-
Appendix C
Description of ResourceRecovery Technologies
In this appendix, the processes for central-ized resource
recovery are described and
the major unit processes of the technologiesare identified.
Although many processes re-cover both energy and materials, the
tech-nologies for each of these purposes are dis-cussed separately
here. A list of additionalreadings on resource recovery is
included.
This appendix is primarily descriptive. It isbased on published
literature and on conver-sations with industry, Government, and
otherexperts. Not all of the processes describedhere are in
commercial use. See chapter 5 fora discussion of the status of the
technologiesand chapter 3 for a discussion of marketing ofrecovered
materials and energy.
Energy Recovery Systems
Mass Incineration ProcessesWATERWALL INCINERATION
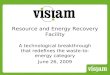
In waterwall incineration, raw municipalsolid waste (MSW) is
burned directly in largewaterwall furnaces, generally without
pre-processing the waste. The primary product issteam, which can be
used directly or con-verted to electric power, hot water, or
chilledwater. Figure C-1 shows schematically themain features of a
waterwall furnace for un-processed MSW.
In some installations shredding to reducewaste size and/or
facilitate recovery of mate-rials takes place. For example, at the
Saugus,Mass. plant, large bulky items have beenshredded before
burning. (The shredder isbeing removed, however.) At Hamilton,
On-tario MSW is shredded before burning. Fer-
rous metal can be recovered by magnetic separation from ash
after incineration, or beforeincineration if MSW is
pre-shredded.
Waterwall combustion systems nave beenused commercially in
Western Europe sinceWorld War II. Data from a recent survey oftheir
experience indicate that Europeanplants tend to achieve large scale
usingseveral small modular furnaces. For exam-ple, the 634 tons per
day (tpd)* Sorain Cec-chini facility in Rome, Italy has six,
4.4-ton-per-hour units.(2)
This modular approach contrasts with U.S.practice. The Saugus
plant has a design ca-pacity of around 1,500 tpd and uses two
Euro-pean Von Roll furnaces with a capacity ofaround 31 tons per
hour each.
Even though European societies differ fromours, comparisons
should be helpful in con-templating future technological directions
forU.S. development. The Environmental Protec-tion Agency (EPA) has
an intensive, detailedstudy of European systems underway.
SMALL-SCALE MODULAR INCINERATIONSmall-scale modular incinerators
feature
heat recovery as steam or hot water, andusually forego materials
recovery. Most applacations to date have been in hospitals,schools,
other institutions, and industrywhose wastes are more homogeneous
thanMSW. Thus, application of this technology toMSW is a relatively
recent development.Three of these systems were reported
asoperational in EPAs Fourth Report to the
*A1l ton units in this appendix are short tonsz,ooopounds.
254
-
Appendix CDescription of Resource Recovery Technologies l
255
Figure C-1 .Typical Waterwall Furnace for Unprocessed Solid
Waste
Boiler
1- - - - - - - - - - - -
\
UnloadingIS h e d
RefusePit
Congress: a 50-tpd unit at Blytheville, Ark., a30-tpd unit at
Groveton, N.H. and a 20-tpd fa-cility at Siloam Springs,
Ark.(3)
These systems are called modular becauseindividual furnaces are
small and desiredplant size is achieved by installing
severalidentical units or modules.(4) MSW is inciner-ated in two
stages. First, raw MSW is burnedin insufficient air to achieve
complete com-bustion, producing a combustible gas and abyproduct
residue. The gas from primarycombustion is then burned with an
auxiliaryfuel [oil or gas) in a secondary combustionchamber with
excess air. Hot gases from thesecondary combustion chamber are
passedthrough a waste heat recovery boiler or heatexchanger to
produce steam, hot water, orhot air. The two-stage combustion
process, ascontrasted to traditional single-stage incin-eration,
helps to reduce particulate emissionproblems.
Air-PollutionControl
IIIIIIIIIIII
tII
IIL
Stack
Refuse-Derived Fuel SystemsSolid refuse-derived fuel (RDF) is
produced
by separating MSW and mechanically remov-ing the organic
combustible fraction usingwet or dry processes. The fuel product of
dryprocessing can be fluff RDF, densified RDF,or dust or powdered
RDF depending on thesubsequent processing used. Most RDF plantsalso
recover one or more of the followingmaterials; ferrous, aluminum,
glass, or mixednonferrous metals. Figure C-2 schematicallyportrays
the main processes for producingthe different RDF fuels.
