Embed Size (px)
Citation preview

Development of Japan’s Refining Technologies in the Past and Future
2004.6.2
By Kaoru Ichikawa
Nippon Steel Corporation

1. Introduction2. Behavior of Mn in the Steel-making
process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

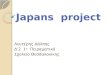
Crude steel production
China
JapanJapanU.S.A.
Germany Korea
1950 60 70 80 82 84 86 88 90 92 94 96 98 00 02 03
200
180
160
140
120
100
80
60
40
20
0
Total
1000
800
600
400
200
0
220
Japanese peak120 million tons/1973
Cru
de s
teel
pro
duct
ion
(mill
on t
ons/
year
)
Tot
al p
rodu
ctio
n (m
illon
tons
/yea
r)

NIPPON STEEL CORPORATION
日本の鋼材消費量の推移日本の鋼材消費量の推移
1960 65 70 75 80 85 90 95 2000(年)
1,000
800
600
400
200
0
人口
当り
鋼材
見掛
け消
費量
(㎏/
人)
鋼材消費量は経済的な成長を示す尺度となる。先進工業社会では、年間500~600㎏/人程度の鋼材消費となる。
5
ChahgesChahges in the consumption of in the consumption of steel products in JAPANsteel products in JAPAN
The p
er
The p
er --ca
pit
a c
onsu
mption o
f st
eel
capit
a c
onsu
mption o
f st
eel
pro
duct
s (k
g p
er
pers
on)
pro
duct
s (k
g p
er
pers
on)
The average consumption in the advanced The average consumption in the advanced industrial nations is approx. 500 to 600 kg industrial nations is approx. 500 to 600 kg per person.per person.
Change s in the consumption of steel products in JAPAN

Consumption of steel product in the world (2001)
1000
100
10100 1,000 10,000 100,000
GDP (US dollar per person)
Korea Japan 575kg
Russia 173kg
Thailand 121kg
China 132kg
India 27kg
GermanyU.S.A.
Average135kg
The p
erThe p
er-- c
apit
a c
onsu
mption o
f st
eel
capit
a c
onsu
mption o
f st
eel
pro
duct
s (k
g p
er p
erso
n)
pro
duct
s (k
g p
er p
erso
n)

Trend in steel demand in the world
Crude steel (2001)TotalTotal 846 846 million tonmillion tonAsia Asia 363 363 million tonmillion ton((4242 %) %)
10344 152
JapanJapan KoreaKorea ChinaChina
OthersOthers496496
The steel demand
900
700
500
300
100
362 422 449
AsiaAsia 2424%%
The world total increased The world total increased 1313%%
2001 2002 2003 2001 2002 2003 2001 2002 2003 2004
73 72 7238 44 44
174 211 232 255
(million t
ons)
Japan Korea China
Consumption of steel product Consumption of steel product ((million tonsmillion tons))
((million tonsmillion tons))

Economic development in China
683 786974
11571338
1827
2334
3135
961 965823 690 727 718 602732
919 980 1044 10601210
12791351
1599
501 516 537 485 454 422 388 332
1997 98 99 2000 01 02 03 05
6
5
4
3
2
1
01995 96 97 98 99 2000 01 02
30
20
10
0
16
12
8
4
0
The outputs of automobilesThe outputs of automobiles The output of electric appliancesThe output of electric appliances
AutomobileAutomobile
BusBus・・TruckTruck
Fore
cast
Fore
cast
Air conditionersAir conditioners
RefrigeratorsRefrigerators
ChinaChinaJapanJapan
ChinaChina
JapanJapan48 50
110 112 127 146 164 216 420 600
5761 70
109 (million
)
(million
)

Crude steel production and the long-term trend in the world.
1,100
1,000
900
800
700
600
500
400
300
200Cru
de
stee
l p
rod
uct
ion(
mil
lion
ton
s /y
ear)
1960 70 80 90 2000 2010 2020
Crude steel productionCrude steel production
ForcastForcast made at the end made at the end of the 20th centuryof the 20th century
Forecast after China,a new Forecast after China,a new growing market, is taken growing market, is taken into accountinto account

