Embed Size (px)
Citation preview

METALİK MALZEMELERİN SERTLİK DENEYİ
1. DENEYİN AMACI
1. Malzemelerin üzerine batırılan uca karşı gösterdikleri dirençten yola çıkarak sertliklerinin belirlenmesi ve mukavemetleri hakkında bilgi edinilmesi.
2. Farklı sertlik metotlarının uygulamalarının gerçekleştirilmesi.
2. TEORİK BİLGİ
Sertlik malzemenin sürtünmeye, çizilmeye, kesmeye ve plastik deformasyona karşı gösterdiği direnç olarak tarif edilir. Laboratuvarlarda özel cihazlarla yapılan setlik ölçümlerindeki değer, malzemenin plastik deformasyona karşı gösterdiği dirençtir.
Malzemeler üzerinde yapılan en genel deneylerden biri sertliğinin ölçülmesidir. Bunun başlıca sebebi, deneyin basit oluşu ve diğerlerine oranla numuneyi daha az tahrip etmesidir. Diğer avantajı ise, bir malzemenin sertliği ile diğer mekanik özellikleri arasında paralel bir ilişkinin bulunmasıdır. Örneğin çeliklerde, çekme mukavemeti sertlik ile doğru orantılıdır; dolayısıyla, yapılan sertlik ölçümü ile malzemenin mukavemeti hakkında bir fikir edinmek mümkündür.
Sertlik ölçme genellikle, konik veya küresel standart bir ucun malzemeye batırılması sırasında malzemenin gösterdiği direnci ölçmekten ibarettir. Uygun olarak seçilen sert uç, sabit edilen bir yük altında malzemeye batırıldığında malzeme üzerinde bir iz bırakır. Genel olarak malzemenin sertliği, bu izin büyüklüğü ile ters orantılıdır.
Sertlik ölçümleri sırasında, numune üzerinde bir dizi ölçüm yapılarak ortalamalarının alınması ve standart sapma değerinin hesaplanması gerekir. Yapılan ölçümlerde diğerlerinden çok farklı olan değerler var ise, bu değerler ortalamaya dahil edilmeyebilir.
Laboratuvarlarda özel cihazlarla yapılan sertlik deneyleri, kullanılan batıcı uca, uygulanan kuvvete, izin büyüklüğüne ve ölçme yöntemine göre sınıflandırılmıştır. En yaygın olarak Brinell, Rockwell, Vickers ve Mikrosertlik ölçme yöntemleri kullanılmaktadır. Tablo 2.1’de yaygın olarak kullanılan sertlik deneyleri özetlenmiştir.
1

Tablo 1. Sertlik deneylerinin karşılaştırılması.
2

2.1 Brinell Sertlik Deneyi
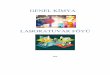
Yaygın olarak kabul edilen ve standardize edilmiş ilk sertlik ölçme deneyi olan Brinell sertlik ölçme deneyi 1990 yılında J.A. Brinell tarafından ortaya konulmuştur. Brinell sertlik deneyi, sertliği ölçülecek malzemenin yüzeyinde belirli çaptaki sert malzemeden yapılmış bir bilye yardımıyla belirli bir yükün belirli bir süre uygulanması sonucu oluşturulan izin izdüşüm çapının ölçümüne dayanır (Şekil 2.1). Genel olarak Brinell sertlik deneyi 3000 kg yük altındaki 10 mm çapında çelik bilye ile metal yüzeyine iz açmaktan ibarettir. Yük (F), iz derinliğinin daha az olması gerektiği durumlarda 1500 kg veya 500 kg olarak seçilebilir. Batıcı ucun distorsiyonunu minimuma indirmek için sertleştirilmiş malzemeler de batıcı uç olarak kullanılır.
Brinell sertlik deneyi ASTM E 10 (American Society of Testing Materials), B.S. 240: 1962 (British Standard), DIN 50351 (Deutsches Institut Für Normung) ve TS 139 (Türk Standardı) standartları ile tanımlanmıştır. 30, 10, 5, 1 F/D2 değerlerine karşılık gelen yük aralığı ile birlikte standart bilye çapları (D) 1, 2, 5, ve 10 mm olabilir. Yük standart olarak 10-15 saniye uygulanır ve oluşan izin izdüşüm çapı yük kaldırıldıktan sonra düşük güçlü mikroskopla izin 90° dik iki yönlerde ölçülen iki çapının ortalaması olarak alınır. Oluşan izin yüzey alanı, izin ortalama çapı ile bilye çapından faydalanarak belirlenir. Brinell sertlik değeri, uygulanan yükü (kg) izin yüzey alanına (mm2) bölünmesi ile hesaplanır;
HB= 2 F
π . D ¿¿ (kg/mm2) (2.1)
Burada F uygulanan yük (kg), D bilye çapı (mm) ve d izin izdüşüm ortalama çapı (mm)’dir. Şekil 2.1’den d= D. Sinθ olduğu görülür. Bu eşitlik denklem 2.1’de yerine konursa;
HB= F
(π /2). D2(1−cosθ) (kg/mm2) (2.2)
ifadesi elde edilir. Ayrıca oluşan izin derinliği ölçülerek de Brinell sertlik değeri hesaplanabilir:
HB= F
π . D .t (kg/mm2) (2.3)
3

