Embed Size (px)
Citation preview
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 1/10
Delme, havşa açma,
kılavuz çekme, tornalamave frezelemeHardox, hız çeliği veya sinterlenmiş karbür takımlarla
işlenebilir. Bu sayfa, ilerleme ve hızlar ve işlem için gerekentakım seçimiyle ilgili tavsiyelerimizi içermektedir.
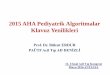
DELME
elme için yüksek hız çeliği veya sinterlenmiş karbür matka! uçları kullanılabilir. Hangi ti! matka! u"ukullanılması gerektiğini mev"ut tezg#h ve onun stabilitesi belirler. $akat hangi ti! tezg#h olursa olsun, %nemli olantitreşimleri en aza indirmektir.
RADYAL VEYA SÜTULU MAT!A" TE#$%&LAR'
&itreşimi azaltmak için, matka!tan ana sütuna olan mesafeyi en aza indirin, tahta destekler kullanmaktan kaçının,iş !arçasını emniyetli şekilde sabitleyin ve destek bloklarına mümkün olduğu kadar yakın bir noktadan delin. 'ısabir matka! u"u ve mil kullanarak, tezg#h koluyla matka! arasındaki mesafeyi en aza indirmeye çalışın. (atka!ilerleme kaydetmeden %n"e, ilerlemeyi bir saniye kadar boşa