Embed Size (px)
Citation preview
Stay up to date with Institute News
An examination of Accelerated Corrosion TestingPage 6Page 13
CorrosionManagement
A journal of the Institute of Corrosion
Issue 135 January/February 2017
Soluble salt testing
www.icorr.org

2 January/February 2017 www.icorr.org
Corrosion Management
Surface Profile MeasurementThe Surface Profile Probe, part of Fischer’s materials testing range, measures blasted surfaces, enabling the user to prepare the substrate, select the cleaning method and apply the right amount of coating.
The probe is interchangeable with Fischer’s coating thickness probes and used with the FMP series of measurement handhelds to provide quick and repeatable measurements.
For coating thickness and surface profile precision and accuracy on tough jobs, turn to a Fischer instrument.
For more information, call 01590 684100www.fischergb.co.uk

ContentsIssue 135 January/February 2017
4The President Writes
5Institute News
10Industry News
13Technical Article Accelerated Corrosion Testing – A Qualification Method for Field Testing?
17Technical Article Measuring Sodium Chloride, Salt and Soluble Contaminants - Part 1
22Case Study UHP water jetting as surface preparation method over aged steel
24 Innovative Products
25Sustaining Members
32Diary dates
Published on behalf of the Institute of CorrosionSquare One Advertising and Design Limited84 Queen Street, Sheffield S1 2DW, United Kingdom.Publisher and Managing EditorDebbie HardwickTel: 0114 273 0132Fax: 0114 270 0422Email: [email protected] EditorBrian GoldieEmail: [email protected] One Advertising & Designwww.squareone.co.ukAdvertising ManagerJonathan PhillipsTel: 0114 273 0132 Fax: 0114 272 1713
Email: [email protected] copy date for March/April 2017 issue is: 10th March 2017SubscriptionsUK £70.00Europe £80.00Outside Europe £90.00 airmail £80.00 surface mailEnquiries and subscriptions to the Institute of Corrosion at the address below:The Institute of CorrosionPresidentSarah VaseyFormer PresidentJohn FletcherVice PresidentGareth Hinds
Hon. SecretaryDr. Jane LomasBarratt House, Suite S3, Kingsthorpe Road, Northampton, NN2 6EZ Tel: 01604 438222 Email: [email protected] Website: www.icorr.orgAll rights reserved Reproduction without written permission from the Institute of Corrosion is prohibited. Views expressed in editorial text or advertising copy are the opinions of the contributors/advertisers and are not those of the Institute or the Publisher. ISSN: 13 55 52 43

4 January/February 2017 www.icorr.org
Institute News
It is with great pleasure that I am able to write to you in my new role as President of the Institute. I would like to express my thanks to John Fletcher and the whole steering committee for their hard work and time they have dedicated over the past two years, as they hand over the reins.As an organisation, we are entering a period of change as we are faced with continued pressures and challenges in the world around us, but it is a challenge we are facing head-on.
I hope to attend local branch meetings as much as possible, and look forward to more collaboration between the branches and headquarters.Over the next two years I intend to continue the good work already started to deliver added value to our members, grow
our network and membership numbers. Chris Bridge has been elected as the Young ICorr representative, and will be the focus for the younger members. Other initiatives such as the joint working group with the Marine Corrosion Forum will begin to solidify, and I encourage participation by all members in any activity they can, to bring people into the world of corrosion.We are a members-driven organisation, and we genuinely value your thoughts and ideas, and I ask that you contact me at any time to share these.A steering group has been set-up to look at the “road to Chartership”, and I will keep you up-dated with the progress on this, and other matters. You will start to see more visible changes in the website and this publication, which I hope you will see benefit in.Thank you for your continued support of the Institute, and I look forward to working with you all.Sarah Vasey, President - The Institute of Corrosion
ICorr President, Sarah Vasey.
The President Writes
The 2016 AGM of the Institute was held on Wednesday, 30 November 2016 at The Council Chambers, Birmingham, where the thirty-four attendees were welcomed by Trevor Box, Chairman, Midlands Branch. The minutes of the previous AGM were accepted unanimously. Dr A J Collins, Hon treasurer, provided his report on the Institute’s accounts, and Brian Wyatt proposed a vote of thanks to him for generating a good surplus in the current year. Finally, the Trustees and Directors of the Institute were elected as follows: President, Sarah Vasey, Sherwin Williams Ltd; Vice-President: Gareth Hinds, NPL; Hon Treasurer: Dr A J Collins; Hon Secretary: Dr Jane Lomas, Amtec Corrosion and Coatings Consultants Ltd; Technical Secretary: Dr Douglas Mills, University of Northampton.
From the Editor
I would like to add my welcome to that of the new President. I have been working with Square One, the publishers of Corrosion Management, for the last few months to improve the content of the magazine and offer more benefit to members.You will see from this issue that we have made changes to the layout to improve the visual impact and have stopped publishing the ICATS listing, freeing up valuable space for more technical content. Over the coming months, I would like to improve the technical content further, and perhaps add a “technical problem questions and answers” column, and a training column covering the various topics within our industry. As this is your magazine, I value your feedback on these new developments. I look forward to your participation as a reader, a writer, or a critic, and I can be contacted through the Northampton office.Brian Goldie, Consulting Editor
Trevor Osborne, Sarah Vasey, the new President, Gareth Hinds the new Vice-President and John Fletcher, the outgoing President, at the AGM
AGM
www.icorr.org
Visit the ICorr website for all the latest news
www.icorr.org January/February 2017 5
Institute News
Visit the ICATS website
www.icats-training.org
NEW SUSTAINING MEMBER
Pipeline Technique has been providing Field Joint Coating services to Onshore, Offshore, Multi-Jointing and Spool Base projects worldwide since 2000 for its parent company, Heerema Marine Contractors. They also offer FJC solutions outside of the parent group to the onshore and offshore pipeline market. To deliver on both quality and cycle-time, Pipeline Technique has developed application equipment that is based on pre-programmable, automated techniques, providing repeatable application methods both onshore and offshore. They apply standard and specialist materials for corrosion protection, mechanical protection and insulation. Safety, environmental protection and quality are set to the highest standards, satisfying the more demanding requirements of recent projects.The staff are their greatest asset, with key personnel having the necessary ability and experience not only to deliver FJC projects successfully, but also ensuring that all personnel are suitably trained in all aspects of their role. They are proud members of NACE, ICORR and run ICATS training parallel to the in house operator training.With the challenging times seen in the industry, Pipeline Technique are stepping up their innovation activities and are actively developing new FJC solutions to reduce costs and maintain safety and quality.
PIPELINE TECHNIQUE
NEW SUSTAINING MEMBER
MCL Site Projects is a leading coating applicator serving the whole of the UK, and specialising in on-site surface preparation and application of industrial, protective, decorative, commercial and hygiene coatings. In addition to coating application they are specialists in concrete repairs as well as supply and installation of anti-slip floor/deck systems.They have built-up trusted supplier relationships with the leading coating suppliers in the market, and with ISO9001 and CHAS, as well as Highways Agency and Network Rail approvals, are able to provide their services across a number of sectors with assurances that work is carried out to exacting standards.Their aim is simple, which is to build and maintain relationships and, with repeat business by working together with their clients in order to ensure that the end users receive the best possible service they can expect.
MCL SITE PROJECTS LTD
For all the latest news, events and debates join us on
WELCOME to our 105 new members and 11 Sustaining Company Members who joined the Institute in 2016. TOGETHER WITH THE CONGRATULATIONS of the Institute to all the following members who have attained Professional Status in 2016:
TECHNICIANMubashir Ahmed Khan
Stephen B LeighRamon McCloskey
PROFESSIONALBrajesh Kumar Jha
Purushothaman Duraisamy LoganathanJames E T Hesketh
Wilfred OfforIkechukwu Cyril IvonyeArun Rajaram Salunkhe
Zahra LotfiIan M Patterson
Ezz Eldrin HusseinAbdalrahman Saeed
Adil SaeedImtiaz Ahmad
Hautman KaissiChudwudi Okechukwu Obiekezie
Vrijendra Kumar SinghMalcolm J Morris
Daniel Korwin-KochanowskiSujith Palapatta
Andrew PattersonEvgeny Shagov
Dilipkumar SeranGordon C Blair
Selvakumar ArunachalamQurban Ali Lashari
Mohammed Abdul Shoeb
FELLOWDavid Tooley
Cristiano PadovaniBrian S Millward
Yuhua SunGarry J Corbett
Thomas A McKinlay
Welcome

6 January/February 2017 www.icorr.org
Institute News
CEOCOR 2017 Date ChangeThe CEOCOR Conference to be held in Luxembourg will now take place on 16 - 19 May 2017. Full details can be found on the dedicated website, http://ceocor.lu
CECOCOR 2018Planning for the 2018 conference in Stratford upon Avon is going well. A sponsorship package has been put together, and details will placed on the ICorr website and some potential sponsors will also be contacted directly. A major sponsor has already been confirmed and some smaller packages also agreed. Further details about the event will be available soon.
ICORR TRAINING COURSES
ICorr are pleased to announce the first Level 2 CP Senior Technician Course, Marine Metallic Structures, to be held at the Royal Naval Submarine Museum in Gosport, on 8 – 12 May 2017.
Certification of all cathodic protection personnel is a requirement within the cathodic protection industry throughout Europe in accordance with BS EN 15257 (soon to become an ISO Standard). This Institute of Corrosion course and examination, for Level 2 Senior CP Technicians, is in compliance with the above standard and suitable for candidates with a minimum Level 1 experience in cathodic protection (note that full certification to Level 2 requires assessment of CP experience), and will cover the application of cathodic protection (CP) to a variety of marine structures. The course will be conducted by Engineering Training Solutions (part of the Institute of Mechanical Engineers) on behalf of Institute of Corrosion. David Harvey, a very experienced CP Specialist and long term ICorr Fellow, will be the course tutor. Full details about the course and examination can be found at [email protected].
Level 2 cathodic protection technician - marine metallic structures course
The first Institute of Corrosion Advanced Cathodic Protection Course, in conjunction with the Swiss Society for Corrosion Protection (SGK), was successfully held between 1st and 3rd November 2016 at the Crowne Plaza hotel, Stratford on Avon. The course was prepared and presented by the head of SGK, Dr Markus Büchler. Dr Büchler is one of the leading researcher practitioners in CP worldwide.
The course covered the basics of chemistry and electrochemistry, introduced new insights into the mechanisms of CP based on literature, the effects of time variant interference (ac and dc), the relevance of backfill and mass transport, and the consequences of these on the protection criteria in BS EN 12954 and ISO 15589-1. It also covered the mechanisms of ac corrosion and the threshold values in ISO 18086 and addressed the mechanisms of
stray current corrosion and relevance of these on the current revision of BS EN 50162.The design of CP buried pipeline systems was addressed, including modelling of pipelines to mitigate the corrosion risks. Numerical modelling of specific risk scenarios were undertaken by the participants, including in high resistivity soils, anaerobic environments and poor bedding/backfill conditions. New concepts based on established electrochemistry were modelled by all participants using SGK developed software, based on real polarization curves - the software was provided to all participants for their future use. Finally, the impact of these concepts on CP criteria and on the mechanisms that lead to effective cathodic protection, were presented. Attendees came from UK, Holland, Kuwait, Sweden and Singapore; feedback was excellent with an average mark of 5.4 from a maximum of 6 from a rigorous marking scheme. ICorr is considering running the course again in 2017 and, together with an examination, it may form part of the ICorr Course that is anticipated to be necessary for the Cathodic Protection Specialist (presently Level 3, but expected to be Level 4) Competence Assessment and Certification, in the forthcoming ISO 15257.Following from this cooperation between ICorr and SGK, ICorr are in the process
Advanced Cathodic Protection Course Success in Stratford upon Avon - and Links between ICorr and SGK
The presenter, Dr Markus Büchler, with Brian Wyatt, the course organiser.
of applying to become an Expert member of SGK, and SGK have become a Sustaining Member of ICorr. Dr Büchler has applied for Professional Membership of ICorr. Thanks are due to John Fletcher, Immediate Past President, for progressing this cooperation.IF you are interested in attending this course in 2017 please contact the ICorr Administration and, if sufficient numbers are interested, ICorr will arrange for a repeat course, with Dr Büchler again presenting.

www.icorr.org January/February 2017 7
Institute News
ICATSThe first presentation of the new Supervisor Course will be on 14-15 March and an application form can be obtained from www.icats-training.org, in the News and Events section, or by calling the Correx office on 01604 438222.As you will see, Corrosion Management magazine has a new look, and changes have been made to make it more readable and interesting for members. The previous regular listing of ICATS Registered companies will be replaced by a listing on the ICATS website. However as a printed listing is still useful to many, an ICATS Directory will be introduced and published and distributed with Corrosion Management twice a year. Further information will be available in the near future. ICATS will be attending the Surface World Show at the NEC on 22 and 23 March 2017, and have a stand within the “Knowledge Centre”.You can keep up to date with ICATS at the above website or through the ICATS group on LinkedIn.
Corrosion Engineering DivisionThe next CED working day will be held on Thursday 27 April at the Institution of Mechanical Engineers’ Engineering Training Centre, Sheffield Business Park. The theme of the day is ‘Corrosion Engineering and Concrete’ and a combination of invited talks, CED working group meetings, a laboratory visit to Sheffield Hallam University and presentation of the inaugural Paul McIntyre award, are planned. Further details are given in the enclosed leaflet.The CED Coatings Working Group met on 15 November 2016 and discussed progress on the production of a set of technical papers that are intended to be a general introduction to anti-corrosive organic coatings, but in particular to provide basic guidance for ICorr level 1 inspectors. Six documents are in
preparation, although further documents could be added (e.g. a document on abrasives is planned); they are: CTID001: Inspection and Testing, CTID002: Surface preparation methods for organic coatings, CTID003: Organic coating application methods, CTID004: Paint: a definition and generic organic coating types, CTID005: TMS Thermal Metal Spray and CTID006: Off Site, factory / shop applied Intumescent fire protection coatings. Once they have been published they will be available on the Institute of Corrosion’s website in the CED section of the member’s area, where minutes from the working group meetings can also be found.
The Institute of Corrosion (and Correx) have embarked on a route to obtain Certification to ISO 9001: 2015 Quality Management Systems. LRQA has been engaged to carry out this certification and the process is well in hand. The Quality System Manuals for ICorr and Correx have been completed and the Quality Policies have now been published on the respective websites. It is hoped that the process will be completed by mid-2017 and regular updates on the progress will be published.
One of the reasons for obtaining certification is that Highways England will require it for the ICATS Scheme, and it will also enhance the credibility of the institute.Members should visit the web sites and make themselves familiar with the Quality Policies and the areas covered, as part of their CPD QA training.
ISO 9001 and Quality Assurance
Young ICorrChristian Bridge has been elected as the Young ICorr Council Representative. The intent of the role is to encourage Institute membership for younger engineers working within the corrosion community, and to engage existing young ICorr members with events and other initiatives. Christian is a Materials and Corrosion Engineer working at BP and supports the Angola Operations Organisation where BP operates two blocks in ultra-deep waters of the Congo basin.
Christian studied Materials Science (MEng) at the University of Oxford and has been involved with the Institute of Corrosion since participating in the Young Engineers Competition in 2015. Chris can be contacted at [email protected]
For all the latest news, events and debates join us on

