Embed Size (px)
Citation preview

Designing of low cement castables in Al2O3 – SiO2 – SiC system, having alkali and thermal spalling resistance and suitable for discharge zone of cement rotary kiln.
A. K. Samanta, S. Satpathy, A. Tripathi, S. Sengupta, K. Tsuyuguchi & P. B. Panda
TRL Krosaki Refractories Limited, Belpahar – 768 218, Odisha Abstract: Refractory castable lining in the discharge zone of cement rotary kiln is always considered as critical by kiln operators, designers and refractory suppliers. The most critical areas are tip casting, burner pipes and bull nose where frequent catastrophic failure of refractory force to shut down the kiln for intermediate repairing. The main reasons for refractory failures are alkali attacks and severe abrasion along with thermal shock. Cement manufacturers prefer low cement castable (~ 80 – 90% Al2O3) for those areas to get better performance. But, by using low cement castables there is no significant improvement in performance as because regular low cement castables having Al2O3 in the range of 80 – 90% do not have either good alkali resistance or thermal spalling resistance. The main alkali is potassium and alkali attack takes place in two different stages depending the temperature. At lower temperature (7600C – 12600C) alkalies vapour penetrate into the refractory lining through the pores and form different alkali - alumina - silicate compounds. At higher temperature (>12600C) wet alkali attack takes place due to melting and formation of leucite, kalsilite, kaliophilite etc [1-3], resulting volume expansion followed by cracking and failure of refractory. Temperature fluctuation in tip casting, burner pipes and bull nose areas cause thermal stress on refractories due to thermal spalling and hence castables having excellent thermal spalling resistance are suitable for those applications. Design of castable with alumino - silicate aggregates having low porosity is suitable to get alkali resistance property. On the other hand, introduction of silicon carbide either in aggregate or in matrix improves the thermal spalling and abrasion resistance. Castable with low porosity aggregate and optimum packing in matrix by proper grain size distribution gives very good abrasion resistance. On the other hand, very strong matrix has adverse effect on thermal spalling resistance and hence an optimum design of castable is necessary to get both the properties. In this paper different castables have been designed in combination of alumino-silicate aggregates and silicon carbide and different properties are evaluated particularly alkali attack, thermal spalling and abrasion resistance. An optimum addition of silicon carbide is identified to keep a balance for both alkali and thermal spalling resistance.
Introduction: The use of alternative fuels and materials has become an economic imperative for many cement industries in the world. There is increasing cost of energy and it is essential to all cement manufacturers to reduce the energy cost by using alternative fuels. While using alternative fuels, its residues adversely affect the performance of refractories. Failure of refractories occur with the formation of different compounds by reaction of refractories and residues, generated from fuels with different thermal, mechanical and chemical forces acting on refractories [4]. Mainly three mechanisms are responsible for failure of refractories at different times, in different zones. These are thermal stress including overheating and thermal shock, mechanical stress including compression, shear, and chemical attack including alkali bursting, redox, hydration, and fluxing. Chemical attack is due to different alkalis particularly K2O and Na2O. Alkalis K2O and Na2O are in volatile form as sulfates and chlorides. At low temperature, alkalis salts vapour attack the refractories by penetrating inside the lining through the pores available in refractories followed by the formation of different compounds having volume expansion and low melting points [4]. Due to volume expansion there is stress generation on refractories lining which causes cracking and falling down to release the stress. Abrasion of refractories is another important factor which limits the life of kiln. Abrasion occurs mostly past the burning zone toward the cooler, where clinker is already formed and the lining has no coating. The burner pipe lining, the kiln discharge zone, the cooler bull nose are the most affected areas. Experimental procedure: To know the effect of silicon carbide and its distribution in alumino-silicate system, four different formulations were designed with calcined fire clay, high purity bauxite as aggregate. Addition of silicon carbide was distributed in three different fractions depending on the quantity added in different batch formulations. The quantity of fine (-220F) addition was fixed in all batches. The details batch formulations are given in Table – 1. In all cases 10 kg sample was prepared as per composition. Three different sizes sample were made for evaluation of different properties. For measurement of CMOR, CCS, AP, BD & PLC at higher temperature, firing of samples was carried out in reducing atmosphere at
8000C, 11000C, 13000C & 15000C to avoid oxidation of silicon carbide. In case of thermal spalling the size of cube was 65 mm X 65 mm X 65 mm whereas for alkali resistance it was 75 mm X 75 mm X 75 mm. For alkali resistance test, samples were oven dried at 1100C for 24 hours followed by drilling a hole of size 40 mm diameter and 40 mm height. Before alkali
resistance test all the samples were pre-fired at 12000C for 5 hours followed by cool down to room temperature. Required amount of potassium carbonate (K2CO3) was filled inside the hole and covered by putting refractory lid over it. The test was carried out by firing the samples at 11000C with 5 hours soaking.
