Embed Size (px)
DESCRIPTION
coquizacion en planta
Citation preview
1. Antecedentes de la Coquización
A principios del siglo pasado, surge como una alternativa el cracking térmico con la cual
se obtienen buenos rendimientos de gasolina. Este se práctico hasta los años
siguientes al 1930para la fabricación de aceites lubricantes de la clase conocida como
aceites de parafina. Este proceso se usa aún para la preparación de productos de carga
destilados para otras operaciones, y ha sido reemplazada por el craking catalítico.
Antes de la introducción de los procesos catalíticos, la unidad de craqueo térmico tipo
Dubbs (1924 a 1930) de dos serpentines era lo más común. Pero este proceso
producía una gran cantidad de depósitos indeseables en los calentadores. La evolución
gradual de la ciencia fue consiguiendo que los calentadores que podían diseñarse para
alcanzar temperaturas por encima del punto de coquéo, sin formación significativa de
coque en los mismos. Para ello era necesario alta velocidad (tiempos de retención
mínimos) en los calentadores. Así, con el paso de los años, surge la coquización como
un proceso de craqueo térmico donde se obtenían mayores conversiones de fracciones
de petróleo, y se disminuía la presencia de metales pesados en la alimentación del
proceso de craqueo catalítico, aumentando así la vida útil del catalizador.
A pesar de la utilidad de la coquización, entre sus desventajas se encontraba la
producción de coque que no era el producto deseado, pero gracias a estudios de
mejoramiento y los desarrollos paulatinos, se ha hecho posible que este proceso se
mantenga vigente y se hayan diseñado una gran variedad de procesos de coquización.
Entre ellos la coquización retardada (1940), coquización de contacto continuo y fluido
de coquización (1949 a 1955), y más recientemente, la flexicoquización(1974 y 1975).
Todos estos procesos, proveen una gran flexibilidad en el manejo de una gran
diversidad de alimentaciones a una alta eficiencia, asegurando a la refinería un retorno
óptimo de los productos de fondo durante el proceso.

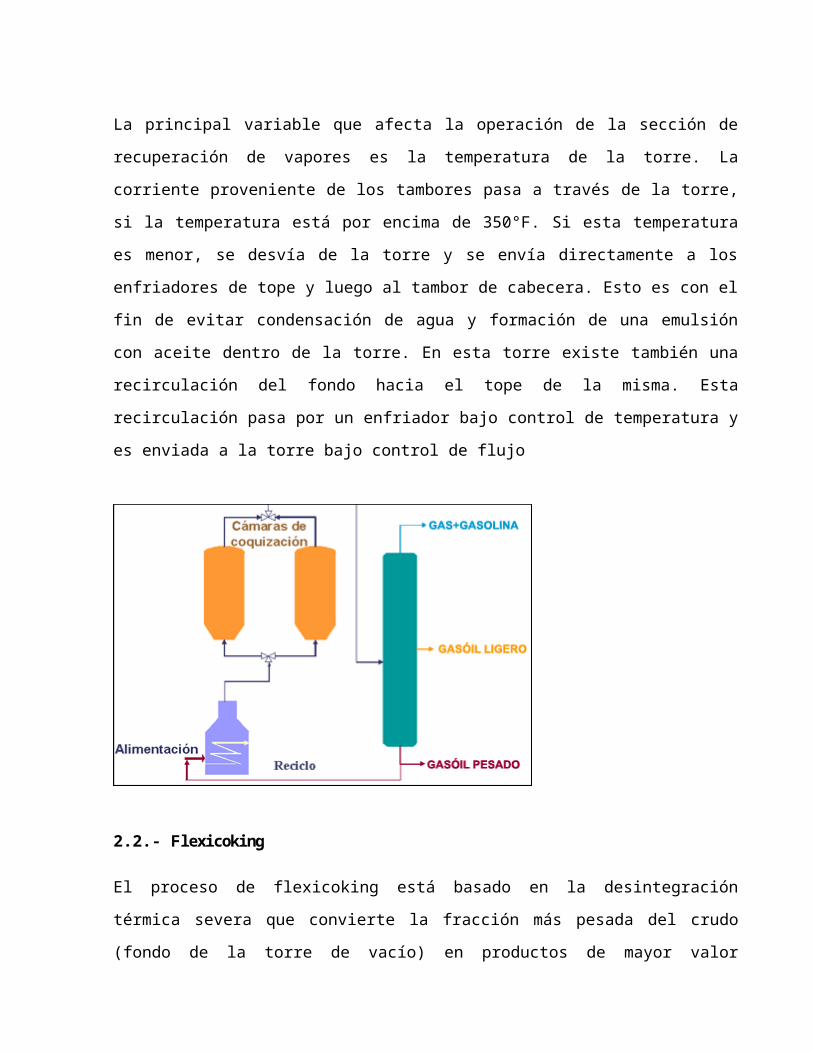
2. Coquización
Los residuos de la destilación al vacío son desintegrados térmicamente para
convertirlos en combustibles ligeros y en coque. Los productos en este proceso son:
gas combustible, nafta, gasóleos ligeros y pesados y coque (véase la figura).
La coquización es un proceso de conversión que se fundamenta en diferentes
reacciones de desintegración o craqueo térmico de los compuestos hidrocarburos que
constituyen la carga, en condiciones de alta temperatura. El rendimiento de este
proceso va a depender del tipo de alimentación; es decir, las características de los
productos obtenidos van a depender de las propiedades que tenga la corriente de fondo
de la torre de vacío.
Cuando las alimentaciones son ricas en compuestos aromáticos el coque que se va a
producir como subproducto es un coque con bajo contenidos dilato métricos, siendo
utilizado principalmente para la generación de electrodos de aluminio. En el caso de
que las alimentaciones sean ricas en compuestos asfaltenicos, el coque producido es
un coque tipo promedio.
La coquización es un proceso el cual a pesar de tener como desventaja principal la
formación de coque del petróleo, que es considerado como un subproducto indeseado,
tiene como gran ventaja brindar la posibilidad de obtener los máximo rendimientos
posibles de una corriente de pesados que antes era considerada como desecho, y
debido al gran progreso que introdujo en la industria de la refinación es que se
desarrollaron dos procesos de coquización considerados como principales como lo son
la coquización retardada y la flexicoquización así como varios proceso alternativos de la
coquización como lo son:
Coquización retardada
Flexicoking
Coquización retardada para diferentes alquitranes de petróleo y breas
alquitranada del carbón.
Coquización retardada simple.
Coquización retardada selectiva.
Coquización opcional que incluye Fluidcoking y Flexicoking.
Coquización Lurgi Ruhrgas
Coquización por contacto continuo
2.1 Coquización retardada
Propósito de la Unidad:
El propósito de la Unidad de Coquización Retardada (CRAY) es aumentar la producción
de destilados, y la corrida de crudos pesados, disminuyendo la producción de residual
de alto azufre. La unidad de Coquización Retardada (CRAY) fue diseñada por Foster
Wheeler con la finalidad de transformar un hidrocarburo pesado en gas, nafta, gasóleos
y coque. Este es un proceso térmico en el cual el hidrocarburo pesado (brea) se
calienta a alta velocidad en un horno y luego se envía a una zona de reacción
(tambores de coque) en donde bajo condiciones apropiadas de presión y temperatura,
se craquea térmicamente y se convierte en productos de mayor valor comercial. Esta
unidad entró en servicio en la Refinería de Amuay el 30 de octubre de 1994, sin
mayores desviaciones a los procedimientos elaborados por el grupo multidisciplinario
de arranque.

La unidad de Coquización Retardada (CRAY), está compuesta por las siguientes
secciones:
- Sección de coquización y recuperación de vapores
- Sección de fraccionamiento y precalentamiento de la alimentación.
- Sección de compresión y separación de productos livianos.
- Sección de cortado y manejo de coque.
Visión general del proceso:
La Unidad de Coquización Retardada (CRAY) está diseñada para transformar
hidrocarburos pesados provenientes de los fondos de la torre de destilación al vacío y
de las siguientes corrientes: lechada del Flexicoquer, lechada del Flexicraquer filtradas
y extracto de lubricantes.
Este es un proceso térmico en el cual el hidrocarburo pesado (brea) se calienta a alta
velocidad en un horno y luego se envía a una zona de reacción, conformada por los
tambores de coque, en donde bajo condiciones apropiadas de presión y temperatura,
se craquean térmicamente y se convierten en productos de mayor valor comercial como
son:
- Coque.
-Gas combustible.
- Propanos.
- Butanos.
- Nafta Liviana.
- Nafta Pesada.
- Gasóleo Liviano.
- Gasóleo Pesado.
En este proceso la alimentación (brea) entra al fondo de la torre fraccionadora, que
actúa como recipiente para compensar variaciones de flujo y luego se envía a los
hornos de coquización donde ésta se calienta por encima de los 482°C.

