Embed Size (px)
Citation preview

U N I D A D N° 46 ( C O N T I N U A C I Ó N )
Metales Ferrosos CONFORMADO EN ESTADO PLASTICO
Procesos de Manufactura Requisitos de Diseño
2 0 0 8 Universidad Nacional de Córdoba
Facultad de Arquitectura Urbanismo y Diseño Carrera de Diseño Industrial
Cátedra de Tecnología 1

TECNOLOGÍA I - UNIDAD N° 4B
índice temático:
1- Procesos de conformado en estado plástico 2 1.2- Laminación 2 1.3- Forja 9 1.4- Trefilado 23 1.5- Extrusión 24 2.- Costos 28
1

T€CNOLOGIñ I - UNIPñP N° ¿=
PROCESOS DE COFORMADO PLÁSTICO PARA ACEROS (al carbono y aleados)
1- CONFORMADO EN ESTADO PLÁSTICO:
Ya hemos visto y estudiado en las anteriores unidades 4A el conformado en estado líquido de metales ferrosos (fundiciones) de hierro-carbono.
En esta unidad estudiamos los procesos de conformado en estado plástico y en estado sólido. Comenzamos estudiando el conformado en estado plástico, que es una operación de conformado de
una barra de acero (materia prima) en estado sólido inicial y calentada a temperatura elevada entre 800 y 1200° C (pero debajo de la temperatura crítica o de fusión (líquido)).
El propósito de este proceso no es únicamente dar forma al metal sino controlar la estructura del grano. Así aumenta la resistencia mecánica de la parte conformada (calculada para soportar las fuerzas
esperadas). Algunos procesos son relativamente caros, pero es posible lograr un rendimiento superior del material, que no es posible alcanzar con otros procesos de manufactura. El incremento en las propiedades también se puede obtener a través de un tratamiento térmico posterior a la operación de conformado.
2- LAMINACIÓN:
Veamos primero el proceso de laminado, que es el proceso primario de reducir el espesor (o modificar la sección transversal) de un pieza larga mediante fuerzas de compresión aplicadas a través de un juego de rodillos; el proceso es similar al aplastado de la masa con un rodillo de amasar a fin de reducir su espesor.
La laminación, que representa aproximadamente el 90% de todos los metales producidos usando procesos de metalurgia, fue desarrollada por primera vez a fines del afio 1500. La operación básica es el laminado plano o laminado simple, donde los productos laminados son la placa plana y la hoja.
Las placas, que en general se consideran de un espesor superior a 6 mm, se utilizan para aplicaciones estructurales, como son las estructuras de maquinaria, los cascos de buques, las calderas, los puentes, etc.
Las placas que surgen del laminado en caliente pueden llegar a tener hasta un espesor de 300 mm para los apoyos de las grandes calderas, 150 mm de espesor para los contenedores de reactores nucleares y 100-125 mm para los buques y los tanques de guerra.
2

Tabla que muestra los diferentes espesores mas usados de placas laminadas en caliente
Las hojas a diferencia de las placas comúnmente tienen menos de 6 mm de espesor; se fabrican en frío para manufacturar materias primas intermedias como piezas planas o como cintas en rollos para procesamiento posterior en varios productos. Se utilizan en las carrocerías de automóvil y fuselajes de avión, en utensilios domésticos, en recipientes para alimentos y bebidas, y en electrodomésticos para cocinas como heladeras, cocinas, microondas, calefones, termo tanques, calefactores, etc. y en objetos de oficinas entre otros.
Tabla que muestra los diferentes espesores mas usados de chapas laminadas en frío y se las nombra comúnmente por su número de calibre, por ejemplo chapa 22, etc.
3

Esta unidad describe el proceso básico de las operaciones del laminado plano y el laminado de fe— --De manera tradicional, la forma inicial del material para laminación es un lingote. Pero como se dije e-
la unidad anterior, sin embargo, esta práctica está actualmente siendo reemplazada rápidamente por \z colada y laminación continua, con una eficiencia mucho más elevada y a un costo inferior.
La laminación primero se efectúa a temperaturas elevadas (laminado en caliente); durante esta fase, la estructura de grano gruesa, frágil y porosa del lingote o del metal continuamente colado se reduce a una estructura laminada (forjada) con un (amaño de grano más fino y mejores propiedades.
Practica del laminado plano o de placas
La ruptura de un lingote al inicio o de una placa durante el proceso de colado continuo se efectúa mediante laminación en caliente. Como fue descrito en la página 6 de la unidad anterior 4B y se ilustró en la siguiente figura, una estructura de colada o de fundición comúnmente es dendrítica e incluye granos grandes y no uniformes siendo una estructura usualmente frágil y puede contener porosidades.
La laminación en caliente, convierte la estructura colada en una estructura laminada.
Esta estructura ya laminada en caliente tiene granos más finos y una mayor ductilidad, resultando ambas de la ruptura de los límites de los granos frágiles y del cierre de los defectos internos especialmente de la porosidad que son los iniciadores de fracturas. Los métodos tradicionales de colado o fundido de los lingotes están siendo hoy en día rápidamente reemplazados por la colada continua.
Laminado en Laminado en caliente de tira Limpiado químico frío de tira
y lubricado
4
Los rangos de temperatura para el laminado en caliente son comúnmente de casi 450° C para aleaciones de aluminio y hasta 1250° C para aceros aleados.
El producto de la primera operación de laminado en caliente se conoce como tochos planchones o palanquillas como podemos ver en la imagen anterior.
Un tocho por lo general tiene una sección transversal cuadrada, de por lo menos 150 mm.de lado; un planchón tiene una sección transversal por lo general rectangular. Los tochos se siguen procesando, mediante el laminado de forma en perfiles estructurales como vigas en I, y rieles de ferrocarril. Los planchones se laminan en placas y en hojas.
Las palanquillas son por lo general cuadradas, con un área transversal menor que los tochos; posteriormente se laminan en varias formas, como varillas y barras redondas, mediante el uso de rodillos de forma.
Las varillas redondas laminadas en caliente se utilizan como el material inicial para el estirado de varillas y de alambre; se conocen como varillas para alambre.
En el laminado en caliente de los tochos y de los planchones, la superficie del material usualmente se condiciona (se prepara para una operación subsecuente) antes de la laminación.
Antes del laminado en frío, la cascarilla que se desarrolló durante el laminado en caliente, puede ser eliminada mediante ataque químico con ácidos (ataque ácido), o mediante medios mecánicos tales como el chorro de agua.
El laminado en frío se lleva acabo a la temperatura ambiente y, comparada con la laminación en caliente, produce hojas y tiras con un mucho mejor acabado superficial (debido a la inexistencia de cascarilla que genera la alta temperatura), mejores tolerancias dimensionales y buenas propiedades mecánicas (gracias al endurecimiento por deformación).
Rollos y atados de hojas como materia prima para conformar posteriormente piezas
Operaciones de laminado de forma (perfiles)
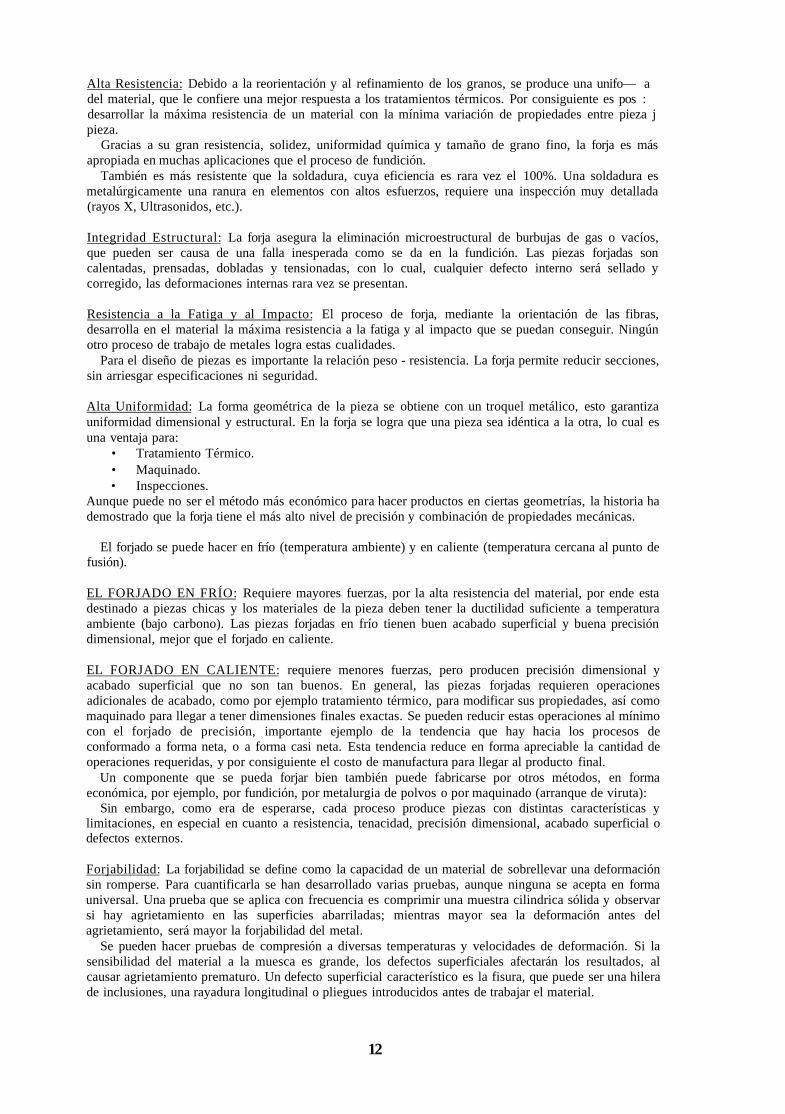
Además de la laminación plana, se pueden producir varias formas mediante el laminado de forma. Pasando la materia prima a través de un juego de rodillos especialmente diseñados se laminan formas
estructurales rectas y largas, como barra sólida (de varias secciones transversales), canales, vigas en I y rieles de ferrocarril. Dado que la sección transversal del material se va a reducir de una manera no uniforme, el diseño de una serie de rodillos (diseño de pases de rodillos) requiere de considerable experiencia, a fin de evitar defectos externos e internos, mantener las tolerancias dimensionales y reducir el desgaste de los rodillos.
Gráfico que muestra como una serie de rodillos forman un perfil estructural
5

