Embed Size (px)
Citation preview
الجمهورية الجزائرية الديمقراطية الشعبية وزارة التعليم العالي والبحث العلمي
UNIVERSITE LARBI TEBSSI –TEBESSA-
Faculté des Sciences et de la Technologie
Département de Génie des Mines
العربي التبسي تبسةجامعة لوجياو تكنال و علومالكلية المناجم هندسة قسم
MEMOIRE
Présenté en vue de l'obtention du diplôme de Master
Filière : Génie minier
Option : Electromécanique Minière
Par
Salmi Abdelhafid et Gassarellil Brahim
Devant le jury :
Grade Etablissement
Président : AOULMI Zoubir MCB Université Larbi Tébessi - Tébessa
Rapporteur : DOUADI Rabah MAA Université Larbi Tébessi - Tébessa
Examinateur : HOUEM Alla MAB Université Larbi Tébessi - Tébessa
Co-Encadreur : MELKIA Chaouki MAB Université Larbi Tébessi - Tébessa
Promotion 2015-2016
CONTRIBUTION A LA MAINTENANCE
PREVENTIVE D’UNE INSTALLATION DE
POMPAGE CAS (ELMA LABIOD TEBESSA)
Au nom d’Allah le clément le miséricordieux
Remerciement
Avant tout nous remercions Allah qui nous a donné la patience
et la force nécessaire pour terminer ce travail. Nous exprimons nos profonds gratitudes et nos sincères
remerciements à notre encadreur Mr DOUADI Rabeh, nous le remercie
de nous avoir proposé ce sujet et pour les efforts faits durant l’année
universitaire. Merci pour vos orientations rigoureuses et conseils
constructifs.
Nous tenons à remercier aussi Mr MALKIA Chawki de nous
avoir aidés par leur reconnaissance et la bonne aide.
Je n’oublie pas l'ensemble du personnel de la cimenterie d’Elma
Labiod (GICA) qui a contribuée pour la bonne marche de notre stage.
Je remercie tous les enseignants de département de génie des mines
et tous mes collègues de la promotion 2015-2016.
Enfin je tenir à remercier tous ceux qui m’ont aidé de prés ou de
loin pour présenter ce travail.
SALMI Abdelhafid
GASSARELLIL brahim
Au nom du dieu le clément le miséricordieux
Dédicace
Je dédie ce mémoire à :
Mon très cher père, qui me nourrit toujours de ses sages
conseils.
Ma très chère mère, celle qui m’apporte toujours sans
condition son amour.
Ma chère épouse, qui me soutient toujours et mes fils.
Toute ma grande famille GASSARELLIL.
Tous mes enseignants.
Tous mes amis.
Tous mes collègues de la promotion de 2015-2016 du génie
des mines et tous personnes qui je les connaitre de près ou
de loin.
BRAHIM
Au nom du dieu le clément le miséricordieux
Dédicace Je dédie ce mémoire à :
Mon très cher père, qui me nourrit toujours de ses sages
conseils. Que dieu le garde.
Ma très chère mère, celle qu’est quittée la vie mais elle a
resté toujours présente à la mémoire.
Ma très chère épouse qui me soutient toujours et mes chers
fils
Toute la famille SALMI et BOUDEBBOUZ
Tous mes enseignants.
A tous mes amis et mes collègues de la promotion de génie
des mines
2015-2016
A tous les personnes lesquels je connais de près ou de loin
ABDELHAFID
LISTES DES TABLEAUX
Tableau III.1 Exemple de feuille d’AMDEC-moyen de production………………………………... 53
Tableau III.2 Indices d’occurrence...................................................................................................... 55
Tableau IV.1 Identification de la pompe…………………………………………………………… 59
Tableau IV.2 Dossier historique de la pompe……………………………………………………….. 59
Tableau IV.3 Le temps des arrêts des pannes des pompes………………………………………….. 60
Tableau IV.4 Cause et effets ........................................................................................................................... 61
Tableau IV.5 AMDEC machine -analyse des modes de défaillance……………………………….. 67
Tableau IV.6 Evaluation de la criticité................................................................................................ 68
Tableau V.1 Incidents de fonctionnement......................................................................................... 76
LISTES DES FIGURES
Figure. I.1 Le four rotatif…………………………………………………………………………….. 03
Figure. I.2 La direction générale de la cimenterie Tébessa(SCT) ………………………………….. 04
Figure. I.3 Consommation d’énergies électrique de l entreprise SCT (KWh/T cim) ………………. 04
Figure. I.4 Consommation spécifique électricité (KWh/T cim) …………………………………….. 05
Figure. I.5 Etapes de fabrication du ciment. ………………………………………………………… 07
Figure. I.6 Procédé de fabrication de ciment. ……………………………………………………….. 08
Figure II.1 Pompes à membranes, ou à soufflets………………………………………………. 13
Figure II.2 Pompe à piston…………………………………………………………………………. 13
Figure II.3 Pompes volumétriques à mouvement rotatif………………………………...............
14
Figure II.4 Pompes à engrenages extérieurs……………………………………………............. 14
Figure II.5 Pompes à engrenages intérieurs……………………………………………………..
15
Figure II.6 Pompe à l’aube……………………………………..……………………………………. 15
Figure II.7 Pompe à palette libre……………………………………..……………………………. 16
Figure II.8 Pompes à palettes flexibles. ……………………………………..…………………….. 16
Figure II.9 Types de roue de turbopompe……………………………………..………………….. 17
Figure II.10 Schéma d'une pompe centrifuge…………………………………………………. 17
Figure II.11 Différents types de roue………………………………………………………….. 18
Figure II.12 Principe de mesure de caractéristique H(Q)……………………………………... 19
Figure II.13 Caractéristiques P(Q) d'une pompe centrifuge…………………………………... 20
Figure II.14 Les caractéristiques (Q) pour différentes pompes usuellement connues……….. 21
Figure II.15 Diagramme de vitesse……………………………………………………………. 22
Figure II.16 Composantes de la vitesse dans une pompe moment quantité de mouvement…... 23
Figure II.17 Schéma pour l’analyse de la vitesse dans une pompe centrifuge……………….... 24
Figure II.18 Relation perte de charge – Débit…………………………………………………. 27
Figure II.19 Point de fonctionnement de la pompe……………………………………………. 28
Figure II.20 Conservation de l’énergie………………………………………………………... 31
Figure II.21 Ecoulement d’un fluide…………………………………………………………... 31
Figure II.22 Ecoulement avec échange de travail……………………………………………... 32
Figure II.23 Exemple de prise d’eau flottante…………………………………………………. 33
Figure II.24 Variation schématique du couple de démarrage en fonction de la vitesse……….. 35
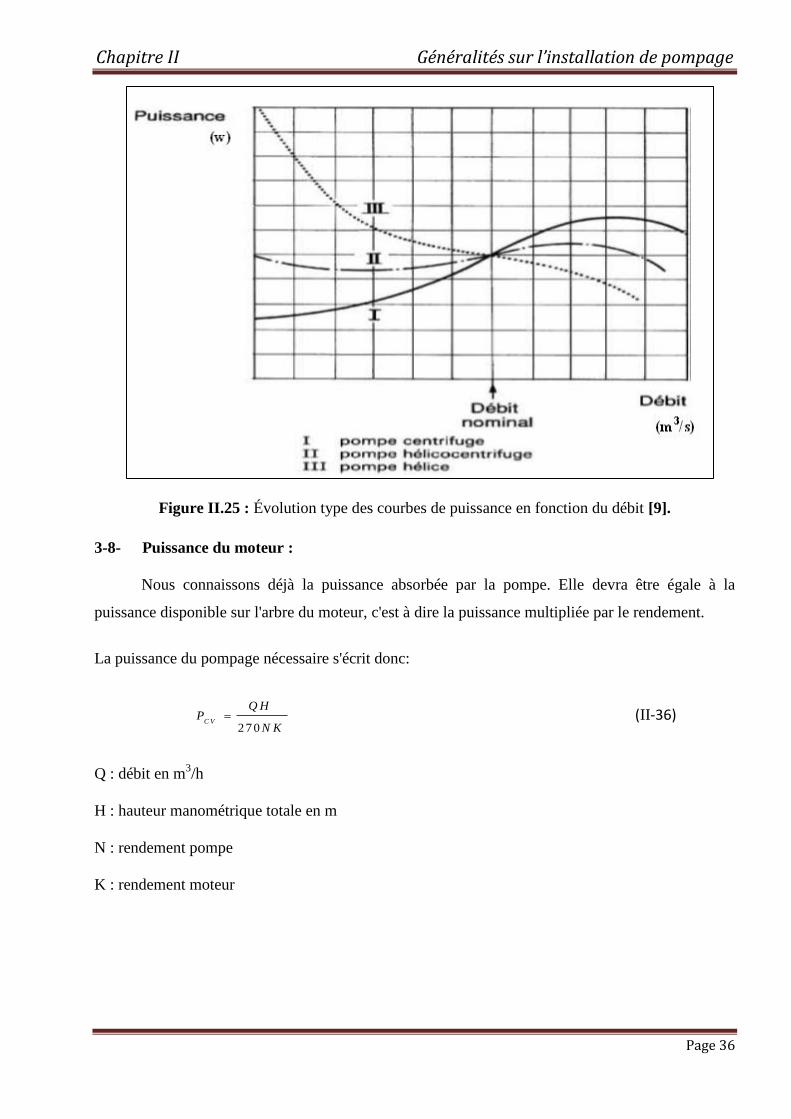
Figure II.25 Évolution type des courbes de puissance en fonction du débit…………………... 36
Figure III.1 Graphe de variation de taux de défaillance………………………………………….. 47
Figure III.2 Diagramme des types de maintenance……………………………………………….. 50
Figure III.3 Exemple de courbe ABC……………………………………………………………… 51
Figure III.4 Recherche des causes potentielles d’une défaillance……………………………….. 52
Figure IV.1 Diagramme de PARETO……………………………………..……………………….. 60
Figure IV.2 Diagramme causes-effets Appelé diagramme d’Ichikawa ou diagramme de poisson ….. 62
Résumé
La maintenance préventive est la moyenne la plus importante pour les sociétés qui
souhaitent le monopole d’économique international ou local spécialement au temps de rivalité
économique (quantité et qualité), Pour ça nous essayons développer une plan de maintenance
de notre motopompe centrifuge «X4K24» pour obtenir la maximum production avec l’éviter
des arrêts brusques.
Abstract
The maintenance preventive is the most important element of actually success for
companies aspiring to dominate the economic locally and internationally, especially at the
time of economic competition for quality and quantity.
In this study we began with an overview of machines tool after that we took our pump
machine (centrifuge) « X4K24» with the calculation of life time for some most important
constituent and the interventions required of the maintenance, it allowed for us to develop the
map of maintenance for the machine studied for getting the maximum production with avoid
the sudden stops.
ملخص
أمح ف الاقع وجاح للشزكاخ الطامذح للمىح االقرصادح مذلا دلا، الصاوح القائح العىصز األكثز
خاصح ف قد المىافسح االقرصادح لىعح كمح.
مع « X4K24»ف ذي الذراسح تذأوا مع لمذح عامح عه أداج االخ تعذ أن أخذوا لذىا آلح مضخح )الطزد المزكشي(
أم الرذخالخ الالسمح للصاوح، فإو سمخ لىا لرطز خزطح صاوح للجاس دساب القد الذاج لثعض الرأسسح
دراسرا للذصل على الذذ األقصى لإلوراج مع ذجىة الرقف المفاجئ.
SOMMAIRE Introduction Générale 01
CHAPITRE 1 : GENERALITES SUR L’ENTREPRISE 02
Introduction .............................................................................................. 02
1 Généralités sur l’entreprise ……………………………………………………………………… 02
1-1 Présentation de la société …………………………………………………………………. 02
1-2 Matières premières………………………………………………………………………... 02
1-3 Perspectives………………………………………………………………………………… 02
1-4 Présentation de la cimenterie…………………………………………………………… 03
1-5 Cout de l’investissement ………………………………………………………………….. 03
1-6 Formule de réalisation ……………………………………………………………………. 03
1-7 Consommation d’énergie ………………………………………………………………………… 04
2 Processus de fabrication du ciment …………………………………………………… 05
2-1 Extraction de la matière ..………………………………………………………………….. 05
2-2 Concasseur …………………………………………………………………………………………. 05
2-3 Préparation de la crue ……………………………………………………………………………… 05
2-4 Broyage de la crue ………………………………………………………………………………… 05
2-5 Homogénéisation ………………………………………………………………………………….. 06
2-6 Zone de cuisson ……………………………………………………………………………………. 06
2-6-1- Préchauffer ou cyclones……………………………………………………………………… 06
2-6-2- Four rotatif ………………………………………………………………………………… 06
2-6-3- Refroidisseur ………………………………………………………………………………… 06
2-7 Stockage de clinker …………………………………………………………………………….. 06
2-8 Broyage de clinker ……………………………………………………………………………….. 06
2-9 Stockage du ciment ………………………………………………………………………………. 06
2-10 L’expédition………………………………………………………………………………………… 06
3 - Présentation des structures …………………………………………………………………. 09
3-1 Les missions de chaque direction……………………………………………………………….. 09
4 -Synthèse……………………………………………………………………………………………….. 09
5 -Développement…………………………………………………………………………………….. 10
5-1 Renouvellement et modernisation……………………………………………………………… 10
5-2 Projet d'optimisation de la ligne de cuisson………………………………………………… 10
Conclusion………………………………………………………………………………………………… 11
CHAPITRE 2 : GENERALITES SUR L’ISTALLATION DE POMPAGE
Introduction …………………………………………………………………………………… 12
1- Éléments constitutifs d’une station de pompage………………………………… 12
1-1 Les pompes …………………………………………………………………………………… 12
1-1-1- Définition et classification des pompes ……………………………………….... 12
1-1-2- Turbopompes……………………………………………………………………… 12
1-1-3- Pompes volumétriques …………………………………………………………… 12
1-1-4- Pompe centrifuge……………………………………………………………………… 16
2 Théorème de BERNOULLI ………………………………………………………………. 30
2-1 Démonstration par la conservation de l’énergie ……………………………………… 30
2-2 Théorème de BERNOULLI pour un écoulement permanent d’un fluide parfait…..
Incompressible …………………………………………………………………………… … 31
2-3 Cas d'un écoulement passant de l’état(1)à l’état (2) sans échange de travail ……... 32
2-4 Cas d'un écoulement passant de l’état (1) à l’état (2) avec échange d’énergie…... 32
3 Prise d’eau : aspiration, dégrillage, tamisage, dessablage et déshuilage. 33
3-1 Détermination du NPSH …………………………………………………………………… 33
3-2 Dégrillage …………………………………………………………………………………... 33
3-3 Tamisage…………………………………………………………………………………...... 34
3-4 Dessablage……………………………………………………………………………………… 34
3-5 Déshuilage……………………………………………………………………………………… 34
3-6 Robinetterie ………………………………………………………………………………… 34
3-7 Moteurs d’entraînement …………………………………………………………………… 35
3-8 Puissance du moteur ……………………………………………………………………… 36
3-9 Conduite De Refoulement ………………………………………………………………… 37
Conclusion…………………………………………………………………………………………… 37
CHAPITRE 3 : MAINTENANCE ET METHODES
Introduction…………………………………………………………………………………………… 38
1- Maintenance préventive …………………………………………………………………… 38
1-1 Différents types de maintenance preventive ……………………………………………… 38
1-1-1 Maintenance preventive systématique …………………………………………………
1-1-2 Maintenance préventive conditionnelle ……………………………………………… 40
1-1-3 Télémaintenance ……………………………………………………………………………… 40
1-1-4 Objectifs visés par la maintenance préventive ………………………………………… 40
1-2 Différents niveaux de la maintenance préventive ……………………………………… 43
1-3 Maintenance préventive dite "de luxe " …………………………………………………. 46
1-3-1 Contrôle périodique réglementaire ………………………………………………… 46
1-3-2 Fiabilité et maintenance préventive ………………………………………………… 46
1-3-3 Taux de défaillance ……………………………………………………………………… 47
1-3-4 MTBF………………………………………………………………………………………… 48
1-3-5 Loi de fiabilité ……………………………………………………………………………… 48
1-3-6 Périodicité de la maintenance préventive …………………………………………… 48
2- Maintenance corrective…………………………………………………………………… 49
2-1 Maintenance palliative …………………………………………………………………….. 49
2-2 Maintenance curative……………………………………………………………………… 49
2-3 Auto-maintenance……………………………………………………………………………… 49
2-4 Les opérations de la maintenance corrective …………………………………………… 49
2-5 Diagramme des types de la maintenance ……………………………………………… 50
3- Méthodes de maintenance …………………………………………………………… 50
3-1 La méthode ABC de Pareto …………………………………………………………… 50
3-1-1 Principe de la méthode ABC …………………………………………………………… 50
3-2 Un outil d’investigation simple : le diagramme d’Ishikawa des 5 M …………………… 51
3-3 Analyse des modes de défaillances, de leurs effets et de leur criticité (AMDEC) … 52
3-3-1 Definition………………………………………………………………………………… 52
3-3-2 Méthodologie de la réalisation d’une AMDEC-moyen de production…………... 52
3-3-3 Analyse des résultats du tableau ……………………………………………………… 53
Conclusion……………………………………………………………....................................... 55
CHAPITRE 4 : PROBLEMES ST SOLUTIONS
1- Généralités……………………………………………………………………………………… 56
1-1- Pas de liquide refoulé ………………………………………………………………………… 56
1-2- Pas assez de liquide refoulé ………………………………………………………………… 56
1-3- Pas assez de pression ………………………………………………………………………… 57
1-4 La pompe fonctionne pendant un temps puis s’arrête…………………………………… 57
1-5 La pompe absorbe trop de puissance ……………………………………………………… 57
1-6 Vibrations ou bruits sur la pompe ………………………………………………………… 58
1-7 Boite press–étoupe surchauffe ou fuite excessives de presse –étoupe ……………… 58
1-8 Paliers surchauffent ou s’usent rapidement …………………………………………… 58
2 Exploitation des resultants …………………………………………………………… 59
2-1 Méthodes d’analyse prévisionnelle ABC (Pareto) …………………………………… 60
2-2 Diagramme de PARETO ……………………………………………………………………… 60
2-3 Méthode d’analyse prévisionnelle ISCHIKAWA …………………………………………… 61
2-3-1- Diagramme causes-effets ……………………………………………………………… 62
2-3-2- Interprétation du diagramme d’Ishikawa…………………………………………… 63
2-4 Méthodes d’analyse prévisionnelle AMDEC ……………………………………………… 64
Conclusion……………………………………………………………………………………………… 66
CHAPITRE 5 : PLANS DE MAINTENANCE ET RECOMMANDATION
1- Introduction……………………………………………………………………………………… 67
2-Définition de maintenance …………………………………………………………………… 67
2-1- Maintenance corrective……………………………………………………………………… 67
2-1-1- Défaillancev………………………………………………………………………………… 67
2-2- Maintenance préventive……………………………………………………………………… 67
2-2-1- Maintenance préventive systématique…………………………………………………… 68
2-3- La maintenance préventive conditionnelle…………………………………………………… 68
3 Opérations de maintenance corrective…………………………………………………… 69
3-1- Dépannage……………………………………………………………………………………… 69
3-2- Réparation……………………………………………………………………………………… 69
3-3- Opérations de maintenance préventive……………………………………………………… 70
4 Les contrôles……………………………………………………………………………………… 70
4-1- Contrôles en usine du constructeur ………………………………………………………… 70
4-1-1- Matériaux …………………………………………………………………………………… 70
4-1-2- Essais de fonctionnement ………………………………………………………………… 70
4-1-3- Contrôles divers …………………………………………………………………………… 71
4-1-4- Contrôle de l’installation sur le site, avant mise en route ……………………………… 72
5 Surveillance du fonctionnement …………………………………………………………… 73
6 Exploitation………………………………………………………………………………………… 75
6-1 Consignes de démarrage et d’arrêt …………………………………………………………… 75
6-1-1- Démarrage Vérifier que…………………………………………………………………… 75
6-1-2- Arrêt ………………………………………………………………………………………… 75
6-1-3 Entretien ……………………………………………………………………………………… 75
7 La cavitation ……………………………………………………………………………………… 76
8 Phénomène de la coupe de bélier ………………………………………………………… 77
8-1 Généralité………………………………………………………………………………………… 77
8-2 Analyse physique du phénomène de coup de bélier ……………………………………… 77
8-3 Conséquences du coup de bélier……………………………………………………………… 78
8-4 Répartition de coup de bélier…………………………………………………………………… 78
8-5 Moyens de protection de l’installation contre le coup de bélier…………………………… 78
Conclusion…………………………………………………………………………………………… 79
Conclusion Générale……………………………………………………………………………… 80
Introduction générale
Page 1
Introduction générale
Un système de production regroupe l'ensemble des éléments matériels et immatériels qui
sont nécessaires à la production de biens ou de services par une entreprise. Un système de
production d'une entreprise est un processus d'addition de valeur à des biens ou à des services qui
répondent à des objectifs de quantité, de prix, de qualité et de délai. Aujourd’hui, la fonction
Production est l'une des fonctions importantes de l'entreprise, dont l'objectif est de produire des
biens et des services, afin de dégager une rémunération du capital engagé, qui pourra être ou non
réaffecté à de nouveaux investissements. L'amélioration des performances de l'entreprise est
tributaire des méthodes d'organisation et d’exploitation des ressources dont elle dispose. C'est
pourquoi, une bonne gestion de production est aujourd'hui une nécessité de plus en plus
préoccupante pour les entreprises : bien gérer une entreprise, comme bien gérer la production, c'est
trouver une solution admissible par rapport aux objectifs fixés, tout en réglant un ensemble de
conflits tel que les interruptions qui font partie malheureusement du quotidien de chaque entreprise
qui les considèrent comme leur pire ennemi. Et comme elles sont de nature indésirable on est obligé
de remédier à cette menace permanente en l’évitant ou au moins à en diminuer le maximum
possible en prévoyant des interventions de maintenance préventive.
Bien que la maintenance est considérée comme un type d’interruption ; elle est plus
acceptable et plus efficace car elle volontaire et prise en main donc sous contrôle en prenant toutes
les mesures nécessaires pour réduire au minimum tout ce qui est indésirable ou nuisible à la
production. Bien entendu, il faut tout une stratégie et planification de la maintenance.
(IL VAUT MIEUX PREVENIR QUE GUERIR.)
Malheureusement, la maintenance et un acte très négligé et même omis dans les pays sous
développés en général et dans notre pays en particulier de te sorte qu’un taux très élevé du matériel
de production détérioré et immobilisé donc sans intérêt chose qui anéantit la production. Et pour
faire face à cette situation critique, il faut valoriser et la maintenance, la voir d’un air sérieux et la
considérer comme l’une des priorités majeur dans tout projet de production.
Le but essentiel de ce travail est de voir de près les différentes techniques de maintenance et
présenter sa théorie pour l’application sur une motopompe centrifuge.
Ce travail comporte cinq chapitres ainsi qu’une introduction et conclusion :
- Le premier chapitre est consacré à la présentation d’unité de la cimenterie d’Elma
Labiod
- Le deuxième chapitre est consacré à l’étude sur les différents parties constituant notre
système de pompage et qui sont le groupe motopompe (pompe centrifuge) et les
accessoires.
- Le troisième chapitre aborde les méthodes de maintenance.
- Le quatrième chapitre fera l’objet de l’étude ; son but est l’application de l’AMDEC et
l’analyse critique de motopompe centrifuge X4K24.
- Le cinquième chapitre contient des instructions générales de service et de maintenance
des circuits hydrauliques qui sont toujours une aide précieuse pour la mise en œuvre.
Chapitre I Généralités sur l’entreprise
Page 2
Introduction
La réalisation d'une cimenterie à Tébessa était une nécessite pour le pays pour son
développement; vu le manque est l'insuffisance du ciment qui ne peut satisfaire aux besoins d'une
population qui augmente chaque jour et la demande croissante dans le secteur industriel et plus
particulièrement dans le domaine de construction et des travaux publics.
Les ciments usuels sont fabriqués à partir d’un mélange de calcaire (CaCO3) environ de
80% et d’argile (SiO2 –Al2O3) environ de 20%. Selon l’origine des matières premières, ce mélange
peut être corrigé par apport de bauxite, oxyde de fer ou autres matériaux fournissant le complément
d’alumine et de silice requis.
Le procédé de fabrication du ciment consiste à « cuire », à haute température (1400 °C), un
mélange de calcaire et d’argile, convenablement dosé et broyé sous la forme d’une « farine crue »,
ajouts convenablement choisis (du gypse, notamment), devient le ciment bien connu de tous, pour
les maçonneries, les travaux du bâtiment et les ouvrages d’art. La majorité des cimenteries
modernes utilise le procédé dit « en voie sèche », qui est le plus économique en consommation
d’énergie (environ 0,9 KWh, par kg de clinker).
1- Généralités sur l’entreprise : [1]
La société des ciments de Tébessa, entreprise publique économique, SPA est une filiale de
l’entreprise régionale des ciments et dérives de l'est (E.R.C.E), promoteur initial du projet.
1-1- Présentation de la société :
Date de création : 29 Novomber1993
Capital social : 2700, 000,000 DA
Actionnaires : ERCE 100%
Siege social : Tébessa
Montage mécanique : E.N.C.C/ETTERKIB
Montage électrique : MERLIN GERIN France.
1-2- Matières premières :
Calcaire : carrière 230 ha (à 2km)
Argile : carrière 70 ha (à 10 km)
Sable : carrière 21 ha (à 6 km)
Gypse : Ain Mlila (à 100 km)
Fer : mine Boukhadra (à 70 km)
Mise en vigueur du contrat : 15 Aout 1990
Date allumage de four : 11 octobre 1994
Date production clinker : 14 october1994
Sata de la réception provisoire : 15 december1994
Date du 1er
sac expédie : 22 mars 1995
1-3- Perspectives :
Les études du projet dans sa phase initiale ont été menées dans le sens de réaliser une
cimenterie d'une capacité de 1.000.000 T/an.
Par la suite, pour insuffisance de financement, le projet a été revu à la baisse, où une seule
ligne de 500.000 T/an a été retenue.
L'extension de la réalisant la 2ème
ligne technologique s'est avérée nécessaire pour :
Chapitre I Généralités sur l’entreprise
Page 3
1- Une meilleure rentabilité par :
*réalisation d'économie d'échelle qui se traduit par du cout moyen de production.
*étalement des couts fixes sur un volume de production plus élève et croissance du
rendement.
*cash-flow plus important permettant l’autofinancement partiel de la société dans la part
dinars et facilitant:
-le renouvellement des équipements de carrière et le matériel roulant.
-le remboursement des crédits consentis.
-une indépendance financière.
2- satisfaction des besoins et régionaux.
3- Bon profit à l’économie nationale par une substitution à l’importation et valorisation des
ressources locales.
4- création d’emplois nouveaux (environ 150).
1-4- Présentation de la cimenterie :
Location : Elma Labiod Tébessa.
Capacité de production : 500.000 T/ an
Produit : ciment gris.
Effectifs : 380
1-5- Cout de l’investissement :
Partie en devises : 119.443.840 U$$.
Partie en dinars : 2.300.000.000 DA.
1-6- Formule de réalisation :
Engineering, furniture, supervision: F. L .SMIDTH Espagne.
Génie civil: COSIDER.
Charpente métallique : BATIMETAL.