Luego fluye al fondo de uno de los tambores de coque donde se craquea térmicamente
en los productos anteriormente mencionados.
El coque en estado semisólido va llenando gradualmente el tambor en un período
usualmente de 24 horas, al tiempo que los productos más livianos en estado gaseoso
pasan a la torre fraccionadora para su separación en gas, nafta inestable y gasóleos.
Los gases son enviados al compresor de gas y luego junto con la nafta inestable a
torres separadoras donde se recuperan gases, propanos, butanos y nafta estable.
Una vez llenado el primer tambor de coque, se cambia la alimentación al segundo
tambor, mientras que éste se somete a un proceso de decoquización, que tome otras
24 horas. El proceso de llenado y vaciado del tambor de coque es lo que se conoce
como ciclo de coquización con una duración normal de 48 horas.
El coque producido es transportado vía una correa tubular a un patio de
almacenamiento con capacidad para dos meses de operación. Una vez al mes, el
coque es transportado al muelle para su exportación a los mercados internacionales.
Flujo del proceso:
Para una mejor comprensión de la unidad, se ha subdividido el proceso en sistemas y
secciones a saber:
- Sistema de alimentación.
- Sección de coquización.
- Sección de fraccionamiento y precalentamiento de la alimentación.
- Sección de recuperación de vapores.
- Sección de livianos
-Sistemas de vapor.
- Sistemas de generación de vapor.
- Sistemas de condensado.
- Sistema de reprocesamiento de slop.
- Sistema de cortado de coque.
- Sistema de manejo de coque dentro de la unidad
- Sistema de manejo de coque fuera de la unidad. Unidad de coquización retardada

Sistema de alimentación para la Refinería de Amuay:
La capacidad de la unidad por diseño, es de 28625 B/D para la operación grado
combustible (operación normal) y 23550 B/D para la operación grado ánodo(operación
alterna 2).Durante la etapa de ingeniería, se realizaron modificaciones al diseño original
con la intención de poder alcanzar una capacidad de procesamiento en la unidad de
34250 B/D de fondo de vacío con 24% de carbón conradson (operación alterna 1).La
operación normal es grado combustible. El grado ánodo es una operación alterna, y se
obtiene cuando se envían las lechadas del Flexicoquer y la lechada del Flexicraquer y
la línea /tanque para enviar extracto de lubricantes a la unidad de Coquización
Retardada.
La unidad puede alimentarse de cualquiera de las torres de vacíos existentes.
Adicionalmente, se tiene la flexibilidad para alimentar a la unidad con las corrientes de
lechadas de Flexicoquer y Flexicraquer sin filtrar.
La filosofía de control del sistema de alimentación a la unidad se describe a
continuación:
- Los fondos de las torres de destilación al vacío son enviadas al CRAY bajo control de
flujo, determinado por la cantidad de brea disponible en estas unidades.
- Los fondos de las torres de destilación al vacío son enviadas al CRAY bajo control de
flujo, ajustado por el nivel de fondo de la torre fraccionadora.
El operador puede seleccionar cuál de estas unidades será la que compense las
variaciones de nivel de la torre fraccionadora y cuáles operan en control de flujo.
- Para la operación de coque grado ánodo (alterna) se especificó un sistema que
permite recibirla producción de lechada del Flexicoquer después de pasar por los
hidrociclones y el flujo de lechada del Flexicraquer. Este último será fijado por el control
de nivel de la torre fraccionadora y será el que permita compensar las variaciones de
este nivel.
- Como parte del sistema de parada de emergencia de la Unidad, está instalado en el
fondo de la torre fraccionadora un interruptor independiente de muy alto nivel que
permite cortar el flujo proveniente de todas las unidades que estén alimentando el
CRAY.

Ciclo de coquización.
La alimentación fría (fondos de vacío de la torre al vacío) proveniente de las unidades
de destilación al vacío existentes, es precalentada antes de entrar al fondo de la torre
fraccionadora. Los productos más pesados que se condensan en el fondo de la torre
(reciclo), se combinan con la alimentación fresca y reciclo, es enviada a través de las
bombas a los hornos, bajo control de flujo.
En los hornos de alimentación se calienta hasta la temperatura deseada antes de ser
enviada a los tambores de coque. En cada uno de los cuatros pases del horno, se
inyecta agua de alimentación de calderas bajo control de flujo, para mantener altas
velocidades y minimizar la formación de coque en los mismos. La temperatura de salida
en cada pase, es ajustada por un controlador de temperatura que regula el flujo de gas
combustible a cada pase del horno. Luego se envía a los tambores de coque donde se
tienen condiciones de presión y temperatura deseables para que se de el proceso de
coquización durante 24 horas aproximadamente.
Ciclo de decoquización
La Unidad CRAY consta de dos trenes de coquización, cada uno compuesto por un par
de tambores. En cada tren, mientras un tambor está 24 horas en el ciclo de
coquización, el otro tambor está 24 horas en el ciclo de de coquización, para un ciclo de
operación de 48 horas. Entre los ciclos de cada tren debe haber desfase de 12 horas,
determinado por la capacidad de los sistemas de cortado y recuperación de vapores.
La secuencia de operación de cada tambor es la siguiente, comenzando por un tambor
lleno de coque:
- Desplazamiento con vapor hacia el fraccionador principal.
- Desplazamiento con vapor hacia el sistema de recuperación de vapores.
- Enfriamiento, llenado y remojo con agua.
- Drenaje y apertura tope/fondo del reactor
- Operación de decoquización.
- Cierre del tambor y prueba de hermeticidad
- Precalentamiento.
- Coquización.