8 January/February 2017 www.icorr.org
Institute News
The November meeting was a joint session with IOM3 and there were two topics presented - “Managing Marine Corrosion on Offshore Wells - Avoiding Structural Failure” by Ian Taylor of Shell, and “Cormorant Alpha Leg C4 Leaks – Cause, Response and Lessons Learned” by Fraser Selfridge (TAQA).
Ian gave an explanation of surface casing corrosion, where issues have been seen in practice, what was done, how inspections are performed and examples of repairs carried out. Photographs and diagrams were used to demonstrate subsea well components, how wells were built and typical corrosion issues experienced. Wells must be structurally self-sufficient and that the key was to prevent structural collapse, in particular the effect of corrosion on surface casing loading. He explained measurement techniques used to quantify wall thickness especially the use of Pulsed Eddy Current (PEC) with results later combined with structural modelling to improve predictions on failure. The mitigation approaches, such as loading redistribution, installation of supports, grouting and replacement, were discussed, and he emphasised the importance of an initially good design such as using good grade steels, appropriate centralising, and consideration of the effects of corrosion, among others. Ian concluded with a project example of how corrosion was identified and how a repair was performed using collars and load transfer techniques.
Aberdeen BranchBRANCH NEWS Fraser discussed leaks experienced on leg C4 of Cormorant
Alpha. The platform was similar in design to a number of North Sea concrete structures – topsides steel process area on concrete legs, with a vast area of concrete storage cells below the legs. There were particular problems and a high risk area below the GTF (Gas Tight Floor) of leg C4, with limited isolation possibilities to control leaks. Follow-up inspections (for remaining life) are challenging, expensive and difficult to implement. The root cause of the failure was considered to be Corrosion Under Insulation (CUI) which was missed during the Risk Based Inspection (RBI) process. He explained that there were limitations on the pre-inspection techniques as in some cases, pre-inspection results showed no indications even when significant degradation was present after passive fire protection removal. He went on to discuss the project to implement suitable clamping repairs which were challenging due to the location. Also surface preparation and the presence of a lot of fully welded lengths poses extra challenges. Fraser concluded his talk by explaining that RBIs may not necessarily identify issues indicating technology limitations and lack of access issues may introduce gaps in the process. The next meeting will be held on 28th February, when Gary Wallace of Permasense will discuss “Monitoring High Temperature Corrosion Attack: correlation between Crude Corrosiveness and results from online Corrosion Monitoring” Online monitoring of corrosion is fast becoming industry best-practice over traditional periodic manual inspection as a means of gathering an up-to-date and more thorough picture of asset integrity. This talk will demonstrate how data delivered by an online corrosion monitoring system correlated with micro-changes in the measured corrosion influencing variables during a period of high temperature corrosion attack. This will be held at the usual venue, the Palm Court Hotel, 81 Seafield Rd, Aberdeen AB15 7YX, with the evening starting at 18.00 and the presentation at 18.30. On 28th March there is a visit to Cosasco at Bridge of Don, where the topic discussed will be, “Latest Advances in Real-Time Monitoring and Safe Retrieval”. The event starts at 18:00 and full details will be advised later. A calendar of local events of interest to corrosion professionals in the Aberdeen area and the opportunity to sign up to the branch mailing list is available at https://sites.google.com/site/icorrabz/home
The branch chairman introducing the speakers.
This year’s London Branch Christmas Luncheon at the Royal Overseas League, was a huge success by any one’s standards. 174 engineers and their guests from all over the United Kingdom, and from as far away as Vancouver, attended to celebrate the start of the Christmas season in style.
After Grace was said, the proceedings were underway, and once the main course was finished, the diners were entertained by the Italian Maître d’, the French Head Chef and a young French waitress who performed an operatic musical rendition to the delight of the audience.It was a fantastic performance by a group called the Singing Waiters who received rapturous applause.The London Branch Chairman, Jim Glynn, thanked the guests for their continued support and introduced the new President, Sarah Vasey, who noted that it was a delight to see so many young engineers in the room and she commented that she was committed to continue the initiative to make the Institute of Corrosion a valuable fraternity for both young and the more established engineers.Overall it was a really memorable occasion, and thanks must go all those who continue to support The Institute of Corrosion, those that sponsored the event, and of course the organising sub-committee who pulled all this together so expertly. As a footnote, it was noticeable there was a much better cross section of experienced and younger, male and female engineers, which made for a more relaxed atmosphere and with plenty of raucous laughter throughout the afternoon.
London Branch - The 28th Annual Christmas Luncheon
Continues...

www.icorr.org January/February 2017 9
Institute News
The last technical meeting of 2016 was a joint meeting with TWI, where an excellent presentation was given by Richard Pargeter Technology Fellow at TWI, entitled “Testing in aggressive environments, a multidisciplinary approach“. Richard discussed sour degradation in carbon and low alloy steels, sour exposure and fracture of steel. These issues are complex and interdisciplinary and can include fatigue, fracture mechanics, chemistry, corrosion, metallurgy, welding and equipment control/design. This makes for a wide range of potential interactions and the conditions often mean that specific testing is required. Richard explained that TWI has concentrated efforts on these complex issues and has excellent
and flexible facilities to provide important information on the behaviour of materials in these aggressive environments.London Branch moved its evening meetings to Imperial College Kensington, London SW7 2BB last year and the new venue has been a great success. There is state-of-the-art presentation equipment with accommodation for up to 100 persons in pleasant, modern and comfortable surroundings. Since moving to this new location attendance at evening meetings is up on previous years. The next London Branch event at Imperial College is on Thursday 9th March 2017, when the ICorr President, Sarah Vasey, will talk about the Institute, its mission and new initiatives. Email: [email protected]
Continues from page 8...
North-West BranchThe North-West Branch has not been very active of late due to most of the committee being involved at National level. In recent years the North-West has provided four Presidents, the Honorary Secretary and been responsible for Chartered Scientist Licencing and liaison with the Science Council. Looking to the future the Branch is keen to resurrect activities at a local level and a questionnaire was sent to the members, to which several offers of help had been received. There are plans for a half day seminar and some evening meetings if a suitable venue can be found, as the previous venue was lost when the owners of the hotel chain went into liquidation. The North West branch covers a vast area from Cheshire to Cumbria and from the Pennines to the Irish Sea including North Wales, so finding a convenient venue for everyone is difficult. Any suggestions for evening meetings and suitable venues would be very helpful - ideas can be sent to the Honorary Secretary NW Branch.
The Branch now has a new secretary, Alex Sandilands of Sherwin Williams. The 2017 schedule of evening meetings will be announced later, and a summer event at Durham Castle is planned and further details will be given in the next CM The Chairman would like to thank all those who have supported the North East Branch throughout 2016 and he hopes that support continue throughout 2017.
Midlands BranchA half day seminar was held on 30th November 2016, prior to the Institute AGM. Three presentations were given on the topic of “Pipelines and Stray Current Corrosion”. Patrick Lydon, IACS Corrosion Engineering Ltd, discussed “Pipeline coatings past and present” and gave a brief introduction to the commonly used pipeline coating systems and information on their typical properties. The primary topic of the paper was the use of a 3 layer polyethylene coating system on a UK gas industry pipeline project, and the reasons why this system was selected for sections of the pipeline in preference to the conventional fusion bonded epoxy coating system. Some of the issues that the project faced in terms of coating repair and inspection requirements were discussed, together with the requirements for field joint coating prequalification. David Buxton, Intertek Production and Integrity Assurance, presented “Managing stray current from UK rail systems” which focused both on the management and control of corrosion, caused by stray currents. An introduction to stray current was provided along with a description of typical stray paths, and the importance of controlling stray current at the design stage, during construction and finally during operation, was stressed. The impact of interference was discussed and illustrated with some examples of failures, including recent data collected from the Midland Metro system where an earthing issue at a traction substation resulted in a temporary increase in interference and long range interactions. The final presentation, given by Bill Whittaker, Cathodic Protection Engineering Ltd (CPEL) was entitled, “Pipeline AC Corrosion, examples and latest thinking”. Pipelines routed parallel to HV overhead cables will have an AC voltage induced in them, caused by changing electro-magnetic fields. During the positive part of the cycle, passive behaviour is induced; during the negative part of the cycle, metal loss occurs. Older pipelines and those with poorer coatings are more prone to this type of corrosion and will corrode at higher rates. Electrical factors affecting AC corrosion include: configuration, current loads, load balance between phases of power lines, electrical resistance of coating(s) and soil resistivity, which can be counteracted by insertion of zinc (or less commonly, copper) ribbons to isolate “active” migration.At the end of the technical talks, Jim Preston, Corrosion Protection Ltd, was presented with an award given by S.E.E for the best P.R.I. (Professional Review Interview) for registration as a Chartered Engineer in 2015, by Mr Peter Vincent, President and Prof M Leonardo de Calcina, Past President and Trustee of the Society of Environmental Engineers (SEE). SEE is a fully-licenced body of the Engineering Council, with which ICorr has an agreement (along with seven other Professional Affiliates of the Engineering Council) to oversee ICorr registration for CEng, IEng, Tech Eng. The award came in the form of a framed certificate, SEE medal and a cheque for £250. It is indeed an honour that an ICorr person should receive this.
North East Branch

10 January/February 2017 www.icorr.org
Industry News
Sherwin-Williams scoops major industry awardLeading coatings manufacturer Sherwin-Williams has scooped a major industry award for Sustainable Innovation in developing a breakthrough product for asset protection in harsh environments. The company won the British Coatings Federation Award for its development of Dura-Plate 301W, a new product which is helping to change the face of the energy and infrastructure markets in Europe. The product offers a longer painting calendar and with it increased efficiencies and reduced overall project costs. Ian Walker, managing director of Sherwin-Williams Protective and Marine Coatings Europe, Middle East and Africa (EMEA), said: “This is recognition of some great work
from the team behind the scenes and how important it is to listen to customers. “Thanks go to all of our staff involved, and we’re delighted that our customers have benefitted from the difference we have made to their asset protection challenges.”This award comes on top of the Queen’s Award for Enterprise: Innovation 2016 - for its development of the same product. According to the company, the technology has already won plaudits from the oil and gas industry for its use in atmospheric service conditions in offshore, marine, industrial and infrastructure applications.
Acoustic Emission Technology Enables Improved Crack, Corrosion DetectionABS, a leading provider of classification and technical services to the marine and offshore industries, has published the ABS Guidance Notes on Structural Monitoring Using Acoustic Emissions. This industry-leading guidance presents best practices for planning and executing Acoustic Emission Testing (AET). AET is a passive non-destructive examination technology that has been successfully applied to detect and monitor crack propagation, corrosion activity, cavitation erosion and leaking in structures made of steel, aluminum, composites and other materials, and is being investigated as means to detect weaknesses and monitor structural health in a broad spectrum of structures, from storage tanks, suspension bridges, nuclear plants, pressure vessels and LNG tanks to mooring chains and airplanes. The guide can be downloaded from www.eagle.org.
John Fletcher, the ICorr immediate past President, will serve a three-year term on the ASTM International board of directors. John holds an HNC in electronics from Stockport Technical College and a diploma in industrial management from Manchester Polytechnic. He is a Chartered Scientist (CSci), and has worked at Elcometer since 1982 and previously served as a development group leader at Mullard Ltd. He has been
a member of ASTM International since 2007 and is currently serving as the vice chairman of Committee on Paint and Related Coatings, Materials, and Applications (D01).Outside ASTM International, John is a Fellow of the Institute of Corrosion, a member of the National Association of Corrosion Engineers (NACE) and The Society for Protective Coatings (SSPC).
John Fletcher Joins ASTM International Board of Directors
Number of coatings industry suppliers gets smaller as majors get strongerAkzo and BASF consolidate their positions in the market.AkzoNobel has finalized the acquisition of BASF’s global Industrial Coatings business, which supplies a range of products for industries including construction, domestic appliances, wind energy and commercial transport, strengthening its position as the global number one supplier in coil coatings. The transaction includes relevant technologies, patents and trademarks, as well as two manufacturing plants in the United Kingdom and South Africa. Approximately 400 employees from BASF’s Industrial Coatings business join AkzoNobel, bringing expertise to innovate and serve an expanded customer base worldwide. According to the company, completing this transaction also positions AkzoNobel as a full service coatings provider for the protection and maintenance of wind turbines, providing essential protection to wind power stations around the globe. BASF has now completed its acquisition of Albemarle’s global surface treatment business, Chemetall, and through this acquisition, the BASF Coatings division becomes a more complete solutions provider. According to the company, BASF will combine its know-how in chemistry and coatings applications with Chemetall’s market-leading expertise in surface treatment, and the combined businesses will benefit from each other’s global infrastructure, scale and market access, driving new growth opportunities by offering an unmatched solutions competence to customers. To prepare for a seamless integration, BASF has established a Global Integration Management Team, which will ensure business continuity while maintaining a clear priority on meeting customer needs.

www.icorr.org January/February 2017 11
Industry News
Element Materials Technology opens a new Dutch facilityElement Materials Technology, headquartered in London, has announced the launch of its Coatings Centre of Technical Excellence at its Amsterdam, Netherlands, facility. According to the company, this investment expands capacity in its existing coatings testing services for pipelines and field joints, while adding a wide range of tests for coatings for offshore and onshore assets. With this centre, Element will be able to offer full services for pipeline and marine corrosion clients, combining coatings testing services with its materials testing capabilities in fracture mechanics and corrosion.The facility’s extended capabilities reportedly allow clients to test to a full range of global coatings standards—from ISO 20340 to NACE TM104-404—as well as in-demand standards and methodologies required by major oil and gas companies and their supply chain partners. Moreover, its capacity for pipeline coatings testing will include new capabilities for high-temperature cathodic disbondment (CD) tests (for temperatures greater than 100 degrees Celsius), the company stated.
The Biennial ECS will be held at the Exhibition Centre Nuremberg from 4 – 6 April 2017. Manufacturers will exhibit the latest developments in raw materials and services as well as testing, measuring, laboratory and production technology. Running semi-concurrently with the show, international experts will discuss the latest trends and challenges at the ECS Conference on 3 and 4 April. 24 sessions will explore issues like environmentally compatible formulations, UV curing, and functional paints and coatings that help prevent corrosion or microbial growth. The keynote speech in the plenary session will be given by Renaud Nicolay from the City of Paris engineering school ESPCI (École Supérieure de Physiques et de Chimie Industrielles). He will discuss how covalent bonds can be used to realise new coating properties. Ten additional pre-congress tutorials on 2 April are offered as an option to provide a practical introduction to the conference.For more information on the European Coatings Show and Conference go to: www.european-coatings.com
European Coatings Show
The UK’s European Marine Energy Centre (EMEC), new research project on corrosion and marine coatings.
EMEC, based in Orkney, and Canada’s Fundy Ocean Research Centre for Energy (FORCE), are working with coatings manufacturer Whitford to see how coatings perform under water. According to EMEC managing director Neil Kermode, corrosion and
other associated issues are a big challenge for wave and tidal energy technologies given that devices could be deployed at sea for years at a time. During discussions it was realised that the marine conditions experienced at FORCE’s test site in Nova Scotia are very different from what those seen at EMEC, in Orkney. Hence a joint study looking at issues such as marine growth, corrosion, and other environmental and technological factors, will ensure developers adopt the correct approach wherever they end up deploying their new technologies.
The Helios Group is headquartered in Slovenia.
Kansai Paint to acquire the Helios Coatings GroupAccording to Kansai, the acquisition of the Helios Group, will increase its presence across Europe and consolidate its position as one of the premier coating companies. Helios will then become Kansai’s European centre for R&D, innovation and business development. The president of Kansai Paint, Hiroshi Ishino, commented, “for Kansai Paint, Helios Group, with almost EUR 400 million turnover, represents a pillar in the very important market of Europe. We already had a strong presence in Asia, Africa and Middle East but very limited in Europe, so the purchase was made with a purpose to develop and expand the coating business in that continent.”
TO ADVERTISE IN CORROSION MANAGEMENT
please contact Jonathan Phillips or Debbie Hardwick at:
Square One +44 (0)114 273 0132