Cortes hechos a largas barras donde se pueden apreciar distintos diseños estructurales.
Etapa 1 Etapa 2 Etapa 3
TÉ
Etapas en el laminado de forma de una pieza de sección en "H" Mediante este tipo de proceso también se laminan varias otras secciones estructurales, como canales y vigas en I.
Laminado en anillo:
En el proceso de laminado en anillo, un anillo grueso se expande a un anillo de gran diámetro con una sección transversal reducida. El anillo se coloca entre dos rodillos, uno de los cuales es impulsado, y su espesor se va reduciendo al ir acercando los rodillos uno al otro conforme giran. Dado que el volumen del anillo se conserva constante durante la deformación, la reducción en espesor se compensa con un incremento en el diámetro del anillo.
La pieza en bruto en forma de anillo puede producirse cortándola de una placa, perforándola o cortando un tubo de pared gruesa. Mediante el uso de rodillos para anillo se pueden producir varias formas. Las aplicaciones típicas para el laminado en anillo son los grandes anillos para cohetes y turbinas, las coronas de engranes las pistas para bolas y rodillos de cojinetes, las bridas y los anillos de refuerzo para tubería.
El proceso de laminado en anillo se puede efectuar a temperatura ambiente o a temperaturas elevadas, dependiendo del tamaño, resistencia y ductilidad del material de la pieza de trabajo. En comparación con
6

otros procesos de manufactura capaces de fabricar la misma pieza, las ventajas de este proceso son un corto tiempo de producción, ahorros en material, estrictas tolerancias dimensionales y un flujo favorable del grano en el producto.
Ilustración esquemática de una operación de laminado en anillo. La reducción en espesor da como resultado un incremento en el diámetro de la pieza, (b) Ejemplos de secciones transversales que se pueden formar mediante el laminado en anillo.
Laminado de roscas
El proceso de laminado de roscas es un proceso de formado en frío en el cual se forman roscas rectas o cónicas en varillas redondas, al pasar éstas entre matrices para dar forma. Las roscas se forman sobre la varilla o sobre el alambre en cada carrera. Los productos típicos son los tornillos, los pernos y piezas similares roscadas. El diámetro principal de una rosca laminada puede o no ser mayor que una rosca maquinada, esto es, la misma que el diámetro de la varilla en bruto. En cualquier caso, se mantiene el volumen constante, ya que no hay remoción de material.
El proceso es capaz de generar formas similares, como ranuras y varias formas de engranaje, en otras superficies, y se puede utilizar en la producción de casi todos los bulones y tornillos roscados a elevadas series de producción. En otro método, se formas las roscas con dados rotatorios b) a tasas de producción de hasta 80 piezas por segundo.
El proceso de laminado de roscas tiene la ventaja de generar roscas sin ninguna pérdida de material (desperdicio) y con buena resistencia (debido al trabajo en frío). El acabado superficial es muy terso, y el
7

proceso induce sobre la superficie de la pieza esfuerzos residuales a la compresión, mejorando por ur la vida bajo condiciones de fatiga.
Las roscas se laminan en los metales en condición suave, en vista de los requerimientos de ductilidad. Sin embargo, posteriormente se pueden someter a tratamiento térmico y, de ser necesario, aun
maquinado o rectificado final. Para metales en condición dura, las roscas se maquinan y/o se rectifican. Las roscas laminadas están disponibles en las formas de rosca estándar de más amplio uso; las roscas
poco comunes o las de propósito especial por lo general se maquinan. El laminado de roscas es superior a otros métodos de manufactura de roscas, dado que el maquinado
por arranque de viruta de las roscas corta a través de las líneas de flujo del grano del material (figura b) izquierda, en tanto que el laminado de las roscas deja un patrón de flujo fino de grano que mejora la resistencia de la rosca (figura b) derecha.
W Diámetro de la barra
Producción de tubos v tuberías sin costura
En tubos y caños ferrosos encontramos básicamente dos tipos hablando por su puesto de procesos de conformado. Los tubos estructurales con costura (definimos a costura a la línea de soldadura que une el fleje de chapa que lo conforma, como veremos mas adelante y los tubos sin costura como vemos en este caso por deformación plástica en caliente).
Tubo con costura (soldadura) Tubo sin costura (laminado) (tubo económico) (tubo de costo elevado)
El perforado rotativo de barras para generar tubos es un proceso de trabajo en caliente para la manufactura de tubos y tuberías largos, sin costura de pared gruesa.
La perforación rotativa de tubos (proceso Mannesmann) se lleva a cabo utilizando un conjunto de rodillos giratorios. Los ejes de los rodillos están en ángulo, a fin de tirar de la barra redonda a través de los rodillos debido al componente axial del movimiento rotatorio. Un mandril o árbol interno ayuda en la operación, expandiendo la perforación y dimensionando el diámetro interno del tubo. El mandril puede mantenerse en su sitio mediante una varilla larga, o puede tratarse de un mandril flotante sin apoyo.
Debido a la severa deformación que sufre la barra, el material debe tener una elevada ductilidad y libre de defectos.
8