Sección de Fraccionamiento y Precalentamiento de la Alimentación.
Los vapores del tope del tambor de coque, una vez enfriados ligeramente por el HCGO
en la línea, fluyen hacia la torre fraccionadora principal y entran por debajo de la
sección de bandejas deflectoras (Shed trays). Aquí los vapores son lavados por un
reflujo inducido y al mismo tiempo parte se condensan, para ser combinados con la
alimentación fresca y recirculado a través de los hornos y tambores de coque.
El resto de los vapores pasan a través de la zona de lavado, donde se ponen en
contacto con HCGO que se recircula (aceite de lavado) para evitar arrastre de coque y
material pesado condensable. Estos vapores siguen luego, hacia la sección de
rectificación de la torre. En el fondo de la fraccionadora, existe un colador tipo tubo
vertical con ranuras, para evitar que pedazos grandes de coque lleguen a la succión de
las bombas de alimentación de los hornos. Adicionalmente, por el fondo de la torre sale
otra corriente que se filtra y recircula, con el fin de proveer agitación de las partículas de
coque que allí se encuentran. Esta corriente se envía a la succión de la bomba de
recirculación del fraccionador a través de los coladores donde las partículas de coque
son removidas antes de ingresar al fondo de la torre. Por encima de la sección de
lavado de la torre, el reflujo lateral y el producto de HCGO(gasóleo pesado) son
retirados del plato de chimenea.
La corriente de reflujo lateral es bombeada. Una parte se regresa a la torre como aceite
de lavado, bajo control de flujo fijado por el control de la temperatura de los vapores
saliendo de la zona de lavado de la torre fraccionadora y otra parte es usada para
enfriar las líneas de tope de los tambores de coque en servicio. El resto de la corriente
es utilizada para precalentar la alimentación y para generar vapor de 400 psig en los
generadores de vapor. El gasóleo pesado (HCGO) producto entra a un despojador
donde es despojado de componentes livianos usando vapor sobrecalentado de 145
psig proveniente de la sección de convección de los hornos.
El gasóleo pesado producido en bombeado bajo control de nivel del despojador hacia el
límite de batería, después de ser enfriado generando vapor de 400 y 145 psig y
precalentando agua de alimentación a calderas. Posterior al precalentamiento de agua,
la corriente entra al sistema de filtrado (filtros cíclicos) de manera de reducir tamaño y
cantidad de partículas de coque.
Estos filtros se retrolavan automáticamente por presión diferencial a través de ellos,
utilizando como medio de lavado el mismo HCGO ya filtrado. El gasóleo liviano (LCGO) es
retirado del plato 13 de la torre fraccionadora y alimentado al plato superior del
despojador bajo control de nivel del despojador. Aquí, el LCGO es despojado de los
componentes livianos presentes con vapor sobrecalentado de 145 psig proveniente de
la sección de convección de los hornos. El gasóleo liviano producido es bombeado bajo
control de flujo hacia el límite de batería, luego de ser enfriado.
Este producto puede llevarse a la unidad de Hidrodesulfuración o hacia
almacenamiento. Una parte del LCGO que sale de la fraccionadora, es tomado aguas
arribas del despojador y bombeado, enfriado y enviado como aceite pobre a la sección de
livianos de la unidad. Los vapores del tope del fraccionador, son enfriados y se condensan
parcialmente. Adicionalmente se inyecta agua de lavado a la línea de entrada de los
vapores a los enfriadores para disolver y diluir compuestos corrosivos presentes en el
sistema.
Estos compuestos son reducidos después en el agua agria producida. La mezcla de
vapor líquido que sale de los enfriadores es enviada al tambor de cabecera, en donde
los gases son separados de la nafta inestable y del agua agria producida. El agua agria
condensada es acumulada en la bota del tambor de cabecera y bombeada bajo control
de interfase, hacia la línea de vapores del fraccionador y hacia la sección de livianos,
como agua de lavado de los gases de la interetapa y descarga del compresor. Una
parte de la nafta inestable recolectada en el tambor de cabecera es enviada bajo control
de nivel, hacia la torre absorbedora primaria en la sección de livianos de la unidad. La
otra parte de la nafta es bombeada bajo control de flujo a la succión de las bombas del
tambor interetapa del compresor y como reflujo al tope del fraccionador. Los gases
provenientes del tambor de cabecera son enviados directamente a la succión del
compresor en la sección de livianos.
La presión en el tambor de cabecera de la torre fraccionadora, es controlada variando la
velocidad de la turbina del compresor. El compresor está protegido por un sistema de
control de oleaje que depende del flujo y de presión diferencial a través de cada etapa
del compresor.3.4.5.
La sección de recuperación de vapores está diseñada para minimizar las emisiones de
contaminantes a la atmósfera, durante la operación de la unidad. Este sistema consta
de una torre recuperadora de vapores, un tambor separador, unos condensadores, un
intercambiador, un enfriador de aceite y bombas asociadas al sistema. Durante las
operaciones de inyección de vapor y enfriamiento de los tambores de coque, el vapor
de agua y restos de hidrocarburos pesados (parafinas) fluyen a la torre de recuperación
de vapores, donde se ponen en contacto en contracorriente, con una corriente de
LCGO e hidrocarburos pesados circulante. Esta corriente circulante, condensa y diluye
los restos de parafina presentes.
El LCGO y los restos de parafina combinados, salen por el fondo de la torre y pasan a
través de coladores y las bombas de fondo. Parte de esta corriente es enfriada y
recirculada a la torre bajo control de flujo y temperatura, y la otra parte, es enviada al
fraccionador principal bajo control de nivel de la torre. El intercambiador colocado en el
fondo de la torre, mantiene la temperatura del LCGO e hidrocarburos pesados
circulante en la torre a300°F, cuando el sistema de recuperación de vapores no está en
servicio. Esta corriente circulante mantiene el sistema caliente y listo para recibir los
vapores de los tambores de coque o el efluente de las válvulas de seguridad de los
mismos.
El vapor de agua, los hidrocarburos arrastrados y los incondensables, salen por el tope
de la torre de recuperación de vapores hacia los condensadores de cabecera, donde
los dos primeros son condensados. La mezcla vapor/líquido fluye hacia el tambor
separador de cabecera, en donde las trazas de aceite presentes son separadas del
agua. El aceite es bombeado por las bombas bajo control de nivel, hacia los tanques de
slop húmedo del CRAY o hacia el sistema de slop húmedo de la refinería. Este slop
puede ser reprocesado en la torre fraccionadora, después de eliminarse el agua
presente en el mismo.
El agua agria que se condensa en el tambor de cabecera es bombeada bajo control de
nivel de interfase, hacia el tanque de agua de cortado o hacia el Sistema de
Despojamiento de Aguas Agrias de la refinería, dependiendo de la calidad del agua. Se
estima que durante los primeros 180minutos (3 horas), el agua recuperada debe ser
enviada al Sistema de Despojamiento de Aguas Agrias de la refinería. Después de este
período el agua puede ser recirculada al tanque de agua de cortado. Finalmente los
gases incondensables que salen del tambor separador de cabecera son enviados al
mechurrio de Conversión.
Los gases del tambor de alimentación de las torres absorbedora/despojadora, se
envían al fondo de la torre absorbedora primaria. Estos gases se ponen en contacto en
contracorriente, con nafta pobre. Esta nafta es una mezcla de nafta inestable del tambor
de cabecera de la fraccionadora y nafta debutanizada fría, proveniente del fondo de la
torre debutanizadora.
La nafta rica sale por el fondo de la absorbedora primaria y se pone en contacto con la
descarga del compresor, los vapores de la despojadora y los líquidos provenientes de la
interetapa del compresor, con el fin de aumentar la recuperación de livianos. Los gases
provenientes del tope de la torre absorbedora entran al fondo de la siguiente
absorbedora en donde se ponen en contacto en contracorriente con aceite pobre
(gasóleo liviano LCGO sin despojar). Este aceite proveniente de la fraccionadora, es
enfriado con agua salada de los intercambiadores de aceite pobre y enviado bajo
control de flujo, a la torre absorbedora. Esta absorbedora permite minimizar el arrastre
de nafta hacia el sistema de gas combustible.
El aceite rico proveniente del fondo de la absorbedora es recirculado a la fraccionadora
bajo control de nivel, después de pasar a través de los intercambiadores de aceite
pobre/aceite rico. El gas proveniente del tope de la absorbedora es enviado al tambor
separador de gas situado en la parte inferior de la torre depuradora de gases, con el fin
de remover cualquier arrastre de aceite y minimizar los problemas de espuma en el
sistema de MEA. Este gas pasa a la torre depuradora de gas, donde se pone en
contacto en contracorriente con MEA pobre para la remoción de H2S, antes de ser
enviado bajo control de presión al sistema de gas combustible.
La MEA rica es recirculada bajo control de nivel, a las Unidades de Regeneración de
Aminas de la refinería. En la torre debutanizadora, se separa el líquido proveniente de
la despojadora en dos corrientes; por el tope sale una corriente de C3/C4 y por el fondo
sale nafta debutanizada. Esta torre posee un rehervidor en el fondo, cuya fuente de
calor es vapor de 400 psig. El controlador de temperatura en el plato 3 de la
debutanizadora, fija el flujo de vapor en este rehervidor retirando condensado del
mismo. En caso de detectarse bajo nivel en el tambor de condensado, el controlador de
nivel ajustará la posición de la válvula de condensado, en forma análoga a la torre
despojadora.
La nafta del fondo de la debutanizadora, es enfriada en el rehervidor inferior de la
despojadora y enviada como alimentación a la torre fraccionadora de nafta, bajo control
de nivel. Una parte de esta corriente, es enfriada de nuevo en el enfriador de nafta
pobre y en el intercambiador de nafta pobre antes de ser bombeada a la adsorbedora
primaria. Los gases del tope de la debutanizadora, son condensados en los
condensadores de cabecera y enviados del tambor de cabecera. Parte de líquido
acumulado en este tambor, es bombeado bajo control de flujo como reflujo de la
debutanizadora.
El resto, es bombeado bajo control de flujo por las bombas hacia la torre depuradora de
LPG. La presión en el tambor de cabecera de la debutanizadora es controlada en rango
dividido, desviando los gases del tope de los condensadores de cabecera y/o enviado
en ocasiones, gas al intercambiador de la interetapa del compresor. La fraccionadora
de nafta, separa la nafta proveniente del fondo de la debutanizadora en dos corrientes:
Una corriente de nafta liviana por el tope y una de nafta pesada por el fondo.
Los vapores de cabecera de la fraccionadora de nafta, son totalmente condensados en
los condensadores de cabecera y acumulados en el tambor de cabecera. El control de
presión de la torre se ejerce manipulando la válvula de control en la línea de
condensado y con una línea de balance entre la entrada de los intercambiadores y del
tambor. Parte del líquido acumulado en este tambor, es bombeado bajo control de flujo
(que será manipulado por un esquema de control supervisorio de calidades) por las
bombas de cabecera, como reflujo de la fraccionadora de nafta.
El resto de la nafta liviana, es enviada bajo control de flujo (ajustado por el control de
nivel de tambor) hacia la unidad de Hidrodesulfuración de nafta liviana del CRAY para
su tratamiento, después de ser enfriada en el intercambiador de nafta liviana. La fuente
de calor de la fraccionadora de nafta es el rehervidor, que usa vapor de 400 psig. El
control de este rehervidor es idéntico al del rehervidor de la debutanizadora, descrito
anteriormente.
La nafta pesada es retirada bajo control de flujo (ajustado por el control de nivel del
rehervidor de la separadora de nafta), usando las bombas de fondo de la separadora y
puede ser enviada a almacenamiento, después de enfriarse en el intercambiador de
nafta pesada o hacia la Unidad de Flexicraquer (DCAY). Normalmente esta nafta
pesada será enviada hacia la Unidad de Hidrodesulfuración. La corriente de C3/C4
proveniente del tambor de cabecera de la debutanizadora, es bombeada hacia el
depurador e LPG, donde se pone en contacto en contracorriente con MEA pobre con el
fin de remover H2S. El producto C3/C4 de tope de esta torre, es enviado bajo control de
flujo a la torre separadora del C3/C4, después de precalentarse en el intercambiador
alimentación/fondo de la separadora C3/C4. En la corriente de C3 del tope de la torre,
es condensada en el condensador de cabecera y acumulada en el tambor de cabecera.
El líquido presente en este tambor, es bombeado por las bombas de cabecera y se
divide en dos corrientes. Una es enviada como reflujo de la torre bajo control de flujo y
la otra hacia el límite de batería del CRAY bajo control de flujo ala Unidad de olefinas
existente. En operación normal (producción de C3 de líquido), la presión del tope de la
separadoraC3/C4 es controlada variando la inundación de los condensadores de
cabecera, los cuales está colocados arriba del tambor de cabecera. Un aumento en la
presión del sistema, ocasionará que abra la válvula de control a la salida de los
condensadores, reduciendo la inundación de los mismos y permitiendo mayor superficie
disponible para la condensación de los vapores de cabecera y por ende, una
disminución en la presión del sistema.
Una operación alterna permite que toda o una parte del producto de cabecera rico en
C3sea enviado hacia el sistema de gas de combustible de la refinería, bajo control
presión de la separadora de C3/C4. Durante esta operación, la válvula a la salida de los
condensadores de cabecera es manipulada por el controlador de nivel del líquido en el

