Embed Size (px)
Citation preview

GLOBAL WATCH MISSION REPORT
Developments and trends in thermal management technologies – a mission to the USA
DECEMBER 2006

Global Watch Missions
DTI Global Watch Missions have enabled smallgroups of UK experts to visit leading overseastechnology organisations to learn vital lessons aboutinnovation and its implementation, of benefit to entireindustries and individual organisations.
By stimulating debate and informing industrialthinking and action, missions have offered uniqueopportunities for fast-tracking technology transfer,sharing deployment know-how, explaining newindustry infrastructures and policies, and developingrelationships and collaborations.
Disclaimer
This report represents the findings of a missionorganised by Faraday Advance with the support ofDTI. Views expressed reflect a consensus reached bythe members of the mission team and do notnecessarily reflect those of the organisations towhich the mission members belong, FaradayAdvance, Pera or DTI.
Comments attributed to organisations visited duringthis mission were those expressed by personnelinterviewed and should not be taken as those of theorganisation as a whole.
Whilst every effort has been made to ensure that theinformation provided in this report is accurate and upto date, DTI accepts no responsibility whatsoever inrelation to this information. DTI shall not be liable forany loss of profits or contracts or any direct, indirect,special or consequential loss or damages whether incontract, tort or otherwise, arising out of or inconnection with your use of this information. Thisdisclaimer shall apply to the maximum extentpermissible by law.
Cover image: A thermogram of a hot computer chip. Thetemperature range goes from hot (white) to cold (blue).Thermography is a technique for visualising the temperature ofsurfaces by recording the emission of long-wavelength infrared radiation. This heat radiation is detected electronically anddisplayed with different colours representing differenttemperatures. TED KINSMAN/SCIENCE PHOTO LIBRARY

1
Developments and trendsin thermal management
technologies– a mission to the USAREPORT OF A DTI GLOBAL WATCH MISSION
DECEMBER 2006

CONTENTS
2
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
EXECUTIVE SUMMARY 3
1 INTRODUCTION 4
1.1 Significance of thermal management 41.2 Future needs 61.3 Trends 71.4 Barriers to technology 7
implementation1.4.1 Commercial barriers 71.4.2 Technical barriers 7
1.5 UK position 81.6 Report structure 8
2 MATERIAL TECHNOLOGIES AND 10PROCESSES
2.1 Carbon allotropes 102.2 High-conductivity carbons 12
2.2.1 Diamond 122.2.2 Hyperconductive graphite 12
2.3 Composite materials 132.3.1 Metal-graphite 132.3.2 Metal-graphite fibre 142.3.3 Metal-graphite foam 152.3.4 Metal-silicon carbide 152.3.5 Metal-diamond 162.3.6 Carbon nanotube composites 172.3.7 Polymer composites 172.3.8 Carbon composites 172.3.9 Carbon foams 18
2.4 Low-conductivity materials 182.4.1 Ultralow-conductivity 18
materials2.4.2 Carbon foam 20
2.5 Interface materials 202.5.1 Active solder 212.5.2 Carbon nanotube adhesive 252.5.3 Other interface/interconnect 29
materials
3 PASSIVE COOLING 31
3.1 Pyrolytic graphite heat spreaders 313.2 Graphite laminations 323.3 Composite structures 343.4 Carbon-composite PCB cores 34
4 ACTIVE COOLING 36
4.1 Microchannel devices 374.2 Impingement jet and SprayCool 384.3 Microrefrigeration 404.4 Advanced thermoelectric and 41
thermionic devices4.4.1 Peltier devices 414.4.2 Thermionic devices 42
4.5 Outlook 42
5 THERMAL AND RELIABILITY 43MODELLING
5.1 Modelling techniques 435.2 Thermal modelling 445.3 Reliability modelling 445.4 Modelling of passive cooling 455.5 Modelling of active technologies 475.6 Integrated modelling 485.7 Metrology to support modelling 495.8 Outlook 49
6 US RESEARCH SUPPORT 50MECHANISMS
7 KEY FINDINGS AND 51RECOMMENDATIONS
APPENDICES 53
A Host organisations 53B Mission participants 61C Materials data 70D List of exhibits 71E Glossary 75F Acknowledgments 80

3
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
EXECUTIVE SUMMARY
The relentless increase in electronics capabilityenabled by rising device density and clockspeeds has led to increasing demands fordissipation of the waste heat generated by theactive devices. If thermal management isinadequate, premature device failure can beexpected either by direct failure of thesemiconductor or more likely by progressiveaccumulation of thermomechanical damage andeventual cracking of interconnect structures. Therisk is real: the US National Aeronautics andSpace Administration (NASA) has estimated that90% of mission failures can be attributed tothermally induced interconnect failures.
At the same time, market expectations forreducing overall size, weight and cost ofelectronic systems are leading to designconstraints which are leading to a conflictbetween the growing thermal loads and thecapacity of existing thermal managementsolutions to dissipate the heat. This isresulting in increasing problems for designerstasked with the need to maintain devicejunction temperatures within safe limits.
This situation is not new and industries havedeveloped solutions to meet the particularneeds of the electronics industry. Theseinclude materials for heat sinks and heatspreaders, interface materials or joints forefficient assembly of devices. These solutionshave allowed an extension of the range ofpassive cooling. However, continuingdemands for power density in someapplications have driven the development ofnew active cooling systems.
Thermal management technologies in theUSA continue to evolve to meet the demandsof the high-technology and defenceindustries, and cost-effective thermal
management is seen to be a very importantfactor that can influence competitive edge.
This DTI Global Watch Mission to the USAtook place during 4-8 December 2006 andwas coordinated by Faraday Advance.
The high-level aims were to:
• Evaluate the US state-of-the-art in terms ofboth materials technologies and theirimplementation
• Assess use of modelling with both passiveand active cooling scenarios
• Assess market uptake • Identify potential collaboration partners
It has been established that considerableresearch and development (R&D) activity hasbeen undertaken and is continuing, funded byinternal investment, regional or governmentfunding and especially through supportmeasures for small companies. Geographicalconstraints in visiting the USA meant therewere some companies of key interest whichit was not possible to visit but constructivedialogues contributing to the mission wereestablished using internet conferencing
The main findings of the mission were:
• Extensive development of carbon materials• Higher state of market readiness for active
cooling than expected• Strong interest in diamond composite
systems driven by reducing cost ofdiamond
• Modelling being used extensively both fordesign optimisation and as a marketingtool
• New developments in thermoelectriccooler device technology

1.1 Significance of thermal management1.2 Future needs1.3 Trends1.4 Barriers to technology
implementation1.5 UK position1.6 Report structure
1.1 Significance of thermal
management
Exhibit 1.1 Significance of thermal management
Thermal management of electronics is asignificant issue because of increasingvolumetric power densities and the harshenvironments in which they are deployed.
This includes almost all application fields:defence, aerospace, automotive, oil and gas,remote sensing as well as computerprocessors. Other significant applicationsexist in photonics – light-emitting diode (LED)displays and semiconductor lasers.
The increased volumetric power densities area result of increasing functionality andreducing die feature size allowing moreprocessing to be packed into a smaller area orvolume.
Data server centres are an example whereheat management becomes problematic.High-availability systems are required and thedensity of computing power generatessignificant amounts of heat which has to beremoved by a cooling system. The totalthermal management system has to considerjunction through die to package, package toboard, board to enclosure and then thermalmanagement of the room containing theenclosure. An excessive thermal resistance atany point may lead to processor overheating.Systems installed to remove heat canthemselves consume significant amounts ofenergy.
4
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
1 INTRODUCTION
NASA: 90% of mission failures areattributable to thermally relatedinterconnect failure
Japan Space Agency (NASDA): 50% ofmission failures result from overstressedsolder joints between boards and devices
US Air Force: 55% of failures in defence-related electronics are due to thermaleffects
1970
40048008
8080 8085
8086
286386
486Pentium
P6
1
100
1,000
10,000
1980 1990 2000 2010Year
Po
wer
den
sity
(W
/cm
2 ) Rocketnozzle
Nuclearreactor
Hot plate
1971
40048008
80808085
8086 286386
486
Pentium
P6
0.1
1
10
100
1974 1978 1985 1992 2000Year
Po
wer
(W
)
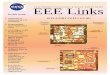
Exhibit 1.2 Intel microprocessor trends

Exhibit 1.2 is a useful starting point inconsidering the thermal managementproblem and challenge. As predicted bynumerous technology roadmaps such as ITRS (International Technology Roadmap forSemiconductors) and iNEMI (InternationalElectronics Manufacturing Initiative), theabsolute power levels in microelectronicdevices will continue to increase above andbeyond 100 W.
For Intel Corp and Advanced Micro Devices(AMD) Inc and their move towards multicoretechnology, this trend will continue and isdriving the need for thermal managementtechnologies that can dissipate heat atsignificant heat fluxes in the range 10-50W/cm2 and beyond. For power electronicdevices and laser semiconductors muchhigher heat fluxes are required – above andbeyond 100 W/cm2.
Further, temperatures at the chip surfacemust be maintained at low values (ie forsilicon devices ~100ºC) to ensure goodoperating performance and overall productreliability.
Even for devices that can be operating in theregion of 100 W there can be local hot spotswhich have local power densities in the orderof kW/cm2. This is illustrated in Exhibit 1.3 andrequires thermal management technologiesthat have very high local heat flux removalcapabilities. Again this is to ensure that locallyon the chip the temperature does not climb
to levels which will affect chip performanceand reliability.
Reliability is defined as the probability that aproduct will survive for a particular period oftime. In electronic systems reliability isdependent on the stresses imposed onto thematerials, resulting from a number of factors.Temperature is generally taken to be one ofthe most important drivers for stress and thisis due to the different coefficients of thermalexpansion in the materials. Exhibit 1.4illustrates the importance of temperature onelectronic system reliability.
Exhibit 1.4 Environmental causes of failure indefence-related electronic systems(courtesy US Air Force)
Given the above market condition andtechnology trends many companies areadopting modelling and simulation tools tocomplement their materials development andphysical prototyping and testing programmes.
5
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 1.3 Local hot spots in asemiconductor device (courtesyNextreme Thermal Solutions Inc)
Temperature
Vibration
Humidity
Dust
6%19%
20%
55%