Formación de la cavidad en una barra redonda sólida y su uso en el proceso de perforación rotativa de tubos para la fabricación de tubo y tubería sin costura. (La laminadora Mannesmann se desarrolló en los años de 1880.)
Hasta aquí pudimos ver las posibilidades morfológicas a las que se puede llegar aplicando diferentes procesos en la laminación por deformación plástica, como lineales v laminares continuas obteniendo largas láminas, perfiles y tubos.
Ahora veremos de qué manera logramos formas volumétricas o piezas también por deformación plástica como lo es con el forjado.
1.2- LA FORJA:
Es un proceso en el que la pieza se conforma mediante fuerzas sucesivas de compresión, aplicadas a través de diversos dados o matrices y herramientas. Se pueden hacer operaciones sencillas de forja con un martillo de mano, y un yunque, como lo hacen los herreros en forma tradicional. Sin embargo, la mayor paite de las forjas requieren un conjunto de matrices y equipo como prensas o martinetes. A diferencia de las operaciones de laminado, que en general producen placas, láminas o diversos perfiles, las operaciones de forjado producen piezas discretas.
Entre los productos característicos del forjado seriado están los tomillos y remaches, bielas, ejes de turbinas, cigüeñales, engranajes, herramientas de mano y piezas estructurales para maquinaria, aviones, motocicletas, bicicletas, ferrocarriles y una diversidad de equipos de transporte, prótesis, quirúrgicos, etc.
Forjado de una tijera: Io Materia prima (varilla de acero) 2o Varilla calentada y forjada en matriz cerrada 3o corte de rebaba 4o perforado 5o Pulido 6o armado 7o colocación de topes, calces y marca.
9

PROPIEDADES MECÁNICAS DESTACABLES: Mayores resistencias en una pieza forjada:
Es importante para el diseñador iniciar el estudio de los procesos comparando las virtudes del forjado a nivel estructural y su repercusión en las propiedades mecánicas de los aceros comparados con otros procesos de manufactura como el ya visto proceso de conformado en estado líquido como ¡a fundición ferrosa y con el que aquí también veremos como lo es el corte de metal.
Elegir correctamente el material y su proceso de conformación no es poca cosa, sabemos que las variables son muchas pero que también el diseño influye directamente sobre los costos y la vida útil de la pieza en servicio en función siempre de lo que hayamos decidido.
En la figura siguiente se muestra un esquema simplificado de tres alternativas para conformar una barra en forma de "L" (pieza abstracta), donde a diferentes procesos de conformado para la misma pieza se pueden observar resultados diferentes en las propiedades mecánicas debido a la estructura interna de los granos:
A. Pieza colada, en la que la estructura de grano es aleatoria. Si se aplica suficiente tensión a la barra S, pronto se desarrollará una grieta de esfuerzo sobre los bordes de grano. Si el espesor no es uniforme en las piezas coladas, se desarrollarán esfuerzos llamados concentradores de tensiones- que aumentarán la potencialidad de una falla.
B. Pieza cortada de una barra laminada o forjada. El grano de la barra es horizontal y el corte se hace a través del grano, que es pobre en términos de esfuerzo. Como resultado, la posibilidad de que se produzca una grieta sobre los bordes de grano es casi tan grande como en una pieza colada.
C. Pieza forjada, donde el grano sigue la forma perimetral. Esta estructura de grano es superior a las anteriores dos, sus propiedades mecánicas son superiores, el esfuerzo es uno de los principales beneficios de la forja o del conformado en estado plástico. Otorga las mejores características mecánicas de los materiales y la más alta calidad en cualquier tipo de producto.
10

IMPERFECCIONES EN LA ESTRUCTURA CRISTALINA DE LOS METALES:
REDUCCIÓN POR EL TRABAJO DE FORJA
A diferencia de los modelos idealizados que hemos descrito, los cristales metálicos reales contienen un gran número de defectos e imperfecciones, que se clasifican como sigue:
• Defectos de línea, conocidos como dislocaciones.
• Defectos de punto, como una vacante (átomo faltante), un átomo intersticial (un átomo adicional dentro de la red) o una impureza (átomo extraño) que ha reemplazado al átomo del metal puro.
• Imperfecciones de volumen, como las cavidades o inclusiones (elementos no metálicos como óxidos, sulfuros y silicatos);
• Imperfecciones planares, como son las fronteras de grano.
Las propiedades mecánicas y eléctricas de los metales, como es la cedencia. la resistencia, la fractura y la conductividad eléctrica, son afectadas de manera adversa por estos defectos y se conocen como propiedades sensibles a la estructura; por otra parte, sus propiedades físicas y químicas, como punto de fusión, calor específico, coeficiente de dilatación térmica y constantes elásticas (por ejemplo, el módulo de elasticidad y el módulo de rigidez) no son sensibles a estos defectos; se conocen como propiedades insensibles a la estructura.
Dislocaciones: Son defectos del arreglo ordenado de la estructura atómica de un metal. Son los defectos más significativos, que ayudan a explicar la discrepancia entre la resistencia real y teórica de los metales.
Un plano de deslizamiento que contiene una dislocación requiere menos esfuerzo cortante para permitir el deslizamiento que un plano en una red perfecta.
Endurecimiento por trabajo (endurecimiento por deformación plástica, laminación y forja)
Aunque la presencia de una dislocación reduce el esfuerzo cortante requerido para causar deslizamiento, es decir hacen mas fácil la rotura de una pieza con menor esfuerzo, por ende los enmarañamientos y las restricciones incrementan el esfuerzo cortante requerido para el deslizamiento.
El efecto de un incremento del esfuerzo cortante que causa un incremento en la resistencia general del metal se conoce como endurecimiento por trabajo o endurecimiento por deformación. Mientras mayor sea la deformación, mayor será el número de enmarañamientos, de ahí el incremento en la resistencia del metal. El endurecimiento por trabajo se utiliza de manera común para aumentar la resistencia de los metales en los procesos de trabajo de metal a temperatura ambiente. Ejemplos típicos son la producción de metal laminado para carrocerías de automóvil y fuselajes de aeronaves mediante el laminado, la fabricación de la cabeza de un perno mediante la forja y el aumento de resistencia del alambre al reducir su sección transversal estirándolo a través de un dado, etc.
11
Alta Resistencia: Debido a la reorientación y al refinamiento de los granos, se produce una unifo— a del material, que le confiere una mejor respuesta a los tratamientos térmicos. Por consiguiente es pos : desarrollar la máxima resistencia de un material con la mínima variación de propiedades entre pieza j pieza.
Gracias a su gran resistencia, solidez, uniformidad química y tamaño de grano fino, la forja es más apropiada en muchas aplicaciones que el proceso de fundición.
También es más resistente que la soldadura, cuya eficiencia es rara vez el 100%. Una soldadura es metalúrgicamente una ranura en elementos con altos esfuerzos, requiere una inspección muy detallada (rayos X, Ultrasonidos, etc.).
Integridad Estructural: La forja asegura la eliminación microestructural de burbujas de gas o vacíos, que pueden ser causa de una falla inesperada como se da en la fundición. Las piezas forjadas son calentadas, prensadas, dobladas y tensionadas, con lo cual, cualquier defecto interno será sellado y corregido, las deformaciones internas rara vez se presentan.
Resistencia a la Fatiga y al Impacto: El proceso de forja, mediante la orientación de las fibras, desarrolla en el material la máxima resistencia a la fatiga y al impacto que se puedan conseguir. Ningún otro proceso de trabajo de metales logra estas cualidades.
Para el diseño de piezas es importante la relación peso - resistencia. La forja permite reducir secciones, sin arriesgar especificaciones ni seguridad.
Alta Uniformidad: La forma geométrica de la pieza se obtiene con un troquel metálico, esto garantiza uniformidad dimensional y estructural. En la forja se logra que una pieza sea idéntica a la otra, lo cual es una ventaja para:
• Tratamiento Térmico. • Maquinado. • Inspecciones.
Aunque puede no ser el método más económico para hacer productos en ciertas geometrías, la historia ha demostrado que la forja tiene el más alto nivel de precisión y combinación de propiedades mecánicas.
El forjado se puede hacer en frío (temperatura ambiente) y en caliente (temperatura cercana al punto de fusión).
EL FORJADO EN FRÍO: Requiere mayores fuerzas, por la alta resistencia del material, por ende esta destinado a piezas chicas y los materiales de la pieza deben tener la ductilidad suficiente a temperatura ambiente (bajo carbono). Las piezas forjadas en frío tienen buen acabado superficial y buena precisión dimensional, mejor que el forjado en caliente.
EL FORJADO EN CALIENTE: requiere menores fuerzas, pero producen precisión dimensional y acabado superficial que no son tan buenos. En general, las piezas forjadas requieren operaciones adicionales de acabado, como por ejemplo tratamiento térmico, para modificar sus propiedades, así como maquinado para llegar a tener dimensiones finales exactas. Se pueden reducir estas operaciones al mínimo con el forjado de precisión, importante ejemplo de la tendencia que hay hacia los procesos de conformado a forma neta, o a forma casi neta. Esta tendencia reduce en forma apreciable la cantidad de operaciones requeridas, y por consiguiente el costo de manufactura para llegar al producto final.
Un componente que se pueda forjar bien también puede fabricarse por otros métodos, en forma económica, por ejemplo, por fundición, por metalurgia de polvos o por maquinado (arranque de viruta):
Sin embargo, como era de esperarse, cada proceso produce piezas con distintas características y limitaciones, en especial en cuanto a resistencia, tenacidad, precisión dimensional, acabado superficial o defectos externos.
Forjabilidad: La forjabilidad se define como la capacidad de un material de sobrellevar una deformación sin romperse. Para cuantificarla se han desarrollado varias pruebas, aunque ninguna se acepta en forma universal. Una prueba que se aplica con frecuencia es comprimir una muestra cilindrica sólida y observar si hay agrietamiento en las superficies abarriladas; mientras mayor sea la deformación antes del agrietamiento, será mayor la forjabilidad del metal.
Se pueden hacer pruebas de compresión a diversas temperaturas y velocidades de deformación. Si la sensibilidad del material a la muesca es grande, los defectos superficiales afectarán los resultados, al causar agrietamiento prematuro. Un defecto superficial característico es la fisura, que puede ser una hilera de inclusiones, una rayadura longitudinal o pliegues introducidos antes de trabajar el material.
12