tambor de cabecera. Esto permitirá condensar suficiente C3 líquido para cumplir los
requerimientos de reflujo a la torre y con un retiro parcial de C3 líquido si se requiere.
Para esta operación, el retiro de C3 líquido será bajo control de flujo (sin ajustes por el
control de nivel del tambor de cabecera). La presión del sistema de C3/C4 será
controlada con la salida de vapores de C3 retirados del sistema. Este control permitirá
que la separadora de C3/C4 opere con una producción de vapores de C3 entre0% y
100%.La fuente de calor de la separadora de C3/C4 es el rehervidor, que usa vapor de
145 psig. El control de este rehervidor es idéntico al rehervidor de la debutanizadora
descrita anteriormente.
El C4 producido por el fondo de la separadora es enviado bajo control de flujo (ajustado
por el nivel del rehervidor) hacia la Unidad de Hidrodesulfuración de C4, después de
haber sido enfriado en el intercambiador alimentación/fondo de la separadora y en los
enfriadores de butano.
En caso de presentarse una rotura en el rehervidor del separador C3/C4, los
hidrocarburos pasarán al sistema de condensado. Para detectar esto existe un
analizador de hidrocarburos en el condensado que alertará al operador sobre esta
condición
Sistema de Cortado de Coque
El agua utilizada para enfriar y cortar el coque en los tambores, se drena hacia las fosas
de coque en donde por gravedad pasa a través de un separador/asentador con tres
canales, colocado al final de cada fosa, hasta llegar al sumidero de agua limpia. Las
bombas de agua líquida localizadas en estos sumideros, son usadas para enviar el
agua al tanque de cortado. Las bombas son contraladas con interruptores de nivel
automáticos de arranque y parada. Los finos de coque recolectados en los
separadores/asentadores, son recogidos usando una grúa tipo cucharón.
El coque es removido de los tambores de coque durante la operación de decoquización.
Esta operación consiste en hacer un hueco de 3 pies de diámetro aproximadamente, a
través del tambor de coque y luego, cortar el coque en sucesivas capas de 12 a 18
pulgadas, comenzando por el tope y usando una herramienta especial de cortado con
agua a alta presión. Cada tambor tiene una herramienta de cortado acoplada a un
vástago o eje y una base colocada en el tope del tambor y que sirve como guía de la

herramienta. El agua de alta presión es enviada a la estructura de coque por las
bombas de cortado. Existe una válvula de tres vías a la descarga de la bomba de
cortado que puede tener tres posiciones: desvío, pre llenado y decoquización
(totalmente abierta).Adicionalmente, existen válvulas remotas de bloqueo (válvulas de
bolas) en cada unos de los tambores de coque.
Sistema de Manejo de Coque dentro de la Unidad
El coque cortado sale por el fondo del tambor de coque, pasa a través de un ducto y
cae a un tobogán que lo lleva hasta la fosa. El coque es removido de la fosa por una
grúa (tipo cucharón).Esta grúa deposita el coque sobre una rejilla inclinada, la cual
permite clasificar el coque antes de caer a la tolva. Los pedazos de coque mayores a 10
pulgadas de diámetro caerán de nuevo hacia la fosa, donde el cucharón de la grúa se
usa para partir los pedazos grandes de coque. Desde la tolva, el coque pasa al
alimentador de coque localizado en el triturador de coque, antes de ir a la banda
transportadora que lleva el coque hacia el patio de almacenamiento.
Variables de Operación en la sección de Coquización:
a. Alimentación
La alimentación típica de la Unidad de Coquización Retardada, tiene un contenido de
carbón residual (Carbón Conradson) entre 15 - 25%.Los rendimientos de coque, gases
y productos líquidos son una función directa del contenido de carbón residual en la
alimentación. A medida que el contenido de carbón aumenta, disminuye el rendimiento
de productos líquidos y aumenta el rendimiento de coque y gases. En el CRAY, para la
operación grado combustible, el contenido Conradson de la corriente de fondos de
vacío puede variar entre 21.9% - 24% en peso y se obtiene un rendimiento de coque
entre 31.5 a 33.5% en peso. Es decir, el rendimiento de coque es equivalente a
aproximadamente1.4 veces el Con carbon presente en la alimentación.

b. Calidad del Coque
La calidad del coque es una función de las propiedades de la alimentación, así como de
las condiciones de operación de los tambores de coque. Las diferencias que existen en
la estructura del coque, dan lugar a la clasificación de cuatro tipos de coque: esponja,
aguja, colmena y perdigón. El coque sin refinar, es decir, sin calcinar o antes de otro
procesamiento, se conoce como coque verde. Este coque se caracteriza por una más
alta densidad y VCM (índice del materia volátil) que el coque refinado. La cantidad de
azufre presente en el coque, es función del contenido de azufre en la alimentación, el
rendimiento de coque y la calidad del crudo. Típicamente, está en el orden de 40 a50%
más alta que la cantidad de azufre en la alimentación. Para el CRAY, el contenido de
azufre del coque es de 28 a 30% superior al de la alimentación.
c. Temperatura y Diferencial de Presión en los Hornos
Las temperaturas de salida y el diferencial de presión en los pases de los hornos deben
ser cuidadosamente controlados, con el fin de evitar la coquización prematura de los
tubos del mismo. A temperaturas menores de 920°F (operación grado combustible), se
producirá un coque blando y con alto contenido de material volátil. Mientras que, a
temperaturas superiores, se producirá un coque muy duro y difícil de remover de los
tambores de coque con el equipo de cortado. Por otro lado, al operar con una alta
temperatura a la salida de los hornos se limitará la corrida de la unidad, debido a la
formación de capas de coque dentro de los tubos de los hornos. El diferencial de
presión a través de los hornos debe ser mantenido entre 400 y 500 psig(limitado por la
presión de descarga de las bombas de alimentación), mediante la inyección de aguade
alimentación a calderas. Esto permite mantener una alta velocidad másica en los tubos
y reducir el tiempo de residencia, con el fin de minimizar la formación de coque en los
hornos.
d. Relación de Reciclo.
La relación de reciclo, se define como la relación entre el flujo de alimentación total del
fondo del fraccionador principal a los hornos y el flujo de alimentación fresca a la
unidad. Esta relación es usada principalmente, para el control del punto final del
gasóleo producido.

Un incremento en ella, manteniendo constantes la presión y la temperatura, aumenta la
producción de coque y gas a expensas de rendimiento de hidrocarburos líquidos. La
unidad está diseñada para una unidad de reciclo de 1.1 en base al volumen.
e. Variable en los tambores de coque
Las reacciones de craqueo/polimerización que ocurren en los tambores de coque, son
función de la temperatura, presión y tiempo de residencia a que está sometida la
alimentación (fondos de vacío y lechada) proveniente de los hornos. Los fondos de
vacío parcialmente craqueados a una temperatura de 920°F a la salida de los hornos,
entran en fase mixta a los tambores de coque. El calor presente en el fluido, da lugar a
las reacciones endotérmicas de craqueo y polimerización, y hace que la temperatura
baje a 820°F en los vapores que salen por el tope del tambor.
- Presión en el tambor de coque
La presión en el tope del tambor de coque afecta la calidad del coque y el rendimiento
de productos livianos y gasóleos. Un incremento en la presión del tambor, aumenta la
producción de coque y mejora la calidad del mismo en términos de estructura, densidad
y contenido de material volátil (VCM), mientras que disminuye el punto final del gasóleo
pesado y aumenta la cantidad deC4 y gases más livianos producidos. También al
aumentar la presión, disminuyen los rendimientos de pentanos y productos líquidos más
pesados. Puesto que el coque es un sub-producto del proceso, la presión de operación
en el tambor de coque debe ser la más baja posible, dentro de las limitaciones de
diseño de los equipos, con el fin de maximizar el rendimiento global de productos
líquidos. Esta presión está controlada por la presión en la succión del compresor. La
presión normal de operación en el tope del tambor de coque es de 20 psig para la
operación grado combustible y 60 psig para la operación grado ánodo. Debe evitarse en
todo momento, disminuciones rápidas o bruscas en la presión de operación del tambor,
con el fin de evitar una expansión de la mezcla líquido/espuma presente sobre el lecho
de coque y que sería arrastrada hacia el fraccionador.