alın. )ksi takdirde, tezg#htaki boşluk ve esnemelermatka! u"unun kırılmasına yol açabilir. Boşluk*esnemeler alındıktan sonra ilerlemeyi tekrar verin. Bol miktardasoğutma sıvısı kullanmak %nemlidir.
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 2/10
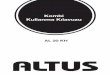
DA&A STA()L TE#$%&LAR
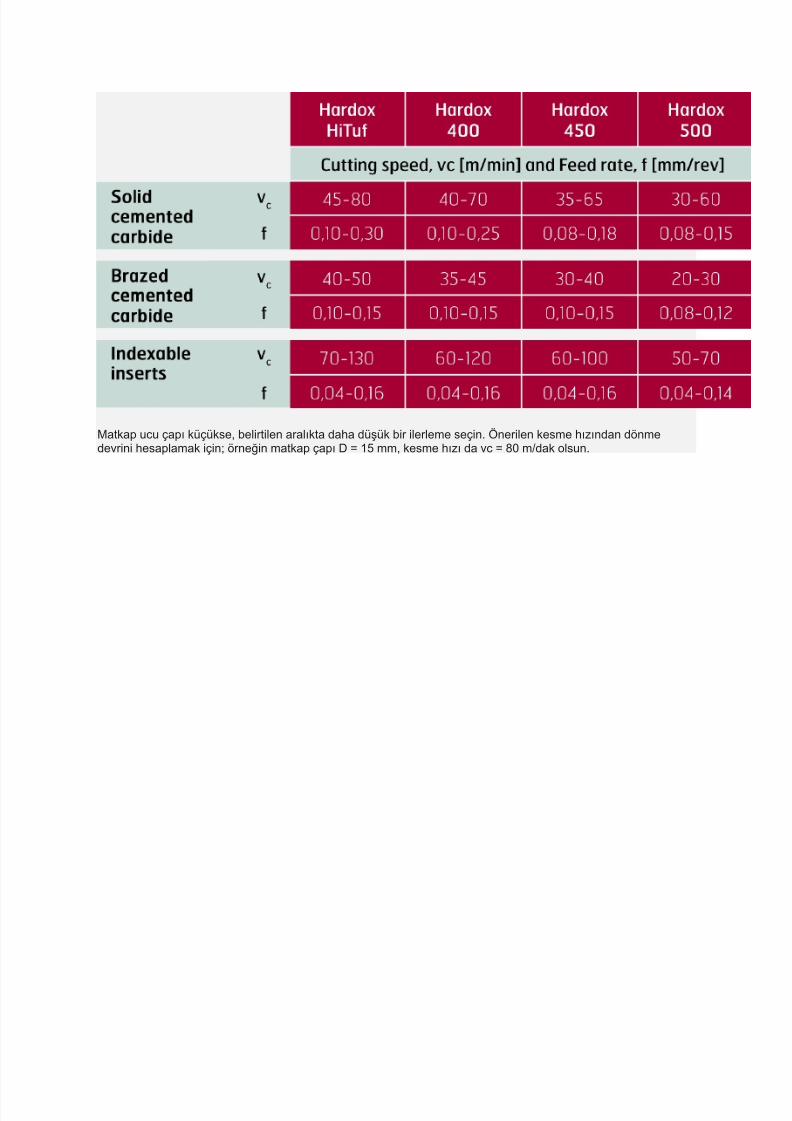
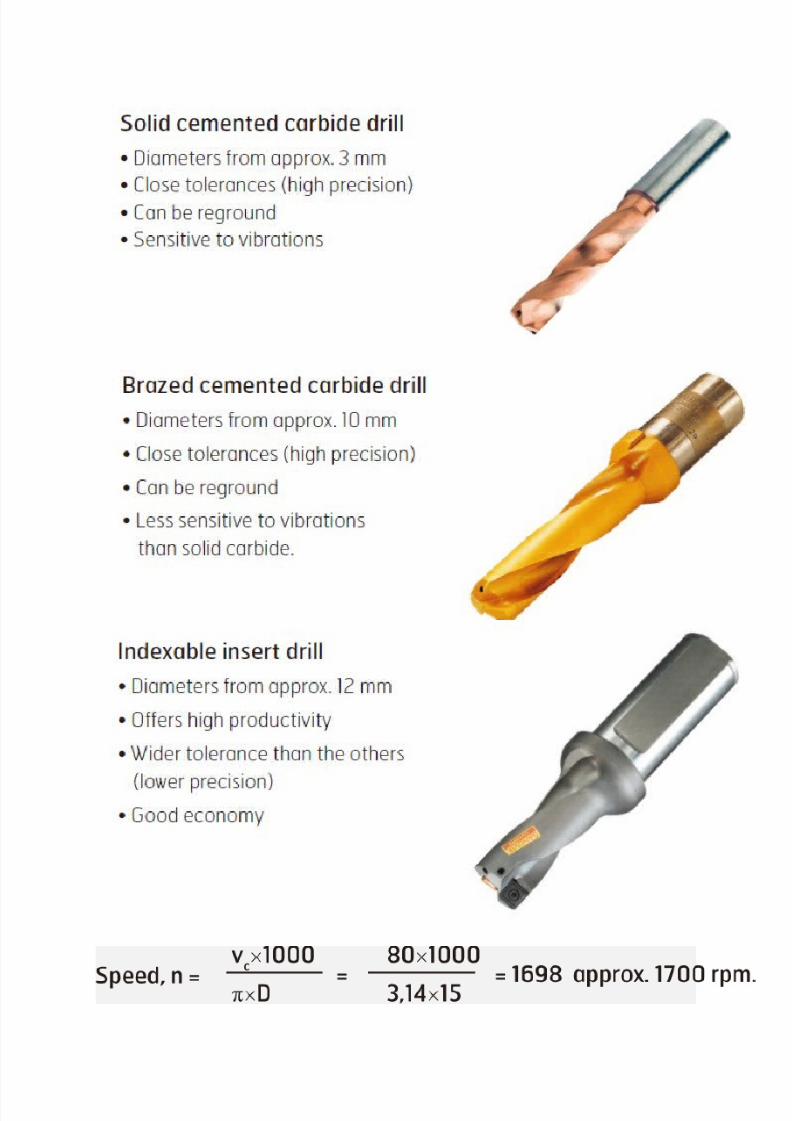
(odern ve titreşimsiz, stabil tezg#hlarda yüksek iş verimliliği için sinterlenmiş karbür matka! uçların avanta+larıkullanıma sokulmalıdır. &er"ih, sinterlenmiş karbür kesme ağızına sahi! başlı"a üç ti! matka! u"u arasında
ya!ılır. (atka! u"u ti!inin ter"ihi tezg#hın stabilitesine, iş !arçasının sabitlenmesine, delik ça!ına ve gereklitoleransa bağlıdır.
Her zaman mümkün olan en kısa matkabı kullanın.
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 3/10
(atka! u"u ça!ı küçükse, belirtilen aralıkta daha düşük bir ilerleme seçin. nerilen kesme hızından d%nmedevrini hesa!lamak için- %rneğin matka! ça!ı /0 mm, kesme hızı da v" 12 m*dak olsun.