Figure I.1 : le four rotatif
Chapitre I Généralités sur l’entreprise
Page 4
Figure I.2 : La direction générale de la cimenterie Tébessa(SCT)
1-7- Consommation d’énergie :
Figure I.3 : Consommation d’énergies électrique de l entreprise SCT (KWh/T cim)
Chapitre I Généralités sur l’entreprise
Page 5
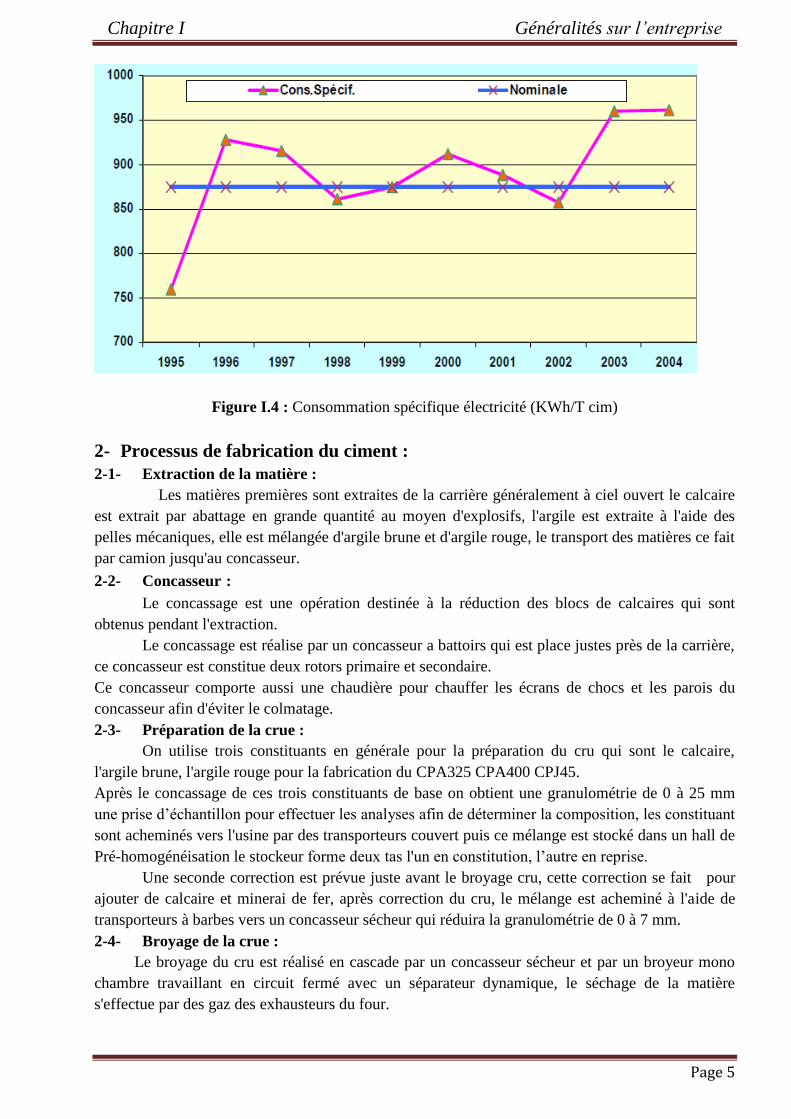
Figure I.4 : Consommation spécifique électricité (KWh/T cim)
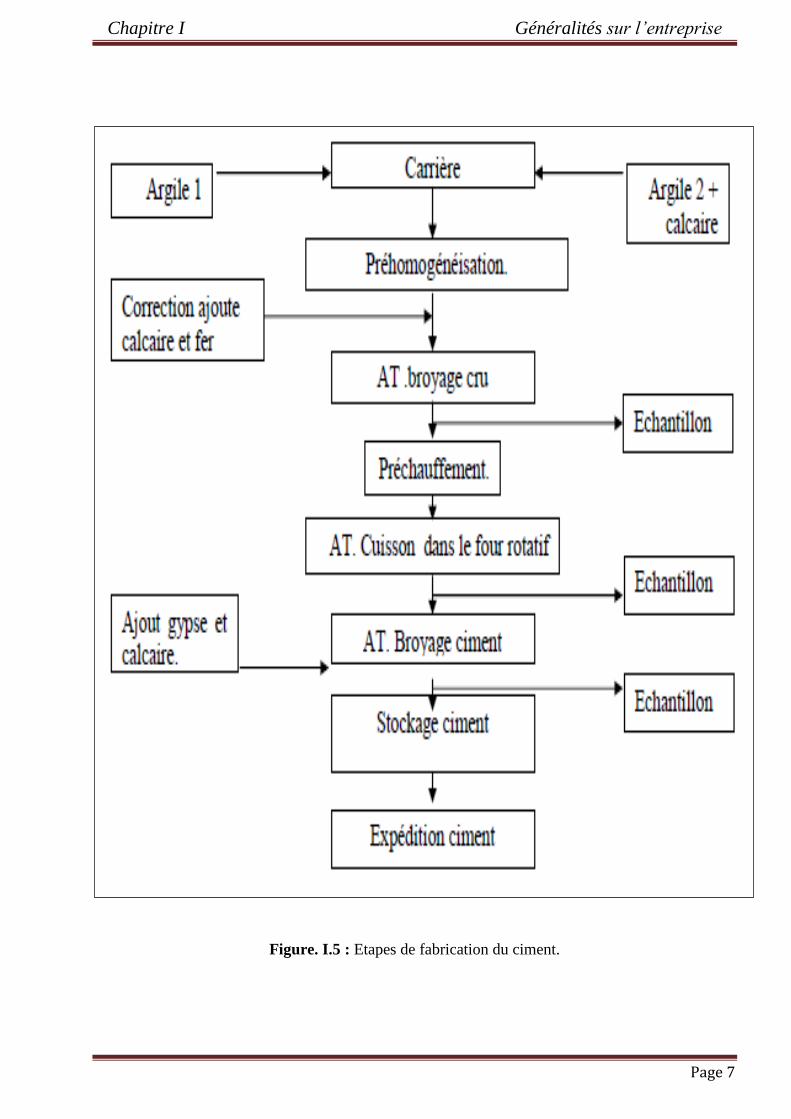
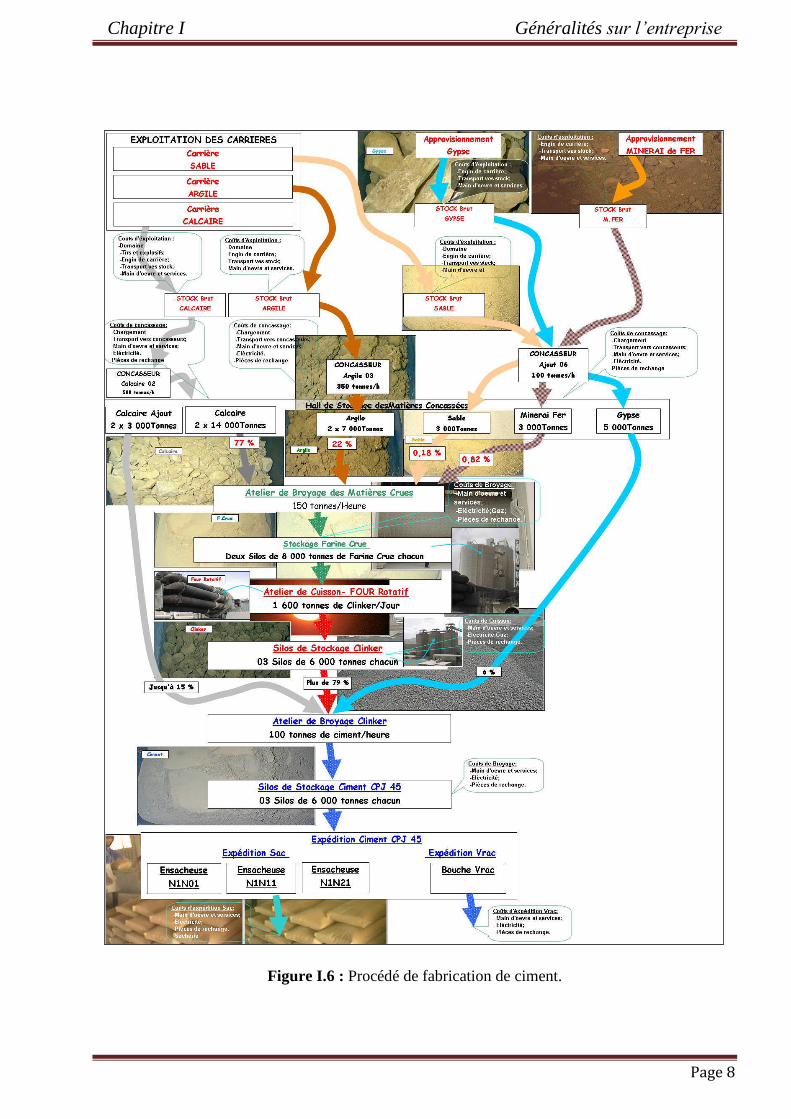
2- Processus de fabrication du ciment :
2-1- Extraction de la matière :
Les matières premières sont extraites de la carrière généralement à ciel ouvert le calcaire
est extrait par abattage en grande quantité au moyen d'explosifs, l'argile est extraite à l'aide des
pelles mécaniques, elle est mélangée d'argile brune et d'argile rouge, le transport des matières ce fait
par camion jusqu'au concasseur.
2-2- Concasseur :
Le concassage est une opération destinée à la réduction des blocs de calcaires qui sont
obtenus pendant l'extraction.
Le concassage est réalise par un concasseur a battoirs qui est place justes près de la carrière,
ce concasseur est constitue deux rotors primaire et secondaire.
Ce concasseur comporte aussi une chaudière pour chauffer les écrans de chocs et les parois du
concasseur afin d'éviter le colmatage.
2-3- Préparation de la crue :
On utilise trois constituants en générale pour la préparation du cru qui sont le calcaire,
l'argile brune, l'argile rouge pour la fabrication du CPA325 CPA400 CPJ45.
Après le concassage de ces trois constituants de base on obtient une granulométrie de 0 à 25 mm
une prise d’échantillon pour effectuer les analyses afin de déterminer la composition, les constituant
sont acheminés vers l'usine par des transporteurs couvert puis ce mélange est stocké dans un hall de
Pré-homogénéisation le stockeur forme deux tas l'un en constitution, l’autre en reprise.
Une seconde correction est prévue juste avant le broyage cru, cette correction se fait pour
ajouter de calcaire et minerai de fer, après correction du cru, le mélange est acheminé à l'aide de
transporteurs à barbes vers un concasseur sécheur qui réduira la granulométrie de 0 à 7 mm.
2-4- Broyage de la crue :
Le broyage du cru est réalisé en cascade par un concasseur sécheur et par un broyeur mono
chambre travaillant en circuit fermé avec un séparateur dynamique, le séchage de la matière
s'effectue par des gaz des exhausteurs du four.
Chapitre I Généralités sur l’entreprise
Page 6
2-5- Homogénéisation :
Les deux silos servants de stockage et fonctionnement en continu, l’alimentation, le mélange
et la vidange sont simultanées, la farine cru expédiée par l'air lift est dégagé dans la boite de
récupération.
La capacité de stockage de chaque silos est de 10, 000T, chaque silos est équipé de deux
sorties latérales pouvant assurer la totalité du débit farines vers le four, il est donc possible de
fonctionner avec un ou deux silos.
2-6- Zone de cuisson :
La ligne de cuisson est constituée par :
- Préchauffer
- Four rotatif
- refroidisseur
2-6-1- Préchauffer ou cyclones :
Les gazes réchauffent la poudre crue qui circule dans les cyclones en sens inverse, par
gravité. La poudre s’échauffe ainsi jusqu’à 800 °C environ et perd donc son gaz carbonique (CO2)
et son eau.
C'est un échangeur a contre courant destiné à préchauffer la farine avant son entrée dans le
four, en récupérant la chaleur de gaz sortant du four "environ égale à 100 c», par le fait que l’argile
et le calcaire ont la même densité (2,70 g/cm3), un exhausteur monté sur les cyclones aspire les
gazes de combustions et le mélange carrière, faisant une tornade garantie que tous les grains du crue
subit la chaleur des gazes.
2-6-2- Four rotatif :
Le four constitue par une virole cylindrique de 90m de long et de 5.6m de diamètre protégé
par de la brique réfractaire), incliné selon un angle de 1 à 4 degrés par rapport à l'horizontale. Le
calcaire est chargé à l'extrémité supérieure, le combustible et l'air comburant étant brûlé à
l'extrémité inférieure.
2-6-3- Refroidisseur :
Le refroidisseur a pour rôle d'abaisser la température du clinker tombant du four à une
température d'environ 1135 c jusqu'a 80-100 c. Il est équipe d'une batterie de ventilateurs
fournissant l'air de refroidissement.
2-7- Stockage de clinker :
Le clinker sortant du refroidisseur et la poussière sont récupères et regroupées dans la boite
de chute et orientés vers l’un ou l’autre des transporteurs a godets, en fin le clinker est envoyé à
l’atelier de broyage.
2-8- Broyage de clinker :
Le broyage du clinker s’effectue à l’aide d’un broyeur a deux compartiments à commande
centrale travaillant en circuit fermé avec un séparateur dynamique a cyclone extérieur.
-L’air de ventilation du broyeur assure des conditions d’opération favorables.
-L’évacuation du ciment vers les silos de stockages est assuré par une pompe pneumatique.
2-9- Stockage du ciment :
Le stockage du ciment est fait dans six silos de capacité unitaire qui peux atteindre 10,000T de
ciment.
2-10- L’expédition :
Les expéditions effectuées en sac et en vrac route et voies ferreux
Chapitre I Généralités sur l’entreprise
Page 7
Figure. I.5 : Etapes de fabrication du ciment.
Chapitre I Généralités sur l’entreprise
Page 8
Figure I.6 : Procédé de fabrication de ciment.
Chapitre I Généralités sur l’entreprise
Page 9
3- Présentation des structures : [1]
3-1- Les missions de chaque direction :
Président directeur général : PDG
définir la stratégie générale, la politique et les objectives qualités.
établir les budgets et mettre a disposition les ressources nécessaires a la mis en œuvre du
SMQ (Système de Management de la Qualité).
il exerce ses fonctions dans la limite des statuts règlements et directive établis par le C.A
(Conseil Administrative).
Directeur finance comptabilité: DFC
participer a l’élaboration de budget.
évoluer les besoins et recherche les meilleurs conditions de financement.
Directeur ressource humaine: DRH
Développer et améliore les system et de communication.
Gérer les relations socioprofessionnelles.
Directeur technique: DT
S’assurer de l’entretien des compétences.
Proposer des actions d’amélioration de la production et de la production et de la qualité.
Service CMR :
Le service CMR < contrôle, mesure et régulation> est le plus important service dans la
cimenterie de Elma Labiod de Tébessa il appartient au département maintenance qui est constitué
de plusieurs services, parmi ces services le service électrique et électronique, leurs rôles est de
maintenir les équipements en service et de procéder a la maintenance curatif et préventif des
équipements (mesure, réglage des pressions, étalonnage et régulation des doseurs).
4- Synthèse :
La réalisation de l’audit d’admission du produit à certifier CPJ-CEMII/A42.5 au profit de
l’entreprise SCT de TEBESSA, s’est déroulée dans de très bonnes conditions.
La Cimenterie dispose des moyens suffisants lui permettant d’assurer une bonne maîtrise de
la fabrication du produit.
La revue des différents chapitres concernés par le produit nous a donné une impression
satisfaisante sur la maîtrise de la fabrication du produit et le système qualité mis en place par
l’entreprise.
Il a été remarqué la volonté et l’engagement ferme des responsables de la cimenterie et de la
direction générale de faire de la qualité du produit une de leurs préoccupations majeures.
En conclusion, il ressort les points forts et les points faibles suivants :
Point forts:
1) Il existe manuel qualité et environnement ;
2) Représentant qualités nommé ;
3) Engagement pour l’atteinte des objectifs fixé par le groupe ERCE;
4) Investissement : pour l’extraction calcaire, logiciel pour le suivi qualité du produit ;
5) Identification des processus ;
6) Le référentiel normatif ;
7) Recensement et analyse des accidents et maladies professionnelles ;
Chapitre I Généralités sur l’entreprise
Page 10
8) Maîtrise des techniques d’analyses du produit ;
9) Les moyens matériels sont satisfaisants et conformes aux exigences normatives ;
10) Environnement et organisation du laboratoire satisfaisants.
Point faibles:
1) Politique qualité ne fait pas ressortir les référentiels ISO 9001/2000 et RP " Ciment »;
2) Les processus ne font pas ressortir ;
a) les indicateurs ;
b) le TB/processus ;
c) liste des procédures et documents associés ;
3) Chevauchement entre revue de direction et prévision Budget et bilan (mensuel, trimestriel et
annuel) ;
4) Absence de revue de processus ;
5) Les procédures ne reflètent pas le déroulement des activités
a) les achats : achat groupe achat filiale, achat unité et achat en cas d’urgence ;
b) Procédure action corrective et préventive (réclamation traitée à part, l’enregistrement ne
reflète pas l’identification de la cause, l’action corrective correspondante : situation traitée hors
système du Système Management Qualité) ;
6) Les résultats de la formation ne sont pas analysés par thème, ce qui ne permet pas la
visualisation de l’incidence des thèmes ciblés sur la qualité du produit ;
7) Le responsable Ressources Humaines pilote la maintenance et la métrologie, ce qui n’est pas
cohérent avec sa fonction ;
8) Le Système Management Qualité ne reflète pas fidèlement le déroulement de l’activité ;
9) Le plan de contrôle : " Exigence " et " code " existent mais ne font pas référence Cahier des
charges interne ;
10) Incohérence entre procédure de prélèvement " Sortie Broyeur ponctuel " et analyse de
laboratoire sur échantillon moyen (moyenne des échantillons ponctuels) ;
11) Analyse des panes insuffisantes.
5- Développement :
5-1- Renouvellement et modernisation:
- Ballonnets du refroidisseur UNAX,
- Traitement des eaux : Station Opérationnelle
- Analyseur gaz (après préchauffeur) : Mis en service.
- Système de supervision: Mis en service.
- Ensacheuses: Contrat signé, installation fin 2006;
- Système de contrôle commande: contrat en cours de finalisation;
- Analyseur boite à fumée: contrat signé, installation durant le premier trimestre 2006
- Système de contrôle d’émission de poussières « en ligne »: installation fin 1er trimestre06;
- Système de Gestion de la maintenance « GMAO »: Opérationnel,
- Système de gestion intégré (Achats, GDS, Commercial et comptabilité) ;
5-2- Projet d'optimisation de la ligne de cuisson :
- En vue d’accroître les capacités de production, avec un minimum d’investissement,
la SCT a lancé une consultation auprès du constructeur FLS Danemark pour le passage de 1600 à
1800 tonnes /jour de clinker.
- Signature du contrat prévue fin 1er semestre 2006 CERTIFICATION ISO.
- La SCT est certifiée ISO 9002/94 depuis le 10 Juillet 2001.
- L’audit de suivi a été réalisé avec succès le 15 Octobre 2002.

Chapitre I Généralités sur l’entreprise
Page 11
- Le passage à la version ISO 9001/2000 a été réalisé avec succès en Janvier 04.
- Projet de certification de système de management intégré.
(Pré audit et audit de certification sont prévus durant le 1er trimestre 2006.
Conclusion :
D'après notre analyse des machines de l’entreprise SCT, nous avons constaté que la pompe
X4K24 a une grande importance et elle a une présence dans des différentes zones dans l’usine et
qu’elle joue un rôle plus primordial dans le rendement et elle présente un maillon principale de
toute la chaine de production.
L’entreprise SCT El Ma Labiod dispose une grande gamme des équipements industrielles et
elle présente un plus pour l’économie national.
Chapitre II Généralités sur l’installation de pompage
Page 12
Introduction :
Une station de pompage est constituée principalement par une ou plusieurs pompes, leur
moteur d’entraînement, leur robinetterie, l’alimentation électrique, les dispositifs de nettoyage du
liquide avant pompage, les tuyauteries internes à la station, l’ensemble des systèmes de
commande et de contrôle et l’ensemble des moyens de maintenance.
1- Éléments constitutifs d’une station de pompage :
1-1- Les pompes :
1-1-1- Définition et classification des pompes :
Les pompes sont des appareils hydrauliques qui servent à transformer l'énergie
mécanique en énergie d'un fluide, à l'aide d'un mouvement de rotation continue.
Il existe un très grand nombre de type de pompes. Ces différents types se divisent en deux
grandes catégories : turbopompes, pompes volumétriques.
1-1-2- Turbopompes :
Les turbopompes se composent de deux parties principales :
1. Un rotor qui communique au liquide un mouvement de rotation par l'intermédiaire
d'aubes ou d'ailettes et qui est fixé sur un arbre supporté par des paliers et couplé au
moteur au moyen d'un dispositif rigide ou flexible.
2. Un corps de pompe dont le rôle est de diriger le liquide en lui donnant un
accroissement de pression, comprenant des orifices d'aspiration et de refoulement et
ils supportent des paliers et sert d'habitacle pour l'équipage mobile.
1-1-3- Pompes volumétriques :
Les pompes volumétriques sont constituées d'un volume hermétiquement clos (corps de
pompe) à l'intérieur duquel se déplace un élément mobile engendrant soit une dépression à
l'aspiration, soit l'impulsion nécessaire au refoulement afin de vaincre la contre pression régnant à
l'aval de la pompe, soit enfin l'une et l'autre de ces fonctions et permettant ainsi le transfert d'un
volume de liquide, de viscosité plus ou moins importante, depuis l'aspiration vers le refoulement.
Le fluide véhiculé étant incompressible, ces pompes sont toujours équipées d'un dispositif de
sécurité d'excès de pression associé. Les pompes volumétriques caractérisées par une grande
diversité d'emploi et une grande variété de réalisations technologiques. On se limitera ici, à la
présentation de quelques types de ces deux grandes familles de machines tournantes : [2]
1. Les pompes volumétriques alternatives.
2. Les pompes volumétriques rotatives.
A- Pompes volumétriques à mouvement grain : Ces pompes sont caractérisées par le fait que
la pièce mobile est animée d’un mouvement alternatif. Les principaux types de pompes sont les
suivants : à membrane ou à piston.
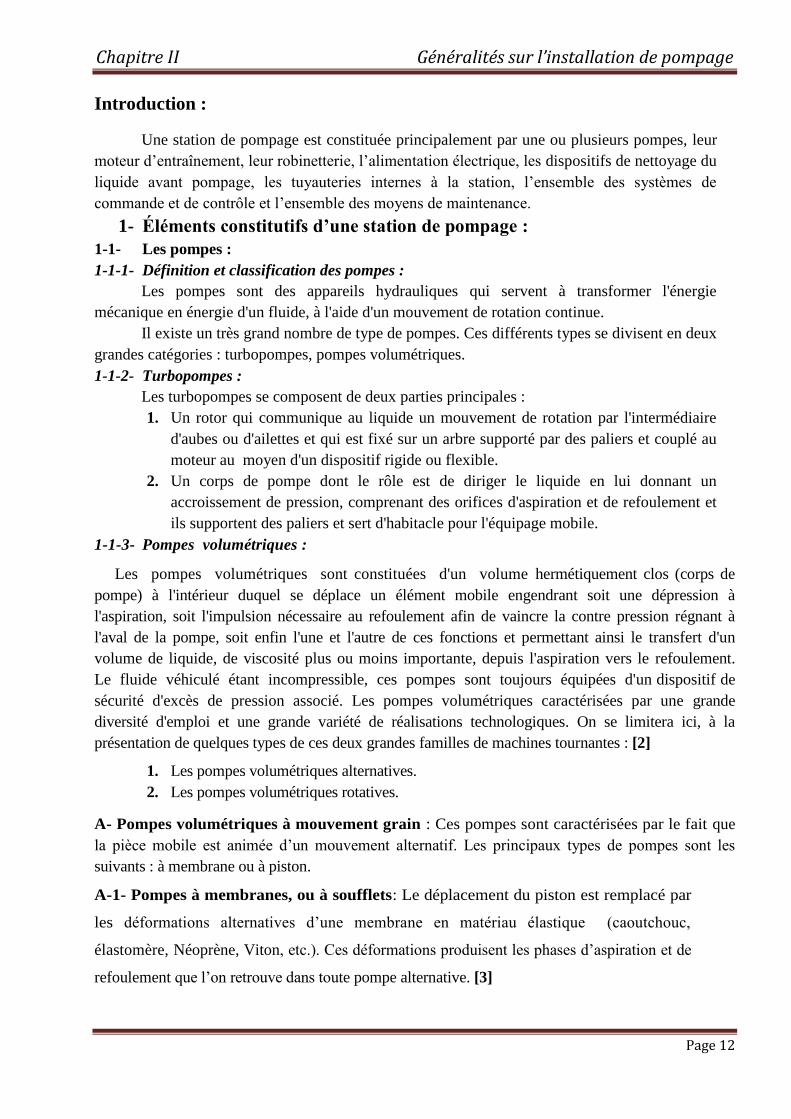
A-1- Pompes à membranes, ou à soufflets: Le déplacement du piston est remplacé par
les déformations alternatives d’une membrane en matériau élastique (caoutchouc,
élastomère, Néoprène, Viton, etc.). Ces déformations produisent les phases d’aspiration et de
refoulement que l’on retrouve dans toute pompe alternative. [3]
Chapitre II Généralités sur l’installation de pompage
Page 13
Figure II.1 : Pompes à membranes, ou à soufflets
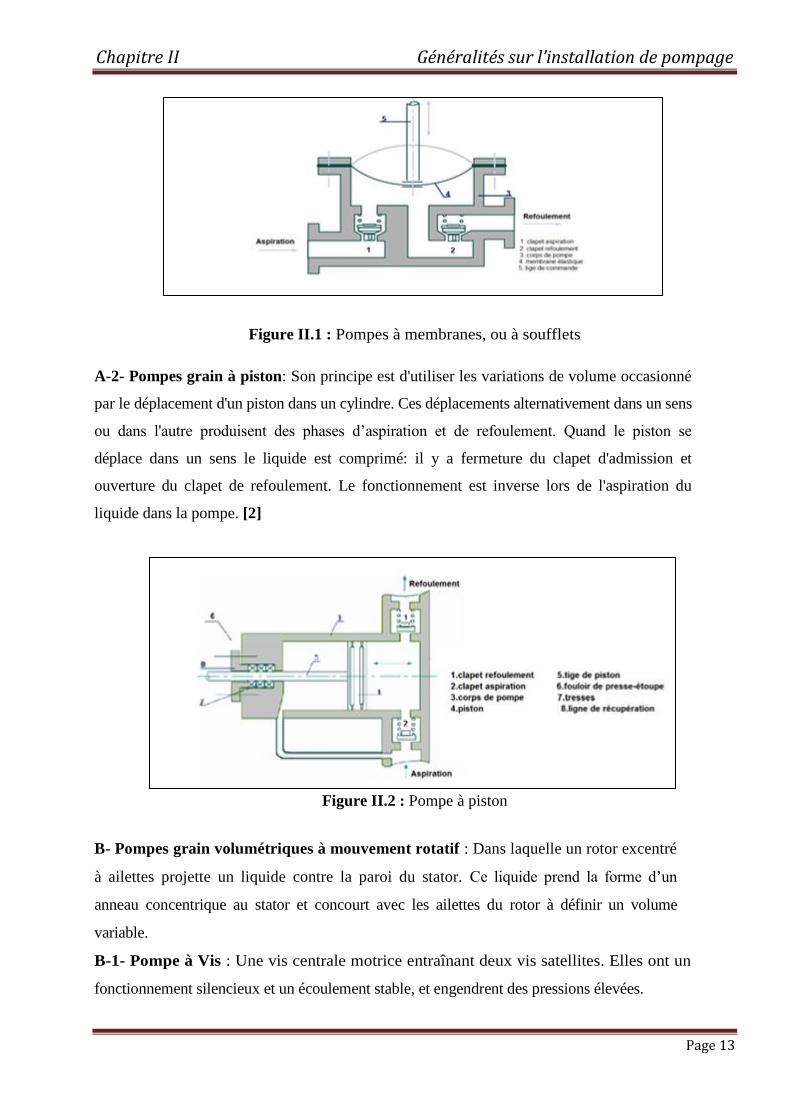
A-2- Pompes grain à piston: Son principe est d'utiliser les variations de volume occasionné
par le déplacement d'un piston dans un cylindre. Ces déplacements alternativement dans un sens
ou dans l'autre produisent des phases d’aspiration et de refoulement. Quand le piston se
déplace dans un sens le liquide est comprimé: il y a fermeture du clapet d'admission et
ouverture du clapet de refoulement. Le fonctionnement est inverse lors de l'aspiration du
liquide dans la pompe. [2]
Figure II.2 : Pompe à piston
B- Pompes grain volumétriques à mouvement rotatif : Dans laquelle un rotor excentré
à ailettes projette un liquide contre la paroi du stator. Ce liquide prend la forme d’un
anneau concentrique au stator et concourt avec les ailettes du rotor à définir un volume
variable.
B-1- Pompe à Vis : Une vis centrale motrice entraînant deux vis satellites. Elles ont un
fonctionnement silencieux et un écoulement stable, et engendrent des pressions élevées.
Chapitre II Généralités sur l’installation de pompage
Page 14
Figure II.3 : Pompes volumétriques à mouvement rotatif
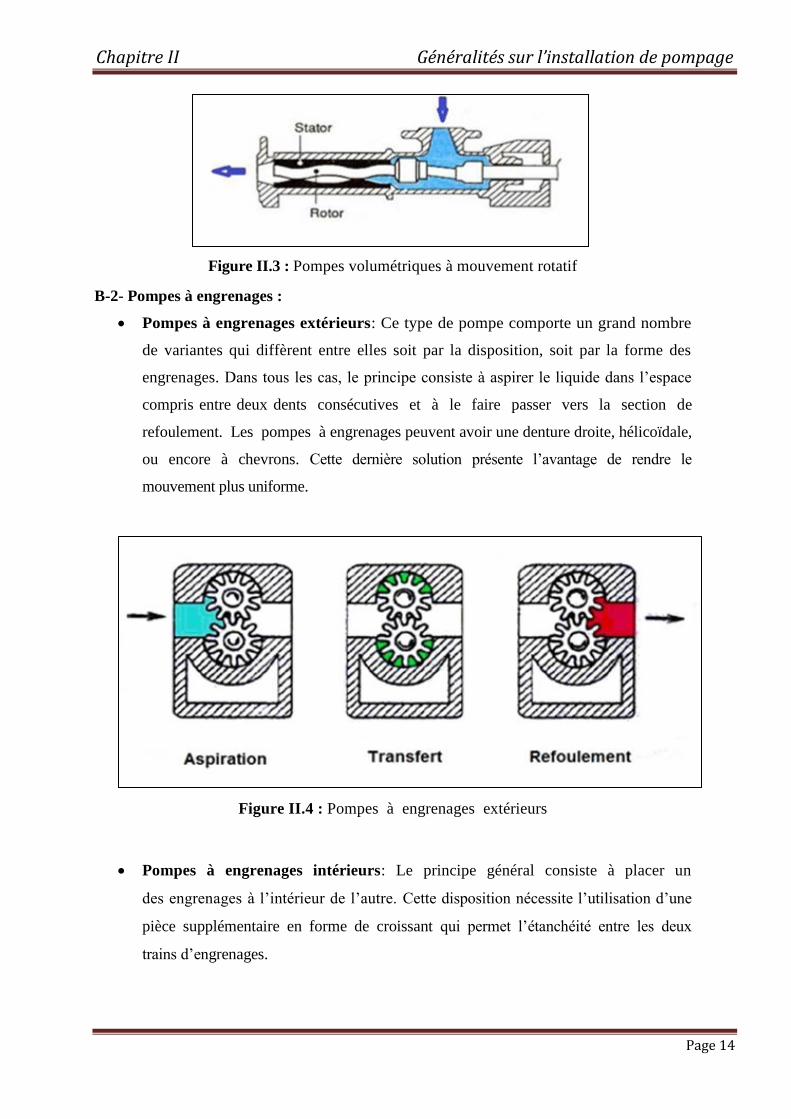
B-2- Pompes à engrenages :
Pompes à engrenages extérieurs: Ce type de pompe comporte un grand nombre
de variantes qui diffèrent entre elles soit par la disposition, soit par la forme des
engrenages. Dans tous les cas, le principe consiste à aspirer le liquide dans l’espace
compris entre deux dents consécutives et à le faire passer vers la section de
refoulement. Les pompes à engrenages peuvent avoir une denture droite, hélicoïdale,
ou encore à chevrons. Cette dernière solution présente l’avantage de rendre le
mouvement plus uniforme.
Figure II.4 : Pompes à engrenages extérieurs
Pompes à engrenages intérieurs: Le principe général consiste à placer un
des engrenages à l’intérieur de l’autre. Cette disposition nécessite l’utilisation d’une
pièce supplémentaire en forme de croissant qui permet l’étanchéité entre les deux
trains d’engrenages.