What was clear from the mission is thatmany US organisations are using the resultsfrom modelling to optimise materialsformulation and product design and to alsouse these results in their marketing activities.
1.2 Future needs
Future electronic systems will requireimproved thermal management to sustaincustomer expectations of reliability levels.Customer expectations must be satisfied inan environmentally friendly manner and meetthe volume, weight, cooling requirements,manufacturability and reparability of futuresystems. An area often causing problems isthe build-up of mechanical tolerances in thethermal path requiring thermal managementmaterials with some compliance or flexibility.
To provide lower thermal interfaceresistances, updated jointing materials arerequired that prevent the formation of voids,often a cause of increased thermalresistance. The materials used in assembliesmust have similar coefficients of thermalexpansion to avoid thermal stress failures.
The joining techniques must also takeaccount of the wider range of materials beingused and be able to form a low-resistance
path between dissimilar materials. There isalso pressure to reduce thickness of interfacelayers in order to reduce thermal resistance.
Common materials used for device-to-heat-sink interfacing are flexible polymeric films orgreases loaded with thermally conductiveparticles. The filler materials may be metallicor thermally conductive ceramic particlessuch as alumina or boron nitride if electricalinsulation is required.
The most common material used for heatsinks is currently aluminium as shown inExhibit 1.5.
Aluminium has the advantage of low cost,easy machining and forming and a corrosionresistant surface which can be furtherenhanced by anodising. Its thermalconductivity at ~180 W/m.K is low comparedto copper (~379 W/m.K) but aluminium is oftenpreferred on cost and weight factors unlessthe thermal load is very high.
Interfaces between materials have asignificant impact on the thermal impedanceof electronic systems and in practice they canbe the dominant factor in achieving effectivethermal transfer. Interface materials andprocesses are the methods used to join an
6
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 1.5 VME formatgraphics card showingaluminium heat sink andthermal plugs contacting thetop of high-power devices viaa flexible interface material(courtesy RadstoneEmbedded Computing, partof GE Fanuc EmbeddedSystems)

electronic device to the thermal transfermedium (eg substrate, heat pipe, heat sink),including coatings and bonding techniques. Inthis respect they may need to perform thetasks of attachment, stress/strain relief andthermal transfer over a wide range oftemperatures.
1.3 Trends
From the visit to the USA it became apparentthat the main thrusts are carbon-basedmaterials and active cooling techniques usinga liquid. The visit did not address improvedthermal efficiency of electronics. The carbonmaterials usually in the form of graphite ordiamond may be combined with metals togive materials that are easier to process intomanufactured items. The graphitic materialsare lower density than copper or aluminiumand can offer higher thermal conductivities.The carbonaceous materials can also beprocessed to form low-density thermalinsulators to protect electronics from heatsources, or to shield parts of the assemblyfrom excessive temperature rise, eg in laptopcomputers and telephone handsets.
In active cooling systems phase change isoften used to remove heat from electronics. Allof the active cooling systems seen required asubsequent heat exchanger to transfer thethermal energy to the external environment.
Passive cooling techniques are generallypreferred to active cooling for reasons ofcost, complexity and reliability. The availableperformance of passive systems is stillextending. This is enabled both byimprovements in the materials engineeringand also by the opportunity for improveddesign which comes from system-levelmodelling. However, developments in activecooling are addressing many of the issueswhich have limited its scope in the past.
1.4 Barriers to technology
implementation
1.4.1 Commercial barriers
Advanced materials have to offer substantialimprovement relative to mainstream materialsin order to have a realistic possibility of beingspecified. Even if materials do have sufficienttechnical merit there is a massive investmentand lead time required in order to movetowards market readiness with appropriatequalification approvals aligning with matchedproduction capacity and downstreamintegration.
For UK industry some of the coolingtechnologies may be export controlled, solimiting the rights to worldwide distribution.
1.4.2 Technical barriers
Surfaces
Historically, uptake of advanced materials inthermal management has been held back bydifficulties in cost-effective productionprocesses. These problems seem to bemitigated by evolution of technologiesinvolving machinable composites ortechnologies for net shaping where machiningis difficult, as is the case with aluminiumsilicon carbide (AlSiC). Surface engineering ofmetal diamond composites is still problematic.Metallisation by plating of advanced materialsnow appears to be almost routine.
Gap management
A barrier to successful implementation of anythermal management strategy is themanagement of gaps which can accumulateas a result of a build-up of manufacturingtolerances. Highly conductive but compliantgap-filling materials are required in order toprovide a thermal path with low thermalresistance. The highest performance passivetechnologies are the high-conductivity
7
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA

graphitic materials but these requiremechanical support or encapsulation to bereliably integrated into a system. Althoughmany different gap-filling solutions werepresented to the mission with a wide rangeof costs, there is no general solution to theproblem and engineering judgment isrequired to select gap fillers that performwithin budget constraints.
The use of phase-change systems requirescareful control of the boiling systems tomaintain an effective and stable cooling system.
Design awareness
Design awareness may also constitute abarrier for uptake of the newer technologies.This includes the awareness of the costimplications of specifying costly high-performance elements in a thermalmanagement scheme. It is important toundertake these calculations at a system levelsince the method of thermal managementmay well impact on system complexityelsewhere, with a strong bearing on overallcost and reliability. This is an excellentopportunity for computer modelling andsimulation. The mission noted that simulationis now being used as a marketing tool, aswell as an engineering tool, to demonstratehow selection of particular thermalmanagement solutions can lead to reducedoverall system cost and complexity.
1.5 UK position
Providing the UK can assimilate best practicein thermal management materials andtechniques it is well placed to consolidate andstrengthen its position. Key attributes include:
• Strong materials R&D base including someunique capabilities at TWI (eg Surfi-Sculpt)
• Established industries in some thermalmanagement materials including:
– Morgan Crucible – advanced carbons anddiamond chemical vapour deposition(CVD) technology (Diamonex)
– Element Six for diamond heat-spreaderproducts
– CE alloys (aluminium-silicon alloys)(Sandvik)
– Copper powder for powder injectionmoulding of thermal managementcomponents (Sandvik)
– Strong intellectual property (IP) andknow-how for integration of advancedgraphitic materials (TMS Ltd)
• Leading modelling and simulationcapabilities already harnessed to co-modelling for reliability modelling in thethermal management context
• Strong competences in heat flow science,especially two-phase flow
• Strong metrology capabilities, especiallydetermination of heat-transfer coefficientsunder high heat flux conditions
• Extensive knowledge of interfaces andincreasing research into nanotechnology
However, in the UK, uptake of active coolingsystems has been limited by a lack ofawareness of state-of-the-art capability andknow-how for implementation. Fullexploitation of modelling and simulation isalso hampered by data gaps and lack ofstandards.
Furthermore, the UK lacks cohesion withinthe thermal management community andcould benefit from improved coordination andnetwork development.
1.6 Report structure
Chapter 2 of the report describes thematerials and materials processing discussedduring the mission, with a particular focus onhigh-conductivity graphite and composite
8
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA

materials. A complementary set of materialshaving ultralow thermal conductivity are alsodiscussed.
Materials for thermal management inelectronics fall into two main groups whichinclude interface and bulk materials. Interfacematerials are formulated to provide a lowthermal resistance path between the heat-producing device and the second group ofmaterials which move the thermal energy ofthe device over a larger area and deposit itinto a thermal sink. The interface group areusually relatively flexible and are required toovercome the surface irregularities betweenthe device and the heat-sink surfaces for thelowest thermal resistance. In addition to goodthermal transfer these materials may alsoserve to perform mechanical attachment andoffer compliance to provide stress/strainrelief, so this group is also considered toinclude coating and bonding techniques.
The materials into which the device thermalenergy passes require high thermalconductivity to move the power effectively.Other factors which may be significant forthese materials include fast thermal response(high thermal diffusivity) to control thermaltransient behaviour, low weight andacceptable material and fabrication cost. Thelowest device temperature (and hencereliability!) will be achieved when the lowestdevice-to-sink thermal resistance is achieved.
Chapters 3 and 4 discuss passive and activecooling devices and techniques. These canoften make use of materials considered here.The application of thermal and multiphysicsmodelling is of increasing importance in thefield and this is discussed in Chapter 5.Chapter 6 discusses the funding mechanisms,research and trade networks germane tothermal management in the USA. Finally,Chapter 7 summarises the key findings andrecommendations from the mission.
Further details on host organisations and themission team are presented in theappendices as well as a compilation of datafor the main relevant materials encounteredin the mission or elsewhere.
9
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA

2.1 Carbon allotropes2.2 High-conductivity carbons2.3 Composite materials2.4 Low-conductivity materials2.5 Interface materials
A large number of materials are beingproduced or are in development for thermalmanagement applications. Exhibit 2.1 displaysavailable thermal conductivity and thermalexpansion data for the material classes ofinterest in electronics packaging. Materialshaving high thermal conductivities arecarbons or composites containing carbons.
2.1 Carbon allotropes
Thermal conduction in metals is by energytransfer via the free electrons and the highestvalue is ~420 W/m.K for silver. To achievehigher values we must turn to carbon whichoccurs naturally in two forms, graphite anddiamond as shown in Exhibit 2.2.
The thermal conductivity of various forms ofcarbon is shown in Exhibit 2.3. Diamond,graphite in-plane, HOPG and CVD fibre wereencountered during the mission, processed insome form into a thermal management solution.
10
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
2 MATERIAL TECHNOLOGIES AND PROCESSES
PTFE ceramic
Polymide
E-glass fibres epoxy
E-glass fibres epoxy
MetGRAF 4-230 (Al) z
MetGRAF 7-300 (Cu) z
MetGRAF 7-300 (Cu) xy
MetGRAF 7-200 (Al) z
MetGRAF 7-200 (Al) xy
MetGRAF 4-230 (Al) xy
Aluminium
Diamond aluminium
DiamondDiamondCopper - C fibre xy
C fibres copper
C fibres epoxy
Graphmet 350 (Al) z
Graphmet 350 (Al) xy
Stablcor xy
Graphite fibre, aluminium
Graphite fibre, aluminium
Alumina‘Kovar’
Aluminium nitride
Silicon
Silicon carbide Boron nitride
Pyro graphite
CopperSiC Al
Al SiC-9
Gallium arsenide
FR4/e-glassMullite
Si Al
SiC AlBeryllium
Betyllia
CuW
CuMo
Si AlSi Al
Cordierite
10-1-5
0
5
10
15
20
25
100 101 102 103 104
Thermal conductivity (W/m.K)
Short fibres polymer Short C fibres Al
Short fibres polymer
Invar silver Copper - C fibre z
C-foam - copper
Co
effi
cien
t o
f th
erm
al e
xpan
sio
n (
pp
m/K
)
Exhibit 2.1 Thermal conductivity and expansion data for materials of interest in electronics packaging

11
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.2 Allotropes of carbon: (a) diamond, (b) graphite, (c) amorphous carbon, (d) spherical ‘Buckyball’ C60fullerene, (e) cylindrical carbon nanotube
a b
d e
c
Exhibit 2.3 Thermal conductivity of graphitic (sp2) and diamond (sp3) forms of carbon
Carbon-ca
rbon composite
s
Bulk grap
hite
PAN fibres
Copper
HOMG tape
Pitch fib
re
CVD fibre
HOPG
Graphite
in-plane
Diamond
0
500
1,000
1,500
2,000
2,500
3,000
Material
Th
erm
al c
on
du
ctiv
ity (
W/m
. K)

12
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
The nanotube form can occur as single ormultiwall structures with the single wallhaving very high thermal conductivity alongits axis. There is a challenging problem inmaterials engineering in usefully harnessingthe high values available. In contrast thespherical structure can act as a very goodthermal insulator. Both of these propertiescan be used to advantage in designingmaterials for thermal management.
Nearly all of the companies visited or contactedare involved with carbon-based materials.
2.2 High-conductivity carbons
Thermal conductivities in graphite (if properlyordered) and in both natural and syntheticdiamond (high pressure, high temperature(HPHT) and CVD processes) can rangebetween 1,000 and 2,000 W/m.K. Innoncomposite form only CVD diamond grownin thin sheets and highly oriented pyrolyticgraphite (HOPG) offer practical possibilities forpassive thermal management.
2.2.1 Diamond
CVD diamond has been used for many years,mainly in small-scale chip cooling applications,and no additional developments with thismaterial were seen during the mission.Particulate diamond is being used incomposite structures and these are coveredin Section 2.3.5.
2.2.2 Hyperconductive graphite
The main US manufacturers of very highthermal conductivity carbon are MomentivePerformance Materials Inc (formerly GEMaterials) and Minteq (PyroidTM). The materialis produced by CVD of cracked methane(CH4) followed by a combination of pressureand thermal treatment at very hightemperatures to produce a material with>1,500 W/m.K in the plane of the sheet and~10 W/m.K across the thickness of thegraphite layer.
The process is illustrated in Exhibit 2.4 andthe base material is shown in Exhibit 2.5.
• Classic 2D, hexagonally ordered crystalstructure
• 3rd dimension is DISORDERED• Density 2.2 g/cm3
• Thermal conductivity 200-400 W/m.K
• Additional ordering of 2D structure • ORDERED 3D crystal structure• Phonon transfer (thermal conductivity)
dramatically enhanced• Lighter than Al – density 2.26 g/cm3
• Thermal conductivity >1,500 W/m.K
Exhibit 2.4 Production of hyperconductive graphite (courtesy Momentive Performance Materials Inc)
Pyrolytic graphite‘as deposited’
Limited conductivity
Oriented TPG graphite‘heat treated’
High conductivity