Şekil 2.1. Brinell Sertlik Deneyinin Prensip Şeması.
Az karbonlu çelikler için (3000 kg yük ile) 100 ile 500, orta karbonlu çelikler için 130 ile 160 derecesinde Brinell sertlik değeri elde edilir. Çok sert çelikler için 800 ile 900 kadar yüksek Brinell sertlik değeri elde edilebilir. Fakat 630 Brinell sertlik değerinin üzerindeki sertliğe sahip olan malzemeler için Brinell sertlik deneyi tavsiye edilmez.
Standart deney koşulu (yani 10-15 saniye 3000 kg yük ve 10 mm çaplı bilye kullanılması gibi) ile elde edilen Brinell sertlik değerinin gösteriminde HB sembolüne son bilgi düşülmez. Diğer deney şartları için HB sembolünün yanına (bilye çapı/yük/yükleme süresi) sırasına göre bir bilgi eklenir. Örneğin 75 HB/10/500/30, uygulanan 500 kg yük altında 100 mm çaplı bilye 30 saniye etki etmesi ile ölçülen 75 Brinell sertlik sertliğini gösterir. HB sembolünün yanına hiçbir açıklama konmamışsa deneyin 10 mm bilye yardımı ile 3000 kg’lık yükün 10-15 saniye uygulanması ile gerçekleştirildiği anlaşılır.
Brinell izinin büyük olması, sertlik üzerinde malzemedeki bölgesel homojensizlikleri eleminize etme açısından avantajlıdır. Ayrıca Brinell sertlik değerine, malzemede bulunan yüzey çizikleri ve pürüzlülüklerinin etkisi diğer sertlik yöntemlerinden daha azdır. Büyük Brinell izinin, küçük parçalarda veya kritik gerilmelere maruz parçalarda oluşturulması istenmez. Brinell sertlik deneyinin bir diğer dezavantajı uygulanan yüke bağımlı olmasıdır.
Brinell sertlik değerinin güvenirliği için numune özenle seçilmelidir. Bu deney yöntemi ile bilyeyi deforme edebilecek çok sert malzemelerin, parça kalınlığından daha büyük iz derinliği oluşabilecek jilet bıçağı gibi ince parçaların ve yüzeyi sertleştirilmiş parçaların incelenmesi uygun olmaz.
Sertliği ölçülecek parça, izin yüzeyi altında belirli bir mesafeye kadar deforme edilir. Bu nedenle sertliği ölçülecek parça oluşan izin aksi tarafında, parça üzerinde herhangi bir kabarıklık, çıkıntı görülmeyecek kadar kalın olmalıdır. ASTM standartlarına göre, izin aksi yönünde deney parçasının arka yüzeyinde herhangi bir kabarıklık görülmemesi için numune kalınlığı iz derinliğinin en az 10 katı olmalıdır. Bu gereksinimleri yerine getirmek ve Brinell sertlik deneyinin doğrulukla yapılabilmesi için sertliği ölçülecek parçanın minimum kalınlıkları Tablo 2.2’de verilmektedir.
4

Tablo 2.2. Brinell sertlik deneyi için minimum kalınlık değerleri.
Minimum numunekalınlığı (mm)
Minimum Brinell sertliği
500 kg 1500 kg 3000 kg
2 79 238 4764 40 119 2386 26 79 1598 20 60 119
10 16 48 95
İz numunenin kenarına çok yakın oluşturulursa, izin boyutu hem çok olur büyük hem de şekli simetrik olmaz. Ayrıca iz, daha önce oluşturulmuş ize yakın olursa, ya çevrede şekil değiştirmeye karşı direnç gösterecek malzemenin olmayışından çok büyük olur ya da bir önceki izden dolayı malzemenin deformasyon sertleşmesine uğraması nedeniyle çok küçük olur. Bu yüzden sertlik ölçümünde hata oluşmaması için izin merkezinin numune kenarından veya bir önceki izin merkezinden uzaklığı sırasıyla en az iz çapının 2,5 ve 4 katı olmalıdır. Dolayısıyla sertliği ölçülecek parçanın minimum genişliği yukarıdaki isteklere uygun olmalıdır.
Haddeleme işleminden veya soğutma sonucu oluşan iç gerilmelerden dolayı numune yüzeyindeki basma gerilmeleri uniform olmazsa dairesel iz oluşmayacaktır. Bu durumda, dört yönde ölçülen iz çapının ortalaması alınarak ortalama Brinell sertlik değeri elde edilir.
Uygulamada, düz numuneler kadar yuvarlak numunelerin sertliği de ölçülmek istenmektedir. Yuvarlak numuneler üzerinde oluşturulan iz dairesel sınırlara sahip olmaz. 10 mm çaplı çelik bilye için yuvarlak numunenin çapı 25 mm’den az olmadıkça oluşan izin maksimum ve minimum çapları ölçülerek ortalaması alınır. Daha küçük numune (parça) çapları için, yuvarlak malzemeden numune alınarak düz yüzey hazırlanmalıdır.
Numunenin yüzeyi düz ve parlatılmış olmalı, aksi takdirde izin çapı tam olarak belirlenemeyebilir. Sertliği ölçülecek parça yüzeyi işlenmemişse eğe, taş veya tezgahta işleme suretiyle düzlenir ve iz çapının doğru ölçülmesine imkan verecek derecede zımpara ile parlatılmalıdır. Bu işlemler sırasında numunenin soğuk deformasyon yoluyla sertleşmesini veya ısınma yoluyla yumuşamasını engelleyecek önlemler alınmalıdır. Bununla birlikte, bazı malzemeler için, yüzey çok iyi parlatılmış olmasına rağmen izin köşesi çok zayıf olarak belirlenir. İzin köşesinin belirlenebilirliğini iyileştirmek için ASTM standartlarında, izin önce bir köşesine sonra diğer köşesine sırasıyla ışık kontrastı ve gölge oluşturulması için taşınabilir lamba kullanımı önerilmiştir. Bazı numuneler için bilye üzerinde koyu mavi bilye kullanarak veya hafif olarak nitrik asitle dağlanmış bilye kullanarak iz açık ve belirgin hale getirilir.
Brinell sertlik deneyinde kullanılan standart bilyenin çapı 10mm± 0,0045’dir (deney sırasında maksimum yükün etkimesi sonucunda bilyenin çapındaki kalıcı değişme 0,0045 mm’den fazla olmamalıdır). Brinell sertliği 450 HB’ye kadar olan malzemelerde, sertleştirilmiş ve meneviş yapılmış çelik bilye (sertliği en az 850 HB) kullanılır. Brinell sertliği 450 ile 630 HB arasında olan malzemelerde metal karbürden (örneğin tungsten karbür) yapılmış bilye
5