Chapitre II Généralités sur l’installation de pompage
Page 15
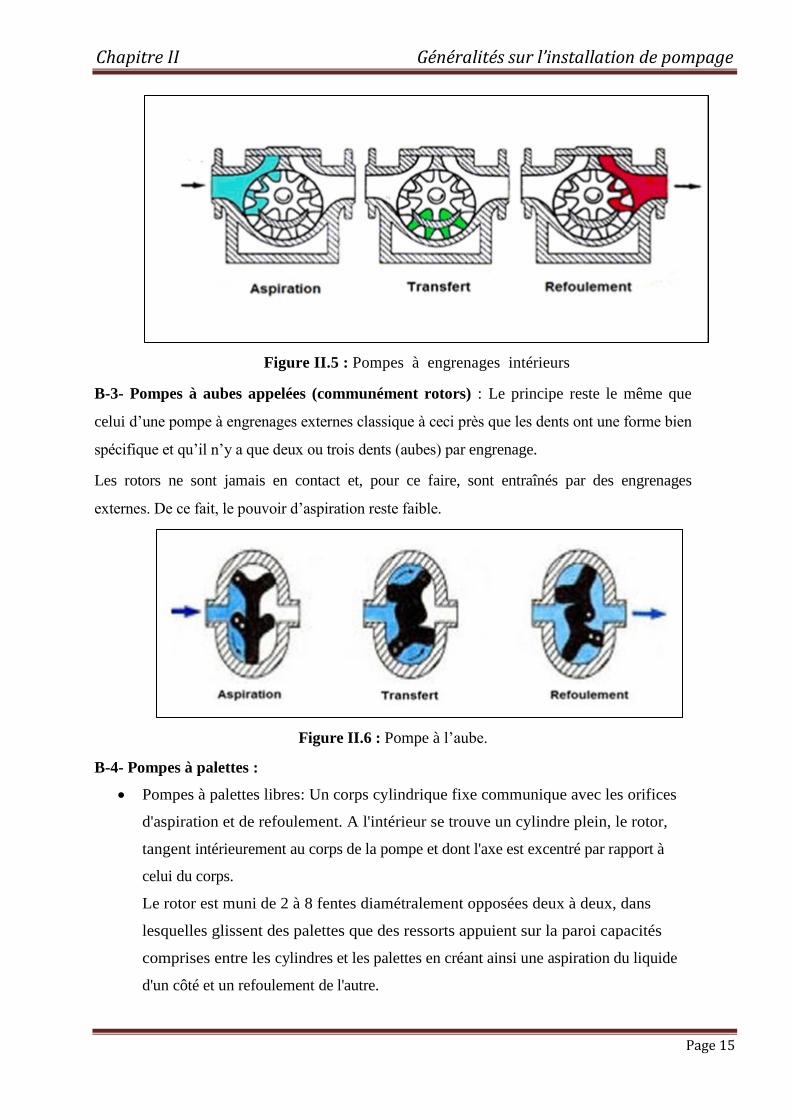
Figure II.5 : Pompes à engrenages intérieurs
B-3- Pompes à aubes appelées (communément rotors) : Le principe reste le même que
celui d’une pompe à engrenages externes classique à ceci près que les dents ont une forme bien
spécifique et qu’il n’y a que deux ou trois dents (aubes) par engrenage.
Les rotors ne sont jamais en contact et, pour ce faire, sont entraînés par des engrenages
externes. De ce fait, le pouvoir d’aspiration reste faible.
Figure II.6 : Pompe à l’aube.
B-4- Pompes à palettes :
Pompes à palettes libres: Un corps cylindrique fixe communique avec les orifices
d'aspiration et de refoulement. A l'intérieur se trouve un cylindre plein, le rotor,
tangent intérieurement au corps de la pompe et dont l'axe est excentré par rapport à
celui du corps.
Le rotor est muni de 2 à 8 fentes diamétralement opposées deux à deux, dans
lesquelles glissent des palettes que des ressorts appuient sur la paroi capacités
comprises entre les cylindres et les palettes en créant ainsi une aspiration du liquide
d'un côté et un refoulement de l'autre.
Chapitre II Généralités sur l’installation de pompage
Page 16
Figure II.7 : Pompe à palette libre.
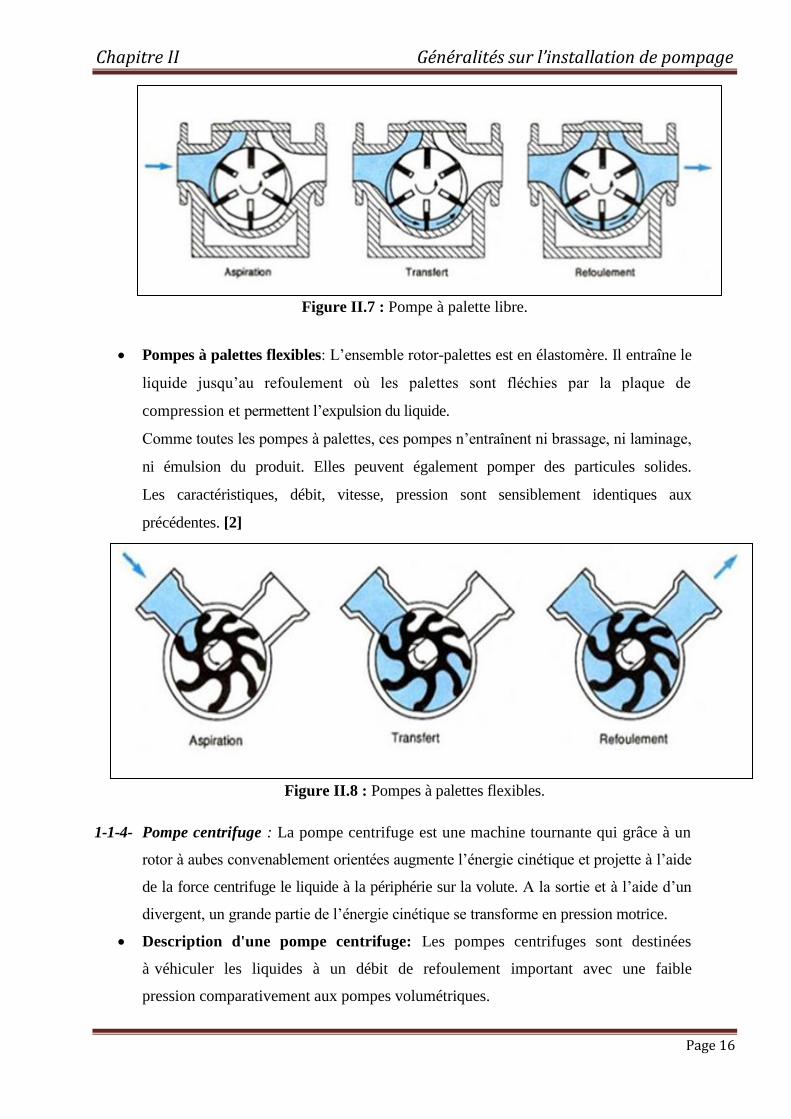
Pompes à palettes flexibles: L’ensemble rotor-palettes est en élastomère. Il entraîne le
liquide jusqu’au refoulement où les palettes sont fléchies par la plaque de
compression et permettent l’expulsion du liquide.
Comme toutes les pompes à palettes, ces pompes n’entraînent ni brassage, ni laminage,
ni émulsion du produit. Elles peuvent également pomper des particules solides.
Les caractéristiques, débit, vitesse, pression sont sensiblement identiques aux
précédentes. [2]
Figure II.8 : Pompes à palettes flexibles.
1-1-4- Pompe centrifuge : La pompe centrifuge est une machine tournante qui grâce à un
rotor à aubes convenablement orientées augmente l’énergie cinétique et projette à l’aide
de la force centrifuge le liquide à la périphérie sur la volute. A la sortie et à l’aide d’un
divergent, un grande partie de l’énergie cinétique se transforme en pression motrice.
Description d'une pompe centrifuge: Les pompes centrifuges sont destinées
à véhiculer les liquides à un débit de refoulement important avec une faible
pression comparativement aux pompes volumétriques.
Chapitre II Généralités sur l’installation de pompage
Page 17
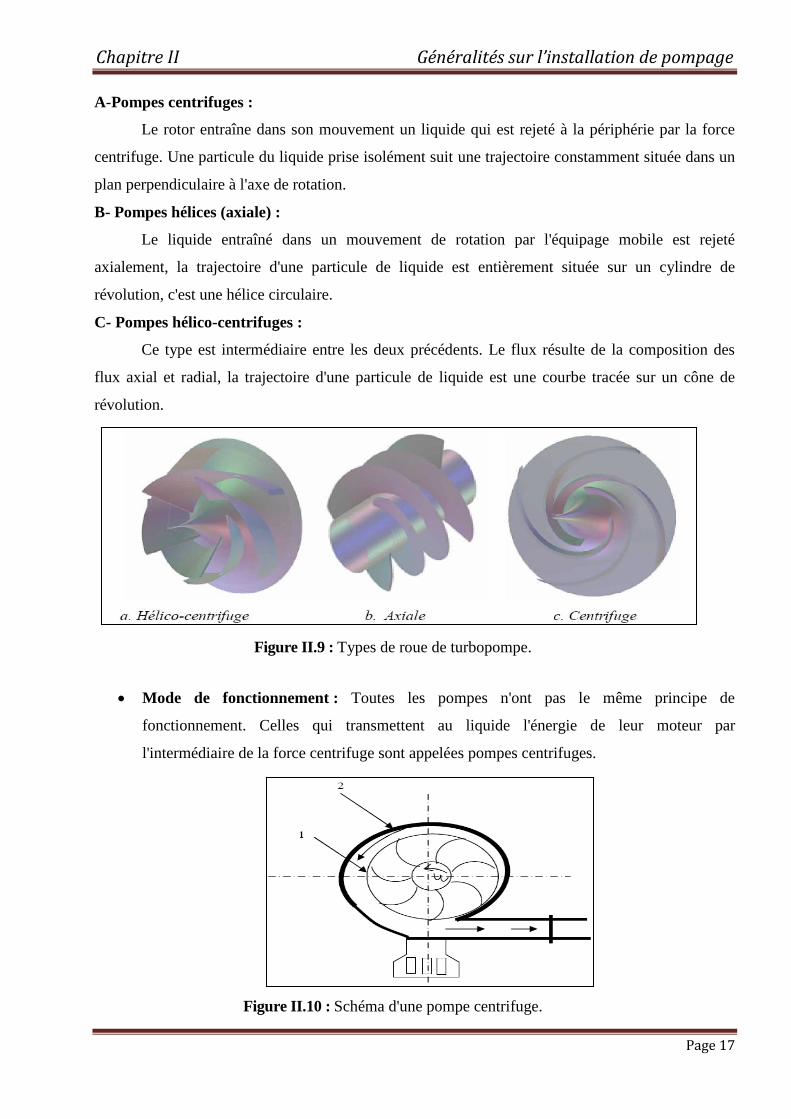
A-Pompes centrifuges :
Le rotor entraîne dans son mouvement un liquide qui est rejeté à la périphérie par la force
centrifuge. Une particule du liquide prise isolément suit une trajectoire constamment située dans un
plan perpendiculaire à l'axe de rotation.
B- Pompes hélices (axiale) :
Le liquide entraîné dans un mouvement de rotation par l'équipage mobile est rejeté
axialement, la trajectoire d'une particule de liquide est entièrement située sur un cylindre de
révolution, c'est une hélice circulaire.
C- Pompes hélico-centrifuges :
Ce type est intermédiaire entre les deux précédents. Le flux résulte de la composition des
flux axial et radial, la trajectoire d'une particule de liquide est une courbe tracée sur un cône de
révolution.
Figure II.9 : Types de roue de turbopompe.
Mode de fonctionnement : Toutes les pompes n'ont pas le même principe de
fonctionnement. Celles qui transmettent au liquide l'énergie de leur moteur par
l'intermédiaire de la force centrifuge sont appelées pompes centrifuges.
Figure II.10 : Schéma d'une pompe centrifuge.
Chapitre II Généralités sur l’installation de pompage
Page 18
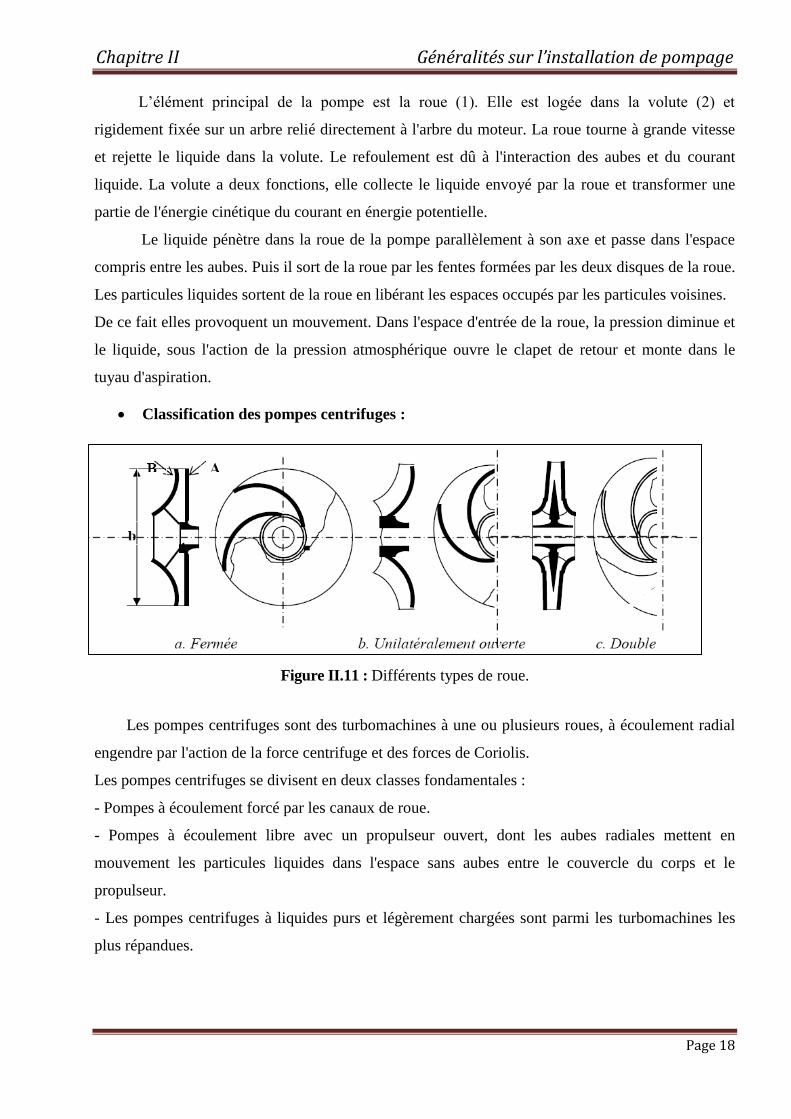
L’élément principal de la pompe est la roue (1). Elle est logée dans la volute (2) et
rigidement fixée sur un arbre relié directement à l'arbre du moteur. La roue tourne à grande vitesse
et rejette le liquide dans la volute. Le refoulement est dû à l'interaction des aubes et du courant
liquide. La volute a deux fonctions, elle collecte le liquide envoyé par la roue et transformer une
partie de l'énergie cinétique du courant en énergie potentielle.
Le liquide pénètre dans la roue de la pompe parallèlement à son axe et passe dans l'espace
compris entre les aubes. Puis il sort de la roue par les fentes formées par les deux disques de la roue.
Les particules liquides sortent de la roue en libérant les espaces occupés par les particules voisines.
De ce fait elles provoquent un mouvement. Dans l'espace d'entrée de la roue, la pression diminue et
le liquide, sous l'action de la pression atmosphérique ouvre le clapet de retour et monte dans le
tuyau d'aspiration.
Classification des pompes centrifuges :
Figure II.11 : Différents types de roue.
Les pompes centrifuges sont des turbomachines à une ou plusieurs roues, à écoulement radial
engendre par l'action de la force centrifuge et des forces de Coriolis.
Les pompes centrifuges se divisent en deux classes fondamentales :
- Pompes à écoulement forcé par les canaux de roue.
- Pompes à écoulement libre avec un propulseur ouvert, dont les aubes radiales mettent en
mouvement les particules liquides dans l'espace sans aubes entre le couvercle du corps et le
propulseur.
- Les pompes centrifuges à liquides purs et légèrement chargées sont parmi les turbomachines les
plus répandues.
Chapitre II Généralités sur l’installation de pompage
Page 19
Etant donné la très large gamme de débit Q et de hauteur d'élévation H demandés et la diversité des
conditions d'installation, le développement des pompes centrifuges a abouti à des formes
constructives extrêmement variées.
a- Le nombre de roues : On distingue les pompes à une roue, appelées également pompes à
un étage, et les pompes à plusieurs roues appelées multicellulaires.
b- La disposition de l'axe de l'arbre : Qu'elles soient à un ou plusieurs étages, les pompes
centrifuges peuvent être construites avec un arbre d'axe horizontal ou vertical ; suivant le
cas, ce sont des pompes horizontales ou verticales.
Caractéristiques d’une pompe centrifuge :
Une pompe centrifuge est principalement représentée par trois caractéristiques :
Hauteur manométrique en f (Q) : H(Q)
Puissance utile en f (Q) : p(Q)
Rendement en f (Q) :(Q)
Avec: Q débit volumique [m3 / s].
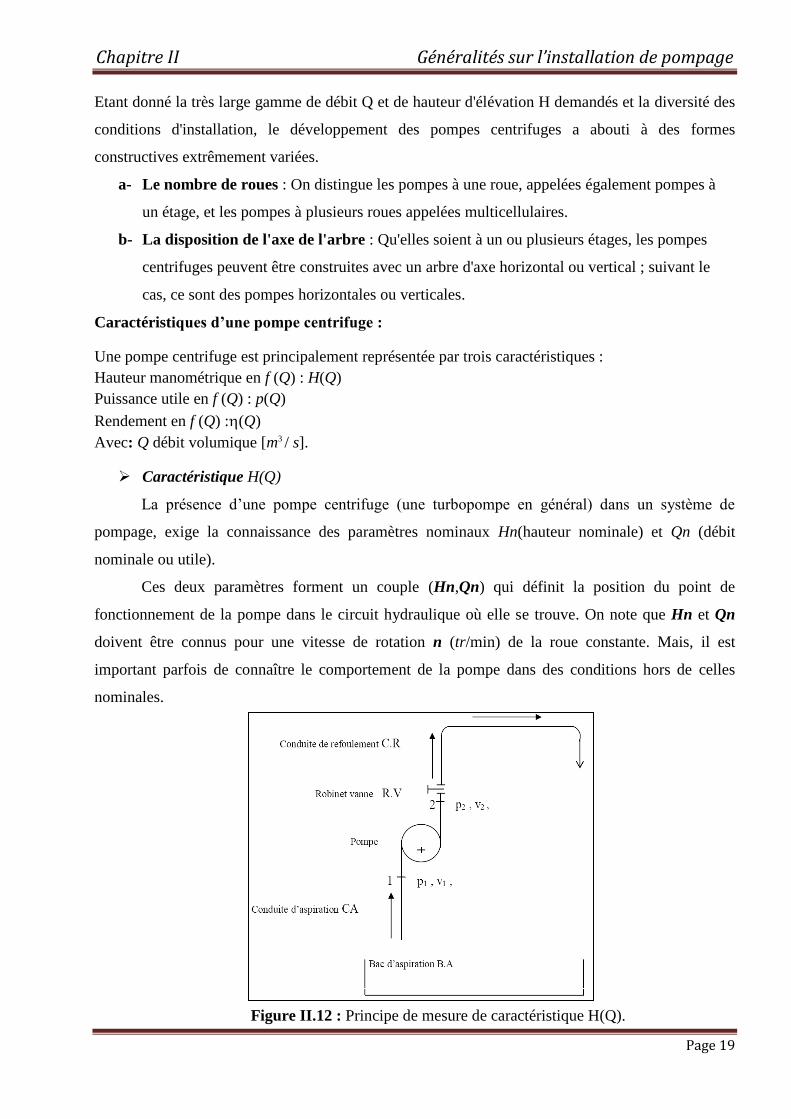
Caractéristique H(Q)
La présence d’une pompe centrifuge (une turbopompe en général) dans un système de
pompage, exige la connaissance des paramètres nominaux Hn(hauteur nominale) et Qn (débit
nominale ou utile).
Ces deux paramètres forment un couple (Hn,Qn) qui définit la position du point de
fonctionnement de la pompe dans le circuit hydraulique où elle se trouve. On note que Hn et Qn
doivent être connus pour une vitesse de rotation n (tr/min) de la roue constante. Mais, il est
important parfois de connaître le comportement de la pompe dans des conditions hors de celles
nominales.
Figure II.12 : Principe de mesure de caractéristique H(Q).
Chapitre II Généralités sur l’installation de pompage
Page 20
Le robinet-vanne R.V ; placé sur la conduite de refoulement C.R, constitue un obstacle au
passage de l’eau. Il résulte une perte de charge singulière plus au moins grande suivant le degré
d’ouverture du robinet-vanne. Ce dernier, lorsqu’il est complètement fermé (Q = 0), la roue ne fait
que brasser l’eau (sans que celle – ci en soit refoulée).
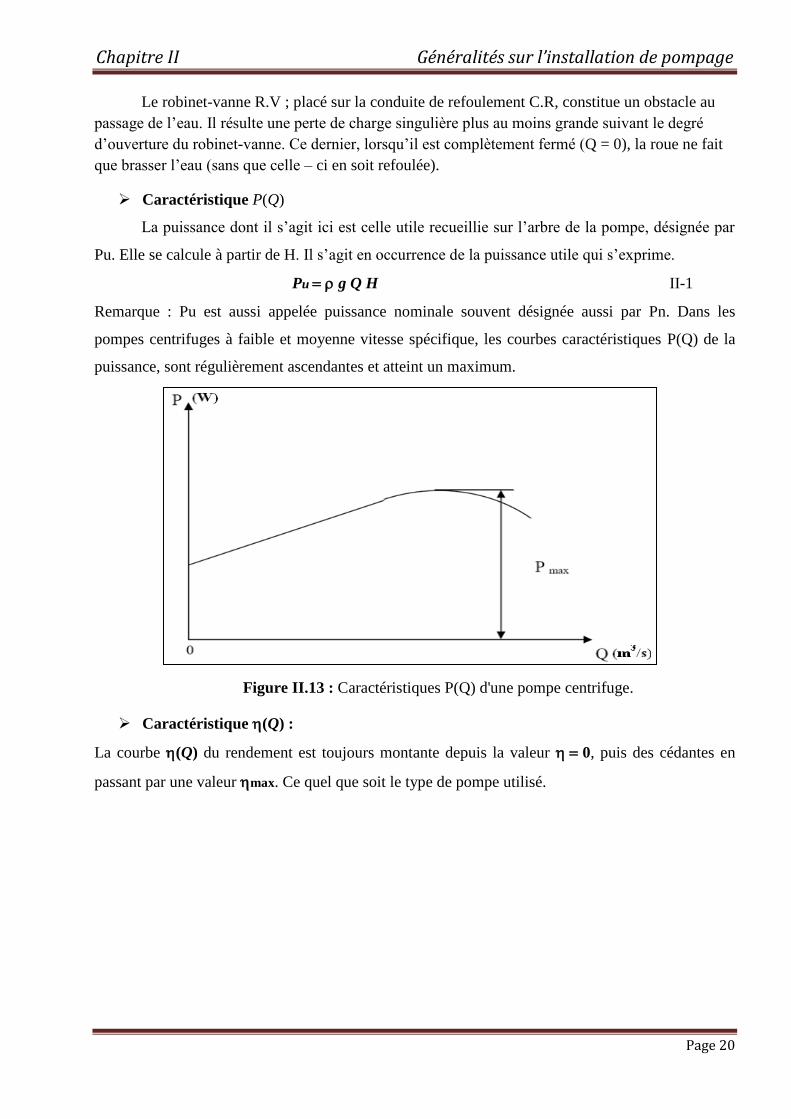
Caractéristique P(Q)
La puissance dont il s’agit ici est celle utile recueillie sur l’arbre de la pompe, désignée par
Pu. Elle se calcule à partir de H. Il s’agit en occurrence de la puissance utile qui s’exprime.
Pu g Q H II-1
Remarque : Pu est aussi appelée puissance nominale souvent désignée aussi par Pn. Dans les
pompes centrifuges à faible et moyenne vitesse spécifique, les courbes caractéristiques P(Q) de la
puissance, sont régulièrement ascendantes et atteint un maximum.
Figure II.13 : Caractéristiques P(Q) d'une pompe centrifuge.
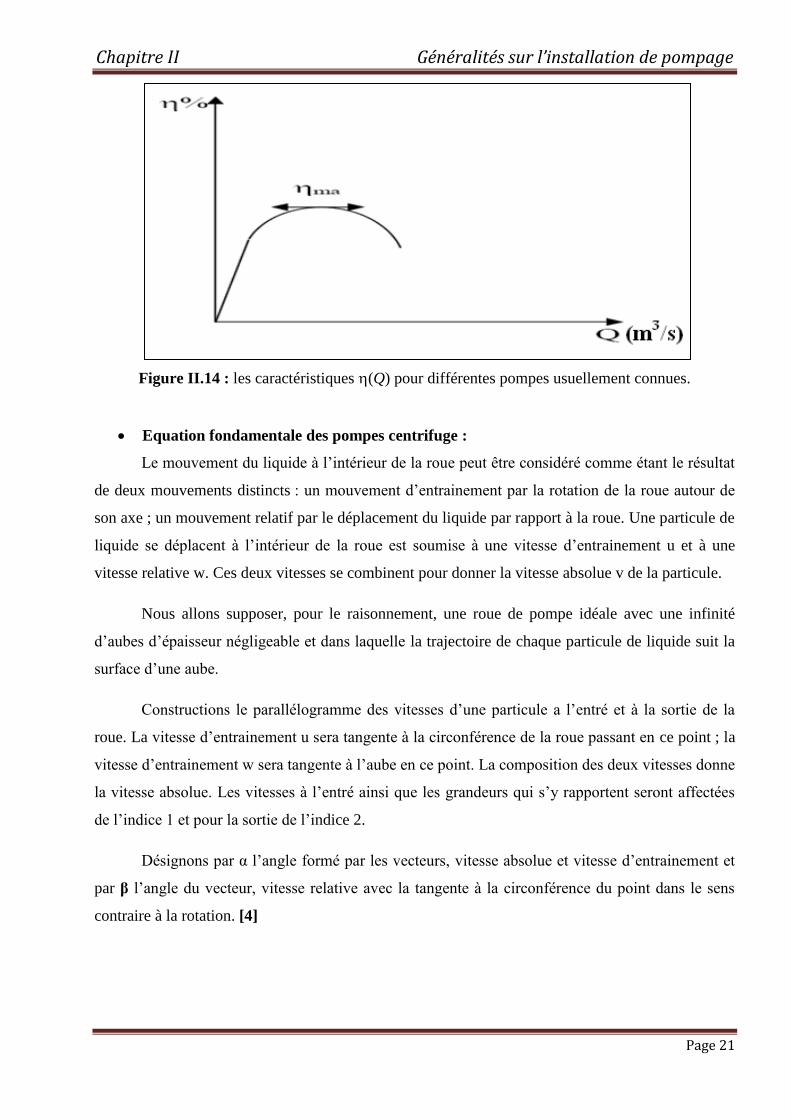
Caractéristique (Q) :
La courbe (Q) du rendement est toujours montante depuis la valeur 0, puis des cédantes en
passant par une valeur max. Ce quel que soit le type de pompe utilisé.
Chapitre II Généralités sur l’installation de pompage
Page 21
Figure II.14 : les caractéristiques (Q) pour différentes pompes usuellement connues.
Equation fondamentale des pompes centrifuge :
Le mouvement du liquide à l’intérieur de la roue peut être considéré comme étant le résultat
de deux mouvements distincts : un mouvement d’entrainement par la rotation de la roue autour de
son axe ; un mouvement relatif par le déplacement du liquide par rapport à la roue. Une particule de
liquide se déplacent à l’intérieur de la roue est soumise à une vitesse d’entrainement u et à une
vitesse relative w. Ces deux vitesses se combinent pour donner la vitesse absolue v de la particule.
Nous allons supposer, pour le raisonnement, une roue de pompe idéale avec une infinité
d’aubes d’épaisseur négligeable et dans laquelle la trajectoire de chaque particule de liquide suit la
surface d’une aube.
Constructions le parallélogramme des vitesses d’une particule a l’entré et à la sortie de la
roue. La vitesse d’entrainement u sera tangente à la circonférence de la roue passant en ce point ; la
vitesse d’entrainement w sera tangente à l’aube en ce point. La composition des deux vitesses donne
la vitesse absolue. Les vitesses à l’entré ainsi que les grandeurs qui s’y rapportent seront affectées
de l’indice 1 et pour la sortie de l’indice 2.
Désignons par α l’angle formé par les vecteurs, vitesse absolue et vitesse d’entrainement et
par β l’angle du vecteur, vitesse relative avec la tangente à la circonférence du point dans le sens
contraire à la rotation. [4]
Chapitre II Généralités sur l’installation de pompage
Page 22
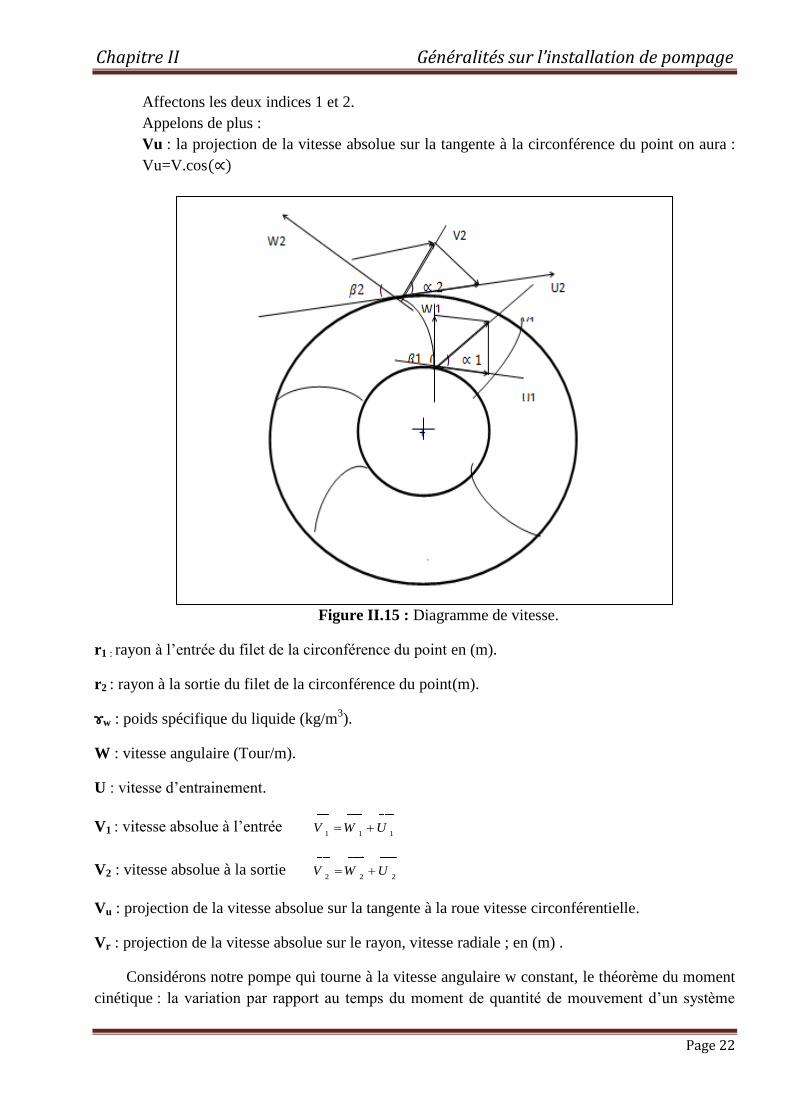
Affectons les deux indices 1 et 2.
