Embed Size (px)
DESCRIPTION
lfr
Citation preview

Curs 12+13 LFR
EXCLUDEREA MUTUALĂ SECVENŢIALĂ ÎN SISTEMELE DE PRELUCRARE
În cursul 8 am împărţit poziţiile în cinci clase: poziţii operaţionale, poziţii de resurse fixe, poziţii de resurse variabile, poziţii intermediare şi poziţii de control. Încadrarea depinde de alegerea modelatorului în multe cazuri. O-poziţiile reprezintă procesele operaţionale şi nu sunt marcate iniţial. R-poziţiile modelează disponibilitatea resurselor fixe ca roboţii, maşinile, etc. V-poziţiile modelează disponibilitatea resurselor variabile ca de exemplu, piesele sau paletele,cu sau fără piese, al căror număr trebuie specificat. Numărul jetoanelor iniţiale în V-poziţii pot influenţa proprietăţile calitative ale unor sisteme flexibile de prelucrare. Aceste sisteme conţin resurse care sunt partajate de mai multe procese secvenţiale. Dacă prea multe piese sunt admise să intre într-un astfel de sistem într-o perioadă dată, sistemul poate deveni interblocat sau blocat. Conceptualizând astfel de fenomene, am definit Excluderea Mutuală Secvenţială-EMS în contextul teoriei modelării cu reţele Petri dezvoltate (RP-D) a sistemelor flexibile de prelucrare. Fiecare structură EMS poate fi privită ca o compoziţie secvenţială de mai multe structuri EMP.
Am definit capacitatea procesuală între două excluderi mutuale paralele (EMP) consecutive ca fiind numărul jetoanelor care pot fi furnizate de către prima EMP fără a fi prelucrate de către următoarele EMP într-un interval de timp dat. Rezultatele sunt folosite pentru a determina numărul de jetoane iniţiale în fiecare V-poziţie. Acest număr poate fi interpretat ca număr maxim de sarcini care poate fi trimis către sistemul flexibil de prelucrare în acelaşi interval astfel încât să nu aibă loc blocarea sistemului. Acest capitol va prezenta conceptul de excludere mutuală secvenţială şi rezultatele teoretice corespunzătoare. Obiectivele acestui capitol constau în:
1. Formularea conceptului excluderii mutuale secvenţiale (EMS) pentru o resursă partajată de procese secvenţiale;
2. Formularea capacităţii procesuale şi a conceptelor corespunzătoare;
3. Condiţiile sub care reţele Petri ce conţin astfel de structuri sunt viabile,
mărginite şi reversibile; 4. Generalizarea acestor concepte şi rezultate pentru modelarea reţelelor
Petri în cazul sistemelor flexibile mari de prelucrare. 1

Curs 12+13 LFR
e.
):
4.1. Definiţii şi exemple
Această definiţie tratează excluderea mutuală secvenţială în sensul că două tranziţii, de exemplu, ta1 şi ta2, pot fi admisibile simultan dar numai după ce ta1 se execută plecând de la o marcare iniţială, se poate executa ta2. Voi da un exemplu de sistem robotizat de prelucrare înainte de prezentarea unei definiţii formal
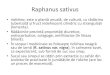
Exemplul 4.1: Sistemul de prelucrare este compus din trei centre de prelucrare, CP1, CP2 CP3, un robot R, un depozit de semifabricate dotat cu dispozitiv de paletare (DSfDP) şi un depozit de produse finite dotat cu dispozitiv de depaletare (DPfDD) vezi figura 4.1
CP1 CP2 CP3
DP DDSfD f
RobotSf Pf
Figura 4.1: Un sistem de prelucrare cu trei centre de prelucrare, un robot şi un buffer
Este necesară prelucrarea pieselor întâi de către CP1, apoi prelucrate de către
CP2, şi în final prelucrate de către CP3 pentru a se genera produsul finit. Centrele de prelucrare CP1 şi CP3 pot fiecare să prelucreze numai câte o piesă. CP2 poate prelucra două piese simultan. Robotul, partajat de către CP1 şi CP2, este folosit pentru încărcarea, prelucrarea şi descărcarea pieselor pe/de pe aceste centre de prelucrare.
Funcţionarea se poate împărţi în patru paşi cărora li se alocă câte o poziţie.
PALETE
2

Curs 12+13 LFR
2;
P3;
DD.
Pasul 1 (poziţia pV01) - Semifabricatele (Sf) sunt paletate de către dispozitivul de paletare din cadrul depozitului de semifabricate fiind astfel diponibile pentru a începe prelucrarea pe CP1; Pasul 2 (poziţia pO01) - Robotul încarcă un semifabricat paletat de la DSfDP la CP1, CP1 prelucrează şi apoi robotul transportă semifabricatul paletat de la CP1 la CPPasul 3 (poziţia pO02) - CP2 prelucrează semifabricatele; un semifabricat este disponibil pentru CPasul 4 (poziţia pO03) - Robotul transportă semifabricatele prelucrate de CP2 de pe acesta pe CP3, CP3 prelucrează, apoi robotul transportă produsele finite la DPf
PV01 2
0
PA
PR01 1
0
RA
PC51 0
0
_
PV01PC01PR01
1
PO01_
TO01
PO01 0
2
CP1L
PO03 0
3
CP3L
PO02 0
7
CP2LPR02 2
0
CP2A
PR02PO01
1
PO02PR01_
TO02
PO02PR01
1
PR02PO03_TO03
PO03
1
PV01PC51PR01_TO04
PC0110
0
_
Figura 4.2: Un exemplu de excludere mutuală secvenţială.
Tranziţiile reprezintă ori startul ori finalizarea unui proces operaţional reprezentat de fiecare poziţie. Ar trebui să se observe faptul că po01, po02, şi po03 pot fi descompuse ulterior şi exprimate de o serie de poziţii operaţionale. În acest model, avem O-poziţiile PO = {po01, po02, po03}, care reprezintă procesele operaţionale, PR = {pR01, pR02} care reprezintă resursele cu număr fixat, şi o V-poziţie PV = {pV01}, care reprezintă resursele cu număr variabil. Robotul este modelat ca o poziţie de resursă partajată pR01 cu m0(pR01) = 1, şi disponibilitatea spaţiilor eliberate din CP2 este reprezentată de pR02 cu m0(pR02) = 2. Presupunând că pV01 este marcată iniţial cu două jetoane pentru reprezentarea a două semifabricate neprelucrate, adică m0(po01) = 2. Iniţial, robotul este disponibil doar pentru CP1. După ce un semifabricat trece de la CP1 la CP2, robotul poate fi disponibil pentru oricare CP1 sau CP3, dar nu poate lucra cu amândouă simultan. Folosind terminologiile reţelelor Petri, to01
3