12 January/February 2017 www.icorr.org
Industry News
SSPC, The Society for Protective Coatings (Pittsburgh)
Standards Up-date ISO StandardsThe following final drafts of ISO standards have been submitted to the member bodies for formal approval
Paints and varnishesISO/FDIS 16773-4 Electrochemical impedance spectroscopy (EIS) on coated and uncoated metallic specimens — Part 4: Examples of spectra of polymer-coated and uncoated specimens. (Revision of ISO 16773-4:2009ISO/FDIS 8503-5 Preparation of steel substrates before application of paints and related products — Surface roughness characteristics of blast-cleaned steel substrates — Part 5: Replica tape method for the determination of the surface profile. (Revision of ISO 8503-5:2003)
Corrosion of metals and alloys ISO/FDIS 15257 Cathodic protection — Competence levels of cathodic protection persons — Basis for a certification scheme New International Standards published by the end of November 2016
Paints and varnishesISO 15741:2016 Paints and varnishes — Friction-reduction coatings for the interior of on- and offshore steel pipelines for non-corrosive gases
Corrosion of metals and alloysISO 12696:2016 Cathodic protection of steel in concrete
Ships and marine technology ISO 19030-1, 2, 3 :2016 Ships and marine technology — Measurement of changes in hull and propeller performance — Part 1: General principles, part 2: Default method and part 3: Alternative methods.
SSPC-Guide 22, “Use and Retention of Pre-Construction Primers on Steel in Shipbuilding,” provides specifiers and users with information regarding the use of pre-construction primers (PCPs) on structural steel in shipbuilding. The guide contains information on the types, application and material properties of shop-applied PCP coatings used in the shipbuilding industry to temporarily protect steel during the shipbuilding process. In addition, background information on the reasons to use and retain PCPs, types of PCPs, their application and inspection, and the secondary surface preparation processes that are used when PCPs are retained as part of the final coating system, are given.. SSPC-PS 26.00, “Aluminum-Pigmented Epoxy Coating System Materials Standard, Performance-Based,” was developed as a resource for owners, specifiers and coating manufacturers who need to qualify aluminum-pigmented epoxy coatings by performance testing. The standard contains benchmarks and evaluation criteria for physical properties, such as mechanical stability, flexibility and package stability of the liquid coating. Moreover, it includes performance requirements for corrosion resistance properties that are evaluated using accelerated weathering tests.The standard also allows for two types of coatings: Type I coatings intended for use over hand-cleaned steel, and Type II coatings intended for use over blast-cleaned steel, the association explains, and includes criteria for preparation of test panels used for corrosion resistance testing of each type of coating.
MACAW Engineering Ltd to use the ROSEN brandAs of 16 January, 2017, MACAW Engineering Ltd., a member of the ROSEN Group, will provide its services under the ROSEN brand. The UK contact numbers will remain the same.MACAW and the ROSEN Group have been working together very effectively since 2006 and have built a strong relationship based on providing integrity services for industrial assets. With a common goal to provide the best possible support to operators, the decision was made to integrate all services under one brand. There will be no personnel changes, and the services will continue to be provided by the trusted experts. Operators will still have access to an integrated worldwide team. Experts in all areas of asset integrity are available to provide everything necessary for high-quality, safe and efficient asset integrity management. Roland Palmer-Jones, ROSEN global business line manager for integrity services, said, “Aligning all our services under one brand will simplify our customer relationships and demonstrate our commitment to making ROSEN the world’s leading specialist for ensuring the integrity of industrial assets.”
For all the latest
news, events and
debates join us on
www.icorr.org January/February 2017 13
Technical Article
By Svante Nordänger, Björn Tidbeck and Johan Tidblad, Swerea KIMAB, Sweden
Accelerated corrosion test methods have been used for a long time to predict performance of coating systems in real applications. These methods have also been used for qualifying individual systems, and for benchmarking different systems in particular applications.Cyclic accelerated test methods, where preferably humidity and temperature vary in a specified way during the test period, have been used for roughly 80 years. Even older are test methods which have constant temperature, humidity and in some cases continuous addition of salt spray, for instance testing in neutral salt spray (NSS)1. Different accelerated methods have been developed over the years depending on which branch of the industry, or company they were used, but they all struggle against a common problem; they do not show comparable results to that achieved during long field exposure.New coating systems, including new pretreatments, have been developed for different purposes, eg, environmental, health and/or cost, but also ease of maintenance and corrosion protection properties. When it comes to corrosion protection by paint systems, it may be that the development is connected to an accelerated method which may not correspond to realistic outdoor conditions, i.e. the correlation factor is low. This can mean that although a paint system fulfills the specified requirement based on accelerated testing, it can fail quickly under real conditions.
This article describes results from accelerated corrosion testing of paint systems, including pretreatments, compared to field testing for 18, 30 and 43 months in a marine atmosphere. Most of the paint systems and pretreatments tested are classified as relatively new, and more or less “environmentally friendly”, but more traditional systems were also studied. In total, 48 different combinations of steel, pretreatments and paint systems were tested, including wet and powder paints from five international suppliers, and passivating chemicals from three different suppliers. Traditional grit blasting was also included in the test matrix, and in some cases in combination with passivating layers. The accelerated test methods used in this study (all including chloride addition) were: n IS0 11997-2; Cycling including UV/condensation, salt spray as well as freezing. Test period 12 weeks. This method (called “ISONEW”) is intended to be used for qualification of paint systems on offshore steel constructions.n Volvo STD 423-014; VICT (Volvo Indoor Corrosion Testing); cycling between two humidity levels at a constant temperature with addition of acidified salt solution twice a week. Test period 6 weeks. This method (“VICT”) was selected as it had been used for a long time within Volvo and their contractors, in order to qualify paint systems and other surface treatment systems for cars and car components.
Accelerated Corrosion Testing – A Qualification Method for Field Testing?
www.icorr.org January/February 2016 13
Technical Article