Table: 1 Different batch formulations
Composition T10 T20 T30 T40 Synthetic mullite 22 22 22 17 High purity Chinese Bauxite 52 42 32 27 Silicon carbide (-7 + 12) Nil Nil a 2a Silicon carbide (-30 + 60) Nil a a a Silicon carbide (-220F) a a a a Calcined alumina b b b b High alumina cement b b b b Micro silica b b b b Dispersing agent 0.1 0.1 0.1 0.1 Organic fiber 0.05 0.05 0.05 0.05
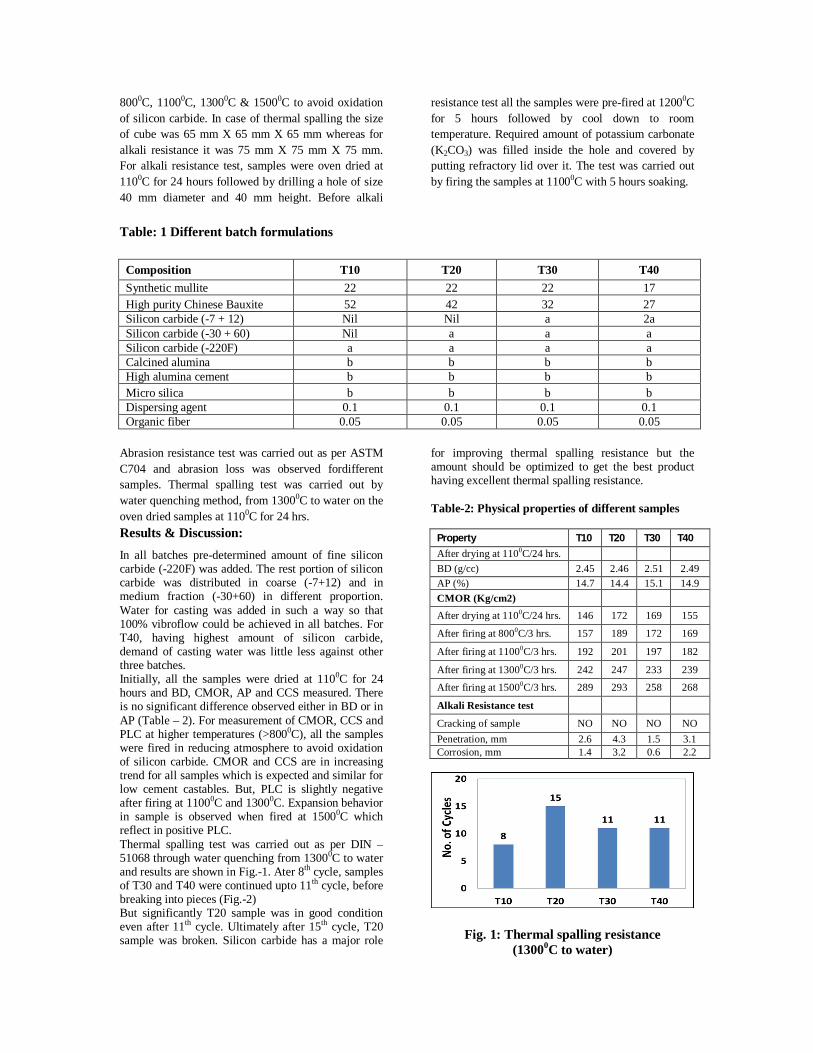
Abrasion resistance test was carried out as per ASTM C704 and abrasion loss was observed fordifferent samples. Thermal spalling test was carried out by water quenching method, from 13000C to water on the oven dried samples at 1100C for 24 hrs. Results & Discussion: In all batches pre-determined amount of fine silicon carbide (-220F) was added. The rest portion of silicon carbide was distributed in coarse (-7+12) and in medium fraction (-30+60) in different proportion. Water for casting was added in such a way so that 100% vibroflow could be achieved in all batches. For T40, having highest amount of silicon carbide, demand of casting water was little less against other three batches. Initially, all the samples were dried at 1100C for 24 hours and BD, CMOR, AP and CCS measured. There is no significant difference observed either in BD or in AP (Table – 2). For measurement of CMOR, CCS and PLC at higher temperatures (>8000C), all the samples were fired in reducing atmosphere to avoid oxidation of silicon carbide. CMOR and CCS are in increasing trend for all samples which is expected and similar for low cement castables. But, PLC is slightly negative after firing at 11000C and 13000C. Expansion behavior in sample is observed when fired at 15000C which reflect in positive PLC. Thermal spalling test was carried out as per DIN – 51068 through water quenching from 13000C to water and results are shown in Fig.-1. Ater 8th cycle, samples of T30 and T40 were continued upto 11th cycle, before breaking into pieces (Fig.-2) But significantly T20 sample was in good condition even after 11th cycle. Ultimately after 15th cycle, T20 sample was broken. Silicon carbide has a major role
for improving thermal spalling resistance but the amount should be optimized to get the best product having excellent thermal spalling resistance. Table-2: Physical properties of different samples
Property T10 T20 T30 T40 After drying at 1100C/24 hrs. BD (g/cc) 2.45 2.46 2.51 2.49 AP (%) 14.7 14.4 15.1 14.9 CMOR (Kg/cm2)
After drying at 1100C/24 hrs. 146 172 169 155
After firing at 8000C/3 hrs. 157 189 172 169
After firing at 11000C/3 hrs. 192 201 197 182
After firing at 13000C/3 hrs. 242 247 233 239
After firing at 15000C/3 hrs. 289 293 258 268
Alkali Resistance test
Cracking of sample NO NO NO NO Penetration, mm 2.6 4.3 1.5 3.1 Corrosion, mm 1.4 3.2 0.6 2.2
Fig. 1: Thermal spalling resistance (13000C to water)
Fig. 2: Apperance of samples after 8th cycle Silicon carbide is having excellent abrasion resistance. But use of silicon carbide whether in fine or in aggrgate play a major role to get the best abrasion resistant castable. The best abrasion resistance is observed in T30 where silicon carbide was distributed in three different fractions. No further improvement in abrasion resistance is observed by increasing the silicon carbide beyond T30 sample (Fig.-3).