kullanılır. Brinell sertlik değeri 630 HB’nin üstünde olan malzeme için Brinell sertlik deneyinin yapılması tavsiye edilmez. Genel olarak 200 Brinell sertlik değerinin üstündeki değerler için kullanılan bilyenin tipi raporlarda belirtilmelidir.
Brinell sertlik deneyinde kullanılan standart yükler 500 kg, 1500 kg veya 3000 kg’dır. Brinell sertlik deneyinde Tablo 2.3’de gösterildiği gibi malzemenin beklenen sertliğine uyumlu veya izin çapı 2,5mm-6,0 mm (bilye çapının % 25’i ile % 60’ı) arasında olacak şekilde ve/veya izin bilye çapına (d/D) oranını sabit tutacak yük seçilir. İz çapında böyle bir alt sınırın belirlenmesi gereklidir, çünkü iz çapı küçüldükçe deneydeki hata oranı artar.
Tablo 2.3 Standart Brinell yükleri için sertlik aralığı.
Bilye çapı
(mm)
Yük (kg)
Brinell sertliğinin
önerilen aralığı
F/D2oranı
Malzeme
10 3000 96 ile 600 30 Çelikler ve dökme demirler
10 1500 48 ile 300 15 Bakır ve bakır alaşımları veya alüminyum
alaşımları10 500 16 ile 100 5 Alüminyum ve
alüminyum alaşımları
Daha yumuşak olan metallerde bazen 250 kg, 150 kg veya 100 kg’lık yükler kullanılabilir. Deney sonuçları bildirilirken bu yükler de belirtilmelidir. İnce veya küçük boydaki numunelerin deneyinde bazen çapı 10 mm’den küçük olan (örneğin 1, 2, 5 mm) bilye kullanılır. Standart olmayan yük veya bilye çapının kullanılması durumunda standart yük veya bilye çapının kullanıldığı deneylerde bulunan sonuçlara yakın sonuçları elde etmek için kg cinsinden ölçülen F yükü ile mm cinsinden ölçülen D bilye çapı arasındaki bağıntı standart deneylerde kullanılan oranın aynısı veya standart deneylerde oluşturulan ize geometrik olarak benzer iz oluşturmak gerekir. Benzer geometrik iz, 2θ açısını (Şekil 2.1) sabit tutarak başarılır. Denklem 2.1 ve 2.2, Brinell sertlik değerinin ve 2θ açısının sabit kalması için yük ve bilye çapının orantılı olarak değiştirilmesi gerektiğini gösterir. Yani HB formülü;
HB= FD2 .
2π .¿¿ (kg/mm2) (2.4)
şeklinde yazıldığında F/D2 oranı, standart F/D2 oranı (Tablo 2.3) ile aynı olmalıdır.
5 mm çapında bir bilye üzerine 125 kg’lık bir deney yükü bastırılınca bulunan Brinell sertlik değeri, 10 mm çapındaki bilye üzerine 500 kg’lık deney yükünün bastırılması ile bulunan değere yakın sonuç verir. Yani;
FD2=
12552 =500
102 =5
6

olur.
Bazı hallerde, özellikle çok yumuşak metaller (örneğin kalay, kurşun alaşımları) için standart deneylere benzerlik göstermeyen özel deneyler, aşağıdaki yük-çap bağıntısına göre yapılmaktadır;
FD2 = 2,5
FD2 = 1,25
FD2 = 1,0
Seçilen yük, malzemeye yavaş yavaş artacak şekilde uygulanmalı, darbeli yüklemelerden kaçınılmalıdır. Yükün hızlı olarak uygulanması, iki sebepten dolayı Brinell izinin çapını etkiler: (1) piston ve ağırlıkların eylemsizlik etkisi ve batıcı ucun sürtünmesi 3000 kg’ın üzerinde yükün artışına ve sonuçta izin genişlemesine sebep olur. (2) batıcı ucun hızla batması malzemenin plastik deformasyonu için daha az süreye izin verdiği için, bu oluşan izin boyutunda azalmaya yol açar.
Yükün numuneye dik gelecek şekilde uygulanmasına dikkat edilmelidir. Yükün uygulama süresi, yumuşak metaller dışında genellikle 10-15 saniyedir. Yumuşak metaller için bu süre 30 saniye ve daha fazla olabilir.
Yük kaldırıldıktan sonra kalıcı izin izdüşüm çapı dik iki yönde taşınabilir taksimatlı mikroskop kullanarak ölçülür ve Brinell sertlik değerini belirlerken bu iki ölçümün ortalaması kullanılır. Brinell sertlik deney cihazı ile oluşturulan izin boyutları ve üzerindeki mikroskop skalası, Şekil 2.2’de gösterilmiştir. İz çapı en az 0,02 mm’lik doğrulukta ölçülür.
Şekil 2.2 Brinell deney cihazı ile oluşturulan izin ölçümü.
Brinell sertlik ölçümünün getirdiği başlıca sorun, numune yüzeyinde oluşturulan izin iz düşüm çapının ölçümü ile ilgilidir. Brinell sertlik değerini veren eşitlikler, iz düşüm çapının, yükleme anında, bilye ile malzemenin temas halindeki iz çapına eşit olduğu varsayımına dayanmaktadır. Buna rağmen malzemenin elastik özelliğinden dolayı gerçek iz boyutlarının ölçülen değerden daha büyük olması beklenir. Sünek malzemelerle karşılaştırıldığında, sert malzemelerin elastik deformasyon oranları daha yüksektir. Bu nedenle Brinell sertlik ölçümünde hata oranının sert malzemelerde daha fazla olması beklenir.
Brinell sertlik ölçümünde malzemenin termomekanik geçmişine bağlı olarak oluşturulan izin farklı yüzey karakteristiği gösterdiği gözlenmiştir (Şekil 2.3). Bazı malzemelerin sertlikleri incelendiği zaman izin çevresinde bir sırt veya bayır oluşur (Şekil 2.3a). Sırt oluşumu içeren
7

iz genellikle soğuk işlem görmüş ve deformasyon sertleşmesi yeteneğini önemli ölçüde kaybetmiş malzemelerde meydana gelir. Böyle bir izden ölçülen d çapı gerçek iz çapından daha büyüktür. Bazı durumlarda orijinal numune yüzeyinin altında iz köşesi oluşur ve bu batış tipi iz olarak isimlendirilir. Tavlanmış metaller, bu tip ize sahiptir ve ölçülen d çapı da küçüktür (Şekil 2.3b). Aynı ölçüm hatası derinlik ölçümlerinde de gözlenebilir.
Şekil 2.3 Brinell Sertlik Deneyinde hatalı ölçüme izin verebilecek izin kesit görünümü.
2.2 Rockwell Sertlik Deneyi
Rockwell sertlik deneyi, 1919’da Stanley P. Rockwell tarafından icat edilmiştir. Rockwell sertlik deneyi, malzemeye ilk olarak uygulanan küçük bir yükün etkisi ile oluşan derinliğin (referans noktası) üstünde, daha büyük ilave yük uygulanması ve sonra kaldırılması ile çelik bilye veya elmas batıcı ucun aldığı kalıcı batma derinliğinin ölçümünden ibarettir. Rockwell sertlik değeri, başlangıçtaki (referans) ize nazaran meydana gelen iz derinliğindeki net artışla ters orantılı bir sayıdır. Rockwell sertlik deneyinde farklı yük ve batıcı uçlar deney koşuluna bağlı olarak kullanılır. Rockwell sertlik deneyi, Brinell sertlik deneyinde kullanılan yük yönünden farklıdır; Rockwell sertlik deneyinde kullanılan yük, oluşan iz çapı ve derinliği daha küçüktür. Rockwell sertlik deneyi, yüksek Brinell sertlik değerine sahip olan malzemelerin sertliğini ölçmede kullanılır ve sertlik değeri doğrudan göstergeden okunduğu için hızlıdır. Rockwell sertlik deneyi, ASTM E 18, B.S. 891:1962, DIN 50103 ve TS 140 standartlarında tanımlanmıştır.
Şekil 2.4’de gösterildiği gibi Rockwell sertlik deney cihazının çalışma prensibinde, ilk olarak 10 kg küçük yük uygulanır. Bu, malzemenin üzerinde başlangıç (referans) çizgisi olarak alınan ön izin oluşumuna sebep olur ve batıcı uç bu pozisyonda tutulur. Sonra, batıcı uç olarak çelik bilye kullanıldığı zaman 60 veya 100 kg, ve elmas konik uç kullanıldığı zaman 150 kg olan büyük yük uygulanılır. Büyük yük kaldırıldıktan sonra meydana gelen toparlanma sonucu oluşan kalıcı batma derinliği, küçük ön yük uygulanır halde iken referans çizgisinden itibaren batıcı ucun aldığı yol olarak alınır ve sertlik değeri, hala küçük yük uygulanır durumda iken göstergeden okunur.
8