In dry mechanical processing of the typeused in the St. Louis,
Me.; Ames, Iowa; andWashington, D.C. facilities, raw waste
typ-ically is first shredded to 8 inches or less insize. This
shredded material is next putthrough a device called an air
classifierthat separates the light organic material from
-
256 Materials and Energy From Municipal Waste
Figure C-2.This Simplified Flow Diagram Shows How the Dry
Processing Approach (No Water Slurry)Can Be Used to Produce Fluff,
Densified, or Dust RDF
metals and other heavy organic and inorganicmaterials. The light
material then goesthrough a rotating screen or trommel toremove
abrasive fine sand, glass, and grit.The heavy materials from the
air classifierand trommel move to a magnetic separatingdevice that
recovers ferrous material. Someplants also attempt to recover
aluminum,glass, and mixed nonferrous metals, usingprocesses
described in a later section.
Based on experiences with the first genera-tion of dry waste
separation systems thatemployed shredding and air classification,
at-tention has recently been given to a widervariety of processing
schemes. One includesa trommel, or screening device, as the
firstprocessing step, to remove whole cans andbottles prior to
waste shredding. In anothervariant, the shredder is eliminated and
airclassification is used as a first step. This isbased, in part,
on the concept that shredding,which is the locus of most operating
explo-sions (see chapter 5), should be avoided. The
Shredder
EmbrittlingAgent
Ball Mill
FluffRDF
DensifiedRDF
Densifier
DustRDF
best arrangement and design of first-stagedry mechanical
separation processes is animportant area of current research on
re-source recovery.
As shown in figure C-2, the light organicmaterial from the
trommel goes to a second-ary shredder that further reduces the
parti-cle size to less than 11/z inches. The resultantmaterial is
called fluff RDF. Fluff RDF canbe passed through a pelletizing or
briquettingmachine to yield densified RDF. The objec-tive of
densification is to improve storage,handling, and stoker-furnace
burning charac-teristics. Alternatively, the light output fromthe
trommel can be treated with a chemicalembrittling agent and ground
to a fine pow-der in a ball mill to produce a dust or pow-dered RDF
with a particle size of around0.15 mm. This is the basis of the
CombustionEquipment Associates ECOFUEL-HQ process.
Figure C-3 illustrates the wet process RDFmethod. With this
technology raw refuse is
-
Appendix CDescription of Resource Recovery Technologies l
257
Figure C-3. Wet Process Energy Recovery System
Cone
Barrel Press
Tipping Floor
Junk Remover &
vNonferrousMaterials
Small Ferrous MetalsGlass (by Color)
SOURCE (1}RecoveredFerrous Metal
fed to a hydropulper (a machine like an over-sized kitchen
blender] where high-speed ro-tating cutters chop the waste in a
water sus-pension. Large items are ejected and the re-maining
slurry is pumped into a liquid cy-clone separator where smaller
heavy mate-rials are removed. Water is then removed toleave wet RDF
with from 20- to 50-percentwater content, which can be burned alone
oras a supplement to coal, depending on itswater content.
The wet pulping method has several advan-tages and disadvantages
relative to the dryprocess. Sewage sludge can be mixed withthe wet
pulp prior to dewatering and theresulting mixture can be burned as
a methodof codisposal. Dewatering, however, is expen-sive and
energy intensive. The wet processreduces the likelihood of
explosion or fire inthe size reduction phase, as compared to
drymechanical processing. It is possible to re-cover some organic
fiber by the wet process.However, the quality of this fiber is
insuffi-cient for it to be used to produce paper. The
only domestic application in one small plantat Franklin, Ohio,
has been as a reinforce-ment in roofing material.