Appelons de plus :
Vu : la projection de la vitesse absolue sur la tangente à la circonférence du point on aura :
Vu=V.cos
Figure II.15 : Diagramme de vitesse.
r1 : rayon à l’entrée du filet de la circonférence du point en (m).
r2 : rayon à la sortie du filet de la circonférence du point(m).
ɤw : poids spécifique du liquide (kg/m3).
W : vitesse angulaire (Tour/m).
U : vitesse d’entrainement.
V1 : vitesse absolue à l’entrée 1 1 1
V W U
V2 : vitesse absolue à la sortie 2 2 2
V W U
Vu : projection de la vitesse absolue sur la tangente à la roue vitesse circonférentielle.
Vr : projection de la vitesse absolue sur le rayon, vitesse radiale ; en (m) .
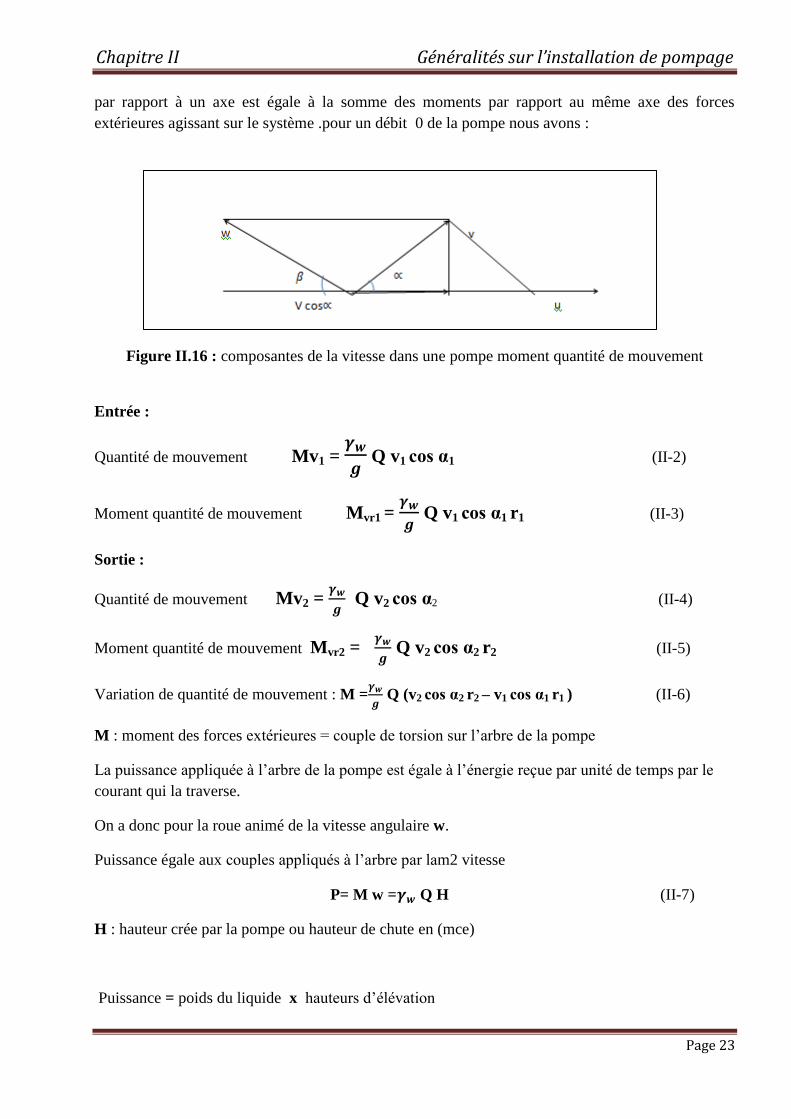
Considérons notre pompe qui tourne à la vitesse angulaire w constant, le théorème du moment
cinétique : la variation par rapport au temps du moment de quantité de mouvement d’un système
Chapitre II Généralités sur l’installation de pompage
Page 23
par rapport à un axe est égale à la somme des moments par rapport au même axe des forces
extérieures agissant sur le système .pour un débit 0 de la pompe nous avons :
Figure II.16 : composantes de la vitesse dans une pompe moment quantité de mouvement
Entrée :
Quantité de mouvement Mv1 =
Q v1 cos α1 ……………………………………………… (II-2)
Moment quantité de mouvement Mvr1 =
Q v1 cos α1 r1 ………………………… (II-3)
Sortie :
Quantité de mouvement Mv2 =
Q v2 cos α2 (II-4)
Moment quantité de mouvement Mvr2 =
Q v2 cos α2 r2 (II-5)
Variation de quantité de mouvement : M =
Q (v2 cos α2 r2 – v1 cos α1 r1 ) (II-6)
M : moment des forces extérieures = couple de torsion sur l’arbre de la pompe
La puissance appliquée à l’arbre de la pompe est égale à l’énergie reçue par unité de temps par le
courant qui la traverse.
On a donc pour la roue animé de la vitesse angulaire w.
Puissance égale aux couples appliqués à l’arbre par lam2 vitesse
P= M w = Q H (II-7)
H : hauteur crée par la pompe ou hauteur de chute en (mce)
Puissance = poids du liquide x hauteurs d’élévation
Chapitre II Généralités sur l’installation de pompage
Page 24
Q H =
Q (v2 cos α2 r2 – v1 cos α1 r1) (II-8)
H =
(v2 cos α2 r2 – v1 cos α1 r1) (II-9)
Qui est l’équation fondamental théorique des centrifuge, c’est aussi l’équation fondamentale pour
les turbines en changeant les signes des termes entre parenthèses.
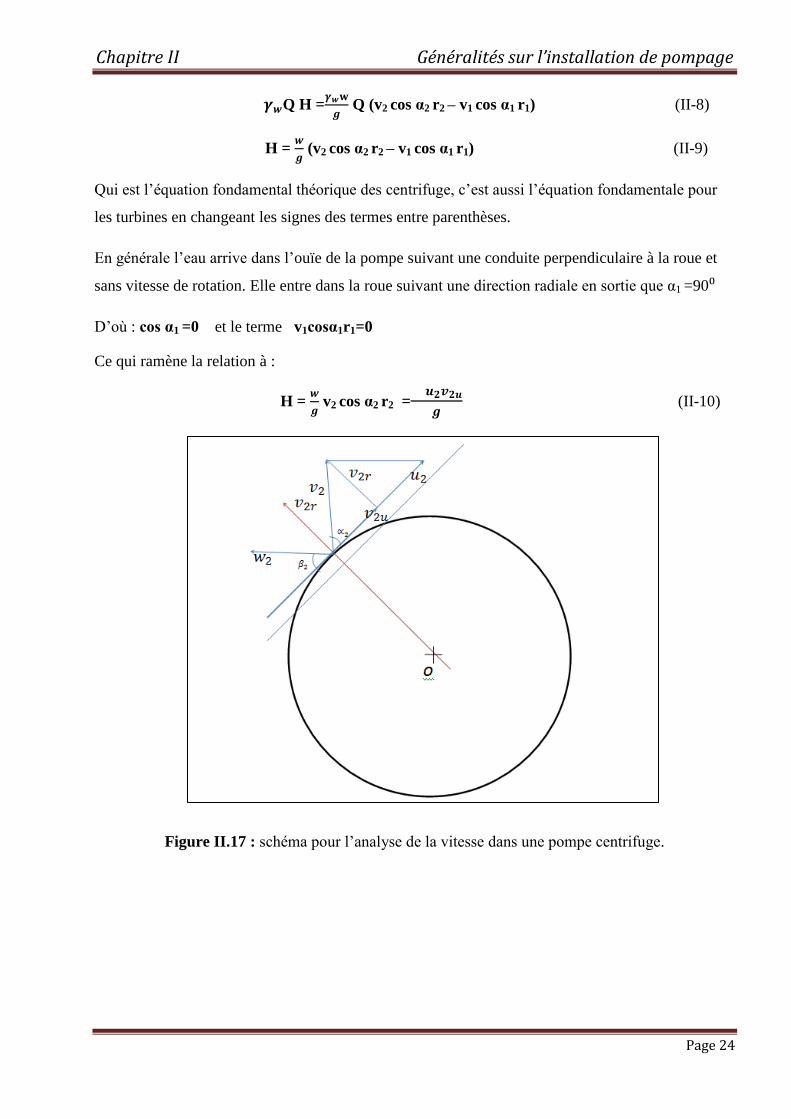
En générale l’eau arrive dans l’ouïe de la pompe suivant une conduite perpendiculaire à la roue et
sans vitesse de rotation. Elle entre dans la roue suivant une direction radiale en sortie que α1 =90⁰
D’où : cos α1 =0 et le terme v1cosα1r1=0
Ce qui ramène la relation à :
H =
v2 cos α2 r2 =
(II-10)
Figure II.17 : schéma pour l’analyse de la vitesse dans une pompe centrifuge.

Chapitre II Généralités sur l’installation de pompage
Page 25
Considérons le parallélogramme de vitesses à la sortie de la roue.
Nous avons les relations suivantes :
- = (II-11)
=
et = - (II-12)
Soit Q le débit à la sortie de la pompe, on a la relation :
Q = (II-13)
Q = (II-14)
Largeur de l’ouverture de la roue, ou écartement des 2 disques constituant la roue à la sortie
(II-15)
La relation H=
devient en portant en fonction de et Q
H=
( - (II-16)
H=
( -
(II-17)
C’est l’équation de la caractéristique d’une pompe centrifuge idéale avec une infinité d’aube
H=F(Q) pour W constant
Hauteur Géométrique d’Aspiration :
C’est la distance verticale qui sépare le niveau de l’eau à pomper, à :
L’axe de la pompe centrifuge, si elle est horizontale
Au plan moyen des aubes, si c’est une pompe centrifuge verticale
Hauteur Géométrique de Refoulement :
C’est la distance verticale qui sépare le niveau de l’eau dans le réservoir de refoulement, à :
L’axe de la pompe horizontale
Au plan moyen des aubes, de la pompe verticale
Hauteur totale d’aspiration :
C’est la hauteur totale d’aspiration qui dépend de l’installation. Elle est la somme de :
La hauteur géométrique d’aspiration :
De la perte de charge par frottement sur la longueur de la conduite d’aspiration
Chapitre II Généralités sur l’installation de pompage
Page 26
Des pertes de charges singulières telles que : clapets de pied, courbes, et tout
autre pièces et instrument placés sur la conduite d’aspiration, vitesse à l’entrée de
l’aspiration, etc…
Hauteur totale de Refoulement :
C’est la hauteur totale de Refoulement qui ne dépend que de l’installation. Elle est la somme de :
La hauteur géométrique de refoulement
De la perte de charge par frottement sur la longueur de la conduite de
refoulement
Des pertes de charges singulières tels que : couds, anti-bélier, clapets de non-
retour, vitesse à la sortie dans le réservoir, etc. ……
Hauteur Totale d’Elévation :
C’est la somme de la Hauteur Totale d’Aspiration de la Hauteur Totale de Refoulement. C’est cette
hauteur qui est utilisée pour le calcul de la puissance de la pompe.
Puissance Fournie par la Pompe :
C’est la quantité :
P= (II-18)
Qui exprime le travail fourni en l’unité de temps dans laquelle
P=Puissance, en Watt.
=Poids spécifique du liquide, en Kg/
=Débit du liquide, en
H = Hauteur d’élévation totale en m
Si est en Kg/
Q : est en (l/s)
H :est en (m)
On a:
(II-19)
(II-20)
Chapitre II Généralités sur l’installation de pompage
Page 27
Rendement de la pompe :
C’est le rapport de la puissance fournie par la pompe à la puissance absorbée ou fournie par
le moteur de la pompe.
Pu issan ce Fo u rn ie
Pu issan ce A b so rb ée
(II-21)
Le rendement de la pompe –Moteur :
C’est le rapport de la puissance fournie par la pompe à la puissance absorbée par le
moteur. Il est aussi égal au produit du moteur par le rendement de la pompe.
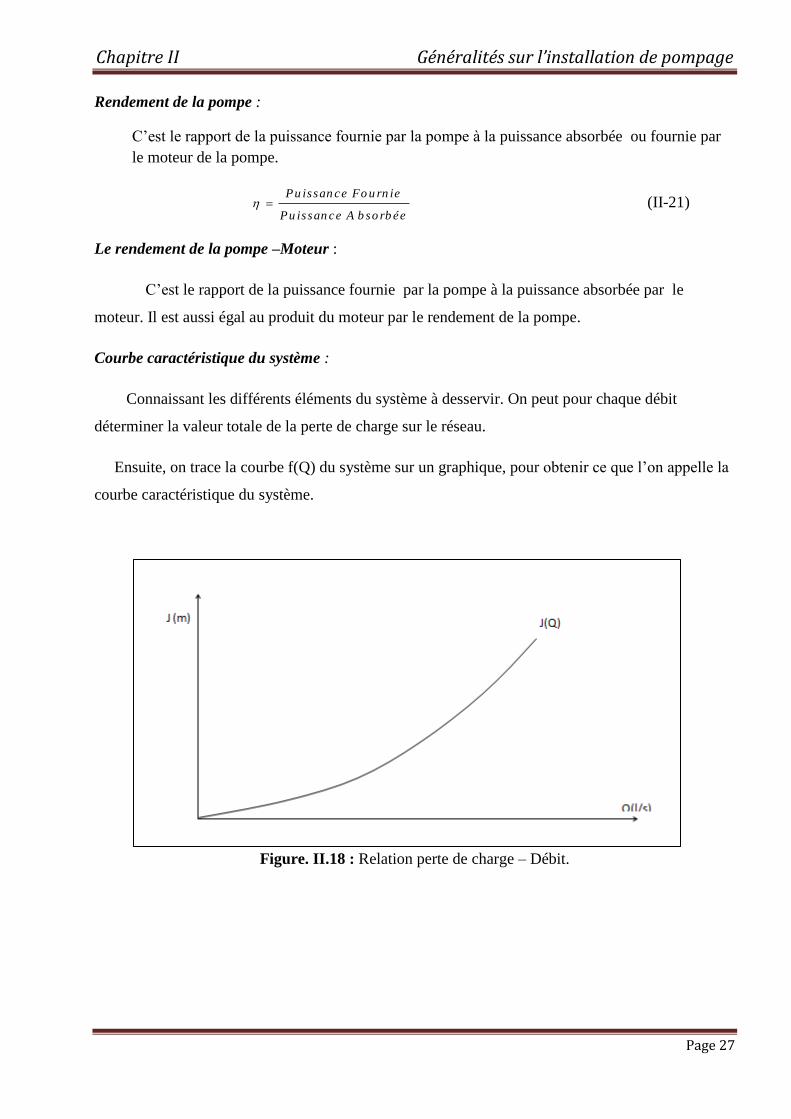
Courbe caractéristique du système :
Connaissant les différents éléments du système à desservir. On peut pour chaque débit
déterminer la valeur totale de la perte de charge sur le réseau.
Ensuite, on trace la courbe f(Q) du système sur un graphique, pour obtenir ce que l’on appelle la
courbe caractéristique du système.
Figure. II.18 : Relation perte de charge – Débit.
Chapitre II Généralités sur l’installation de pompage
Page 28
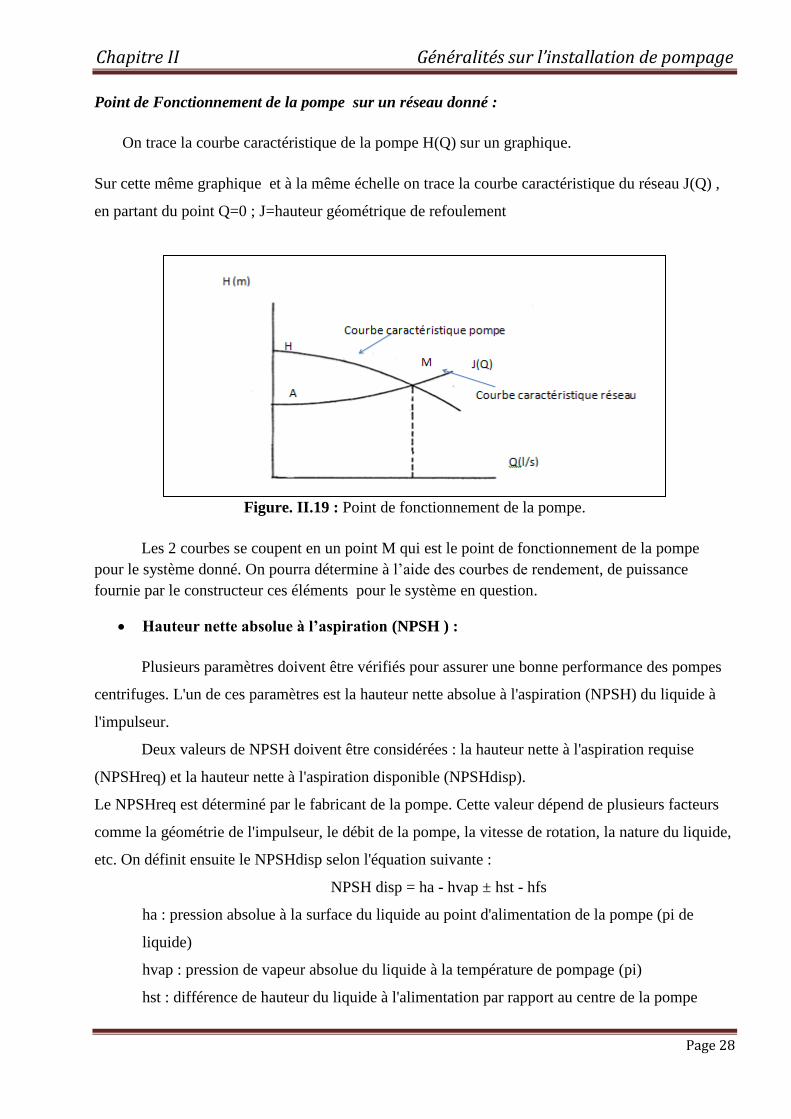
Point de Fonctionnement de la pompe sur un réseau donné :
On trace la courbe caractéristique de la pompe H(Q) sur un graphique.
Sur cette même graphique et à la même échelle on trace la courbe caractéristique du réseau J(Q) ,
en partant du point Q=0 ; J=hauteur géométrique de refoulement
Figure. II.19 : Point de fonctionnement de la pompe.
Les 2 courbes se coupent en un point M qui est le point de fonctionnement de la pompe
pour le système donné. On pourra détermine à l’aide des courbes de rendement, de puissance
fournie par le constructeur ces éléments pour le système en question.
Hauteur nette absolue à l’aspiration (NPSH ) :
Plusieurs paramètres doivent être vérifiés pour assurer une bonne performance des pompes
centrifuges. L'un de ces paramètres est la hauteur nette absolue à l'aspiration (NPSH) du liquide à
l'impulseur.
Deux valeurs de NPSH doivent être considérées : la hauteur nette à l'aspiration requise
(NPSHreq) et la hauteur nette à l'aspiration disponible (NPSHdisp).
Le NPSHreq est déterminé par le fabricant de la pompe. Cette valeur dépend de plusieurs facteurs
comme la géométrie de l'impulseur, le débit de la pompe, la vitesse de rotation, la nature du liquide,
etc. On définit ensuite le NPSHdisp selon l'équation suivante :
NPSH disp = ha - hvap ± hst - hfs
ha : pression absolue à la surface du liquide au point d'alimentation de la pompe (pi de
liquide)
hvap : pression de vapeur absolue du liquide à la température de pompage (pi)
hst : différence de hauteur du liquide à l'alimentation par rapport au centre de la pompe

Chapitre II Généralités sur l’installation de pompage
Page 29
hfs : pertes de charge par frottement dans le tuyau d'aspiration (pi)
Pour obtenir un bon fonctionnement d'une pompe centrifuge, il faut que la valeur du
NPSHdisp soit supérieure à celle du NPSHreq afin d'empêcher la cavitation. [5]
Pour tout installation dans le but d’éviter la cavitation, la pompe exige a son entre une
certaine valeur de NPSHr ou NPSH requise au-dessus de laquelle le NPSHd ne pas descendre. il
est donc nécessaire dans chaque installation de vérifier non seulement que la hauteur totale
d’aspiration ne dépasse pas de 10 mètre, mais aussi de vérifier pour la cavitation.
Relation similitude dans les pompes centrifuges :
Considérons des pompes centrifuges géométriquement semblables ces t’a dire des pompes
ou des dimensions proportionnelle et dont la similitude des lignes de courant et de la
proportionnalité des vitesses correspondants ; ainsi que la similitude dynamique ou proportionnalité
des forces qui agissent sur des éléments correspondant de courant cinématiquement semblable
,nous avons entre les différents éléments des systèmes les relations de similitude suivants :
Variation de diamètre :
Considérons deux pompes semblables de diamètre D1et D2 , il existe entre ces deux points les
relations suivants : pour une même vitesse de relation[6].
Débit :
(II-22)
Hauteur :
(II-23)
Puissance :
(II-24)
Variation de vitesse :
Considérons une pompe centrifuge que l’on fait tourne successivement à deux vitesses
différentes N1et N2, nous avons les relations suivantes :
Débit :
(II-25)
Hauteur :
(II-26)
Puissance :
(II-27)

Chapitre II Généralités sur l’installation de pompage
Page 30
2- Théorème de BERNOULLI :
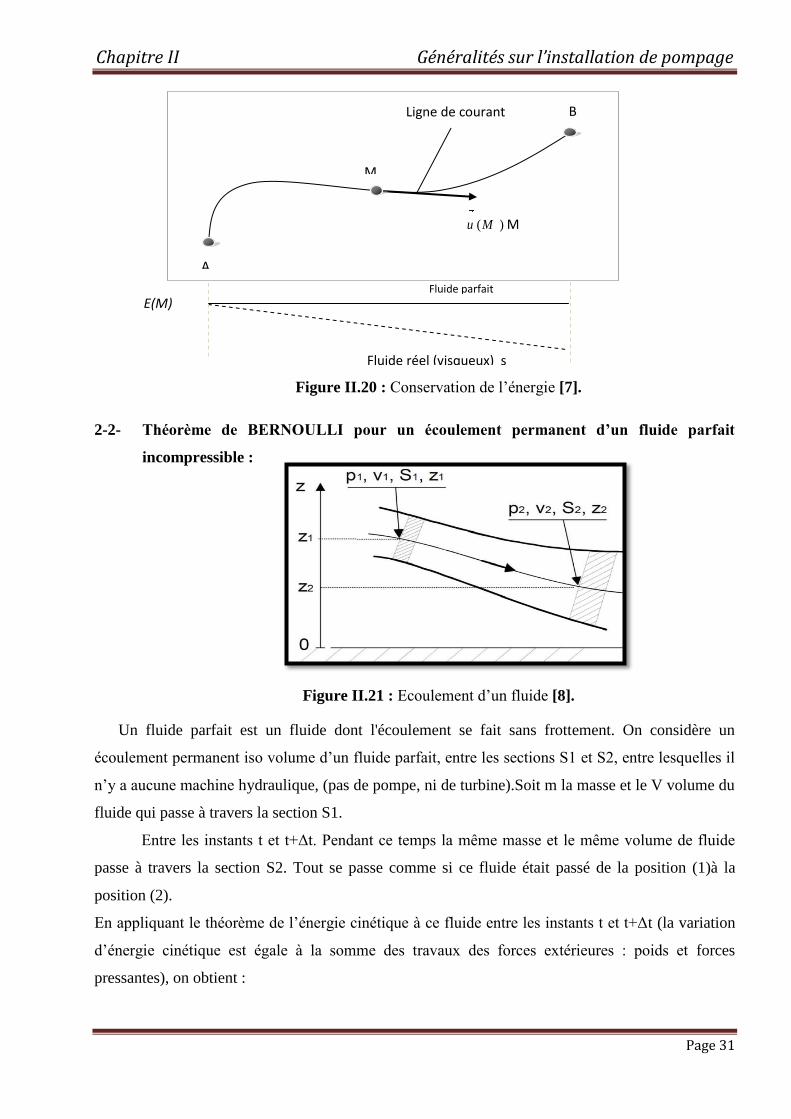
2-1- Démonstration par la conservation de l’énergie :
Considération l’écoulement permanent et incompressible d’un fluide dont la température est
uniforme. Nous avons défini la ligne de courant comme le lieu des points ou la vitesse d’une
particule fluide est tangent à cette ligne. étant donné les hypothèses. La particule fluide sur cette
ligne de courant conserve son énergie. Ainsi, la somme des variations d’énergie interne, potentielle
et cinétique est égale à la quantité de chaleur et de travail reçue ou cédée par la particule fluide lors
de son trajet sur la ligne de courant. Nous avons vu que cette conservation de l’énergie se traduit
mathématiquement sous la forme du premier principe pour un système ouvert. [7]
2
'( )
2
p ud e d gdz w q
(II-28)
Dans cette relation e désigne l’énergie interne massique, u la vitesse, p la pression, la
masse volumique, g l’accélération de la pesanteur, de 'w l’accroissement du travail des forces
autre que celles de pression et q l’accroissement de chaleur. La variation d’énergie interne e est
nulle puisque la température du fluide est uniforme (on se rappelle en effet que dans le cas d’un gaz
parfaitde C dT
), donc la relation précédente devient :
2 '
2
p u w qd z
g g g g
(II-29)
Ainsi entre deux points A et B d’une même ligne de courant, on a donc :
2 2
2 2A B
p u p uz z H
g g g g
(II-30)
'( ) /H w q g est appelée la perte d charge et a la dimension d’une hauteur (m). Le fluide étant
parfait et sans transfert avec l’extérieur ( 0)q , et s’il n’y a pas de travail fourni ou cédé sur la
ligne de courant '( 0)w , alors H=0.
Chapitre II Généralités sur l’installation de pompage
Page 31
Figure II.20 : Conservation de l’énergie [7].
2-2- Théorème de BERNOULLI pour un écoulement permanent d’un fluide parfait
incompressible :
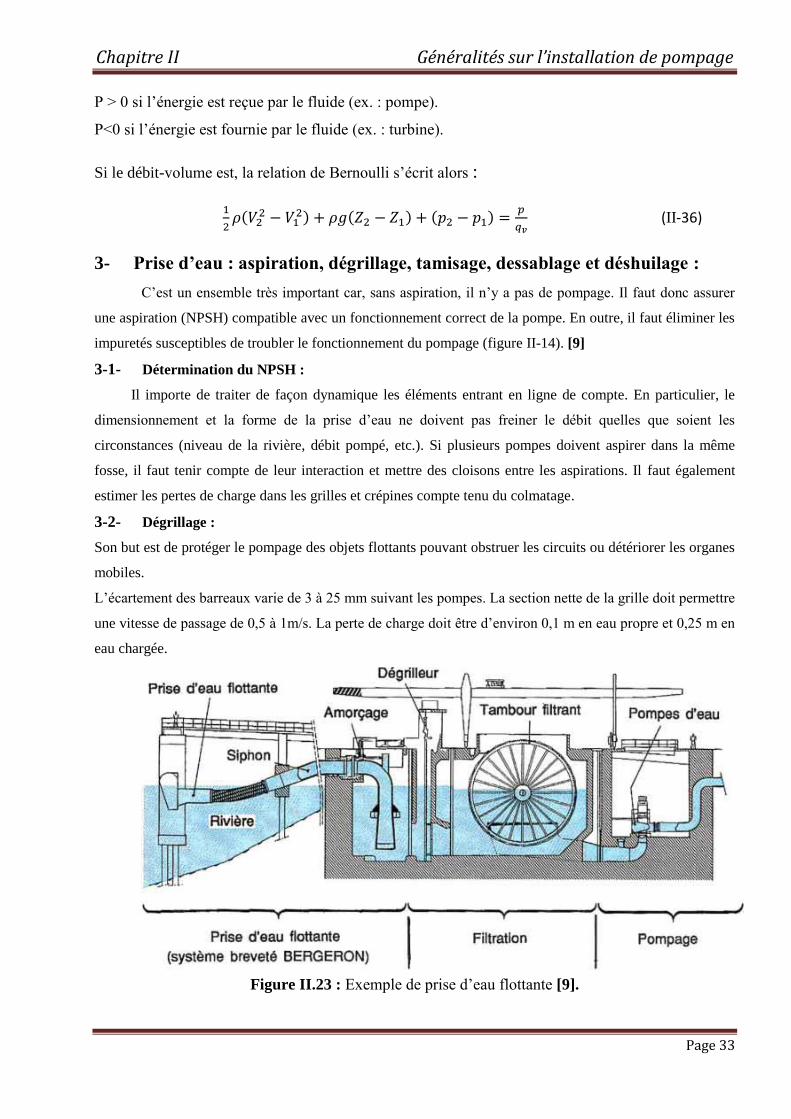
Figure II.21 : Ecoulement d’un fluide [8].
Un fluide parfait est un fluide dont l'écoulement se fait sans frottement. On considère un
écoulement permanent iso volume d’un fluide parfait, entre les sections S1 et S2, entre lesquelles il
n’y a aucune machine hydraulique, (pas de pompe, ni de turbine).Soit m la masse et le V volume du
fluide qui passe à travers la section S1.
Entre les instants t et t+Δt. Pendant ce temps la même masse et le même volume de fluide
passe à travers la section S2. Tout se passe comme si ce fluide était passé de la position (1)à la
position (2).
En appliquant le théorème de l’énergie cinétique à ce fluide entre les instants t et t+Δt (la variation
d’énergie cinétique est égale à la somme des travaux des forces extérieures : poids et forces
pressantes), on obtient :
Fluide réel (visqueux) s
Fluide parfait
Ligne de courant
M
B
A
( )u M M
E(M)

Chapitre II Généralités sur l’installation de pompage
Page 32
: la pression dynamique.
: est la pression de pesanteur.
P:la pression statique (ou locale)
En divisant tous les termes de la relation précédente par le produit ρg, on écrit tous les
termes dans la dimension d'une hauteur (pressions exprimées en mètres de colonne de fluide).
: est la hauteur dynamique en m.
: est la cote.
: est la hauteur de pression en m.
:est la hauteur piézométrique en m.
2-3- Cas d'un écoulement passant de l’état(1) à l’état (2) sans échange de travail :
Lorsque, dans un écoulement d’un fluide parfait, il n'y a aucune machine (ni pompe ni
turbine) entre les points (1) et (2) d'une même ligne de courant, la relation de Bernoulli peut s’écrire
sous l'une ou l'autre des formes suivantes :
(II-33)
= 0 (II-34)
2-4- Cas d'un écoulement passant de l’état (1) à l’état (2) avec échange d’énergie:
Lorsque le fluide traverse une machine hydraulique, il échange de l’énergie avec cette machine sous
forme de travail ΔW pendant une durée Δt.
La puissance P échangée est : w
t
(II-35)
Figure II.22 : Ecoulement avec échange de travail.
Chapitre II Généralités sur l’installation de pompage
Page 33
P > 0 si l’énergie est reçue par le fluide (ex. : pompe).