Büyük yükün kaldırılması, toplam batma derinliğinin azalmasına yani kısmi toparlanmaya izin verir ve batma derinliğindeki son artış (e), aşağıdaki denklem yardımıyla Rockwell sertlik değerini belirlemek için kullanılır;
HR = K – e
Burada K sertlik skalasına bağlı sabit (A, C, ve D skalaları için 100 birim ve çelik bilye kullanan skalalar için 130 birimdir). Kütlesel sertlik için her bir birim 0,002 mm (toplam birim 0,2mm) iken yüzey sertlik deney cihazı için her bir birim 0,001 mm (toplam birim 0,1 mm)dir.
Rockwell sertlik deneyinde iki tip üç kullanılır; bilye tipi batıcı uç ve elmas batıcı uç. Rockwell sertlik deneyi için kullanılan bilye tipi batıcı uçlar, 1/16 inç (1,588 mm), 1/8 inç (3,175 mm), 1/4inç (6,350 mm) ve 1/2inç ( 17,700 mm) çapında çelik bilyelerdir. Bilyelerin çapı normal değerden ± 0,0035 mm’den fazla farklı olmamalıdır. Elmas batıcı uç ise 120±0,5° lik açı içeren bir koni ile tepe noktası 0,2 mm yarıçapında bir küre parçasından ibarettir. Batıcı uç üzerinde toz, kir, gress ve tufal gibi yabancı maddeler bulunmamalıdır; bulunduğu takdirde sonuçlara etki eder.
Şekil 2.4 Rockwell sertlik deneyinin yapılış prensibi,
1. Ön yüklemede (10 kg) ucun batma derinliği
2. İlave yüklemede (90 veya 140 kg) ucun batma derinliği
3. İlave (büyük) yük kaldırıldığında ucun batma derinliği (e)
4. Rockwell sertliği (K – e).
Rockwell sertlik değerleri, genel olarak Tablo 2.4’de belirtilen standart skalalardan birine göre tayin edilir. Hiçbir Rockwell sertlik değeri sadece bir tek rakamla ifade edilmez. Rockwell sertlik değeri, R harfinin yanında (Tablo 2.4) batıcı ucun tipini, kullanılan yükün miktarını ve gösterge üzerinde okunacak bölümü belli eden başka bir sembol harf ile birlikte belirtilir. Örneğin 80 RC, büyük yükün 150 kg ve kullanılan ucun elmas konik uç olması
9

durumunda malzemenin sertliğinin 80 olarak ölçülmüştür. Her durum için küçük yük uygulandıktan sonra göstergedeki kadran ayar edilir ve gösterge C skalasında sıfırı, B skalasında 30’u gösterecek duruma getirilir.
Her hangi bir skalada 100 rakamından daha büyük değerler veren malzemede, bilye biçimindeki batıcı uçların kullanılması tavsiye edilmez. Kullanılması durumunda doğruluk daha azdır ve bilye deforme olur. Ayrıca 20’den daha küçük değerler veren malzemede elmas konik batıcı uçların kullanılması tavsiye edilmez.
Rockwell sertlik skalalarının tipik kullanılma yerleri Tablo 2.4’de gösterilmiştir. Bazı hallerde birden fazla Rockwell skalası kullanılabilir. Genel olarak, batıcı uç boyutu artması ile hassaslığın azalmasından dolayı uygun en küçük bilyeyi kullanan bir skala seçilmelidir. Bu, yumuşak ve homojen olmayan malzemelerde tam aksidir; bu durumda büyük alanlı iz oluşturan büyük bilyenin kullanılması daha elverişli sonuç verir.
Rockwell sertlik deneyinde üzerine numunenin konduğu tabla titreşmemeli; aksi takdirde batıcı uç numune içine daha fazla batar.
Rockwell sertlik deneyinde kullanılan numuneler dikkatle hazırlanmalıdır. Numunenin hazırlanması esnasında sertlik değişimlerine neden olabilecek (örneğin taşlama sırasında ısınma, işleme veya parlatma esnasında deformasyon sertleşmesi gibi) olaylara önlem alınmalıdır. Ölçme yapılacak yüzey, düz olmalı ve sonuçları etkileyebilecek olan yağ, kir, pas veya oksit filminden ve çukurlardan uzak olmalıdır. Çukurlu yüzeyin bulunması ve çukura yakın sertlik alınması durumunda malzemenin batmaya karşı direnç gösteremeyeceğinden sertlik değeri düşük olacaktır. Aynı şekilde deney yükü altında kırılabilecek veya kolaylıkla şekil değiştirebilecek yabancı maddelerin yüzeyde bulunması deney sonuçlarını etkileyecektir. Batıcı uç altında sürtünmeyi azaltacağından dolayı yağlı yüzeyler, genellikle kuru yüzeylerden daha düşük sertlik değeri verir.
Rockwell sertlik deneyini gerçekleştirmek için numunenin kalınlığı, sertlik değerinin örs tarafından fark edilebilir bir şekilde etkilenmemesi için yeteri kadar büyük olmalıdır. İzin zıt yönünde deney numunesinin yüzeyi üzerinde şişlik, çıkıntı veya herhangi bir belirtinin varlığı veya yokluğu numune kalınlığına bağlıdır. Bazı Rockwell sertlik skalaları için çeşitli sertlik seviyelerine karşılık gelen minimum kalınlık değerleri Tablo 2.5’de verilmiştir. Kabaca, sertliği ölçülecek numunenin kalınlığı izin derinliğinin en az 10 katı olmalıdır. Tablo 2.5, deneysel verilere dayandığı için numune kalınlığı izin derinliğinin 10 katı olacak gereksinimini sağlamayabilir. Tablo 2.5’nin kullanımı ile ilgili örnek aşağıda verilmektedir.
Kalınlığı 0,45 mm olan çelik sacın sertliği 50 RC civarında olduğu tahmin ediliyor. Bu numunenin incelenmesi için hangi Rockwell skalası uygundur?
Tablo 2.5’deki bilgiye göre, 50 RC aralığındaki malzemenin kalınlığı 0,82 mm civarındadır. Eklerde verilen sertlik dönüşüm tablosunu kullanarak 50 RC’ye eş diğer Rockwell sertlik skala değerleri bulunur; 76 RA, 63 RD, 15N86, 30N69 ve 45N55.
Tablo 2.5’e dönerek 0,45 mm kalınlık için yalnızca A, 30N, ve 45N skalalarının olduğu bulunur. Rockwell A skalası, 0,45 mm kalınlığındaki numunenin minimum sertliği 85 RA
10