Curs 12+13 LFR
efiniţie urmează:
1. D , L 2, ki = D,
(a) I, O, m0) ce rezultă din Z cu
(b) Ta , a.î. un O-drum DE(t, t’) 0 unde
ă un O-drum DE(tbu , tav ) 0 pentru u Nki, v Nkj, atunci i < j;
(d) 0 pentru u Nki, v Nkj, i < j, atunci
dmisibilă taj , j Nki+1, atunci
nziţie în Ta , 1 j < i dacă i > 1, a.î.
e notat că pentru două seturi X şi Y, X– x X şi x Y}.
Fie i, pentru 1 i L,
}, şi
Tb = 1i T b.
ri sunt ignorate. Condi tă definiţie sunt explicate în cele ce urmează.
) (pE, D ) formează o ki-EMP inexistenţa arcelor de la poziţia pE la
ctură EMP cu indice inferior astfel
trebuie să se execute prima, urmată de to02. În această stare se pot executa to03 şi to01. Totuşi, chiar dacă ambele sunt admisibile la această marcare (1, 0, 1, 0, 1, 1)T, m = [m(pV01), m(po01), m(po02), m(po03, m(pR02), m(pR01)] to01 şi to03 nu se pot executa simultan. Aceasta este un simplu exemplu de excludere mutuală secvenţială a cărei d
Definiţia 4.1 Se dă o reţea Petri marcată unde Z = (P, T, I, O, m0) şi P = PO PR PV PI, o excludere mutuală secvenţială (EMS) există dacă şi numai dacă
L i(pE, D) astfel încât D = D1 D2 …Di = {(taj
i, tbji), j N }, satisfăcând: ki
(pE, Di) este o ki-EMP în Zi = (P, T,I(pE, t) = O(pE, t) = 0, t D – Di;
i t Taj, 1 i < j, t’
Tai = {tav
i, v Nki}; (c) dac i j
şi dacă DE(tbu
i, tbvj)
tavj DE(tbu
i, tbvj);
2. m0, gi, şi i NL-1, dacă m0[gi> face a i+1
u Nki, a.î. (g i, taui) = (g i, tbu
i) 1. 3. m0, dacă tav
i se execută la m R(Zi, m0), atunci gj executabilă fără nici o tbv
i, hj ce nu conţine nici o tra j
m[tavigjhj > face admisibilă tbv
i în Zi. În această definiţie, Di, precum şi D, este văzut ca un set de tranziţii. Di este
denumită ca fiind prima EMP din EMS. DY este format setul {x :
Tia = {ti
av, v Nki}, Ti
b = {tibv, v Nki
Ta = 1iLTia,
iL
În mod fizic, o structură EMS poate modela o resursă partajată prin mai
multe grupuri secvenţiale corespunzătoare proceselor. Fiecare grup conţine procese independente şi formează o structură EMP dacă celelalte grupu
ţiile din aceasCondiţia 1:
i(a
tranziţiile din D – Di. (b) Pentru fiecare tranziţie t dintr-o structură EMP cu indice superior,
există câte o tranziţie t' într-o struîncât există un O-drum între t şi t'.
4

Curs 12+13 LFR
ceste cerinţe pot fi satisfăcute de multe sisteme de prelucrare diferite.
ază existenţa relaţiilor secvenţiale printre diferitele rupuri ale proceselor.
lor în Dj, j < i , este necesitat pentru i
D2 … DL, atunci următoarele proprietăţi pot e că sunt adevărate:
nci pentru 1 v i, u
2. t D, dacă p PV şi un O-drum DE(p, t), atunci t' Ta1 DE(p,
.
trebuie să se
P. Proprietatea a doua în esenţă specifică faptul că fiecare tranziţie din structura
EMS
)} şi D = {(to03, to04)}. Se poate uşor verifica că această EMS verifică
PV
rătate în figura 4.3. Din moment ce (pE, D ) şi (pE, D ) sunt
(c) Nu există nici un O-drum din Di+1 către Di ; şi (d) Orice drum elementar ce conţine ti
bu şi tjbv are tj
av când i < j. A Condiţia 2: Garanteg Condiţia 3: Garantează faptul că fiecare subreţea Zi are proprietatea că de îndată ce tranziţia ti
av în Di se execută la o marcare m, o secvenţă de tranziţii poate fi găsită pentru a face admisibilă altă tranziţie ti
bv ce se poate atinge din orice marcare din m, în Zi. De asemenea mai implică faptul că nici un proces anterior, adică, execuţia tranziţiiterminarea procesului nou-iniţiat în D . Din definiţia de mai sus, dacă Z = (PO PR PV PI, T, I, O, m0) conţine
o structură EMS (pE, D), D = D1 fi demonstrat
1. Dacă m0[gi face admisibilă taji+1, j Nki+1, atu
Nkv, a.î. (gi, tauv) = (gi, tbu
v) 1, i NL-1. t) Prima proprietate specifică faptul că dintr-o marcare iniţială, o pereche de tranziţii dintr-o structură EMP de indice inferior din această EMS execute înainte de o tranziţie dintr-o EMP cu indice superior. Aceasta demonstrează existenţa unei relaţii secvenţiale între structurile EM
în cauză leagă o tranziţie din prima sa EMP cu un O-drum.
Exemplul 4.2: În modelul de reţea Petri al sistemului din figura 4.2, există o excludere mutuală secvenţială, adică, {pE, D1 D2} unde pE = pR01, D1 = {(to01,
2to02
condiţiile propuse în definiţia 4.1 când PO = {po01, po02, po03}, PR = {pR02, pR01}, şi ={pV01}.
1. Cele două subreţele Z1 şi Z2 rezultate din Z cu considerarea unei singure EMP sunt a 1 2
structuri 1-EMP în Z1 şi Z2, respectiv, şi când în Z există un unic O-drum între to01 şi pV01, adică, to01po01to02po02to03po03to04pV01, condiţia 1 este satisfăcută.
2. Deoarece pentru a face admisibilă to03, tranziţiile to01 şi to02 trebuie să se execute în primul rând din orice m0 = (m0(pV01), 0, 1, 0, 1)T cu m0(pV01) 0, atunci condiţia 2 este verificată.
5