PROCESOS DIFERENTES DE MANUFACTURA PARA FORJA:
Forjado con matriz abierta (martillo)
El forjado con matriz abierta es el proceso más sencillo de esta clase de procesos:
Matriz (a) Cilindro sólido comprimido entre dos matrices planas, (b) Deformación uniforme del material sin fricción, (c) Deformación con fricción. Obsérvese el abarrilamiento del cilindro causado por las fuerzas de fricción en las interfases entre material forjado y matriz.
Aunque la mayor parte de las forjas hechas con matriz abierta son de tamaño mediano a chico, las piezas pueden pesar en general de 15 a 500 kg, se han forjado piezas hasta de 300 toneladas. Los tamaños pueden variar desde piezas muy pequeñas hasta ejes de unos 23 m de largo, como los de hélices de barcos. Se puede describir al proceso con matriz abierta como una pieza sólida colocada entre dos matrices planas, cuya altura del material forjado se reduce por compresión. Este proceso también se llama recalcado. Las superficies de la matriz en el forjado con matriz plana pueden tener cavidades sencillas, para producir forjaduras relativamente sencillas. La deformación de la pieza bajo condiciones ideales se muestra en la figura (b). Debido a que se mantiene el volumen constante, toda reducción de altura aumenta el diámetro de la pieza forjada.
Obsérvese que, en la figura (b), la pieza se deforma uniformemente (igual en ancho que en altura). En las operaciones reales, la pieza desarrolla una forma abarrilada, figura(c). El abarrilamiento se debe principalmente a fuerzas de fricción en las interfases entre matriz y pieza, que se oponen al flujo de los materiales hacia afuera, en esas regiones. Se puede reducir el abarrilamiento al mínimo si se usa un lubricante eficaz.
Forjado de desbaste (compresión)
El desbaste, es principalmente una operación de forjado en matriz abierta en la que se reduce el espesor de una barra en pasos sucesivos de forjado en intervalos específicos como se ve en la figura.
Dos vistas de una operación de reducción de una barra rectangular
Como el área de contacto por golpe es pequeña, se puede reducir el espesor de una pieza larga de una barra sin necesidad de grandes fuerzas ni gran maquinaria. Los herreros hacen estas operaciones con martillo y yunque en caliente, como las rejas de hierro, de diversos contornos, se suelen hacer con este proceso; es decir en un proceso de conformado por golpe a medida que la barra va pasando.
13

Forjado con matriz cerrada (martinete)
En el forjado con matriz de impresión cerrada la pieza adquiere la forma de las cavidades (impresione? de la matriz, al forjarse entre dos matrices perfiladas o cerradas como se ven en la siguientes imágenes.
Matriz de forja para implantes y prótesis de cadera en titanio (matriz de una pieza por golpe)
Matriz de forja para conexiones de agua y gas (intersección T) , (matriz de dos piezas por golpe)
Matriz de forja para bielas de automóviles (matriz de 4 piezas por golpe)
14
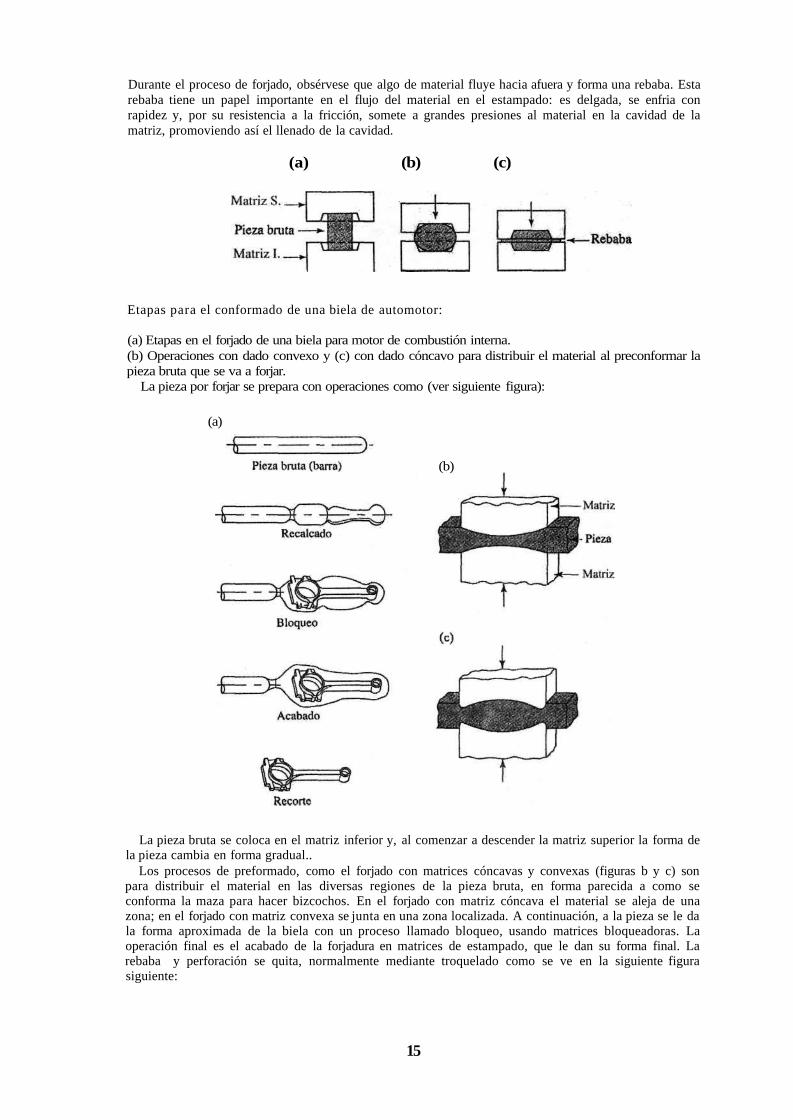
Durante el proceso de forjado, obsérvese que algo de material fluye hacia afuera y forma una rebaba. Esta rebaba tiene un papel importante en el flujo del material en el estampado: es delgada, se enfria con rapidez y, por su resistencia a la fricción, somete a grandes presiones al material en la cavidad de la matriz, promoviendo así el llenado de la cavidad.
(a) (b) (c)
Etapas para el conformado de una biela de automotor:
(a) Etapas en el forjado de una biela para motor de combustión interna. (b) Operaciones con dado convexo y (c) con dado cóncavo para distribuir el material al preconformar la pieza bruta que se va a forjar.
La pieza por forjar se prepara con operaciones como (ver siguiente figura):
La pieza bruta se coloca en el matriz inferior y, al comenzar a descender la matriz superior la forma de la pieza cambia en forma gradual..
Los procesos de preformado, como el forjado con matrices cóncavas y convexas (figuras b y c) son para distribuir el material en las diversas regiones de la pieza bruta, en forma parecida a como se conforma la maza para hacer bizcochos. En el forjado con matriz cóncava el material se aleja de una zona; en el forjado con matriz convexa se junta en una zona localizada. A continuación, a la pieza se le da la forma aproximada de la biela con un proceso llamado bloqueo, usando matrices bloqueadoras. La operación final es el acabado de la forjadura en matrices de estampado, que le dan su forma final. La rebaba y perforación se quita, normalmente mediante troquelado como se ve en la siguiente figura siguiente:
15
(a)
(b)