olduğu için uygun değildir; burada çelik saç için tahmin edilen sertlik 76 RA’dır. Aynı şekilde 45N skalası (Rockwell yüzey sertlik skalasıdır) da uygun değildir (45N55<45N68). Yalnızca geri kalan alternatif 30N skalası uygundur (30N69>30N66).
Tablo 2.4 Rockwell sertlik skalaları.
Tablo 2.5 Numunenin minimum kalınlığı.
11

Bütün sınırlayıcı faktörler yok edildikten sonra, iki veya birçok skala arasında seçenek yapılacaksa daha büyük yükü kullanan skala kullanılmalıdır.
Bütün sertlik değerleri tek bir kalınlık üzerinde yapılmalıdır. Malzemenin farklı kalınlıkları üzerinde yapılan sertlik ölçümleri güvenli sayılmaz.
Düz ve dairesel yüzeylerin batıcı ize karşı dirençleri eşit değildir. Çünkü dairesel yüzeylerde batmaya karşı yanal direnç çok azdır ve bu yüzden batıcı uç malzeme içine daha fazla batar. Sonuç olarak aynı malzemenin küresel yüzeyi üzerindeki Rockwell sertlik değeri düz yüzeyler üzerindeki Rockwell sertlik değerinden düşüktür. Konkav yüzeyler üzerinde de bunun tam tersi doğrudur; Rockwell sertlik değeri daha yüksektir.
Dairesel numunenin çapı 25 mm’nin üzerinde ise sertlik değer farkı ihmal edilebilir, fakat 25 mm ve daha küçük çaplar için düzeltme faktörü kullanılmalıdır. Düzeltme faktörünün kullanımı üzerine bir inceleme yapalım. Çapı 25 mm olan silindir çubuğun sertliği 80 RC olarak belirlenmiştir. Çubuğun gerçek sertliği nedir?
Silindir numunelerin düzeltme faktör tabloları sertlik cihazı üreticilerinin kataloglarında veya standartlarda (ASTM E 18 ve TS 140 gibi) verilmiştir. Tablo 2.6’dan bu çap için düzeltme faktörüne gerek olmadığı görülmektedir. Bu sonuç şaşırtıcı değildir; çünkü izin toplam derinliğinin, çapa oranı küçükse batmaya karşı yanal dirençte azalma olmaz (Şekil 2.4). Dolayısıyla 22 mm çap ve 80 RC sertlikteki parça için düzeltme faktörüne gerek kalmaz.
12

Tablo 2.6 Çeşitli çaplardaki silindir biçimindeki örnekler üzerinde elde edilen Rockwell C, A ve D skalalarına ilave edilmesi gereken miktar.
Sertliği 80 RC olan parçanın çapı 10mm ise çubuğun gerçek sertliği ne olur? Tablo 2.6’dan düzeltme faktörünün 0,5 olduğu bulunur. Bu durumda gerçek sertlik (80 + 0,5)RC ve yaklaşık olarak 81 RC’dir. Parça çapı 10 mm ve sertliği 20 RC ise gerçek sertlik nedir? Tablo 2.6’den uygun düzeltme faktörünün 4,5 olduğu görülür; gerçek sertlik (20 + 4,5)RC ve yaklaşık olarak 25 RC olur. Eğer 20 RC sertliğindeki parçanın kalınlığı 22 mm ise düzeltme faktörü 1,5 ve gerçek sertlik (20 + 1,5) RC ve yaklaşık olarak 22 RC olur.
Rockwell sertlik ölçümü için oluşturulan iz, kenara çok yakın olmayacağı gibi iki iz de birbirine çok yakın bulunmamalıdır. Çünkü izi çevreleyen malzeme farklı oranlarda soğuk deformasyona uğratılmış olabilir ve diğer bir iz bu soğuk deforme edilmiş alanın içine yerleştirilirse sonuç hatalı olacaktır. Dolayısıyla izin merkezinin numune kenarından uzaklığı en az (2,5 x bilye çapı) kadar ve izin merkezden uzaklığı en az (3 x bilye çapı) kadar olmalıdır.
2.2.2 Rockwell yüzey sertlik deneyi
Rockwell yüzey sertlik deneyi, numune yüzeyine yakın sertliğin bilinmesi istendiğinde kullanılır ve oluşan iz derinliği daha dardır. Bu deney, nitrüze edilmiş çelikler, jilet bıçakları, hafif olarak karburize edilmiş parçalar, pirinçler, bronz ve çelik saçlar için özel olarak dizayn edilmiştir.
Rockwell yüzeysel sertlik deney cihazı, normal Rockwell sertlik deney cihazı gibi aynı prensiple sertlik ölçümü yapar, yalnız daha düşük yükler kullanır ve daha hassas derinlik ölçüm sistemine sahiptir. Normal Rockwell sertlik cihazının 10 kg düşük yükü ve 60, 100 veya 150 kg büyük yükünün yerine Rockwell yüzey sertlik cihazı 3 kg küçük yük ve 15 kg 30 kg ve 45 kg büyük yük uygular.
Rockwell yüzey sertlik ölçme cihazında elmas konik uç, özellikle nitrüze edilmiş parçalar üzerinde ve 1/16 inç çaplı çelik bilye da ince parçaların sertliklerinin ölçülmesinde kullanımının tercih edildiği için sırasıyla N (nitrided) ve T (thin) harfleri bu iki skala
13