Curs 12+13 LFR
dacă există jetoane în pR02. Altfel , po02 conţine jetoane şi to03 este admisibilă. Execuţia lui to03 va marca pR02 şi apoi to02 este admisibilă. După ce to03 se execută, tranziţia to04 va fi făcută admisibilămotiv, condi
care poate fi atinsă
a încărca o piesă de la CP2. Următoarea observaţie poate fi făcută plecând de la exemplul anterior.
entru a înlătura posibilitatea blocării sistemelor, numărul total al sarcinilor care ot fi introduse în sistem într-un interval de timp dat, trebuie să fie limitat dacă xistă resurse partajate secvenţial.
3. Se consideră Z mai întâi. După ce to01 se execută, în mod evident tranziţia to02 poate fi admisibilă
imediat fără execuţia oricărui pre-proces, adică, to01. Din acest ţia 3 este verificată.
Figura 4.3: Z1 şi Z2, rezultând din Z cu considerarea unei singure EMP
Viabilitatea şi reversibilitatea reţelei poate fi afectată dacă jetoane iniţiale improprii sunt distribuite greşit într-o reţea Petri care conţine o excludere mutuală secvenţială. Pentru exemplul arătat în figura 4.2, sistemul poate fi blocat când m0(pV01) 3. În mod specific, când m0(pV01) = 3, starea de bloprin execuţia to01to02to01to02to01 şi marcarea de blocaj este (0, 1, 2, 0, 0, 0)T pentru această reţea. În termeni practici, situaţia este aceea că centrele de prelucrare CP1 şi CP2 procesează trei piese, robotul deserveşte CP1, şi CP2 este gata completă, în timp ce CP3 necesită robotul pentru Ppe
PV 2
0
01 PA
PR01 1
RA
0
PC51 0
_
0
PO01 0
CP1L
2
PO03 0
CP3L
3
PO02 0
CP2L
7
PR02 2
CP2A
0
PV01PC01P
PO01_TO01
R01
1
PR02PO01
PO02_
TO021
PR01
PO02
PR02_TO031
PO03
PO03
1_TO04
PV01PC51
PC0110
_
0
a) PV01
2PA
0
PR01 1
RA
0
PC51 0
_
0
PV01PC01
PO01_TO011
PO01 0
CP1L
2
PO03 0
CP3L
3
PO02 0
CP2L
7
PR02 2
CP2A
0
PR02PO01
PO02_
TO021
PO02PR01
PR02_TO031
PO03
PO03
1_TO04
PV01PC51PR01
PC0110
_
0
b)
6

Curs 12+13 LFR
MODELAREA CU REŢELE PETRI
sistemului, care, aplicate corect, oferă
rianţilor de p p e
minat explodarea problemei de stare.
comandă numerică şi a centrelor de
controlerelor acestor tehnologii flexibile de prelucrare este ecesa
SINTEZA CONTROLERELOR FOLOSIND
5.1. Metodologia sintezei controlerelor folosind modelarea cu reţele Petri dezvoltate pentru comanda liniilor flexibile de fabricatie
Pentru sistemele lineare, continue sau sincron discrete, există metodologii pentru modelarea şi proiectarea controlului proprietăţi performante sistemului. Pentru sistemele dinamice cu evenimente discrete, care descriu procesele tehnologice nu există metodologii de proiectare efectivă pentru implementarea aplicaţiilor în timp real. Reţelele Petri dezvoltate (RP-D), pot sta la baza acestor metodologii. Acest tip de reţele dă posibilitatea de validare, simulare printr-un program software şi instrumente de analiză performante, astfel încât modelele cu ajutorul cărora se implementează controlerele logice pentru conducerea proceselor tehnologice au proprietăţi de comportament corespunzătoare. În general, probleme apar când complexitatea sistemelor în timp real conduce la reţele Petri mari, care au multe poziţii şi tranziţii. Până în prezent, s-au încercat mai multe metodologii. Folosind metode invariante în [25] se arată că pentru o celulă flexibilă a cărei model are 92 poziţii, 59 tranziţii, şi 174 arcuri , matricea de incidenţă are 58 linii şi 42 coloane. Pentru obţinerea invati ste nevoie de 40 de ecuaţii, iar pentru obţinerea invarianţilor de tip t, 61 de ecuaţii. Se poate observa cât de complexă este problema de analiza a viabilităţii şi mărginirii pe baza acestei metode. Pentru acest sistem nu a fost folosită nici o metodă de rafinare ceea ce a deter O eroare de concepere poate conduce la un model de reţea greşită ale cărui proprietăţi nu pot fi verificate. Este foarte dificil de a găsi o astfel de eroare, iar după găsirea erorii, modificarea structurii şi reanalizarea modelului poate necesita un volum de muncă foarte mare. Au fost dezvoltate reţele Petri de nivel înalt cum ar fi reţelele Petri colorate sau reţele Petri extinse [27], pentru rezolvarea problemelor de complexitate grafică. Oricum, acestea folosesc în analiză metodele şi instrumentele software care sunt valabile şi pentru reţele Petri obişnuite. Perfecţionarea maşinilor-unelte cuprelucrare a dat posibilitatea dezvoltării tehnologiilor flexibile de prelucrare. Pentru implementarea n r un model al cărui evoluţie să se adapteze optim în funcţie de posibilităţile de evoluţie a acestor tehnologii flexibile.
7