Forecast for increased steel demand
2002
2010
2020
2030
2040
2050
Forecast for the world populationForecast for the world population Forecasts for the crude steel productionForecasts for the crude steel production
0 20 40 60 80 100 0 0.5 1 1.5 2
Asia Oceania
North America
South America
Europe Africa
(billion people) (billion tons)
0.9
Only
the p
opula
tion g
row
th is
taken
into
acc
ount
The economic growth of each region is also taken into account
1.35 1.95

Crude steel production
China
JapanJapanU.S.A.
Germany Korea
1950 60 70 80 82 84 86 88 90 92 94 96 98 00 02 03
200
180
160
140
120
100
80
60
40
20
0
Total
1000
800
600
400
200
0
220
Japanese peak120 million tons/1973
Cru
de s
teel
pro
duct
ion
(mill
on t
ons/
year
)
Tot
al p
rodu
ctio
n (m
illon
tons
/yea
r)

Progress in the division of refining function at Nippon steel.1)
1st phase 2nd phase 3rd phase Present(1957 1970)~ (1971 1980)~ (1981 2000)~
de S de S de Si de S de Si
de Si de P de Si de Sde S de P
Top Blow Top Blow de Pconverter converter
de Sde Si de Si de Si BOFde P de P de Pde C de C de C de C de C
de C de C de S de C de S Secondarydegassing degassing degassing degassing degassing refining
degassing Inclusion Inclusion processcontrol control
TPC- type → LD type-Ladle- typeTop-bottom
comvinedconverter
Top- bottomcomvined converter
Top- bottomcomvined converter
Separation of de-SHot metalPre-treatment

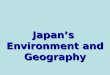
Consumption of Fe-Mn alloy in Japan & Mn-equivalent consumption in Japanese steel 2).
0
1
2
3
4
5
1974
1976
1978
1980
1982
1984
1986
1988
1990
1992
1994
1996
1998
2000
2002
Mn
allo
y un
it (k
g/t)
HC-FeMnMC,LCSi-MnM.MnFe-Si
0
1
2
3
4
5
6
7
1974
1976
1978
1980
1982
1984
1986
1988
1990
1992
1994
1996
1998
2000
2002
Mn
unit
(kg/
t)
TotalHC-FeMnMC,LC Fe-Mn, M.Mn, Si-Mn

1. Introduction2. Behavior of Mn in the Steel-making
process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

Process Flux & oxygen content in Fe%[C] [Si] [P] [S] [Mn] Temp.
℃( )BF 1530
(dS) CaO、 4.5 0.4 0.1 0.02 0.3Hot Metal Mg or Na2CO3
Pretreatment (dP) CaO、 Fe- Ore O、 2 4 tr 0.02 0.005 0.2 1350
BOF CaO MgO、 Mn- Ore Fe- Ore O、 2 0.05 tr 0.02 0.005 0.15 1650
Secondary Refining Alloy
0.001 tr 0.005 0.001 0.15~Product 0.3~ 0.5~ 0.03~ 0.03~ 1.5 -
Reaction Condition
Basicity PO2 Temp.
Decarburization - High - Dephosphorization High High Low
Desulfurization High Low High
Reduction of MnO High Low High
An example of the steel making method & acceleration conditions for respective reactions.
C + 1/2O 2 = CO
P + 5/4O 2 + 3/2CaO = 1/2Ca 3( PO
4)2
S + CaO = CaS + 1/2O 2
Mn + 1/2O 2 = MnO

Example of calculation results of ferroalloys 3).
[C] [Si] [Mn]End point 0.05 0.00 0.15 [C] [Si] [Mn]Ladle aim 0.12 0.25 1.50 0.05 0.00 0.15 [C] [Si] [Mn] Upper limit 0.15 0.30 1.60 0.09 0.25 1.50 0.05 0.00 0.15 Lower limit 0.10 0.20 1.40 0.12 0.30 1.60 0.08 0.25 1.50
0.07 0.20 1.40 0.11 0.30 1.600.06 0.20 1.40
Alloy HCFeMnLCFeMn Si- Mn Caic. 1272 0 5237 kg/ heat HCFeMnLCFeMn Si- Mn Set 1272 0 5237 0 2385 3615 kg/ heat HCFeMnLCFeMn Si- Mn Yield 95 95 95 % 0 2385 3615 0 2385 3615 kg/ heat
95 95 95 % 0 2385 361595 95 95 %
Chemical content (%)
C Si MnHCFeMn 6.85 0.00 74.50LCFeMn 0.86 0.00 81.00Si- Mn 2.20 14.50 60.70