Pyrolysis SystemsPyrolysis is destructive distillation or
de-
composition of organic materials in MSW atelevated temperatures
in an oxygen deficientatmosphere. The product of pyrolysis is
acomplex mixture of combustible gases, liq-uids, and solid residues
usable as fuels orchemical raw materials. The characteristicsof the
pyrolysis products depend on such vari-ables as time in the
reactor, process tempera-ture and pressure, oxygen content of the
gasin the reactor, particle size of the MSW feed,and the choices of
catalysts and auxiliaryfuels. Differences in these parameters
dis-tinguish the several proprietary processesthat have been
developed, Four proprietarysystems are presently in some stage of
dem-onstration. Two of these produce low-Btu gas:Monsantos Landgard
and the Andco Torrax
-
258 l Materials and Energy From Municipal Waste
processes. The Union Carbide Purox systemproduces medium-Btu*
gas. The OccidentalResearch Flash Pyrolysis process produces
aliquid fuel.**
In the Monsanto system, figure C-4, MSWis shredded before it is
pyrolized with a sup-plementary fuel in a large (20 ft diameter,
100ft long) horizontal, refractory-lined kiln. Solidresidue from
the kiln is water quenched andseparated into ferrous metal, glassy
aggre-gate, and char. The char is dewatered andlandfilled. In the
Andco process, figure C-5,
*Low.Btu gas has a heating value of around 100 to150 Btu per
standard cubic foot (scf), the heating valueof medium Btu gas is
300 to 400 Btu per scf. By com-parison, natural gas has a heating
value of about 1,000Btu per scf.
**Liquid pyrolysis oil has a heating value of about10,000 Btu
per pound, roughly half that of No. 6 fuel oil.
raw MSW enters a vertical shaft furnaceafter large items are
removed and is pyro-lyzed with auxiliary fuel. As the charge
de-scends it is dried and converted to gases,char, and ash. The
low-Btu gas producedmust be burned onsite to produce steam orhot
water.
The only Monsanto system in operation, al,000-tpd plant in the
city of Baltimore, is cur-rently undergoing modification to solve
airpollution and other technical problems. Mon-santo has withdrawn
from the project. Andcohas no plants in the United States. A
200-tpdplant is in startup in Luxembourg, and twoothers are under
construction, one in Franceand one in West Germany.
In the Union Carbide Purox system, figureC-6, ferrous material
is magnetically sepa-
Figure C-4.The Monsanto Landgard System Produces a Low-Btu Gas
Which is ImmediatelyBurned Onsite for the Production of Steam
Afterburner
Air-ollution ControlWaste Heat n
Boiler A H Stack
rGlassy Aggregateand Char
ruul U I I
L) 1 =Magneticsfor Sale
Shredding
-
Appendix CDescription of Resource Recovery Technologies l
259
Air
Figure C*5. Torrax Slagging Pyrolysis System
SolidWas te
a
Electrostatic
I I
Compressor Slag- Tap Secondary Combustion ChamberInert
Residue
ratecl from shredded MSW prior to feeding.Shredded refuse fed
into the top of the ver-tical shaft furnace descends by gravity
intozones of increasing temperature where dry-ing. then pyrolysis,
and finally char combus-tion and slagging take place. The
temperaturein the bottom zone, the slagging zone, is highenough to
reduce the residual to a molten slagthat continuously drains into a
water quenchto produce a hard granular aggregate mate-rial called
frit, The Purox process feeds thefurnace pure oxygen, rather than
air as in theMonsanto and Torrax systems, and producesmedium-Btu
gas product. Its smaller volumeand higher Btu content facilitates
economicshipment over reasonably long distances.Union Carbide has
been operating a 200-tpddemonstration plant at Charleston, W.
Va.,but no commercial facility yet exists.
In the Occidental liquid fuel pyrolysis proc-ess, shown in
figure C-7, raw MSW is first
shredded and air classified to recover fer-rous metal, aluminum,
and glass prior to py-rolysis. The light organic fraction is
dried,shredded again in an inert gas atmosphere,and then introduced
to the pyrolysis reactor.Pyrolysis in the reactor vessel produces
anoil-like fluid somewhat comparable to No. 6fuel oil* that can be
burned in existing oil-fired, steam-electric powerplants. A
200-tpddemonstration plant in San Diego County,Calif., was reported
to be undergoing opera-tional testing in early 1978. A
subsequentreport in May 1978 indicated that this systemwas not
operating and faced major cost in-creases if it were to be
continued.(5)
Biological SystemsThis description focuses on three
biological
waste-to-energy technologies: recovery of*Ibid,
-
260 . Materials and Energy From Municipal Waste
Shredder
w~ - I 1 II
)l * * * 9 * * * l * * * * *ll
Product Gasto User
:er
methane from landfills, anaerobic digestion,and hydrolysis.