Material parameters as quoted by Momentiveare given in Exhibit 2.6.
HOPG was first produced over 40 years agoand the 1050 material was originallydeveloped for US military use in the 1960sand remains subject to US export controlalthough Momentive is hoping to have thisrelaxed in the future.
2.3 Composite materials
2.3.1 Metal-graphite
This section is concerned with composites ofcarbon with metals in contrast to carbon fibremetal composites. The most commonmethod of combining the graphite is bysqueeze casting or pressure casting withaluminium or copper.
The most well-established materialencountered in this study is the family ofGraphmet materials from Materials andElectrochemical Research (MER) Corp whichare produced by squeeze casting into porousgraphite preforms. For Graphmet350, thermalconductivity is rated in the range 220-360W/m.K (some anisotropy) with a thermalexpansion in the range 6.0-8.5 ppm/K with adensity of 2.1 g/cm3. The material ismachinable and is also capable of being netshaped into packages. The main advantage ofthe material is its low cost, but the mainissue with the material is its low mechanicalstrength (30 MPa bending strength) whichmay limit some applications.
13
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.5 Base HOPG1050 material fromMomentivePerformance MaterialsInc
Parameter Value
In-plane thermal conductivity(XY)
>1,500 W/m.K
In-plane electrical resistivity(XY)
3x10-3 Ω/cm
Thru-plane thermalconductivity (Z)
10 W/m.K
Thru-plane electricalresistivity (Z)
3x10-2 Ω/cm
In-plane coefficient ofthermal expansion (CTE)
-1 ppm/K
Maximum thickness (Z) 3/8 in
Typical size (X x Y x Z) 10 x 5 x 3/8 in
Maximum size (X x Y x Z) 12 x 5.5 x 3/8 in
Piece part cost 15-30 $/in2
Exhibit 2.6 Properties of hyperconductive graphite(courtesy Momentive Performance Materials Inc)

MER Corp utilises a plasma transfer arc whichallows for large-volume metal deposition sogiving a quick route to manufacture. Thegraphite percentage is typically of the order25%. This leads to a lower mass densitymaterial, sometimes with an enhanced thermalconductivity. Depending upon the process usedto manufacture and the design, the compositethermal highways may be formed in one, twoor three dimensions. Composites can bemachined but care is required because of thelaminar structure of the graphite. In somecases the resulting material needs to be platedto prevent corrosion.
2.3.2 Metal-graphite fibre
Metal Matrix Cast Composites (MMCC) LLC(not visited during the mission) alsomanufactures materials using high-pressuresqueeze casting – MetGraf aluminium loadedwith 30 or 40% by volume of carbon fibre,and one copper matrix product. MMCC hasmany projects with aerospace and defenceprimes for development and qualification ofpackages, many of which are installed onvarious satellites and defence platforms.JW Composites LLC approaches copper-graphite composites differently to othersuppliers by utilising technology for CVDcoating graphite fibre with a thin layer ofmolybdenum. This is for three reasons:
1 It produces a surface which is wettable byinfiltrant metal (compared with untreated)without requiring application of pressure
2 Molybdenum is effectively insoluble incopper so the intrinsically high conductivityof oxygen-free copper is not degraded
3 Molybdenum coating is required in order todevelop a carbide interface which has lowinterfacial thermal resistance – this isimportant for ‘coupling’ the graphite andthe matrix for optimised thermalperformance
The resultant copper-graphite composite hastypically 25 to 30% graphite, with a maximumsize of 10 x 13 x 0.25 inch which is built fromlayers of 10 x 13 x 0.020 inch. Meeting flatnessspecifications in thinner sheets is a challenge.By adjusting the construction the coefficient ofthermal expansion and thermal conductivitycan be set to predefined values within a range.The main benefit is the provision of a materialwith low expansion with enhanced in-planeconductivity and good through-thicknessthermal and electrical conductivity withreduced density compared to copper.
Using this technique, fibres having an axialconductivity of 600 W/m.K are combined withthe copper matrix to deliver a material withthermal expansion controllable within the range2-10 ppm/K with in-plane thermal conductivitysubstantially equivalent to copper (400 W/m.K)and Z-plane conductivity of 200 W/m.K.
This combination is of particular interest in powerelectronic applications and especially assubstrates or base plates for large-area dieattach. Trials undertaken by Harris Semiconductorindicated no degradation after 500 thermal shockcycles (-50 to +125ºC). Testing by Omnirelindicated significantly improved thermalperformance compared with Al-SiC anddemonstrated increased power densitycapability allowing reduction of die size for agiven rating from 1,000 x 1,000 mil to 500 x 500mil for insulated gate bipolar transistors (IGBTs).
14
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.7 GraphMet 350 components (courtesy MER Corp)

Support technologies required forimplementation are metallisation, soldering,eutectic bonding and conductive adhesive.Potential applications include IGBT baseplates, thermal caps, heat sinks and coresfor co-fired ceramics. Very low loss factors –below Cu-Mo-Cu low-temperature co-firedceramic on metal (LTCC-M) – also suggestsome radio-frequency (RF)/microwave/THzapplications.
The current size envelope is within 325 x 250mm and thickness in the range 0.5 to 6 mm.
2.3.3 Metal-graphite foam
JW Composites has also developed a graphitefoam/copper composite as a replacement forcopper-tungsten (Cu-W). Carbon foams(Exhibit 2.8) are an attractive alternative tofibre composites as it is easier to controlvolume loadings, and high conductivity values– 600-1,200 W/m.K – are available in theligaments, so should also be substantiallylower cost. An important difference is that thematerial is substantially isotropic.
Developmental materials have thermalconductivity of ~342 W/m.K and CTE 7.4 and5.7 ppm/K. Compared to baseline Cu-Wcomposites, improved thermal managementis expected with easier machining and lowermass. Applications targeted include LDMOSmicrowave power transistor substrates, high-power laser diodes, various powerapplications and high-power transmit-receivemodule (TRM) packages (Exhibit 2.9). Controlof surface roughness can be a problem onmachined surfaces.
2.3.4 Metal-silicon carbide
Aluminium-silicon carbide (Al-SiC) metal matrixmaterial1 technology is well established byCeramics Process Systems (CPS).2 CPS usesits net-shape fabrication process for high-volume manufacturing of Al-SiC componentsincluding flip-chip lids (microprocessor, heatsink, flip-chip, digital signal processing (DSP)application),3 power applications (IGBT baseplates,4 power substrates),5 optoelectronic6
and microwave packaging.7
Metallising and packaging technologies arenow well proven. Different variants areoffered with different thermal expansioncoefficients to suit application requirements.Typical ratings (isotropic) are CTE 8 ppm/K,thermal conductivity ~200 W/m.K and density3.01 g/cm3. The high loading of silicon carbideimparts high modulus and forms a stronginterface with the matrix, and the resultinghigh strength-to-weight ratio suits it for manyweight-critical applications. It is also usedcommercially for power (IGBT) base plates.
15
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
1 www.alsic.com/page3.html
2 www.alsic.com
3 www.alsic.com/page4a.html
4 www.alsic.com/page4c.html
5 www.alsic.com/page4b.html
6 www.alsic.com/page4a2.html
7 www.alsic.com/page4a1.html
Exhibit 2.8 PocoFoam structure (courtesy PocoGraphite Inc)

2.3.5 Metal-diamond
Diamond-aluminium or diamond-coppercomposites provide an isotropic high thermalconductivity material. Interest in diamondcomposites is growing as a result of the fallingprice of both synthetic and natural diamond,largely driven by sources in China. MER Corpindicated diamond costs are in the range $140-500/lb (~£157-560/kg) depending on quality.
Both MER Corp and JW Composites aredeveloping diamond-metal composites forhigh-performance applications.
JW Composites is applying its patented Mocoating technology to coat diamond (seeExhibit 2.10) for subsequent melt processingwith copper or silver matrices, building on itscurrent position in the tool market (Moly-bonded Diamond™ – capacity is 10,000carat/day). Diamond loadings for developmentprojects are 50% volume fraction (Vf) and it isestimated that this could be increased to 75-80% if necessary. JW Compositesestimates that materials with thermalconductivity of 600-800 W/m.K (isotropic) canbe produced with CTE in the range 5-8 ppm/K.
The major disadvantage is the difficulty ofmachining the composite. This problem isbeing addressed by development of net-shape processing routes.
MER Corp is using high-pressure squeezecasting to manufacture near net-shapediamond-aluminium and diamond-magnesiumsubstrates and enclosures (Exhibit 2.11).Much of this development work has been incollaboration with NASA.
16
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.9 Thermal applications LDMOS for high-power microwave (courtesy JW Composites)
VDMOS requires BeO
Gate bond wire
Bottom of die is drain – VddMetal is connected to ground
Source bond wire
BeO
Die
Metal flange
LDMOS no BeO
Gate bond wire
Bottom of die is drain – VddMetal is connected to ground
Source bond wire
Die
Metal flange
Exhibit 2.10 As received and coated syntheticdiamonds (courtesy JW Composites)

Unlike many other materials, the thermalconductivity of diamond-aluminiumcomposites rises with increasing temperature:values are in the range 350 (ambient) to ~520W/m.K at 150ºC and thermal expansion risingfrom 7.5 to 10 ppm/K over the same range.Properties obviously scale with diamond Vf
loading: another data set for diamond-aluminium rates it at thermal conductivity 650W/m.K, CTE ~7.5, density 3.2 g/cm3.
The measured thermal conductivity of thecomposite is in agreement with theoreticalpredictions. Exploitation is hampered bysurface roughness (10 µm and 1.3-5 Ra forelectro-discharge machining (EDM) anddiamond wheel cutting respectively). MERCorp has been exploring applications of thistechnology in IGBT base plates which areengineered to eliminate direct bond copper(DBC) by co-casting aluminium with AlNisolation and aluminium-diamond material todeliver extremely high diffusivity andconductivity values through the stack.Modelling studies indicate that it is onlypossible to exploit the high conductivity ofthese materials at die/junction level if watercooling or extended surfaces are engineeredto increase available heat transfer coefficient.
2.3.6 Carbon nanotube composites
Carbon nanotubes (CNTs) offer very highthermal conductivities (>1,000 W/m.K) and
most companies were at least consideringthermal conducting material using CNTs.Some of the small or medium-sizedenterprises (SMEs) had limited production,usually outsourced. A limiting factor in theuse of CNTs is the transfer of heat flux fromone nanotube to another in an efficientmanner. Butt joints give poor thermalresistance, and research into devising a lowthermal resistance joint was taking place.CNTs can be woven into mats to produce alow density, high thermal conductivitymaterial. This can be put into a metalcomposite by pressure or squeeze casting, orepoxy added as a filler to give rigid mats.These approaches are still at an early stage.
2.3.7 Polymer composites
Laird Technologies manufactures softpolymers which can be used as gap fillers.These polymers are ceramic loaded toenhance thermal conductivity to 9 W/m.K.One material used as filler is boron nitride.This is an alternative to graphite but isexpensive to process.
2.3.8 Carbon composites
Carbon-carbon materials have beenextensively developed and manufactured foraircraft brakes and it is surprising that thesematerials have not found more applications inelectronic systems. One application area
17
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.11 Diamond-aluminium substrates and enclosures (courtesy MER Corp)
3 x 1 x 0.05 in Ni/Au metalliseddiamond/Al substrate
6 x 6 x 0.5 in diamond/Al enclosurewith through holes
4 x 4 in diamond/Al inserts in heatsink case