Curs 12+13 LFR
ua mari etape: ea unui model reţea
lte detalii, până când nivelul dorit este
Dacă est l complexitatea problemelor a
Astfel, ofolosind o reţe i descrisă succint astfel:
- analiza caracteristicilor sistemului de fabricaţie,
- marcare iniţială astfel încât reţeaua să fie
cesului tehnologic sunt eliberate resu
comanda de către pC01; pC51 modelează confirmarea executării procesului; to01 şi to02 modelează începu
acă marcajul poziţiei de comandă pC01 este m, atunci procesul se va executa m o
În figura 5.1 (b) este extins modelul de la figura 5.1.(a) pentru a modela rocese tehnologice care încep sincron executarea (moment dat de executarea
tranziţiei to01). Începerea executării este condiţionată de disponibilitatea resurselor pV01, ..., pVon.
Toate modelele dezvoltate până acum impun condiţii ce dau o evoluţie fixă a procesului tehnologic. Toate acestea au dus la necesitatea dezvoltării reţelelor Petri pentru sinteza controlerelor sistemelor de prelucrare flexibile.
Conceperea modelului ce stă la baza implementării controlerului este divizată în do
a. într-o manieră top-down, conceperea începe cu descrierPetri de referinţă şi apoi, utilizarea rafinării în trepte a poziţiilor şi/sau tranziţiilor pentru a include mai muatins;
b. resursele sunt adăugate reţelei într-un mod bottom-up. e necesar, (a) şi (b) pot fi utilizate alternativ. Astfemintite poate fi ameliorată. problemă generală pentru modelarea unui sistem de prelucrare, a Petri dezvoltată (RP-D) poate f
- modelarea sistemului ca reţea Petri,
mărginită, viabilă şi reversibilă.
5.1.1. Sinteza modelelor proceselor tehnologice
a) Conceperea modelelor reţelelor Petri de prim-nivel
Conceperea modelelor de prim-nivel cu reţele Petri pentru procesele tehnologice se face pe baza grafului procesual al familiei de piese, analizei resurselor necesare şi este reprezentată succint în figura 5.1(a). Procesul tehnologic se execută atunci când resursele sunt disponibile şi se dă comanda executării lui de la un sistem ierarhic superior. După executarea pro
rsele şi se confirmă la sistemul ierarhic superior executarea. În figura 5.1(a) procesul tehnologic este modelat de poziţia po01, resursele de pV01, iar
tul, respectiv sfârşitul executării procesului. D
de ri, rezultând un marcaj al poziţiei de confirmare pC51, egal cu m.
b) Reţele Petri ce modelează procese sincronizate
p
8

Curs 12+13 LFR
Figura 5.1 Model de prim-nivel pentru procesul tehnologic: a) – general b) – cu operaţii sincronizate
Figura 5.1 Model de prim-nivel pentru procesul tehnologic: a) – general
PV01k
0
RESURSE PC01m
0
COMANDA
PO010
t
PROCES
PC510
0
CONFIRMARE
PV01PC01
1
PO01-TO01
PO01
1
PV01PC51-
TO02
RESURSELE COMANDA
PROCES TEHNOLOGIC
Eliberarea Resurselor
a)
Confirmarea şi contorizarea
executării procesului
PC01m
0
COMANDA
PC510
0
CONFIRMARE
PV011
0
P1
PO01 0
t1
M1L
PV0n1
0
Pn
PO0k 0
tk
MnL
PV01PC01PV0n
1
PO01PO0k_
TO01
PO01PO0k
1
PV01PC51_
TO02
b)
....... .......
....... .......
9

Curs 12+13 LFR b) – cu operaţii sincronizate
Structura reţelei este dată de : ),,,,( 0mOITPPPPPZ CIVRO ; T = TO TE TI unde:
kk
nn
oo
CCC
nVVV
R
nooO
I
ttT
ppP
ppP
P
ppP
10
01
},{
},...,{
},...,{
},...,{
0201
5101
001
001
şi .
kk
nnO01
10
Aici 0k este un vector zero k–dimensional şi 1k este un vector k-dimensional cu fiecare element fiind 1. Această reţea poate fi uşor de demonstrat că este mărginită la j, viabilă, şi reversibilă, cu respectarea marcării iniţiale : mo(pi) > 0 pentru 1 i n, unde j = maxm0(pV0i),1 i n . Reţeaua poate fi interpretată ca proces, unde k operaţii paralele vor porni când n resurse sunt disponibile şi s-a primit comanda de execuţie.
c) Reţele Petri ce modelează procese alternativ-sincronizate
Implementarea unui sistem flexibil de prelucrare impune proiectarea unor tehnologii flexibile de prelucrare. Tehnologia flexibilă de prelucrare presupune existenţa unor alternanţe între operaţiile ce se pot executa într-un anumit moment de timp, astfel încât, folosindu-se distributivitatea sistemului flexibil, să ducă la executarea în paralel a cât mai multor operaţii şi având drept efect mărirea productivităţii. În figura 5.2 este prezentată o structură de prelucrare alternativă a pieselor disponibile din poziţia pV01 pe maşina 1 sau pe maşina 2. După această prelucrare, pot urma alte operaţii din procesul de prelucrare modelate de pI01. Alegerea maşinii pe care se prelucrează se poate comanda cu ajutorul poziţiilor de comandă pC01 şi pC02. Dacă se doreşte ca mai întâi să prelucreze maşina 1 şi apoi maşina 2, într-un mod alternativ sincronizat, se foloseşte modelul din figura 5.2.(b). Iniţial, este marcata numai poziţia pC01, ceea ce dă posibilitatea executării operaţiei numai pe maşina 1. După începerea prelucrării pe maşina 1 (executarea tranziţiei to01) se poate începe şi prelucrarea pe maşina 2 (poziţia de comandă pC02 este marcată în urma execuţiei tranziţiei to01). De remarcat faptul că trebuie să existe cel puţin două piese disponibile, astfel încât să se execute şi operaţia pe maşina 1 cât şi operaţia pe maşina 2 şi apoi să se treacă la operaţiile următoare. Atunci când operaţiile de prelucrare pe maşina 1 şi pe maşina 2 sunt diferite, vor rezulta piese diferite, ceea ce determină că operaţia următoare este ori o operaţie de asamblare ori o operaţie pe o maşină ce poate prelucra două piese concomitent. 10