METHANE PRODUCTION FROM LANDFILLS
Natural decomposition of MSW in landfillsproduces a gas composed
of roughly 50-per-cent methane and 50-percent carbon dioxide.If
landfill geological characteristics are sat-isfactory, gas can be
withdrawn throughwells drilled into the landfill and can betreated
to remove moisture, hydrogen sulfide,and other contaminants. Carbon
dioxide canbe removed leaving pipeline quality methane.Corrosion
problems with this technology ap-pear to be under control.(s)
Recovery of meth-ane from an old sanitary landfill is being
ex-plored at the Pales Verdes landfill at Los
Angeles where approximately 500,000 cubicfeet of purified
methane is being recoveredper day. Enough methane is recovered
dailyat the Pales Verdes site to meet the energyneeds of some 2,500
homes.(5) EPA is evaluat-ing several landfill gas-producing
projects.(3)
ANAEROBIC DIGESTIONMethane can be recovered from anaerobic
digestion of MSW in large tanks or reactorsas shown in figure
C-8. Anaerobic digestion ofwaste is accomplished by two types of
bac-teria: (i) acid formers that convert waste toorganic acids, and
(ii) methane producersthat convert the acids to carbon
dioxide,methane, and small quantities of other gases.One of the
potential problems with methane
-
Appendix CDescription of Resource Recovery Technologies l
261
Figure C7.Production of Liquid Fuel From Solid Waste Using the
Occidental Process
PrimaryCla
AirIssifier
WasteLights
Dryer
Trommel II
To Aluminum GlassRecovery
To Steel CompanyFroth
Flotation
Residuals
To Landfill
SecondaryShredder
Pyrolysis
L
Reactorz
6
1
Product
Liquid Fuel
SOURCE (1) To Glass Company
generation is that MSW sometimes containstoxic components that
can kill the methane-producing bacteria, Successful methane
pro-duction from sewage sludge and animal ma-nure can in part be
attributed to the homo-geneity of these substances and to the
ab-sence of bacteria-killing toxic contaminants.
A demonstration project to assess the fea-sibility of a 100-tpd
anaerobic digestion sys-tem for MSW is being supported by the
De-partment of Energy (DOE) at Pompano Beach,Fla., with startup
expected in late-1978. Atthe Pompano Beach facility, MSW will be
pre-processed to produce fluff RDF and recoverferrous metal, The
wet RDF process couldalso be used. The RDF will be mixed with
raw
sewage sludge and introduced into digestertanks where it is
mixed. The MSW-sludge mixwill stay in the reactor around 10 days to
cap-ture the largest port ion of the methane;longer retention times
will produce more gasbut at a rapidly decreasing rate. The gas
pro-duced by this process will contain approx-imately 50-percent
methane and 50-percentcarbon dioxide with a heating value of 540
to700 Btu per cubic foot. The gas can be burnedas is, without
purification, or with furtherprocessing the carbon dioxide and
traces ofhydrogen sulfide can be removed to yieldmethane with a
heating value of about 1,000Btu per cubic foot. The digestion
process pro-duces large quantities of a liquid effluent,
themajority of which will be recycled to the mix-
-
262 l Materials and Energy From Municipal Waste
Figure C-8.Biological Gasification of Solid Waste in
Reactors
Light Fraction
Fracfion
Ferrous ScrapMarket
Sanitary Landfill
ing tanks, with the remainder discharged to acity sanitary sewer
system, The remainingsolids, about 17 percent of the refuse
feed,must be either landfilled or burned in special-1y designed
boilers. Schulz (6) estimates thatapproximately 3,700 cubic feet of
methanewill be produced per ton of MSW.
HYDROLYSIS
There are two processes for the productionof ethyl alcohol
(ethanol) from the organicportion of MSW by hydrolysis: (i) acid
hydrol-ysis, which is a welI-developed industrialtechnology for
nonwaste applications, and (ii)enzyme hydrolysis, a recent process
still inthe research stage. To convert cellulosic ma-
Sewage Residue toBiender S i u d g e Dewateringand Landfiii
Gas Output
rs
terial to ethanol, it must first be hydrolyzed toproduce sugar
which then ferments to yielddilute ethanol that can be recovered by
dis-tillation. The production of ethanol fromMSW by hydrolysis is
not currently in thecommercial or demonstration stage to
ourknowledge. Wilson (7) reports that BlackClawson is currently
researching this area.