14 January/February 2017 www.icorr.org
Technical Articlen ISO 11474; SCAB testing; natural outdoor cycling conditions with addition of salt solution once a week (semi acceleration). Test period 2 years, test rig ca 10 km from the Swedish west coast (Gothenburg). This method (“SCAB” ) was selected as it is often used in Sweden to semi accelerate and simulate marine environmentsThe purpose of adding salt solution/spray was to simulate the marine environment and also generally increase the rate of corrosion.
The ProjectIn 2007, a joint project group in Sweden, led by Swerea KIMAB and Swerea IVF, started a project titled Heavy corrosion protection. The main aim was to study the correlation between three standardized accelerated corrosion test methods and long-term field exposure testing in marine atmosphere of different coatings. Furthermore, the project group wanted to find out the correlation between short and long field testing times. A further aim was to see if chemical pretreatment can make the total coating system more robust.
Sample preparation, testing and evaluationCold and hot rolled steel sheets (100 x 150 x 3 mm, from the same batch) with specified coating systems, were used in the study. As pretreatment, five different passivation systems (all free from phosphates, chromium6+ and heavy metals), or grit blasting, were used, including in some cases blasting in combination with passivation, and in one case zinc/manganese phosphating. The passivation chemicals were based on zirconium (one supplier) or silane (two types from each of the suppliers).In the test matrix, paint systems with 1, 2 and 3 layers, excluding the potential passivation layer, were tested. These included powder coatings, waterborne paints as well as solvent borne paints with low VOC (Volatile Organic Compounds) identified as HS (high solid) systems, and in a few cases, more traditional solvent borne paints, were used as a part of the paint system.A typical 3 layer solvent borne system used for bridges in a corrosivity class C4 environment was used as a reference system – a zinc rich epoxy primer, micaceous iron oxide pigmented epoxy intermediate layer and an aliphatic PUR topcoat. All test panels were degreased with an alkaline solution and dried before pretreatment according to the test matrix. Degreasing, pretreatment and painting were performed by Swerea IVF in Gothenburg. In total 3 panels for each type of exposure environment and coating system were produced. After painting, the back and the edges of the panels were protected with epoxy mastic.The coated test panels were conditioned for at least 1 month after painting and before corrosion testing, a 1 mm wide scribe down to the steel substrate was made using a scratch machine, in order to avoid residues of (zinc) primer on the blasted surfaces, which could lead to the risk of undesired anodic corrosion (figure 1)
The preparation of samples after painting, as well as accelerated and field corrosion testing including evaluation, was performed by Swerea KIMAB except for SCAB testing which was performed by Swerea IVF. The test station at Bohus Malmön (Kvarnvik), on the Swedish west coast, characterized as a marine site (corrosivity class C4-C5M), was used for field
corrosion testing (figure 2). This site has a yearly average temperature slightly below 10 C and an average relative humidity around 80%. However, the temperature during summer can reach +25-30°C and in winter between -10 to -15 °C. Chloride deposition varies during the year and also annually, but rough average values from 2012 are between 50 and 500 mg/m2/ day, however, peak values can be up to about 1,500 mg/m2, for a day or more.In order to compare results from the field testing to those
from accelerated testing (“ISONEW”, “VICT” and “SCAB”), the different coating systems were ranked according to weighted visible results, based on creep length from the scratch (according to SS 184219), where 1 mm was set to 1 score point, with an addition of score points for visible surface degradation, eg, blistering, flaking, cracking etc (according to ISO 4628, part 2-5) to give a particular rust level. The addition of the surface degradation/rust level corresponded to between 0-50 score points to the mm creep from the scratch. The total score (corrosion value, k) was then expressed in score points or mm. Creep is defined in SS 184219 as the maximum corrosion creep distance at right angles to the scratch. If there is filiform corrosion, see figure 3, this creep value is reduced by half. After calculating the corrosion value, the ranking of the systems was then simple. The system with the lowest score was ranked as number 1, the system with the second lowest score as number 2 etc.Panels exposed to accelerated testing were evaluated based on calculated creep from scratch (M) as described in EN-ISO 12944-6, Annex A, i.e. M=(C-W)/2, where:C= the maximum perpendicular corrosion distance across the scratch (mm)W=the original width of the scratch (1 mm)
Results from field testing and accelerated corrosion testingThe average corrosion values measured/calculated from the 3 panels of each system, after 43 months of field exposure testing (k 43), are given in detail in Table 1 which is published in the on-line version of the article, http://www.icorr.org/news. The ranking of the coating systems in the field testing at 18 and 30 months exposure, are also given in the table (r18 and r30, respectively), as are the results from the three different accelerated tests, MISONEW, MVICT and MSCAB according to above calculations and abbreviations given at the start of the article. From this investigation it is quite clear, and not surprising, that coating systems which perform best after 43 months are those with 3 layers, i.e. with a zinc rich epoxy primer, an epoxy intermediate layer and a PUR or polysiloxane top layer (see systems 23, 19B, 20, 13 and 19A) and with a total thickness of between 140-300 µm. None of these five systems showed any defects in the coating, except in the region of the intentionally made scribe. One of these top five systems is the reference system which is regularly used for painting of bridges (no. 13).
Fig 1. The samples were prepared with a 1 mm wide scratch/scribe down to the steel substrate.
Fig 2. Field testing at Kvarnvik, Bohus Malmön, Sweden.
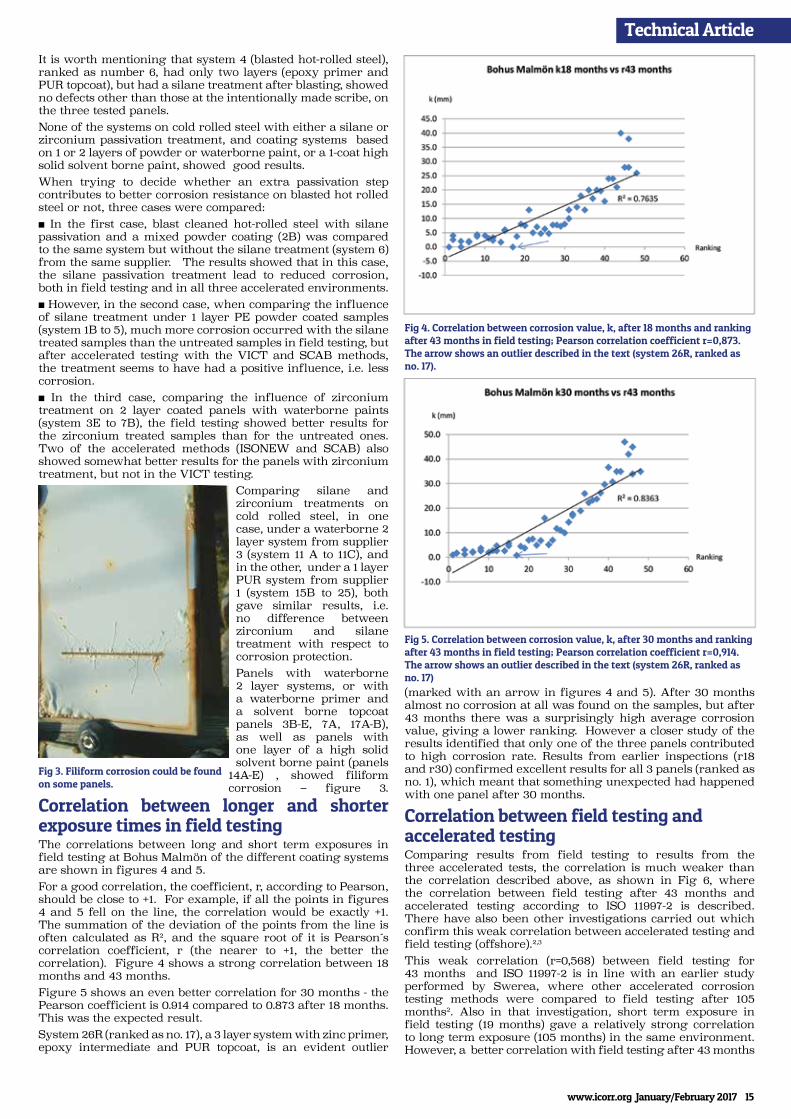
www.icorr.org January/February 2017 15
Technical ArticleIt is worth mentioning that system 4 (blasted hot-rolled steel), ranked as number 6, had only two layers (epoxy primer and PUR topcoat), but had a silane treatment after blasting, showed no defects other than those at the intentionally made scribe, on the three tested panels.None of the systems on cold rolled steel with either a silane or zirconium passivation treatment, and coating systems based on 1 or 2 layers of powder or waterborne paint, or a 1-coat high solid solvent borne paint, showed good results. When trying to decide whether an extra passivation step contributes to better corrosion resistance on blasted hot rolled steel or not, three cases were compared:n In the first case, blast cleaned hot-rolled steel with silane passivation and a mixed powder coating (2B) was compared to the same system but without the silane treatment (system 6) from the same supplier. The results showed that in this case, the silane passivation treatment lead to reduced corrosion, both in field testing and in all three accelerated environments.n However, in the second case, when comparing the influence of silane treatment under 1 layer PE powder coated samples (system 1B to 5), much more corrosion occurred with the silane treated samples than the untreated samples in field testing, but after accelerated testing with the VICT and SCAB methods, the treatment seems to have had a positive influence, i.e. less corrosion.n In the third case, comparing the influence of zirconium treatment on 2 layer coated panels with waterborne paints (system 3E to 7B), the field testing showed better results for the zirconium treated samples than for the untreated ones. Two of the accelerated methods (ISONEW and SCAB) also showed somewhat better results for the panels with zirconium treatment, but not in the VICT testing.
Comparing silane and zirconium treatments on cold rolled steel, in one case, under a waterborne 2 layer system from supplier 3 (system 11 A to 11C), and in the other, under a 1 layer PUR system from supplier 1 (system 15B to 25), both gave similar results, i.e. no difference between zirconium and silane treatment with respect to corrosion protection.Panels with waterborne 2 layer systems, or with a waterborne primer and a solvent borne topcoat panels 3B-E, 7A, 17A-B), as well as panels with one layer of a high solid solvent borne paint (panels
14A-E) , showed filiform corrosion – figure 3.
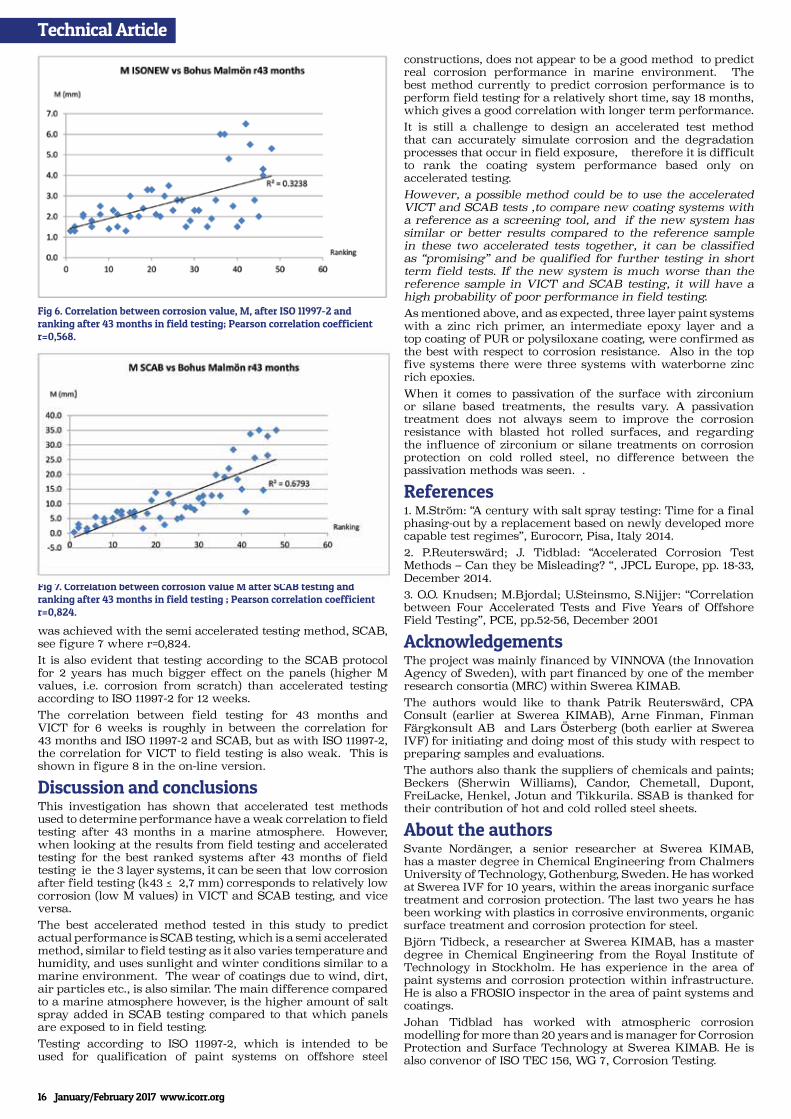
Correlation between longer and shorter exposure times in field testingThe correlations between long and short term exposures in field testing at Bohus Malmön of the different coating systems are shown in figures 4 and 5.For a good correlation, the coefficient, r, according to Pearson, should be close to +1. For example, if all the points in figures 4 and 5 fell on the line, the correlation would be exactly +1. The summation of the deviation of the points from the line is often calculated as R2, and the square root of it is Pearson´s correlation coefficient, r (the nearer to +1, the better the correlation). Figure 4 shows a strong correlation between 18 months and 43 months. Figure 5 shows an even better correlation for 30 months - the Pearson coefficient is 0.914 compared to 0.873 after 18 months. This was the expected result.System 26R (ranked as no. 17), a 3 layer system with zinc primer, epoxy intermediate and PUR topcoat, is an evident outlier
(marked with an arrow in figures 4 and 5). After 30 months almost no corrosion at all was found on the samples, but after 43 months there was a surprisingly high average corrosion value, giving a lower ranking. However a closer study of the results identified that only one of the three panels contributed to high corrosion rate. Results from earlier inspections (r18 and r30) confirmed excellent results for all 3 panels (ranked as no. 1), which meant that something unexpected had happened with one panel after 30 months.
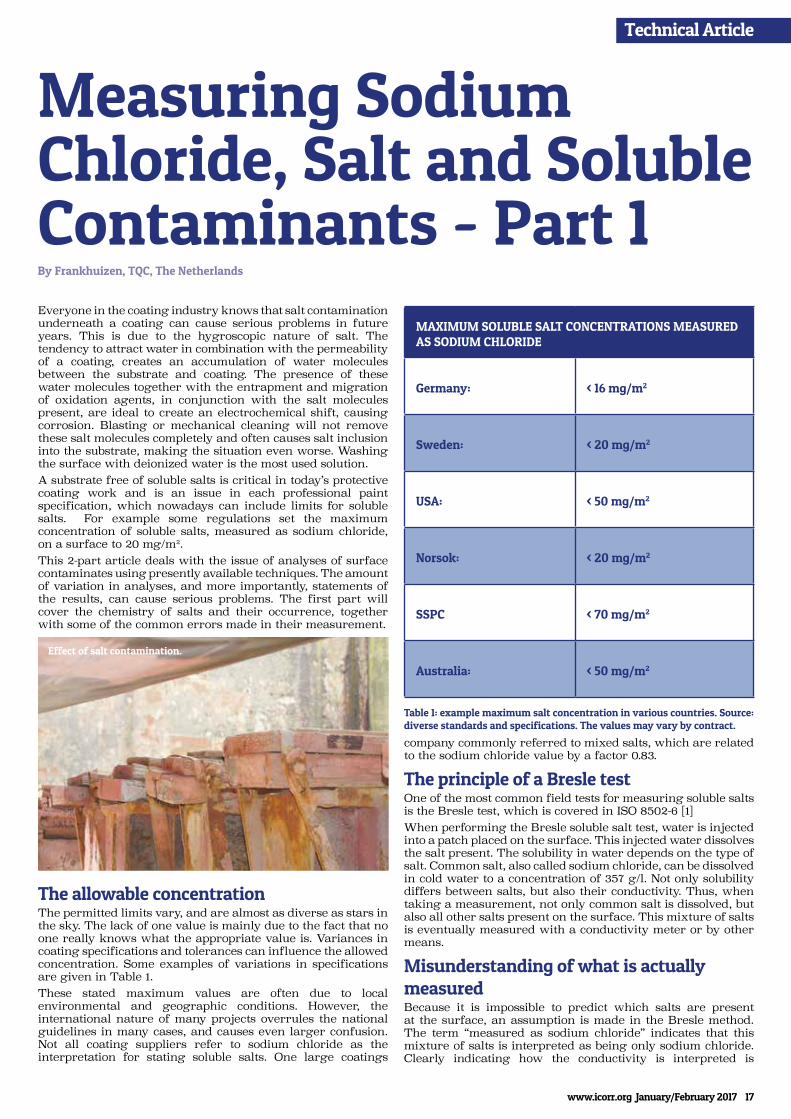
Correlation between field testing and accelerated testingComparing results from field testing to results from the three accelerated tests, the correlation is much weaker than the correlation described above, as shown in Fig 6, where the correlation between field testing after 43 months and accelerated testing according to ISO 11997-2 is described. There have also been other investigations carried out which confirm this weak correlation between accelerated testing and field testing (offshore).2,3
This weak correlation (r=0,568) between field testing for 43 months and ISO 11997-2 is in line with an earlier study performed by Swerea, where other accelerated corrosion testing methods were compared to field testing after 105 months2. Also in that investigation, short term exposure in field testing (19 months) gave a relatively strong correlation to long term exposure (105 months) in the same environment. However, a better correlation with field testing after 43 months
Fig 4. Correlation between corrosion value, k, after 18 months and ranking after 43 months in field testing; Pearson correlation coefficient r=0,873. The arrow shows an outlier described in the text (system 26R, ranked as no. 17).
Fig 5. Correlation between corrosion value, k, after 30 months and ranking after 43 months in field testing; Pearson correlation coefficient r=0,914. The arrow shows an outlier described in the text (system 26R, ranked as no. 17)
Fig 3. Filiform corrosion could be found on some panels.
16 January/February 2017 www.icorr.org
Technical Article
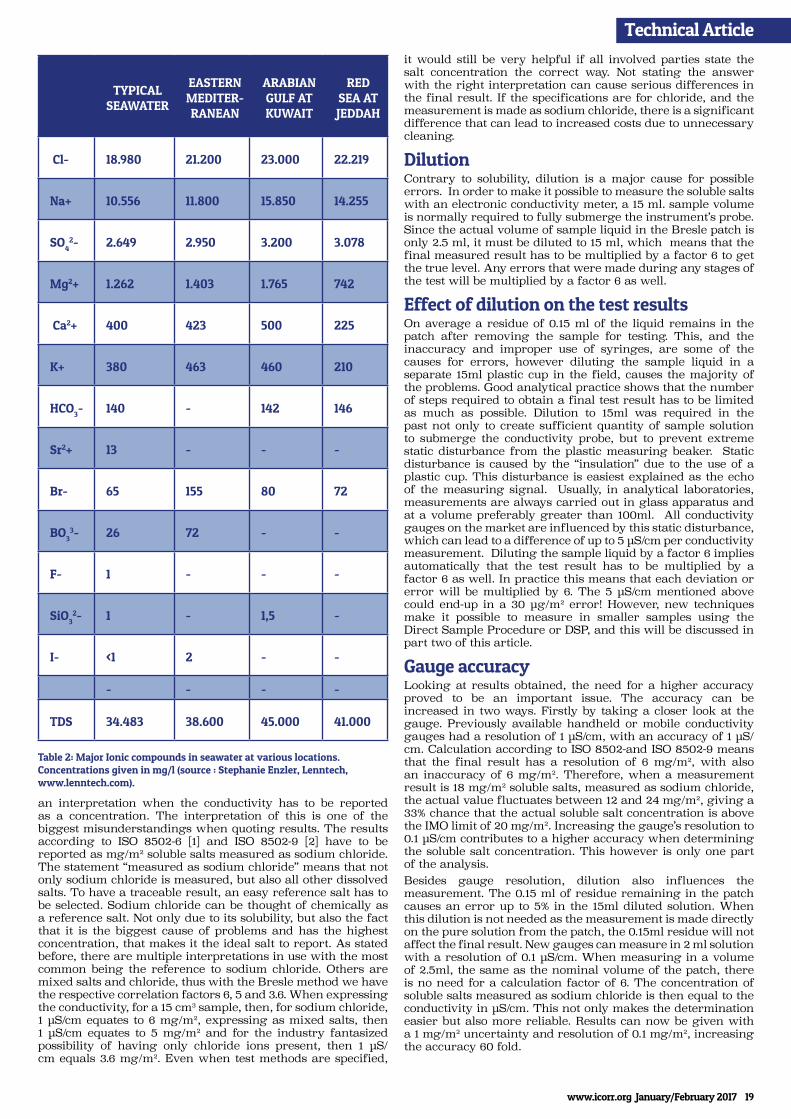
was achieved with the semi accelerated testing method, SCAB, see figure 7 where r=0,824.It is also evident that testing according to the SCAB protocol for 2 years has much bigger effect on the panels (higher M values, i.e. corrosion from scratch) than accelerated testing according to ISO 11997-2 for 12 weeks.The correlation between field testing for 43 months and VICT for 6 weeks is roughly in between the correlation for 43 months and ISO 11997-2 and SCAB, but as with ISO 11997-2, the correlation for VICT to field testing is also weak. This is shown in figure 8 in the on-line version.
Discussion and conclusionsThis investigation has shown that accelerated test methods used to determine performance have a weak correlation to field testing after 43 months in a marine atmosphere. However, when looking at the results from field testing and accelerated testing for the best ranked systems after 43 months of field testing ie the 3 layer systems, it can be seen that low corrosion after field testing (k43 ≤ 2,7 mm) corresponds to relatively low corrosion (low M values) in VICT and SCAB testing, and vice versa. The best accelerated method tested in this study to predict actual performance is SCAB testing, which is a semi accelerated method, similar to field testing as it also varies temperature and humidity, and uses sunlight and winter conditions similar to a marine environment. The wear of coatings due to wind, dirt, air particles etc., is also similar. The main difference compared to a marine atmosphere however, is the higher amount of salt spray added in SCAB testing compared to that which panels are exposed to in field testing.Testing according to ISO 11997-2, which is intended to be used for qualification of paint systems on offshore steel
constructions, does not appear to be a good method to predict real corrosion performance in marine environment. The best method currently to predict corrosion performance is to perform field testing for a relatively short time, say 18 months, which gives a good correlation with longer term performance.It is still a challenge to design an accelerated test method that can accurately simulate corrosion and the degradation processes that occur in field exposure, therefore it is difficult to rank the coating system performance based only on accelerated testing. However, a possible method could be to use the accelerated VICT and SCAB tests ,to compare new coating systems with a reference as a screening tool, and if the new system has similar or better results compared to the reference sample in these two accelerated tests together, it can be classified as “promising” and be qualified for further testing in short term field tests. If the new system is much worse than the reference sample in VICT and SCAB testing, it will have a high probability of poor performance in field testing.
As mentioned above, and as expected, three layer paint systems with a zinc rich primer, an intermediate epoxy layer and a top coating of PUR or polysiloxane coating, were confirmed as the best with respect to corrosion resistance. Also in the top five systems there were three systems with waterborne zinc rich epoxies.When it comes to passivation of the surface with zirconium or silane based treatments, the results vary. A passivation treatment does not always seem to improve the corrosion resistance with blasted hot rolled surfaces, and regarding the influence of zirconium or silane treatments on corrosion protection on cold rolled steel, no difference between the passivation methods was seen. .
References1. M.Ström: “A century with salt spray testing: Time for a final phasing-out by a replacement based on newly developed more capable test regimes”, Eurocorr, Pisa, Italy 2014.2. P.Reuterswärd; J. Tidblad: “Accelerated Corrosion Test Methods – Can they be Misleading? “, JPCL Europe, pp. 18-33, December 2014.3. O.O. Knudsen; M.Bjordal; U.Steinsmo, S.Nijjer: “Correlation between Four Accelerated Tests and Five Years of Offshore Field Testing”, PCE, pp.52-56, December 2001
AcknowledgementsThe project was mainly financed by VINNOVA (the Innovation Agency of Sweden), with part financed by one of the member research consortia (MRC) within Swerea KIMAB.The authors would like to thank Patrik Reuterswärd, CPA Consult (earlier at Swerea KIMAB), Arne Finman, Finman Färgkonsult AB and Lars Österberg (both earlier at Swerea IVF) for initiating and doing most of this study with respect to preparing samples and evaluations. The authors also thank the suppliers of chemicals and paints; Beckers (Sherwin Williams), Candor, Chemetall, Dupont, FreiLacke, Henkel, Jotun and Tikkurila. SSAB is thanked for their contribution of hot and cold rolled steel sheets.
About the authorsSvante Nordänger, a senior researcher at Swerea KIMAB, has a master degree in Chemical Engineering from Chalmers University of Technology, Gothenburg, Sweden. He has worked at Swerea IVF for 10 years, within the areas inorganic surface treatment and corrosion protection. The last two years he has been working with plastics in corrosive environments, organic surface treatment and corrosion protection for steel. Björn Tidbeck, a researcher at Swerea KIMAB, has a master degree in Chemical Engineering from the Royal Institute of Technology in Stockholm. He has experience in the area of paint systems and corrosion protection within infrastructure. He is also a FROSIO inspector in the area of paint systems and coatings.Johan Tidblad has worked with atmospheric corrosion modelling for more than 20 years and is manager for Corrosion Protection and Surface Technology at Swerea KIMAB. He is also convenor of ISO TEC 156, WG 7, Corrosion Testing.
Fig 6. Correlation between corrosion value, M, after ISO 11997-2 and ranking after 43 months in field testing; Pearson correlation coefficient r=0,568.
Fig 7. Correlation between corrosion value M after SCAB testing and ranking after 43 months in field testing ; Pearson correlation coefficient r=0,824.
www.icorr.org January/February 2017 17
Technical Article
By Frankhuizen, TQC, The Netherlands
Everyone in the coating industry knows that salt contamination underneath a coating can cause serious problems in future years. This is due to the hygroscopic nature of salt. The tendency to attract water in combination with the permeability of a coating, creates an accumulation of water molecules between the substrate and coating. The presence of these water molecules together with the entrapment and migration of oxidation agents, in conjunction with the salt molecules present, are ideal to create an electrochemical shift, causing corrosion. Blasting or mechanical cleaning will not remove these salt molecules completely and often causes salt inclusion into the substrate, making the situation even worse. Washing the surface with deionized water is the most used solution. A substrate free of soluble salts is critical in today’s protective coating work and is an issue in each professional paint specification, which nowadays can include limits for soluble salts. For example some regulations set the maximum concentration of soluble salts, measured as sodium chloride, on a surface to 20 mg/m2. This 2-part article deals with the issue of analyses of surface contaminates using presently available techniques. The amount of variation in analyses, and more importantly, statements of the results, can cause serious problems. The first part will cover the chemistry of salts and their occurrence, together with some of the common errors made in their measurement.
The allowable concentrationThe permitted limits vary, and are almost as diverse as stars in the sky. The lack of one value is mainly due to the fact that no one really knows what the appropriate value is. Variances in coating specifications and tolerances can influence the allowed concentration. Some examples of variations in specifications are given in Table 1.These stated maximum values are often due to local environmental and geographic conditions. However, the international nature of many projects overrules the national guidelines in many cases, and causes even larger confusion. Not all coating suppliers refer to sodium chloride as the interpretation for stating soluble salts. One large coatings
company commonly referred to mixed salts, which are related to the sodium chloride value by a factor 0.83.
The principle of a Bresle testOne of the most common field tests for measuring soluble salts is the Bresle test, which is covered in ISO 8502-6 [1]When performing the Bresle soluble salt test, water is injected into a patch placed on the surface. This injected water dissolves the salt present. The solubility in water depends on the type of salt. Common salt, also called sodium chloride, can be dissolved in cold water to a concentration of 357 g/l. Not only solubility differs between salts, but also their conductivity. Thus, when taking a measurement, not only common salt is dissolved, but also all other salts present on the surface. This mixture of salts is eventually measured with a conductivity meter or by other means.
Misunderstanding of what is actually measuredBecause it is impossible to predict which salts are present at the surface, an assumption is made in the Bresle method. The term “measured as sodium chloride” indicates that this mixture of salts is interpreted as being only sodium chloride. Clearly indicating how the conductivity is interpreted is
Measuring Sodium Chloride, Salt and Soluble Contaminants - Part 1
MAXIMUM SOLUBLE SALT CONCENTRATIONS MEASURED AS SODIUM CHLORIDE
Germany: < 16 mg/m2
Sweden: < 20 mg/m2
USA: < 50 mg/m2
Norsok: < 20 mg/m2
SSPC < 70 mg/m2
Australia: < 50 mg/m2
Table 1: example maximum salt concentration in various countries. Source: diverse standards and specifications. The values may vary by contract.
Effect of salt contamination.