Curs 12+13 LFR m0 = (m0(pV01),0,0,1,0) cu m0(pV01) 2.
Figura 5.2 Model de prim-nivel pentru procesul tehnologic cu operaţii alternative:
PC011
0
- PV012
0
PA PC021
0
-
PO010
t1
M1L PO020
t2
M2L
PI010
0
-
PC01PV01
1
PO01-TO01
PV01PC02
1
PO02-TO02
PO01PO02
1
PI01-TO03
a)
PV012
0
PA
PO010
t1
M1L PO020
t2
M2L
PC01PV01
1
PC02PO01_
TO01
PO01PO02
1
PI01_
TO03
PV01PC02
1
PO02PC01_
TO02
PO03 0
0
RUM1/M2
PC01 1
0
M1O1 PC02 0
0
M2O2
b)
11

Curs 12+13 LFR
)
a) sincronizate funcţie de comandă b) sincronizate alternant cu prioritate
Structura reţelei descrise în figura 5.2(b) este dată după cum urmează :
,,,,( 0mOITPPPPPZ CIVRO unde: },,{ 030201 oooO pppP RP 01VV PP },{ 0201 CCC ppP },,{ 030201 ooo tttT În figura 5.3. se prezintă un model de proces alternativ sincronizat cu recircularea resurselor. Remarcăm aici importanţa introducerii poziţiilor intermediare (PI) pentru păstrarea proprietăţilor de comportament. Având în vedere că singurele poziţii operaţionale sunt po01 şi po02, suntem tentaţi să introducem arcul de recirculare imediat după tranziţia to03. Dar numărul resurselor ce trebuie recirculate este egal cu 2. Din definiţia reţelelor Petri dezvoltate (RP-D) am considerat că ponderea arcelor este egala cu 1 şi de aici nu putem da arcului de la to03 la pVo1 o pondere egală cu 2. Se introduce o poziţie intermediară şi o tranziţie intermediară astfel încât să putem crea două arce pentru recircularea resurselor. Semnificaţia poziţiei pC51 este: confirmarea prelucrării a unei perechi de piese în care prima este prelucrată pe maşina 1, iar a doua este prelucrată pe maşina 2.
PV012
0
PA
PO010
t1
M 1L PO020
t2
M 2L
PI010
0
-
PC01 1
0
M 1O1
PC01PV01
1
PC02PO01_TO01
PV01PC02
1
PO02PC01_TO02
PO01PO02
1
PV01PI01_TO03
PC510
0
-
PC020
0
M 2O 2
PI01
1
PC51PV01_TI01
Figura 5.3: Model de proces alternativ sincronizat cu recircularea resurselor d) Structura modulelor de bază
12

Curs 12+13 LFR
stincte.
.
1
Introducem patru structuri de modele de bază pentru a ajuta în sinteza modelelor pentru procesele tehnologice. Avantajul acestor module este evident : sunt specifice, generale şi uşor de abordat, când este întâlnită o problemă practică de sinteză.
Definiţiile structurilor modulelor de bază Fie SP = (P,T,I,O,ms0), unde P = pin,poutPS , iar pin şi pout sunt două poziţii de comandă diferite. SP este numită bloc_poziţie (BP). ST = (P,T,I,O,mS0) este numită bloc_tranziţie (BT) dacă T = tin,toutT , unde tin şi tout sunt două tranziţii di
Definiţia 5.1 O secvenţa tehnologică serială este modelată cu un BPS sau BTS. Un BPS (bloc_poziţie_serial) este definit ca reţea Petri (figura. 5.4) care constă în n+1 poziţii şi n tranziţii (n>0) cu marcare iniţială zero. BPS are structura:
Sp= (p1,p2, ... ,pn+1,t1, ... , tn,I,O,0n+1)
unde: 0n+1 este un vector zero (n+1) dimensional; pin = p1 = pC01; pout = pn+1 = pc51; p1, ..., pn PO; t1, ..., tn TO
T
n
nII
0;
n
Tn
IO
0
unde In este matricea unitate nxn. Un BTS (bloc_tranziţie_serial) are structura: S = (p2, ... ,pn,t1, .. , tn,I,O,0n-1) cu tin = t1 = to01, tout = tn = to0n, n> I = (0n-1 In-1) O = ( In-1 0n-1) În contextul sistemelor de prelucrare, secvenţele tehnologice BTS sau BPS reprezintă o serie de operaţii succesive. De exemplu, încărcarea piesei 1 pe maşina 1, prelucrarea piesei 1 la maşina 1 şi descărcarea piesei 1 din maşina 1 este o astfel de secvenţă. O operaţie poate fi descompusă în secvenţe de suboperaţii, de exemplu, prelucrarea pe maşina 1 se poate rafina în suboperaţiile: schimbare sculă 1; lansare program piesă 1; schimbare sculă 2; lansare program piesă 2 etc. Rafinarea la acest nivel este necesară doar dacă alimentarea cu scule se face dintr-un depozit automat de scule partajat şi de alte maşini-unelte.
13

