, siendo el mas moderno un tercer proceso como el hidroformado, pero el mas costoso porque se trabaja con el estiramiento pero con matriz no para presión pero si para apoyo.
Repujado: Rotación
Un disco de chapa se sostiene en el extremo de un mandril -con el que gira solidariamente- que tiene la forma interior deseada para la pieza, mientras la herramienta o rodillo deforma el material contra el mandril; es un proceso similar al torneado con la diferencia que no se hace arranque de viruta, sino que se deforma la lámina de metal por deformación plástica en frío, mas precisamente por estiramiento.
En la figura se observa un disco de metal sujeto a un mandril que será empujado con una herramienta todo esto bajo un movimiento de giro y alta velocidad.
Contenedores de uso domestico en acero inoxidable Piezas varias y posteriormente perforadas
Pueden realizarse todo tipo de objetos como tulipas para lámpara, contenedores de uso doméstico y medicinal, químico, se pueden utilizar los aceros inoxidables y aleados o al carbono en bajos porcentajes.
En el caso de estar automatizado, la capacidad de aplicar fuerzas mayores a la operación es superior al sistema manual, lo cual representa ciclos más rápidos, mayor capacidad en cuanto al tamaño de la pieza y un mejor control del proceso.
12

El espesor del material sufre pequeños cambios respecto al espesor inicial, por lo que, para determinar el diámetro inicial del disco se contemplan volúmenes constantes, antes y después del repujado. La aplicación del repujado convencional está orientada a la producción de formas cónicas y curvas en pequeñas cantidades, los diámetros de las piezas pueden llegar a los 6 metros, normalmente se realizan piezas pequeñas a medianas, el proceso es en frío para láminas y hojas, pero para tubos de grandes espesores se realizan en caliente los trabajos de deformación.
La capacidad de deformación por repujado de un metal se define como la máxima reducción de espesor a la que puede someterse una pieza sin que se rompa. Esta capacidad se relaciona con la reducción del área del material a la tensión, al igual que la capacidad de flexión. Si un metal tiene una reducción de un 50% de área sometido a la tensión, su espesor se puede reducir hasta un 80% solo con un paso de repujado.
Por este proceso se pueden elaborar piezas con grandes diámetros. La horma o molde se puede construir de madera u otro material suave fácil de mecanizar, así que es una herramienta de coste bajo comparada con el punzón y matriz requeridos para el embutido profundo, que podría ser un proceso sustituto para algunas piezas.
Repujado de tubos: Se utiliza para reducir el espesor de las paredes y aumentar la longitud de un tubo, mediante la aplicación de un rodillo contra la pieza montada sobre un mandril cilindrico.
Es similar al repujado salvo que la pieza inicial es un tubo, en lugar de una forma plana (disco). La operación se puede realizar aplicando el rodillo externamente contra la pieza montada sobre un mandril cilindrico (en el interior del tubo) o internamente, sujetando la pieza mediante una camisa alrededor.
13

Embutido: Estirado
El embutido de la plancha consiste en darle una forma ahuecada, vasos, cartuchos, u otras formas huecas más complejas; por tanto, la forma de una superficie cualquiera no desarrollable, se realiza colocando una plancha sobre la cavidad de una matriz para ser empujada hacia su interior mediante un punzón.
La plancha es conveniente que se mantenga plana contra la cara superior de la matriz mediante una placa pisón. Latas de bebidas, casquillos de municiones, lavabos, utensilios de cocina, piezas para carrocerías, electrodomésticos, etc. son piezas que se elaboran por embutido.
Mecánica del embutido
El embutido de piezas en forma de recipiente es la operación básica del embutido. Con las dimensiones y parámetros que se muestran en la figura. Examinaremos los parámetros de la operación y la mecánica de la ejecución del embutido.
Se embute un disco de diámetro Di dentro de una matriz por medio de un punzón de diámetro Dp. El punzón y la matriz deben tener las esquinas redondeadas, determinadas por rp y rm. Si el punzón y la matriz tuvieran esquinas agudas {rp y rm = O), estaríamos realizando una operación de perforado en lugar de una operación de embutido. Los lados del punzón y de la matriz tienen un juego (c) correspondiente al espesor de la chapa, pero para evitar roces innecesarios y agarrotamientos, debe quedar, además, una holgura. Esta holgura -que debe sumarse al espesor- debe ser entre el 10% y 20% del espesor de la chapa a embutir.
El punzón aplica una fuerza hacia abajo F para realizar la deformación del material y la placa pisón aplica una fuerza de sujeción hacia abajo Fs. Conforme el punzón recorre su trayectoria hasta la posición final, la pieza experimenta una compleja serie de esfuerzos y deformaciones al ir tomando gradualmente la forma definida por el punzón y la cavidad de la matriz.
Cuando el punzón empieza a empujar la plancha, ésta simplemente se dobla sobre las esquinas del punzón y de la matriz. En esta primera etapa, el perímetro exterior del disco se mueve ligeramente hacia el centro.
A medida que el punzón avanza, sobreviene una acción de enderezado del material que -previamente-fue doblado sobre el radio de la matriz.
El material del fondo del recipiente, así como el que corresponde a la zona del radio del punzón, se ha movido hacia abajo junto con éste. Pero el que se había doblado sobre el radio de la matriz debe
14