Esta figura dividida por la línea punteada vertical en izquierda (antes de cortar) y derecha (después de cortar) muestran el recorte de la rebaba de una pieza. El material del centro es cortado por punzonado.
Forjado de precisión
Por razones económicas, la tendencia actual en las operaciones de forjado es hacia mayor precisión, con lo que se reduce la cantidad de las operaciones adicionales de acabado. Las operaciones en que la pieza que se forma tiene dimensiones cercanas a las finales deseadas, se llaman forjado a forma casi neta, o forjado a forma neta.
En el forjado de precisión unos dados especiales producen piezas con mayores precisiones que las que se obtienen en el forjado con matrices de estampado, y requieren mucho menos maquinado debido a la pequeña rebaba. En el proceso se requiere equipo de mayor capacidad, por la necesidad de aplicar mayores fuerzas para obtener los detalles finos de la pieza. Debido a que las fuerzas y temperaturas que se requieren son relativamente bajas, las aleaciones de aluminio y de magnesio se prestan en especial para el forjado de precisión; también, las matrices se gastan menos y el acabado superficial es bueno. También se puede hacer forjado de precisión con los aceros y el titanio. Entre los productos característicos producidos con forjado de precisión están engranajes, bielas, cajas y alabes de turbina.
(b) Final del golpe
En el forjado de precisión se requieren matrices especiales y más complicadas, un control preciso del volumen y la forma, y en consecuencia mayor inversión.
16
(a) Inicio del golpe

Esta figura dividida por la línea punteada vertical en izquierda (antes de cortar) y derecha (después de cortar) muestran el recorte de la rebaba de una pieza. El material del centro es cortado por punzonado.
Forjado de precisión
Por razones económicas, la tendencia actual en las operaciones de forjado es hacia mayor precisión, con lo que se reduce la cantidad de las operaciones adicionales de acabado. Las operaciones en que la pieza que se forma tiene dimensiones cercanas a las finales deseadas, se llaman forjado a forma casi neta, o forjado a forma neta.
En el forjado de precisión unos dados especiales producen piezas con mayores precisiones que las que se obtienen en el forjado con matrices de estampado, y requieren mucho menos maquinado debido a la pequeña rebaba. En el proceso se requiere equipo de mayor capacidad, por la necesidad de aplicar mayores fuerzas para obtener los detalles finos de la pieza. Debido a que las fuerzas y temperaturas que se requieren son relativamente bajas, las aleaciones de aluminio y de magnesio se prestan en especial para el forjado de precisión; también, las matrices se gastan menos y el acabado superficial es bueno. También se puede hacer forjado de precisión con los aceros y el titanio. Entre los productos característicos producidos con forjado de precisión están engranajes, bielas, cajas y alabes de turbina.
(a) Inicio del golpe
Rebaba
(b) Final del golpe
En el forjado de precisión se requieren matrices especiales y más complicadas, un control preciso del volumen y la forma, y en consecuencia mayor inversión.
16

Algunas piezas hechas por forjado de precisión:
Gancho de seguridad para cuerdas Juego de llaves tipo tuvo para ajustar tuercas
Acuñación:
El acuñado, o acuñación es esencialmente un proceso de forja con matriz cenada, que se usa en forma específica para producir monedas, medallones y joyería, es decir mucha precisión y detalle.
El tejo (matriz de dibujo en relieve o bajo relieve) se acuña en una cavidad completamente cerrada de la matriz. Para producir los detalles finos, las presiones necesarias pueden ser hasta de 5 o 6 veces la resistencia del material. Por ejemplo, obsérvese el detalle en las monedas recién acuñadas. En algunas partes se pueden necesitar varias operaciones de acuñado. En este caso no se pueden aplicar lubricantes, porque pueden quedar atrapados en las cavidades del dado y, por ser incompresibles, evitan la reproducción completa de los detalles superficiales del dado.
El proceso de acuñado también se usa con forjas y con otros productos, para mejorar el acabado superficial e impartir la precisión dimensional deseada. A este proceso, llamado dimensionamiento requiere grandes presiones, y la forma de la pieza cambia poco. El marcado de piezas con letras y números se puede hacer con rapidez.
(a) Esquema del proceso de acuñación de una moneda. Las primeras monedas se hicieron con forja con matriz abierta y carecían de detalle fino.
17