Curs 12+13 LFR
1
PC010
0
-
PO010
0
PC01
1
PO01-TO01
M1L
PO0n0
0
PO01
1
PO02-
TO02
Figura 5.4 Bloc serial Definiţia 5.2. O secvenţă tehnologică paralelă este modelată cu un
bloc_poziţie_paralel (BPP) sau bloc_tranziţie_paralel (BTP). BPP este definit ca reţea Petri (figura. 5.5) care constă în două tranziţii , n+2 poziţii cu n poziţii paralele (n>1) şi cu o marcare iniţială la zero. BPP are structura:
Sp = (p1,p2, ... ,pn+2,t1, t2, I,O,0n+2) cu pin = pn+1 = pC01; pout = pn+2 = pC51; p2, ..., pn PO; t1,t1 TO
00
01
10 nn
I şi
10
00
01 nn
O
unde: 1n este un vector n dimensional cu fiecare element 1. BTP are structura: ST = (p1, p2, ... , pn,t1, t2, I,O,0n) cu tin = t1 = pC01, tout = t2 = pC51, n >
I = (0n In) şi O = (In 0n).
MnL
PC510
0
-
PO0n-1
1
PO0n
TO0n-1_
PO0n
1
PC51
TO0n_
….. .…
.
14

Curs 12+13 LFR
O
TO
Figura 5.5 Bloc paralel
Un BPP sau BTP reprezintă n operaţii care sunt executate la acelaşi timp. După terminarea acestor n operaţii, alte operaţii pot începe. Aceste n operaţii se pot termina la momente de timp diferite, comanda următoarei secvenţe tehnologice efectuându-se după ce toate s-au executat.
Definiţia 5.3. O secvenţă tehnologică la alegere este modelată de un bloc_poziţie__alegere (BPA) sau bloc_tranziţie_alegere (BTA). Un BPA este definit ca reţea Petri (figura. 5.6) care constă în 2(n+1) tranziţii şi n+2 poziţii cu n căi paralele (n>1), şi cu marcarea iniţială la zero.
BPA are structura: Sp = (p1, p2, ... , pn+1,t1, ... ,t2n,I,O,0n+2) cu pin = pn+1 = pI01; pout = pn+2 = pI02; p1, ..., pn PO; t1, ..., t2n T
şi
Tn
Tn
Tn
Tn
nnxn I
I
00
01
0
Tn
Tn
Tn
Tn
nxnnI
O
10
00
0
unde 0nxn este matricea zero nxn. BTA are structura: St = (p1, p2, ... , pn+2,t1, t2, ... ,t2n+2,I,O,0n+2) cu tin = t2n+1 = tI01, tout =
t2n+2 = tI02, n>1; p1, ..., pn PO; t1, ..., t2n
1010
0001
000
Tn
Tn
Tn
Tn
Tn
Tnnnxn I
I şi
0010
0100
000
Tn
Tn
Tn
Tn
TnnnxnnI
O
Un BPA sau BTA reprezintă n operaţii la alegere, alegerea efectuându-se între tipul de operaţii sau maşina pe care se execută operaţia. Alegerea este
PO01 0
t1
M1L PO0n0
tn
MnL
PC01
1
PO01PO0n_
TO01
PO01PO0n
1
PC51_
TO02
PC010
0
_
PC510
0
_
....... .......
15

Curs 12+13 LFR
O
determinata de activarea poziţiilor de comandă, aceste activări pot valida execuţia mai multor tranziţii deodată şi implicit executarea poziţiilor asociate, sau alegerea, în funcţie de secvenţa de intrare a pieselor, a tipului de operaţii ce trebuie să fie executat.
Figura 5.6: Modelul secvenţei tehnologice la alegere comandată (BPA – BTA)
Definiţia 5.4. O secvenţă tehnologică la alegere ordonată este modelată de un bloc_poziţie_alegere_ordonată (BPAO) sau bloc_tranziţie_alegere-ordonată (BTAO) este definit ca reţea Petri (figura. 5.7) care constă în 2(n+1) tranziţii şi 2(n+1) poziţii cu n drumuri paralele (n>1) şi cu marcare iniţială m0 = = (0, ... ,0,1,0, ... ,0)T unde fie al - (n+3)-lea element pCo1este egal cu unu.
Un BPAO este definit:
Sp = (p1,p2, ... ,p2n+2,t1, ... , t2n,I,O ) cu p,
1
2
0
1
0
n
n
in = p2n+1 = pI01 , pout =
p2n+2 = pI02; p1, ..., pn PO; pn+1, ..., p2n PC; t1, ..., t2n T
nxnTn
Tn
Tn
Tn
Tn
nnxn
I
I
I
0
00
01
0
şi
nxnTn
Tn
Tn
Tn
Tn
nxnn
J
I
O
0
10
00
0
unde şi I
11
1
0
10
nn
Tn
IJ n este matricea unitate nxn.
PO010
t1
M1L
PI010
0
_
PI02 0
0
_
PI02
1
__TI02
_
1
PI01_TI01
PC0n0
0
_PC020
0
-
PO0n 0
0
MnLPO02 M2L0
0
PO02
1
PI02-
TOn2PO0n
1
PI02-
TOnnPO01
1
PI02_
TOn1
PC011
0
_
PC01PI01
1
PO01_TO01
PC02PI01
1
PO02_TO02
PI01PC0n
1
PO0n_TO0n
....... .......
16