which exploits carbon-carbon properties iscores for printed circuit cards which use thecombination of material properties includinghigh thermal conductivity, high stiffness andlow CTE to offset expansions of other (FR4)layers in the stack. This allows the CTE of theboard to be tailored to match the surfacemount devices and thereby reduceinterconnect stress while allowing anincrease in dissipation.
2.3.9 Carbon foams
Depending on the precursor materials andthe manufacturing process carbon foams canhave a wide range of interesting thermalproperties: from highly insulating materials(<1 W/m.K) such as the well-establishedvitreous carbon foams and more recently-developed GRAFOAM product from GrafTech,through to highly conductive materials suchas the graphitic foam developed at Oak RidgeNational Laboratory (ORNL).
The new generation of high thermalconductivity foams emerged from research inthe USA during the 1990s with alternativeprecursors. Precursors derived from pitch andcoal allowed the manufacture of foams withhighly graphitic ligaments (for the mostcrystalline ligaments thermal conductivitiesan order of magnitude greater than aluminiumare anticipated). This results in bulk thermalconductivities in excess of 100 W/m.K andspecific conductivities four or fives timesgreater than copper. The foams arecommercially available from a number ofsources, and with their low densities and highavailable surface areas the materials showpromise for heat sink and heat exchangerapplications.
Graphitic carbon is not readily wetted by mostmolten metals, and though a carbide phasemay enhance wetting and bonding, thereaction with infiltrating metal (eg withaluminium) may be undesirable, so attentionmust be given to the technology of metal
bonding and impregnation of the materials. S-Bond Technologies LLC has developed aproprietary process utilising an active-soldertechnology that allows the bonding ofgraphite foam to metallic, ceramic andcomposite sheets without premetallisation,providing a strong and thermally conductivejoint. Encapsulation of the foam withoutexcessive penetration is possible and hasenabled the use of the foam in heatexchanger applications such as IGBT powermodule cooling, and lightweight coolingsystems for military applications.
MER Corp produces a mesophase pitch-derived graphitic foam with anisotropicthermal properties. The foam has been usedin hybrid structures with carbon-carboncomposite for mirrors and niche thermalapplications. For a laser diode submount thefoam may be employed to spread heat to ahigh-conductivity 1D carbon-carboncomposite base.
High-conductivity graphite foams have beenavailable since 2000, and although at presentare used in niche applications, the materialsshow promise for high-power electronicssubject to pressure-drop design constraints.
2.4 Low-conductivity materials
2.4.1 Ultralow-conductivity materials
Thermal insulation materials come in a rangeof forms; primarily they are low-density foamsor fibrous materials that restrict conductiveand convective heat transfer. Depending onthe thermal environment, appropriatematerials may be polymers, glasses,ceramics or carbons. An additional benefit (forexample with carbon materials) may be ameasure of electromagnetic interference(EMI) shielding.
A range of these materials is used inaerospace applications to shield and safeguardelectronic components; for protection of
18
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA

control equipment these tend to be bespokedesigns.8 With the introduction of moreelectronics into demanding environments (egall-electric aircraft and jet engines) there willbe requirements for even higher performancethermal insulation which may require newmaterials and approaches. The following brieflyhighlights some recent developments ininsulating materials in the USA.
As a space application the reflectiveinsulation/heat radiator combination is key toensuring that the electronics within satellitesare maintained within their operatingtemperature range. For the Mars PathfinderRover, NASA used solid silica aerogel toinsulate the electronics and restrict heat loss.Silica aerogel is the lowest density solidmaterial and is a remarkable insulatorbecause silica is a poor conductor and thematerials structure restricts convectivetransfer; typical conductivity is 0.02 W/m.K.Aerogels can be manufactured from anumber of materials, and in the early 1990scarbon aerogels were developed.
A major factor in preventing the moreextensive use of aerogels has been their costof production. However, take-up of thematerials has been significant in thermalinsulation applications such as building andpipelines, and more recently they have beenused for automotive 'under-the-hood' thermalmanagement. With the ongoing costreductions and the development of newmaterials and composites this class of super-insulator should become very attractive forelectronics thermal shielding.
The materials are available from severalsuppliers in the USA (eg NanoPore Inc, AspenAerogels Inc, Marketech International Inc,Cabot Corp). NanoPore9 believes its productshave a role as with the improved thermal
performance the insulation volume can bedrastically reduced. Its vacuum insulationpanels (VIPs) for electronics can be producedwith dimensions as small as 40 x 40 x 3 mmor less.
Coatings may have a role, particularly inhybrid constructions. Industrial Nanotech Inc10
markets Nansulate, an oxide nanocompositematerial that because of the nano-sizedstructure presents tortuous thermal paths andconsequently poor thermal transfer. Themanufacturers claim a total conductivity of0.017 W/m.K for a material which may beapplied as a liquid coating.
The creation of a high interface density withina nanolaminate material (Universities ofIllinois and Colorado) produced a veryeffective barrier to heat transfer and amaterial with a thermal conductivity threetimes smaller than conventional insulator.11
The heat flow is limited at the interface as thedifferences in lattice vibration between thematerials restrict the transfer of energyacross the interface.
19
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.12 Aerogel insulation (courtesy NASA)
8 www.thermalengineering.co.uk
9 www.nanopore.com/thermal.html
10 www.industrial-nanotech.com
11 Controlling material structure at nanoscale makes better thermal insulator, February 2004: www.azonano.com

Researchers at the University of Oregon12
created a new insulation material with thelowest thermal conductivity for a fully densesolid by using a novel approach to producethin films of tungsten diselenide. The unusualstructure is crystalline in two directions butwith a rotational disorder in the direction oflow heat conduction. Though some way awayfrom immediate application, the researchersbelieve that understanding of the principlesmay point the way toward new methods forproducing improved insulation.
2.4.2 Carbon foam
Carbon foams can be processed to have highor low thermal conductivity. Low-conductivityfoams were tabled by GrafTech. Thesematerials have been developed as heatshields but are also finding applications incomposites and lightweight structures. Fourvariants are supplied having thermalconductivity values in the range 0.3 to 0.06W/m.K with solid fractions in the range 39%to 1.4% respectively. These foams areproduced using a low-cost technology so thatthese materials may realise higher levels ofmarket penetration, albeit in applicationsother than mainstream electronics.
2.5 Interface materials
Interfaces between materials have asignificant impact on the thermal impedanceof electronic systems and in practice they canbe the dominant factor in achieving effectivethermal transfer.
For the purpose of this report, the interfacematerials and processes described are themethods used to join an electronic device tothe thermal transfer medium (eg substrate,heat pipe, heat sink), including coatings andbonding techniques. In this respect they mayneed to perform the tasks of attachment,stress/strain relief and thermal transfer.
The simplest of all interfaces is a dry joint (twosurfaces pushed together). In this caseinterface thermal resistance can be significantand will be dependent on the surface materials,their hardness, co-planarity, roughness and theapplied pressure to hold the surfaces together.
To enhance heat transfer across the interface,thermally conductive materials are introducedto improve surface coupling and conductivity(Exhibit 2.14).
20
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
12 Researchers produce insulation with lowest thermal conductivity ever, December 2006: www.physorg.com
Exhibit 2.13 Partitioning of thermal resistancecontributions by market sector (courtesy The EPPIC Eye)
Exhibit 2.14 Thermal resistance of representativeinterfaces (source: An introduction to thermalmanagement, The EPPIC Eye, 2004)
Mobile
Th
erm
al r
esis
tan
ce (
ºC/W
)
Performancedesktops
Servers/workstations
CPU package
Interfaces
Heat sink
System preheat
0
Th
erm
al r
esis
tan
ce (
ºC/W
)
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
1
2
3
4
No interfacematerial
Elastomericpads
PCM andfilms
Grease – lowtemperature
operation
Grease – hightemperature
operation
Metal particlefilled gels
Eutecticattach

Typical interface materials include:
• Elastomeric thermal pads: typicallyloaded with boron or aluminium nitride – primarily for low-power devices
• Thermal greases: loaded with particles orunfilled – No curing required and good thermal
conductivity– Less suitable for applications with power
cycling or high interface mechanical shock
• Phase-change films (PCFs): materials (egpolymer + carrier + thermally conductivefiller) that transform from solid to liquidunder die operating conditions– Wetting properties significantly reduce
contact resistances but can be sensitiveto ‘mechanical forces’ during shock andvibration
• Metal filled gels: typically siliconepolymers with cross-linked density filledwith metal (eg aluminium) or ceramic (egaluminium or zinc oxide)– Conform well to surfaces with lower
molecules than epoxy materials and canaccommodate thermomechanical strains
• Conductive adhesives: polymers filledwith ceramic (eg alumina or boron nitride,diamond) or metal particles (eg silver,aluminium nickel coated graphite copper)– Relatively low process temperatures,
relatively wide range of materialproperties available
– Lack of reliability data in some areas
• Soldering and brazing: metal is melted ina joint in such a way as to wet to theinterfaces before solidifying. There aremany alloys available which can offer arange of processing temperatures (eg<100ºC to >1,000ºC). Usually need a metal(metallised) surface and flux/reducingatmosphere to enable wetting to take place
• Diffusion bonding: a solid phase metal-to-metal joining technique requiring theapplication of pressure across a joint atelevated temperature in a protectiveenvironment (eg inert gas, vacuum)
2.5.1 Active solder
Conventionally, solder attachment requiresmetal surfaces (eg base material, plated ormetallised) and a flux to clean the oxide andcontaminants from the interfaces. S-Bond hasdeveloped active solders which enablewetting directly to metal and ceramicsurfaces without the need for flux. This isachieved through the modification ofconventional solders by the addition oftitanium (0-5%) and/or rare earth elements.These active elements migrate to theinterface and react with the opposing materialsurface to remove oxides and nitrides andtransport them into the bulk of the solder asan inert material. This process can beconducted in an air environment but requiresthe application of a low-level mechanicalshearing action to break a thin oxide (Sn-Ti)layer on the molten solder and initiate thereaction with the component interfaces. Thelevel of shear is claimed to be small and canbe delivered by brushing or scraping thesurface, sliding the joining surfaces relative toone another, or by the application of high-frequency vibration to the parts to be joined.Once the oxide layer has been disrupted, thebulk solder reacts very rapidly with thesubstrate surfaces to form either ametallurgical (metals) or atomic attraction/vander Waals bond (eg graphite).
The bonding protocol was described asfollows:
• Heat substrate surface to 250ºC (soldermaterial dependent)
• Establish layer of material on surface– Ultrasonic tool– Mechanical action
21
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA

• Apply enough solder on one surface to fillgap between die and lid
• Bring lid and die together to minimisetrapped air and load with ~2 lb/in2
• Cool to below 190ºC
Typically the process is conducted at 10-20ºCabove the melting point of the solder. Themolten active solder retains the ability to self-align components.
S-Bond has focused its activity on the lead-free solder compositions listed in Exhibit2.16.
Materials that have been successfully activesoldered include those listed in Exhibit 2.17.
Examples of active soldered joints are shownin Exhibits 2.18 and 2.19.
In general, ceramics and refractory metalsrequire a proprietary pretreatment (notspecified) to improve joint strength.
22
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Material # 1 Material # 2S-Bond alloy
Mechanicalac tivation
Free ti tanium in S-BondProtective barrier aroundtitanium in S-Bond alloy
Open air atmosphere
Exhibit 2.15 S-Bond process
Product Description Maximum servicetemperature
Initial melting point(solidus)
Fully liquid point(liquidus)
SB115* Indium/tin ~100°C ~115°C ~120°C
SB140* Bismuth/tin ~125°C ~135°C ~150°C
SB220 Tin/silver 190°C 221°C 232°C
SB220-50 Low-cost aluminiumand copper joining
190°C 221°C 232°C
SB400 Zinc/aluminium 390°C 405°C 415°C
* Development products
Metals Ceramics Metal-matrix composites Carbon
CopperAluminiumTitaniumKovarNickelSilicon
Silicon carbideAluminium nitrideTitanium carbideAlumina/sapphireZirconiaTungsten carbide
Aluminium-silicon carbideAluminium-graphiteNickel-titanium carbide
GraphiteCarbon-carbon compositeGraphite (foamed/TPG)Diamond
Exhibit 2.16 Lead-free solder products from S-Bond
Exhibit 2.17 Materials successfully active soldered by S-Bond
Exhibit 2.18 Aluminium joining (courtesy S-Bond)
Exhibit 2.19 Al2O3 joining (courtesy S-Bond)