18 January/February 2017 www.icorr.org
Technical Article
18
essential when producing a report. At present there are several interpretations in use. Some speak about sodium chloride, others mention mixed salts or just chlorides, and each has a different calculation factor.
Salt, sodium chloride and soluble contaminants.Our vocabulary is full of words that have a double meaning. If you ask people what salt is, they virtually always reply by referring to the stuff put on their French fries. If you ask what sodium chloride is, they say that it is salt. This statement is true, however, the other way around it is not. Think of it as follows; a cow is an animal, however an animal does not have to be a cow. The same is true for sodium chloride (common salt). Sodium chloride is a salt; however salt does not have to be sodium chloride. Here the wide meaning of the word salt starts to cause a problem. The chemical meaning of the word salt is a lot wider than that of the common word. Salt is a neutral product formed by a reaction between acids and bases. This reaction product is an ionic compound. This means that when the product is dissolved in water it splits into an anion (negatively charged particle) and a cation (positively charged particle). Both the anion and cation can be inorganic or organic as well as mono- or polyatomic (one or multiple atoms combined). This breaking down into a cation and anion produces an electrolyte in water. Only the products that dissolve in water and not those that disperse, will create this electrolyte. Within an aqueous solution, sodium chloride is no longer present as such; it has split into sodium and chloride ions. This also indicates that it is not possible to have just chloride ions on a surface.
Solubility The nominal volume in the test chamber of the original Bresle patch is 2.5 cm3. Considering this volume, and solubility of salt, it is possible to dissolve 892.5 mg of common salt in the patch. This correlates to 7.29 x105 mg/m2 sodium chloride. Comparing this to the IMO specification of 20 mg/m2, there is a factor of approximately 36000 between these concentrations. Thus the solubility of salt is not an issue when conducting the test. A level of 20 mg/m2 sodium chloride relates actually to only 0.025 mg sodium chloride in the patch. Even salts that are harder to dissolve will be present in such concentrations that should not provide any solubility problems. Not all salts are equally soluble in water. Whereas sodium chloride can be dissolved to 357 g/l, its chemical brother silver chloride can only be dissolved to give 0.00089 g/l. This is stated as the solubility product Ksp. At these concentrations the solution is saturated, and equilibrium is reached between dissolved and non-dissolved species. A dissolved salt produces ions and forms an electrolyte. The non-dissolved salt doesn’t produce ions and doesn’t produce an electrolyte, thus there is no significant increase in conductivity.To determine if a salt is soluble there is a simple chemical rule. In chemistry, a concentration in milligrams per litre is not important. This due to the difference in weights between different molecules - it is the number of molecules that is of interest to a chemist. A chemist looks at a concentration in Moles per litre. The term Mole is the unit of measurement for amount of substance, and can be simply defined as the amount of a chemical substance that contains as many atoms as there are atoms in 12 grams of carbon-12. In chemistry the solubility is described by three groups:A salt is soluble if it dissolves in water to give a solution with a concentration of at least 0.1 Moles per litre at room temperature. A salt is insoluble if the concentration of an aqueous solution is less than 0.001 Moles per litre at room temperature, and slightly soluble salts give solutions that fall between these extremes. (When taking a conductivity reading of the solution acquired with the Bresle method, all dissolved salts are measured, even the very small dissolved portion of the insoluble salts).This electrolyte is what can be measured by a conductivity meter. The higher the concentration, the higher the conductivity. The conductivity of an electrolyte not only changes with concentration, but also varies with the ions present. The same concentrations of sodium chloride or potassium
chloride both produce an electrolyte, but with a different electrical conductivity. Conductivity is thus quantitatively and qualitatively dependent. Temperature and pressure also influence the measurement. The higher the temperature in a solution, the higher the conductivity, and modern conductivity gauges compensate for this temperature influence. The method of measuring the conductivity of an electrolyte is not the same as for a copper wire. Conductivity is measured by passing an alternating current between two plates (electrodes) set at a defined distance from each other. Between these plates the ions in the electrolyte conduct the current back and forward. The size and distance between the plates determines the cell constant, which is also a factor that is adjusted during calibration of the meter.
What can be measured?Chemically every element can be measured, from hydrogen (atomic number 1) to organesson (118). However it makes no sense to measure all elements, as not all elements are present in nature in such abundant amounts that they can cause problems. When looking at a table of elements in sea water, the top two elements are oxygen and hydrogen - the chemical building blocks of water. The third most common element is chlorine, followed by sodium. However the composition and concentration of elements in sea water varies by location, as can be seen in table 2:All elements can form an almost endless combination of possible salts. Clearly specifying all the salts present in sea water is more a study in advanced mathematics then common sense. The salts that are formed by these ions on surfaces however are more relevant. Though table 2 shows the salts present in seawater which comprise a significant part of the surface contamination, industrial influences and pollution affect the final deposition and can give quite different surface concentrations.
MethodsTo analyze the surface concentration of salts there are multiple analytical options. Both non-specific or specific methods can be used. The range of possible detection technologies and measurement kits available can be dazzling, but many methods are unfortunately not as robust as we sometimes hope. Conductivity for example measures everything that forms an electrolyte. One would imagine that a switch to an ion-selective method would then be admirable, unfortunately these methods have their own quirks. The proper selection of a suitable test method is often not defined by its possibilities, but by looking at its impossibilities. The following sections discuss a variety of the available methods that are, and could be deemed, suitable for field analysis of soluble salts.
ConductivityConductivity is a non-specific measurement method; it detects all soluble salts, in all different varieties. The salt mixture that is found in the measurement cell usually is not made up of one type of salt. This multi-ion electrolyte requires
Failure due to salt contamination.
www.icorr.org January/February 2017 19
Technical Article
an interpretation when the conductivity has to be reported as a concentration. The interpretation of this is one of the biggest misunderstandings when quoting results. The results according to ISO 8502-6 [1] and ISO 8502-9 [2] have to be reported as mg/m2 soluble salts measured as sodium chloride. The statement “measured as sodium chloride” means that not only sodium chloride is measured, but also all other dissolved salts. To have a traceable result, an easy reference salt has to be selected. Sodium chloride can be thought of chemically as a reference salt. Not only due to its solubility, but also the fact that it is the biggest cause of problems and has the highest concentration, that makes it the ideal salt to report. As stated before, there are multiple interpretations in use with the most common being the reference to sodium chloride. Others are mixed salts and chloride, thus with the Bresle method we have the respective correlation factors 6, 5 and 3.6. When expressing the conductivity, for a 15 cm3 sample, then, for sodium chloride, 1 µS/cm equates to 6 mg/m2, expressing as mixed salts, then 1 µS/cm equates to 5 mg/m2 and for the industry fantasized possibility of having only chloride ions present, then 1 µS/cm equals 3.6 mg/m2. Even when test methods are specified,
it would still be very helpful if all involved parties state the salt concentration the correct way. Not stating the answer with the right interpretation can cause serious differences in the final result. If the specifications are for chloride, and the measurement is made as sodium chloride, there is a significant difference that can lead to increased costs due to unnecessary cleaning.
Dilution Contrary to solubility, dilution is a major cause for possible errors. In order to make it possible to measure the soluble salts with an electronic conductivity meter, a 15 ml. sample volume is normally required to fully submerge the instrument’s probe. Since the actual volume of sample liquid in the Bresle patch is only 2.5 ml, it must be diluted to 15 ml, which means that the final measured result has to be multiplied by a factor 6 to get the true level. Any errors that were made during any stages of the test will be multiplied by a factor 6 as well.
Effect of dilution on the test results On average a residue of 0.15 ml of the liquid remains in the patch after removing the sample for testing. This, and the inaccuracy and improper use of syringes, are some of the causes for errors, however diluting the sample liquid in a separate 15ml plastic cup in the field, causes the majority of the problems. Good analytical practice shows that the number of steps required to obtain a final test result has to be limited as much as possible. Dilution to 15ml was required in the past not only to create sufficient quantity of sample solution to submerge the conductivity probe, but to prevent extreme static disturbance from the plastic measuring beaker. Static disturbance is caused by the “insulation” due to the use of a plastic cup. This disturbance is easiest explained as the echo of the measuring signal. Usually, in analytical laboratories, measurements are always carried out in glass apparatus and at a volume preferably greater than 100ml. All conductivity gauges on the market are influenced by this static disturbance, which can lead to a difference of up to 5 µS/cm per conductivity measurement. Diluting the sample liquid by a factor 6 implies automatically that the test result has to be multiplied by a factor 6 as well. In practice this means that each deviation or error will be multiplied by 6. The 5 µS/cm mentioned above could end-up in a 30 µg/m2 error! However, new techniques make it possible to measure in smaller samples using the Direct Sample Procedure or DSP, and this will be discussed in part two of this article.
Gauge accuracy Looking at results obtained, the need for a higher accuracy proved to be an important issue. The accuracy can be increased in two ways. Firstly by taking a closer look at the gauge. Previously available handheld or mobile conductivity gauges had a resolution of 1 µS/cm, with an accuracy of 1 µS/cm. Calculation according to ISO 8502-and ISO 8502-9 means that the final result has a resolution of 6 mg/m2, with also an inaccuracy of 6 mg/m2. Therefore, when a measurement result is 18 mg/m2 soluble salts, measured as sodium chloride, the actual value fluctuates between 12 and 24 mg/m2, giving a 33% chance that the actual soluble salt concentration is above the IMO limit of 20 mg/m2. Increasing the gauge’s resolution to 0.1 µS/cm contributes to a higher accuracy when determining the soluble salt concentration. This however is only one part of the analysis. Besides gauge resolution, dilution also influences the measurement. The 0.15 ml of residue remaining in the patch causes an error up to 5% in the 15ml diluted solution. When this dilution is not needed as the measurement is made directly on the pure solution from the patch, the 0.15ml residue will not affect the final result. New gauges can measure in 2 ml solution with a resolution of 0.1 µS/cm. When measuring in a volume of 2.5ml, the same as the nominal volume of the patch, there is no need for a calculation factor of 6. The concentration of soluble salts measured as sodium chloride is then equal to the conductivity in µS/cm. This not only makes the determination easier but also more reliable. Results can now be given with a 1 mg/m2 uncertainty and resolution of 0.1 mg/m2, increasing the accuracy 60 fold.
TYPICAL SEAWATER
EASTERN MEDITER- RANEAN
ARABIAN GULF AT KUWAIT
RED SEA AT JEDDAH
Cl- 18.980 21.200 23.000 22.219
Na+ 10.556 11.800 15.850 14.255
SO42- 2.649 2.950 3.200 3.078
Mg2+ 1.262 1.403 1.765 742
Ca2+ 400 423 500 225
K+ 380 463 460 210
HCO3- 140 - 142 146
Sr2+ 13 - - -
Br- 65 155 80 72
BO33- 26 72 - -
F- 1 - - -
SiO32- 1 - 1,5 -
I- <1 2 - -
- - - -
TDS 34.483 38.600 45.000 41.000
Table 2: Major Ionic compounds in seawater at various locations. Concentrations given in mg/l (source : Stephanie Enzler, Lenntech, www.lenntech.com).
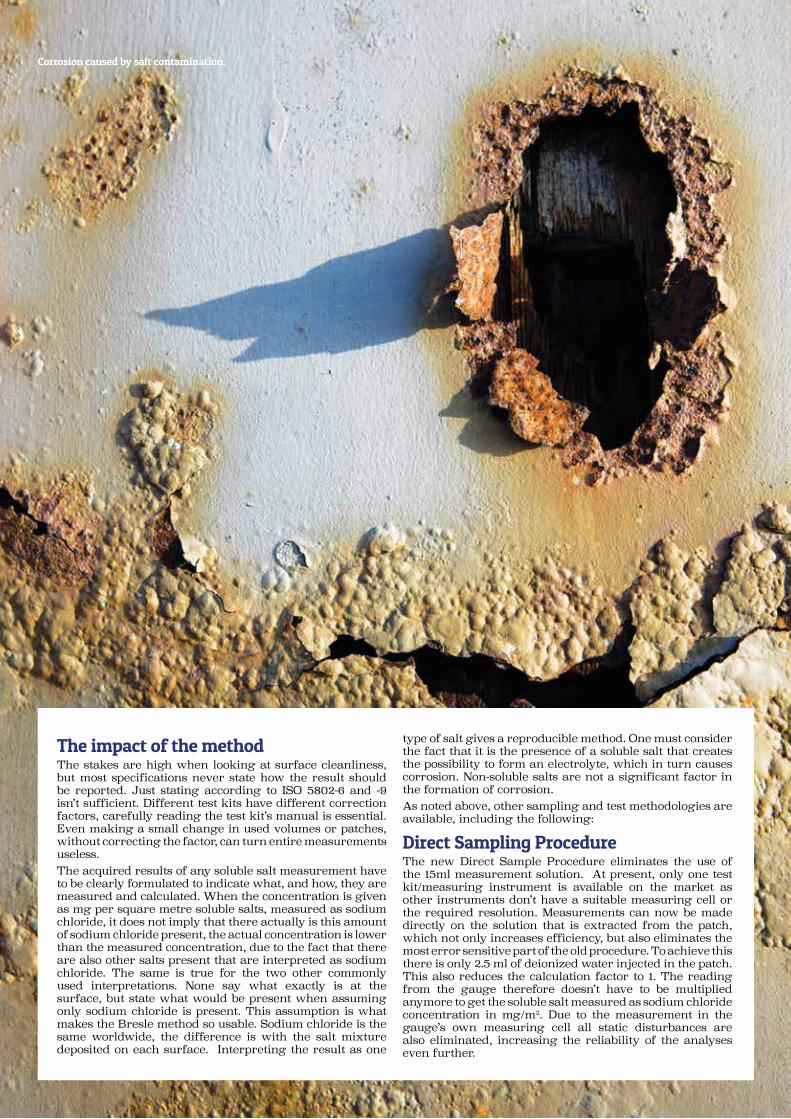
20 January/February 2017 www.icorr.org
Technical Article
Corrosion caused by salt contamination.
The impact of the methodThe stakes are high when looking at surface cleanliness, but most specifications never state how the result should be reported. Just stating according to ISO 5802-6 and -9 isn’t sufficient. Different test kits have different correction factors, carefully reading the test kit’s manual is essential. Even making a small change in used volumes or patches, without correcting the factor, can turn entire measurements useless.The acquired results of any soluble salt measurement have to be clearly formulated to indicate what, and how, they are measured and calculated. When the concentration is given as mg per square metre soluble salts, measured as sodium chloride, it does not imply that there actually is this amount of sodium chloride present, the actual concentration is lower than the measured concentration, due to the fact that there are also other salts present that are interpreted as sodium chloride. The same is true for the two other commonly used interpretations. None say what exactly is at the surface, but state what would be present when assuming only sodium chloride is present. This assumption is what makes the Bresle method so usable. Sodium chloride is the same worldwide, the difference is with the salt mixture deposited on each surface. Interpreting the result as one
type of salt gives a reproducible method. One must consider the fact that it is the presence of a soluble salt that creates the possibility to form an electrolyte, which in turn causes corrosion. Non-soluble salts are not a significant factor in the formation of corrosion.As noted above, other sampling and test methodologies are available, including the following:
Direct Sampling ProcedureThe new Direct Sample Procedure eliminates the use of the 15ml measurement solution. At present, only one test kit/measuring instrument is available on the market as other instruments don’t have a suitable measuring cell or the required resolution. Measurements can now be made directly on the solution that is extracted from the patch, which not only increases efficiency, but also eliminates the most error sensitive part of the old procedure. To achieve this there is only 2.5 ml of deionized water injected in the patch. This also reduces the calculation factor to 1. The reading from the gauge therefore doesn’t have to be multiplied anymore to get the soluble salt measured as sodium chloride concentration in mg/m2. Due to the measurement in the gauge’s own measuring cell all static disturbances are also eliminated, increasing the reliability of the analyses even further.