Considerable pioneering research in en-zyme hydrolysis has been
carried out at theU.S. Army Natick Development Center
inMassachusetts. Naticks work in this areaarose out of attempts to
prevent biologicaldecay of textile materials. Since 1972, theyhave
been authorized to conduct studies ofenzyme hydrolysis processes
for converting
-
Appendix CDescription of Resource Recovery Technologies l
263
cellulose wastes of military bases into usefulproducts. The
fungus Trichoderrna viride hasbeen identified as having
considerable en-zyme productivity, with a potential for
com-mercially feasible conversion processes.(8)
In addition, the Gulf Chemical Company ispresently exploring the
feasibility of con-structing a demonstration plant (50 tpd of
bio-mass feedstock) for the production of ethanolfrom municipal,
agricultural, and industrialwaste by enzymatic hydrolysis.(g)
Materials Recovery Systems
s everal of the energy recovery systems justdescribed include
ferrous metal, alumi-num, or glass recovery technologies.
Othermaterials that can be recovered are paperfiber, compost, and
other nonferrous metals.
AluminumThe process for aluminum recovery is
based on an eddy current separation systemcommonly called an
aluminum magnet. Withthis technology, nonferrous conducting met-als
mixed with other wastes are conveyedthrough a magnetic field in
such a way thatan eddy current is induced in the metals.
Thiscurrent causes the metallic conductors to berepelled from the
region of the magnetic fieldand thus out of the conveyor path.
Nonmetal-lic are unaffected and are carried on. Thedevice is quite
sensitive and can be tuned torepel various shapes, densities, or
materials.For example, it can be tuned, or optimized, torecover
aluminum cans, the largest part ofthe aluminum waste. Eddy current
separationequipment is currently installed at the follow-ing
locations: National Center for ResourceRecovery (NCRR) experimental
test facility inWashington, D. C.; Ames, Iowa; BaltimoreCounty,
Md.; Occidental pyrolysis plant inSan Diego, Calif.; the
Americology plant inMilwaukee, Wis.; and in New Orleans, La.
Asreported in chapter 5, as of April 1978, noneof these facilities
was in steady productionwith a sustained commercial run.
Electrostatic separation is another methodfor separating
nonferrous metals from or-ganic materials. Mixed wastes pass
betweencharged plates and are given an electriccharge. Conducting
materials such as alumi-num lose their charge on an
electricallygrounded drum and fall off. Nonconductorsretain their
electrical charge and adhere tothe drum. None of these systems is
in use infull-scale plants. To further assist in
cleaningcontaminants from metals, a device called anair knife is
sometimes used.
GlassTwo systems are being experimented with
for the recovery of waste glass from MSW.Research is preceding
on froth flotation, astandard mineral processing technique, forthe
recovery of glass. In this process theheavy portion of the waste
stream, rich infinely ground glass, is slurried in water alongwith
chemicals that cause the glass to be-come attached to air bubbles
on the surfaceof the water. The glass floats out of the mixwith the
bubbles and is then washed anddried. Froth flotation is being
explored at theNCRR facility in Washington, D. C.; in NewOrleans,
La.; and at the Occidental pyrolysisplant in San Diego. It is being
installed in boththe Monroe County, N. Y., and the
Bridgeport,Corm., plants.
Since glass recovered by froth flotationproduces mixed colored
cullet, which has alimited market, the process of optical sort-ing
is being examined. Glass particlesaround one-fourth inch in size
are sorted, onthe basis of their light transmission proper-ties,
into three colors, clear (flint), green, andamber. This process
currently faces prob-lems with high costs and its inability to
rejecta sufficiently large fraction of contained ce-ramics and
stones to meet the quality stand-ards required by glass producers.
It also can-not recover particles smaller than one-fourthinch in
size. Color sorting is being installed atthe Hempstead plant in New
York and hasbeen used on a pilot plant basis at the Frank-lin,
Ohio, facility.