Joint performance
The optimum bond line thickness for theseactive solders is 50-100 µm compared with200-250 µm for conventional die attachsolders. Thicker layers result in degradedperformance.
The mechanical performance of active soldermaterial is claimed to be similar tocomparable conventional solders, althoughthe addition of titanium was claimed toimprove the high-temperature creepperformance of Sn-Ag-Cu alloys.
Typical stated properties of the two mainactive solder alloys are shown in Exhibit 2.20.
Mechanical strength will be dependent on thesubstrate materials and the joint design. Ingeneral, metallurgical bonds achieve 20-55MPa (3,000-8,000 psi), and those employing
van der Waals forces 6-12 MPa (1,000-2,000psi).
Silicon bonded to substrates has been shownto survive thermal cycling tests (1,000 cyclesfor -55ºC to +125ºC) and multiple solderreflow cycles (~260ºC).
To achieve higher joint strengths in carbon-based substrates (eg diamond, TPG, foamedgraphite), stainless steel and Kovar, the initialcoating step is replaced with a proprietaryheat treatment process that ensures apermanent chemical bond to the materialsurface.
The ability to join graphite and aluminiumfoams to metal base plates opens up thepotential of replacing some fin-plate heatexchangers. Thermal property (heat transfercoefficient in closed loop water) measurementsshowed graphite-foam samples to possess
23
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Alloy Joiningtemperature
CTE25-150ºC
Electricalresistivity
Thermalconductivity(intrinsic)
Tensile strength
25ºC 175ºC
220 250-280ºC 19 ppm/K 1.6 µΩ.m 48 W/m.K 53 MPa 26 MPa
400 410-430ºC ~32 ppm/K – ~80 W/m.K 69 MPa 54 MPa
Exhibit 2.20 Properties of S-Bond active solder alloys
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
16,000
18,000
20,000
.520.020.510.010.50.0 0
Pow er d ens ity to heater (W)
Hea
t tra
nsf
er c
oef
ficie
nt (
W/m
2 .K
)
Graphite foams
Aluminium foams
Cu-base
Al-base
Al-base
Cu-base
Cu-base
Cu-base
Al-base 0
40
80
120
160
200
0.0 5.0 10.0 15.0 20.0 25.0 30.0 35.0
Power density [W/cm2]at heat sink interface
Hea
ter
tem
per
atu
re [
o C]
No cooling
Aluminium finned
Aluminium foam
Graphite foam
Exhibit 2.21 Thermal performance of foam-plate heat exchangers (courtesy S-Bond)

superior heat transfer coefficients compared tocommercial aluminium fin-plate heatexchangers, having heat transfer coefficientsbetween 10,000 and 20,000 W/m2.K comparedto 500-1,200 W/m2.K for commercial aluminiumfin-plate designs, thus demonstrating active-solder joined graphite-foam cores to be a factorof over 15 times better. Comparativeinvestigations on active-solder joinedaluminium-foam cores resulted in coefficientvalues of 1,500-2,000 W/m2.K.
Potential process benefits
The potential benefits of active soldering are:
• No flux– Eliminates cleaning and residual
corrosive material• No pre-plating
– Reduction in thermal impedance layers– Reduction in process steps/cost
• Ability to solder a wide range of materials• Good thermal/electrical joint conductivity• Reworkable joint• High surface tension (low flow)
– Low penetration into foam materials andpipes/channels
Applications
Active soldering is a relatively new processand consequently is still developing a marketpresence.
S-Bond’s commercialisation profile is shownin Exhibit 2.22.
Potential thermal managementapplications
Potential thermal management applicationsinclude:
• Die attach – eg Si device/MEMS, SiC• Substrate/thermal back plane/package
fabrication – eg Al2O3, AlN, SiC, Cu, Al, Al-SiC
• Heat sink fabrication – fin and pipeattachment, graphite foam joining
Exhibit 2.23 Aluminium finjoined to Al-SiC (courtesy S-Bond)
Exhibit 2.24 Graphitefoam joined to alumina(courtesy S-Bond)
General comments
The S-Bond active solder is potentially anattractive product for electronic thermalmanagement systems. Two key features are:
• Ability to directly join combinations of highthermal conductivity materials with areduced number of interface (thermalimpedance) layers
• Clean (no-flux) processing
The latter is becoming increasingly importantas package density increases, systemsbecome more complex and environmentsmore severe.
24
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Stage Application
Commercial Radiation sensors –Sapphire/Ti/Stainless steelLaser cooling systems – C/AlElectronic thermal management –Al/Cu/C/Al-SiCPVD targets – Si/Quartz/Al/Cu
Development Graphite/metal composites
Research Photonics – Glass/Au/CeramicAerospace – Ti/AlDefence – Ceramics/Ti
Scale-up Electronic packaging – Si/Cu-W
Exhibit 2.22 S-Bond’s commercialisation profile foractive soldering

The process is relatively immature andconsequently new applications will need tobe fully tested to establish the performanceof the joint and its impact on the applicationand product reliability. The need to pre-coatmaterials prior to soldering may limit somehigh-volume applications unless alternativemetallisation techniques (eg sputtering) canbe developed.
2.5.2 Carbon nanotube adhesive
Carbon nanotubes (CNTs) are increasinglyfinding applications in thermal managementmaterials and are also being considered aspotential interface and attachmenttechniques. The following describes workbeing conducted on CNT ‘adhesive/Velcro’ bythe University of California at Berkeley,Purdue University and MER Corp.
University of California, Berkeley (UCB)
UCB’s Department of Mechanical Engineeringhas been conducting work – funded by NASAand the US Department of Defense (DoD) –on the fundamental thermal behaviour ofmaterials (electrons and phonons) includingtransport down at the nano level. This has ledto research into the development of CNTtechnology as a novel ‘dry adhesive’.13 14
When grown on a surface in an array, CNTscan provide an extremely large surface-to-volume ratio and bind to each other and tosurfaces through van der Waals (vdW)interactions. When acting collectively, vdWforces can provide significant adhesivestrength (~12 N/cm2) regardless of thehydrophobicity of the surfaces. The above, inconjunction with their electrical and thermalconductivity, makes CNTs potentially attractiveas a device or substrate attachment technique.
UCB has produced vertically aligned multiwallCNTs (MWCNTs) by CVD on siliconsubstrates using thin-film iron as a catalystand aluminium film as an adhesion layer(Exhibit 2.25).
Nanotube dimensions:
• MWCNT diameter 20-30 nm• MWCNT height 5-500 µm• Spatial density 1010-1011 tubes/cm2
• Contact area 4-20 mm2
To investigate the adhesive properties of theMWCNT arrays grown on silicon, they werepressed against various target surfaces with apreload of <2 kg in the normal direction, thenthe joint strength measured.
The maximum adhesive forces measured tovarious target surfaces are shown in Exhibit2.26. The maximum measured adhesivestrength for 5-10 µm height arrays to a glasssurface was 11.7 N/cm2 in the normal direction
25
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.25 Vertically aligned dense CNT arrays asinterface materials
13 Interfacial energy and strength of multiwalled-carbon-nanotube-based dry adhesive, Yang Zhao, Tao Tong, Lance Delzeit, Ali Kashani, M Meyyappan and Arun
Majumdar, Journal of Vacuum Science and Technology, B, Microelectronics and Nanometer Structures – Processing, Measurement and Phenomena, ISSN
1071-1023, 24 (1): 331-335 (2006)
14 Dense vertically aligned multiwalled carbon nanotube arrays as thermal interface materials, Tao Tong, Yang Zhao, Lance Delzeit, Ali Kashani, M Meyyappan and
Arun Majumdar

(apparent contact area of 4 mm2) and 7.8N/cm2 in shear (apparent contact area of 8mm2). The adhesive energy between MWCNTand a glass surface was found to be 20-80mJ/m2. The adhesive strength over repeatedadhesion and separation cycles degraded, dueto the relatively poor adhesion of theMWCNTs to their silicon growth substrate.This was improved significantly by addingmolybdenum to the catalyst underlayer.
Thermal interface measurements for theabove system (silicon/MWCNT-glass)identified that the dominant interface isbetween the MWCNT layer and the glasssubstrate (10-5-10-6 K.m2/W) which is at leastone order of magnitude lower than that of theCVD grown MWCNT-silicon interface (Exhibit2.27).
Main points from research to date
• Vertically aligned MWCNT arrays can begrown on a silicon substrate and act as a‘dry adhesive’, joining to various surfaces,disregarding their hydrophobicity
• Adhesive strengths of up to 11.7 N/cm2
(normal direction) were achieved whenjoining to a glass surface
• The adhesion strength over repeatedremoval/attachment cycles degraded and islimited by the relatively poor adhesion ofMWCNTs to their growth substrate(silicon) but this was improved by addingmolybdenum to the catalyst underlayer
• MWCNT ‘adhesives’ are electrically andthermally conductive (comparable tocommercially available thermal paste)
Issues and limitations
• Adhesion performance is dependent onthe tube length – 5-10 µm tubes gave bestadhesion
• A relatively large preload (2 kg) isnecessary to effect a joint
• Adhesive strengths were related toapparent contact areas (4-20 mm2) –smaller contact areas had higher strengths,possibly due to coplanarity or surfaceflatness
26
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.26 Dry adhesive properties of MWCNTs
Exhibit 2.27 Thermal interface properties (courtesy UCB)
Target layerRTar-CNT = 1/h1
~ 10-5 K.m2/W
RCNT = bCNT/kCNT
~ 10-7 K.m2/W
RCNT-Sub = 1/h2
~ 10-7 K.m2/W
CNTs
Growth substrate, Si

Proposed future development
• Embed vertically aligned MWCNT in softpolymer films for improved conformity tosurfaces (Exhibit 2.28)
• Increase adhesive energy and strengththrough the use of conformablesubstrates, single-walled CNTs, soldercoated fibres (eg indium) or adhesive onthe target surface
• Investigate the potential of boron nitridenanotubes – similar thermal conductivity tocarbon
Purdue University School of MechanicalEngineering
Similar work was reported at PurdueUniversity’s Electronics Cooling Laboratorywhich is developing CNT interfaces for improvedthermal and electrical management. The aim is
to utilise the inherent excellent heat-conductionproperties of CNTs through the development ofcontrolled fabrication techniques. The verticallyaligned nanotubes (15-250 nm diameter) weregrown using microwave-enhanced CVD onsilicon and copper test substrates using atitanium adhesion layer (~10 nm), aluminiumbuffer layer (~10-20 nm) and nickel or ironcatalyst layer (~16-10 nm). Results of threeresearch programmes are summarised below.
1 Multiwalled CNT coated silicon tocopper interface: thermal contactresistance16
• CNT array height 7-13 µm• CNT diameter 15-25 nm• CNT density 20-30 x 107 CNTs/mm2
• Substrate area 10 x 10 mm
27
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.28 Transfer etching (PDMS, polystyrene, PMMA etc) allowing control of the protruding length of tubesfor matrix (Yurdumakan et al)15
Exhibit 2.29 SEM images of a CNT array viewed with a tilt angle of 49º – (a) typical appearance of the CNT arrayon a silicon wafer (scale bar = 5 µm), (b) high-magnification view of a CNT array (scale bar = 1 µm) (Xu and Fisher,2006)
(a) (b)
15 Synthetic gecko foot-hairs from multiwalled carbon nanotubes, Betul Yurdumakan, Nachiket R Raravikar, Pulickel M Ajayan and Ali Dhinojwala, Chem Commun
(2005) 3799-3801: www.rsc.org/publishing/journals/CC/article.asp?doi=b506047h
16 Enhancement of thermal interface materials with carbon nanotube arrays, Jun Xu and Timothy S Fisher, Int J Heat mass Transfer 49 (9-10): 1658-1666 (May 2006)