gösterimi için seçilmiştir. W, X, ve Y skalaları çok yumuşak malzemeler için tercih edilmektedir (Tablo 2.7).
Tablo 2.7 Kullanılan batıcı uç ve büyük yüklerle birlikte Rockwell yüzey sertlik skalaları.
Rockwell yüzey sertlik değerleri, her zaman önde kullanılan büyük yük ve batıcı uçla gösterilir. Örneğin 30N 80, elmas (brale) batıcı uç ve 30 kg büyük yükle elde edilen yüzey sertlik değeri 80’dır.
2.3 Vickers Sertlik Deneyi
1924 yılında, Brinell deneyinde karşılaşılan yükün değişimi ile izin geometrik şeklinin değişiminin sebep olduğu olumsuzlukları gidermek için elmas piramit batıcı ucun kullanıldığı Vickers sertlik deneyi icat edilmiştir.
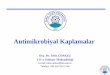
Vickers sertlik deneyinde kare tabanlı piramit üzerinde zıt yüzeyleri arasında 136° tepe açılı elmas piramit batıcı uç, 15 saniye uygulanan F yükü altında malzemeye batırılır (Şekil 2.5). Oluşan iz, taban köşegeni kare olan piramittir ve tepe açısı batıcı ucun tepe açısının aynıdır (~136°). Yük kaldırıldıktan sonra malzeme yüzeyinde kalan izin iki köşegeni (d1 ve d2) bir mikroskop yardımıyla ölçülür ve aritmetik olarak ortalama d hesaplanır. Vickers sertlik değeri, kg olarak ifade edilen yükün mm2 olarak ifade edilen izin alanına bölümüdür;
HV= 2. F . sin ¿¿ (2.5)
Burada F uygulanan yük (kg), d ortalama köşegen genişliği (mm) ve θ piramit tepe açısıdır. Sonuç olarak;
HV= 1, 8544 Fd2 (2.6)
denklemi elde edilir.
14

Şekil 2.5 Vickers sertlik deneyi prensip şeması.
Vickers sertlik deneyi ASTM E-92-72, B.S. 427, DIN 50133 ve TS 207 standartlarında tanımlanmıştır ve Vickers sertlik değeri HV veya elmas piramit sertlik deneyi anlamına gelen DPH ile sembolize edilmiştir. Vickers sertlik değeri, sembolün yanında uygulanan yükü gösteren sayısal değerler ve yükün uygulama süresini gösteren ikinci sayısal değerler ilave edilerek gösterilir. Örneğin 455 HV/30/20, 20 saniye uygulanan 30 kg yük altında ölçülen 455 Vickers sertlik değeri anlamına gelir.
Yumuşak malzemelerden (5 HV sertliğinde) sert malzemelere (1500 HV sertliğinde) geniş malzeme grubunda Vickers sertlik deneyinden yararlanılır.
Vickers sertlik deneyi, çok doğru sertlik değeri veren yöntemlerden biri olmasına rağmen Brinell veya Rockwell sertlik değeri kadar yaygın kullanılmamaktadır. Elmas piramit uç, geniş açıya sahip olmasından ve oluşturulan izin köşegenleri özellikle yüksek sertlikteki metallerde, izin derinliğinden yaklaşık olarak yedi kat büyük olduğundan Vickers sertlik deneyi, Brinell veya Rockwell sertlik deneyleri ile elde edilen değerden daha iyi doğruluk sağlamaktadır. Bu, Vickers izinin, Brinell izinden küçük olduğu gerçeğine de dayanmaktadır. Şekil 2.6, 10 kg ile 30 kg yük altında Vickers piramit uç ve F/D2=30 eşitliğini sağlayan yüklerle çeşitli çaplardaki bilye kullanan Brinell deneyi ile oluşturulan izlerin göreceli boyutlarını göstermektedir.
15

Şekil 2.6 Yaklaşık olarak 260 HB ( veya 260 HV) sertlikteki çelik üzerinde oluşturulan Brinell ve Vickers izlerinin göreceli boyutları.
Vickers sertlik deneyinde piramit izin köşegenleri arasındaki oran uygulanan yükün değişimine rağmen sabit kalmaktadır. İlave olarak piramit batıcı uçla oluşturulan izler geometrik olarak birbirlerine benzediği için Vickers sertlik değeri, çok düşük yükler hariç, homojen malzemeler için hemen hemen deney yükünden bağımsızdır. Böylece geniş aralıkta yükü değiştirmek mümkündür.
Vickers sertlik deneyleri 1 kg ile 120 kg deney yüklerinde yapılır. Pratik olarak, 5 kg veya daha yüksek yüklerin kullanımında Vickers sertlik değeri yükten bağımsız iken daha düşük deney yüklerinde Vickers sertlik değeri şekil değişimi içindeki elastik kısmın payı arttığından yüke bağımlı olabilir. Gerçekte 5 kg ile 30 kg aralığında yükler kullanılmaktadır. Çok nadiren ince malzemelerin deneyinde 1,5 kg yük kullanılır.
Vickers sertlik deneyinde oluşturulan piramit izi iş parçasını çok az miktarda hasara uğratabilir. Bu avantajlarına rağmen, Vickers sertlik deneyi, numune yüzeyinin dikkatle hazırlanması gerektiğinden, köşegen uzunluğunun belirlenmesinde kişisel hatalara izin vermesinden ve yavaş olmasından dolayı yaygın olarak kullanılmamaktadır.
Herhangi bir skaladan elde edilen sertlik değerini diğer başka bir skalaya tam olarak dönüştürmek için genel ve mutlak metot olmamasına rağmen bazı sertlik skalalarını karşılaştırmak için pratik değerler vardır. Bunlardan biri: pratik olarak 400 HB’ye kadar olan malzemeler için Vickers sertlik değerleri ve Brinell sertlik değerleri sayısal olarak hemen hemen birbirlerine benzerdir. Bu, Şekil 2.7’de gösterildiği gibi 136° açı ilişkisinden dolayıdır (DIN 50150). Numune üzerindeki iz yüzeyi ve Brinell bilye 136° açının uzantısında çakışır. Brinell sertlik deneylerinde sağlıklı sertlik değerinin elde edilmesi için d/D oranının 0,25 ve 0,5 arasında olması gerektiği daha önce belirtilmişti ve ortalama alındığında d=0,375D değeri bulunmaktadır. Aynı zamanda d=0,375D değeri elmas piramit uç ile oluşan izin 136° konik
16