Curs 12+13 LFR
Figura 5.7 Modelul secvenţei tehnologice la alegere ordonată
(BPAO – BTAO)
BTAO are structura:
Sp = (p1,p2, ... ,p2n+2,t1, ... , t2n,I,O, ) p
1
2
0
1
0
n
n
1, ..., pn PO; pn+1, ..., p2n
PC; t1, ..., t2n TO cu tin = t2n+1 = tI01, tout = t2n+2 = tI02,
şi
000
1000
0001
000
nxnn
Tn
Tn
Tn
Tn
nnnnxn
I
I
I
000
1010
0100
000
nxnn
Tn
Tn
Tn
Tn
nnnxnn
J
I
O
BPAO sau BTAO modelează n operaţii alternative succesive cu ordine strictă depinzând de marcarea iniţială a poziţiilor de comandă. Când marcarea iniţială este ca cea reprezentată în Figura 5.7 , atunci blocul activează numai to01 când pIo1 are un jeton. După ce este executat tI01 şi pI01 obţine un jeton, atunci numai to02 este executabilă, ş.a.m.d. După n execuţii pCo1 primeşte un jeton, dând o
P O 0 10
t1
M 1 L
P I0 10
0
_
P I0 2 0
0
_
P I0 2
1_T I0 2
_
_
1
P I0 1_T I0 1
P C 0 n0
0
_P C 0 20
0
-
P O 0 n 0
0
M n LP O 0 20
0
M 2 L
P C 0 2 P I0 1
1
P O 0 2 P C 0 3-T O 0 2
P O 0 2
1
P I0 2-T O n 2
P O 0 n
1
P I0 2-T O n n
P O 0 1
1
P I0 2_T O n 1
P C 0 1 P I0 1
1
P O 0 1 P C 0 2_T O 0 1
P I0 1 P C 0 n
1
P O 0 n P C 0 1_T O 0 n
P C 0 30
0
-P C 0 11
0
_
17

Curs 12+13 LFR nouă posibilitate de executare a tranziţiei to01. O astfel de ordine poate fi repetată la nesfârşit dacă pn+1 poate obţine mereu un jeton.
Acest model se foloseşte atunci când există n operaţii posibile alternative. Modelul presupune că semifabricatele intră în sistem în ordine fixă 1, 2, ..., n (la a k piesă se execută a k operaţie 1< k < n dând o nouă posibilitate de executare a tranziţiei to01 după executarea celor n operaţii modelate de po01, ..., po0n.
e) Metodologia de rafinare
Vom prezenta metodologia de rafinare prin înlocuirea unei poziţii sau a unei tranziţii în reţeaua Petri printr-o subreţea care mai întâi va fi definită.
Definiţia 5.5 Înlocuirea unei poziţii p’ în Z = (P p’,T,I,O,m0) cu un bloc_poziţie BP rezultă o reţea Petri rafinată Z’ =
(P’,T’,I’,O’,m’
),,,,},({ 0SSSSSoutinp mOITpppS
0) unde:
,',},{' TTTPPppP SSoutin
inin
SoutS
o
o
ppdacapmpm
Pppdacapm
Ppdacapm
pm
)()'(
}{)(
)(
)('
0
0
situatiialte
tpIsippdaca
TtsiPpdacaI
TtsiPpdacatpI
tpIout
SStpS
0
1),'(1
),(
),(' ),(
situatiialte
tpOsippdaca
TtsiPpdacaO
TtsiPpdacatpO
tpOout
StpS
0
1),'(1
),(
),(' ),(
Rafinarea poziţiilor se face cu ajutorul poziţiilor de comandă cu semnificaţia că subreţeaua rezultată în urma rafinării are ca nivel ierarhic superior modelul care se rafinează. Similar, o înlocuire a tranziţiei t’ în Z = (P p’,T,I,O,m0) cu o bloc- tranziţie BT
rezultă o reţea Petri rafinată Z’ =
(P’,T’,O’,m’
),,,,},({ 0sssssoutinp mOITPppS
0) unde:
18

Curs 12+13 LFR
situatiialte
tpIsittdaca
TtsiPpdacaI
TtsiPpdacatpI
tpI
Ppdacapm
Ppdacapm
pm
TTTPPppP
in
SStpS
SS
o
o
SSoutin
0
1)',(1
),(
),('
)(
)(
)('
,',},{'
),(
0
situatiialte
tpOsittdaca
TtsiPpdacaO
TtsiPpdacatpO
tpOout
StpS
0
1)',(1
),(
),(' ),(
Teorema 5.1. Presupunem că o poziţie sau o tranziţie în Z este înlocuită
printr-o structură bloc de bază şi Z’ este reţeaua rafinată. Atunci, 1. Z’ este mărginită (sigură) dacă şi numai dacă Z este mărginită (sigură); 2. Z’ este viabilă dacă şi numai dacă Z este viabilă 3. Z’ este reversibilă dacă şi numai dacă Z este reversibilă.
În această teoremă, o structură bloc de bază reprezintă o secvenţă tehnologică serială sau paralelă, cu alegere comandată sau cu alegere ordonată.
Demonstrarea acestei teoreme este similară celor referitoare la inserarea excluderilor mutuale paralele sau secvenţiale.
5.1.2. Structurarea metodologiei de proiectare a controlerelor sistemelor de prelucrare
Metodologia pe care o propunem tratează poziţiile operaţionale şi poziţiile de resurse separat, astfel încât să se poată construi o reţea Petri utilizând metodele top-down în faza iniţială şi utilizând metodele bottom-up în faza finală. Avantajele acestei metodologii sunt:
1. Detaliile pot fi introduse într-un mod crescător astfel încât complexitatea analizei poate fi ameliorată; şi
2. Proprietăţile de comportament ale reţelelor Petri rezultate sunt garantate, făcând ca analiza pentru unele proprietăţi calitative în unele etape de proiectare să nu fie necesară.
19