Results:
• Thermal interface resistance of 20-37mm2.K/W at a pressure of 0.445 MPa
• A combination of a CNT array and a phasechange material (load 0.35 MPa) produceda minimum resistance of 5.2 mm2.K/W
2 3-Omega measurements of verticallyaligned CNTs on silicon substrate17
A schematic of the experimental structure isgiven in Exhibit 2.30, the CNT dimensionsbeing:
• CNT array height 13 µm• CNT diameter 10-80 nm
Exhibit 2.30 Schematic of the experimental structure(X Jack Hu et al, 2006)
Results:
• Effective thermal conductivity 74-83 W/m.Kin the temperature range 295-323 K, oneorder of magnitude higher than the testthermal greases or phase-change materials
3 Electrical resistance of CNT coatedtough pitch copper (alloy 110)18
• Copper substrate 10 x 10 x 0.5 mm• Copper probe contact area 0.31 mm2
28
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Silicon
Pressure
Passivation layer
Pad Pad
Metal bridge
CNT
Glass
Exhibit 2.31 As-fabricated MWCNT layer on coppersubstrate (unit = cm) (Myounggu Park et al, 2006)
Exhibit 2.32 FE-SEM images of MWCNT layer oncopper substrate – (a) machining lines on coppersubstrate, (b) MWCNTs on machining line (MyoungguPark et al, 2006)
17 3-Omega measurements of vertically oriented carbon nanotubes on silicon, X Jack Hu, Antonio A Padilla, Jun Xu, Timothy S Fisher and Kenneth E Goodson,
J Heat Transfer 128 (11): 1109-1113 (November 2006)
18 Effects of a carbon nanotube layer on electrical contact resistance between copper substrates, Myounggu Park, Baratunde A Cola, Thomas Siegmund, Jun Xu,
Matthew R Maschmann, Timothy S Fisher and Hyonny Kim, Nanotechnology 17 (9): 2294-2303 (2006)

Results:
• An 80% reduction in contact resistancewas observed when an MWCNT layer wasused (minimum measured resistance: Cu-Cu 20 Ω, Cu-MWCNT-Cu 4 Ω
• Resistance decreased with increasingcontact force
General comments
The research has shown that the majorthermal impedance is at the tube tip-substrate interface.
The main issues with the current techniqueare ensuring that the silicon is kept below350ºC during CNT processing (this is not anissue with SiC devices) and the need to applya clamping pressure (1-4 atm) to effect a joint.
Potential applications include microprocessorsand power electronics (eg military).Commercialisation is already being pursuedby several companies includingNanoConduction Inc (Sunnyvale, California).
MER Corporation
MER Corp is developing a CNT interface materialwith Mitsubishi. The material takes the form of afilm on 2 µm thick porous (20% CNT, 80% pores)material which can then be filled/laminated withpolyethylene or epoxy resin to improve itsmechanical properties. This system producessimilar thermal properties to conventional phase-change materials. A condensed hydrocarbon onthe nanotubes improves wetting but may limitthermal conductivity.
General comments
The concept of a CNT dry adhesive is veryattractive in terms of the potential for a highthermal conductivity interface. Individual
multiwalled CNTs have been shown to havevery high thermal conductivity (~3,000 W/m.K)at room temperature.19
Additionally, the potential for a low insertionforce, ‘flexible’ (stress relieving) andreworkable die and substrate attach systemwould be of significant benefit for assemblyand maintenance.
This work has demonstrated the potential ofthis new technology; however, there are stillsignificant issues in terms of strength,performance and reliability to address prior toit being acceptable as an attach systemindustrial application.
2.5.3 Other interface/interconnectmaterials
This mission primarily visited developers ofhigh thermal conductivity materials.Consequently, other than as described inSections 2.5.1 and 2.5.2 above, there wasless emphasis on interface solutions as theywere often being developed by theircustomers, many of whom did not providedetailed results. The following summarisesthe information obtained from thesediscussions.
Laird Technologies
Laird Technologies presented a range ofconventional conductive particle filled polymer(soft/hard) thermal interface materialstogether with phase-change materials andgreases. These were primarily for passivecooling systems.
No new interface materials were discussed.
29
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
19 Thermal Transport Measurements of Individual Multiwalled Nanotubes, P Kim, L Shi, A Majumdar and P L McEuen, Phys Rev Lett 87 (21) 215502 (19
November 2001): www.lassp.cornell.edu/lassp_data/mceuen/homepage/Publications/thermalprl2001.pdf

Momentive Performance Materials Inc(formerly GE Materials)
Momentive Performance Materials Incproduces PolarTherm boron nitrideparticulates (10-30 µm) in large quantities forconducting fillers for a wide range of greases,gels, adhesive films and potting agents. Anew spherical filler material (60 and 25 µmdiameter) was presented which was claimedto give a two times improvement in thermalconductivity (eg 6 W/m.K) over conventionalparticulates, was more isotropic and verydurable when compounded.
PTX60 400X PTX25 ~430XExhibit 2.33 PolarTherm boron nitride fillers –spherical particles (courtesy Momentive PerformanceMaterials Inc)
Proposed interface applications includegreases, phase-change materials, thin filmsand conductive adhesives.
Limitations are mainly related to theminimum sphere size. Many customersrequire a bond line thickness (thermalresistance) of ~12 µm and it is currentlydifficult to make the particulates smallenough.
Ceramics Process Systems (CPS) andSp3 Diamond Technologies
Ceramics Process Systems (CPS) and Sp3Diamond Technologies have jointly developedAl-SiC packages incorporating diamond ‘pins’.This solution provides high thermalconductivity (>1,000 W/m.K) paths in atailored CTE package. Strategically placing thepins near hot spots they act as ‘vertical heatpipes’ and, in conjunction with anencapsulated pyrolitic graphite sheet,promote heat-spreading across the packagesurface.
30
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 2.34 Grease results, spherical boron nitride vs best-in-class commercial grades (courtesy MomentivePerformance Materials Inc)
TC (W/m.K)
TR (mm2.K/W)
Th
erm
al c
on
du
ctiv
ity
(W/m
. K)
Th
erm
al r
esis
tan
ce (
mm
2 .K
/W)
2.852.23
1.901.01
1.35
1.78
2.22 1.82
24
21
18
15
12
9
6
3
0
8
7
6
5
4
3
2
1
0
BIC1 BIC2 BIC3 BIC4 35% PTX 42% PTX 46% PTX 35% PTX-S
Best-in-class Spherical BN

3.1 Pyrolytic graphite heat spreaders3.2 Graphite laminations3.3 Composite structures3.4 Carbon-composite PCB cores
3.1 Pyrolytic graphite heat spreaders
Highly oriented pyrolytic graphite (HOPG)from Momentive Performance Materials Inc isthe most sophisticated large-area thermalmanagement materials technology. This findsapplications in premium passive heat transferapplications. Momentive claims that the veryhigh thermal conductivity of its material offersmore than five times the power dissipationcapability of aluminium.
However, a great deal of materialsengineering know-how is involved in realisingthis, given the inherent fragility and extremeanisotropy. The benefits of using high-conductivity materials are determined by theother thermal resistances in the system.High-quality thermal interfaces are needed toexploit the potential of the material. Theparallel development of PolarTherm boronnitride fillers for high-performance interfacematerials therefore sits well with this.
To date the material has mainly been usedencapsulated in a metal casing within whichthe HOPG material is kept always incompression. Applications have been thosewhere cost is not a driving factor and haveincluded avionic, telecom, power electronics,high-end servers and high-brightness LEDs.Other methods of integrating the materialwith lower expansion advanced materials arealso being developed, for example as anembedded insert in Al-SiC flip-chip lids whichoffer thermal conductivity of 1,350 W/m.K inthe XY plane.
Exhibit 3.1 TPG embedded in TC1050 (courtesyMomentive Performance Materials Inc)
The poor Z-plane conductivity of the materialcan reduce the thermal coupling efficiency indealing with hot spots in someconfigurations. This problem can be attackedusing the technique of introducing diamondpin inserts, used for example in one radarmodule application.
31
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
3 PASSIVE COOLING
Exhibit 3.2 TPG inserts embedded in flip-chip lid(courtesy Momentive Performance Materials Inc)

Thermal imaging of equivalent thermal loadsis shown in Exhibit 3.3 with TC1050 (upperfigure) compared to aluminium (lower figure),indicating how effectively peak temperaturescan be reduced to 54ºC from 110ºC.
In effect TC1050 appears to offer heat transferperformance commensurate with what mightbe expected with heat pipe or vapourchamber structures but all in the solid state,with associated reliability and longevitybenefits.
3.2 Graphite laminations
Graphite originating from natural sources hasbeen combined with polymers by GrafTechInternational Ltd. This builds on GrafTech’sbase in volume manufacture and supply ofgraphite foil. These processes are alreadyscaled up and the price-performancecombination for graphite heat spreaderspositions them for use in consumerapplications including laptop computers,plasma and LCD televisions (TVs) and mobiletelephone handsets.
GrafTech supplies high thermal conductivityflexible graphite-based heat spreaders calledSpreaderShield which are now used in arange of laptop computers, plasma and LCDTVs. These types of flexible graphite films arethermally anisotropic, having high in-planethermal conductivity varying (processdependent) between ~140-500 W/m.K andthrough-thickness conductivity between 5-10 W/m.K.
The graphite material laminated with polymermaterial can be can be formed into a numberof different shapes and can be used to formheat risers, heat sinks and heat spreaders.
To overcome the poor thermal conductivity inthe Z-direction GrafTech fits thermal copper oraluminium studs into the graphite material toimprove the Z-plane thermal conductivity. Thestuds can be coated for electrical isolation orconductivity and act as large thermal vias(Exhibit 3.4).
Exhibit 3.4 Use of studs as thermal vias in graphitesheets (courtesy GrafTech International Ltd)
The material can be laminated together togive 3D shapes. The graphite can also belaminated into printed circuit boards (PCBs)as a thermally conductive plane.
Applications of this technology include:
• Sony (Vaio X505) and Panasonicnotebook/laptop computers –
32
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 3.3 TC1050 thermal core (top) vs aluminium(bottom) – infrared image (courtesy of MomentivePerformance Materials Inc)
X-Y500 W/m.K
3 W/m.K Z
Discrete heat source

SpreaderShield (0.2 mm thick) replacedheat pipe and fan units. The SpreaderShieldwas placed on the skin of the computersand pressed against the processor, graphiccard and memory chips using elastomericpads bonded to the case. This resulted in areduction in touch temperature (eg 8ºC)and processor chip operating temperature(>77ºC without SpreaderShield, 60ºC withSpreaderShield), a 50% weight loss andimproved battery life
• LCD and plasma displays – in the lattercase, SpreaderShield replaced acrylicbonded to aluminium heat spreader. Thisresulted in improved brightness, life andimage quality
Exhibit 3.5 SpreaderShield thermal management innotebook computer (courtesy GrafTech International Ltd)
Exhibit 3.6 Spreader retrofitted in Samsung LCD TV(courtesy GrafTech International Ltd)
Exhibit 3.8 Retrofitted NEC PDP panel: infraredimages, full-black condition – (a) as received, (b) withSpreaderShield 260 W/m.K (courtesy GrafTechInternational Ltd)
Packages such as fully buffered dual in-linememory modules (FBDIMMs) or high-temperature LEDs can be directly attached tothese plugs (eg soldered). Trials have shownthe zSpreader gives a 5-8ºC reduction indevice temperature when compared withaluminium-based heat sink technology.
Exhibit 3.9 Schematic of LED mounted on (a) aluminium, (b) natural graphite with embeddedcopper via (courtesy GrafTech International Ltd)
33
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Condition DTmax DTave DTsd
As received 26.3 20.0 2.73
With SpreaderShield 260 W/m.K
21.5 17.8 1.86
Δ Δ Δ
Exhibit 3.7 Temperature data for Samsung 40 in LCDTV (courtesy GrafTech International Ltd)
a)
b)
Copper padDielectric
Dielectric
Natural graphiteCopper thermal via
Aluminium
(a)
(b)