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 4/10
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 5/10
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 6/10
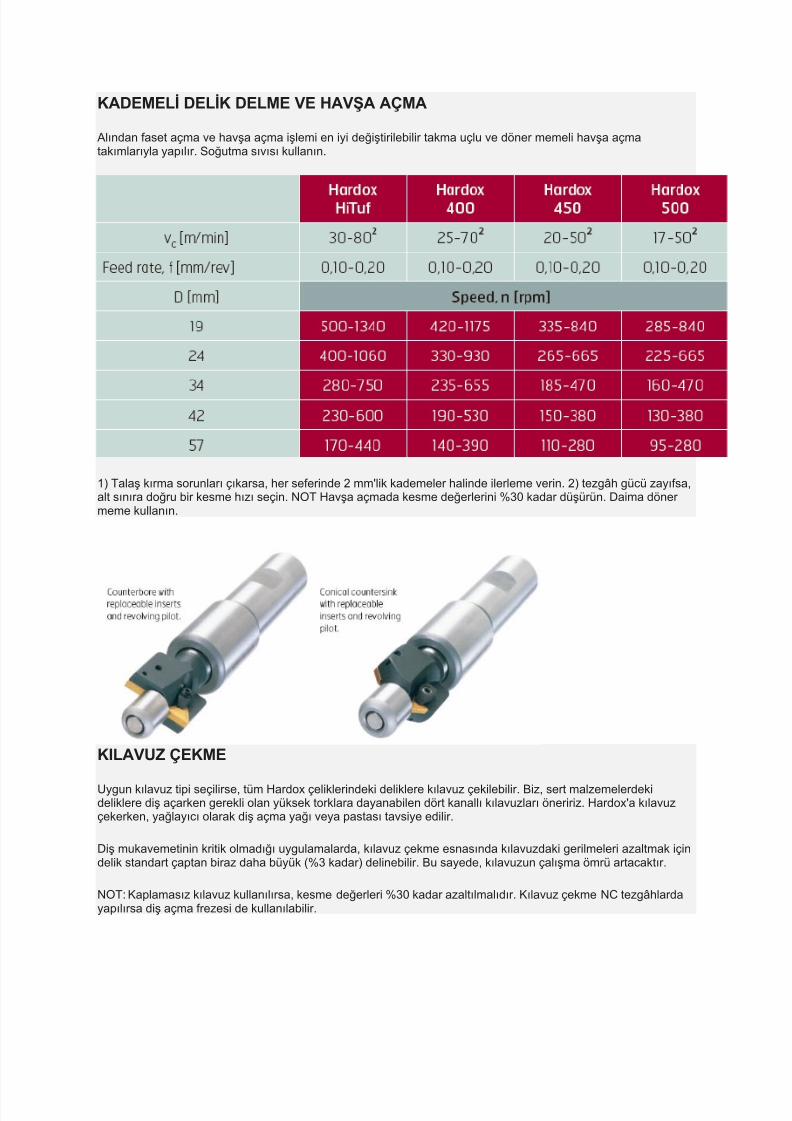
!ADEMEL) DEL)! DELME VE &AV*A A+MA
)lından faset açma ve havşa açma işlemi en iyi değiştirilebilir takma uçlu ve d%ner memeli havşa açmatakımlarıyla ya!ılır. 3oğutma sıvısı kullanın.
/4 &alaş kırma sorunları çıkarsa, her seferinde 5 mm6lik kademeler halinde ilerleme verin. 54 tezg#h gü"ü zayıfsa,alt sınıra doğru bir kesme hızı seçin. 78& Havşa açmada kesme değerlerini 9:2 kadar düşürün. aima d%nermeme kullanın.