- Temperatura del tope de tambor.
La temperatura de los vapores saliendo por el tope de los tambores, no puede ser
controlada directamente. La misma, es una función del flujo y temperatura del efluente
de los hornos entrando a los tambores, presión del tambor, velocidad de la reacción y
eficiencia del aislamiento de los tambores.
La temperatura normal de operación de los vapores del tope del tambor de coque es
de820°F a 20 psig. En general, la temperatura de los vapores que salen por el tope de
los tambores de coque está 100°F por debajo de la temperatura de salida de los
hornos. La temperatura de los vapores de los tambores de coque se usa como
referencia para predecir el contenido de material volátil (VCM) o la dureza del coque.
Si esta temperatura se mantiene alta, se producirá un coque con bajo VCM. Es posible
ejercer un control indirecto sobre esta temperatura, variando la temperatura a la salida
de los hornos. Sin embargo, existe un límite en la máxima temperatura a la salida de
éstos, para minimizar la posibilidad de coquización prematura de los tubos y de la línea
de transferencia. Por lo tanto, la temperatura de salida de los hornos y de los vapores
de los tambores de coque deben mantenerse en un rango estrecho de operación, es
decir, con mínimas variaciones.
- Tiempo de residencia.
El tiempo que permanece el efluente de los hornos en los tambores de coque,
determina cuáles son las reacciones de polimerización que pueden llevarse a cabo y la
calidad del coque producido.
Los tambores de coque del CRAY, se diseñaron para llenarlos con coque hasta
aproximadamente 15 pies de la tangente del tope del tambor. Si los ciclos de llenado
son de 24horas, el efluente del horno tiene un tiempo de residencia de 0 a 24 horas en
el tambor, para que ocurran las reacciones de craqueo y polimerización. Puesto que el
tiempo de reacción varía a lo largo del tambor, existe una estratificación de coque de
densidades diferentes entre el tope y el fondo del mismo. Por lo tanto, el coque con
mayor densidad y tiempo de residencia, estará en el fondo del tambor.
La estructura y el contenido de materia volátil en el coque, también varía a través del
tambor como una función del tiempo de residencia. Mejor estructura y menor contenido
de materia volátil están asociadas con un tiempo de reacción más largo y una
polimerización más completa.
- Inyección de HCGO a la línea de vapores de los tambores de coque.
En la línea de vapores del tope de cada tambor de coque hacia el fraccionador, se
inyecta gasóleo pesado (HCGO), con el fin de enfriar los vapores a 800°F y minimizar la
formación de coque en estas líneas. El HCGO es inyectado bajo control de diferencial
de temperatura entre los vapores saliendo del tope del tambor y los vapores hacia la
torre fraccionadora, aguas abajo de la inyección de HCGO. El diferencial de
temperatura que se controla está en el rango de 20 ² 30°F,aproximadamente.La
cantidad de HCGO inyectada no debe ser excesiva, ya que al disminuir la temperatura
de los vapores entrando a la torre fraccionadora, aumentará la cantidad de reciclo en el
fondo de la misma. Un aumento en la relación de reciclo a los hornos, aumentará el
rendimiento de gases y coque, y disminuirá el rendimiento de líquidos.
Sección de Livianos.
El objetivo de la sección de livianos es maximizar la recuperación de propano/propileno
(C3·s) y butano/butilenos (C4·s) minimizar la cantidad de etano y componentes más
livianos en las corrientes de C3·s/C4·s y estabilizar y fraccionar la nafta producida. Las
variables que aparecen a continuación, son los parámetros principales que afectan la
operación de la sección de livianos.
a. Presión en la Torre Absorbedora Primaria y en la Absorbedora
La presión en la absorbedora primaria y en la absorbedora está fijada por el control
depresión localizado en la línea de los gases del tope de la torre depuradora de gas. Un
aumento en la presión de estas torres, aumenta la recuperación de hidrocarburos, pero
disminuye la capacidad del compresor. Por lo tanto, la presión debe mantenerse lo más
baja posible (mínima presión controlable), para minimizar el consumo de energía del
compresor. En la medida en que se reduce la presión, será necesario aumentar el flujo
de nafta pobre y aceite pobre, a las torres despojadoras a fin de minimizar las pérdidas
de C3+ hacia el gas de combustible.

La presión mínima de operación está determinada, bien sea por las máximas pérdidas
aceptables de C3+, por la hidráulica de la unidad.
2. Flujo de nafta pobre
Para absorber principalmente los C3·s y C4·s presentes en el gas rico que pasa a
través de la torre absorbedora primaria, se utiliza una mezcla de nafta inestable del tope
del tambor de cabecera de la fraccionadora y nafta debutanizada fría, proveniente del
fondo de la torre debutanizadora. Esta corriente se conoce con el nombre de corriente
pobre. Un aumento en el flujo de nafta pobre, aumenta la eficiencia de la absorción y
por lo tanto, se podrá recuperar más cantidad de C3·s y C4·s. Si la alimentación a la
absorbedora primaria aumenta, será necesario aumentar el flujo de nafta pobre para
mantener el nivel deseado de recuperación de hidrocarburos.
3. Flujo de Aceite Pobre.
Una corriente de gasóleo liviano sin despojar es usada como aceite pobre en la torre
absorbedora para recuperar principalmente la nafta presente en la corriente del tope de
la absorbedora primaria, antes de enviar este gas al depurador de gas y después, al
sistema de gas combustible de la refinería. Un aumento en el flujo de aceite pobre,
aumenta la eficiencia de la absorción. Si la alimentación a la torre aumenta, será
necesario aumentar el flujo de aceite pobre para mantener el nivel deseado de
recuperación de hidrocarburos
4. Fraccionadora de nafta.
El objetivo de esta torre es separar la corriente de nafta estable proveniente de la torre
debutanizadora, en nafta liviana y nafta pesada.
La temperatura de tope de la fraccionadora de naftas, determina el punto de corte de la
nafta liviana (producto de tope). El punto de ajuste del control de la corriente de reflujo a
la torre, es fijado por un esquema de control supervisorio, para contribuir a controlar
esta especificación. En caso de indisponibilidad del sistema de control supervisorio, se
controlará el reflujo en cascada con temperatura.
El control de temperatura del plato N°3 de esta torre, fija el flujo de vapor de 400 psig en
el rehervidor, retirando condensado del mismo. Esto permite controlar la cantidad de
calor suministrado a la torre. Normalmente, la torre se mantendrá trabajando bajo las
condiciones requeridas para obtener una nafta liviana con un punto final de ebullición
en especificación.
5. Torre Separadora C3/C4
El objetivo de esta torre es separar la corriente de C3/C4 proveniente de la torre
depuradora de LPG, en una corriente de C3·s por el tope y otra de C4·s por el fondo. La
temperatura de tope de la separadora C3/C4, determina el contenido de componente
clave pesado (C4) en el propano (producto de tope). El punto de ajuste del control de la
corriente de reflujo a la torre, es fijado por un esquema de control supervisorio, para
garantizar esta especificación. En caso de indisponibilidad del sistema de control
supervisorio, se controlará el reflujo en cascada con la temperatura. El control de
temperatura del plato N°3 de esta torre, fija el flujo de vapor de 145 psig en el
rehervidor, retirando condensado del mismo. Esto permite controlar la cantidad de calor
suministrado a la torre. Si la temperatura en el plato N°3 es muy baja, aumentará el
contenido de C3 en el producto de fondo. En caso, contrario, si la temperatura es
demasiado alta, se arrastrará más C4 ala cabecera, a menos que se aumente el reflujo
de la torre. La presión del tope es una variable que normalmente no se utiliza como
variable de proceso. Sin embargo, su límite inferior está determinado por la presión
requerida para mantenerla cabecera en fase líquida y evitar la pérdida de C3 hacia el
sistema de gas combustible.
6. Torre Depuradora de Gas y Depuradora de LPG
La torre depuradora de gas, tiene como objetivo absorber el H2S presente en la
corriente de gas proveniente del tope de la absorbedora, antes de enviarlo al sistema
de gas combustible. La torre depuradora LPG tiene como función absorber el H2S
presente en la corrienteC3/C4 antes de ser enviada a la torre separadora C3/C4. En
ambas torres se utiliza una solución de MEA al 20% en peso, proveniente de las
unidades regeneradoras de MEA de la refinería. La absorción del H2S depende del flujo
y del mol/mol de MEA pobre. Al aumentar este flujo, se aumenta la absorción de H2S
en la torre. Sin embargo, este flujo está limitado por la hidráulica del depurador y la
válvula de control del flujo de MEA pobre al mismo. Si el mol/molde la MEA pobre
excedente el valor típico de 0.05 mol H2S/mol MEA se requerirá aumentar el flujo de MEA
pobre a la torre, para poder retirar la misma cantidad de H2S.Adicionalmente, se requiere operar
por encima del flujo mínimo de MEA pobre al depurador, con el fin de no exceder 0.30
mol H2S/mol de MEA en la corriente de MEA rica que sale por el fondo del depurador.
Esta corriente es enviada a las unidades de regeneración de MEA de la refinería, y si
presenta una relación mol/mol mayor de 0.4 puede generar potenciales problemas de
corrosión.
Sección de Recuperación de Vapores
La principal variable que afecta la operación de la sección de recuperación de vapores
es la temperatura de la torre. La corriente proveniente de los tambores pasa a través de
la torre, si la temperatura está por encima de 350°F. Si esta temperatura es menor, se
desvía de la torre y se envía directamente a los enfriadores de tope y luego al tambor
de cabecera. Esto es con el fin de evitar condensación de agua y formación de una
emulsión con aceite dentro de la torre. En esta torre existe también una recirculación
del fondo hacia el tope de la misma. Esta recirculación pasa por un enfriador bajo
control de temperatura y es enviada a la torre bajo control de flujo