OPERACIONES SECUNDARIAS RELACIONADAS CON EL FORJADO:
Para generar la forma y las propiedades deseadas en un producto se hacen varias operaciones, es decir muchas piezas a veces se diseñan de tal forma que por sus requisitos funcionales, mecánicos o morfológicos y constructivos, no pueden ser conformadas y terminadas en un solo paso y en un solo proceso de conformado, el diseñador siempre tiene que tratar de lograrlo, pero existen productos como por ejemplo hacer un clavo, un tornillo o una llave tubo, una tuerca etc., es necesario de mas de un proceso y pasos como en el caso de un clavo, algo tan simple que surge de un alambre de rollo y que necesita de un forjado para hacer su cabeza plana e imprimirle un pequeño moleteado de líneas cruzadas para hacer una superficie antideslizante y evitar el deslizamiento del martillo en el momento del impacto, este proceso de forja se denomina cabeceado.
Cabeceado:
El cabeceado, es esencialmente una operación de recalcado, que normalmente se hace en el extremo de una varilla o alambre redondos, para producir una sección transversal mayor. Entre los ejemplos característicos están las cabezas de los tornillos, pernos, remaches, clavos y demás vínculos móviles.
Los procesos de cabeceado se pueden hacer en frío o en caliente, en máquinas que se llaman cabeceadoras, que suelen ser muy automatizadas. Sus producciones con piezas pequeñas son de cientos de ellas por minuto. Es fácil que estas máquinas sean ruidosas. Se pueden combinar las operaciones de cabeceado con los procesos de extrusión en frío como veremos mas adelante para fabricar diversas piezas.
Un aspecto importante del cabeceado es la tendencia que tiene la barra de torcerse si la relación de longitud no soportada a diámetro es demasiado alta. Esta relación se suele limitar a menos de 3:1, pero puede ser mayor, dependiendo de la geometría del dado. Por ejemplo, se pueden lograr mayores relaciones si el diámetro de la cavidad de la matriz no es mayor que 1.5 veces el diámetro de la barra.
(b)
Ejemplo: Fabricación de un tornillo con operaciones de cabeceado
El material inicial para el tornillo de acero de la figura (b) es una varilla redonda de 147 mm. de longitud y 38 mm de diámetro, cortado de una varilla estirada larga. La primera operación es el preformado: juntar el material en un extremo de la varilla y prepararlo para el cabeceado. La segunda operación produce una cabeza redonda, reduciendo al mismo tiempo el diámetro de la sección larga a 34mm. La última operación produce una cabeza hexagonal en el tornillo. Todas las operaciones se hacen a temperatura ambiente; conforman el material en frío, por la que mejoran sus propiedades mecánicas y producen un buen acabado superficial y una buena precisión dimensional.
18

Penetrado:
El penetrado es un proceso de indentación (sin atravesar) de la superficie de una pieza con un punzón, para producir una cavidad o impresión. La pieza puede estar confinada en una cavidad del dado o puede no estar restringida. Al penetrado puede seguir la perforación, punzonado o taladrado, para producir un orificio en la pieza. También, el penetrado se hace para producir regiones huecas en las forjas con equipo auxiliar de acción lateral.
La fuerza de penetrado depende del área transversal y de la geometría de la punta del punzón, de la resistencia del material y de la magnitud de la fricción entre las interfases deslizantes. La presión puede ser de tres a cinco veces la resistencia del material, más o menos igual a la que se requiere para hacer una indentación en la determinación de la dureza.
Herramienta tubo de extracción para tuercas acople de tracción dentado Palos de golf forjados con penetrado
Forjado laminar (prensa a rodillos)
En el laminado forjado o forjado laminar se reduce o se conforma la dimensión transversal de una barra pasándola por un par de rodillos con ranuras conformadas como se observa en la siguiente figura. Con este método se producen ejes cónicos, cuchillería y herramientas de mano; también se puede usar como operación preliminar de conformación, a la que siguen otros procesos de forjado.
(a) (b)
Estas piezas a diferencia de una generada por matriz cerrada no poseen rebaba pero si menor precisión.
19

Forjado rotatorio (martelado)
En el forjado rotatorio, llamado forjado radial, una varilla sólida o un tubo se somete a fuerzas raá;_ de impacto mediante un conjunto de dados reciprocantes. El movimiento de los dados se obtiene mediante un conjunto de rodillos en una caja, en una acción parecida a la de un rodamiento laminar. La pieza se mantiene estática y los dados giran, golpeando la pieza con frecuencias hasta velocidades de 20 golpes por segundo.
En las máquinas de forjado con matriz cerrada, los movimientos de los dados se obtienen por el movimiento reciprocante de cuñas (imagen siguiente). Los dados se pueden abrir más que los de las forjadoras rotatorias y en consecuencia pueden manejar piezas de diámetro grande variable. En otra clase de máquinas, los dados no giran, sino que se mueven radialmente hacia el interior o el exterior.
(b)
(c) (d)
(a) Esquema del proceso de forjado rotatorio, (b) Formación de perfiles internos en una pieza tubular, por forjado rotatorio, (c) Máquina forjadora rotatoria del tipo de matrices cerradas, mostrando la formación de un eje con escalones, d) Piezas fabricadas con forjado rotatorio.
20

En la imagen siguiente se observa el trabajo interior de tubos o piezas cilindricas huecas donde también pueden aplicarse estas deformaciones, el diámetro interno y/o el espesor de la pared del tubo se puede controlar con o sin el uso de mandriles internos. Para trabajos de pequeño diámetro se usa alambre de alta resistencia como mandril. Los mandriles también se pueden fabricar con ranuras longitudinales, para poder forjar tubos de formas internas especiales. Por ejemplo, el acanalado de los cañones de las armas se hace forjando un tubo sobre un mandril que tiene ranuras en espiral. Se ha construido maquinaria especial para forjar cañones para armas y otras piezas con diámetros iniciales hasta de 350 mm.
También se usa este proceso en operaciones como el apuntado (hacer cónica la punta de una pieza cilindrica) y dimensionado (terminar las dimensiones de una pieza).
El emboquillado se limita: a piezas que poseen un diámetro aproximadamente de unos 150 mm.; se han emboquillado piezas hasta de 0.5 mm. Las tolerancias van desde +-.05 mm. A +-0.05 mm. Es adecuado para producciones medianas o altas. Es posible obtener producciones hasta de 50 partes por minuto, según la complejidad de la pieza. Es un proceso versátil y las longitudes sólo se limitan por la longitud de la barra que sostiene el mandril, en caso de ser éste necesario.
Como en otros procesos de trabajo en frío, las piezas producidas por el forjado rotatorio tienen mejores propiedades mecánicas. Para piezas con poca ductilidad a temperatura ambiente, se puede hacer el forjado rotatorio a temperaturas elevadas.
(c)
r"T__ i Tubo
a) Forjado rotatorio de tubos sin mandril; obsérvese el aumento de espesor de pared entre las matrices. b) Forjado rotatorio con mandril; nótese que el espesor final de la pared del tubo depende del diámetro del mandril, (c) Ejemplos de secciones transversales de tubos producidos con forjado rotatorio sobre mandriles conformados. El rayado (canales en espiral) en el cañón de las armas pequeñas se puede hacer con este proceso.
21

CONSIDERACIONES DE DISEÑO PARA PIEZAS A FORJAR EN MATRIZ CERRADA:
Los ángulos de salida son necesarios en casi en todas las matrices de forjado, para facilita: desprendimiento entre la pieza y la matriz. Al enfriarse, la pieza forjada se contrae en dirección radia. longitudinal a la vez, por lo que los ángulos de salida internos se hacen mayores que los externos. Loa ángulos internos son de 7 a 10°, y los externos de 3 a 5o.
Es importante seleccionar los radios de transición adecuados en las esquinas y las aristas, para asegurar el flujo uniforme del metal hacia la cavidad de la matriz y mejorar la vida de ésta. En general, son indeseables los radios pequeños por su efecto adverso sobre el flujo del metal, y su tendencia a desgastar con rapidez la matriz (como resultado de la concentración de esfuerzos y los ciclos térmicos).
También, los radios pequeños de aristas pueden causar la rotura de las matrices por fatiga. Como regla general, estos radios deben ser tan grandes como lo permita el diseño déla pieza forjada, se recomienda para aristas de planos primarios de contacto o empuje una relación de cada 5 mm de altura de pieza un radio de 1 mm y así proporcionalmente por ejemplo a 50 mm de altura un radio de lOmm. Para aristas de planos finales de pieza (fondo) se recomienda un mínimo de 4 mm y puede mantenerse el mismo radio independientemente de la altura.
Siempre hay material sobrante cuando esta terminando el forjado y por ende las matrices mitad superior e inferior nunca llegan a tocarse por esta causa, lo que debe calcularse es que ese material sea el menos posible, y ese material debe quedar en un canal de rebaba, esa rebaba debe tener una altura del 3% del espesor mínimo o alma de la forja, y el largo de esa rebaba de 2 a 5 veces su altura. Esto es inevitable por ahora, por tanto el diseñador debe saber que al elegir este método debe sumar al proceso y al costo un paso para quitar la rebaba y otro para cilindrar a torno las conicidades de orificios y/o perímetro.
Los espesores no son necesarios mantenerlos constantes como en la fundición, recordemos que aquí estamos conformando por defonnación plástica y no por colada de metal líquido que es lo que ocasiona rechupes en las sucesivas capas de solidificación. Si bien la forja se hace a alta temperatura en el proceso de enfriamiento, solo se producen contracciones radiales, es decir al centro geométrico de la pieza pero no rechupes, por ende se pueden variar los espesores y generar zonas de grandes volúmenes si se lo necesita, de lo contrario se deben evitar para ahorrar material y reducir contracciones y el peso de la pieza.
22