P<0 si l’énergie est fournie par le fluide (ex. : turbine).
Si le débit-volume est, la relation de Bernoulli s’écrit alors :
(II-36)
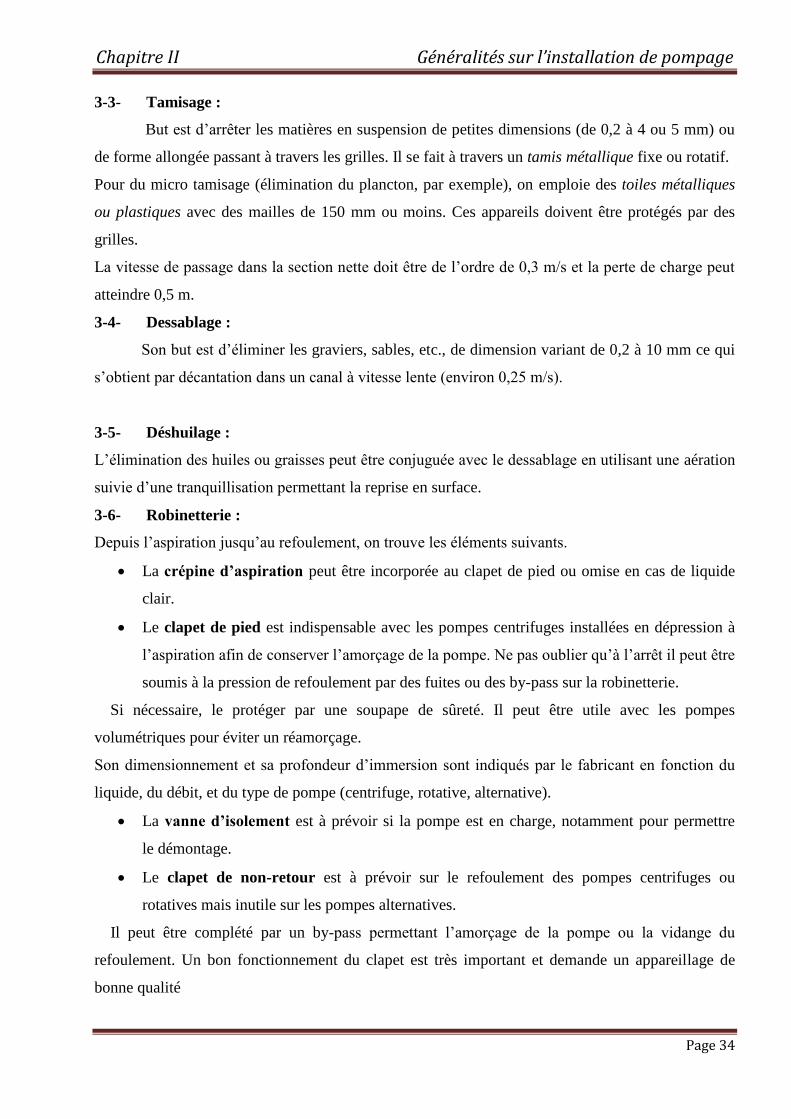
3- Prise d’eau : aspiration, dégrillage, tamisage, dessablage et déshuilage :
C’est un ensemble très important car, sans aspiration, il n’y a pas de pompage. Il faut donc assurer
une aspiration (NPSH) compatible avec un fonctionnement correct de la pompe. En outre, il faut éliminer les
impuretés susceptibles de troubler le fonctionnement du pompage (figure II-14). [9]
3-1- Détermination du NPSH :
Il importe de traiter de façon dynamique les éléments entrant en ligne de compte. En particulier, le
dimensionnement et la forme de la prise d’eau ne doivent pas freiner le débit quelles que soient les
circonstances (niveau de la rivière, débit pompé, etc.). Si plusieurs pompes doivent aspirer dans la même
fosse, il faut tenir compte de leur interaction et mettre des cloisons entre les aspirations. Il faut également
estimer les pertes de charge dans les grilles et crépines compte tenu du colmatage.
3-2- Dégrillage :
Son but est de protéger le pompage des objets flottants pouvant obstruer les circuits ou détériorer les organes
mobiles.
L’écartement des barreaux varie de 3 à 25 mm suivant les pompes. La section nette de la grille doit permettre
une vitesse de passage de 0,5 à 1m/s. La perte de charge doit être d’environ 0,1 m en eau propre et 0,25 m en
eau chargée.
Figure II.23 : Exemple de prise d’eau flottante [9].
Chapitre II Généralités sur l’installation de pompage
Page 34
3-3- Tamisage :
But est d’arrêter les matières en suspension de petites dimensions (de 0,2 à 4 ou 5 mm) ou
de forme allongée passant à travers les grilles. Il se fait à travers un tamis métallique fixe ou rotatif.
Pour du micro tamisage (élimination du plancton, par exemple), on emploie des toiles métalliques
ou plastiques avec des mailles de 150 mm ou moins. Ces appareils doivent être protégés par des
grilles.
La vitesse de passage dans la section nette doit être de l’ordre de 0,3 m/s et la perte de charge peut
atteindre 0,5 m.
3-4- Dessablage :
Son but est d’éliminer les graviers, sables, etc., de dimension variant de 0,2 à 10 mm ce qui
s’obtient par décantation dans un canal à vitesse lente (environ 0,25 m/s).
3-5- Déshuilage :
L’élimination des huiles ou graisses peut être conjuguée avec le dessablage en utilisant une aération
suivie d’une tranquillisation permettant la reprise en surface.
3-6- Robinetterie :
Depuis l’aspiration jusqu’au refoulement, on trouve les éléments suivants.
La crépine d’aspiration peut être incorporée au clapet de pied ou omise en cas de liquide
clair.
Le clapet de pied est indispensable avec les pompes centrifuges installées en dépression à
l’aspiration afin de conserver l’amorçage de la pompe. Ne pas oublier qu’à l’arrêt il peut être
soumis à la pression de refoulement par des fuites ou des by-pass sur la robinetterie.
Si nécessaire, le protéger par une soupape de sûreté. Il peut être utile avec les pompes
volumétriques pour éviter un réamorçage.
Son dimensionnement et sa profondeur d’immersion sont indiqués par le fabricant en fonction du
liquide, du débit, et du type de pompe (centrifuge, rotative, alternative).
La vanne d’isolement est à prévoir si la pompe est en charge, notamment pour permettre
le démontage.
Le clapet de non-retour est à prévoir sur le refoulement des pompes centrifuges ou
rotatives mais inutile sur les pompes alternatives.
Il peut être complété par un by-pass permettant l’amorçage de la pompe ou la vidange du
refoulement. Un bon fonctionnement du clapet est très important et demande un appareillage de
bonne qualité
Chapitre II Généralités sur l’installation de pompage
Page 35
La vanne de refoulement permet le démontage ou la visite de la pompe ou du clapet de
retenue. Elle permet également un réglage du débit et est utilisée pour démarrer une pompe
centrifuge « vanne fermée ».
Une vanne peut également être placée sur le collecteur de refoulement pour permettre un réglage
général (cas de plusieurs pompes en parallèle).
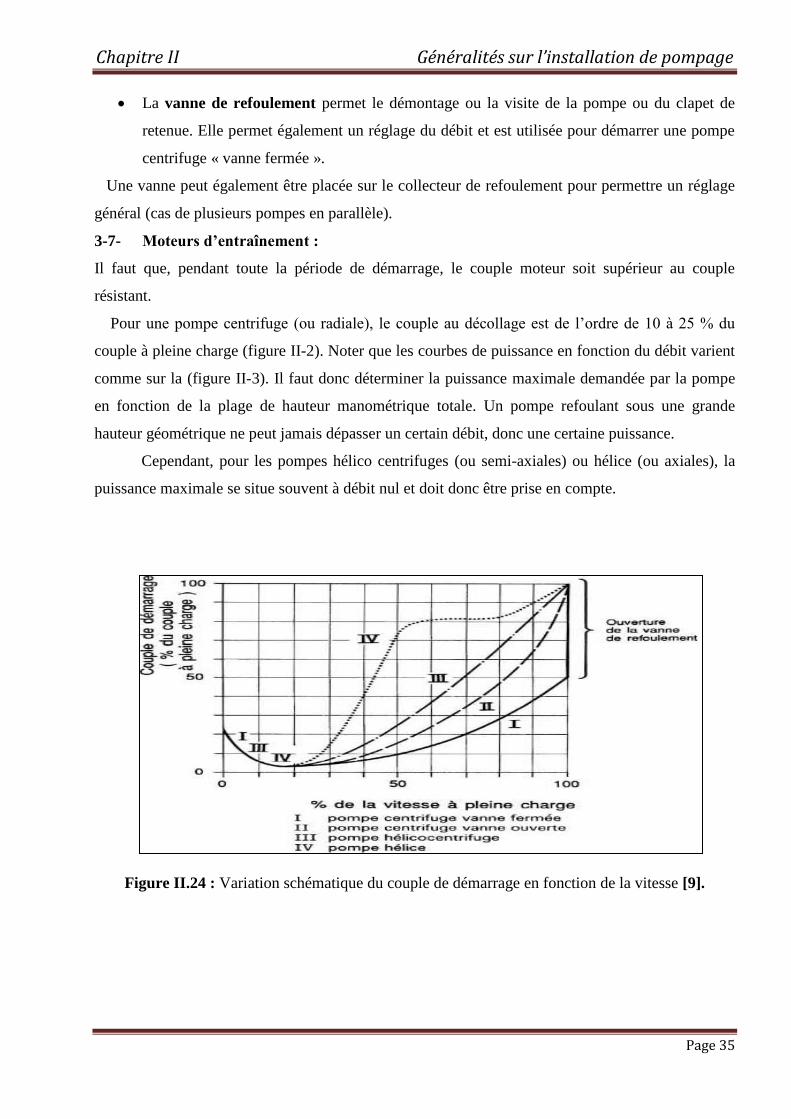
3-7- Moteurs d’entraînement :
Il faut que, pendant toute la période de démarrage, le couple moteur soit supérieur au couple
résistant.
Pour une pompe centrifuge (ou radiale), le couple au décollage est de l’ordre de 10 à 25 % du
couple à pleine charge (figure II-2). Noter que les courbes de puissance en fonction du débit varient
comme sur la (figure II-3). Il faut donc déterminer la puissance maximale demandée par la pompe
en fonction de la plage de hauteur manométrique totale. Un pompe refoulant sous une grande
hauteur géométrique ne peut jamais dépasser un certain débit, donc une certaine puissance.
Cependant, pour les pompes hélico centrifuges (ou semi-axiales) ou hélice (ou axiales), la
puissance maximale se situe souvent à débit nul et doit donc être prise en compte.
Figure II.24 : Variation schématique du couple de démarrage en fonction de la vitesse [9].
Chapitre II Généralités sur l’installation de pompage
Page 36
Figure II.25 : Évolution type des courbes de puissance en fonction du débit [9].
3-8- Puissance du moteur :
Nous connaissons déjà la puissance absorbée par la pompe. Elle devra être égale à la
puissance disponible sur l'arbre du moteur, c'est à dire la puissance multipliée par le rendement.
La puissance du pompage nécessaire s'écrit donc:
2 7 0C V
Q HP
N K
(II-36)
Q : débit en m3/h
H : hauteur manométrique totale en m
N : rendement pompe
K : rendement moteur
Chapitre II Généralités sur l’installation de pompage
Page 37
3-9- Conduite De Refoulement :
Le déversement dans les réservoirs de l'eau par les pompes se fait à l'aide des conduites de
refoulement assurant la liaison entre la pompe et les ouvrages d'alimentation des bassins d'élevage.
Conclusion :
Nous avons présenté dans ce chapitre une synthèse bibliographique sur les turbomachines
(les pompes centrifuges), leur principe de fonctionnement, la théorie des pompes centrifuges, et les
accessoires d’une station de pompage.
Chapitre III Maintenance et méthodes
Page 38
Introduction :
La maintenance c’est l’ensemble de toutes les actions techniques et administratives et de
managements durant le cycle de vie d’un bien,destinées a la maintenir ou à le rétablir dans un état
dans le quel il peut accomplir la fonction requis.
1- Maintenance préventive :
Dans la définition de la maintenance préventive ; nous incluons l’ensemble des contrôles, visites et
interventions s’oppose en cela à la maintenance corrective déclenchée par des perturbations ou les
événements, et donc subie par la maintenance. La maintenance préventive comprend :
les contrôles ou visites systématiques
les expertises, les actions et les remplacements effectués à la suite de contrôles ou de visites,
les remplacements systématiques,
la maintenance conditionnelle ou les contrôles destructifs.
La maintenance préventive ne doit pas consister à dire à un agent de maintenance : « allez
voir si l’etat de tel organe est bon,on ne dit rien ;s’iln’est pas bon,il faut intervenir de suite,ce qui
necessite forcément une disponibilité en pieces de rechange.il s’agit d’une détection d’anomalie et
non de maintenance préventive.
Au contraire,la maintenance préventive doit consister à suivre l’évolution de l’état d’un
organe,de manière à prévoir une intervention dans un délai raisonable (1mois,par exemple)et l’achat
de la piece de remplacementnécéssaire,donc on n’a pas besoin de la tenir en stock,si le délai normal
le permet.
1-1- Différents types de maintenance preventive :
1-1-1 Maintenance preventive systématique :
Visites systématiques :
Les visites sont effectuées selon échéancier établi suivant le temps ou le
Nombre d’unites d’usage . A chaque visite , on détermine l’état de l’organe qui sera exprimé
soit par une valeur de mesure ( épaisseur , température , intensité ,etc.)
Szoit par une appréciation visuelle .Et on pourra interpréter l’évolution de l’état d’un organe
par les degrés d’appréciation : rien à signaler , début dédegradation , Dégradation avancée et
Danger .
Chapitre III Maintenance et méthodes
Page 39
Par principe , la maintenance préventive systématique est effectuée en fonction de conditions
qui reflètent l’état d’évolution d’une déffaillance. L’intervention peut étre programmée juste à
l’appartion de la panne .
Remplacements systématiques :
Selon un échéancier défini, on remplace systématiquement un composant, un organe ou un sous
ensemble complet (il s’agit d’un échange standard).
Dans la mise en place d’une maintenance préventive, il vaut toujours mieux commencer par des
visites systématiques, plutôt que par des remplacements systématiques, sauf dans les cas suivants :
Lorsque des raisons de sécurité s’imposent ;
Lorsque le cout de l’arrêt de production est disproportionné par rapport au cout de remplacement ;
Lorsque le cout de la pièce concernée est si faible qu’il ne justifie pas de visites systématiques ;
Lorsque la durée de vie est connue avec exactitude par l’expérience.
Le risque de remplacement systématique est de changer des éléments encore capables d’assumer
le bon fonctionnement pendant un temps non négligeable.
La visite systématique permet tout d’abord de capitaliser les expériences sur le comportement des
organes soumis aux conditions d’utilisation réelle
Ronde ou visite en marche :
La visite systématique effectuée pendant le fonctionnement permet d’optimiser l’arrêt machine,
Pour ce type de maintenance, on suit l’effet de la dégradation ou de l’usure pour éviter le
démontage indésirable. Les contrôles à réaliser : lecture des valeurs des paramètres, examens
sensoriels ….Les valeurs des paramètres pour un fonctionnement normal sont connues à l’avance.
Exemples :
1. Une fuite plus ou moins importante traduit le degré d’usure de la& garniture mécanique
d’une pompe.
2. Une augmentation d’intensité d’un moteur indique une augmentation de l’effort demandé.
La plupart du temps, le problème vient de la partie menée.
3. Un échauffement anormal signale un problème de roulement.
Tout en respectant les règles de sécurité, une surveillance quotidienne en marche permet de
détecter rapidement le début d’une dégradation. La durée et la fréquence de ces opérations sont
courtes.
Dans la mesure du possible, cette maintenance de premier niveau est confiée aux opérateurs pour
les machines de production et aux exploitants pour les utilités.
Ce sont eux qui sont le mieux placés pour constater les conditions de l’apparition des pannes.
Chapitre III Maintenance et méthodes
Page 40
1-1-2 Maintenance préventive conditionnelle :
D’après la définition Afnor, il s’agit de la «maintenance subordonnée à un type d'événement
prédéterminé (autodiagnostic, information d'un capteur, mesure ….).
La maintenance conditionnelle permet d'assurer le suivi continu du matériel en service, et la
décision d'intervention est prise lorsqu' 'il y a une évidence expérimentale de défaut imminent ou
d'un seuil de dégradation prédéterminé.
Cela concerne certains types de défaut, de pannes arrivant progressivement ou par dérive, L'étude
des dérives dans le cadre des interventions de maintenance préventive permet de déceler les seuils
d'alerte, tant dans les technologies relevant de la mécanique que celles de l'électronique.
Au cours de la conception d'une installation, on définit des tolérances pour
Certains paramètres. La variation progressive d'un paramètre n'implique pas la
Défaillance d'un organe. Mais lorsque 'un paramètre sort de la tolérance, le fonctionnement peut
être complément perturbé. Le suivi de l'évolution des paramètres permet de préciser la nature et la
date des interventions. Le paramètre suivi peut être:
une mesure électrique (tension, intensité…..) ;
Une mesure de température ; Un niveau de vibration….
On choisit comme paramètre à suivre celui qui caractérise le mieux la dégradation des composants
ou la cause de la perturbation de fonctionnement.
1-1-3 Télémaintenance :
Le système de supervision permet à la fois la conduite d'une installation et la détection d'aléas de
fonctionnement. Les informations sont reçues à travers les capteurs et transmises à une centrale de
surveillance qui enregistre les alarmes et les paramètres. Grâce au tableau synoptique qui visualise
la localisation de ces informations, l'agent de surveillance réagit en conséquence dès l'apparition
d'un défaut ou d'une variation anormale d'un paramètre.
Ce système, équivalent à une ronde est utilisé pour surveiller un ensemble d’équipements dont la
localisation est dispersée d'une part, et dont l'accès est difficile et parfois dangereux d’autre part.
Le système de télémaintenance peut être entières automatisé. La gestion des actions, de type
conditionnel, est réalisée à l'aide de modules de progiciel.
1-1-4 Objectifs visés par la maintenance préventive :
A- Améliorer la fiabilité du matériel
La mise en œuvre de la maintenance préventive nécessite les analyses techniques du
comportement du matériel. Cela permet à la fois pratiquer une maintenance préventive optimale
et de supprimer complètement certaines défaillances.
Chapitre III Maintenance et méthodes
Page 41
B- Garantir la qualité des produits :
La surveillance quotidienne est pratiquée pour détecter les symptômes de défaillance et
veiller à ce que le jeu et de la géométrie de la machine permet d’éviter les aléas de fonctionnement.
La qualité des produits est assurée avec l'absence des rebuts.
C- Améliorer l'ordonnancement des travaux
La planification des interventions de la maintenance préventive, correspondant au planning
d'arrêt machine, devra être validée par la production.
Cela implique la collaboration de ce service, ce qui facilite la tâche de la maintenance.
Les techniciens de maintenance sont souvent mécontents lorsque le responsable de
fabrication ne permet pas l'arrêt de l'installation alors qu’il a reçu un bon de travail pour
l'intervention. Une bonne coordination prévoit un arrêt selon un planning défini à l’ avance et prend
en compte les impossibilités en fonction
Des impératifs de production.
D- Assurer la sécurité humaine
La préparation des interventions de maintenance préventive ne consiste pas seulement à respecter le
planning. Elle doit tenir compte des critères de sécurité pour éviter les imprévus dangereux.
Par ailleurs le programme de maintenance doit aussi tenir compte des visites réglementaires.
E- Améliorer la gestion des stocks
La maintenance préventive est planifiable .Elle maitrise les échéances de remplacement des
organes ou pièces, ce qui facilite la tâche de gestion des stocks. On pourra aussi éviter de mettre en
stock certaines pièces et ne les commander que le moment venu.
F- Améliorer le climat de relation humaine
Une panne imprévue est souvent génératrice de tension. Le dépannage doit être rapide pour éviter
la perte de production. Certains problème, comme par exemple le manque de pièces de
rechange, entraine l'immobilisation de la machine pendant longtemps .La tentions peut monter
entre la maintenance et la production.
En résumé, il faudra examiner les différents services rendus pour apprécier les enjeux de la
maintenance préventive :
la sécurité : diminution des avaries en service ayant pour conséquente des catastrophes ;
la fiabilité : amélioration, connaissance des matériels ;
la production ; moins de pannes en production.
Chapitre III Maintenance et méthodes
Page 42
G- Principes de bonne conduite
Il est important de s'assurer que quelques principes de bonne conduite sont respectés pour la
réussite de l'application du programme de maintenance préventive dont l'objectif est de maitriser les
pannes. Ces principes sont simples et primordiaux.
G-1- Bien conduire
Souvent, la conduite ou l'utilisation du matériel sans précautions génèrent de nombreux
dysfonctionnements qui peuvent aller jusqu' à la caisse. Le respect des Paramètres de
fonctionnement est essentiel dans la bonne conduite.
En effet, le suivi des paramètres de fonctionnement (température, pression, intensité…) permet
souvent de déceler des dérives ou des débuts de dégradation.
G-2- Bien nettoyer
Une installation propre permet d'obtenir des conditions saines d'intervention de la part des
conducteurs et des intervenants d’entretien, en terme :
- de facilité de diagnostic de panne
- De rapidité d'intervention
- De qualité des opérations de maintenance.
Cependant sur une installation propre, faible trace de fuite ne sera pas inaperçue. Une
instruction de nettoyage indiquant comment l'effectuer et avec quels instruments est parfois
nécessaire. Les produits de nettoyage sont nombreux et la choix se fait en fonction du besoin et de
l'environnement.
Dans les industries chimiques et alimentaires, la procédure de nettoyage fait partie du procès de
fabrication.
Les machines-outils ou les centres d'usinage sont quelquefois si compliqués que l'ouvrier ne
peut pas les nettoyer sans perdre un temps précieux .Les couvercles de protection doivent être
facilement démontable en dessous. La poussière et les corps étrangers ont tendance à s'y infiltrer
et à former une pate dangereuse sur les glissières. Il est recommandé d'utiliser des aspirateurs
industriels dont les filtres résistent aux liquides de refroidissement.
G-3- Bien réparer
Il est important d'assurer la qualité des interventions de maintenance dans le respect des règles
de l’art. On remarque parfois que ces règle s de l'art ne sont pas toujours appliquées, pour
raccourcir le temps. Il en résulte souvent que les dysfonctionnements ou pannes revient après la
mauvaise réparation.
Dans certaines circonstances, les techniciens effectuent un dépannage provisoire.Il ne faut pas
oublier dans ce cas de revenir et refaire correctement le travail.
Chapitre III Maintenance et méthodes
Page 43
G-4- Bien lubrifier
Le graissage et la lubrification sont trop souvent considérés. A tort, comme des opérations peu
importantes en maintenance. Négliger ces opérations conduites inéluctablement à plus de
défaillances, voir des casses de matériels.
Chaque lubrifiant et chaque graisse ont leur utilisation. Il faut graisser au bon moment et avec
une quantité suffisante sans excès. Les instructions de graissage sont très importantes.
Dans une entreprise de grande taille, il est nécessaire d'avoir un plan de graissage à jour. Ce
plan doit tenir compte de tous les points de graissage. La suppression et l'ajout des organes à
graisser proviennent des modifications.
Les graisseurs ne doivent pas exister su des paliers dont les roulements sont graissés à vie.
Ceci n'entraine que de mauvaise confusion.
G-5- Critère de proximité
Pour certains équipements, le démontage est difficile et couteux en temps et en moyen. Alors si
l'objectif de ce démontage est de remplacer un organe qui a atteint sa limite de durée de vie, il est
préférée de remplacés par la même occasion d'autres organes qui risquent d'être remplacées dans
peu de temps et qui dans peu de temps et qui demanderont à nouveau le même démontage.
Dans la pratique de la maintenance préventive, on limite le nombre de démontages et
remontage, générateurs de faiblesses, en donnant la même périodicité d'intervention à toutes les
pièces d'un sous ensemble.
L'échéancier se rapportera donc aux déposes des modules, sauf pour quelques pièces fragiles
dont la sera individuelle.
1-2 Différents niveaux de la maintenance préventive :
Les opérations à réaliser sont classées, selon leur complexité, en cinq niveaux. Les niveaux pris en
considération sont ceux de la norme NF X 60-010.
Pour chaque niveau, la liste de l’opération précisée est donnée à titre d’illustration.
1er
niveau de maintenance :
Il s'agit essentiellement de contrôle et de relevés des paramètres de fonctionnement des
machines :
- Niveau d'huile moteur.
- Niveau de colmatage.
- Indicateur de colmatage.
- Niveau de la réserve de combustible.
- Niveau de la réserve d'huile.
- Régime du moteur.
Chapitre III Maintenance et méthodes
Page 44
- Température de l'eau de refroidissement.
- Température d'échappement.
- Test des voyants et indicateurs.
- Purge de circuit d'échappement.
- Nettoyage des filtres.
- Contrôle auditif des bruits de marche.
Ces contrôles peuvent donner suite à des interventions simples de maintenance ne
nécessitant pas de réalisation d'un diagnostic de panne et de démontage. Ils peuvent aussi
déclencher, notamment sur des anomalies' constatées, des opérations de maintenance de
niveaux supérieurs. En règle générale les interventions de 1er niveau sont intégrées à la
conduite des machines.
2eme
niveau de maintenance :
Il s’agit des opérations de maintenance préventive qui sont régulièrement effectuées sur les
équipements:
- Remplacement des filtres à gazole.
- Remplacement des filtres à huile moteur.
- remplacement des filtres à air.
- prélèvement d'huile pour analyse et pré-analyse.
- vidange de l'huile de moteur.
- analyse de liquide de refroidissement.
- contrôle des points signalés le 1er niveau.
- graissage de tous les points signalés pour le 1er niveau.
- contrôle des batteries.
Ces opérations sont réalisées par un technicien ayant une formation spécifique. Ce dernier
suit les instructions de maintenance qui définissent les taches, la manière et les outillages
spéciaux. Les pièces de rechange sont essentiellement du type consommable, filtres joints,
huile, liquide de refroidissement.
3eme
niveau de maintenance :
Il s'agit des opérations de maintenance préventive, curative, de réglages et de réparations
mécaniques ou électriques mineurs.
Les opérations réalisées peuvent nécessiter un diagnostic de panne.
- réglage des jeux de soupapes.
- réglage des injecteurs.
- contrôle endoscopique des cylindres.
Chapitre III Maintenance et méthodes
Page 45
- contrôle des sécurités de moteur.
- contrôle et réglage des protections électriques.
- contrôle du refroidisseur.
- contrôle du démarreur.
- remplacement d'un injecteur.
- contrôle et réglage de la régulation de puissance.
- contrôle et révision de la pompe.
- contrôle des turbocompresseurs.
- remplacement d'une résistance de chauffage.
- contrôle de l'embiellage.
- contrôle de l'isolement électrique.
- remplacement d'une bobine de commande.
- remplacement d'un disjoncteur.
Ces opérations sont réalisées un technicien spécialisé. Toutes les opérations se font avec
l'aide d'instruction de maintenance et d'outils spécifiques tels que les appareils de mesure ou de
calibrage. Ces opérations peuvent conduire à des opérations de 4eme
niveau.
4eme
niveau de maintenance :
Il s'agit d'opérations importantes ou complexes à l'exception de la reconstruction de
l'équipement :
- - déculassée (révision, rectification).
- révision de la cylindrée.
- contrôle d'alignement du moteur / alternateur.
- changement des pôles d'un disjoncteur HT.
Les opérations sont réalisées par des techniciens bénéficiant d'un encadrement
Technique très spécialisé, d'un outillage général complet et d'un outillage spécifique .Elles font
aussi appel à des ateliers spécialisés (rectification, réusinage) .
5eme
niveau de maintenance :
Il s'agit d'opérations lourdes de rénovation ou de reconstruction d'un équipement. Ces
opérations entrainement le démontage de l'équipement et son transport dans un atelier
spécialisé.
Le 5eme
niveau de maintenance est au constructeur ou reconstructeur. Il nécessite des moyens
similaires à ceux utilisés en fabrication.
Chapitre III Maintenance et méthodes
Page 46
1-3 Maintenance préventive dite "de luxe " :
Il faut éviter d'en faire trop et non seulement pour des raisons économiques mais aussi pour des
raisons techniques ; par exemple :
- remplacement systématique des roulements tous ans.
- vidange systématique des huiles hydrauliques sans prise en compte de Capacités.
- mesure vibratoire de toutes les machines tournantes sans exception.
Cette façon de pratiquer, au cours de l'arrêt annuel, il peut se produire un mauvais montage
quand il y a un grand nombre de roulements à remplacer.
1-3-1 Contrôle périodique réglementaire :
La gestion des contrôles périodiques des appareils soumis à la réglementation est généralement
à la charge des services maintenance. La responsabilité directe d'un responsable de maintenance est
d’engager pour tout accident consécutif à une défaillance d'un appareil soumis. Pour ces contrôles,
on s'adresse aux organismes agréés : Apave, Verias, Sécurité SOCOTEC, CEP …etc.
Dans la pratique, on peut classer les matériels astreints à des visites périodiques obligatoires en
catégories suivantes :
- les appareils de lavage.
- les véhicules.
- les appareils à pression (gaz ou vapeur).
- les installations électriques.
- les radiosources.
- les machines dangereuses.
Les matériels de protection incendie sont en général sous la responsabilité de la sécurité.
1-3-2 Fiabilité et maintenance préventive :
En termes de statistique, la fiabilité est une fonction du temps R(t) qui représente la probabilité
de bon fonctionnement d’un matériel.
En termes de qualité, on définit la fiabilité d’un matériel comme l’aptitude à maintenir la
conformité à sa spécification d’origine. On distingue :
2 La fiabilité intrinsèque : qui est propre à un matériel, selon un environnement donné, et ne
dépend que la qualité de ce matériel ;
La fiabilité extrinsèque : qui résulte des conditions d’exploitation, de la qualité de la
maintenance .Elle est relative à l’intervention humaine.