-
264 . Materials and Energy From Municipal Waste
Ferrous MetalsFerrous metals have been removed from
MSW by magnetic separators for a number ofyears. A recent study
by the American Ironand Steel Institute identified nearly 40
suchcommercial installations in the UnitedStates. (I()) Some
experience has been gainedmore recently in magnetic recovery of
incin-erated ferrous metals from the residue or ashfrom MSW
incinerators. Such a device is cur-rently in regular operation at
the Saugus in-cinerator, but the recovered ferrous materialis not
currently being marketed. The U.S.Bureau of Mines has experimented
with acomplex mineral-technology-based processfor back-end recovery
of a variety of mate-rials from incinerator residue.(11)
Inciner-ated ferrous may be less marketable than theunincinerated
product.
CompostComporting permits organic matter to de-
cay to humus, which can be used for fertilizeror soil
conditioner. Generally, comporting hasnot been economically
successful because ofdifficulty in selling the humus product.
Ac-cording to EPA, only one comporting plantwas operating as a
commercial facility in1976, the 50-tpd plant at Altoona, Pa.(3)
A1969 survey identified 18 plants with a totalcapacity of 2,250
tpd, indicating a majordecline in U.S. comporting operations in
this7-year period.(12)
Comporting is successful in some Europeancountries. In the
Netherlands where marketsfor humus in the flower and bulb
industriesare good, the Government runs comportingoperations. A
technique for briquetting andjoint comporting of MSW and sewage
sludgehas been developed in Germany. Its devel-opers claim that the
dried briquets can beused in food for pigs, as a soil conditioner,
asa stable element in landfills, or as fuel.(2)
FiberNot many centralized resource recovery
facilities can reclaim fiber from MSW forrecycling as fiber. A
150-tpd demonstrationfiber recovery facility has been
operatingsince 1971 at Franklin, Ohio, using the BlackClawson wet
process described earlier. Fiberrecovered with this process is of
poor quality,and it is sold to a nearby manufacturer
ofasphalt-impregnated roofing shingles. Twowet process plants, the
Hempstead, .N.Y., fa-cility now under construction, and the plantin
Dade County, Fla., about to begin construc-tion, will recover the
fiber for use as a fuel,not for paper production.
A dry process for recovering paper fiberand light plastics has
been developed by theCecchini Company in Rome, Italy. Paper
fromthis process is used with straw to make a low-grade paperboard.
In general, the quality ofthe recovered paper is low and it has
limitedmarketability. Roughly 23 percent of thepaper in the input
waste stream is recov-ered.(l) Other dry paper recovery
processes,such as the Flakt process, which are being ex-plored on a
pilot plant basis in WesternEurope, are described by Alter.(13)
Finally, some of the most recent plants(Milwaukee and New
Orleans) feature limitedpaper recovery by hand-packing of
bundledpaper from the resource recovery plant inputconveyor. This
method has both economic andquality limitations.
Other Materials Recovery TechnologiesThere are many other
materials recovery
technologies which have not been addressedin this brief
overview. The most importantcontemporary processes, however, have
beentouched upon. Readers wishing to explorefurther might do well
to start with a review ofthe extensive research in this area
carriedout over the years by the U.S. Bureau ofMines.(11)
-
Appendix CDescription of Resource Recovery Technologies l
265
Additional Reading on Resource Recovery Technologies
1. Alter, H., and E. Horowitz, (editors) Re-source Recovery and
Utilization, (ASTMSpecial Technical Publication 592, pro-ceedings
of the National Materials Con-servation Symposium, 29 April - 1
May19740
2. Environmental Protection Agency, TheResource Recovery
Industry: A Survey ofthe Industry and its Capacity, report SW-50/c,
1976.
3. Engineering and Economic Anal-ysis ofWaste to Energy Systems,
a reportby the Ralph M. Parsons Company, June1977.
4. , St. Louis Demonstration FinalReport: Refuse Processing
PlantAssess-ment of Bacteria and Virus Emissions byMidwest Research
Institute, Kansas City,Me., draft report August 1977. EPA Con-tract
No. 68-02-1871, MRI Project No.4033-L.
5. , St. Louis Demonstration Final Re-port: Refuse Processing
Plant Equipment,Facilities, and Environmental Evaluations,by
Midwest Research Institute, Kansascity, Mo,, September 1977.
EPA-600 /2-77-155a.
6. Evaluation of the Ames SolidWaste Recovery System, Part 1.
Summaryof Environmental Emissions: Equipment,Facilities, and
Economic Evaluations, byIowa State University and Midwest Re-s e a
r c h I n s t i t u t e , N o v e m b e r 1 9 7 7
.EPA-600/2-77-205.