2.2.- Flexicoking
El proceso de flexicoking está basado en la desintegración térmica severa que convierte
la fracción más pesada del crudo (fondo de la torre de vacío) en productos de mayor
valor comercial (gases, olefinas, nafta, gasóleo, lechada y coque). A diferencia de otros
procesos de coquización, el flexicoking gasifica entre 88 ² 92% peso del coque producto
del craqueo térmico, obteniéndose el gas de bajo poder calorífico (Flexigas). Debido a
que la única unidad de flexicoking que se encuentra instalada en el país, estáubicada
en la refinería de Amuay del Centro Refinador Paraguaná, toda la información ilustrada
enlas siguientes páginas son referidas a dicha planta.
Visión general
La unidad de flexicoking de la refinería de Amuay (FKAY), tiene como finalidad procesar
una mezcla de fondos de vacío provenientes de las torres de vacío existentes en la
refinería. La unidad consta de un reactor de lecho fluidizado, un depurador ubicado en
el tope del reactor, un calentador, un sistema de cabecera, un gasificador, un sistema
de fraccionamiento de los hidrocarburos livianos que salen por el tope del reactor y un
sistema de manejo de coque.
Unidad de Flexicoking
El residuo alimentado a 316-327°C es inyectado al reactor donde es térmicamente
craqueado, típicamente a 519°C, para obtener productos de mayor valor agregado. El
calor sensible, el calor de vaporización y el calor necesario para llevar a cabo la
reacción endotérmica de craqueo del residuo alimentado son proporcionados por la
corriente de coque caliente que proviene del calentador. Los vapores de hidrocarburos
resultantes de las reacciones de craqueo son enfriados en el depurador, las fracciones
más pesadas se condensan formando una corriente de hidrocarburos con partículas de
coque (lechada). Las fracciones livianas provenientes del depurador son enviadas a un
sistema de fraccionamiento donde son separadas para obtener gasóleo pesado,
gasóleo liviano, nafta pesada, nafta liviana, olefinas y gases.
El Coque fluidizado circula desde el reactor hacia el calentador, donde es calentado por
el coque y el gas que provienen del gasificador. Una corriente de coque es enviada
desde el calentador al gasificador donde reacciona a elevadas temperaturas (816 ²
982°C) con aire y vapor para formar una mezcla de hidrógeno, monóxido de carbono,
nitrógeno, dióxido de carbono, aguay pequeñas cantidades de sulfuro de carbonilo
(COS). Esta mezcla gaseosa de bajo poder calorífico llamada flexigas, se retorna al
calentador y es enfriada por coque frío proveniente del reactor, proporcionando de esta
manera una porción del requerimiento calórico del reactor.
El restante de dicho requerimiento lo entrega una corriente de coque que va desde el
gasificador hacia el calentador. gas de bajo poder calorífico que sale por el tope del
calentador, es usado para generar vapor de alta presión, antes de pasar por el ciclón
terciario para remover la partículas de coque arrastradas. Las partículas finas que
permanecen en el gas al salir del ciclón terceario son removidas en un depurador
venturi, después de una etapa adicional de enfriamiento. El gas libre de sólidos es
enviado hacia la unidad de acondicionamiento de flexigas (LFAY) para remover elH2S.
Secciones de la unidad flexicoking
- Sección alimentación, lechada, reactor y depuración.
La sección de alimentación y lechada está constituida por un tambor de alimentación,
un tren de precalentamiento, (brea/lechada), dos generadores de vapor con lechada y
los hidrociclones. La función primordial es alimentar el fondo de vacío a las condiciones
apropiadas de presión y temperatura para obtener una buena atomización y distribución
evitando crecimiento acelerados de la pared de coque y aglutinamiento en el reactor
Además, el enfriamiento de la lechada se logra removiendo el calor utilizando los
precalentadores de alimentación, los generadores de vapor de 4238kPa o introduciendo
brea frescaal sistema de lechada (operación comb-coquer) permitiendo mantener
subenfriada la piscina del depurador, evitando así las reacciones de craqueo
indeseadas

Por último, la depuración de la lechada en los hidrociclones la acondiciona para
procesarla en las plantas de destilación al vacío o enviarla al sistema de combustible
pesado de alto contenido de azufre (C. P. A. A.).
Es en esta sección donde se definen los diferentes modos de operación de la unidad de
flexicoking. Los modos de operación son los siguientes:
Modo de un solo paso con hidrociclones: La lechada producto proveniente de la
piscina del depurador es procesada en los hidrociclones para la remoción del
90% en peso del coque contenido en la misma. Estos equipos pueden depurar
en operación normal 60 ² 80% en volumen de la corriente de lechada retornando
el fondo concentrado en sólidos al reactor y enviando la corriente de tope
(lechada producto) al sistema de almacenamiento del combustible pesado de
alto azufre. Este modo de operación fue instalado en 1990 y permitió que la
cantidad de alimentación se incrementara a 64MBD con un carbón conradson de
23.5%.
Modo reciclo total: La lechada proveniente de la piscina del depurador es
retornada al reactor para craquearlo térmicamente hasta convertirlo en material
más liviano y coque. Este modo de operación permitió procesar una alimentación
más pesada que la establecida por diseño. El carbón Conradson de diseño era
de 20.5% y una capacidad de 52MBD, con este modo de operación se pudo
procesar un residuo de vacío con un carbón Conradson de 23.5%, pero la
capacidad de producción se vio disminuida a 44MBD
Modo integración con plantas de vacío: La lechada depurada en los hidrociclones
es enviada a las torres de vacío para extraer los componentes livianos de la
misma.
Modo de operación Comb-coquer: Parte de la alimentación fresca se envía
directamente al fondo del depurador para enfriar la piscina por contacto directo.
La sección de reacción y depuración constituye la parte primordial del proceso de
flexicoking. La alimentación total (fresca y reciclo) es bombeada al reactor, bajo control
de presión hasta un sistema de aros donde se atomiza la brea con vapor de 4238kPa a
través de las boquillas de alimentación. La alimentación para la unidad de flexicoking se
toma de las torres al vacío existente en las instalaciones.

Normalmente, consiste en 64MBD con un número de carbón Conradson de 23% en
peso. La alimentación fresca proveniente de las torres de vacío existentes entran a un
tambor de alimentación a aproximadamente 515kPa y 204 ² 216°C. De este tambor, los
fondos de vacío son enviados a través de bombas de alimentación a los
intercambiadores de alimentación / reciclo de lechada, donde la temperatura de
alimentación es aumentada entre 321 ² 329°C. La alimentación de reciclo proveniente
del depurador se mezcla con la brea proveniente de los intercambiadores enla línea de
succión de las bombas de relevo.
Sección de fraccionamiento
La función del fraccionador es separar los productos de la conversión térmica en los
cortes deseados para su posterior tratamiento. La operación es comparable a una torre
atmosférica, siendo las corrientes recuperadas las siguientes:
Nafta de cabecera, la cual es parcialmente recuperada en el sistema de tope del
fraccionador para utilizarla como reflujo a la torre. El producto total de cabecera
es procesada en la sección de livianos para obtener gas de refinería, C3
producto, C4 producto, nafta liviana y nafta pesada del flexicoking.
Gasóleo liviano del flexicoking, el cual es enviado para la unidad de
hidrotratamiento para desulfuración y estabilización.
Gasóleo pesado del flexicoking, enviado a hidrotratamiento para desulfuración.
La fracción pesada de esta corriente debe controlarse para proteger el
catalizador de las unidades de hidrotratamiento del mayor contenido de metales
y carbón Conradson en estas fracciones.
Aceite de lavado, utilizada como reciclo desde el fondo del fraccionador a la
malla ubicada en el tope del depurador
Sección de livianos
Esta sección está compuesta por un compresor centrífugo a turbina y ocho columnas
de destilación que procesan los productos de cabecera del fraccionador, separándolos
en gas combustible, olefinas y productos pesados. Uno de los objetivos del diseño
consiste en maximizarla recuperación de C3 y C4, en tanto que simultáneamente se
descartan el etano y materiales más livianos hacia el sistema gas combustible. Los
materiales más pesados que el butano se separan en dos corrientes:
Nafta pesada del flexicoking, la cual es hidrodesulfurada para luego ser enviada
al fraccionador de nafta existente, a fin de continuar su procesamiento.
Nafta liviana del flexicoking, la cual es endulzada por medio del procesamiento
Merox, para luego ser enviada al mezclador de gasolina de motor (MOGAS).
Calentador, elutriador y manejo de coque
El calentador opera aproximadamente a 621°C y 335.77kPa. El coque frío proveniente
del reactor entra a la fase densa del calentador, donde es calentado por el gas de
cabecera caliente del gasificador (flexigas) y por la circulación de coque a 954°C
proveniente del mismo recipiente por rebose.
Aunque la función primordial del calentador consiste en actuar como intercambiador de
calor y recipiente de compensación, algunas reacciones ocurren en el mismo en mayor
o menor grado. Las reacciones en el calentador son de combustión de gas y no de
coque. Esto es debido a que las reacciones en la fase gaseosa son más rápidas que las
reacciones gas-sólido. Por esto, el aire caliente en el calentador se consume
completamente reaccionando con el flexigas. El aire del calentador se utiliza para
mantener la temperatura en dicho equipo entre 618 ² 621°C. Normalmente, un 10% del
aire total usado en la unidad es requerido en el calentador para cumplir con el balance
de calor. El gas de bajo poder calorífico (flexigas) sale del calentador a través de dos
etapas de ciclones (ubicados dentro del calentador) que extraen la mayor parte del
coque arrastrado. Luego, el gas es enfriado hasta 182°C por medio de la generación de
vapor de 4238kPa en los generadores de vapor, y en los precalentadores del agua de
alimentación de calderas de 5962kPa (dos corrientes paralelas). Posteriormente las dos
corrientes entran al ciclón terciario, el cual cuenta con doce ciclones de una etapa,
destinados a recuperar finos de coque adicional. El coque es extraído de este
recipiente, bajo control de nivel y es transferido neumáticamente a las torres del sistema
desegregación. Las torres pertenecientes al sistema de segregación, cumplen con la
función de remover el coque del aire de transporte introduciendo agua y formando una
corriente de coque en suspensión que finalmente es enviada al sistema de manejo de
coque. La temperatura de salida de la cabecera del ciclón terciario se mantiene a
182°C, a fin de evitar la condensación del agua y variaciones de presión en la unidad
flexicoking. Los finos de coque restantes contenidos en el flexigas se extraen por