enderezarse para que pueda pasar por dentro del juego y formar la pared del cilindro. Este nuevo material viene de la periferia de la forma original. El material de la zona exterior de la chapa se direcciona hacia la apertura de la matriz para sustituir al metal previamente doblado y enderezado que ahora forma la pared del cilindro. De este tipo de flujo de material a través de un espacio restringido es de donde toma su nombre el proceso de embutido.
La magnitud de la fuerza de sujeción aplicada por la placa pisón, así como las condiciones de fricción de las dos interfases son factores que determinan el éxito de este aspecto de la operación de embutido. Generalmente se usan lubricantes para reducir las fuerzas de fricción durante el embutido.
Además de la fricción, también sobreviene la compresión en las pestañas exteriores de la chapa. A medida que el material de esta zona se estira hacia el centro, el perímetro exterior disminuye. Debido a que el volumen de material permanece constante, éste se comprime y, por tanto, crece al reducirse el perímetro. Esto, frecuentemente, ocasiona el arrugado de la zona restante, especialmente cuando la lámina es delgada o cuando la fuerza del sujetador es demasiado baja. Este problema no tiene solución una vez que ha sucedido.
Parte de la deformación implica estiramiento y adelgazamiento del material al ser aprisionado sobre el borde de la abertura de la matriz. En una operación llamémosle satisfactoria- de embutido puede darse hasta un 25% de adelgazamiento, la mayor parte cerca de la base y la profundidad depende de muchos factores como ya vimos, la dimensión promedio debemos estipularla de la siguiente manera:
Los cálculos para determinar la profundidad posible de embutido depende de muchos factores principalmente de la morfología necesaria y fundamentalmente de la anisotropía de la hoja de metal, la cual debe ser sometida a pruebas en función de la forma, presiones, espesores y lubricantes, esto muestra incluso piezas que demandan de mucho tiempo de puesta a punto para lograr su conformación sin defectos. Un cálculo primario y estimativo para determinar la capacidad de embutido profundo se valora en general con la relación límite de embutido (RLE), tratando en lo posible que no supere el resultado la relación de longitud de profundidad igual a diámetro de punzón, para superar esta profundidad deberán hacerse pasos posteriores de embutido y tratamientos térmicos como el recocido.
Diámetro máximo de lámina bruta Di Diámetro del punzón Dp
15

Reembutido: El ejemplo que hemos utilizado anteriormente produce una forma cilindrica simple en un solo paso utilizando un sujetador (placa pisón) para facilitar el proceso. Veamos algunas variantes de esta operación básica.
Si el cambio de forma que requiere el diseño de la pieza es demasiado severo, será necesario realizarlo en más de un paso. Al segundo paso ya cualquier otro posterior, si se necesita, se le llama reembutido.
Por tanto, cuando el diseño de la pieza a embutir requiere una gran relación de embutido, impidiendo elaborar la pieza en un solo paso, se puede ejecutar una reducción parcial en cada operación de embutido:
1-para el primer embutido, la reducción máxima de la forma inicial debe ser del 45 al 50%; 2-para el segundo embutido (primer reembutido), la reducción máxima debe ser del 25 al 30%; 3-para el tercer embutido (segundo reembutido), la reducción máxima deberá ser del 16 al 20%.
Una operación relacionada es el embutido inverso, en la que se coloca una pieza -previamente embutida- vuelta abajo en la matriz, de manera que una segunda operación de embutido produce una configuración como la de la figura.
Puede parecer que el embutido inverso produzca una deformación más severa que el reembutido, pero no es así, sino que en realidad es más fácil para el material. La razón es que en el embutido inverso, la chapa se dobla en la misma dirección tanto en las esquinas exteriores como en las interiores de la matriz, mientras que en el reembutido el doblado se produce en direcciones opuestas en las dos esquinas. Debido a esta diferencia, el metal experimenta menos endurecimiento por deformación en el embutido inverso y, por tanto, la fuerza necesaria es menor.
Diferentes piezas reembutidas como portalámparas, tapas, etc.
16