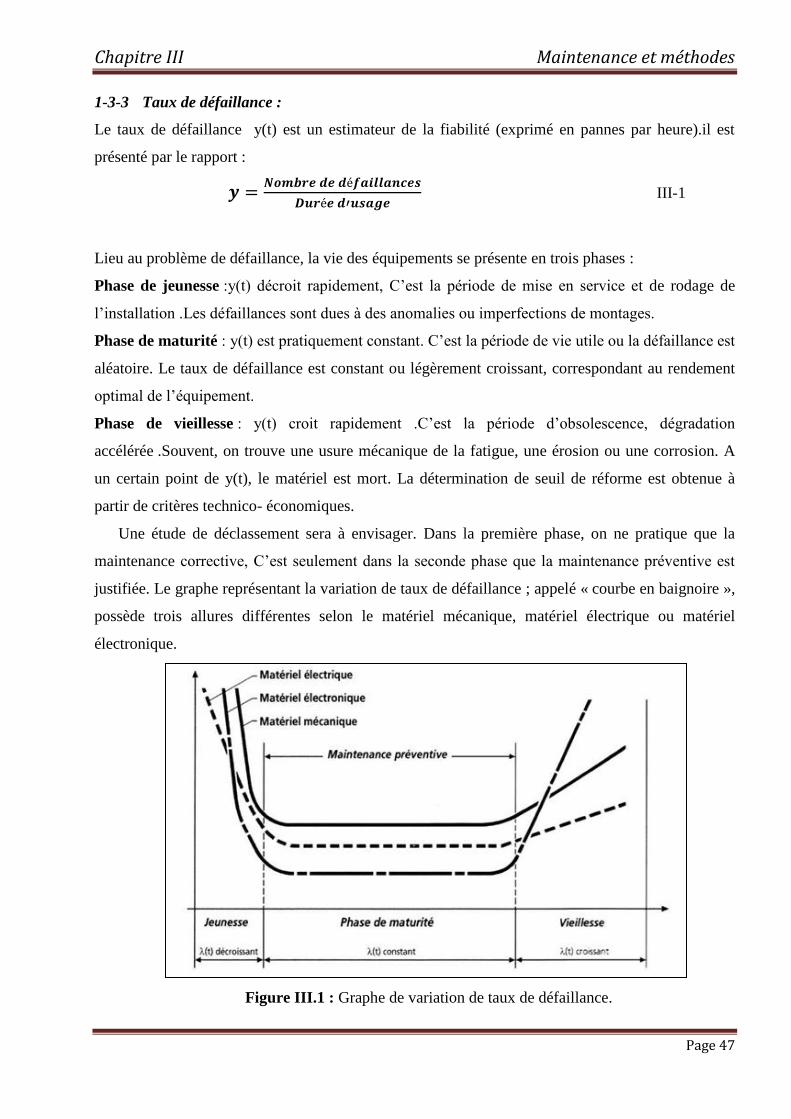
Chapitre III Maintenance et méthodes
Page 47
1-3-3 Taux de défaillance :
Le taux de défaillance y(t) est un estimateur de la fiabilité (exprimé en pannes par heure).il est
présenté par le rapport :
III-1
Lieu au problème de défaillance, la vie des équipements se présente en trois phases :
Phase de jeunesse :y(t) décroit rapidement, C’est la période de mise en service et de rodage de
l’installation .Les défaillances sont dues à des anomalies ou imperfections de montages.
Phase de maturité : y(t) est pratiquement constant. C’est la période de vie utile ou la défaillance est
aléatoire. Le taux de défaillance est constant ou légèrement croissant, correspondant au rendement
optimal de l’équipement.
Phase de vieillesse : y(t) croit rapidement .C’est la période d’obsolescence, dégradation
accélérée .Souvent, on trouve une usure mécanique de la fatigue, une érosion ou une corrosion. A
un certain point de y(t), le matériel est mort. La détermination de seuil de réforme est obtenue à
partir de critères technico- économiques.
Une étude de déclassement sera à envisager. Dans la première phase, on ne pratique que la
maintenance corrective, C’est seulement dans la seconde phase que la maintenance préventive est
justifiée. Le graphe représentant la variation de taux de défaillance ; appelé « courbe en baignoire »,
possède trois allures différentes selon le matériel mécanique, matériel électrique ou matériel
électronique.
Figure III.1 : Graphe de variation de taux de défaillance.
Chapitre III Maintenance et méthodes
Page 48
1-3-4 MTBF :
La MTBF ; ou moyenne des temps de bon fonctionnement, est la valeur moyenne des temps
entre deux défaillances consécutives, Pour une période donnée de la vie d’un matériel :
∑
III-2
Ces valeurs sont calculées à partir des observations, d’une exploitation statistique de
l’historique, des essais de durée de vie.
1-3-5 Loi de fiabilité :
A- Distribution exponentielle :
Cette loi est applicable pour la période où le taux de défaillance est constant ; Tous les matériels
sont concernés durant leur vie utile. La fiabilité ou la possibilité de survivre entre l’instant 0 et t
est :
R(t)= ∫ ( ) = ( ) III-3
On démontre que l’espérance mathématique, qui représente le temps moyen entre deux
défaillances, est égale à :
MTBF =
III-4
Loi de Weibull : Contrairement au modèle exponentiel, la loi de weibull couvre le cas où le taux de
défaillance est variable et permet de s’ajuster au période de jeunesse et de vieillesse.
L’expression de la fiabilité devient :
R(T)= [(
] III-5
Avec ses trois paramètres Paramètre de forme (B>0),n ,paramètre d’échelle(n>0) et Y, paramètre
de position (-∞ <Y <+∞)
L’espérance mathématique est :
MTBF =(
) III-6
1-3-6 Périodicité de la maintenance préventive :
H- Par principe, la visite systématique est déclenchée juste avant l’apparition de la
défaillance .La périodicité de visite est alors :
T = k .MTBF III-7
Avec k le coefficient d’optimisation ou paramètre économique.
Chapitre III Maintenance et méthodes
Page 49
Plus on choisit k petit ; moins il y a de maintenance corrective résiduelle. Mais si on intervient
plus souvent, on augmente les couts directs et le gaspillage. On devra définir une politique de
maintenance et fixer le seuil de correctif résiduel entre 5 et 10%.[10]
2 Maintenance corrective :
La maintenance corrective est effectuée pour réparer toute panne de l’équipement et inclut les
catégories suivantes :
• Prévue : Les réparations nécessaires sont connues à l’avance et donc tous les éléments requis
sont disponibles au moment de la réparation.
• Imprévue : Requise en cas de problème qui provoque une panne de l’équipement essentiel.
Connue également sous le nom de maintenance d’urgence ou « en cas de panne ».
La maintenance corrective est fréquemment réalisée dans des conditions d’urgence et avec pour
seul objectif : le rétablissement du service. Cette maintenance corrective peut être décomposée
encore en : [11]
2-1 Maintenance palliative :
Il consiste à pallier provisoirement l’effet d’une défaillance afin de permettre la continuité
de l’exploitation du bien sans pour autant traiter les causes. L’action exécutée est presque toujours
une action de dépannage. Si cette maintenance n’est pas complétée par une action de fond destinée
à traiter la cause première, on est conduit à constater la répétition de la défaillance en question et on
parle alors de défaillance répétitive.
2-2 Maintenance curative :
Il s’agit là d’une maintenance qui s’attaque réellement au fond du problème en essayant de «
soigner » le mal et traitant la cause première, si le diagnostic permet de remonter jusqu’à cette cause
première.
2-3 Auto-maintenance :
Il exécutée par un utilisateur ou un personnel d’exploitation du bien (Entretien de routine :
graissage ou les réglages simples...). Ce type ne demandant pas le déploiement de moyens
logistiques importants (pièces de rechange, outillage, documentation, compétences, …).
2-4 Les opérations de la maintenance corrective :
Ces opérations peuvent être classées en trois groupes d’actions.
Le premier groupe concerne la localisation de la défaillance ; il comprend les opérations
suivantes : le test, la détection, le dépistage et le diagnostic.
Le deuxième groupe concerne les opérations de la remise en état ; il comprend les
opérations suivantes : le dépannage, la réparation et la modification soit et du matériel ou
du logiciel.
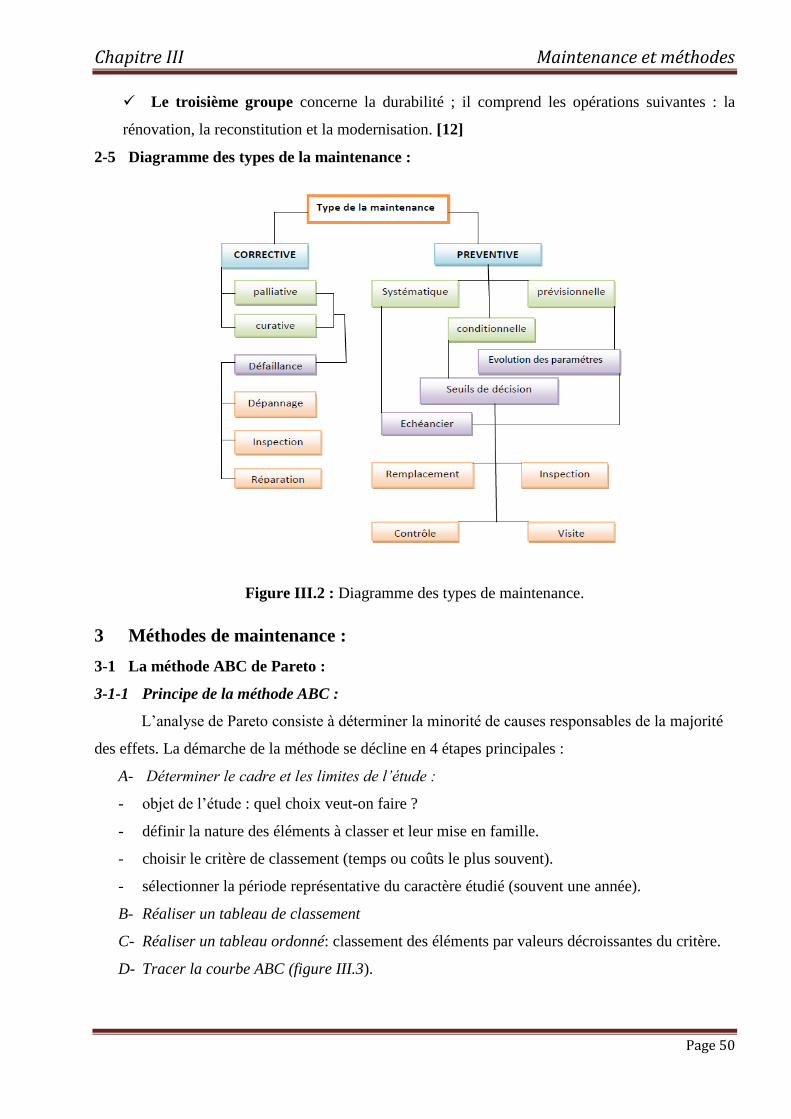
Chapitre III Maintenance et méthodes
Page 50
Le troisième groupe concerne la durabilité ; il comprend les opérations suivantes : la
rénovation, la reconstitution et la modernisation. [12]
2-5 Diagramme des types de la maintenance :
Figure III.2 : Diagramme des types de maintenance.
3 Méthodes de maintenance :
3-1 La méthode ABC de Pareto :
3-1-1 Principe de la méthode ABC :
L’analyse de Pareto consiste à déterminer la minorité de causes responsables de la majorité
des effets. La démarche de la méthode se décline en 4 étapes principales :
A- Déterminer le cadre et les limites de l’étude :
- objet de l’étude : quel choix veut-on faire ?
- définir la nature des éléments à classer et leur mise en famille.
- choisir le critère de classement (temps ou coûts le plus souvent).
- sélectionner la période représentative du caractère étudié (souvent une année).
B- Réaliser un tableau de classement
C- Réaliser un tableau ordonné: classement des éléments par valeurs décroissantes du critère.
D- Tracer la courbe ABC (figure III.3).
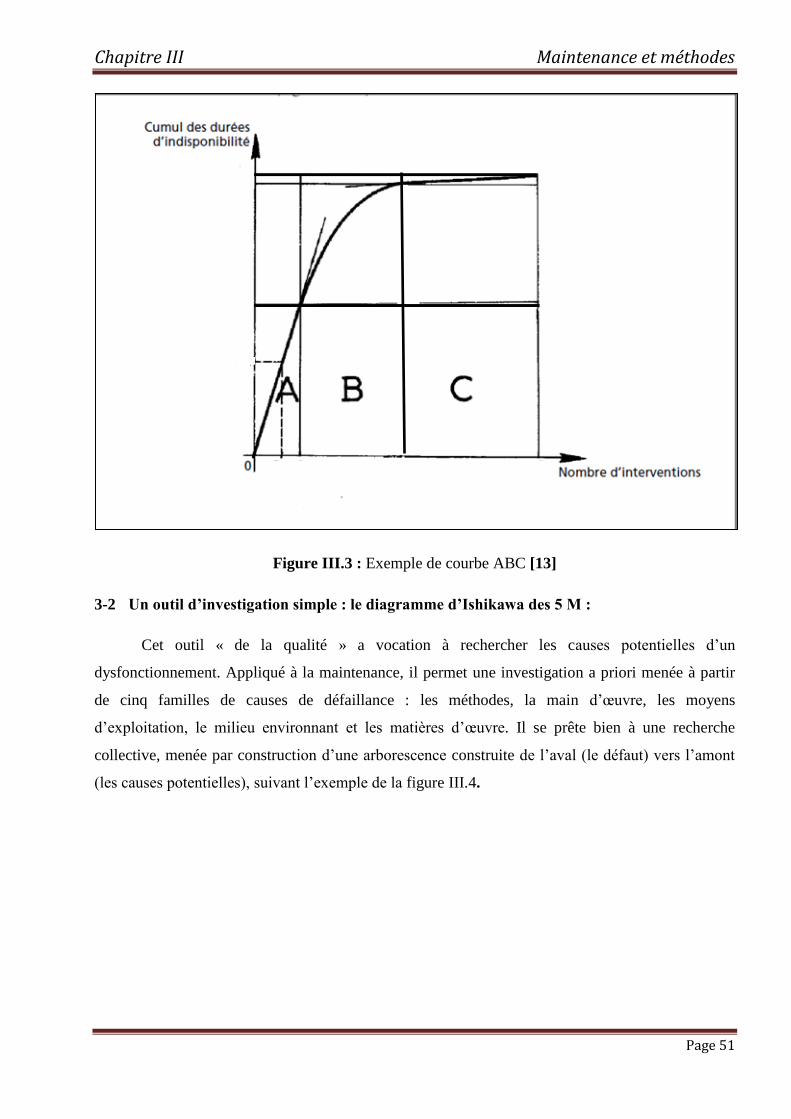
Chapitre III Maintenance et méthodes
Page 51
Figure III.3 : Exemple de courbe ABC [13]
3-2 Un outil d’investigation simple : le diagramme d’Ishikawa des 5 M :
Cet outil « de la qualité » a vocation à rechercher les causes potentielles d’un
dysfonctionnement. Appliqué à la maintenance, il permet une investigation a priori menée à partir
de cinq familles de causes de défaillance : les méthodes, la main d’œuvre, les moyens
d’exploitation, le milieu environnant et les matières d’œuvre. Il se prête bien à une recherche
collective, menée par construction d’une arborescence construite de l’aval (le défaut) vers l’amont
(les causes potentielles), suivant l’exemple de la figure III.4.
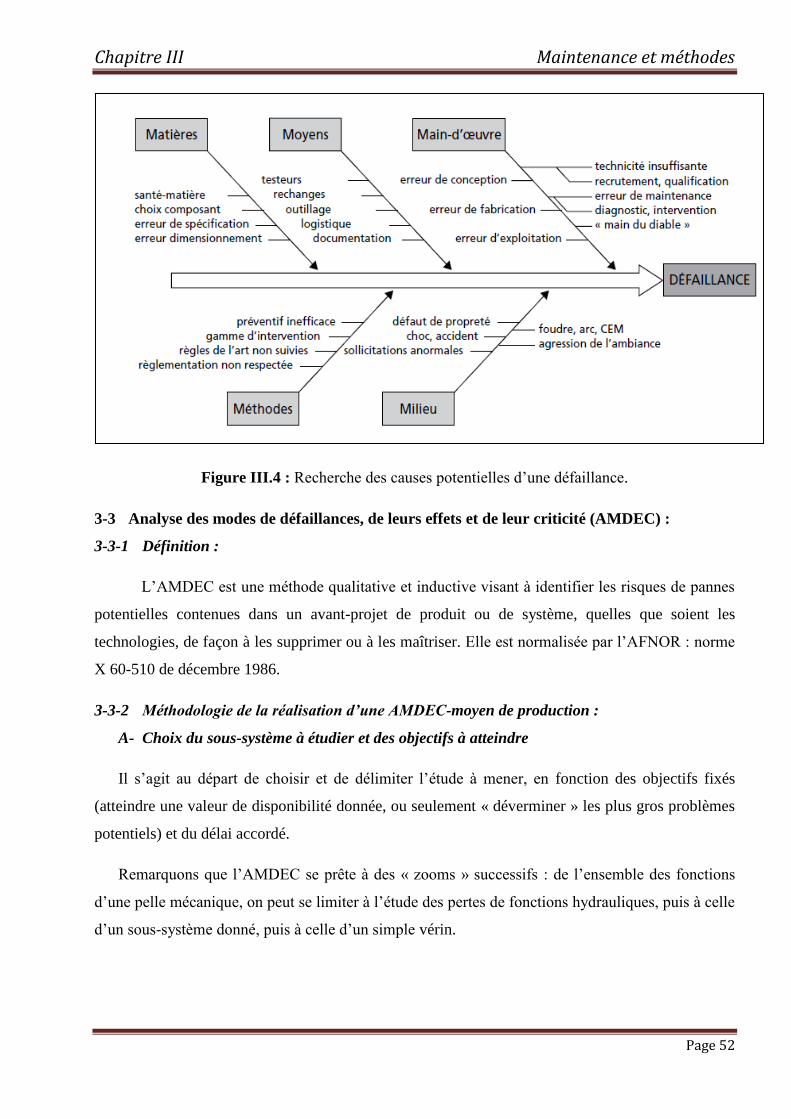
Chapitre III Maintenance et méthodes
Page 52
Figure III.4 : Recherche des causes potentielles d’une défaillance.
3-3 Analyse des modes de défaillances, de leurs effets et de leur criticité (AMDEC) :
3-3-1 Définition :
L’AMDEC est une méthode qualitative et inductive visant à identifier les risques de pannes
potentielles contenues dans un avant-projet de produit ou de système, quelles que soient les
technologies, de façon à les supprimer ou à les maîtriser. Elle est normalisée par l’AFNOR : norme
X 60-510 de décembre 1986.
3-3-2 Méthodologie de la réalisation d’une AMDEC-moyen de production :
A- Choix du sous-système à étudier et des objectifs à atteindre
Il s’agit au départ de choisir et de délimiter l’étude à mener, en fonction des objectifs fixés
(atteindre une valeur de disponibilité donnée, ou seulement « déverminer » les plus gros problèmes
potentiels) et du délai accordé.
Remarquons que l’AMDEC se prête à des « zooms » successifs : de l’ensemble des fonctions
d’une pelle mécanique, on peut se limiter à l’étude des pertes de fonctions hydrauliques, puis à celle
d’un sous-système donné, puis à celle d’un simple vérin.
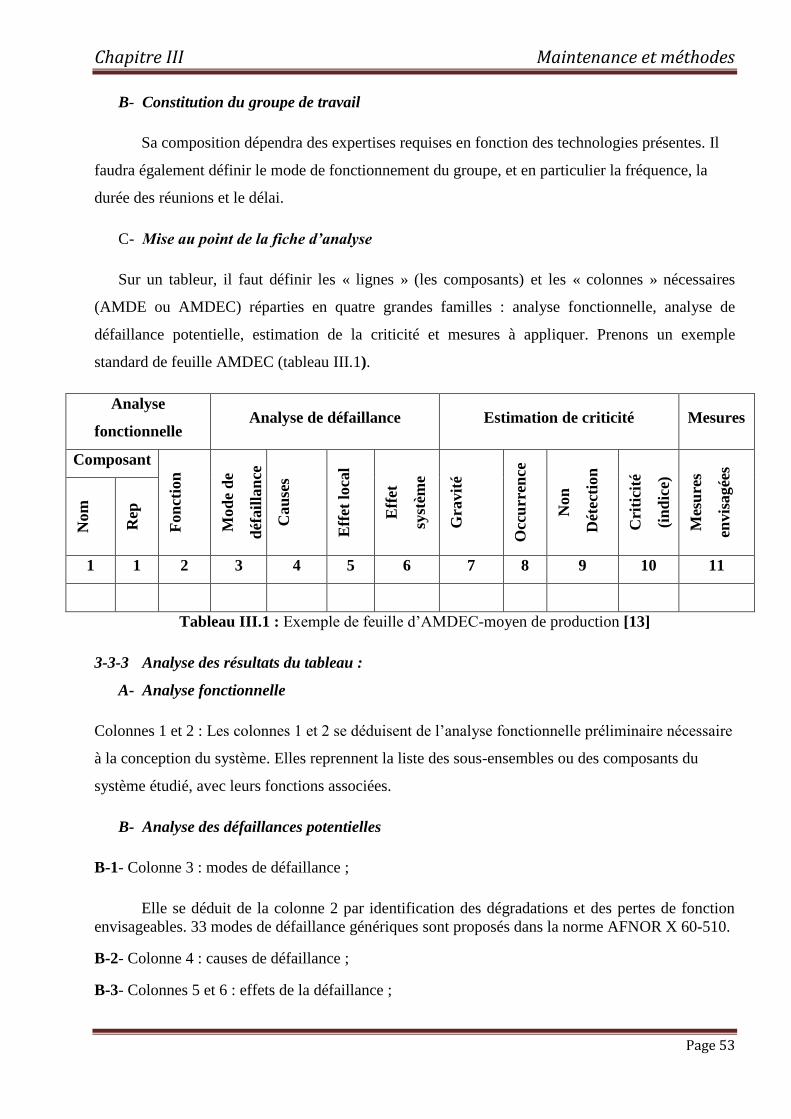
Chapitre III Maintenance et méthodes
Page 53
B- Constitution du groupe de travail
Sa composition dépendra des expertises requises en fonction des technologies présentes. Il
faudra également définir le mode de fonctionnement du groupe, et en particulier la fréquence, la
durée des réunions et le délai.
C- Mise au point de la fiche d’analyse
Sur un tableur, il faut définir les « lignes » (les composants) et les « colonnes » nécessaires
(AMDE ou AMDEC) réparties en quatre grandes familles : analyse fonctionnelle, analyse de
défaillance potentielle, estimation de la criticité et mesures à appliquer. Prenons un exemple
standard de feuille AMDEC (tableau III.1).
Analyse
fonctionnelle Analyse de défaillance Estimation de criticité Mesures
Composant
Fon
ctio
n
Mod
e d
e
déf
ail
lan
ce
Cau
ses
Eff
et l
oca
l
Eff
et
syst
ème
Gra
vit
é
Occ
urr
ence
Non
Dét
ecti
on
Cri
tici
té
(in
dic
e)
Mes
ure
s
envis
ag
ées
Nom
Rep
1 1 2 3 4 5 6 7 8 9 10 11
Tableau III.1 : Exemple de feuille d’AMDEC-moyen de production [13]
3-3-3 Analyse des résultats du tableau :
A- Analyse fonctionnelle
Colonnes 1 et 2 : Les colonnes 1 et 2 se déduisent de l’analyse fonctionnelle préliminaire nécessaire
à la conception du système. Elles reprennent la liste des sous-ensembles ou des composants du
système étudié, avec leurs fonctions associées.
B- Analyse des défaillances potentielles
B-1- Colonne 3 : modes de défaillance ;
Elle se déduit de la colonne 2 par identification des dégradations et des pertes de fonction
envisageables. 33 modes de défaillance génériques sont proposés dans la norme AFNOR X 60-510.
B-2- Colonne 4 : causes de défaillance ;
B-3- Colonnes 5 et 6 : effets de la défaillance ;
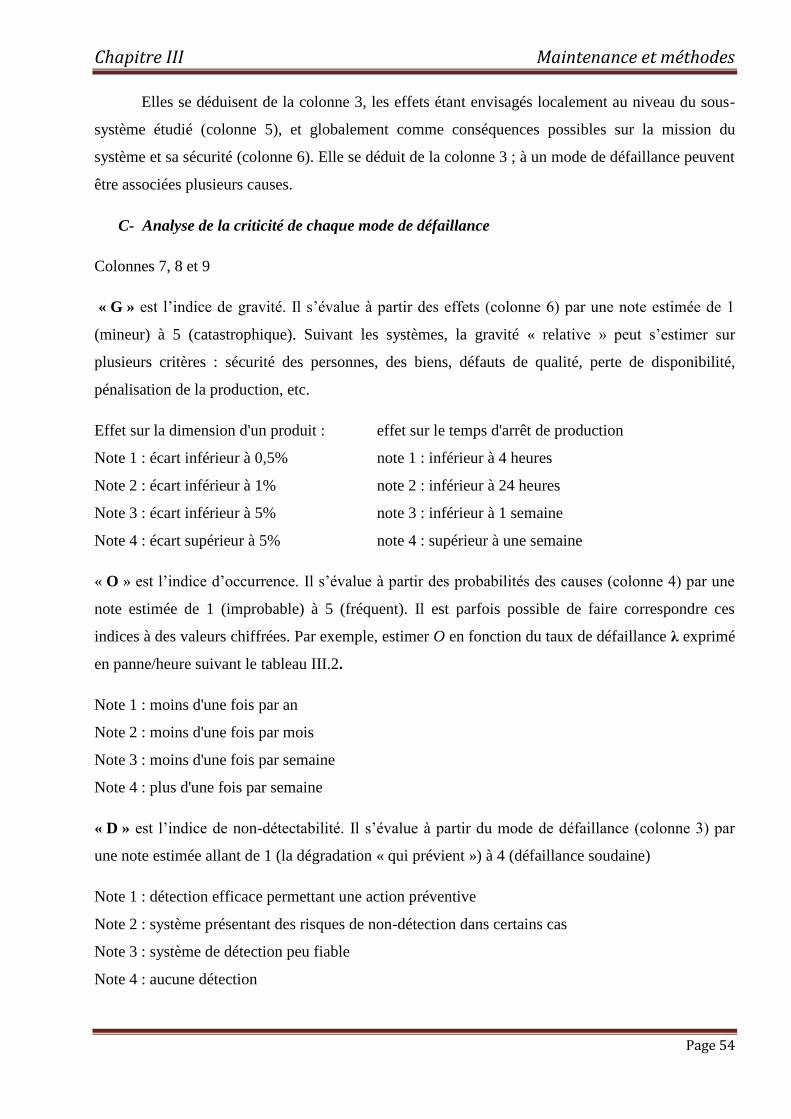
Chapitre III Maintenance et méthodes
Page 54
Elles se déduisent de la colonne 3, les effets étant envisagés localement au niveau du sous-
système étudié (colonne 5), et globalement comme conséquences possibles sur la mission du
système et sa sécurité (colonne 6). Elle se déduit de la colonne 3 ; à un mode de défaillance peuvent
être associées plusieurs causes.
C- Analyse de la criticité de chaque mode de défaillance
Colonnes 7, 8 et 9
« G » est l’indice de gravité. Il s’évalue à partir des effets (colonne 6) par une note estimée de 1
(mineur) à 5 (catastrophique). Suivant les systèmes, la gravité « relative » peut s’estimer sur
plusieurs critères : sécurité des personnes, des biens, défauts de qualité, perte de disponibilité,
pénalisation de la production, etc.
Effet sur la dimension d'un produit : effet sur le temps d'arrêt de production
Note 1 : écart inférieur à 0,5% note 1 : inférieur à 4 heures
Note 2 : écart inférieur à 1% note 2 : inférieur à 24 heures
Note 3 : écart inférieur à 5% note 3 : inférieur à 1 semaine
Note 4 : écart supérieur à 5% note 4 : supérieur à une semaine
« O » est l’indice d’occurrence. Il s’évalue à partir des probabilités des causes (colonne 4) par une
note estimée de 1 (improbable) à 5 (fréquent). Il est parfois possible de faire correspondre ces
indices à des valeurs chiffrées. Par exemple, estimer O en fonction du taux de défaillance λ exprimé
en panne/heure suivant le tableau III.2.
Note 1 : moins d'une fois par an
Note 2 : moins d'une fois par mois
Note 3 : moins d'une fois par semaine
Note 4 : plus d'une fois par semaine
« D » est l’indice de non-détectabilité. Il s’évalue à partir du mode de défaillance (colonne 3) par
une note estimée allant de 1 (la dégradation « qui prévient ») à 4 (défaillance soudaine)
Note 1 : détection efficace permettant une action préventive
Note 2 : système présentant des risques de non-détection dans certains cas
Note 3 : système de détection peu fiable
Note 4 : aucune détection
Chapitre III Maintenance et méthodes
Page 55
Valeur du taux
de défaillance λ
en panne/heure
λ < 10 – 6
10 –6
< λ < 10–5
10 –5
< λ < 10– 4
10–4
< λ < 10–3
λ > 10 – 3
Estimation de
l’indice
d’occurrence O
1 2 3 4 5
Appréciation
qualitative Improbable Très rare Assez rare Peu fréquent Fréquent
Tableau III.2 : Indices d’occurrence.
D- Hiérarchisation des problèmes
Colonne 10 : estimation de Ic , indice de criticité
Chaque mode de défaillance identifié sera caractérisé par son indice de criticité :
Ic = G × O × D III-8
Conclusion :
La concurrence effrénée et la course à la compétitivité incitent l'entreprise à rechercher la qualité
totale et surtout la réduction des coûts. La maintenance est ainsi devenue l'une des fonctions
stratégiques de l'entreprise. Elle vise donc moins à remettre en état l'outil de travail qu'à anticiper
ses dysfonctionnements.