impacto con agua en los depuradores venturi. El agua con sólidos es separada del
flexigas en el fondo del tambor por efecto ciclónico. Tanto el lodo obtenido de los
ciclones, como el del despojador, son enviados al sistema de manejo de coque en
suspensión para su acondicionamiento en forma de torta o laja para la venta.
El elutriador es el recipiente donde se enfría el coque retirado, por control de nivel, del
calentador con agua y vapor. Este enfriamiento por contacto directo acondiciona la
temperatura del coque para enviarlo a los silos de lecho por medio de transporte
neumático en fase diluida. Posteriormente, estos silos son vaciados alternamente para
disponer finalmente el coque en supersacos, para su posterior comercialización y/o
almacenamiento en las celdas destinadas para tal fin. La cantidad producida, a 64MBD
de alimentación fresca al flexicoking y carbón Conradson entre 23 ² 24% en peso, está
entre 300-400 toneladas métricas por día.
Gasificador
Este equipo tiene como función gasificar el coque que proviene del calentador, esto se
logra haciendo reaccionar el coque con aire y vapor a elevadas temperaturas (816 -
982°C) para formar una mezcla de hidrógeno (H2), monóxido de carbono (CO),
nitrógeno (N2), dióxido de carbono (CO2), agua (H2O) y pequeñas cantidades de
sulfuro de carbonilo (COS). Esta mezcla de bajo poder calorífico es denominada
flexigas. El flexigas proveniente del gasificador a 843°C es distribuido en el calentador a
través del Wagon Wheel, el cual posee seis brazos de distribución (Spokes). Además,
la corriente de flexigas efluente es depurada del contenido del coque utilizando 20
ciclones primarios y 20 ciclones secundarios los cuales están ubicados en la fase
diluida del recipiente. Una corriente de coque caliente proveniente del gasificador es
devuelta al calentador a través de la línea de rebose del gasificador. Esta corriente
suministra parte del calor necesario para mantener el balance térmico en el calentador.
- Variables de operación
Son diversas las variables de operación que afecta el rendimiento de la unidad de
flexicoking, ya que para cada recipiente existen múltiples factores que afectan a esa
sección en especial.
Sin embargo, se puede citar las variables que tienen mayor efecto sobre el rendimiento
de los productos.
Temperatura: Un incremento en la temperatura del reactor aumenta el
rendimiento del gas, nafta y coque, pero disminuye la producción de gasóleo. En
general, un craqueo térmico muy severo aumenta el contenido de compuestos
insaturados en todos los productos y por lo tanto exigen más hidrodesulfuración.
Contenido de Carbón Conradson: Este determina directamente el rendimiento y
los costos del proceso, donde un aumento de éste, aumenta la cantidad de gas
de coque que se produce y disminuye el rendimiento de líquido, por lo tanto los
costos de operación aumentan por un mayor consumo de voltaje para el
compresor de aire del proceso.
Reactor
La coquización es un proceso de conversión térmica que permite básicamente convertir
una corriente de residuos o fondos de vacío en productos de más alto valor comercial, y
en una cierta cantidad de coque en la que se concentran gran parte de los metales y el
azufre de la alimentación. La cantidad de coque producida depende del contenido de
carbón Conradson de la alimentación de hidrocarburos. A nivel molecular, el craqueo
térmico implica la descomposición térmica de grandes moléculas (con un punto de
ebullición más alto que la gasolina) en moléculas más pequeñas. El flexicoking de
fondos de vacío es una versión más severa del proceso de craqueo térmico. En
general, los mecanismos de conversión que se dan dentro del reactor de flexicoking son
los mecanismos de craqueo térmico, y los mecanismos de formación de coque. A
continuación se describirá brevemente cada uno de ellos.
Mecanismos de reacción
- Mecanismo del craqueo térmico:
Las reacciones que tienen lugar en un reactor de coque pueden explicarse por el
mecanismo de reacción en cadena de radicales libres. Un radical libre es un átomo o
grupo de átomos que poseen un electrón libre (no apareado). Los radicales libres de
hidrocarburos se forman por la escisión hemolítica de primer orden de un enlace
carbono-carbono o de un enlace carbono-hidrógeno. Los enlaces carbono-hidrógeno
son más cortos, y por lo tanto más fuertes, que los enlaces carbono-carbono.
Resulta evidente que un hidrocarburo parafínico experimentará una escisión carbono-
carbono con mucha mayor facilidad que una escisión carbono-hidrógeno. Además, las
distintas energías de enlace carbono-carbono son lo suficientemente cercanas como
para que se observe poca discriminación en la ruptura de los tres tipos de enlace. A las
temperaturas tan elevadas a las que opera una unidad de flexicoking, todas las
reacciones posibles ocurren en mayor o menor grado.
- Mecanismo de formación de coque
Los hidrocarburos componentes de un fondo de vacío que reaccionan para formar
coque son los asfaltenos, las resinas y los aromáticos. La fracción de asfaltenos de los
fondos de vacío es una sustancia marrón a negra, no volátil, amorfa (no cristalina),
presente como un coloide altamente disperso en el aceite. Los asfaltenos precipitan
fácilmente al añadir un disolvente como n-hexano o pentano. Estos compuestos están
formados por carbono, hidrógeno, nitrógeno, oxígeno, azufre, vanadio y níquel. Su peso
molecular está entre 3000 y 5000. La concentración de asfaltenos en el fondo de vacío
puede variar, y depende de la profundidad con que se corte el fondo.
La fracción resina de los fondos de vacío generalmente tiene un estructura similar a la
de los asfaltenos. Las resinas son viscosas, pegajosas, y lo suficientemente volátiles
como para ser destiladas con los hidrocarburos. Son solubles en n-pentano, pero
insolubles en propano. Se diferencian de los asfaltenos por la presencia de mayores
concentraciones de nitrógeno y azufre. El peso molecular promedio de las resinas es
inferior al de los asfaltenos.La desalquilación de un grupo alifático es suficiente para
convertir un asfalteno en una resina. Los aromáticos contenidos en los fondos de vacío
tienen una estructura relativamente simple. Estos están compuestos por aromáticos
policíclicos de 6 carbonos. Existen dos mecanismos de reacción diferentes que forman
coque bajo las condiciones de operación típicas de los reactores de coque. En un caso,
se pierde la sustancia coloidal característica de los compuestos de asfaltenos y resinas,
y estos precipitan formando una estructura con una gran cantidad de enlaces cruzados,
los compuestos experimentan además una escisión de sus grupos alifáticos de acuerdo
a una reacción de primer orden. Esto es puesto en evidencia por una diferencia
significativa de la concentración de átomos de hidrógeno entre los compuestos de
resina-asfaltenos de la alimentación y aquella observada en el coque formado.
La relación en peso carbono / hidrógeno aumenta desde un rango de 8/10 alimentación
a 20/24 en el coque. El coque formado por este mecanismo, comúnmente se le llama
coque amorfo o coque esponjoso.
El segundo mecanismo de reacción involucra la polimerización y condensación de
aromáticos, los cuales concentran una gran cantidad de estos compuestos hasta el
punto que, eventualmente, se forma coque. El coque producido de esta manera
contiene menos enlaces entrecruzados, y tiene una apariencia más cristalina que el
coque amorfo. El coque producido por este mecanismo recibe el nombre de coque
cristalino o coque aguja
Productos obtenidos según tipo de alimentación
Para permitir predecir los productos obtenidos a partir del craqueo térmico de diversas
alimentaciones, pueden hacerse ciertas generalizaciones,
Las parafinas normales inicialmente reaccionan polimerizándose en compuestos
de alto peso molecular, que posteriormente se degradan en compuestos de
menor peso molecular a medida quela reacción progresa.
Las parafinas ramificadas producen altos rendimientos en olefinas. La relación
en peso propileno / etileno tiende a ser mucho más alta para las parafinas
ramificadas que para las correspondientes parafinas normales.
El anillo aromático es muy refractario.
En general la tendencia al craqueo térmico disminuye de la siguiente manera:
Tipo de componente
Parafinas
Olefinas de cadena recta Tendencia al craqueo
Naftenos (cicloparafinas) decreciente
Ciclo-olefinas
Aromáticos
La sensibilidad al craqueo aumenta con el peso molecular y el rango de ebullición.
Gasificador
Las partículas de coque reaccionan en este recipiente con aire y vapor a
aproximadamente927°C para producir un gas de bajo poder calorífico. El gasificador
puede considerarse como si estuviese compuesto por tres regiones diferentes, las
cuales son:
- Zona de oxidación: Es la región directamente encima del distribuidor de aire. Se
considera que en esta zona el oxígeno reacciona instantáneamente con le coque
para formar CO2. Las reacciones en esta zona son exotérmicas y satisface los
requisitos de calor del proceso.
- Zona de reducción: En esta zona ocurren tres reacciones principales. Estas son:
la gasificación con vapor del coque, la reacción Boudouard o gasificación del
CO2 y la reacción del CO2, y la reacción de cambio gas-agua. La hidrólisis del
sulfuro de carbonilo y la metanización también ocurre en esta región, aunque en
menor medida.
- Zona de fase diluida: En esta zona se supone que las reacciones de gasificación del
coque con vapor y gasificación delCO2 son despreciables. Sin embargo, puede
ocurrir la pirólisis del coque para producir metano.
Rendimiento Típico de productos
El proceso de flexicoking tiene un promedio de operación continuo de 16 meses y su
costo de mantenimiento es menor que el proceso de coquización retardada. El
rendimiento de este proceso, específicamente el rendimiento de líquido más pesado es
de aproximadamente de 86% de la alimentación para aquellos productos que posean
un contenido de carbón Conradson como de 13%. Además, este proceso rinde un 3.5%
de butano que puede ser usado en el campo de producción como combustible, bien sea
para la manufactura de hidrógeno o vendido como LPG, o para la mezcla de gasolina.
El producto gaseoso más ligero que el propano, que representa un 7% de la
alimentación, es procesado en una lavadora donde se retira el H2S y el amoníaco. Este
gas se puede usar directamente como combustible de la planta de hidrógeno o después
de desulfurar como alimentación de esta misma planta.
El gas de coque que consiste en un7% de la alimentación se puede utilizar como
combustible en los hornos de proceso o para generar el vapor o la electricidad que es
requerida en el campo de producción.
7. Procesos de coquización alternativos.
1.- Coquización Retardada para diferentes alquitranes del petróleo y breas
alquitranadas del carbón.
Este proceso se realiza a la conversión de residuos de vacío vírgenes, es decir, que no
han sido craqueados o sometidos a cualquier tratamiento que pudiera producir un
apreciable cambio químico en sus componentes. Los productos obtenidos a partir de
este proceso son: coque, gas, naftas, LPG y gasóleos.
- Descripción del Proceso
La alimentación se calienta previamente con un intercambiador de calor, para luego
cargarse directamente al fraccionador, donde se combina con el reciclo. Luego, la
mezcla se envía por medio de una bomba, al horno coquizador, donde se calienta hasta
las temperaturas de coquización, lo cual origina una vaporización parcial y un craqueo
suave. La mezcla vapor-líquido se envía a uno de los tambores de coque, donde
continúa el craqueo. Los vapores a la salida del tambor fluyen hacia el fraccionador,
donde se separan en gas, naftas, gasóleos livianos y pesados. La corriente que sale del
tope del fraccionador se envía a la unidad de recuperación de vapor, donde se separan
las corrientes de productos. Se deben instalar por lo menos dos tambores de