açılı olmasını sağlayan koşuldur. Sonuç olarak elmas piramit sertlik değerleri ve Brinell sertlik değerleri hemen hemen benzerdir.
Şekil 2.7 Vickers ve Brinell sertlik deneyleri arasındaki ilişki.
Çok sert malzemelerin sertliğinin ölçümünde Brinell bilyenin distorsiyonu oluşurken normal malzemelerin sertliğinin ölçümünde bilyenin biraz elastik distorsiyonu meydana gelmektedir. Bununla birlikte Vickers piramitle yapılan deneylerde batıcı uç çok düşük derecelerde hasara uğramaktadır.
İzin son şekli dikkate alındığında, hem Vickers hem de Brinell deneylerinde yükün kaldırılması ile iz açılmış malzemenin biraz toparlanması meydana gelebilir. Bu, daha önce belirtildiği gibi Brinell izinin kavisinde azalmaya yol açtığı gibi, Vickers izinin toparlanması oluşan izin tepe açısını batıcı ucun 136° tepe açısından daha büyük değere artmasına sebep olmaktadır. Bu gibi, Vickers izinin son geometrik şeklini etkileyen bir çok etken vardır. Her ne kadar Vickers izleri anahat olarak normal bir kare görünümünde olsa da, izler çoğu defa düz kenarlı olmayan bir kare görünümündedir. İzin son şekli sertliği incelenecek malzemenin hem deformasyon kabiliyetine hem de toparlanmış bölgelerin dağılımına bağlıdır. Şekil 2.8, Vickers sertlik deneyinde karşılaşılan farklı izlerin bazılarını gösterir. Şekil 2.8b’de gözlenen konkav kenarlı iz, piramidin düz yüzeyleri çevresinde metalin çöküşünün sonucudur. Bu durum, soğuk deformasyon kabiliyetine sahip yani tavlanmış malzemelerde karşılaşılır. Konveks kenarlı (veya fıçı şekilli) iz (Şekil 2.8c), batıcı ucun yüzeyleri çevresinde metalin yığıntı veya sırt oluşturmasından kaynaklanır. Bu, soğuk şekil verilmiş malzemelerde oluşur. Bu gibi etkiler izotropik malzemelerde meydana gelirken anizotropik malzemelerin özelliklerindeki yönsel farklılıklarının sonucu olarak Vickers izinin kare şekli dikdörtgen veya uzamış paralel kenar şekline dönüşür. Sonuçta köşegenlerin hatalı ölçümü temas alanının yanlış hesaplanmasına ve dolayısıyla sertlik ölçümünün hatalı olmasına sebep olmaktadır.
17

(a) (b) (c)
Şekil 2.8 Elmas Piramit İzin Tipleri. (a) mükemmel iz, (b) metalin çökmesinden dolayı konkav iz ve (c) sırt oluşumundan dolayı fıçı şekilli iz.
Vickers sertlik deneyinin dairesel kesitler üzerinde yapılması durumunda izin şekil değişimleri dikkate alınarak B.S. 427 standardında verilen düzeltme faktörleri kullanılmaktadır.
2.3.1. Vickers sertlik deneyinin yapılışı
Vickers sertlik deneyi, geniş çubuklardan saçlara kadar her ölçüde malzeme çeşidine uygulanabilir. Genel olarak sertliği ölçülecek numunenin alt ve üst yüzeyleri yük bindiği zaman numune hareket etmeyecek veya kaymayacak şekilde düz olmalıdır. Kalınlık olarak da piramit batıcı ucun, numunenin arka yüzeyinde herhangi bir çıkıntı meydana getirmeyecek derecede kalın olması yeterlidir. Köşegenlerin uçları tam olarak görülebilmesi için izin oluşturduğu yüzey parlatılmış olması gerekir.
Sertliği ölçülecek numune örs üzerine yerleştirilir ve batıcı ucun uç noktasına yaklaşana kadar yükseltilir. Batıcı uca yük yavaş yavaş uygulanır ve sonra yük kaldırılır. Deneyden sonra Vickers sertlik değerini bulmak için kare şeklindeki izin köşegenlerini Vickers deney cihazına ekli metalurji mikroskobu yardımıyla ölçmek gerekir; numune üzerinde meydana getirilen izin görüntüsü mikroskop yardımıyla ölçme ekranına aktarılır. Ölçme ekranındaki hareketli iki cetvel yardımıyla köşegenlerin uzunlukları 0,001 mm hassaslıkla ölçülüp ortalaması alınır.
2.4. Mikrosertlik Deneyi
Bu deney, özellikle çok küçük numunelerin ve ince saçların sertliklerini ölçmede elverişlidir. Karbür ize, dekarbürize ve azotla sertleştirilmiş yüzeylerle, elektrolitik olarak kaplanmış malzemelerin sertlikleri de bu deney ile tespit edilebilir. Ayrıca, metalik alaşımlarda fazların sertliklerinin tespitinde, segregasyonların ve cam, porselen, metalik karbürler gibi çok sert ve kırılgan malzemelerin sertliklerini ölçmede de kullanılır. Deney malzemesinin sertliğine göre seçilen uygun yükler için, batıcı ucun malzemeye girdiği derinlik hiç bir zaman “l” mikronu geçmez. Mikrosertlik cihazı hassas bir alet olup kontrolü otomatiktir. Diğer sertlik ölçme aletlerinden farklı olan yanı, aletin komple metal mikroskobunu ihtiva etmesidir (Şekil 2.9). Diğer yöntemlerle karşılaştırıldığında, mikrosertlik ölçümü numune hazırlanmasında çok daha fazla hassasiyet gerektiren bir yöntemdir; numune yüzeyinin temiz, genellikle metalografik olarak parlatılmış ve hatta dağlanmış olmalıdır.
18

Mikrosertlik deney cihazında 25 g’dan 1000 g’a kadar yük uygulanabilir. En uygun yükü bulmak için meydana gelen izin köşegenlerinin kolayca görülebilecek bir uzunlukta olması esas alınır. Bu yüzden, malzemenin sertliğine göre, deneme ile en uygun yük bulunur.
Mikrosertlik deneyi için iki standart uç kullanılmaktadır. Bunlardan biri 136° lik tabanı kare olan piramit uç (Vickers ucu) dur. Piramit uç ile yapılan mikrosertlik deneyi, Vickers makro sertlik deneyi prensibi ile aynıdır.
Şekil 2.9 Mikrosertlik cihazının şematik görünümü.
Mikrosertlik deneyi için kullanılan diğer uç ise National Bureau of standards tarafından Tukon cihazı ile birlikte geliştirilen Knoop batıcı uçtur ve deforme olmuş bölgede düzlemsel deformasyon haline yol açan yaklaşık 7:1 oranında uzun ve kısa köşegenli iz bırakan 172° 30ı
lık piramit şeklinde yontulmuş elmastır. 136° lik Vickers ucu malzeme üzerinde kare şeklinde iz bırakmasına rağmen, Knoop ucu eşkenar dörtgen şeklinde bir iz bırakmaktadır.
2.4.1 Mikrosertlik Deneyinin Yapılışı
Metalografik olarak hazırlanmış numune mikroskobun tablasına oturtulur ve okülerde net görüntü elde edilinceye kadar mikroskop tablası hareket ettirilir. Bundan sonra mikroskop tablası elle, sertlik ölçen kısmın altına getirilir ve düğmeye basarak sertlik ölçen ucun hareketi sağlanır. Uç, otomatik olarak numuneye batar ve 20 saniye sonra yine otomatik olarak geriye döner. Böylece numunenin üzerinde bir iz elde edilir. İzin boyutlarını ölçmek için mikroskobun tablası yine elle objektifin altına getirilir ve okülerden iz gözlenir. Oküler üzerindeki özel taksimatla izin boyutları belirlenir (Şekil 2.10)
19