www.icorr.org January/February 2017 21
Technical Article
Quality materials There is a large difference between the soluble salt tests kits on the market. Not only the gauge, but also the patches differ in shape and quality. A test patch should be as clean as possible. Any salts that remain on the patch during its production process influence the test significantly. The original Bresle patch is square and some of the alternatively shaped patches which can be found in the market, contribute significantly to the final
measurement. During tests these patches could contribute on average, 0.7 mg/m2 soluble salts, measured as sodium chloride, per patch. High quality patches such as the latex membrane square patches don’t contain any salt residue. These patches pass multiple wash cycles in a clean room-quality production plant to ensure that no contaminants are present.The ISO 8502-6 standard states in annex A, that only certified patches may be used. This annex describes a stress test to ensure patch adhesion and wash ability. Relative to the nominal volume of the patch it has to be injected with an excess of water. Time to leakage has to be determined and eight out of twelve patches must pass in order for the type of patch to be approved. An accredited laboratory must carry out this test and the producer must be able to provide a certificate of the test. The high quality patches in the market have passed these tests. Most of the non-square patches can fail this test, as only one third of the required volume can be injected into the patch before leakage starts. When measurements are taken during arbitration using non-certified patches, all acquired values will be useless. Only certified patches may be used. Some patches also face problems with poor and irreproducible adhesion giving irregular the test surfaces. Often 20% extra surface area is exposed due to the fact the water creeps under the edges of the patch. This value is not corrected for, and causes even bigger errors in the final result. All errors caused by using inferior patches lead to higher results, which added together usually generate a significant higher and erroneous result.
Alternatives to the commonBesides the conductivity measurement stated in ISO 8502-6 and -9, there are several other conductivity-based methods available in the industry. These methods are often known under their model or brand names. As these analyses are all based on conductivity and should, if the combination of extraction method and analysis are matched, result in the same values as the Bresle method. The second part of this article dealing with the alternative methods of soluble salt sampling and testing will be published in the March/April issue of this magazine
References[1] ISO 8502-6 (Preparation of steel substrates before application of paints and related products – Tests for the assessment of surface cleanliness – Part 6: Extraction of soluble contaminants for analysis. The Bresle method.) [2] ISO 8502-9 (Preparation of steel substrates before application of paints and related products -- Tests for the assessment of surface cleanliness -- Part 9: Field method for the conductometric determination of water-soluble salts)
Bresle test kit.
TO ADVERTISE IN CORROSION MANAGEMENT
please contact Jonathan Phillips or Debbie Hardwick at:
Square One +44 (0)114 273 0132

22 January/February 2017 www.icorr.org
Case Study
Correct surface preparation is important for long term asset protection as it is often the process which governs the service life of the coating system. Inspections have revealed that more than 75 per cent of coating failures are due to poor or incorrect surface preparation [1]. Abrasive blasting is the most common surface preparation method used but its adoption needs to be considered against emerging data, that may tip the scales in favour of alternative surface preparation methods in an increasing number of projects. The most appropriate surface preparation method in a given situation is that which achieves the balance between quality, protection, performance, and the time and cost needed to achieve them. External factors such as coating material requirements can affect this balance, thus affecting the choice of the ideal surface preparation method in each scenario.Abrasive blasting has been able to deliver a good balance, especially in shop fabrication scenarios, however in other scenarios, the balance is more complex and additional variables need to be considered in making such judgements, including containment, ambient control, transportation and disposal of residue resulting from the blasting, together with the impact in concurrent works at the job site.UHP water jetting has been used for the surface preparation of steel for more than three decades now, although its use has been almost entirely limited to maintenance or refurbishment situations, when the substrate is aged, coated carbon steel. Progress has been made in UHP equipment, with higher pressures, better hand held and robotic tools and reliability, and also on a better understanding of the factor governing success. The potential advantages of UHP use include:n More effective soluble salt removal from the surface, and the capacity to clean deep into the profile or pits is enhanced and existing profile is kept untouched. These factors were detailed as early as 2002 by Quintela et al [2]. Figures 1 and 2 give further details.n Operation does not conflict with other site operations n Lower environmental impact: no abrasive and contaminated abrasive waste to be dispose off, easier effluent control.
Given the technical limitations of UHP water jetting as surface preparation technique, any coating material to be used in conjunction with it must be tolerant to damp surfaces and to flash rust, at least to an acceptable level, and is not limited by dew point. They should also be tolerant to low surface profile (have good adhesion even when steel surface is smoother then
the usual 50 – 75 microns requirement for high performance coatings).Humidity and surface tolerant epoxy technology matching the above requirements has been available for around two decades and was adopted by the marine industry, including the US Navy and Petrobras in the second half of the 90’s [2] [3]. It has also been used in the maintenance of infrastructure, for example on bridges owned by the French railways, where the UHP water jetting/surface tolerant epoxy technology was also tested over both dry and wet surfaces, with similar results after salt fog 700h (ISO 9227, for C3 qualification according to ISO 12944) and pull-off adhesion around 10 MPa[4]. Despite the advantages of UHP water jetting, and coatings available which have all the necessary features, the use of this combined system has been low. The ultimate obstacle to UHP water jetting adoption is commonly the mind set of specifiers, driven by negative perceptions caused by past mistakes, when UHP water jetting was used without adequate coating selection being taken into consideration. To change the perception that a coating solution for high durability using UHP water jetting cannot demonstrate a successful long track record in harsh conditions, a trial was carried out.The Luis I bridge, in Oporto, Portugal, is a XIX century national monument, and was coated with lead paint, and overcoated for over a century in consecutive maintenance campaigns. In 2003/2004, this bridge was fully UHP water jetted to bare metal. The agreed cleanliness grade was WJ2 according to SSPC SP12 (broadly equivalent to ISO 8501-4 standard, Wa 2 ½) with medium flash rust grade as a limit before application of the first coat. The coating system comprised two coats of a humidity and surface tolerant epoxy material, followed by
UHP water jetting as surface preparation method over aged steelBy Joao Azevedo, Sherwin-Williams, Portugal
Figure 1 – UHP water jetting provides the best soluble salts removal performance among surface preparation options (data based in live projects exposed to marine atmosphere).
Figure 2 – UHP water jetted surface without salts and conserving the original profile. The blue circles show clean pits .
Figure 3 – the Luis I bridge in Oporto Portugal.

www.icorr.org January/February 2017 23
Case Study
a polyurethane top coat for a total dry film thickness of 350 microns. The UHP waste water was collected and recycled to feed the UHP pumps. A 35% overall cost reduction was obtained compared to abrasive blasting, driven solely by the reduced waste disposal bill. 13 years on, the bridge is still in pristine condition (C5M environment, over the Douro river and near the Atlantic Ocean coast).
This project has shown that one of the main technical barriers to the adoption of UHP as surface preparation method, over aged (and new steel), can be removed with the help of proper coating technology selection. The combined technologies
can also offer significant savings in time and manpower, and the cost of waste disposal, compared to abrasive blasting and conventional coatings.
References 1. J. Azevedo. “Cleaner in all respects - Environmental and performance benefits of ultra-high pressure water jetting”, European Coatings Journal, January 20152. J. P. Quintela, A. T. M. Silva, P. B. Leite, “Ecological Paint Systems – The Petrobras View”, Corrosão e Protecção de Materiais, Vol. 21 (3) Jul/Aug/Sept 20023. C.A. Reis, “The PSPC from an Owner’s Point of View”, Journal of Protective Coatings and Linings, November 20104. SNCF, Rapport Agencie d’Essai Ferroviaire (AEF-L R01264/01, L-40) “Caracteristiques d’un system de peitures specifiques UHP – Applicable apres preparation de surfaces a l’eau sous pression
Figure 4 – over a century old lead-based paint fully UHP water jetted to bare metal in 2003.
www.icorr.org January/February 2016 23
Case Study
Figure 5 Still in perfect condition today, after 13 years.

24 January/February 2017 www.icorr.org
Innovative Products
New Soluble Salt TesterDFT Instruments have announced the availability of the new PosiTector® SST Soluble Salt Tester by DeFelsko for measuring the concentration of soluble salts on metal surfaces.According to the company, the important features of the instrument are, an intuitive step-by-step interface which guides users through the Bresle method, automatic calculation of surface density of salt, conforms to international standards, and can be used as a conventional conductivity meter.
Improved Corrosion Inhibiting CoatingCortec has launched an improved version of the VpCI®-368 coating, containing extra vapour phase corrosion inhibitors. According to the company, the original coating has a track record of use in mothballing and layup of equipment, protection of shipments, and preservation of spares, and the new VpCI®-368 EVP (Extra Vapor Protection) is also suitable for application in complex, sealed spaces where a greater concentration of inhibitor would be useful. The extra loading of inhibitor vaporizes from the coating, fills the enclosed space, and adsorbs on difficult-to-reach surfaces, which is beneficial for applications such as pipe internals where it is challenging to cover all the metal substrate thoroughly.The dark brown viscous liquid dries into a firm moisture-displacing wax-like film that can be removed by mineral spirits or alkaline cleaners. The coating is flexible, can be applied by brush or spray, offers excellent outdoor protection, and is much easier to handle and remove than traditional wax-based coatings. It is UV resistant and passes 900-1500 hours of ASTM B-117 salt spray testing applied at 2-3 mils on carbon steel, concluded the company.
TQC has launched a new Inspector Flashlight (DI0080), replacing its model DI0065. Compared to the old model the burn-time has significantly increased from 3 hours to 10 hours (high) and 30 hours (low), and the light output has increased from 600 Lumen to 850 Lumen. According to the company, the new TQC Inspector Flashlight has multiple modes, including, n High Beam (100%): For indoor, outdoor or long distance illumination. n Stepless Dimming (1%-100%): n Low Beam: For close illumination, such as reading, repairing, or identification. n Strobe Light (12Hz): For signalling.
Inspection Flashlight New Polyurethane CoatingAkzoNobel has launched an elastomeric polyurethane designed to protect both steel and concrete. Polibrid 705E is an odorless, zero-VOC, two-component polyurethane that the company recommends for use in potable water, wastewater and some chemical applications.
Used as a lining, the coating is compatible with wastewater and other environments where H2S and microbiologically induced corrosion are concerns, the manufacturer says. It can also be used in mining and mineral applications, secondary containment and other industrial applications. The company recommends applying the polyurethane by a heated, plural component airless spray. The product is complemented by Polibrid 670S concrete primer.In addition, according to the manufacturer, the coating creates an elastic membrane that is capable of withstanding shrinkage cracks in concrete, and that when applying to concrete substrates, the use of a geotextile fabric under the coating should always be considered, to create reinforced, bonded geomembrane linings.AkzoNobel’s International brand of marine and protective coatings entered into an agreement to distribute Polibrid coatings worldwide in 2012. The new offerings are the first new products in the line since that time.
Polibrid 705E, a two-component polyurethane that the manufacturer recommends for use in potable water, wastewater and some chemical applications
24 January/February 2017 www.icorr.org
Advances in Testing in the Corrosion Protection MarketFischer Instrumentation (GB) Ltd, part of the Helmut Fischer Group, has a long standing reputation for high precision and accuracy in coating thickness measurement and materials analysis that has largely been associated with the QA laboratory or end of line production quality testing.However, Fischer have been developing its range of products to suit the corrosion market and the tough and demanding environments associated with corrosion protection.Instruments to measure thermally sprayed aluminium (TSA) coatings, or measure both layers of paint on zinc or iron, are now available. Thick film intumescent coatings or PFP coatings can be measured with high accuracy and repeatability, as well as new probes to measure surface profile. This is in addition to the range of coating thickness gauges which are continually developed for robustness and reliability to suit this demanding market. All instruments are supplied with certified and traceable standards to assure accuracy and give peace of mind. SSPC modes are also available on relevant models to streamline measurement in this field.For more information see, www.fischergb.co.uk
MP0 and MP0R with rubberised protective case
www.icorr.org January/February 2017 25
Sustaining Members
BEASY Ashurst Lodge, Ashurst, Southampton, Hants, SO40 7AATel: 02380 293223 Fax: 02380 292853 Email: [email protected] www.beasy.com
CORROSION CONTROL 3 Ivy Court, Acton Trussell, Staffordshire, ST17 0SN 01785 711560 Fax: 01785 711561 Email: [email protected] www.controlcorrosion.co.uk
CORROSION ENGINEERING SOLUTIONS LTD 25 Longman Close, Watford, WD18 8WPTel: 01923 490302 Email: [email protected] www.corrosionengineering.co.uk
CUMBERLAND CATHODIC PROTECTION LTD GO2 & GO3 The Bridgewater Complex, Canal Street,Bootle, L20 8AH Tel: 0151 5500015 Fax: 0151 5500016
PRO-TECH CP LTD Chase End, The Oxhey, Tewkesbury, Gloucestershire GL20 6HRTel: 01684 298679 Mobile: 07717 487632Email: [email protected] www.protechcp.com
CATHELCO Marine House, Dunston Road, Chesterfield S41 8NYTel: +44 (0) 1246 457900 Fax: +44 (0) 1246 457901Email: [email protected] www.cathelco.com
CORROCELL LIMITED 17 South Meade, Maghull, Liverpool, L31 8EGTel: 0151 249 8461 Fax: 087087 92585 Email: [email protected]
CORROSION CONTROL INCORPORATED (GOLD MEMBER) 494 Fairplay Street, Rutledge, Georgia 30663, USA Tel: +706 557 9624 Email: [email protected]
CORROSION TECHNOLOGY SERVICES EUROPE LTD (GOLD MEMBER) 11 & 12 Merlin Park, Mildenhall, Suffolk IP28 7RDTel: 01638 711955 Fax: 01638 711953 Email: [email protected] www.ctsonline.com
CATHODIC PROTECTION CO LTD
Venture Way, Grantham, Lincolnshire, NG31 7XSTel: +44 (0)1476 590666
Email: [email protected]: www.cathodic.co.uk
Clearly the best protection…Designers and developers of Cathodic Protection Systems since 1950
TRUst® Transformer RectifiersCuprion® Marine Anti Fouling
Remote Monitoring & Control Systems
Refine™ Reference ElectrodesELGARD™ MMO Mesh Anodes
Thyristor/Switch Mode Power Supplies…for your investment
CATHODIC PROTECTION CONSULTANCY SERVICES
CATHODIC PROTECTION AND MONITORING
CATHODIC PROTECTION INTERNAL CORROSION MONITORING PIN BRAZING POWER SUPPLIES
T: +44 (0) 1952 290321 E: [email protected] W: www.bacgroup.com W: www.rcslgroup.com
CORRPRO COMPANIES EUROPE LTD (GOLD MEMBER) Adam Street, Bowesfield Lane, Stockton On Tees, ClevelandTel: 44(0) 1642 614 106 Fax: +44(0) 1642 614 100Email: [email protected] www.corrpro.co.uk
DUVINE LTD Sturmer Road, Haverhill, Suffolk, UK, CB9 7UUTel: X +44 (0)1440 706777 Fax: +44 (0)1440 762810Email: [email protected] www.duvine.co.uk
IMPALLOY LTD Bloxwich, Walsall, West Midlands, WS3 2XNTel: 01922 714400 Fax: 01922 714411 Email: [email protected] www.impalloy.com
SPECIALISTS IN CATHODIC PROTECTIONInnovation House, Euston Way, Town Centre, Telford TF3 4LT
Tel: 01952 230900 Fax: 01952 230906 www.corrosioncontrolservices.co.uk
TEL: 905-634-7751 FAX: 905-333-4313
www.Rustrol.com
SOLID-STATE CATHODIC ISOLATOR®
Mitigation Of AC Induced Voltages • Lightning • AC Fault Current
Leaders in the Cathodic Protection Industry…Since 1957INTERPROVINCIAL CORROSION CONTROL CO. LTD.
Corrosion Control Company ABBox 324, 261 23 Landskrona,Sweden
Your specialist when it comes to Cathodic Protection Systems for Power Plants, Tank Farms, Pipelines, Concrete Structures, Harbours, Jetties and Refineries.
Tel: +46 418 411 900 Email: [email protected]
Fax: +46 418 411 935 Website: www.3ccc.se
Improved Corrosion Inhibiting Coating