Embutido de formas no cilindricas: No todos los productos requieren el embutido de formas cilindricas. La variedad de formas embutidas abarca formas cuadradas, cajas rectangulares (lavabos), conos, recipientes escalonados, combinaciones de bases esféricas con superficies planas y formas curvas no regulares (carrocerías de automóviles), etc.
Cada una de estas formas representa un problema técnico único en embutido que debe estudiarse y calcularse con matriceros, especialistas y emprender una serie de pruebas prototipos.
Defectos en el embutido
El embutido es más complejo que el corte o el doblado; por tanto, el abanico de posibles problemas y defectos es mayor. Pueden presentarse numerosos defectos en un embutido, estos son algunos de ellos.
a) Arrugado en la pestaña. El arrugado en una parte embutida consiste en una serie de pliegues que se forman radialmente en zona no embutida de la pieza, debido al arrugado por compresión. b) Arrugado en la pared. Si la zona arrugada se embute en el cilindro, estos pliegues aparecen en la pared vertical del mismo. c) Desgarrado. Consiste en una grieta que se abre en la pared vertical, normalmente cerca de la base del recipiente embutido, debido a los esfuerzos de tensión que causaron adelgazamiento y rotura del material en esta zona. Ocurre también cuando el material se estira sobre una esquina afilada del punzón. d) Orejeado. Es la formación de irregularidades (llamadas orejas) en el borde superior de la pieza embutida, causada por anisotropía en la plancha. Si el material es perfectamente isotrópico no sucede. e) Rayado superficial. Pueden producirse rayas en la superficie de la pieza embutida si el punzón y la matriz no están lisos o si la lubricación es insuficiente.
Otras operaciones de conformado de láminas
En las prensas convencionales, además del doblado y del embutido se realizan otras operaciones de conformado. Podemos clasificarlas en dos bloques:
a)-operaciones realizadas con herramientas metálicas b)-operaciones ejecutadas con herramientas flexibles
a)-Operaciones realizadas con herramientas metálicas
Las operaciones realizadas con herramientas metálicas incluyen: I) planchado, 2) acuñado y estampado, 3) despegado y 4) torcido.
17

Planchado: En el embutido profundo, la pestaña es comprimida por una acción de compresión del perímetro de la chapa inicial, que busca una circunferencia menor conforme es embutida hacia la abertura de la matriz. Debido a esta compresión, la zona de la chapa situada cerca del borde exterior va aumentando de grosor conforme se mueve hacia dentro. Si el espesor de este material es más grande que el juego entre el punzón y la matriz, será comprimido al tamaño del juego. A esto se le conoce como planchado. Puede formar parte de un proceso de embutido profundo, como un paso independiente que sigue al embutido.
El planchado proporciona uniformidad de espesor en las paredes de la parte cilindrica. Por tanto, la parte planchada es más larga y el uso de material es más eficiente. Las latas para bebidas y artículos de gran producción incluyen el planchado en sus procesos para economizar en el uso de material.
Acuñado v estampado: El acuñado se usa, generalmente, para producir marcas y secciones levantadas en la pieza. La incisión produce adelgazamiento de la chapa y las elevaciones de las secciones producen engrosamiento.
El estampado se utiliza para crear incisiones en las chapas, como letras o costillas de refuerzo, comportando también algunos estiramientos y adelgazamientos del material.
Puede dar la sensación de ser similar al acuñado (grabado). Sin embargo, no es así, las matrices de estampado poseen contornos y cavidades que coinciden: el punzón los contomos positivos y la matriz los negativos, mientras que las matrices de acuñado pueden tener cavidades diferentes en las dos mitades de matriz, razón por la cual las deformaciones son más significativas que en el estampado.
Piezas que muestran tanto en bajo relieve como en sobre relieve molduras por acuñado estampado
18