34
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
3.3 Composite structures
Similar benefits available with compositepackages and base plates were presented byMER Corp for its Graphmet350 product,aluminium diamond products, and by JWComposites for its copper matrix fibre anddevelopmental copper-graphite foam products.This also goes for products from MMCC for itsMetGraf products. Many of the productstabled were engineered into product formsbetween flat substrate and highlysophisticated packages. MER Corp indicatedstructures involving a 2D heat spreadercoupled to a 1D heat pipe in the Z plane whichare capable of handling highly local dissipation(Exhibit 3.11).
3.4 Carbon-composite PCB cores
One good example of passive coolingtechnology is the use of Stablcor carbon-carboncomposite technology which addresses heatconduction within a PCB. Stablcor prepregmaterial is a thermally and electrically conductivematerial, ideally used as a ground plane. Thematerial is presented as a carbon-compositelaminate with copper coating (Exhibit 3.12).
This material has significantly improvedthermal conductivity when compared to FR4laminate and a lower coefficient of thermalexpansion (see Exhibit 2.1). Many of theother mechanical properties such as densityare comparable or offer an improvement onother prepregs or stiffeners traditionally usedin PCB materials. Normally the material isconfigured to have the same thermalconductivity in both the X and Y direction. Toconduct heat into the carbon composite layerthermal vias are used (Exhibit 3.13).
Experimental Numerical
Case LED power (W) Ambienttemperature(ºC)
Thermocoupleat slug/TIMinterface (ºC)
LED junctiontemperature(ºC)
Total weight (g)
AluminiumMCPCB
3.33 21 65.7 97.1 22.5
Natural graphitereplacement
3.37 21 61.1 92.2 17.5
Exhibit 3.10 Experimental and numerical results of the two board configurations (courtesy GrafTech International Ltd)
Exhibit 3.11 Use of carbon-carbon composites inpassive cooling (based on figure supplied by MER Corp)
Carbon composite core
Copper
Copper
C
C
L
Exhibit 3.12 Basic construction of Stablcor prepreg (courtesy Stablcor Inc)
Copperpad withpolymerinsulator
Integratedcircuit heatsource
Carbon2D heatspreader
Carbon1D heatpipe

35
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
To obtain optimum performance the PCB lay-up must be carefully designed to give abalanced structure, otherwise the materialcan be processed in traditional fashion(Exhibit 3.14).
For a total thermal management solution athermal path from the PCB into the chassis isrequired to provide the thermal sink. This canbe achieved in traditional fashion usingmounting screws or wedge locks, with ideallyan electrical and thermal conduction path tothe Stablcor prepreg; for this reason the useof Stablcor as a ground layer isrecommended. The material also acts as a
heat spreader because of its high thermalconductivity.
13
1-CORE 2-CORE 4-CORE
6-layer PCB 12-layer PCB3-layer PCB
Technology Presentation
12
FR-4
FR-4
STABLCOR®
FR-4
FR-4
L2/3
Prepreg
Prepreg
Prepreg
Prepreg
Prepreg
Prepreg
L4/5
GND
L6/7
L8/9
L1
L10
FR-4
FR-4
FR-4
L2*
Prepreg
Prepreg
Prepreg
Prepreg
L3/4
L5/6
L7/8
L9*
L1
L10
FR-4
FR-4
FR-4
Prepreg
Prepreg
L4/5
NF
L6/7
L9/10
Prepreg
Prepreg
L8*
Prepreg
Prepreg
1-CORE 2-CORE 3-CORE
(<0.035”) PCB/Substrate (<0.093”) PCB (>0.093”) PCB
L3*
FR-4 L1/2
Prepreg
Prepreg
STABLCOR®
STABLCOR®
STABLCOR®
STABLCOR®
STABLCOR®
Exhibit 3.13Thermal vias forStablcor material(courtesy StablcorInc)
Exhibit 3.14 Lay-up for PCBs usingStablcor material(courtesy StablcorInc)

36
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
4.1 Microchannel devices4.2 Impingement jet and SprayCool4.3 Microrefrigeration4.4 Advanced thermoelectric and
thermionic devices4.5 Outlook
The distinction between active and passive coolingcan be difficult to define but for the purposes ofthe mission microchannel coolers (potential heatexchanger technology in active cooling systems),impingement jets, spray jets and Peltier coolers areactive devices. An active cooling system requiresenergy input to drive the cooling system, and thecoefficient of performance (COP) is a measure ofits effectiveness:
Thermal power transferredCOP =
External input power
Phase change in this context effectivelymeans evaporative cooling. Other types ofphase-change system useful in thermalmanagement based on heat flows associatedwith melting waxes or complex salt hydratesare beyond this discussion.
Because heat transfer processes depend onso many variables it can be difficult tocompare different processes at afundamental level. An important study atPurdue University (International ElectronicCooling Alliance) has benchmarked differentheat transfer process ranges understandardised conditions (Exhibit 4.1)
A phase-change system takes advantage ofthe phase change to dramatically improvethe level of heat transfer that can beattained. However, heat fluxes from surfacesin contact with a liquid coolant are boundedby the tendency for vapour films to disruptthe contact with the liquid, as shown inExhibit 4.2.
The critical heat flux (CHF) represents aninstability – further increase in applied heatflux leads to a reduction in the heat transfercoefficient and hence to potentiallycatastrophic increase in the devicetemperature.
4 ACTIVE COOLING
AirFluorochemical liquidsWater
Natural convection
Single-phaseforced convection
Boiling
AirFluorochemical liquidsWater
Fluorochemical liquidsWater
0.0001 0.001 0.01 0.1
Heat transfer coefficient (W/cm2.K)
1 10 100 1,000
}}
}
Exhibit 4.1 Normal heat transfer ranges (courtesy Prof Issam Mudawar, School of Mechanical Engineering,Purdue University)

37
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Two-phase systems must be engineered toavoid potential instability associated with theCHF and maintain the correct boilingconditions, often nucleate boiling. Much R&Deffort has been invested in identifyingconfigurations and techniques for increasingthe CHF.
A single-phase system often needs higherfluid flow rates and subcooling to achieve thesame degree of cooling which is availablewith two-phase cooling. High flow rates andsubcooling are both undesirable as higherpressure drops and additional secondarycooling may be required.
4.1 Microchannel devices
Purdue University has studied high (25-1,000W/cm2) and ultrahigh (1,000-100,000 W/cm2)heat flux in regimes including pool boiling,falling film cooling, and micro- andminichannel boiling.
Indicators for different approaches are:
• CHF in channel flow boiling determined as361 W/cm2 (high coolant flow, highsubcooling and surface enhancement)
• Ultrahigh CHF of 27,600 W/cm2
demonstrated in high mass flow, highsubcooling in microchannel cooling
Microchannel cooling is frequently used incooling systems because combined largeheat transfer areas and high CHFs lead tohigh total heat transfer capability. The penaltywith microchannels (0.51 mm diameter)compared to minichannels (2.5 mm) is thehigh pressure drop (Exhibit 4.3).
Nucleateboiling
Critical heatflux
Film boiling
Exhibit 4.2 Different boiling conditions (courtesy ProfIssam Mudawar, School of Mechanical Engineering,Purdue University)
Exhibit 4.3 Performance of micro- and minichanneldevices (courtesy Prof Issam Mudawar, School ofMechanical Engineering, Purdue University)

38
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Devices
The difficulty to date has been the economicmanufacture of microchannel devices and thelimitation of planar production processes.
Commercial development of microchannelcooling is being undertaken by Cooligy Inc(Mountain View, California) but it was notpossible to visit.
However, some technology of interest tomicro- and minichannel devices was presentedby MER Corp. It has developed a powdermetallurgy extrusion process with polymercores to form microchannel devices which maybe an appropriate technology for variousclasses of heat exchangers. The extrusionprocess yields microchannel devices withoriented channels with size and shape whichcan be defined. Minimum wall thickness canbe as low as 5-10 µm (Exhibit 4.4).
A variant of the extrusion process creates
foams which can be used as the basis forheat exchangers and heat sinks in a widerange of metallic materials. Complex shapescan be formed using near net-shapeapproaches. If the device can be made ofgraphite it reduces the weight compared toaluminium or copper heat sinks, and withcorrect orientation of the graphite layershighly effective heat exchangers can bemade.
The parts tabled at the meeting wereconvincing demonstrators of what can beachieved with this approach. It should benoted that this approach leads to thepossibility of producing heat exchangers withintegral manifolds.
4.2 Impingement jet and SprayCool
Higher heat fluxes can be attained usingimpingement jet and spray cooling. Forsystems utilising jet impingement cooling theeffects of liquid velocity, droplet size, delivery
Exhibit 4.4 Orientedmicrochannel devices(courtesy MER Corp)
Exhibit 4.5 Foamedheat exchanger(courtesy MER Corp)

rate and impingement angle on heat flux havebeen studied extensively by PurdueUniversity.
SprayCool technology developed by ISR Incuses a partial phase-change system. Thetechnology has been developed for datacentre servers and aerospace applications butis applicable to other fields as well.SprayCool’s IP is the knowledge of aneffective droplet distribution pattern. Foreffective cooling a fog is formed in the areaneeding cooling, and the fluid pumped to aremote heat exchanger (Exhibit 4.6).
Active cooling systems require heatexchangers, and microchannel devicesprovide an effective solution. Anotheralternative is nanochannel technology but thisis unlikely to be used for fluid coolingsystems because of the large pressure dropdeveloped.
The formation of a fog allows a degree ofcooling to take place around corners. TheSprayCool approach requires less fluid thanpool boiling. The effective cooling dependsupon the droplet size, droplet impingementangle, droplet momentum, thickness of liquid-phase film, amount of splashing and heat flux(Exhibit 4.7).
Apart from the heat flux these parameterscan be controlled by design for an optimumsolution. The SprayCool system relies upondelivery of sufficient fluid to avoid boiling dry.The fluid and vapour removed is passedthrough a heat exchanger to remove heat tothe external environment. The pressuredifference between the high and low side isabout 20 psi and the system pressure is setso that the liquid boils on contact with thecomponents being cooled. In some caseswarmed liquid is sprayed to ensure the mosteffective rate of heat removal. Typically the
39
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Heatexchanger
Exhibit 4.6 SprayCool system block diagram (courtesyISR Inc)
Heat
tran
sfe
r co
eff
icie
nt
h (
W/c
m2. K
)
Temperature difference ΔT (K)
Exhibit 4.7 SprayCoolperformance envelope(courtesy ISR Inc)

low side is pressurised between 0.5 and 1 atm.
The result is an effective cooling system thatcan yield an even temperature distributionand may be applied at the die or board level(Exhibit 4.8). A die-level approach isrecommended as this reduces the number ofthermal interfaces. At the board level theSprayCool technology can be retrofitted as aheat sink.
Any liquid with suitable properties may beused, and commonly used are theperfluorocarbons (PFCs) which do notdamage bare die. The fluid also contains alittle air or nitrogen to prevent cavitation. Thesystem has been made to work from -70ºC to+120ºC with heat flux densities of 250W/cm2. The SprayCool system has been usedin aerospace systems where alignment ofsystem with gravity varies. The spray heads
can dispense the droplets over a 60 degreecone angle with 15 to 25 µm droplet size anda range of 1/8 to 8 in. The pump stage iscontained within the fluid to reduce sealingproblems and lubricate the pump.
4.3 Microrefrigeration
UCB has been investigating the use of MEMSfor thermal management, having developed amicro heat exchanger and microrefrigeration.COP > 2 has been achieved based on aMEMS technology with a Wankel enginecapable of removing 50 W. A microchannelheat pipe structure using a two-phase systemand a wicking structure to pull fluid back to theevaporator has been developed. MEMS hasalso been used for sensing inside thecombustion zone. Purdue University is activelyresearching microrefrigeration units, whichmay involve alternative refrigeration cycles.Some of these microrefrigerators are
40
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Reservoirand pump
Exhibit 4.8 DualOpteron server fittedwith SprayCooltechnology (courtesyISR Inc)