26 January/February 2017 www.icorr.org
Sustaining Members
MATCOR 101 Liberty Lane, Chalfont, PA 18914Tel: 800 523 6692 Fax: 215 348 2699 Email: [email protected] www.matcor.com
MGDUFF INTERNATIONAL LIMITED1 Timberline Estate, Gravel Lane, Quarry Lane, Chichester,West Sussex, PO19 2FJTel: +44 (0) 1243 533336 Fax: +44 (0) 1234 533422 Email: [email protected] www.mgduff.co.uk
MME GROUPMateriaal Metingen Europe B.V, Rietdekkerstraat 16,PO Box 4222, 2980 GE Ridderkerk, The NetherlandsTel: +31 (0) 180 482 828 Fax: +31 (0) 180 462 240 Email: [email protected] www.mme-group.com
NORTH EAST CORROSION ENGINEERS LTDWest Pitmillan Business Centre Foveran, Ellon, AberdeenshireTel: +44 (0) 1358 788116 Fax: +44 (0) 1358 789828 Email: [email protected] www.neceltd.com
SILVION LIMITEDThe Brambles, Grantham Road, Old Somerby, Grantham, Lincs, NG33 4AB, UKTel: 01476 590932 Fax: 07872 857310 Email: [email protected] [email protected] www.silvion.co.uk
VECTOR CORROSION TECHNOLOGIES27a Upper High Street, Cradley Heath, Birmingham, B64 5HXTel: 01384 671400 Email: [email protected]
VOLKERLASER LTD223 London Road, Worcester, WR5 2JGTel: 0844 800 4560 Fax: 01905 352060 Email: [email protected] www.volkerlaser.co.uk
ALFRED BAGNALL & SONS LTD6 Manor Lane, Shipley, W.Yorks BD18 3RDTel: 01274 714800 Fax: 01274 530171 Email: [email protected] www.bagnalls.co.uk
APB CONSTRUCTION (UK) LTD (GOLD MEMBER)First Floor Offices, Grange Business Centre, River Works, Grange Lane, Sheffield, S5 0DPTel: 01709 541000 Fax: 01709 541411 Email: [email protected]
APB GROUP LIMITEDRyandra House, Ryandra Business Park, Brookhouse Way, Cheadle, Stoke on Trent ST10 1SRTel: 01538 755377 Fax: 01538 755010
B.I.G. GROUP INTERNATIONAL LTDUnit 4A Eagle Park Drive, Warrington, Cheshire WA2 8JATel: 01925 241250 Email: [email protected]
BRIDGECOAT LTD3 Shawcross Industrial Estate, Ackworth Road, Hilsea, Portsmouth, PO3 5JPTel: 02392 666161 Email: [email protected]
DENHOLM INDUSTRIAL SERVICES200 Carmichael Street, Glasgow, G51 2QUTel: +44 (0)141 445 3939 Email: Damian.O’[email protected]
D.F. COATINGS LTDUnit 17 Willments Industrial Estate, Hazel Road, Woolston, Southampton, SO19 7HSTel: 02380 445634 Email: [email protected]
DYER & BUTLER LTDMead House, Station Road, Nursling, Southampton, Hampshire, SO16 0AHTel: 02380 742222 Fax: 02380 742200 Email: [email protected] www.dyerandbutler.co.uk
F A CLOVER & SON LTDTel: 020 89486321 Fax: 020 89487307 Email: [email protected]
FIRESAFE SERVICES (NE) LIMITEDUnit 28A Spencer Road, Blyth Riverside Business Park, Blyth, Northumberland, NE24 5TGTel: 01670 351666 Fax: 01670 352666 Email: [email protected]
FOUNTAINS (PART OF THE OCS GROUP)Blenheim Court, George Street, Banbury, OX16 5BHTel: 07876556197 Email: [email protected]
GABRE (UK) LTD12 Church Street, Omagh, Co Tyrone, BT78 3BXTel: 028 82240391 Email: [email protected]
GPL SPECIAL PROJECTS LTDPO Box 516, Salford, M5 0BJTel: 0161 745 7888 Email: [email protected]
GULF COATINGS & PAINTING SERVICESZone-1, Dahat, Lagonoy, Camarines Sur, 4425, PhilippinesTel: +63 (0) 917 5425631 Email: [email protected]
CATHODIC PROTECTION AND MONITORING
CORROSION ENGINEERING AND CATHODIC PROTECTION FIELD SERVICES
Contact: David Eyre 0208 334 2700 email [email protected]
or Lee Jones 01639 713010 email [email protected]
R & R Corrosion Ltd. 5 Broomiesburn Road,
Broomiesburn Industrial Estate, Ellon, Aberdeenshire AB41 9RD
Tel: 01358 729644 Fax: 01358 729655 Email: [email protected]
www.rrcorrosion.com
COATING APPLICATORS
stoprust.com
OFFSHORE CORROSION CONTROL
Deepwater EU Ltd. 4.8 Frimley Business Park | Frimley Camberley | Surrey | GU16 7SG
Tel: +44 (0) 1483 600482

www.icorr.org January/February 2017 27
Sustaining Members
HERRINGTON INDUSTRIAL SERVICES LTDCrown Works, Crown Road, Low Southwick, Sunderland, Tyne & Wear, SR5 2BSTel: 0191 516 0634 Fax: 0191 548 1553 Email: [email protected] www.herringtonltd.co.uk
JACK TIGHE LTDRedbourne Mere, Kirton Lindsey, Gainsborough, Lincolnshire, DN21 4NWTel: 01652 640003 Email: [email protected]
JPV LTDUnit 8, Prospect Way, Hutton Industrial Estate, Nretwood, Essex, CM13 1XATel:01277 201515 Fax: 01277 201616 Email: [email protected]
KAEFER LIMITEDEthan House, Royce Avenue, Cowpen Lane Industrial Estate, Billingham, TS23 4BXTel: 01642 371850 Fax: 01642 562971 www.opus-services.com
KUE GROUP LIMITEDBirksland Street, Bradford, BD3 9SUTel: +44 (0)1274 721188 Fax: +44 (0)1274 720088 www.kuegroup.com
MCL COATINGS LTDPickerings Road, Halebank Industrial Estate, Widnes, Cheshire, WA8 8XWTel: 0151 423 6166 Fax: 0151 495 1437 Email: [email protected] www.mcl.eu.com
MCL SITE PROJECTS LTDPickerings Road, Halebank Industrial Estate, Widnes, Cheshire WA8 8XNTel: 0151 4951437 Email: [email protected]
MPM NORTH WEST LTDMarine Road, Maryport, Cumbria, CA15 8AYEmail: [email protected] www.mpmarine.co.uk
NORTHERN PROTECTIVE COATINGS LTD16 High Reach, Fairfield Industrial Estate, Bill Quay, Gateshead, Tyne & Wear, NE10 0URTel: 0191 438 5555 Fax: 0191 438 3082 Email: [email protected]
NUSTEEL STRUCTURESLymane, Hythe, Kent CT21 4LREmail: [email protected] www.nusteelstructures.com
ORRMAC COATINGS LTDNewton Chambers Road, Thorncliffe Park Estate, Chapeltown, Sheffield S35 2PHTel: 0114 2461237 Fax: 0114 2570151 Email: [email protected] www.orrmac.co.uk
PATTERSON COATINGS LTDUnit 2 Netherland Way, Kiln Lane Industrial Estate, Stallingborough, Grimsby, Lincolnshire, DN41 8DFTel: 01469 575603 Email: [email protected]
PIPELINE TECHNIQUE (GOLD MEMBER)Deveronside Works, Steven Road, Huntly, Aberdeenshire, AB54 4PSTel: 01466 795888 Email: [email protected]
PIPERCREST LTD T/A HALLS SPECIALISED SERVICESBrooklyn Farm, North Hill, Norden on the Hill, Essex SS17 8QATel: 01375 361408 Fax: 01375 361448
PITTSBURGH CORNING (INDUSTRY) (GOLD MEMBER)31-35 Kirby Street, Hatton Garden, London, EC1N 8TETel: 07789 507094 Email: [email protected]
PORT PAINTERS LTDUnit 3, Ringside Business Park, Heol-Y-Rhosog, Cardiff, CF3 2EWTel: 029 2077 7070 Fax: 029 2036 3023 Email: [email protected]
SPECIALIST PAINTING GROUP LTDPadholme Road East, Fengate, Peterborough, PE1 5XLTel: 01733 309500 Email: [email protected] www.specialistpaintinggroup.co.uk
SHUTDOWN MAINTENANCE SERVICES LIMITEDTel: 01634 256969 Fax: 01634 256616 Email: [email protected]
SPECIALIST BLASTING SERVICE LTDSmith Quay, Hazel Road, Southampton, Hampshire, SO19 7GBTel: 023 8044 4455
STANDISH METAL TREATMENT LTDPotter Place, West Pimbo, Skelmersdale, Lancs, WN8 9PWTel: 01695 455977 Fax: 01695 728835 Email: [email protected]
SURFACE TECHNIK (OLD HILL) LIMITEDSovereign Works, Deepdale Lane, Lower Gornal, Dudley, DY3 2AFTel: 1384 457610 Fax: 01384 238563 Email: [email protected] www.surfacetechnik.co.uk
TEES VALLEY COATINGS LIMITEDUnit 26, Dawson Wharf, Riverside Park Road, Middlesbrough, TS2 1UTTel: 01642 228141 Email: [email protected] www.teesvalleycoatings.com
WEDGE GROUP GALVANIZING LTDStafford Street, Willenhall, West Midlands WV13 1RZTel: 0845 271 6082 Email: [email protected] www.wedge-galv.co.uk
WESTCOTT COATINGSWestcott House, Unit 9 B/C &10 Tyne Point Industrial Estate, Jarrow, Tyne & Wear, NE32 3UPTel: 0191 497 5550 www.wescottcoatings.com
W G BEAUMONT & SON LTDBeaumont House, 8 Bernard Road, Romford, RM7 0HXTel: 01708 749202 Fax: 020 85909885 Email: [email protected]
WILLIAM HARE LTDBrandlesholme House, Brandlesholme Road, Bury BL8 1JJTel: 0161 609 0000 Fax: 0161 609 0468 Email: [email protected] www.williamhare.co.uk
T: 01543 450167E: [email protected]: www.industrialcoatingservices.co.uk
Industrial Coating Services are a midlands based company, operating throughout the UK, specialising in Abrasive blasting cleaning and application of protective coatings. works also including; Intumescent coatings, decorative painting, ultra high water jetting, stone & brick cleaning, graffiti removal and graffiti coatings
Training Confined space PTS/COSS ICATS ICORR Paint Inspector SMSTS SSSTS PASMA IPAF NEBOSH 3 ICATS Trainers
AccreditationsUVDBNHSS 19AISO 9001& ISO 14001OHSAS 18001 ConstructionlineFirst Aid - 4 dayRISQS
ServicesSurface preparationProtective Coating ApplicationScaffold and EncapsulationGraffiti removalAnti graffiti coating

28 January/February 2017 www.icorr.org
Sustaining Members
AW CORROSION SOLUTIONS LTD5 Brookfield, Four Elms, Edenbridge, Kent, TN8 6NJTel: 01732 700924 Email: [email protected]
CANHareness Road, Altens, Aberdeen, AB12 3LETel: 01224 870100 Fax: 01224 870101 Email: [email protected] www.cangroup.net
CORROSION MANAGEMENT LTDEngineering Consultants, Rugby, CV22 6HL, United KingdomEmail: [email protected]
EXOVARosewell house, 2A(1F) Harvest Drive, Newbridge, Midlothian EH28 8QJTel: 03302220321 Email: [email protected] www.exova.com
HYDROSAVE UK LTDSwallow Court, Kettering Pkwy, Kettering, Northamptonshire NN15 6XXTel: +44 (0) 1536 515110 Fax: + 44 (0) 1536 515119 www.hydrosave.co.uk
INDEPENDENT PROTECTIVE COATINGS SERVICES LTDUnit 14, Hedgend Industrial Estate, Shuart Lane, St Nicholas-At-Wade, Kent, CT7 0NBTel: 01843 845472 Fax: 01843 847722
INTECSEALansbury Estate, 102 Lower Guildford Road, Knaphill Woking, GU21 2EPTel: 01483 795300 Email: [email protected]
LUX ASSURE LIMITEDUnit 5.3 Heriot Watt Research Park, Research Park South, Edinburgh EH14 4APTel: 0131 5167290 Email: [email protected]
MISTRAS GROUP LTDNorman Way Industrial Estate, Over, Cambridge, CB24 5QETel: 01954 231612 www.mistragroup.co.uk
MOTT MACDONALD (GOLD MEMBER)Materials & Corrosion Engineering, Spring Bank House, 33 Stamford Street, Altrincham, Cheshire WA14 1ESTel: 0161 926 4000 Fax: 0161 926 4103 Email: [email protected] www.mottmac.com
PAINT INSPECTION LIMITED61 High Street, Fareham, PO16 7BGTel: 0845 4638680 Email: [email protected] www.paint-inspection.co.uk
PIPELINE TECHNIQUE (GOLD MEMBER)Deveronside Works, Steven Road, Huntly, Aberdeenshire, AB54 4PSTel: 01466 795888 Email: [email protected]
PLANT INTEGRITY MANAGEMENT LTD1st Floor Office, Woodburn House, Woodburn Road, Blackburn AB21 0RXTel: 01224 798870 Email: [email protected] www.www.pim-ltd.com
SAFINAH LTD5 Keel Row, The Watermark, Gateshead, Tyne & Wear, NE11 9SZTel: 01670 519900 Email: [email protected]
SCALED SOLUTIONS LTDEmail: [email protected] www.scaledsolutions.co.uk
SONOMATIC LTDDornoch House, The Links, Kelvin Close, Birchwood, Warrington WA3 7PBTel: 01925 414000 Email: [email protected] Web: www.sonomatic.com
STEEL PROTECTION CONSULTANCY LTDPO Box 6386, Leighton Buzzard, Beds. LU7 6BXTel: 01525 852500 Fax: 01525 852502 Email: [email protected] www.steel-protection.co.uk
TOPLINE LIMITED40 Birabi Street, GRA Phase 1, Port Harcourt, Rivers State, NigeriaTel: 084 46238 Email: [email protected] www.toplinelimited.net
SSE LTDGrampian House, 200 Dunkeld Road, Perth, PH1 3GHTel: 01738 456000 Fax: 01738 456647
BREWERS PROTECTIVE COATINGSReform Rd, Maidenhead, Berkshire, SL6 8DATel: 01628 784964 Fax: 01628 672578 Email: [email protected] www.brewersprotectivecoatings.co.uk
CHEMCO INTERNATIONAL LTDInnovative rust & wet-tolerant, Solvent-free Coatings East Shawhead Industrial Estate, Coatbridge, Scotland, UKTel: 01236 606060 Fax: 01236 606070 Email: [email protected] www.chemcoint.com
CONSULTING TESTING AND INSPECTION
SPECIFIERS
SUPPLIERS COATINGS
Coatings - Linings - Fireproofing
The Protective Coatings Professionals TM
UK Office & Warehouse Unit 26, Craftsmans Way, East Goscote Industrial Estate, East Goscote,
Leicestershire LE7 3XJ Tel: +44 (0) 116 269 7777
Aberdeen Office
23 Rubislaw Den North, Aberdeen AB15 4AL Tel: +44 (0) 1224 329 098
www.carboline.com
Visit the ICATS website
www.icats-training.org