Despegado: Es una combinación de corte y doblado, o corte y formado, en un solo paso, para separar parcialmente que no desprender una o varias zonas de la chapa.
Entre otras aplicaciones, el despegado se usa para hacer rejillas de ventilación, para carcazas de productos que contienen motores eléctricos y generan temperatura, para calentadores a gas, conductos de climatización, gabinetes de computadora, aires acondicionados, etc.
Torcido: En la operación de torcido, la chapa se somete a una carga de torsión más que a una carga de doblado, lo que produce una torcedura sobre la longitud. Este tipo de operación tiene aplicaciones limitadas: paletas para ventiladores, palas de elementos propulsores.
Para poder realizarlo en una prensa convencional con punzón y matriz, deben diseñarse adecuadamente para formar la pieza con la forma torcida requerida.
Esta imagen muestra una turbina conformada en primera instancia su cuerpo cónico por embutido profundo y luego sus paletas por torcido, pueden verse en la línea de doblez producida para generar el
plano de apoyo de la paleta al cuerpo que fue posteriormente soldada por puntos.
19

b)-Operaciones realizadas con herramientas flexibles
Los dos sistemas que siguen, aunque se ejecutan en prensas convencionales, las herramientas son inusuales, puesto que utilizan un elemento flexible (goma, caucho o material similar) para efectuar el conformado.
Colchón elástico
El sistema de colchón elástico -también conocido como proceso Guerin- utiliza un colchón de material flexible (goma, caucho grueso u otro material flexible) encajado en un recipiente de acero, para conformar la chapa sobre un bloque de forma positiva.
Al descender el punzón, el material flexible envuelve gradualmente la chapa, aplicando presión para deformarla y forzándola a adoptar la forma del bloque. Este proceso está limitado a formas poco profundas, puesto que las presiones desarrolladas por el material flexible no son suficientes para prevenir el arrugado en casos de más profundidad.
La ventaja de este proceso es el bajo coste del herramental. El bloque u horma puede construirse en madera, plástico u otro material que sea fácil de mecanizar y el cojín flexible puede usarse con distintas formas de bloque. Estos factores hacen atractivo este proceso para producciones pequeñas, como las de la industria aeronáutica, donde se desarrolló el sistema.
Punzón elástico
Este sistema normalmente se utiliza para terminar de dar la forma a un objeto ya embutido, especialmente cuando sus dimensiones interiores son mayores que las de la boca que, por tanto, impedirían la salida del punzón una vez embutida la pieza, si aquél fuera rígido.
20

Hidroformado: Similar al sistema de colchón elástico, con la diferencia que se sustituye el cojín por un diafragma que posteriormente se llena con un fluido hidráulico, lo que permite aumentar la presión para el conformado de la pieza, previniendo así el arrugado en las zonas profundas.
De hecho, se pueden lograr embutidos más profundos con procesos de hidroformado que con el embutido profundo convencional, debido a que la presión uniforme del hidroformado fuerza la plancha contra el punzón en todas sus dimensiones, aumentando la fricción y reduciendo los esfuerzos de la tensión que causan el desgarre en la base del recipiente.
Cuadro de bicicleta con deformaciones cuadros de motocicletas especiales
Deformación de un segmento de tubo:
21
tuberías fuelles

1.3- CONFORMADO Y CORTADO (costo alto)
Matrices compuestas. Se pueden hacer varias operaciones en la misma lámina, en un solo golpe y en una estación, con una matriz o dado compuesto. Esas operaciones combinadas se suelen limitar a formas relativamente sencillas, porque son algo lentas y porque las matrices (con complejidad en aumento) se vuelven rápidamente mucho más costosas que las que se usan en operaciones individuales de corte.
Esquemas: (a) antes y (b) después de troquelar una arandela común en una matriz compuesta. Obsérvense los movimientos separados de la matriz (para troquelar) y del punzón (para horadar el orificio en la arandela), (c) Esquema de la fabricación de una arandela en un dado progresivo, (d) Formado de una pieza donde se realizaron operaciones múltiples de punzonado, perforado, formado y troquelado.
Diversas piezas pequeñas que se realizan bajo este proceso progresivo de conformado y cortado.
Procesos de formado de hojas o láminas metálicas
Dados progresivos. Las piezas que requieren de operaciones múltiples, tales como el punzonado, el estampado y el formado de muesca, pueden ser hechas a velocidades de producción altas en matrices progresivas. La lámina metálica es alimentada por medio de un carrete con cinta, y una operación diferente se desempeña en la misma estación con cada golpe de una serie de punzones. Un ejemplo de una pieza hecha en dados progresivos es mostrado en las figuras siguientes.
22