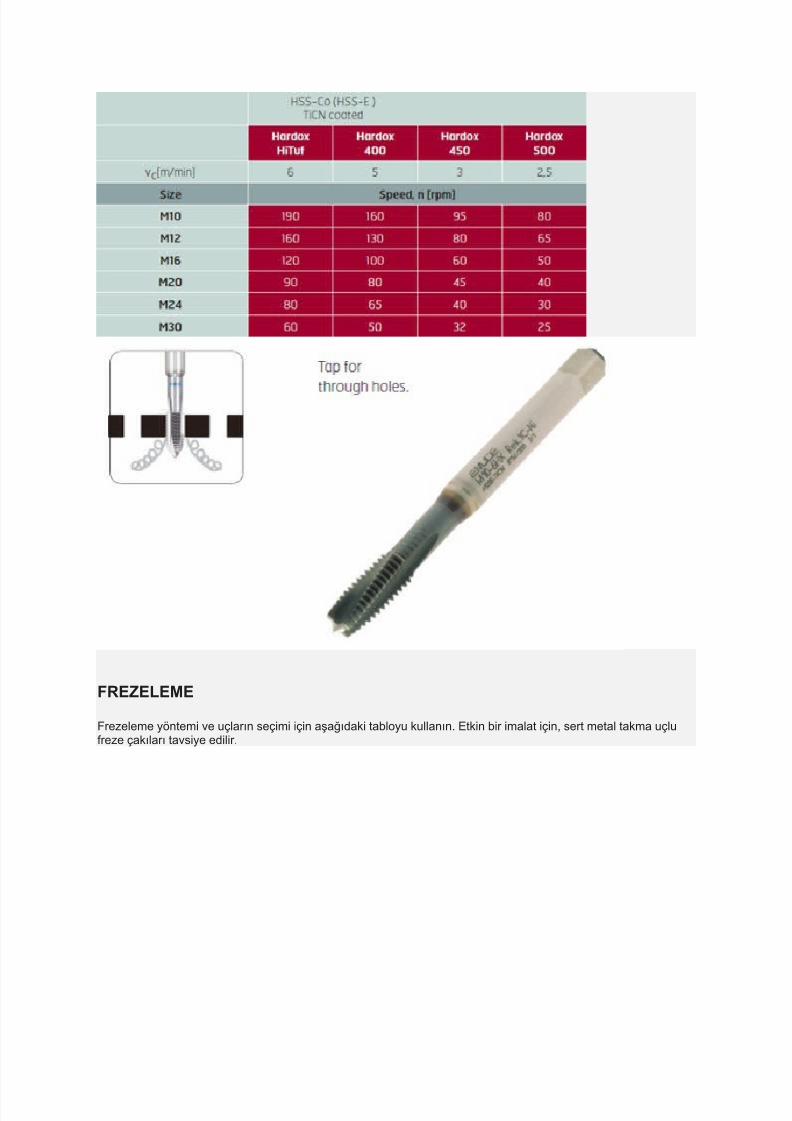
!'LAVU# +E!ME
;ygun kılavuz ti!i seçilirse, tüm Hardox çeliklerindeki deliklere kılavuz çekilebilir. Biz, sert malzemelerdekideliklere diş açarken gerekli olan yüksek torklara dayanabilen d%rt kanallı kılavuzları %neririz. Hardox6a kılavuzçekerken, yağlayı"ı olarak diş açma yağı veya !astası tavsiye edilir.
iş mukavemetinin kritik olmadığı uygulamalarda, kılavuz çekme esnasında kılavuzdaki gerilmeleri azaltmak içindelik standart ça!tan biraz daha büyük <9: kadar4 delinebilir. Bu sayede, kılavuzun çalışma %mrü arta"aktır.
78&= 'a!lamasız kılavuz kullanılırsa, kesme değerleri 9:2 kadar azaltılmalıdır. 'ılavuz çekme 7> tezg#hlardaya!ılırsa diş açma frezesi de kullanılabilir.
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 7/10
RE#ELEME
$rezeleme y%ntemi ve uçların seçimi için aşağıdaki tabloyu kullanın. ?tkin bir imalat için, sert metal takma uçlufreze çakıları tavsiye edilir.
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 8/10
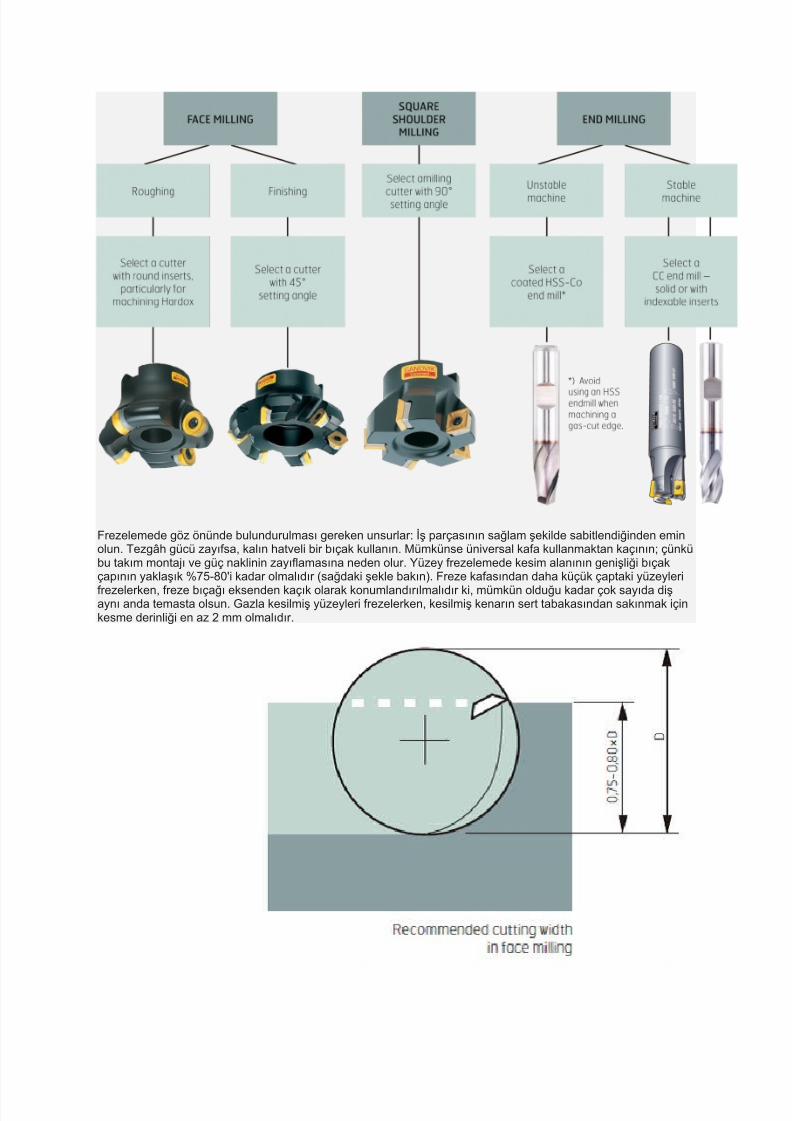