7 Levy, S. J., and H. G. Rigo, Resource Re-covery Plant
Implementation Guides forMunicipal Officials, Technologies
Report,U.S. EPA, SW-157.2, 1977.
8. Mantell, C. L., Solid Wastes: Origin, Col-lection,
Processing, and Disposal, JohnWiley, 1975.
9. Schulz, H., J. Benzier, B. Borte, M. Neo-matalla, R. Szostax,
and R. Westerhoff,Resource Recovery Technology for UrbanDecision
Makers, prepared for the Na-tional Science Foundation by the
UrbanTechnology Center, School of Engineeringand Applied Science,
Columbia Universi-ty, H. W. Schulz, et al., January 1976.
10. Pavoni, J,, J. Heer, and D, Hagerty, Hand-book of Solid
Waste Disposal, VanNostrand, 1977.
11. Resource Recovery From Municipal SolidWaste, A State of the
Art Study, NationalCenter for Resource Recovery, Inc., Lex-ington
Books, 1974.
12. U.S. Department of the Interior, Bureau ofMines Research on
Resource RecoveryReclamation, Utilization, Disposal
andStabilization, Bureau of Mines Informa-tion Circular (IC 8750),
1977.
13. Weinstein, N. S., and R, F. Toro, ThermalProcessing of
Municipal Solid Waste forResource and Energy Recovery, Ann Ar-bor
Science Publishers, Inc., 1976.
-
266 l Materia/s and Energy From Municipal Waste
References
1. Environmental Protection Agency, Re-source Recovery Plant
Implementation:Guides for Municipal O~~icials, Technol-ogies
Report, No. SW-157.2. Second print-ing 1977.
2. Department of Energy, European Waste-to-Energy Systems, An
Overview. ReportNo. CONS-2103-6 prepared by ResourcePlanning
Associates, Inc., June 1977.
3. Environmental Protection Agency, Officeof Solid Waste
Management, Fourth Re-port to the Congress, Resource Recoveryand
Waste Reduct ion , PublicationSW-600, Aug. 1, 1977.
4. Hofmann, Ross, Associates, Evaluation ofSmall Modular
Incinerators in MunicipalPlants, Report SW-l13c, done for EPA
byRoss Hofmann Associates, Coral Gables,Fla., 1976.
5. Schwegler, Ron, Division Engineer,County Sanitation District
of Los AngelesCounty, Calif., telephone communication,May 1978.
6. Schulz, H., J. Benziger, B. Bortz, M. Neo-matalla, R.
Szostak, G. Tong, G., and R.Westerhoff, Resource Recovery
Technol-ogy for Urban Decision Makers, a reportproduced by the
Urban Technology Cen-ter, Columbia University, for NSF, Janu-ary
1976.
7. Wilson, E. M., J. Leavens, N. Snyder, J.
Brehany, and R. Whitman, Engineeringand Economic Analysis of
Waste toEnergy Systems, a report prepared byRalph M. Parsons Co.
for the EPA In-dustrial Environmental Research Labora-tory,
Cincinnati, Ohio, June 1977. (Avail-able as EPA- 600/7-78-086, May
1978.)
8. Gaden, E. L., M. H. Mandels, E. T. Reese,L. A. Spano,
(editors) Enzymatic Conver-sion of CeM.dosic Materials:
Technologyand Applications, Symposium Proceed-ings held at Newton
and Natick, Mass.,Sept. 8-10, 1975. John Wiley and Sons,
. 1976 .9. Solid Waste Report, July 31, 1978, p. 125.
10. American Iron and Steel Institute,Summary Report of Solid
Waste Process-ing Facilities AISI, Washington, D. C.,1977.
11. U.S. Bureau of Mines, Bureau of MinesResearch on Resource
Recovery Reclama-tion, Utilization, Disposal, and Stabiliza-tion,
U.S. Dept. of the Interior, Bureau ofMines Information Circular
8750, 1977.
12. Pavoni, J., J. Heer, and D. Hagerty, Hand-book of Solid
Waste Disposal, Van Nos-trand, 1977.
13. Alter, H., European Materials RecoverySystems, Environmental
Science andTechnology, vol. 11, no. 5, May 1977.