www.icorr.org January/February 2017 29
Sustaining Members
FERNOX2 Genesis Business Park, Albert Drive, Sheerwater, Woking, GU21 5RWTel: 01483 793200 Fax: 01483 793201 Web: ww.fernox.com
FISCHER INSTRUMENTATION (GB) LTDGordleton Industrial Park, Pennington, Lymington, Hampshire, SO41 8JDTel: 01590 684100 Email: [email protected]
FM CONWAY LTD (GOLD MEMBER)Conway House, Vestry Road, Sevenoaks, Kent, TN14 5ELTel: 01732 600700 Fax: 01732 600990 Email: [email protected]
GMA GARNET (EUROPE) GMBHPO Box 9, Middlewich, Cheshire, CW10 9FDTel: 01606 836233 Email: [email protected] www.gmagarnet.co.uk
LAKE CHEMICALS & MATERIALS LTD3 Paper Mill Drive, Redditch, Worcestershire, B98 8QLTel: 01527 594630 Email: [email protected]
LLEWELLYN RYLAND LTDHaden Street, Birmingham, B12 9DBTel: 0121 4402284 Email: [email protected]
NEONICKEL (BLACKBURN) LTDWalker Industrial Park, Blackburn BB1 2QETel: 01254 503505
OCEANEERING INTERNATIONAL SERVICES LTDOceaneering House,Pitmedden Road, Dyce, Aberdeen AB21 0DPTel: 01224 758500
PITTSBURGH CORNING (INDUSTRY) (GOLD MEMBER)31-35 Kirby Street, Hatton Garden, London, EC1N 8TETel: 07789 507094 Email: [email protected]
SIKA LTD (GOLD MEMBER)Watchmead, Welwyn Garden City, Hertford, AL7 1BQTel: 01707 394444 125 Email: [email protected]
SCANGRITEastfield Road, South Killingholme, Immingholme, Immingham, North Lincs, DN40 3NFTel: 01469 574715 Fax: 01469 571644 Email: [email protected] www.scangrit.co.uk
ELSEVIER SCIENCE LTDThe Boulevard, Langford Lane, Kidlington, Oxford, OX5 1GDTel: 01865 843000 Fax: 01865 843010
INSTITUTE OF METAL FINISHINGExeter House, 48 Holloway Head, Birmingham, B1 1NQTel: 0121 6227387 Fax: 0121 6666316 Email: [email protected] www.uk-finishing.org.uk
MPI GROUPPeel House, Upper South View, Farnham, Surrey, GU9 7JNTel: 01252 732220 Fax: 01252 732221 www.protectivecoatingseurope.com
GULF COATINGS & PAINTING SERVICESZone-1, Dahat, Lagonoy, Camarines Sur, 4425, PhilippinesTel: +63 (0) 917 5425631 Email: [email protected]
HEMPEL UK LTD (GOLD MEMBER)Berwyn House, The Pavillions, Cwmbran, Torfaen, South Wales, NP44 3FD, United KingdomTel: 01633 874024 Fax: 01633 489012 Email: [email protected] www.hempel.com
INDEPENDENT PROTECTIVE COATINGS SERVICES LTDUnit 14, Hedgend Industrial Estate, Shuart Lane, St Nicholas-At-Wade, Kent CT7 0NBTel: 01843 845472 Fax: 01843 847722
INDESTRUCTIBLE PAINT LTD25 Pentos Drive, Sparkhill, Birmingham, B11 3TATel: 0121 7022485 Email: [email protected] www.indestructible.co.uk
INTERNATIONAL PAINT LIMITED (GOLD MEMBER)Stoneygate Lane, Felling, Gateshead, Tyne & Wear, NE10 0JYTel: 0191 469 6111 Fax: 0191 496 0676 Email: [email protected] www.international-pc.com
JOTUN PAINTS (EUROPE) LTD (GOLD MEMBER)Stather Road, Flixborough, Scunthorpe, North Lincolnshire DN15 8RRTel: 01724 400 125 Fax: 01724 400 100 Email: [email protected] Web: www.jotun.co.uk
SHERWIN-WILLIAMS PROTECTIVE & MARINE COATINGS (GOLD MEMBER)Tower Works, Kestor Street, Bolton, BL2 2AL, UKTel: +44 (0)1204 521771 Email: [email protected] sherwin-williams.com/protectiveEMEA
PITTSBURGH CORNING EUROPE NV (GOLD MEMBER)31-35 Kirby Street, Hatton Garden, London, EC1N 8TETel: 07789 507094 Email: [email protected]
PPG PROTECTIVE & MARINE COATINGSUnit 3 Maises Way, The Village, Carter Lane, South Normanton, Derbyshire, DE55 2DSTel: +44 (0) 1773 814520 Fax: +44 (0) 1773 814521 www.ppgpmc.com
SPENCER COATINGS LTD6 York Street, Aberdeen, AB11 5DDTel: 01224 288780 Fax: 01224 211070 www.spencercoatings.co.uk
SPECIALTY POLYMER COATINGS INC (GOLD MEMBER) LTDContact our UK based stockist & certified distribution centreTel: +44 (0) 7748 993326 Email: [email protected] www.spc-net.com
APPLIED GRAPHENE MATERIALS LTDThe Wilton Centre, Redcar, Cleveland, TS10 4RFTel: 01642 438214 Email: [email protected]
SUPPLIERS GENERAL
RECIPROCAL ORGANISATIONS
QUALITY CONTROL
TO ADVERTISE IN CORROSION MANAGEMENT
please contact Jonathan Phillips or Debbie Hardwick at:Square One +44 (0)114 273 0132
29
Winn & Coales (Denso) LtdDenso House, Chapel Road, London SE27 OTR Tel: 0208 670 7511
Fax: 0208 761 2456 Email: [email protected] Web: www.denso.net
LONG-TERM SOLUTIONS FORCORROSION CONTROL
LEADERS IN CORROSION PREVENTION &SEALING TECHNOLOGY
A MEMBER OF WINN & COALES INTERNATIONAL
30 January/February 2017 www.icorr.org
Sustaining Members
+44 (0)161 371 [email protected] www.elcometer.com
- Surface Profile - Surface Cleanliness- Climatic Testing - Dry Film Thickness- Material Thickness - Adhesion- Appearance - Pinhole & Porosity- Concrete Inspection - Data Management
from start...
...to finish
Corrosion Management Jan 2016 65x75mm.indd 1 1/21/2016 2:11:54 PM
TRAINING AND COATING INSPECTORS
IMECHE ENGINEERING TRAINING SOLUTIONS 4 Europa View, Sheffield Business Park, Sheffield, S9 1XHTel: +44 (0)114 3995720 Fax: +44 (0)114 2430035Email: [email protected] www.imeche.org/arl
FOR ALL THE LATEST CORROSION INDUSTRY JOBS VISIT THE ICORR JOB BOARD
For job seekers• Over 60 jobs currently being advertised • Set up job alerts for immediate notifications • Upload your CV so employers can find you • Free to use
For employers• Place your job in front of our highly qualified members • Over 10,000 visitors every month • Fill your jobs quickly with great talent
All sustaining members receive a 15% discount.
For more information contact Jonathan Phillips on
0114 273 0132 or email [email protected]
Visit the ICATS
websitewww.icats-training.org

Corrosion Management • Circulation of 1500 subscribers.• Published bimonthly – 6 issues a year.• 75% of subscribers UK Based.• Majority of readers employed at senior level as
decision makers and specifiers in their field.• The main focus of each issue is a themed
technical article • Editorial also includes: Institute News, Industry
News, Innovative Products, Diary of Events, Recruitment and currently the Sustaining Members Directory.
Don’t delayWe have a range of advertising opportunities in Corrosion Management Magazine. However because this is a technical journal, space is limited and is booked on a first come first served basis.
Display AdvertisingFull page from £400.00Recruitment advertising full pages from £600.00
Key Facts
To advertise in Corrosion Management Magazine please contact the Advertising Manager
Jonathan Phillips on 0114 273 0132 or email [email protected]
2
CorrosionManagement | September/October 2016
ContentsIssue 133 September/October 2016
4The President Writes
4Institute News
8Industry News
12Technical ArticleGrout and Concrete Electrical Resistivity Testing – External Cathodic Protection of Steel Pipelines within Grout Filled Cased Crossings
15Technical ArticleHazards in Closed Pipe Water Systems
17Innovative Products
18Project News
20 Sustaining Members
26ICATS Registered Companies
32Diary Dates and Branch Contacts
Published on behalf of the Institute of Corrosion
Square One Advertising and Design Limited
84 Queen Street, Sheffield S1 2DW, United Kingdom.
Publisher and Managing Editor
Debbie Hardwick
Tel: 0114 273 0132
Fax: 0114 270 0422
Email: [email protected]
Consulting Editor
Brian Goldie
Email: [email protected]
Design
Square One Advertising & Design
www.squareone.co.uk
Advertising Manager
Jonathan Phillips
Tel: 0114 273 0132 Fax: 0114 272 1713
Email: [email protected]
Editorial copy date for November/December 2016 issue is: 11th November 2016
Subscriptions
UK £70.00
Europe £80.00
Outside Europe £90.00 airmail £80.00 surface mail
Enquiries and subscriptions to the Institute of Corrosion at the address below:
The Institute of Corrosion
President
John Fletcher
Former President
Trevor Osborne
Vice President
Sarah Vasey
Hon. Secretary
Dr. Jane Lomas
Barratt House, Suite S3, Kingsthorpe Road,
Northampton, NN2 6EZ
Tel: 01604 438222
Email: [email protected]
Website: www.icorr.org
All rights reserved Reproduction without written permission from the Institute of Corrosion is prohibited. Views expressed in editorial text or advertising copy are the opinions of the contributors/advertisers and are not those of the Institute or the Publisher.
ISSN: 13 55 52 43
Surface Profile MeasurementThe Surface Profile Probe, part of Fischer’s materials testing range, measures blasted surfaces, enabling the user to prepare the substrate, select the cleaning method and apply the right amount of coating.
The probe is interchangeable with Fischer’s coating thickness probes and used with the FMP series of measurement handhelds to provide quick and repeatable measurements.
For coating thickness and surface profile precision and accuracy on tough jobs, turn to a Fischer instrument.
For more information, call 01590 684100www.fischergb.co.uk
Applied Graphene Materials plc
The Wilton CentreRedcarCleveland TS10 4RFUnited Kingdom
+44 (0)1642 [email protected] www.appliedgraphenematerials.com
Create new barriers…• Significantly enhanced anti-corrosion and
barrier properties
• Very low loading additions
• Other multi-functional performance gains with graphene
• Dispersions developed and tailored to customers’ requirements
• Extensive in-house coatings and product integration expertise
• Commercialised graphene production
Tomorrow’s anti-corrosion material. Today.
03_A6 advert_for James.indd 1 03-Oct-16 2:00:34 PM
Developers and manufacturers of test equipment
TQC UK Po Box 977A Surbiton, KT1 9XL United Kingdom +44 208 255 0143 [email protected] www.tqc.eu
Order your FREE
catalogue now on
www.tqc.eu
155
tEchnical spEciFications hUll RoUGhnEss
GaUGE / GEnERal pURposE pRoFilomEtERAccuracy +/- 5 microns or <2%, whichever is greater
Memory Enough for 4 complete surveys done both
in- and out-docking, totally over 10.000
readings Location storage Simply point and click the hull location in the
displayed graphical representation of the
ship’s hullUnits MicronsSpeed 50 mm/s, with speed indication LED in the
Sensor unitInterface USB serial to PC connection
Power supply AA type Alkaline Cells, available
worldwide Material ABS, aluminiumDimensions Sensor: 205x80x50 mm / 8.07x3.15x1.97 inch
Control Unit: 200x115x40 mm / 7.87x4.53x1.47
Weight Sensor: 630 g / 22,22 oz Control unit: 350 g / 12,35 oz
oRDERinG inFoRmation hUll RoUGhnEss GaUGE / GEnERal pURposE pRoFilomEtER
Art. No
Dc9000 Hull Roughness gauge and general ProfilometerScope of supply: Hull Roughness control unit, sensor unit, calibration reference plate, USB flash drive with software, USB data cable, neck strap, batteries
and waterproof rugged casing & traceable calibration certificate.
accEssoRiEs / spaREsDc9015 Calibration plate for TQC Hull Roughness GaugeDc9025 Protective pouch for Hull Roughness Gauge
stanDaRDs NACE TG461 Measuring Hull Roughness of Vessels While in Dry-dock (Draft standard)
SURFACE CLEA
NLIN
ESS AN
D RO
UG
HN
ESS
ccicaliBRation cERtiFicationinclUDED
154
HULL ROUGHNESS GAUGE / GENERAL pURpOSE pROFILOmEtERTQC has made the next evolutionary step in hull roughness surveys. Surpassing the industrial standards with an easy to operate 4-way directional push button, graphical represen-tations, storage of data in multiple batches and survey reports in Microsoft Excel®. The whole system fits into a small sized waterproof rugged casing that is allowed as carry on travel luggage and benefits your overseas travel plans.
Controlling the roughness of a ship’s hull plays an important role in the operating costs of a vessel. The roughness of a ship’s hull increases mainly due to corrosion, pitting, plate undulation, mechanical damage, dry spray and above all bio fouling. Proper maintenance and the correct application of high-end anti-fouling coatings reduce the hydrodynamic effects and will lead to significant savings on fuel consumption and CO2 emissions.
The hull roughness is measured during in-docking and out-docking. The Hull Roughness Gauge measures the AHR value (Average Hull Roughness) of sea going vessels. AHR is the ‘mean’ of all the vessel’s hull roughness readings and is the measure against which ship’s performance is correlated.All profile measurements The new adjustable RT parameter suits all general purpose profile measurements like windmill blades, aircraft wings etc.
Significant savings The TQC Hull roughness Gauge consists of a Control unit and a Sensor unit. The Hull Roughness Control unit can be operated with just one hand, a 4-way directional push button operates an intuitive menu on a large illuminated display. The neck strap keeps the users’ hands free when required.
The Sensor unit is equipped with three non-slip wheels and a carbide tipped stylus and is moved over the ship’s hull in a horizontal way collecting series of measurements. A set of LED’s indicate the status of the instrument so operation is possible without observing the control unit.
Statistics, time/date and location of each series and the average hull roughness are automatically calculated and stored in the Control unit. Using the supplied USB-cable and software you instantly create inspection reports in Microsoft Excel. Your own company logo and or -details can be incorporated to restyle your reports.
SURF
ACE
CLEA
NLI
NES
S A
ND
RO
UG
HN
ESS
FEATURES Easy to operate 4-way directional push button Storage of data in multiple batches Survey reports in Microsoft Excel® Rugged casing
Suits all general purpose profile measurements
inspection equipment for quality control and assurance during blasting and coating
Hardness
lCoating Thickness dry / wet lEnvironmental conditionslSurface CleanlinesslInspection toolslSoluble SaltslAdhesionlHardness lPorosity lProfilelEtc.
Advertise in Corrosion Managementa leading industry organisation publication
To help you target your advertising effectively we have developed a features list.
2017 Features ListJanuary/February issue - Testing
March/April Issue - Corrosion of RebarsMay/June Issue - Cp Planning and Monitoring
July/August Issue - Protecting Petrochem FacilitiesSeptember/October Issue - Pipeline Field JointsNovember/December Issue - Corrosion Science

Institute EventsDIARY DATES 2017
BRANCH DATESTuesday 28th FebruaryAberdeen Branch MeetingTopic: Monitoring High Temperature Corrosion Attack: correlation between Crude Corrosiveness and results from on-line Corrosion Monitoring. Speaker: Ruth Wardman Venue: Palm Court Hotel, 81 Seafield Rd, Aberdeen AB15 7YX Event starts at 18.00; presentation starts at 18.30
Thursday 9th March 2017London Branch MeetingTopic: Presidents talk and Branch AGM – see website for more details Speaker: Sarah Vasey Venue: Skempton Building, Imperial College, London, SW7 2BB
Tuesday 28th March 2017Aberdeen Branch MeetingIndustrial visit – Cosasco HQ (BOD). Latest Advances in Real-Time Monitoring and Safe Retrieval Cosasco, Bridge of Don, Aberdeen. Details to be advised. Event starts at 18.00
Thursday 6th April 2017London Branch Meeting - Joint with NACEDetails to follow Venue: Skempton Building, Imperial College, London, SW7 2BB
Tuesday 25th April 2017Aberdeen Branch Meeting Topic: Cathodic Protection – Using Simulation Techniques to Help Assess CP Current of Buried Subsea Pipeline Anodes from Field Gradient Measurements. Venue: Palm Court Hotel, 81 Seafield Rd, Aberdeen AB15 7YX
BRANCH CONTACT DIRECTORYABERDEEN:Frances Chalmers (Secretary)Tel: 01224 243360Email: [email protected]
LONDON: Jim Glynn (Chairman)Tel: 01843 601712Mobile: 07748 993326Email: [email protected] Brooks (Secretary)Tel: 01638 711955Mobile: 07880 791087Email: [email protected] Winning (Speaker Secretary)Tel: 07495 671806Email: [email protected]
MIDLANDS BRANCH: Trevor Box (Chairman)Tel: 01212125061Email: [email protected]
NORTH EAST:Neil Wilds (Chair)Marie Halliday (Vice Chair)Alex Sandilands (Secretary)Email: [email protected]
NORTH WEST: Brenda Peters, Analysis ScientificTel: 01706 871700Email: [email protected]
YORKSHIRE: Nigel Peterson-WhiteTel: 07793 710559Email: [email protected]
CSD DIVISION: Julian [email protected] DIVISION: Nick SmartTel: 01635 280385
London Branch publish a monthly Newsletter; to be included on the circulation list please contact: Sarah Vasey [email protected]
www.icorr.orgTuesday 30th May 2017Aberdeen Branch MeetingTopic: Inspection – A Review of State of the Art Measurement for Corrosion Under Insulation Risk Venue: Palm Court Hotel, 81 Seafield Rd, Aberdeen AB15 7YX
ADDITIONAL DIARY DATESThursday 27th April 2017 Corrosion Engineering Division Working Day‘Corrosion Engineering and Concrete’ A combination of invited talks, CED working group meetings, a laboratory visit to Sheffield Hallam University and presentation of inaugural Paul McIntyre award. Venue: Institution of Mechanical Engineers Engineering Training Centre, Sheffield Business Park.
Monday 8th - Friday 12th MayIcorr Level 2 Cathodic Protection Technician Marine Metallic Structures Course Duration: 5 days Course content: Covers the application of cathodic protection (CP) to the following marine structures: Harbours, Wharves, pilings and walls, Jetties, Subsea structures, Offshore pipelines (submerged and buried, Offshore platforms, Ship external hulls Location: The Royal Navy Submarine Museum, Haslar Jetty Road, Gosport, Hampshire, PO12 2AS Course and examination enquiries: +44 (0)114 3995720 or [email protected].
To advertise contact Jonathan or Debbie at Square OneO +44 (0) 114 273 0132m [email protected]
www.icorr.org
Visit the ICorr website for all the latest news