Matrices o dados de transferencia. En un diseño de matriz de transferencia, la lámina metálica pasa por distintas operaciones en distintas estaciones, dispuestas en una línea recta o en una trayectoria circular. Después de cada paso, la pieza pasa a la siguiente estación para efectuarle las operaciones siguientes todas de estampado, punzonado, embutidos no profundos y troquelado.
En la producción de una botella para envasar aerosoles, esta operación se hace en múltiples etapas en trayectoria circular, se inicia con un disco de chapa y se la va conformando cambiando la estación de conformado. Todos estos procesos progresivos están concebidos para conformar a altísimas velocidades de producción, por esto se fabrican piezas de productos de consumo masivo para bajar los costos por la alta serie de producción y por la alta demanda del mercado.
La familia de envases muestra como tapa una pieza estandarizada Pasos para llegar a la forma final
Preforma inicial Conformado estirado Corte de boca Cierre de boca
Serigraflado de gráfica Laqueado
23
Estiba

CORTE DE LÁMINAS:
Operaciones de corte de láminas
El corte es consecuencia de un proceso de cizalladura materializado entre dos bordes afilados de corte. La secuencia de la acción de la cizalla se describe en los cuatro pasos esquematizados:
Secuencia de corte en cuatro pasos El filo de corte superior (punzón) se desplaza hacia abajo sobrepasando el filo -estacionario- de corte
inferior (matriz). Cuando el punzón empieza a empujar el material, se produce una deformación plástica en las superficies de la lámina y, a medida que éste sigue avanzando produce una penetración que comprime la lámina provocando la fractura (corte) del material.
Si la distancia entre el punzón y la matriz (juego o claro) es la correcta, las dos líneas de fractura se encontrarán y el resultado es una separación limpia en dos piezas.
Los bordes cizallados de la lámina tienen formas características que se muestran en la figura.
Encima de las superficies de corte hay una región que se llama redondeado. Este corresponde a la depresión formada por el punzón en la pieza antes de empezar el corte, justo donde empieza la deformación plástica.
A continuación se encuentra una zona, relativamente lisa, llamada bruñido, consecuencia de la penetración del punzón en el material antes de empezar la fractura.
Encima de las superficies de corte hay una región que se llama redondeado. Este corresponde a la depresión formada por el punzón en la pieza antes de empezar el corte, justo donde empieza la deformación plástica. A continuación se encuentra una zona, relativamente lisa, llamada bruñido, consecuencia de la penetración del punzón en el material antes de empezar la fractura.
24

ESTAMPADO: Comprende operaciones de: Cizallado, punzonado y perforado.
Consideramos tres operaciones en el trabajo con prensa que cortan el metal por el mecanismo de cizalladura descrito:
El cizallado El punzonado El perforado
El cizallado es la operación que corta una lámina de metal a lo largo de una línea recta comprendida entre dos bordes de corte.
In \ Punzón de la cizalla
El cizallado normalmente se emplea para reducir grandes láminas a secciones más pequeñas para posteriores operaciones de prensado y troceado. Se ejecuta en una máquina llamada cizalla, la cual dispone su cuchilla superior de forma sesgada, con el objetivo de suavizar la acción, reduciendo de esta forma la fuerza requerida para el corte.
El punzonado comporta el corte de una lámina de metal a lo largo de una línea cerrada en un solo paso, para separar la pieza del material circundante, siendo la parte separada la forma deseada de la operación.
El perforado es muy parecido al punzonado, con la excepción de que la parte resultante del corte se desecha, quedando el material restante como pieza deseada. En la figura se puede observar la diferencia.
-Tira (desperdicio)
Análisis del corte:
Los parámetros importantes en el corte de láminas metálicas son el juego (c) o claro entre el punzón y la matriz (también denominada sufridera), el espesor y tipo de material, así como su resistencia y la longitud del corte.
Fuerzas de corte
Es importante calcular la fuerza de corte necesaria, ya que ésta determina el tamaño (tonelaje) de la prensa a utilizar. El Diseñador Industrial muchas veces es solicitado por un cliente que necesita el desarrollo de un nuevo producto y el diseñador debe relevar la maquinaria disponible en caso de que este cliente sea productor de sus propias piezas; para poder desarrollar y diseñar piezas que el pueda procesar.
Por tal motivo podemos hacer un simple cálculo que nos permitirá determinar que tipo de dimensiones podemos manejar en piezas de la siguiente manera: La fuerza de corte F en el trabajo con láminas puede determinarse por:
F = S .Tt.L
25