$rezelemede g%z %nünde bulundurulması gereken unsurlar= @ş !arçasının sağlam şekilde sabitlendiğinden eminolun. &ezg#h gü"ü zayıfsa, kalın hatveli bir bıçak kullanın. (ümkünse üniversal kafa kullanmaktan kaçının- çünkübu takım monta+ı ve güç naklinin zayıflamasına neden olur. Aüzey frezelemede kesim alanının genişliği bıçakça!ının yaklaşık 90C126i kadar olmalıdır <sağdaki şekle bakın4. $reze kafasından daha küçük ça!taki yüzeyleri
frezelerken, freze bıçağı eksenden kaçık olarak konumlandırılmalıdır ki, mümkün olduğu kadar çok sayıda dişaynı anda temasta olsun. Dazla kesilmiş yüzeyleri frezelerken, kesilmiş kenarın sert tabakasından sakınmak içinkesme derinliği en az 5 mm olmalıdır.
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 9/10
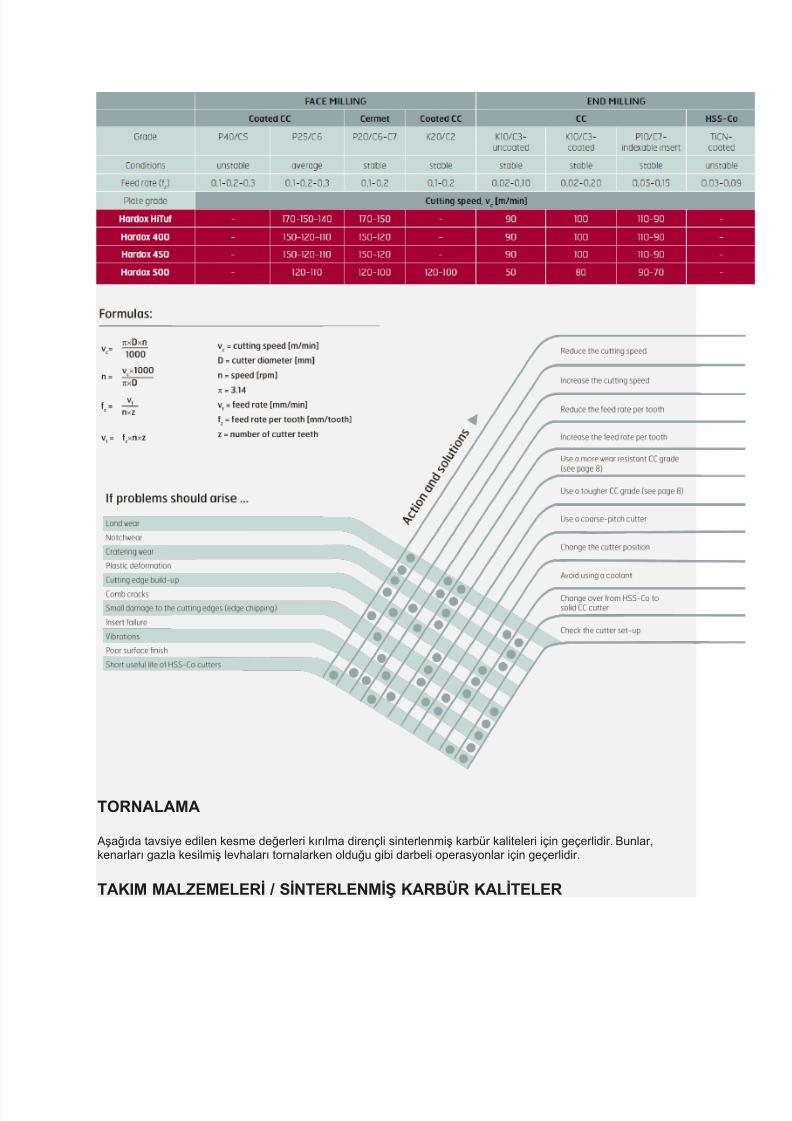
T-RALAMA
)şağıda tavsiye edilen kesme değerleri kırılma dirençli sinterlenmiş karbür kaliteleri için geçerlidir. Bunlar,kenarları gazla kesilmiş levhaları tornalarken olduğu gibi darbeli o!erasyonlar için geçerlidir.