Mn + 1/2O 2 = MnO
(%MnO) 1[%Mn] T
log = - 1.79 + 1.07× log (%T.Fe) + 3.980× - 0.048× log (%CaO/ %SiO2)
155 1 %MnO)(71 1000 [%Mn]
Mn yield =(%)1 + × × × Slag volume
× 100
Manganese yield

1. Introduction2. Behavior of Mn in the Steel-making process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

Process Bottom tuyere Bottom gas type Bottom gas flowconstruction rate(Nm3/ t/ min)
LD- OB Double- pipe tuyere O2,Ar,CO2,N2,LPG 0.10 to 0.60
LD- CB Small- diameter pipe CO2,N2,(O2) 0.01 to 0.10assembly plug
Fig. Relation between turndown free oxygen and turndown carbon in top-blown, bottom-blown, and combined-blown converter 4).
Outline of combined-blown processes 4)
O2
CO2
N2
LPG

Changes in reaction using the top-and-
bottom blowing method 5).
O2
CO2
N2
LPG

1. Introduction2. Behavior of Mn in the Steel-making
process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

82 84 86 88 90 92 94 96 98 00 02
Nipponn Kimitsu ★ ●Steel Yawata ★ ●
Oita ★ ▲ ●Nagoya ★ ●Muroran ★ ●
J FE Chiba ★Mizushima ★Keihin ▲ ●Fukuyama ▲ ●
Sumitomo Kashima ★ ●Wakayama ★ ● ●
Kobe Kakogawa ★ ★Kobe ●
★ TPC:▲ Ladle:● Converter:
Recent advances of hot metal pretreatment
in Japan 6).

Example of torpedo car hot metal pretreatment process (Kimitsu, Nippon
steel)4).

Example of ladle hot metal pretreatment process (Oita, Nippon
Steel) 4).

Changes in converter operating with introduction of hot metal pretreatment
and LD-OB process (Kimitsu) 4).
LD Hot metal pretreatmentprocess and LD- OB process(1981) (1989)
Monthly crude steel production 200,000 407,000capacity (t/ furnace/ month)
Hot metal pretreatment ratio (%) 0 69
Availability (%) 55.2 85.5
Tap- to- tap time (min) 34 28
Furnace life (heats) 1,795 5,340
Molten steel yield (%) 93.6 95.1
Total CaO consumption (kg/ t) 54.2 39.3
Ferromanganese consumption 6.4 4.2(kg/ t)

Effect of slag volume on dephosphorizing degree
and manganese yield (Oita) 4).
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120
Slag Volume (kg/ t)
Deph
osp
horiza
tion d
egr
ee (
%)
&M
anga
nese
yie
ld (
%)
Dephosphorizationdegree
Mn-yield65
256
85(P:120→ 18)
× 10- 3
%
26(P 24: → 18)
× 10- 3
%
Less slagblowingwith depho-sphorizedhot metalarea
ConventionalLD converterarea

Turn-down [Mn] by mass reduction of Manganese ore 7).
1.6 2.0 2.4 2.8
1.8
1.0
0.6
1.4
[C] 0.2< %
Input [Mn] ( )%
[Mn]
()
at t
urn
-do
wn
%

1. Introduction2. Behavior of Mn in the Steel-making
process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

Example of converter hot metal pretreatment process
(Nagoya ,Nippon Steel ) 4).

Comparison of hot metal dephosphorization process and
treatment conditions 8).
Free Exhaust Stirring Oxygen Oxygen Scrap Initialboad gas energy supplying gas ratio melting investment
treatment rate cost
Injection Process Small Simple Low Low Low Impossible Low
Top- and- bottom Large OG High High High Possible Highblowing converter System
Slag (T.Fe) De- Si Addition of Slag Slagbasicity content before fluorspar foaming utilization
de- P
Injection Process 4- 8 2- 5 Imperative Necessary Small Difficult
Top- and- bottom 1- 2 7- 18 Not Not Large Easyblowing converter Imperative Necessary
Process
Treatment condition

KR desulphurization and LD-type dephosphorization (Kimitsu) 9).