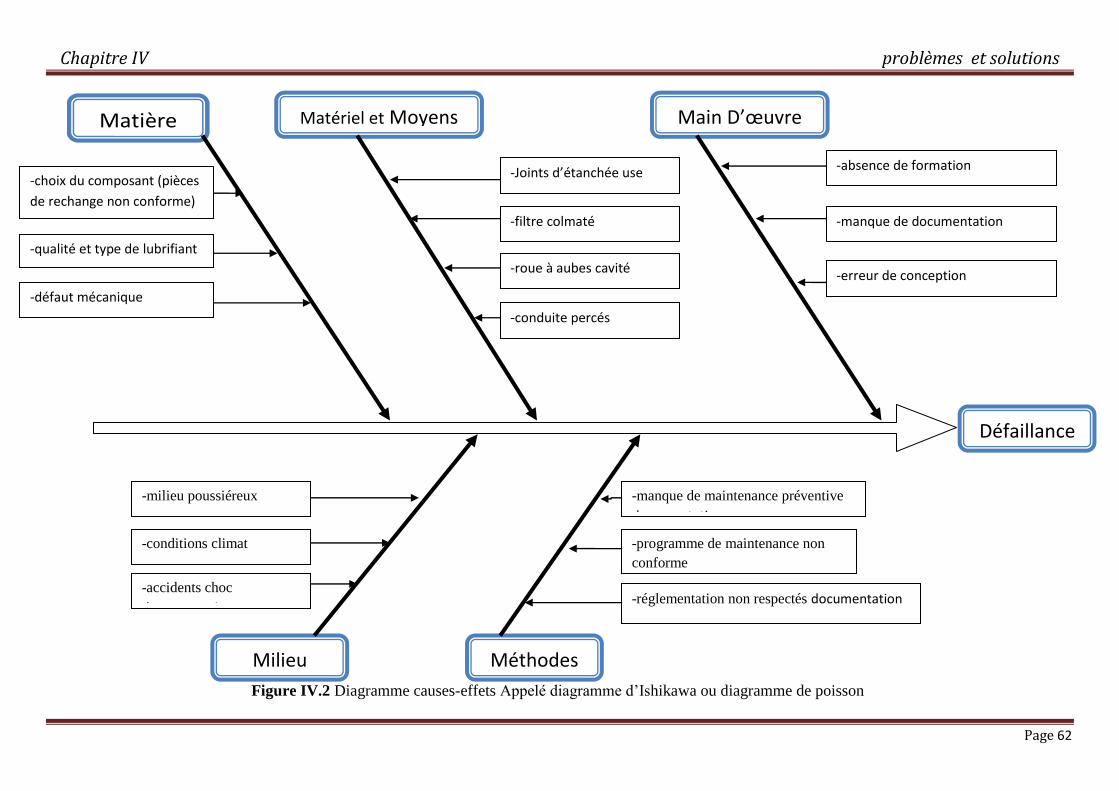
Chapitre IV problèmes et solutions
Page 62
Figure IV.2 Diagramme causes-effets Appelé diagramme d’Ishikawa ou diagramme de poisson
Matière
Matiere
Matériel et Moyens Main D’œuvre
Milieu Méthodes
Défaillance
-choix du composant (pièces
de rechange non conforme)
-qualité et type de lubrifiant
-défaut mécanique
-Joints d’étanchée use
-filtre colmaté
-roue à aubes cavité
-conduite percés
-absence de formation
-manque de documentation
-erreur de conception
-conditions climat
documentation
-milieu poussiéreux
documentation
-manque de maintenance préventive
documentation
-programme de maintenance non
conforme
documentation
-accidents choc
documentation
-réglementation non respectés documentation
Chapitre IV Problèmes et solutions
Page 56
1- Généralités
La liste suivante permet de localiser les mauvais –fonctionnements possibles ; elle inclut les
causes possibles et les actions correctives. Etant donne les diverses applications des pompes
centrifuges, il est difficile d’établir une liste générale de dépannage ; en fait cette liste existe pour
chaque pompe et chaque type de service.
1-1- Pas de liquide refoulé :
- Pompe non amorcée : remplir la pompe de liquide.
- Quantité excessive d’air ou de vapeurs dans la ligne d’aspiration : vérifier le système
d’aspiration (fuite d’air) corrigé.
- La pompe n’a pas sa vitesse nominale : vérifier l’alimentation électrique.
- Mauvais sens de rotation : refaire les connexions motrices.
- Impulser ou passage bouches : démonter et nettoyer.
- Défaut mécanique tels bague d’usure endommage : démonter la pompe et corriger.
- Hauteur de refoulement trop importante : vérifier pression de système, particulièrement les
pertes de frottement.
- Hauteur d’aspiration trop élevé : vérifier pertes de frottement ; .
- hauteur d aspiration insuffisante pour les liquides chauds ou volatile s : vérifier les
impératifs de NPSH
1-2- Pas assez de liquide refoulé :
- pompe non amorcée : le corps et la ligne d’aspiration ne sont pas remplis de liquide ;
compléter le niveau
- vitesse trop faible : vérifier le bobinage du moteur et voir s’il reçoit le voltage total.
Lorsque la pompe est directement connectée aux turbines, vapeur,
S’assurer que les turbines, reçoivent la pression de vapeur total.
- pression total supérieur à la pression d’étude : vérifier la pression du système et en
particulier les pertes par frottement.
- hauteur d’aspiration trop élevée : la ligne d’aspiration peut être trop, longue ou trop
courte ; vérifier les conditions d’aspiration.
- impulser ou passages partiellement bouchés : nettoyer.
- mauvais sens de rotation ou impulser installé à l’envers : démonter et installé l’impulser
correctement.
- poche d’air dans la ligne d’aspiration : vérifier s’il ya des pénétrations d’air.
- défauts mécaniques (bague d’usure ; usée, impulser endommagé): démonter et corriger
Chapitre IV Problèmes et solutions
Page 57
- pas assez de pression d’aspiration pour les liquides chauds ou volatiles : vérifier car il s’agit
d’une cause fréquente de problèmes
- clapet de pied trop petit (le liquide dans la ligne d’aspiration n’est pas retenu) : remplacer le
clapet.
- clapet de pied ou ligne d’aspiration pas immergé assez profondément : vérifier conditions de
niveau de liquide et corriger.
1-3- Pas assez de pression :
- Vitesse trop faible : vérifier câblage du moteur et voltage ou pression de vapeur.
- Diamètre de l’impulser peut être trop petit : le changer.
- air ou gaz dans le liquide : vérifier s’il ya pénétration d’air et corriger.
- Défauts mécaniques de l’impulser :je trop grand ou dégâts : démonter et corriger .
- Mauvais sens de rotation ou impulser posé à l’envers : corriger.
- mauvais emplacement du manomètre : mettre manomètre sur tubulure ou ligne de
refoulement.
- viscosité ou densité nom conforme à la spécification.
1-4- La pompe fonctionne pendant un temps puis s’arrête :
- Ligne d’aspiration fuyarde : vérifier s’il y a pénétration d’air et corriger.
- Pas assez de pression d’aspiration pour les liquides chauds ou volatiles : vérifier car il s’agit
d’une source fréquente d’ennuis.
- Accouplements cassés ou endommagés : inspecter et remplacer
- Impulser bouché : corriger.
- Obstruction dans la ligne d’aspiration ou de refoulement : éliminer.
- Alimentation en eau insuffisante : s’assurer que la vanne d’aspiration est grande ouverte et
vérifier le bonne niveau de liquide.
1-5- La pompe absorbe trop de puissance :
- vitesse trope élevée : vérifié que la fréquence d’alimentation est bonne et la pression de
vapeur dans le cas de turbines.
- Pression inferieure a la pression nominale, ce qui entraine le pompage de trop de liquide :
vérifier si un impulser plus petit peut suffire.
- Liquide plus lourd que prévu : vérifier viscosité et densité.
- Défauts mécanique : arbre tordu, élément rotatif gauchi, jeu trop grand sur l’impulser :
corriger.
- Mauvais sens de rotation ou impulser monté à l’envers : corriger.
Chapitre IV Problèmes et solutions
Page 58
1-6- Vibrations ou bruits sur la pompe :
- Boulons de montage ou d’accouplement desserres
- Air ou gaz dans le liquide : purger et vérifier s’il y a pénétration d’air et resserrer.
- Mauvais alignement : corriger
- Corps étrangers dans l’impulseur causant un déséquilibre : éliminer.
- Défauts mécanique : arbre tordu, palier usé, accouplement mal aligné, parties rotatives
gauchies : démonter et corriger
- Pompe fonctionnant en –dessous de la capacité minimale recommandée : augmenter le débit
- Cavitation : vérifier si la pompe est amorcée, vérifier si la pompe est amorcée, vérifier s’il
ya une température élevée à la hauteur statistique vérifier s’il ya une obstruction de la ligne
d’aspiration et vérifier NPSH disponible.
1-7- Boite press–étoupe surchauffe ou fuite excessives de presse –étoupe :
- Débit de refroidissement insuffisant vers les boites press–étoupe : vérifier s’il ya obstruction
dans la ligne de réfrigérant et éliminer.
- Garniture ne porte pas : press–étoupe non serré de manière égale : corriger.
- Garniture non lubrifiée : lubrifier.
- Garniture trop serrée : corriger.
- Mauvais type de garniture : changer.
- Pas assez de garniture : corriger.
- Joint mécanique endommagé : remplacer.
1-8- Paliers surchauffent ou s’usent rapidement :
- Niveau d’huile incorrect : rajouter.
- Graissage inadéquat : changer.
- Huile contaminée : purger et nettoyer réservoir et changer d’huile.
- Pas assez d’eau de refroidissement : ouvrir complètement vannes d’eau de refroidissement.
- Paliers trop serrée ou pré chargés : démonter et corriger.
- Bagues d’huile ne fonctionnent pas : réparer ou remplacer.
- Vibration : déterminer la raison et corriger. [14]
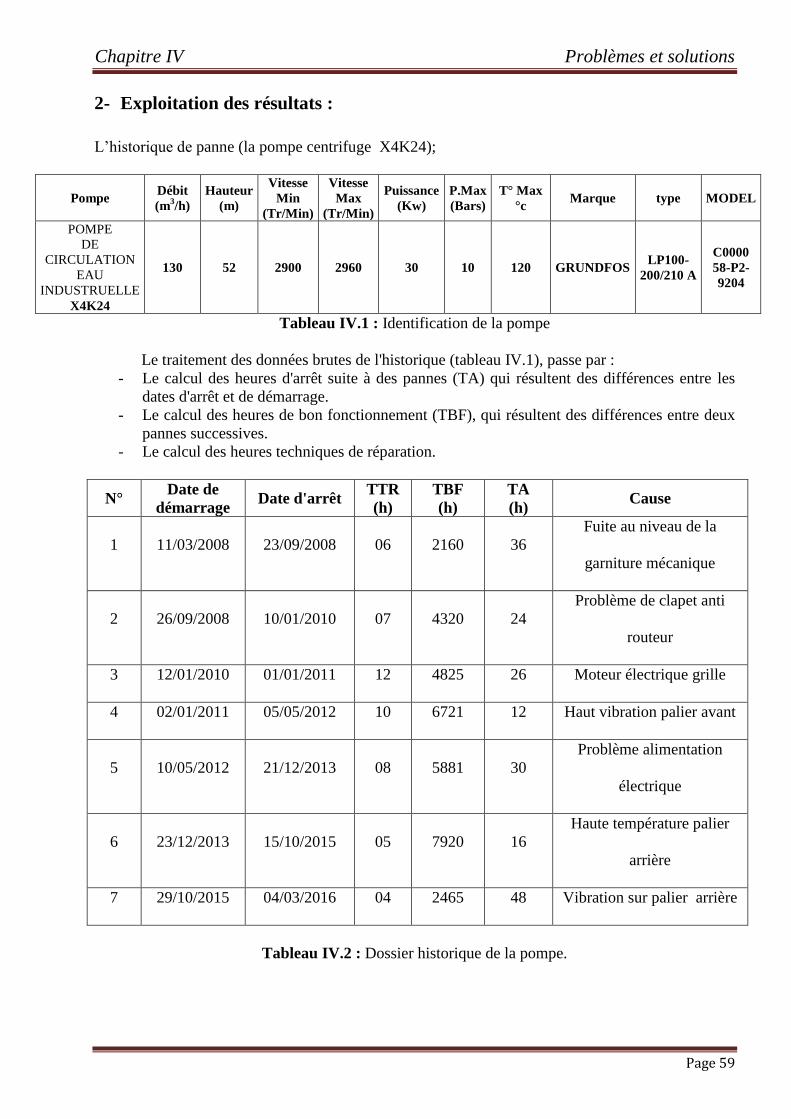
Chapitre IV Problèmes et solutions
Page 59
2- Exploitation des résultats :
L’historique de panne (la pompe centrifuge X4K24);
Pompe Débit
(m3/h)
Hauteur
(m)
Vitesse
Min
(Tr/Min)
Vitesse
Max
(Tr/Min)
Puissance
(Kw)
P.Max
(Bars)
T° Max
°c Marque type MODEL
POMPE
DE
CIRCULATION
EAU
INDUSTRUELLE
X4K24
130 52 2900 2960 30 10 120 GRUNDFOS LP100-
200/210 A
C0000
58-P2-
9204
Tableau IV.1 : Identification de la pompe
Le traitement des données brutes de l'historique (tableau IV.1), passe par :
- Le calcul des heures d'arrêt suite à des pannes (TA) qui résultent des différences entre les
dates d'arrêt et de démarrage.
- Le calcul des heures de bon fonctionnement (TBF), qui résultent des différences entre deux
pannes successives.
- Le calcul des heures techniques de réparation.
N° Date de
démarrage Date d'arrêt
TTR
(h)
TBF
(h)
TA
(h) Cause
1 11/03/2008 23/09/2008 06 2160 36
Fuite au niveau de la
garniture mécanique
2 26/09/2008 10/01/2010 07 4320 24
Problème de clapet anti
routeur
3 12/01/2010 01/01/2011 12 4825 26 Moteur électrique grille
4 02/01/2011 05/05/2012 10 6721 12 Haut vibration palier avant
5 10/05/2012 21/12/2013 08 5881 30
Problème alimentation
électrique
6 23/12/2013 15/10/2015 05 7920 16
Haute température palier
arrière
7 29/10/2015 04/03/2016 04 2465 48 Vibration sur palier arrière
Tableau IV.2 : Dossier historique de la pompe.
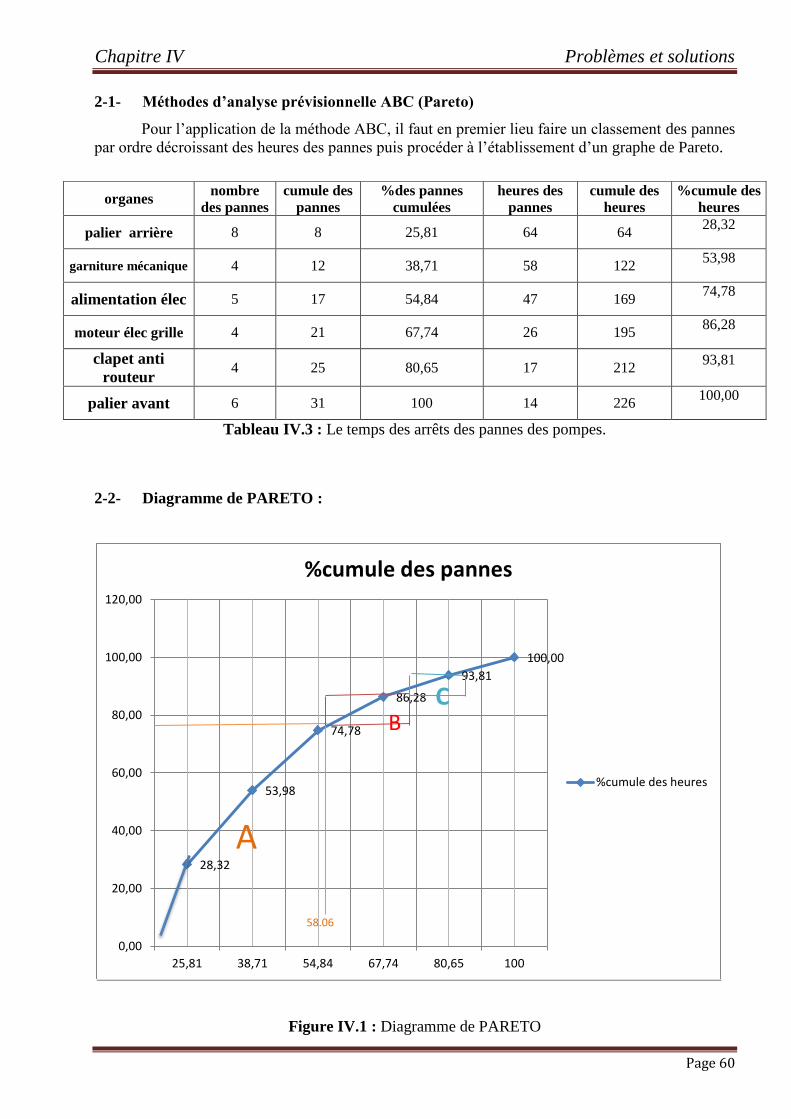
Chapitre IV Problèmes et solutions
Page 60
2-1- Méthodes d’analyse prévisionnelle ABC (Pareto)
Pour l’application de la méthode ABC, il faut en premier lieu faire un classement des pannes
par ordre décroissant des heures des pannes puis procéder à l’établissement d’un graphe de Pareto.
Tableau IV.3 : Le temps des arrêts des pannes des pompes.
2-2- Diagramme de PARETO :
Figure IV.1 : Diagramme de PARETO
28,32
53,98
74,78
86,28
93,81
100,00
0,00
20,00
40,00
60,00
80,00
100,00
120,00
25,81 38,71 54,84 67,74 80,65 100
%cumule des pannes
%cumule des heures
A
B
C
58.06
organes nombre
des pannes
cumule des
pannes
%des pannes
cumulées
heures des
pannes
cumule des
heures
%cumule des
heures
palier arrière 8 8 25,81 64 64 28,32
garniture mécanique 4 12 38,71 58 122 53,98
alimentation élec 5 17 54,84 47 169 74,78
moteur élec grille 4 21 67,74 26 195 86,28
clapet anti
routeur 4 25 80,65 17 212
93,81
palier avant 6 31 100 14 226 100,00
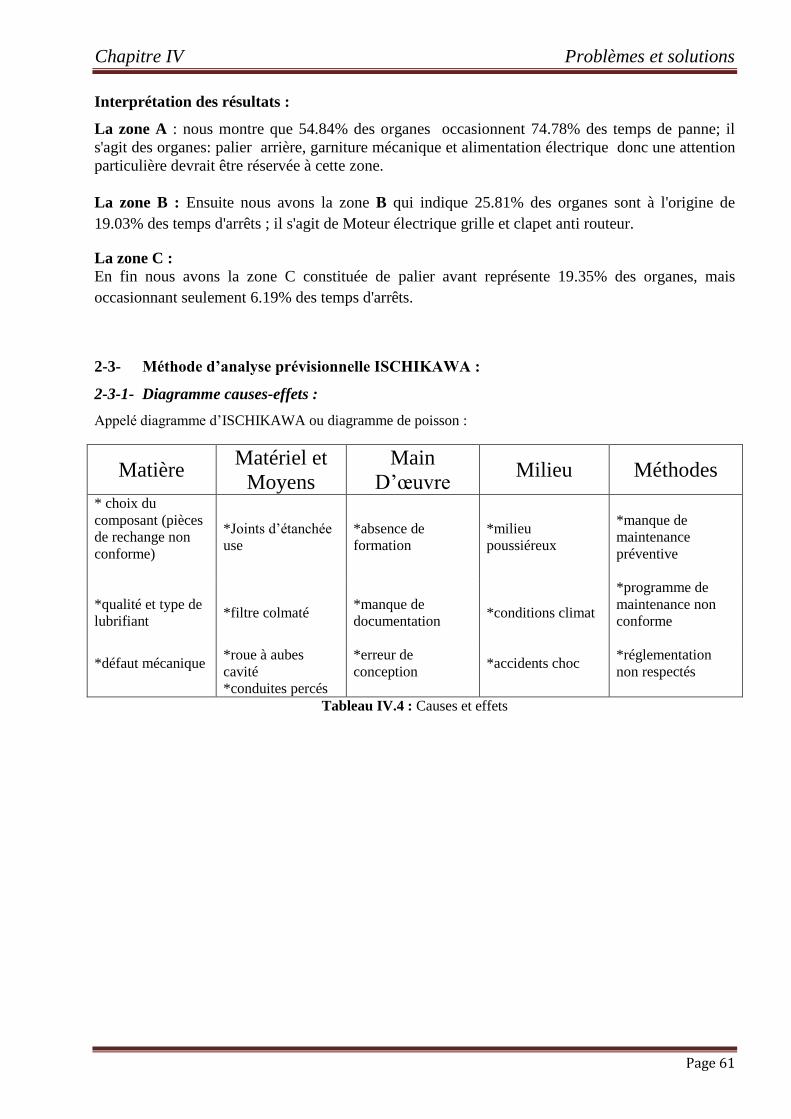
Chapitre IV Problèmes et solutions
Page 61
Interprétation des résultats :
La zone A : nous montre que 54.84% des organes occasionnent 74.78% des temps de panne; il
s'agit des organes: palier arrière, garniture mécanique et alimentation électrique donc une attention
particulière devrait être réservée à cette zone.
La zone B : Ensuite nous avons la zone B qui indique 25.81% des organes sont à l'origine de
19.03% des temps d'arrêts ; il s'agit de Moteur électrique grille et clapet anti routeur.
La zone C :
En fin nous avons la zone C constituée de palier avant représente 19.35% des organes, mais
occasionnant seulement 6.19% des temps d'arrêts.
2-3- Méthode d’analyse prévisionnelle ISCHIKAWA :
2-3-1- Diagramme causes-effets :
Appelé diagramme d’ISCHIKAWA ou diagramme de poisson :
Matière Matériel et
Moyens
Main
D’œuvre Milieu Méthodes
* choix du
composant (pièces
de rechange non
conforme)
*Joints d’étanchée
use
*absence de
formation
*milieu
poussiéreux
*manque de
maintenance
préventive
*qualité et type de
lubrifiant *filtre colmaté
*manque de
documentation *conditions climat
*programme de
maintenance non
conforme
*défaut mécanique *roue à aubes
cavité
*erreur de
conception *accidents choc
*réglementation
non respectés
*conduites percés
Tableau IV.4 : Causes et effets

Chapitre IV Problèmes et solutions
Page 62
Chapitre IV Problèmes et solutions
Page 63
2-3-2 Interprétation du diagramme d’Ishikawa :
Selon Ishikawa nous pouvons retenir les points suivants :
Matière :
Pour ce qui concerne la matière, type de l’huile, la qualité de lubrifiant et les pièces de
rechange non conforme sont facteurs pénibles sur la rentabilité de la machine.
Milieu :
Le milieu poussiéreux est le facteur majeur qui augmente les temps d’indisponibilité .La
poussière énorme est due au fait que la machine ne dispose pas un dispositif de poussière.
Main d’œuvre :
L'absence de formation et le problème de qualification des employés sont des problèmes
majeur qu'il faut impérativement les résoudre .Il y'a également un manque de documentation et
l'absence de procédure d'intervention rend les taches plus difficiles.
Matériel :
L’installation est en général utilisée dans des mauvaises conditions (mauvais graissage,
mauvais réglage, climat poussiéreux) qui cause des fuites interne et éclatement des conduites
ainsi les usures des joints .L'absence d’étanchéité qui pose problème important à l'installation
dans la cimenterie à cause des poussières est celui-ci influe directement sur les circuits de
refroidissement et l’installation de pompage.
.
Méthode :
Le manque d'information sur l'état de l’installation ainsi l'inefficacité de la maintenance
curative rend la tâche des maintenances est difficile, il devient nécessaire de positionner une
équipe d'intervention plus proche de l’installation.
Chapitre IV Problèmes et solutions
Page 64
2-4- Méthodes d’analyse prévisionnelle AMDEC :
Après le recensement et l’identification de toutes les causes qui provoquent les pannes de la
pompe, nous passons au calcule la criticité des défaillances fonctionnelles, a l'aide de produit :
Ic = O × G × D
Prenant en compte la fréquence et la gravite de défaillance, comme indices de calcule. Nous
obtenons le tableau suivant :
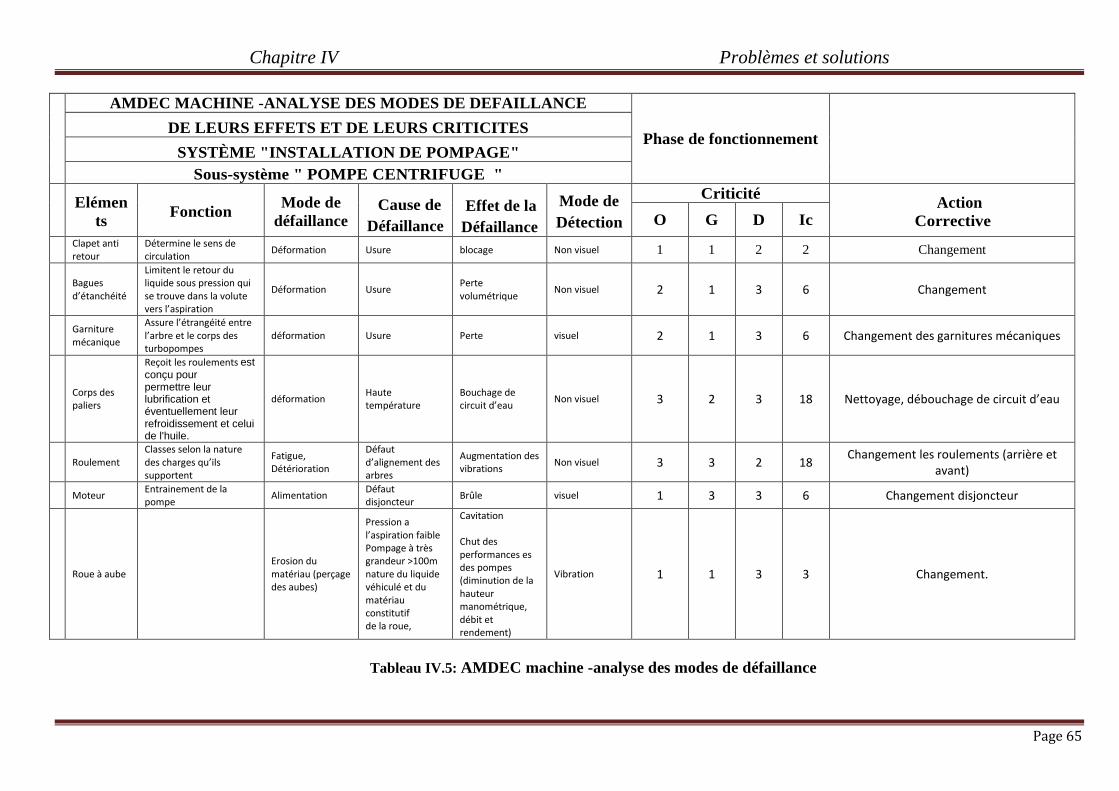
Chapitre IV Problèmes et solutions
Page 65
AMDEC MACHINE -ANALYSE DES MODES DE DEFAILLANCE
Phase de fonctionnement DE LEURS EFFETS ET DE LEURS CRITICITES
SYSTÈME "INSTALLATION DE POMPAGE"
Sous-système " POMPE CENTRIFUGE "
Elémen
ts Fonction
Mode de
défaillance Cause de
Défaillance
Effet de la
Défaillance
Mode de
Détection
Criticité Action
Corrective O G D Ic
Clapet anti retour
Détermine le sens de circulation
Déformation Usure blocage Non visuel 1 1 2 2 Changement
Bagues d’étanchéité
Limitent le retour du liquide sous pression qui se trouve dans la volute vers l’aspiration
Déformation Usure Perte volumétrique
Non visuel 2 1 3 6 Changement
Garniture mécanique
Assure l’étrangéité entre l’arbre et le corps des turbopompes
déformation Usure Perte visuel 2 1 3 6 Changement des garnitures mécaniques
Corps des paliers
Reçoit les roulements est
conçu pour permettre leur lubrification et éventuellement leur refroidissement et celui de l'huile.
déformation Haute température
Bouchage de circuit d’eau
Non visuel 3 2 3 18 Nettoyage, débouchage de circuit d’eau
Roulement Classes selon la nature des charges qu’ils supportent
Fatigue, Détérioration
Défaut d’alignement des arbres
Augmentation des vibrations
Non visuel 3 3 2 18 Changement les roulements (arrière et
avant)
Moteur Entrainement de la pompe
Alimentation Défaut disjoncteur
Brûle visuel 1 3 3 6 Changement disjoncteur
Roue à aube Erosion du matériau (perçage des aubes)
Pression a l’aspiration faible Pompage à très grandeur >100m nature du liquide véhiculé et du matériau constitutif de la roue,
Cavitation Chut des performances es des pompes (diminution de la hauteur manométrique, débit et rendement)
Vibration 1 1 3 3 Changement.
Tableau IV.5: AMDEC machine -analyse des modes de défaillance
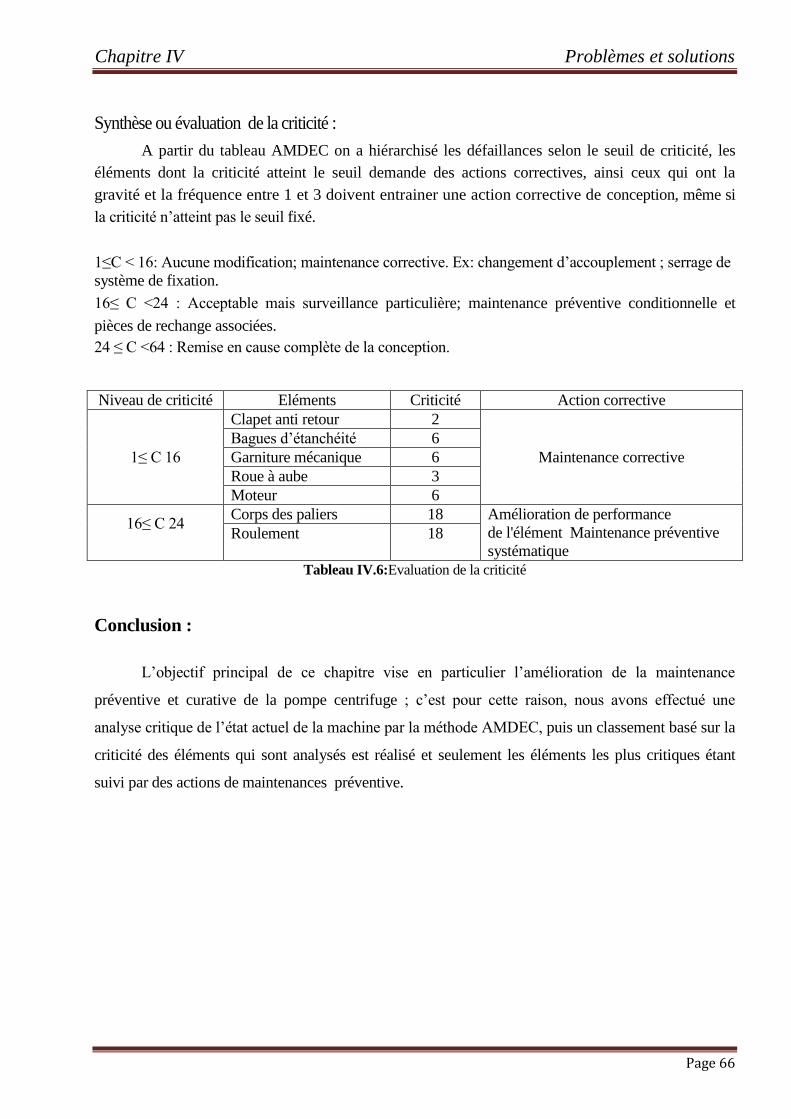
Chapitre IV Problèmes et solutions
Page 66
Synthèse ou évaluation de la criticité :
A partir du tableau AMDEC on a hiérarchisé les défaillances selon le seuil de criticité, les
éléments dont la criticité atteint le seuil demande des actions correctives, ainsi ceux qui ont la
gravité et la fréquence entre 1 et 3 doivent entrainer une action corrective de conception, même si
la criticité n’atteint pas le seuil fixé.