Şekil 2.10 (a) Mikrosertlik deney cihazı ve (b) Mikroskop yardımıyla görülen Knoop ve Vickers izleri.
2.5 Endüstride Kullanılan Değişik Sertlik Ölçme Yöntemleri
Şimdiye kadar incelenen sertlik ölçme yöntemleri laboratuvar tipi olup, «statik sertlik ölçme yöntemleri» diye adlandırılırlar. Bu yöntemlerde, özel numunelerin hazırlanması gerekir. Endüstride sertlik ölçmelerinin daha seri ve daha hızlı yapılması istenir. Bazı hallerde de ya parçadan numune çıkarma imkanı yoktur veya sertliğin çok büyük parçalar üzerinde ölçülmesi gerekir. Bu tipteki sertlik ölçmelerini gerçekleştirebilmek için endüstri tipi cihazlar geliştirilmiştir.
Endüstri tipi sertlik ölçme yöntemleri genellikle «dinamik sertlik ölçme yöntemleri» diye tanımlanırlar. Çok değişik türdeki cihazları çalışma prensibine göre iki ana grupta toplamak mümkündür.
a. Darbe etkisi ile sertlik ölçen cihazlar
b. Sıçrama miktarı ile sertlik ölçen cihazlar
Birinci grupta, Brinell deneyine benzer bir yol izlenip Brinell değerleri hesaplanır, ancak burada kuvvet darbe şeklinde uygulanır. Batıcı uç genellikle çelik bir bilye olup, darbenin etkisi ile numune yüzeyinde bir iz bırakır, iz çapı 0,1 mm hassasiyetle ölçülerek önceden hazırlanmış eğri veya tablolar yardımı ile statik Brinell sertlik değerlerine geçilir. Statik Brinell sertlik değerlerine geçebilmek için her cihaza ait çevrim eğrileri veya tabloları önceden deneysel olarak hazırlanır. Bu yöntemle genellikle 400 Brinell'in altındaki sertlikler ölçülebilir.
Bu gruptaki cihazların en tanınmışı ve en yaygın kullanılanı «poldi» çekiçli sertlik ölçme cihazıdır.
20

ikinci grupta numune üzerine, belirli bir yükseklikten düşürülen küçük bir ağırlık, numune yüzeyinde daha çok elastik bir deformasyon yaparak geriye sıçramaktadır. Sıçrama miktarı, düşen cismin numuneye çarpmasından sonraki elastik enerji miktarı ile orantılı olup, sertlik ölçmede kriter olarak kullanılmaktadır. Bu açıklamalar sonucunda, yumuşak malzemelerde sıçrama daza az, sert malzemelerde sıçrama daha fazla olacaktır.
Bu cihazlarda batıcı uç olarak su verilmiş çelik bilye veya küresel elmas uç kullanılır ve bunlar düşen ağırlığın alt yüzeyine tutturulur. Sıçrama miktarını kolaylıkla ölçmek için gösterge üzerinde hareket edebilen seyyar ibreden faydalanılır.
Sıçrama miktarına göre sertlik ölçen cihazlar içinde en çok tanınan ve yaygın olarak kullanılanı, «Shore Skleroskobu»dur.
Bu tip cihazların en önemli avantajı iz bırakmadan sertlik ölçme imkanını ve çok geniş bir yüzeyde sertlik dağılımını ölçebilme kolaylığını sağlamasıdır.
Yukarıda anlatılan dinamik sertlik ölçme yöntemleri dışında endüstride farklı prensiplerle çalışan sertlik ölçme yöntemleri de mevcuttur. Bunlar içinde önemli bir yöntem bilinen sertliklerde uçlar taşıyan bir seri kalemle sertlik tayin etmektir. Bu yöntem genellikle sert malzemelere uygulanır. Kalemler artan sertlik sırasına göre numune yüzeyine sürtülüp malzemenin çizilip çizilmediği kontrol edilir. Malzemenin sertliği, numuneyi çizen ilk kalemle ondan, önceki kalemin sertliği arasındadır.
Endüstriyel tipteki cihazlarda sertlik ölçümü, laboratuvar tipi statik sertlik ölçme cihazlarına oranla daha kabadır zira deneyin yapılışı esnasında küçük hatalar yapmaktan genellikle kaçınılmamaktadır
3. KULLANILAN CİHAZ VE MALZEMELER
Brinell, Rockwell, Vickers ve Mikrosertlik deney cihazları.
4. DENEYİN YAPILIŞI
Çeşitli sertlik ölçme teknikleri ile bir parçanın sertlik ölçümleri gerçekleştirilir.
İSTENENLER
1) Endüstride kullanılan diğer sertlik ölçme yöntemleri nelerdir? Sertlik ölçme prensiplerini anlatınız?
2) Sertlik skalasının seçimini etkileyen parametreler nelerdir?
3) Pürüzlü ve yağlı yüzeylerin, sertlik ölçümüne etkisini tartışın.
4) Bulunduğunuz pozisyonda Brinell sertlik ölçme yöntemi bulunmamaktadır. Sizden muhtemel sertliği 185 HB olan bir parçanın sertliğini ölçmeniz istenmektedir. Hangi sertlik skalasını seçersiniz.
5) Laboratuvar koşullarında yapılan deneylerin sonuçlarını grafikle gösterip irdeleyiniz.
21

KAYNAKLAR
1) Chandler, H; Hardness Testing, Second Edition, ASM International, United States of America, 1999.
2) Oran, K. ve Erman, B.; Malzemelerin yapı özellikleri, cilt II, İ.T.Ü. İnşaat Fakültesi Matbaası, İstanbul, 1993
3) Kayalı, E.S.; Ensari, C. ve Dikeç, F.; Metalik malzemelerin mekanik deneyleri, İ.T.Ü. Kimya Metalürji Fa. Ofset Atölyesi, İstanbul, 1990.
4) Güleç, Ş. ve Aran, A.; Malzeme bilgisi, Cilt 1, TÜBİTAK Marmara Bilimsel ve Endüstriyel Araştırma Enstitüsü, Gebze, 1988.
5) Dieter, G.E.; Mechanical Metallurgy, 2. Edition, Mc Graw Hill Book Comp. Inc., London, 1976.
6) Barrett, C.R.; Nix, W.D. and Tetelman, A.S.; The prenciples of engineering materials, New Jersey 1973.
7) Fenner, A.J.; Mechanical testing of materials, George Newnes Ltd., London 1965.
8) Hauck, D.T.; The testing of engineering materials, Fourt Edition, Mc Graw Hill.
22