Observemos el buen diseño en esta pieza que es un mosquetón o gancho para cuerdas de seguridad para la práctica de escalar e indumentaria de seguridad.
El siguiente dibujo técnico muestra en los diferentes cortes las secciones con sus respectivos radios y ángulos de desmolde para su conformación por forjado en las zonas de bajo relieve, recordemos siempre que los bajo como sobre relieves son concentradores de tensiones y por consiguiente rigidizan aún mas por su morfología una estructura dotándola con menor peso de mayores propiedades mecánicas.
23

1.3- TREFILADO
El estirado o trefilado es exactamente lo opuesto a la extrusión, es decir una varilla se hace mas fina al tirarla y pasar esta por una consecución de matrices cada vez más pequeñas.
En el estirado o trefilado, las variables principales en el estirado se parecen a las de la extrusión: reducción de área transversal, ángulo de la matriz, fricción a lo largo de la interfase dado-pieza y velocidad de estirado. El ángulo del dado influye sobre la fuerza de estirado y la calidad del producto. Se puede demostrar que, para cierta reducción de diámetro y cierta condición de fricción, hay un ángulo óptimo de dado con el cual es mínima la fuerza de estirado. Sin embargo, estos cálculos no quieren decir que se deba hacer el proceso con este ángulo "óptimo", P9rque, como se verá más adelante, hay otras consideraciones que tienen que ver con la calidad del producto.
Variables del proceso de estirado de alambre. El ángulo de la matriz, la reducción en área transversal por paso, la velocidad del estirado, la temperatura y la lubricación en el metal afectan la fuerza de estirado.
Ejemplos de operaciones de estirado de tubos, con y sin mandril interno. Nótese que se pueden producir distintos diámetros y espesores de pared, a partir del mismo tubo de materia prima (que se ha fabricado con otros procesos).
Al aumentar la reducción aumenta la fuerza de estirado. Sin embargo, debe haber un límite de la magnitud de esa fuerza, porque cuando el esfuerzo de tensión debido a la fuerza de estirado llega al esfuerzo de fluencia del material que se estira, simplemente la pieza cedería y, al final, se rompería. Se puede demostrar que, en el caso ideal, la reducción máxima en área transversal por paso es de 63%: Así, por ejemplo, una varilla de 10 mm se puede reducir, cuando mucho, a un diámetro de 6 mm en un paso, sin que falle.
24

Estirado de otras formas. Se pueden producir diversos perfiles sólidos estirando a través de dados con distintos perfiles. La sección transversal inicial suele ser redonda o cuadrada. El diseño adecuado del dado y la selección adecuada de la secuencia de reducción por paso requieren mucha experiencia, para asegurar un flujo correcto del material en el dado, reducir los defectos internos o externos y mejorar la calidad de la superficie.
El espesor de pared, el diámetro o la forma de los tubos que se producen por extrusión o con otros métodos se pueden reducir más mediante los procesos de estirado de tubos. Con estas técnicas se pueden estirar tubos hasta de 300 mm de diámetro. Para estas operaciones hay disponibles mandriles de distintos perfiles.
Para estirar bandas planas o cintas se usan matrices en forma de cufia. Este proceso no tiene mucha importancia industrial, aunque es el proceso fundamental en el planchado ("ironing"), que se usa ampliamente para fabricar latas de aluminio para bebidas.
Las reducciones en área transversal por paso van desde cerca de O hasta 45%; por lo general, mientras menor sea la sección transversal inicial, la reducción por paso será menor. Los alambres finos se suelen estirar con 15 a 25% de reducción por paso, y los de calibres mayores, con 20 a 45%. Si las reducciones son mayores que 45%, pueden causar rotura del lubricante y el deterioro consecuente del acabado superficial. El es tirado de secciones sólidas o huecas grandes se puede hacer a temperaturas elevadas.
Una reducción pequeña, llamada pase de dimensionamiento se puede hacer en barras para mejorar el acabado superficial y la precisión dimensional. Sin embargo, como deforman sólo las capas superficiales, las reducciones pequeñas producen deformaciones con poca uniformidad en el material y su microestructura. En consecuencia, las propiedades del material varían en toda la sección transversal.
Debido al endurecimiento por el trabajo, podría necesitarse recocido intermedio entre los pases, para mantener la ductilidad suficiente durante el estirado en frío. Los alambres de cobre y latón estirados se especifican por su temple, como por ejemplo, 1/4 duro, 1/2 duro, etcétera.
Los alambres de acero al alto carbono para resortes e instrumentos musicales se fabrican por tratamiento térmico del alambre estirado; la microestructura que así se obtiene es perlita fina.
1.4- EXTRUSIÓN
En el proceso de extrusión, una palanquilla, por lo general redonda, es forzada a pasar por una matriz o dado en forma parecida a como se exprime un tubo de pasta dental para ponerla en el cepillo. Se puede producir casi cualquier perfil transversal sólido o hueco con la extrusión, y con ella se obtienen piezas esencialmente semiacabadas. Como la geometría del dado o matriz no cambia durante la operación, los productos extraídos tienen sección transversal constante.
Según sea la ductilidad del material, se puede hacer la extrusión a temperatura ambiente, o a alta temperatura. Como se usa una cámara, cada lingote se extruda en forma individual, por lo que la extrusión es un proceso intermitente o semicontinuo.
Con frecuencia se combina la extrusión con operaciones de forjado, en cuyo caso se suele llamar extrusión en frío. Tiene muchas aplicaciones importantes, que incluyen tomillos y componentes para automóviles, bicicletas, motocicletas, maquinaria pesada y equipo de transporte.
25