Siendo S la resistencia al corte del material (debemos sacar este dato de las tablas de propiedades mecánicas de los metales), T el espesor del material, y L la longitud de la arista de corte.
En el punzonado, perforado, ranurado y operaciones similares, L corresponde a la longitud del perímetro de la geometría o agujero que se corta. En la determinación de L se puede anular el efecto del juego o luz que debe existir entre el punzón y la matriz (c).
F
Matriz o dado
Si A,B,Cy D fueran aristas redondeadas se produciría un embutido en lugar de un corte. Consideraciones de diseño para orificios:
A) el diámetro minimo de orificio debe ser igual el espesor de la chapa, no puede ser menor. B) las tolerancias de ajuste y precisión deben rondar los 0.002 milésimas de milímetro. C) la distancia mínima de un orificio al borde de la pieza debe ser igual al diámetro del orificio. D) muestra que sucede con el borde del orificio si no se cumple con el punto (C). E) en caso que se requiera aproximar el orificio al borde optar por un diseño de orificio abierto.
Otras operaciones de corte de láminas metálicas
Además del cizallado, punzonado y perforado existen otras operaciones de corte mediante prensado, tales como:
.Corte en trozos y partido.
.Ranurado, perforado múltiple y muescado.
.Recorte, rasurado y punzonado fino.
Corte en trozos y partido
El corte en trozos es una operación de corte en que las piezas se separan de una tira de chapa, cortando las matrices de forma opuesta, tal como se muestra en la figura, produciendo una pieza nueva en cada corte. Las características que distinguen el corte en trozos del corte convencional son:
.Los bordes de corte no deben ser necesariamente rectos, y
.Las piezas encajan en la tira de tal manera que se evitan los recortes.
El partido consiste en el corte de una tira por un punzón con dos filos, cuyas geometrías coinciden con los lados opuestos de la pieza, tal como se muestra en la figura. El partido es menos eficiente que el corte en trozos debido a la producción de recortes.
26

Ranurado, perforado múltiple, muescado y semi-muescado
El término ranurado se usa algunas veces para referirse a la operación de punzonado en que se corta un agujero rectangular o alargado.
El perforado múltiple es la perforación simultánea de varios agujeros en una plancha. El patrón de distribución y medida de los agujeros es variable, en función del uso a que se destine, decoración, guía de tubos, ventilación, paso de luz, fluidos o gases, etc.
Para obtener el contorno deseado de una pieza, habitualmente se cortan trozos de plancha mediante procesos de muescado o semi-muescado.
El muescado es el corte de un trozo de material en un lado de la plancha o de la tira. El semi-muescado recorta una porción de material del interior de la plancha.
Puede parecer que el semi-muescado es lo mismo que el perforado o el ranurado. La diferencia es que el espacio dejado por el material cortado por el semi-muescado crea parte del contorno de la pieza, mientras que el perforado y el ranurado generan agujeros en la pieza.
Imagen que muestra operaciones de estampado como el muescado, semi-muescado, perforado y troquelado final de la insignia de los vehículos Toyota.
27

2-Costos:
El moldeado de metal laminado o en chapa implica consideraciones económicas parecidas a las de los demás procesos que hemos descrito. Los procesos de formado de láminas compiten entre sí, al igual que con otros procesos, más que otras operaciones. Las operaciones de conformación de láminas son versátiles, por lo que se pueden emplear varios procesos distintos para producir la misma pieza.
Por ejemplo, una pieza en forma de copa se puede moldear por embutido profundo, rotación, formado con goma o por explosión; además se puede formar por extrusión por impacto, por colado o fabricándola a partir de varias piezas.
Por ejemplo, la pieza de la figura inferior se puede fabricar por embutido profundo o por rotación convencional, pero los costos de matrices para los dos procesos difieren mucho. Las matrices para embutido profundo tienen muchas partes, y cuestan mucho más que los mandriles y herramientas relativamente sencillos que se usan en el repujado.
En consecuencia, el costo de matrices por pieza producida será alto si se necesitan pocas piezas. Por otro lado, la pieza de la figura se puede formar por embutido profundo en un tiempo mucho menor que por repujado, aunque esté automatizada esta última. Además, elrepujado requiere mano de obra más especializada.
Tomando en cuenta estos factores, el punto de equilibrio es de unas 700 piezas, y el embutido profundo es más económico para cantidades mayores.
El presente apunte fue realizado utilizando las siguientes bibliografías: Manufactura ingeniería y tecnología: Kalpajian - Schimid 2002 Diseño Industrial: Guía de materiales y procesos de manufactura . Jim Lesko. Ed Limusa Wiley 2004 Fabricación mecánica: Albert Ginjaume ditorial Thomson 2005
28