Manganese use in the LD-type process
For manganese use in the LD-type process,
manganese yield improvement
due to the decreased slag volume in the converter
can be obtained in the same way as using conventional technology.
However, a decrease in Mn during dephosphorization
cannot be avoided
due to increased %T.Fe and lowered basicity
during dephosphorization.

Evolution of chemical elements during desiliconization and dephosphorization at LD-
type dephosphorization 10).
The [Mn] value goes down.

1. Introduction2. Behavior of Mn in the Steel-making
process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

The Outline of MURC process(Oita) 11).
Carging De[Si]/ [P] Deslagging De[C] Tap Solidificatin Con fir m a ti o n
Blow 1( ) Blow ( 2)
Slag
Solidification
ConfirmationCharging De[Si]/ [P]
Nextch
Carging De[Si]/ [P]Blow 1( )
Charging
Speciality of MURC Process・Low Basicity, High (T.Fe), Low Temperature → High Efficiency De[P] (CaO/SiO2≦ 2),(T.Fe)≧ 8%,(~1350℃)
・High Gaseous Oxygen Ratio,Low HMR Operation・Slag Hot Recycle→ Reduction of Slag

Reductionof lime consumption by MURC process 11).
0
20
40
60
80
100
120
Conventional NoMURCRecycle
MURC
Tot
al C
aO C
onsu
mpt
ion
C
onve
ntio
nal B
low
(=
10
0%
)Hot Metal [Si]=0.42% Low C Steel

Reduction of Slag Discharge by MURC process 11).
20
30
40
50
60
70
80
90
Conventional NoMURCRecycle
MURC
BO
F S
lag
(kg/
t)Hot Metal[Si]=0.42%Low C Steel ( Exclude Metal ,Water)

Manganese loss in the MURC process
Manganese loss in the MURC process increases
as a result of low basicity and high %T.Fe
during the dephosphorization process.
In addition, with dephosphorization and decarburization
being operated continuously,
the carry-over of phosphorus into the decarburization process increases,
requiring light dephosphorization treatment
in the decarburization process.
Since the smelting reduction of manganese ore
becomes difficult with increased manganese loss,
the turn-down [Mn] is consequently reduced
compared to that in the conventional pretreatment process.

Manganese alloy in the LD-type pretreatment & MURC process
・ In the LD-type pretreatment method, priority is given to using scrap and reusing or reducing slag, which is demanded by today’s society.
・ On the other hand, the MURC process focuses on improving heat loss and shortening the process time.
・ Neither technology emphasizes reducing the volume of the Mn alloy used, So there is little or no reduction compared to the conventional pretreatment.

1. Introduction2. Behavior of Mn in the Steel-making
process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

Steel product needs
• Market demands related to steel products are becoming increasingly strict.
• There has been continuous cost reduction in the refining process and cost increase due to improved and upgraded quality of steel products.
→We shall examine the changes in improved and upgraded steel products using automobile sheet steel and heavy plate products as example.

1. Introduction2. Behavior of Mn in the Steel-making
process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

Trend of car weight and HSS ratio 12).
Application of TS 590 Mpa or higher steel to automobile 13).

Relation between tensile strength and elongation of HSS 14).
Conventional high strength sheet steel for automobiles used to be solid solution-hardened steel or precipitation-hardened steel with alloy added.
Currently, high strength steel products whose microstructure is reinforced for greater strength have been used.
(DP steel, TRIP steel)

Chemical compositions (mass%) and mechanical properties of the steels 15).
Yield Tensile Elon-Type of steel C Si Mn Ti strength strength gation
(Mpa) (Mpa) (%)
A Mild steel 0.05 0.01 0.24 - 241 384 43
B Solid solution 0.08 0.02 1.46 - 370 487 30hardened steel
C DP steel 0.05 0.89 1.25 - 432 618 27
D Precipitation 0.09 0.01 0.80 0.07 539 636 22hardened steel
E TRIP steel 0.15 1.48 0.99 - 510 644 37