Entre los productos característicos de la extrusión están los rieles para puertas corredizas, tubos de distintos perfiles transversales, perfiles estructurales y arquitectónicos y marcos para puertas y ventanas.
Los productos extraídos se pueden cortar en tramos, con lo que se transforman en piezas discretas como soportes, engranajes. Los materiales que se extrudan con frecuencia son el aluminio, cobre, acero, magnesio y plomo (los tubos de plomo se fabricaban por extrusión en el siglo XVIII). También se pueden extruir otros metales y aleaciones, con distintos grados de dificultad.
El estirado es una operación que se inventó entre 1000 y 1500 d:C. en la que se reduce o se cambia la sección transversal de varillas, alambre o tubos jalándolos a través de una matriz o dado. Las varillas estiradas se usan en ejes, husillos y pistones pequeños, y como materia prima para sujetadores tales como remaches, pernos y tornillos. Además de las varillas redondas también se pueden estirar distintos perfiles.
El término estirado también se usa para indicar la fabricación de piezas cóncavas mediante operaciones de conformado de láminas.
La diferencia entre los términos varilla y alambre es algo arbitraria; las varillas no son más que más grandes en sección transversal que los alambres. En la industria se suele definir aun alambre como una varilla que se ha estirado a través de un dado cuando menos una vez. El estirado de alambres, o trefilado, maneja diámetros menores que el estirado de varillas, y los tamaños bajan hasta 0.01 mm de diámetro para los alambres de magneto, o menores todavía para los fusibles de muy baja corriente.
Un parámetro que describe la forma del producto extraído es el diámetro del círculo circunscrito (DCC), el del círculo más pequeño en el que cabe el perfil extraído. Así, para un perfil cuadrado el DCC es la longitud de su diagonal. La complejidad de una extrusión es función de la relación del perímetro del producto extraído entre su área transversal, y se llama factor de forma. Es obvio que una extrusión redonda sólida tiene el factor de forma mínima, mientras que las piezas que se ven en la figura anterior tienen mayores factores de forma.
.¿r^rlIIZ^^i. Círculo /L - • ^ V circunscrito
Pieza extruida -~f HH \
Método para diseñar un perfil extraído (Método DCC)
Variables de proceso en la extrusión directa. El ángulo del dado, la reducción de área transversal, la velocidad de extrusión, la temperatura de la palanquilla y la lubricación afectan la presión de extrusión.
El tubo se extruda a partir de una palanquilla sólida, o hueco, para alcanzar espesores de pared tan pequeños como 1 mm. Para las palanquillas sólidas, el ariete es ajustado con un mandril que perfora el tocho. También se pueden extruir de este modo tochos o lingotes con un orificio previamente perforado.
Por la fricción y la severidad de la deformación, son más difíciles de producir las extrusiones de paredes delgadas que las de paredes gruesas. En general, el espesor de la pared se limita a 1 mm en el aluminio, a 3 mm en los aceros al carbono, y a 5 mm en los aceros inoxidables.
26

Ejemplos de lo incorrecto y lo correcto en los cortes transversales de piezas por eximir. Nótese la importancia de eliminar aristas agudas, y de mantener uniformes los espesores de la sección.
Perfiles de aluminio extruido de alta complejidad, generados normalmente para usarse en componentes electrónicos como disipadores de temperatura.
27
2.- EN EL COSTO DE LAS FORJAS INTERVIENEN VARIOS FACTORES:
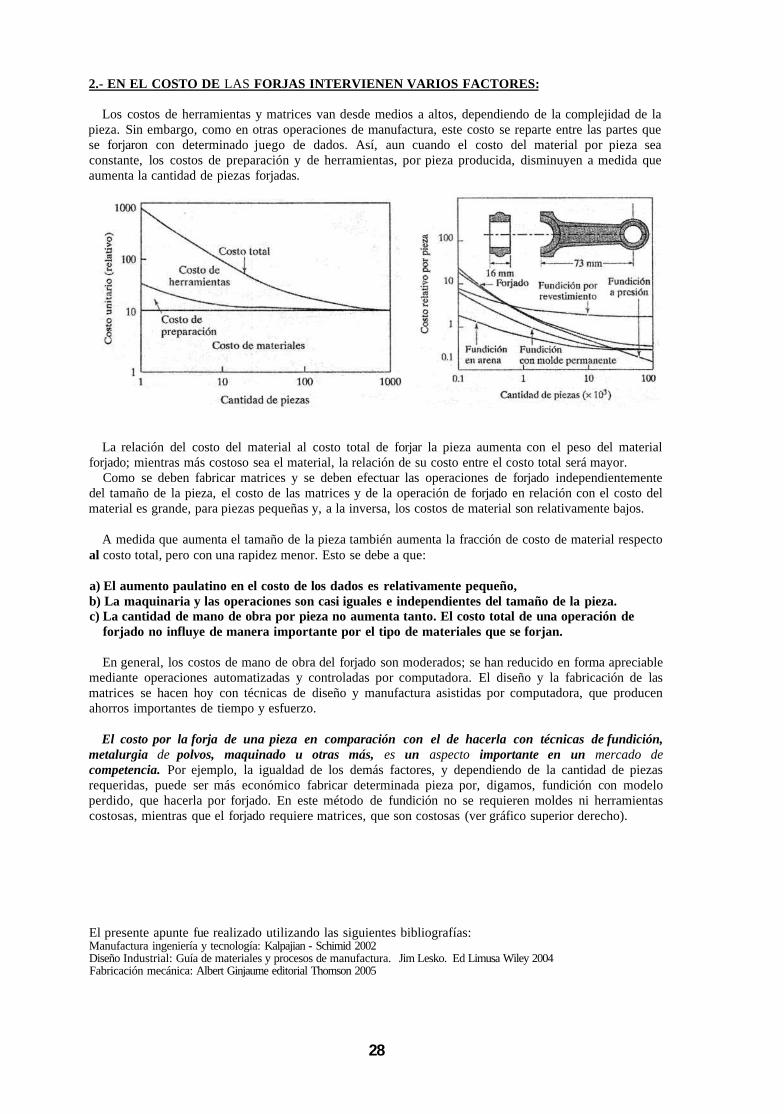
Los costos de herramientas y matrices van desde medios a altos, dependiendo de la complejidad de la pieza. Sin embargo, como en otras operaciones de manufactura, este costo se reparte entre las partes que se forjaron con determinado juego de dados. Así, aun cuando el costo del material por pieza sea constante, los costos de preparación y de herramientas, por pieza producida, disminuyen a medida que aumenta la cantidad de piezas forjadas.
La relación del costo del material al costo total de forjar la pieza aumenta con el peso del material forjado; mientras más costoso sea el material, la relación de su costo entre el costo total será mayor.
Como se deben fabricar matrices y se deben efectuar las operaciones de forjado independientemente del tamaño de la pieza, el costo de las matrices y de la operación de forjado en relación con el costo del material es grande, para piezas pequeñas y, a la inversa, los costos de material son relativamente bajos.
A medida que aumenta el tamaño de la pieza también aumenta la fracción de costo de material respecto al costo total, pero con una rapidez menor. Esto se debe a que:
a) El aumento paulatino en el costo de los dados es relativamente pequeño, b) La maquinaria y las operaciones son casi iguales e independientes del tamaño de la pieza. c) La cantidad de mano de obra por pieza no aumenta tanto. El costo total de una operación de
forjado no influye de manera importante por el tipo de materiales que se forjan.
En general, los costos de mano de obra del forjado son moderados; se han reducido en forma apreciable mediante operaciones automatizadas y controladas por computadora. El diseño y la fabricación de las matrices se hacen hoy con técnicas de diseño y manufactura asistidas por computadora, que producen ahorros importantes de tiempo y esfuerzo.
El costo por la forja de una pieza en comparación con el de hacerla con técnicas de fundición, metalurgia de polvos, maquinado u otras más, es un aspecto importante en un mercado de competencia. Por ejemplo, la igualdad de los demás factores, y dependiendo de la cantidad de piezas requeridas, puede ser más económico fabricar determinada pieza por, digamos, fundición con modelo perdido, que hacerla por forjado. En este método de fundición no se requieren moldes ni herramientas costosas, mientras que el forjado requiere matrices, que son costosas (ver gráfico superior derecho).
El presente apunte fue realizado utilizando las siguientes bibliografías: Manufactura ingeniería y tecnología: Kalpajian - Schimid 2002 Diseño Industrial: Guía de materiales y procesos de manufactura. Jim Lesko. Ed Limusa Wiley 2004 Fabricación mecánica: Albert Ginjaume editorial Thomson 2005
28
















![Metales No Ferrosos[1]](https://img.pdfslide.net/doc/110x75/557c58aad8b42a0b4b8b4adc/metales-no-ferrosos1-5584907f868c3.jpg)