Curs 12+13 LFR Vom folosi o metodologie hibridă de sinteză utilizând reţelele Petri
dezvoltate. Se identifică două faze, proiectarea top-down şi proiectarea bottom-up. Proiectarea top-down urmăreşte proiectarea reţelei pas cu pas pentru a include suficiente detalii ale operaţiilor tehnologice în scopul implementării conducerii lor. Proiectarea bottom-up se concentrează asupra analizei corecte a interacţiunilor dintre sistemele de prelucrare sau dintre operaţiile proceselor detaliate. La această fază se iau în considerare toate resursele disponibile pentru proiectarea unei reţele Petri cu proprietăţile calitative dorite.
a) Proiectarea top-down Proiectarea top-down a reţelelor Petri se referă la un procedeu de proiectare utilizând metoda de rafinare pas cu pas a poziţiilor, tranziţiilor sau substructurilor RP. Aceasta se obţine prin înlocuirea lor cu subreţele mai complicate, fiecare pas succesiv conţine mai multe detalii până când se ajunge la nivelul dorit de implementare astfel încât să fie cuprinse toate aspectele funcţionale ale sistemelor de prelucrare. Metodologia rafinării este utilizată pentru a garanta faptul că fiecare pas de rafinare menţine proprietăţile de sistem ale reţelelor Petri . Deoarece aceste rafinări sunt deseori locale şi se presupune că nu au efecte secundare, este foarte dificil de manipulat interacţiunea dintre subreţele utilizând numai această strategie. Pentru rezolvarea problemelor de interacţiune se foloseşte metoda de proiectare bottom-up. Primul pas pentru analiza interacţiunilor unei proiectări top-down este găsirea unei reţele Petri potrivite ca model de prim nivel pentru sistem. Acest model trebuie să surprindă relaţiile funcţionale ale procesului tehnologic. De exemplu, selectarea structurii de alegere sincronizată se face când sunt cerute relaţiile funcţionale date în definiţia acestei structuri. Aceasta, deoarece, astfel de relaţii nu pot fi uşor modelate în ultimul proces de proiectare, indiferent de metodele utilizate. La acest punct este deseori necesară analiza completă a sistemului ce trebuie modelat şi particularităţile lui. În funcţie de particularităţile sistemelor tehnologice, poziţiile resursă variabile sunt marcate astfel încât să se asigure funcţionarea sistemului. Procese tehnologice sunt modelate ca subreţele ce formează „blocuri de bază” pentru secvenţe tehnologice seriale, paralele, la alegere sau la alegere ordonată, în funcţie de relaţiile de precedenţă şi posibilitatea măririi gradului de flexibilitate. Gradul de flexibilitate se poate mări prin creşterea numărului de operaţii tehnologice alternative, bineînţeles, cu păstrarea ordinii date de regulile de precedenţă tehnologică. După introducerea poziţiilor operaţionale, se introduc poziţiile de resursă nepartajate. Respectând condiţiile teoremelor referitoare la introducerea resurselor nepartajate, se ajunge la un model cu RP dezvoltate care are proprietatea de a fi viabil, mărginit şi reversibil. Metodologia descrisă, poate fi rezumată în următorii paşi ai unei proiectări top-down. 20

Curs 12+13 LFR Pasul 1. Alegem o reţea Petri mărginită, viabilă, reversibilă ca model de
prim-nivel al procesului tehnologic la care toate resursele importante sunt disponibile. Se determină PO, PR, şi PV unde PO şi PR vor creşte, PV este fix şi membrii săi au un număr fix de jetoane iniţiale.
Pasul 2. Descompunem acest sistem în câteva subsisteme exprimate ca poziţie operaţională folosind blocurile de bază definite. Înlocuim aceste poziţii operaţionale prin blocurile de bază până când nici o operaţie nu poate fi divizată sau până când se ajunge la stadiul în care divizarea nu mai este necesară. PO se măreşte la fiecare pas.
Pasul 3. Apoi se adaugă poziţii resurse nepartajate la fiecare etapă, când una
sau mai multe operaţii au nevoie de resurse. La fiecare adăugare numai PR este mărit.
De notat că rafinarea operaţiilor şi adăugarea poziţiilor resurselor nepartajate pot fi aplicate alternativ. Acesta înseamnă că nu este nevoie de o ordine strictă de urmat între ele.
b) Proiectarea buttom-up
După cum am menţionat, proiectarea top-down este dificilă în rezolvarea
complicatelor probleme de interacţiune. Aceste probleme sunt adesea critice pentru proiectarea sistemelor fără blocaje. Mai întâi, introducem buffer-ii partajaţi dacă ei există şi verificăm că reţelele Petri sunt mărginite, viabile şi reversibile. Urmează proiectarea şi introducerea una câte una a resurselor partajate fixe. Datorită generalizării excluderii mutuale paralele, dezvoltate în Capitolul 3, resursele pot fi partajate atât de fluxurile tehnologice clasice cât şi flexibile. În fine, considerăm că fiecare resursă care este împărţită secvenţial determină secvenţe de procese. Şi în acest caz, şi în cazul în care se introduc excluderi mutuale secvenţiale flexibile (EMFS), este calculată capacitatea procesuală şi parametri asociaţi pentru a determina numărul maxim de piese ce se pot afla la un moment dat în procesele de prelucrare din sistem. În timpul procesului de mai înainte, orice eroare de resursă partajată dintr-o EMPF sau EMSF deseori conduce la rezultate eronate sau la proiectarea incorectă a reţelei. Aşa cum s-a arătat în Capitolul 4, soluţiile adoptate în capitolul amintit, pot preveni efortul de a corecta unele erori de proiectare. Paşii metodologiei de proiectare a controlerelor sunt:
Pasul 4. Adăugăm poziţiile buffer, cu marcajul iniţial egal cu capacitatea buffer-ului. Se adaugă arcele de legătură cu poziţiile ce modelează operaţiile ce necesită bufferele respective.
Pasul 5. Adăugăm poziţiile resurse partajate din EMP sau EMPS. Poziţia resursă devine poziţie de tip R. 21

Curs 12+13 LFR
22
Pasul 6. Adăugăm poziţiile resurse partajate care formează o EMS sau
EMSF, calculăm capacitatea procesuală şi determinăm numărul jetoanelor iniţiale în p, pPV prin utilizarea teoremelor dezvoltate în Capitolul 4. Poziţiile resursă sunt adăugate la PR.
Urmând această metodologie se obţinute modelul cu reţele Petri dezvoltate mărginit, viabil, reversibil cu un set de marcări iniţiale care asigură o productivitate optimă a sistemului condus de controlerul implementat pe baza acestui model.