Fig. 3: Abrasion loss for different samples Alkali resistance test was carried out for all samples as per standard method. Some penetration and corrosion is there but no cracking/bursting is observed in any of the samples. The test samples was cut into two equal halves to observe the penetration and corrosion of alkalis inside the refractories (Fig.-4). In case of T30 both penetration and corrosion was minimum whereas it was maximum in case of T20. The reacted portion of refractories and K2CO3 was cleaned to observe the penetration and corrosion behaviour. T30 sample shows the best alkali resistance where virtualy no penetration was observed (Fig.-5). Introduction of silicon carbide in alumino-silicate system has enhanced the alkali resistance property. Silicon carbide starts oxidation at around 8000C and gets converted into high viscous silicate glass in oxidizing atmosphere. This high viscous silicate glass seal the pores forming a coating on the refractory surface and making a barrier for alkali vapour penetration. Therefore, the alkali attack is restricted in refractory surface only and hence the penetration is prevented. But this effect is saturated with optimum amount od silicon carbide in different fractions. Beyond this limit there is no further improvement in alkai resistance.
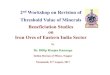
Fig. 4: Cut surface of samples after alkali test
Fig. 5: Reacted surface after cleaning (T30) Conclusions: Proper design of castables in specific areas of cement rotary kiln like tip casting, bull nose, burner pipe is very important to achieve the good performance as those areas are very much prone to damage due to several reasons. Silicon carbide has several advantages like excellent abrasion resistance, prevent to alkali attack and to improve the thermal spalling resistance. To achieve the best performance of castable in alumino-silicate system, introduction of silicon carbide has significantly improved the performance. But the quantity and its distribution are very important to balance all the properties. Thermal spalling resistance is good when silicon carbide used in two different fractions but alkali resistance is very poor (T20). On the other hand, optimum properties are obtained when silicon carbide used in three different fractions and the quantity is in between 25 – 40%. Formation of high viscous silicate glass from the dissociation of silicon carbide helps to protect the refractory surface and make it resistant to alkali attack. References: [1] Karabiran, S, “Evaluation of Al2O3 – SiC
materials for alkali resistance application”. 18th Arab-International cement conference and exhibition, 2013, Dead Sea, Jordan.
[2] Hegde, S. B. Chaturvedi, S, “Effect of alkalis on alumina refractories in cement rotary kilns". Refractories 36(6), 1995, pp 184-188.
[3] Karabiran, S. Spitsin, Andrey., “Monolithic refractories for aggressive AF environment in cement manufacturing, Cement and its applications.
[4] E. Alibasic, J, Oldin, Karabiran, S, A, Yiakoumi, “Design of castables and their relevance to alkali resistance application”. 57th International Colloquium on Refractories, Aachen, 2014, Germany.

















![- Content -kemco.or.kr/up_load/blog/내화물의 특징.pdf · · 2009-12-28[ 산성내화물: R(R:Metal ion) O2 ex: SiO2] [ 중성내화물: R2O3ex: Al2O3] [ 염기성내화물:ROex](https://img.pdfslide.net/doc/110x75/5afba2cc7f8b9a4465909aae/-content-kemcoorkruploadblog-pdf2009-12-28-.jpg)