coquización, para que mientras uno esté en funcionamiento, el o los restantes sean
decoquizados empleando un sistema hidráulico a alta presión.
2.- Coquización Retardada Simple
Se aplica a residuos degradados de vacío o materiales aromático pesados,
obteniéndose como producto: gas, nafta, gasóleos, y coque que se emplea como
combustible o como materia prima en la industria del acero y aluminio.
- Descripción del Proceso
El aceite residual caliente se alimenta a la base del fraccionador, para mezclarse con el
reciclo condensado. Esta alimentación combinada se calienta en el horno, a la
temperatura necesaria para que se inicie la formación de coque en el tambor de
coquización. Los vapores que salen por el tope del tambor fluyen al fraccionador donde
se separan en: gas húmedo, naftas desestabilizadas, gasóleos livianos y pesados y
reciclo. El reciclo condensado se mezcla con la alimentación fresca, tal como se
mencionó anteriormente. El gas húmedo y la nafta desestabilizada son enviados a la
planta de recuperación de productos finales livianos, para ser separados en: gas
combustible, LPG y productos de naftas
3.- Coquización Retardada Selectiva
Se aplica para fabricar coque aguja o poroso, y degradar los residuos o fracciones de
hidrocarburos más livianos.
- Descripción del Proceso
Se carga la alimentación directamente al fraccionador, donde se combina con el reciclo
y se bombea al horno coquizador, donde se calienta a temperaturas de coquización, lo
cual ocasiona la vaporización parcial y el craqueo suave de la mezcla. La mezcla vapor-
líquido se envía al tambor de coqueo o donde el vapor se craquea moderadamente y el
líquido se craquean sucesivamente, y por medio de las polimerizaciones, se convierte
en vapor y coque. Los vapores del tope fluyen al fraccionador, donde se separan las
corrientes individuales de productos: gas, naftas, gasóleos livianos y pesados.
4.- Coquización opcional que incluye Fluidcoking y Flexicoking
Este proceso permite la conversión del 99% de los residuos de vacío, con altos
contenidos metálicos y/o de carbón presentes en combustibles líquidos y gaseosos. Los
productos obtenidos a partir de este proceso son lo siguientes: productos combustibles
líquidos y gaseosos, los cuales pueden ser mejorados con la utilización de métodos
convencionales de tratamiento.
Descripción del Proceso
La alimentación se precalienta en el despojador y se inyecta al reactor, donde ocurre el
craqueo y se generan un amplio rango de productos en forma de vapor y coque. Los
productos diferentes al coque se enfrían en el despojador con la alimentación, para
eliminar el coque que pudiera ser arrastrado. La fracción pesada junto con la
alimentación se recircula al reactor con las partículas de coque. Los productos más
livianos son fraccionados. El coque del reactor circula al horno calentador. En la
flexicoquización, el vapor de coque se envía al gasificador, donde se gasifica la mayor
parte de la alimentación con vapor y aire. El gas de coque caliente que abandona el
horno, se emplea para generar vapor de alta presión, pero antes debe pasar por las
unidades de remoción de partículas finas de coque y de sulfuro de hidrógeno.
8. Unidades de coquización en venezuela
En Venezuela existen varias unidades de coquización retardada, ya que estas son
capaces de procesar fondos de vacíos con alto contenido de carbón Conradson, y son
capaces de cantidad de coque para la comercialización. Anteriormente, este tipo de
coquización no era muy rentable debido a que el coque era visto como un subproducto
no deseado del proceso, en estos días la demanda de coque se ha visto en alza y por
consiguiente ha conllevado a los refinadores a reconsiderar la implantación de este tipo
de coquización. Las plantas instaladas de coquización retardada están ubicadas en el
estado Falcón y en el oriente del país. En el Centro Refinador Paraguaná, ubicado en el
estado Falcón se encuentran ubicadas dos unidades de coquización retardada,
específicamente en la refinería de Amuay y en la refinería de Cardón, respectivamente.
La unidad de la refinería de Amuay inició sus operaciones en1994 y tiene una
capacidad de 34MBD. La unidad de Cardón inició sus operaciones en 1996 y tiene una
capacidad de 60MBD. En el oriente del país, las cuatro empresas mixtas mejoradoras
de crudo, Sincor, Ameriven, Petrozuata y Operadora Cerro Negro poseen unidades de
coquización retardada. En este país solo se tiene instalada una unidad de flexicoking.
Esta se encuentra ubicada en el Centro Refinador Paraguaná, en la refinería de Amuay.
Inició sus operaciones en 1982 y tiene una capacidad de 64MBD.