1≤C < 16: Aucune modification; maintenance corrective. Ex: changement d’accouplement ; serrage de
système de fixation.
16≤ C <24 : Acceptable mais surveillance particulière; maintenance préventive conditionnelle et
pièces de rechange associées.
24 ≤ C <64 : Remise en cause complète de la conception.
Niveau de criticité Eléments Criticité Action corrective
1≤ C 16
Clapet anti retour 2
Maintenance corrective
Bagues d’étanchéité 6
Garniture mécanique 6
Roue à aube 3
Moteur 6
16≤ C 24
Corps des paliers 18 Amélioration de performance
de l'élément Maintenance préventive
systématique Roulement 18
Tableau IV.6:Evaluation de la criticité
Conclusion :
L’objectif principal de ce chapitre vise en particulier l’amélioration de la maintenance
préventive et curative de la pompe centrifuge ; c’est pour cette raison, nous avons effectué une
analyse critique de l’état actuel de la machine par la méthode AMDEC, puis un classement basé sur la
criticité des éléments qui sont analysés est réalisé et seulement les éléments les plus critiques étant
suivi par des actions de maintenances préventive.
Chapitre V Plan de maintenance et recommandations
Page 67
1- Introduction:
Le fonctionnement sans problèmes d'une machine ou installation nécessite, de la part de son
constructeur, des instructions de mise en route et de maintenance claires.
Les circuits hydrauliques peuvent être réalisés de façons très différentes et, de ce fait, entrent en
tant que sous-ensembles dans les instructions de service des machines.
Des instructions générales de service et de maintenance des circuits hydrauliques sont toujours une
aide précieuse pour la mise en route et la maintenance.
Il faut toutefois, cas par cas ajouter des instructions particulières destinées au circuit de la machine
considérée.
2- Définition de maintenance :
C’est l’ensemble des opérations permettant de maintenir ou de rétablir un système, un appareil ou
du matériel, dans un état de fonctionnent ou de lui restituer des caractéristiques de fonctionnement
spécifiés.
2-1- Maintenance corrective :
2-1-1- Défaillance :
Cessation de l’aptitude d’un bien à accomplir la fonction requise.
Il existe deux formes de défaillance :
A - Défaillance partielle :
Altération ou dégradation de l’aptitude d’un bien à accomplir la fonction requise.
B- Défaillance complète:
Cessation de l’aptitude d’un bien à accomplir la fonction requise.
La maintenance curative appelée curative (terme non normalisé) a pour objet de redonner au
matériel des qualités perdues nécessaires à son utilisation.
Les défauts, pannes ou avaries diverses exigeant une maintenance corrective entraînent une
indisponibilité immédiate ou à très brève échéance des matériels affectés et une dépréciation en
quantité et qualité des services rendus.
2-2- Maintenance préventive :
Maintenance effectuée selon des critères prédéterminés, dont l’objectif est de réduire la probabilité
de défaillance d’un bien ou la dégradation d’un service rendu.
Elle doit permettre d’éviter les défaillances des matériels en cours d’utilisation.
L’analyse des coûts doit mettre en évidence un gain par rapport aux défaillances qu’elle permet
d’éviter. Le but de la maintenance préventive sont:
Augmenter la durée de vie des matériels.
Chapitre V Plan de maintenance et recommandations
Page 68
Diminuer la probabilité des défaillances en service.
Diminuer les temps d’arrêt en cas de révision ou de panne.
Prévenir et aussi prévoir les interventions coûteuses de maintenance corrective.
Permettre de décider la maintenance corrective dans de bonnes conditions.
Éviter les consommations anormales d’énergie, de lubrifiant, de pièces détachées, etc.
Améliorer les conditions de travail du personnel de production.
Diminuer le budget de maintenance.
Supprimer les causes d’accidents graves.
2-2-1- Maintenance préventive systématique :
Maintenance préventive effectuée selon un échéancier établi selon le temps ou le nombre
d’unités d’usage (produites). Même si le temps est l’unité la plus répandue, d’autres unités peuvent
être retenues telles que : la quantité de produits fabriqués, la longueur de produits fabriqués, la distance
parcourue, la masse de produits fabriqués, le nombre de cycles effectués, etc. Cette périodicité
d’intervention est déterminée à partir de la mise en service ou après une révision complète ou partielle.
Cette méthode nécessite de connaître :
Le comportement du matériel
Les modes de dégradation
Le temps moyen de bon fonctionnement entre 2 avaries
2-3- La maintenance préventive conditionnelle :
Maintenance préventive subordonnée à un type d’événement prédéterminé (auto diagnostic,
information d’un capteur, mesure d’une usure, etc.).
- Remarque :
On l’appelle aussi maintenance prédictive (terme non normalisé). La maintenance préventive
conditionnelle se caractérise par la mise en évidence des points faibles. Suivant le cas, il est
souhaitable de les mettre sous surveillance et, à partir de là, de décider d’une intervention lorsqu’un
certain seuil est atteint. Mais les contrôles demeurent systématiques et font partie des moyens de
contrôle non destructifs.
Tous les matériels sont concernés. Cette maintenance préventive conditionnelle se fait par des mesures
pertinentes sur le matériel en fonctionnement.
Les paramètres mesurés peuvent porter sur :
Le niveau et la qualité de l’huile .
Les températures et les pressions, l+a tension et l’intensité des matériels électriques.
Les vibrations et les jeux mécaniques.
Chapitre V Plan de maintenance et recommandations
Page 69
Avantages :
La connaissance du comportement se fait en temps réel à condition de savoir interpréter les
résultats. A ce niveau, l’informatique prend une place primordiale. Le matériel nécessaire pour assurer
la maintenance préventive conditionnelle devra être fiable pour ne pas perdre sa raison d’être. Il est
souvent onéreux, mais pour des cas bien choisis il est rentabilisé rapidement. Cette méthode de
maintenance, pour être efficace, doit dans tous cas être comprise et admise par les responsables de
production et avoir l’adhésion de tout le personnel.
Ces méthodes doivent être dans la mesure du possible standardisées entre les différents secteurs
(production et périphériques) ; ce qui n’exclut pas l’adaptation essentielle de la méthode au matériel.
Avec l’évolution actuelle des matériels et leurs tendances à être de plus en plus fiables, la proportion
des pannes accidentelles sera mieux maîtrisée. La maintenance préventive diminuera quantitativement
d’une façon systématique mais s’améliorera qualitativement par la maintenance conditionnelle.
3- Opérations de maintenance corrective :
3-1- Dépannage :
Action sur un bien en panne, en vue de le remettre en état de fonctionnement. Compte tenu de
l’objectif, une action de dépannage peut s’accommoder de résultats provisoires (maintenance
palliative) avec des conditions de réalisation hors règles de procédures, de coûts et de qualité, et dans
ce cas sera suivie de la réparation. Le dépannage n’a pas de conditions d’applications particulières. La
connaissance du comportement du matériel et des modes de dégradation sont à la base d’un bon
diagnostic et permettent souvent de gagner du temps. Souvent, les opérations de dépannage sont de
courtes durées mais peuvent être nombreuses. De ce fait, les services de maintenance soucieux
d’abaisser leurs dépenses tentent d’organiser les actions de dépannage. Certains indicateurs de
maintenance (pour en mesurer son efficacité) prennent en compte le problème du dépannage. Ainsi, le
dépannage peut être appliqué par exemple sur des équipements fonctionnant en continu dont les
impératifs de production interdisent toute visite ou intervention à l’arrêt.
3-2- Réparation :
Intervention définitive et limitée de maintenance corrective après panne ou défaillance.
L’application de la réparation peut être décidée soit immédiatement à la suite d’un incident ou d’une
défaillance, soit après un dépannage, soit après une visite de maintenance préventive conditionnelle ou
systématique.
Remarque :
La réparation correspond à une action définitive. L’équipement réparé doit assurer les performances
pour lesquelles il a été conçu. Tous les équipements sont concernés.
Chapitre V Plan de maintenance et recommandations
Page 70
3-3- Opérations de maintenance préventive :
A. Inspections :
Activités de surveillance consistant à relever périodiquement des anomalies et exécuter des réglages
simples ne nécessitant pas d’outillage spécifique, ni d’arrêt de l’outil de production ou des
équipements.
B. Visites :
Opérations de surveillance qui, dans le cadre de la maintenance préventive systématique, S’opèrent
selon une périodicité déterminée. Ces interventions correspondent à une liste D’opérations définies
préalablement qui peuvent entraîner des démontages d’organes et une Immobilisation du matériel. Une
visite peut entraîner une action de maintenance corrective.
4- Les contrôles :
4-1- Contrôles en usine du constructeur :
4-1-1- Matériaux :
Il existe plusieurs possibilités :
le certificat du constructeur, facile à obtenir et permettant souvent l’emploi de pièces ou matières
en stock ;
le certificat du fournisseur de matériaux, qui implique l’emploi de matériaux identifiés chez le
constructeur mais élimine les pièces en stock ;
le prélèvement et le contrôle d’éprouvettes attenantes, qui impliquent une fabrication spéciale.
Les prix sont plus élevés et les délais plus longs pour les deux dernières possibilités. Ces exigences
doivent donc être justifiées par un service sévère.
4-1-2- Essais de fonctionnement :
Pour des vannes ou des clapets, il peut s’agir d’un essai d’étanchéité en position de fermeture. Le
fonctionnement des moteurs de commande est à vérifier.
Pour les pompes, vérifier les courbes débit-hauteur, débit rendement, débit-puissance. Pour un débit
fixé, les tolérances sont usuellement de ± 5 % à ± 3 % sur la hauteur, ± 2 ou 3 points sur le rendement
(normes NF X 10-601 et NF X 10-602). Dans tous les cas, le constructeur peut garantir un point de
fonctionnement mais pas une courbe.
Pour les moteurs électriques, on peut faire un essai diélectrique et une mesure de rendement avec des
contrôles de températures et de vibrations. Les armoires peuvent faire l’objet de simulations.
Pour les moteurs thermiques, vérifier la consommation à pleine charge et la température ainsi que les
vibrations et la régulation de vitesse.

Chapitre V Plan de maintenance et recommandations
Page 71
Pour les turbines à vapeur, faire un essai de consommation, de vibrations et de régulation de vitesse et
vérifier les sécurités.
Tous ces essais doivent être faits en accord avec les normes spécifiées par l’acheteur.
Pour les puissances ou débits importants, ces essais ne peuvent être réalisés à pleine charge en plate
forme et on opère alors à vitesse réduite. Dans ce cas, les rendements sont inférieurs à ceux obtenus à
pleine vitesse, certaines pertes restant constantes ou proportionnelles à la vitesse. Pour les pompes
centrifuges, le rendement doit être corrigé par la formule suivante :
2 1 1 1/ (1 )
nK
avec
0 .1 7
1
2
n
NK
N
Avec :
η : rendement,
N : vitesse de rotation,
1 et 2 indices respectivement pour l’essai et la pleine charge.
De la même façon, un essai à froid donne un rendement inférieur à un fonctionnement à chaud car la
viscosité du liquide d’essai est plus grande. La même formule est applicable en remplaçant Kn par Kt
tel que :
0.07
1 2( / )
tK v v
Avec : ν viscosité cinématique.
Parfois, il faut vérifier le NPSH, ce qui exige une installation coûteuse.
Ces essais peuvent faire l’objet :
d’un certificat ou d’une courbe établis par le constructeur, se référant à l’essai d’un prototype
(grande série) ou à l’essai du matériel lui-même ;
d’un essai en usine auquel assiste le client (supplément de prix et de délai).
4-1-3- Contrôles divers :
On peut être amené à contrôler :
Le bruit, dans des locaux spéciaux ; une cause importante de bruit réside dans la circulation du
liquide dans les tuyauteries, ce qui n’est pratiquement pas mesurable dans de tels locaux ; pour
réduire le bruit et sa transmission, le lecteur se reportera aux articles d’acoustique des traités
Construction et Électronique ;
L’échauffement des paliers et l’étanchéité des garnitures ; pour les échauffements, attendre au
moins deux heures de marche. Les garnitures à tresse doivent laisser suinter 3 gouttes à la minute ;
les garnitures mécaniques doivent être étanches et ne pas chauffer ;
Chapitre V Plan de maintenance et recommandations
Page 72
Les vibrations : une amplitude de 125 μ m est normale sur une machine tournante. Tenir compte de
ce qu’une installation provisoire d’essai est moins rigide qu’une installation définitive.
4-1-4- Contrôle de l’installation sur le site, avant mise en route :
Le contrôle doit être effectué par l’utilisateur ou son délégué.
Les points principaux à vérifier sont :
la conformé avec les lois, règlements, etc., en particulier ceux relatifs à l’hygiène et à la
sécurité;
le dimensionnement : cotes de démontage, diamètres de tuyauteries, niveaux (en
particulier ceux relatifs au NPSH), sections de câbles, pentes de tuyauteries,
raccordements avec l’extérieur, sections des grilles, tamis, crépines, etc. ;
les pleins d’huile;
les sens de rotation des pompes et le fonctionnement motorisé des vannes ;
le contrôle complet du fonctionnement des armoires électriques, y compris les alarmes,
sécurités et télécommandes;
l’absence d’efforts provoqués par les tuyauteries sur les brides des pompes;
l’élimination des cales de réglage sous les socles après scellement;
l’alignement des pompes et moteurs, à chaud si nécessaire;
l’absence de fuites et d’entrées d’air (épreuves hydrauliques de l’ensemble) ;bien prévoir la
mise à disposition d’eau pour les essais, cela peut coûter très cher s’il faut l’amener par camions
citernes.
Le lavage des tuyauteries et l’élimination des chiffons, outils, nettoyage des fosses, des
réservoirs…etc.
Les dispositifs d’amorçage;
Les contrôles dynamiques sur chaque pompe, les réglages des débits, hauteurs, le contrôle
de la puissance, de la tension, des vibrations, l’absence de coups de bélier aux arrêts se
mises en route.
La remise des plans de récolement, des notices, coupes, pièces de rechange, notes de calcul,
etc.
Chapitre V Plan de maintenance et recommandations
Page 73
5- Surveillance du fonctionnement :
Tableau ou pupitre de contrôle : pour tous les instruments, établir une valeur normale ou
extrême ; ce document sera utilisé en permanence pour détecter les anomalies.
Vérifications périodiques :
- les niveaux d’huile et de carburant chaque jour ;
- les températures de paliers toutes les quatre heures, celles des moteurs électriques toutes les huit
heures ;
- les fuites aux presse-étoupe ou joints, l’absence de cavitation, les niveaux, toutes les quatre heures ;
- le fonctionnement des sécurités, l’état des lampes témoin et des courroies, toutes les semaines ;
- les pressions et débits toutes les huit heures.
Cela est une base à aménager selon les cas.
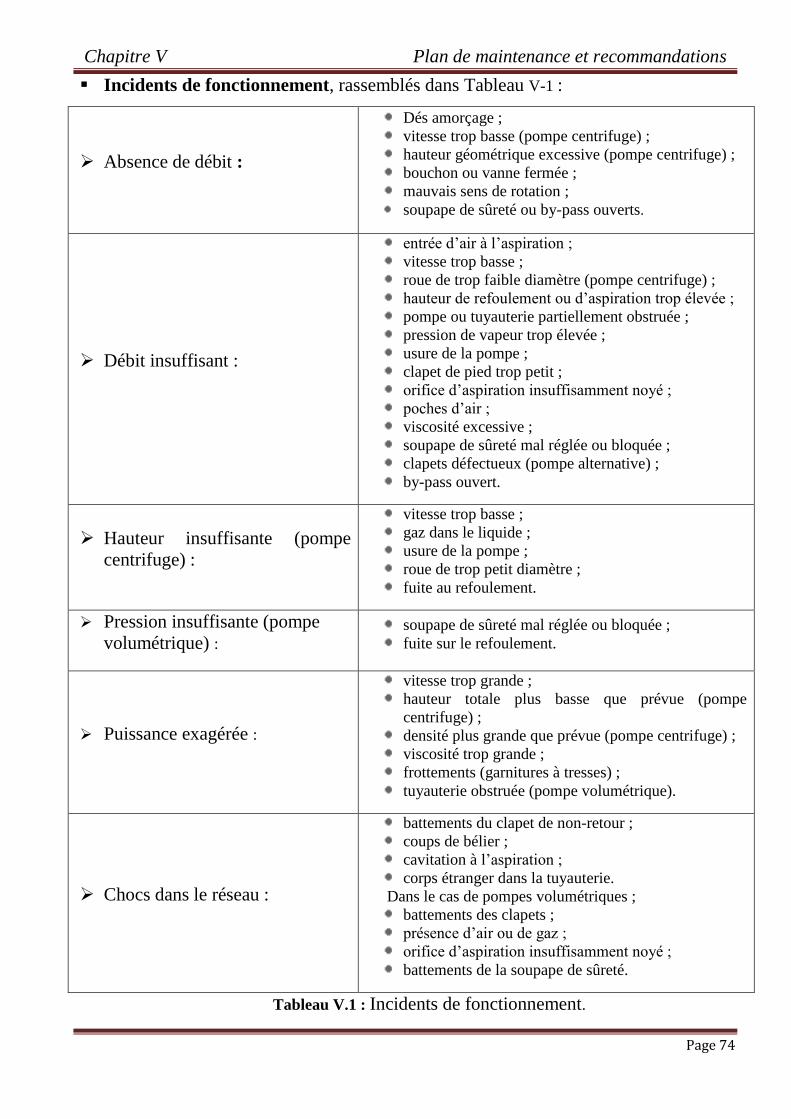
Chapitre V Plan de maintenance et recommandations
Page 74
Incidents de fonctionnement, rassemblés dans Tableau V-1 :
Absence de débit :
Dés amorçage ;
vitesse trop basse (pompe centrifuge) ;
hauteur géométrique excessive (pompe centrifuge) ;
bouchon ou vanne fermée ;
mauvais sens de rotation ;
soupape de sûreté ou by-pass ouverts.
Débit insuffisant :
entrée d’air à l’aspiration ;
vitesse trop basse ;
roue de trop faible diamètre (pompe centrifuge) ;
hauteur de refoulement ou d’aspiration trop élevée ;
pompe ou tuyauterie partiellement obstruée ;
pression de vapeur trop élevée ;
usure de la pompe ;
clapet de pied trop petit ;
orifice d’aspiration insuffisamment noyé ;
poches d’air ;
viscosité excessive ;
soupape de sûreté mal réglée ou bloquée ;
clapets défectueux (pompe alternative) ;
by-pass ouvert.
Hauteur insuffisante (pompe
centrifuge) :
vitesse trop basse ;
gaz dans le liquide ;
usure de la pompe ;
roue de trop petit diamètre ;
fuite au refoulement.
Pression insuffisante (pompe
volumétrique) :
soupape de sûreté mal réglée ou bloquée ;
fuite sur le refoulement.
Puissance exagérée :
vitesse trop grande ;
hauteur totale plus basse que prévue (pompe
centrifuge) ;
densité plus grande que prévue (pompe centrifuge) ;
viscosité trop grande ;
frottements (garnitures à tresses) ;
tuyauterie obstruée (pompe volumétrique).
Chocs dans le réseau :
battements du clapet de non-retour ;
coups de bélier ;
cavitation à l’aspiration ;
corps étranger dans la tuyauterie.
Dans le cas de pompes volumétriques ;
battements des clapets ;
présence d’air ou de gaz ;
orifice d’aspiration insuffisamment noyé ;
battements de la soupape de sûreté.
Tableau V.1 : Incidents de fonctionnement.
Chapitre V Plan de maintenance et recommandations
Page 75
6- Exploitation :
6-1- Consignes de démarrage et d’arrêt :
6-1-1- Démarrage Vérifier que:
la tension est normale et tous les circuits électriques sont alimentés;
les arrosages, réchauffages, refroidissements sont en service;
les vannes sont en bonne position;
les pompes sont amorcées, l’air purgé;
les niveaux sont normaux.
Choisir la pompe ayant le moins d’heures démarche comme pompe de service et mettre les
électeur en position en s’assurant qu’on ne peut pas d’émarrer d’autre moteur en même temps
pour éviter un appel de courant abusif.
Une fois la pompe en service, ouvrir la vanne de refoulement le cas échéant et attendre dix
secondes avant de démarrer la suivante.
Ne pas démarrer une pompe deux fois consécutives et respecter le nombre maximal de
démarrages à l’heure.
Vérifier les fuites aux presse-étoupe et l’échauffement des paliers.
6-1-2- Arrêt :
Fermer lentement la vanne de refoulements il s’agit d’une pompe centrifuge (dans le cas où la
pompe arrête vanne fermée).
Arrêter le moteur.
6-1-3- Entretien :
Constituer un manuel d’entretien contenant les instructions des constructeurs.
Ces instructions concernées ont principalement:
Le graissage ;
Les presse-étoupe ;
Le changement des roulements, paliers, butées ;
Le changement des chemises d’arbre;
Le changement des joints ou segments de vérins de commande des vannes;
Les joints des opercules de vanne ou des portées de clapets;
l’échange des bagues (usure et étanchéité);
Chapitre V Plan de maintenance et recommandations
Page 76
les moteurs thermiques (bougies, injecteurs, filtres…etc.);
les pièces d’usure des accouplements;
les courroies, engrenages, etc. ;
les rotors des pompes rotatives;
l’entretien électrique;
les mises en arrêt (vidanges, antirouille…etc.);
l’état des revêtements (peintures par exemple).
7- La cavitation :
La cavitation est la vaporisation du liquide contenu dans la pompe quand il est soumis à une
pression inférieure à la tension de vapeur correspondant à sa température.
Ce phénomène se produit à l’orifice d’aspiration de la pompe ; des bulles apparaissent dans les
zones où la pression est la plus faible (entrée des aubes de roue des pompes centrifuges): elles sont
transportées dans les zones de pressions plus fortes où se produit leurre condensation.
Des implosions se produisent alors à des fréquences élevées et créent des surpressions locales
très élevées (jusqu'à des centaines de bars) .
La cavitation est un phénomène à éviter absolument, car il entraîne de graves conséquences :
érosion du matériau pouvant aller jusqu'au perçage des aubes de turbine des pompes centrifuges
augmentation du bruit et des vibrations générés par la pompe chute des performances des pompes avec
diminution importante de la hauteur manométrique totale, du débit et du rendement.
En conclusion, on peut dresser une liste de conseils à respecter, s’il procédé le permet, pour éviter la
cavitation:
préférer si possible les montages de pompes en charge.
éviter de transporter des liquides à des températures trop élevées.
éviter une alimentation à partir d'un réservoir sous pression réduite.
diminuer les pertes de charge du circuit d'aspiration.
Si ces conseils ne peuvent être appliqués en raison des exigences du procédé, il ne reste plus qu'à
trouver une pompe dont les caractéristiques montrent des valeurs de N.P.S.H.requis suffisamment
faibles.
Chapitre V Plan de maintenance et recommandations
Page 77
8- Phénomène de la coupe de bélier :
8-1- Généralité:
On sait de puis longtemps qu’en intervenant au droit d’un dispositif de fermeture tel qu’une
vanne ,une onde de suppression se propage a une grande vitesse vers l’amont de se dis positive.
Un phénomène semblable se produira aussi s il ’on ouvre une vanne, mais dans ce cas c’est une onde
de dépression qui prend naissance et se propagera aussi a une grande vitesse vers l’amont On appel le
coup de bélier toute variation subite de la pression qui se produit en cas de variation important émias
souvent rapide du débit.
Les coups de bélier est un phénomène oscillatoire dont les causes les fréquentassent les suivants :
Arrêt brutal d’un ou de plusieurs groupes électro pompes alimentant une conduite de refoulement.
Fermeture instantanée ou trop rapide d’une vanne ou d’un robinet.
8-2- Analyse physique du phénomène de coup de bélier :
Soit une conduite de refoulement dans le débit ( ) se trouve brusquement arrêter a la suite
d’une disjonction .Nous admettrons une élasticité de la conduite et une compressibilité de l’eau, donc
quatre phases peuvent être alors en visages.
- Phase n°01 :
La colonne liquide va suivre son chemin accédant, mais n’étant plus alimente (par son inertie),il va en
résulter derrière elle une dépression :l’eau se de prime.
Temps pour qu’une onde de dépression atteigne le réservoir est L/a.
Ou :a :est la célérité de cette onde au bord de ce temps, la conduite est en dépression sur toute sa
longueur et l’eau est alors immobile.
- Phase N°02 :
L’eau revient dans la conduit et au bord d’un nouveau temps L :2L/a de puis l’origine du phénomène
,tout l’eau est redescendue, mais va se trouver arrêter par le clapet de la pompes qui entre temps s’est
fermé.
- Phase N°03 :
L’eau se comprime grâce à son contact avec le clapet entrainant une dilatation de la conduite, donc il
va accentuer dans le sens pompe réservoir avec un nouveau temps L/a, c’est à dire 3L/a depuis ;
L’origine. Toute la conduite sera dilatée avec une sur pressée immobile.
Chapitre V Plan de maintenance et recommandations
Page 78
- Phase N°04 :
La conduite reprend son diamètre primitif grâce a son élasticité, donc la colonne d’eau reprend ses
dimensions premières au bout d’un nouveau temps L/a, c’est à dire 4L/a depuis l’origine. Nous
retrouvons dans la même situation qu’au moment de l’arrêt brusque de la pompe. La période du
mouvement est donc 4L/a.
8-3- Conséquences du coup de bélier:
Le phénomène du coup de bélier peut dans de nombreux cas provoquer une rupture de la
canalisation soit par :
Encrassement suite à une forte dépression.
Encrassement suite à une forte surpression0.
Ces variations de pression peuvent aussi donner lieu a un débordement de la conduite ou a rupture des
joints.
8-4- Répartition de coup de bélier:
Cas d’arrêt brusque (t<2L/a) : le coup de bélier est maximum près de la pompe, conserve sa valeur
maximale : av0/g jusqu’a une distance égale à (L=at/2), puis de croit pour devenir nul a l’autre
extrémité.
Réservoir à air:
Appeler aussi accumulateur, cloche à air, ballon d’air réservoir anti-bélier .Ce réservoir est installé
à proximité de la pompe. Lors d’une disjonction de cette pompe, le débit diminue brusquement et il
est remplacé partiellement pendant quelque instant, par celui de l’accumulateur, ce dernier débit
diminue lentement car la pression dans cet appareil diminue du fait qu’il se vide.
Cas d’arrêt long (t>2L/a):le coup de bélier dé croit linéairement depuis sa valeur maximale
(2L*g.t) jusqu’a zéro à l’autre.
8-5- Moyens de protection de l’installation contre le coup de bélier:
Les appareils les plus utilisées pour la protection contre le coup de bélier sont les suivants:
Les volants d’inertie.
Les soupapes de décharge et les reniflards (ventouse).
Les réservoirs d’air et les cheminées d’équilibre.
Chapitre V Plan de maintenance et recommandations
Page 79
Volant d’inertie:
On diminue les effets du coup de bélier en munissant la pompe d’un gros volant d’inertie , ainsi
en cas d’une disjonction subite de la pompe (suite à l’arrêt du moteur en cas de panne) ,la vitesse de
rotation diminue alors lentement et il est même de son débit.
Soupapes de décharges:
Le rôle de ces soupapes consiste à deviser certain débit à l’extérieur de la conduite à
protéger dés que la pression atteint une certaine valeur de réglage Pour que l’opération d’ouverture de
ces appareils soit efficace (rapide), il faut qu’il s atteint une inertie. Le nombre de soupape dépend de
l’importance de l’installation et est comprise généralement entre 1 et 6.
Les ventouses:
Son rôle est évacuer l’air contenu dans les conduites est permette en outre l’admission de l’air
dans ces conduites lorsqu’on procède à son vidange ou dans le cas général lorsqu’il y a apparition de la
cavitation en un point haut.
Conclusion :
La maintenance de la station pompage d’eau qui sont utiliser les conductions
d’environnement pour sécurisé le matériel en été avec les types de maintenance qui faire les
équipements de maintenance, toute les manières pour la productivité de l’usine sont restée dans la
meilleure point fonctionnement.
Conclusion générale
Page 80
Conclusion générale
Dans ce mémoire, nous avons abordé comment faire une gamme d’entretien préventif de la
pompe « X4K24 », cette gamme assure pour nous une durée de vie considérable pour notre machine
et même temps les outils de coupes dans des bonnes conditions d’utilisation.
Aujourd’hui l’entretien (le service maintenance) est un service essentielle et plus important
pour chaque entreprise cherche à une production maximale, synchronisation avec la production
abondante et la compétition entre les entreprises actuellement qui nous sont imposées un soin
intensifs pour ce secteur pour arrivons à notre objectives.
Lorsque nous parlons de la maintenance préventive nous projetons de l’entretien préventive
parce que la maintenance préventive simplement si l’organisation de service d’entretien préventive.
Après l’achèvement de ce travail, nous avons conclue que la maintenance, n’est pas que la
réparation, et que la maintenance n’est pas forcement un bon homme à combinaison tachés de
graisse, mais tout une fonction compliquées qui nécessite une organisation parfaite et une
connaissance de la machine outil.
Bibliographie
[1]- usine de ciment de Tébessa SCT- Elma Labiod
[2]- [02] "Les Pompes", Total Support De Formation : Exp-Pr-Eq070 Révision 0.1,
Dernière Révision : 13/04/2007
[3]- [03] Bernard, Techniques D'ingénieur (B 4320) Pompes Volumétriques Pour
Liquides, Paris.
[4]- Yvon dorestant ; premier cours national post-gradue sur l’irrigation le drainage et
la gestion des ressources hydrauliques, IICA, 1985.
[5]-Hydro-Quebec ; performance optimization of fan, pump and blower system,
assessment guide, 1993.
[6]-Ranald v ;Giles. , Jack .B.Evett., Chengliu., mécanique des fluides et hydraulique,
cours et problème 2eme
édition, paris,1975.
[7]-Sakir amiroudine., jean-luc Battaglia ; mécanique des fluides. Dunod.1985.
[8]-Armando Lencastre., Hydraulique général.2eme
tirage ,Eyroolles,1999.
[9]- Jacques Launay ; Gabriel Perrotin ; technique de l’ingenieur, liquide à pression
moyenne-station de pompage. Paris,1990.
[10]- jean héng ; pratique de la maintenance préventive ; dunod, paris, 2002.
[11]-banque interaméricaine de développement ; Evaluation des systèmes de
pompage d’eau manuel de maintenance ;1ere
édition.
[12]- Guide De La Maintenance Daniel Boitel Et Claude Hazard Edition Nathan1990.
[13]-francois mouchy ; jean pierre vernier ; maintenance méthodes et organisations ;
dunod, paris, 3eme
édition 2002.
[14]-cours formation de l’ingenieur , recherche de pannes décembre 1985.





