1. Introduction2. Behavior of Mn in the Steel-making
process3. History of Process Improvement and
Influence on Manganese
(1) Top-and-Bottom blowing converter
(2) Hot metal pretreatment (3) LD-type hot metal pretreatment (4) MURC process
4. Steel product needs (1) Automobile sheet steel (2) Plate products
5. Future Development

Needs of the refining process and transition of the hot metal pretreatment
processEvolution of the hot metal pretreatment process Needs of the refining process in each period
1982~ Improvement in steel qualitySmall- quantity ・ - Low- P steel manufacturingLow- P steel manufacturing process ・
1982~ Energy savingMass production process・ - Reduction in T.CaO (auxiliary material)TPC type, Ladle type・ - Improvement in iron yield
- Reduction in Mn alloys
1999~ Rationalization→ Expansion of productivityMass production process・ Reduction in slag volume and reusing of slagLD pe・ ty
Process in future Environmentally conscious product technology- Low environmental load - Minimized emission from the system: slag and dust - Reducing and recycling slag and dust - Reusing slag and dust- Reusing and recycling waste - Tires, automobiles and glassProcess featuring high degree of freedom of material (High efficiency dephosphorization and desulphurization, and an economical source of heat) - Adjustability for high- phosphorus and high- sulfur hot metal (high- phosphorus ore and high- sulfur fuel) - Utilization of low- grade steel scrap and dust

Conclusion
As for manganese use in the process in view of the above prospects,
we can assume that the smelting reduction of manganese ore
in the converter will not be actively employed in the future
since it decreases the scrap usage rate, increases slag generation
and results in a low yield level of manganese;
this is on the condition that the Fe-Mn price remains very economical.
As long as the main technological concern in the refining process
focuses on improving the main reaction, namely dephosphorization,
the supply of manganese that has different reactive characteristics
will take the form that adds alloys.

The advantages of steel materials over other materials
include volume, price, strength, toughness and versatility. For the above sheet steel and plate products,
the need for higher grade, higher quality,
and meeting strict requirements will grow in the steel market.
The base for developing higher grade, higher quality steel products
will be the addition of alloys to steel materials.
Fe-Mn alloys, especially low carbon alloys,
will be in much greater demand from now.

References
1 ) Kohtani,T. : IISI 21 Annual Meeting & Conference, Report of Proceedings. 1987,p32 ) Ferroalloy Handbook, Japan Ferro alloy association.3 ) Nakamura,K. : 7th International Ferroalloy Conference, (1995)4 ) Endoh,K. : Nippon steel technical report No.61 (1994),p.1.5 ) Tada,M. and Masuda,S. : Tetsu-to-Hagane, 65(1979), S675.6 ) Handbook of Iron and Steel 4th edition (2002), The Iron and steel Institute of Japan.7 ) Tabuchi,S et al : Proceedings of the 6th International Iron and Steel Congress (1990),p57.8 ) Kitamura,S. et al : 9th China-Japan Symp. on Sci. & Tech. of Iron and Steel Program, Nov.(2001).9 ) Tomita,K. et al : 3rdEuropean Oxygen Steelmaking Conference, Nov.(2000),p59.10) Shima,H. et al : 2nd European Oxygen Steelmaking Congress, Italy, Oct. (1997).11) Kumakura,M. : 127th Seikou-bukai ,(2002), The iron and steel Institute of Japan.12) Kuriyama,Y. et al : Journal of Society of Automotive Engineers of Japan, Vol.55,No.4 (2001), p.51.13) Yukihisa Komiya : Kobe steel engineering reports Vol.52 No.3 (Dec.2002) P.2.14) Itoh,S. et al : Bulletin of the iron and steel Institute of Japan, Vol.4, No.6 (1999), p.367.15) Uenishi.A, et al. : Nippon steel technical report No.81 (2000),p.18.16) Amano,K. : Bulletin of the iron and steel Institute of Japan, Vol.8(2003)No.10,p.2117) Advanced Technology of Plate Production in Japan, The iron and steel Institute of Japan ,(1984) p116.