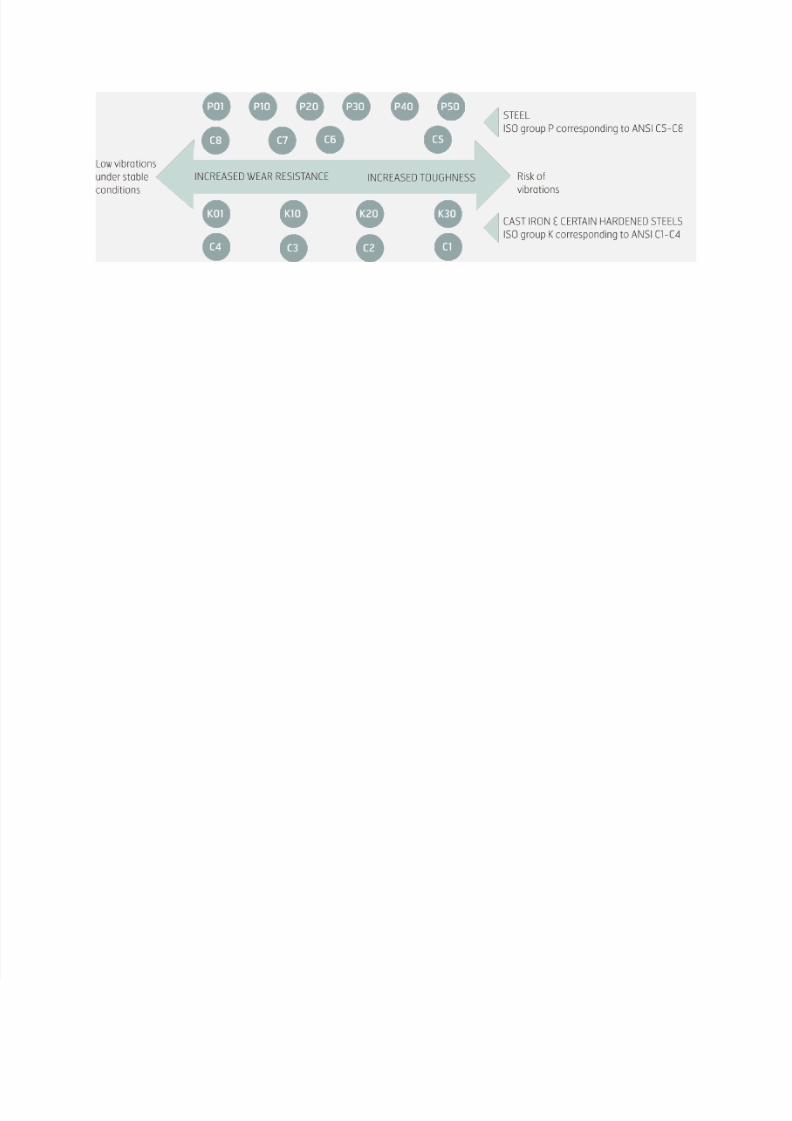
TA!'M MAL#EMELER) . S)TERLEM)* !AR(ÜR !AL)TELER
7/23/2019 Delme Havsa Acma Klavuz Cekme
http://slidepdf.com/reader/full/delme-havsa-acma-klavuz-cekme 10/10