achieving COP = 5. Purdue University hasinvestigated the insertion of CNTs into coolingfluids to improve heat transfer but found it tobe ineffective.
4.4 Advanced thermoelectric and
thermionic devices
4.4.1 Peltier devices
While convective cooling technologies haveseen some impressive progress recently,standard Peltier-type elements are still state-of-the-art in thermoelectric devices with well-known shortcomings such as low thermalefficiency and poor mechanical stability.However, Nextreme Thermal Solutions Inchas developed a new generation of deviceswith significantly enhanced performance.
Thermoelectric coolers (TECs) in activecooling technologies have traditionallysuffered from a low COP. Nextreme’stechnology, based on thin-film technology, hasimproved COP which may offer a step changein the capacity of these devices but they arenot yet available in volume supply, althoughthis appears to be in the planning frame.Nextreme is also evaluating emerging thin-film device technology developed by NASAJet Propulsion Laboratory (JPL) at CaliforniaInstitute of Technology (Caltech).
Nextreme’s current technology is based onbismuth telluride thin-film superlattices.
Typical devices are 3 x 3 mm with thicknessof ~100 µm. As heat pumps, the devices arecharacterised by load lines bounded bymaximum cooling of 40ºC and a maximumheat flux of 175 W/cm2. The maximum deviceefficiency is 4.5%. Conventional commercialTECs have much lower power density limits(~12 W/cm2) but higher maximum cooling(65-70ºC). Nextreme devices indicate a clearadvantage for cooling at higher local powerdensities. It should be noted that LairdTechnologies has recently added Melcor TECs
into its product portfolio and is developingnew generations of TECs based ontechnology from Argonne National Laboratory(ANL), so further developments may beexpected.
Nextreme’s embedded TEC is illustrated inExhibit 4.9.
Larger areas can be cooled by forming arraysof devices. The small size means a fastresponse to thermal transients. The deviceshave a range of current (few amps), heat flux(50-150 W/cm2) and temperature differential(10-20 K) that yields the highest COP. COP isdependent upon the temperature differential.
The main application is seen as cooling hotspots on integrated circuit (IC) dies. Up to14ºC local cooling of a hot spot wasdemonstrated (see Exhibit 1.3).
This technology is currently in low-rateprototype production and is suboptimal, withdevelopment work ongoing to optimise thedevices.
The application of these devices for energyscavenging from waste heat is attractingmuch funding. Applications include energyrecovery from automotive exhaust to reduceor possibly eliminate alternator loads,
41
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 4.9 Embedded TEC (courtesy NextremeThermal Solutions Inc)

electrical power sources for wireless sensorsand in implantable medical devices.
4.4.2 Thermionic devices
A number of new concepts based onthermionic emission are currently underinvestigation. These devices consist of twometallic plates which are separated by a gapof several micrometres. The surface on oneside of the gap is processed in order tofacilitate thermionic emission of electrons.While electrons are able to cross the gapbetween the plates there will be no exchangeof phonons resulting in a much betterseparation between the hot and the coldelectrode. With this technique theoreticalCarnot efficiencies of up to 80% can beachieved compared to 6% for Peltier devices.
This approach is investigated by Cool Chipsplc, a member of the Borealis Group. In itstechnology one of the surfaces in the gap ispatterned with nanogrooves that correspondto the electron wavelength. This principle,called Avto metals, lowers the work functionof the metal and improves electron emissionat lower temperatures.
Another promising technology based on solid-state thermionic devices in which the vacuumgap is replaced by a semiconductor stuctureis being developed by Eneco based in SaltLake City. This is being evaluated for coolingof solid-state headlamps for the automotiveindustry and cooling of infrared imagingsensors.
There are a number of different approaches toimprove thermionic emission of surfaces.Several groups including Professor Majumdarat UCB grow columns of CNTs on the innersurface of one of the electrodes. CNTssignificantly enhance electron emission;however, Professor Majumdar pointed outthat currently it is difficult to grow a sufficientdensity of CNTs that can provide enoughcurrent density to achieve satisfactory
performance. He currently investigates adifferent approach where a very thin layer ofbenzene-like molecules, which has goodelectron but very low phonon conductivity,separates the electrodes.
Although the concepts of these technologieshave been demonstrated none of them hasyet produced a working device. However,considering the rapid advances in CNT andnanotechnology it is conceivable that the firstworking units will be reported in the nearfuture. Also based on CNT, ProfessorMajumdar’s group has only recentlydemonstrated the world’s first thermalrectifier. Even though its efficiency is stillwithin single figures this is an impressiveachievement and will almost certainly triggera strong research effort across the world.
4.5 Outlook
The view of the future was that there areunlikely to be quantum leaps in fluid coolingtechnology but there is scope forimprovement in cooling capability through theclever merging of existing materials andcooling technology. One concern for all fluidcooling systems is the environmental impactof the coolants. Nextreme appears to lead theway in the implementation of new generationTECs but there is a strong possibility thatsome step changes in high-efficiency solid-state cooling will emerge if currenttechnology developments can be scaled up.
42
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA

5.1 Modelling techniques5.2 Thermal modelling5.3 Reliability modelling5.4 Modelling of passive cooling5.5 Modelling of active technologies5.6 Integrated modelling5.7 Metrology to support modelling5.8 Outlook
Modelling and simulation tools are a keytechnology recognised by all companiesvisited during this mission. US organisationsare using these technologies early in thedesign process to help understand thethermal performance of both passive andactive cooling technologies and materials andthe final reliability of the product.
The drivers for using modelling and simulationearly in product design are cost, decreasingtime to market, and the physical complexitiesof thermal trends in electronic systems. Theadvantage of adopting modelling early in thedesign process is to allow potential thermalproblems to be identified before buildingphysical prototypes, which will improve productquality and reliability, and speed time to market.
5.1 Modelling techniques
The last fifteen years has seen a significantgrowth in the use of computational fluiddynamics (CFD) and finite element analysis(FEA) tools within the electronics packagingcommunity. During the mission a number oforganisations detailed how they are usingthese tools to predict thermal andthermomechanical behaviour of materials andelectronics-based products.
CFD technology has seen dramatic growth in
the electronics thermal management sector.Particular products such as FLOTHERM fromFlomerics (a UK company) and Fluent, nowowned by ANSYS Inc, are being used by anumber of organisations to model the flow ofair and liquids in electronic cooling systemsand the resultant device temperatures.
FEA tools that predict mechanical behaviourof electronic systems and in particularstresses due to temperature changes in thematerials have also seen a dramatic rise inuse in the electronics sector. Codes such asANSYS and ABAQUS are particularly popular.These tools are used to predict the stress,strain and resulting damage in the materialsthat make up an electronic system and thesevalues are then used to assess the reliabilityof the overall product.
Although modelling tools are very powerfuland provide extremely useful insights intothermal management technologies they needto be used with care. In particular thematerials data, boundary conditions and failuremodels provided by a design engineer asinput to these codes need to be fullyunderstood in terms of applicability. Exhibit5.1 illustrates the requirements for the abovemodelling tools and what they predict in thecontext of thermal management and reliability.
In the USA groups such as the Center forAdvanced Life Cycle Engineering (CALCE) atthe University of Maryland and the Center forPower Electronics Systems (CPES) at VirginiaTech are particularly strong in thedevelopment and use of modelling as part ofthe physics-of-failure approach to electronicproduct reliability. Other organisations andacademic institutions visited during the
43
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
5 THERMAL AND RELIABILITY MODELLING

mission also demonstrated a strongawareness of modelling and many of theseorganisations use these tools.
Generally the UK is seen as a centre ofexcellence in developing and providingmodelling and simulation tools with many ofthe novel developments originating in thiscountry through companies such asFlomerics and academic institutions.
5.2 Thermal modelling
Both CFD and FEA are used extensivelywithin the engineering sector to predictphysical phenomena such as fluid flow, heattransfer, electromagnetic and mechanicalstress.
For thermal analysis of electronic systemsCFD tools will predict the governing heattransfer modes such as conduction, radiationand convection. Exhibit 5.2 illustrates thesemodes of heat transfer. For each mode ofheat transfer the governing partial differentialequations are solved using numericaltechniques programmed into software toolssuch as FLOTHERM and Fluent.
For the thermal design engineer particularinterest is in predicting the surfacetemperature of the die, which is known asthe junction temperature (TJunction) and also
calculating the heat removal paths and thethermal resistance for heat flow from the chiplocation to the ambient. The overall thermalresistance (ROverall) in a package with a deviceat q watts is given by:
This overall thermal resistance is made up ofa combination of thermal resistances acrosseach material in the whole package.Identifying how heat flows through thesystem and the locations of high thermalresistance throughout the electronic packageenables thermal engineers to make designchanges that will maximise heat removal andminimise junction temperature.
5.3 Reliability modelling
Reliability is defined as the probability that adevice will perform its required functionunder stated conditions for a specific periodof time. A reliability prediction estimates thereliability of an electronics module as used inthe field. This depends on the design of themodule and the in-service environmentalconditions it is subjected to during its lifetime.
Many electronics module companies stilladopt the MIL-217-F handbook reliabilityprediction methodology to calculate meantime between failure (MTBF). This calculationis based on individual failure rates for eachcomponent making up the device which arestatistically obtained from field data. It is welldocumented that this technique can result in
44
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
TJunction – TAmbientROverall =
q
Exhibit 5.1 Thermal and reliability modelling in thedesign environment (courtesy Chris Bailey)
Exhibit 5.2 Modes of heat transfer (courtesy ChrisBailey)

very poor predictions and in fact thetechnique is now not used by the US militarydue to its poor performance.
One relationship between junctiontemperature and semiconductor devicereliability is the Arrhenius equation which canbe used to estimate the failure rate, ß(T), as afunction of processor temperature, T, where:
where A is a constant, k is the Boltzmannconstant (8.16173 x 10-5) and E is theactivation energy.
If we consider the failure mode to be in thecopper interconnect metallisation on the chipand the activation energy of the failuremechanism to be E = 1.0, then a rise injunction temperature from say T1 = 80ºC (353 K) to T2 = 100ºC (373 K) will result in anacceleration in failure rate of:
Clearly for the above failure mechanism theacceleration in failure rate by increasing thejunction temperature by 20ºC is an increaseby a factor of six in thisexample. Of course not allfailures can be modelled usingthe above expression as theyare much more complex, andstress-related failure modelsare required.
The physics-of-failure approachto reliability combinesmathematical modelling withaccelerated life testing topredict the reliability of aproduct. This techniqueinvestigates the physicsleading to a failure andidentifies the root cause forthat failure. Standards for
reliability prediction can be summarised asshown in Exhibit 5.3.
Exhibit 5.4 illustrates the physics-of-failureapproach as adopted by many organisationsin assessing reliability.
5.4 Modelling of passive cooling
Passive cooling technologies remove heatfrom the system primarily due to the highthermal conductivity of a particular material.The majority of companies the mission visitedwho are producing high thermal conductivitymaterials are using modelling to help
45
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
ß(T2) 1 1= exp[ – (E/k)( – )]
ß(T1) T2 T1
ß(T) = Aexp(–E/kT)
Standard Notes
MIL-217 Originates from US militarystandardsNot used by US military sinceearly 1990s
TELCORDIA Originates from Bell LabsSimilar approach to MIL-217-F
IEEE-1413 Guide in undertaken reliabilitypredictionIncludes physics-of-failureapproach
JEDEC-148 Reliability qualification ofsemiconductor devices based onphysics-of-failure and risk andopportunity assessment
Exhibit 5.3 Standards for reliability prediction
Exhibit 5.4 Physics-of-failure (PoF) reliabilitymethodology (courtesy Chris Bailey)

characterise the performance of the materialboth thermally and mechanically.
Exhibit 5.5 shows details from simulationsundertaken at GrafTech International Ltdshowing the performance of its heat spreadermaterial eGraf (made with natural graphitematerials) in consumer electronics products.In this example the use of the spreadermaterial (with in-plane conductivity 400 W/m.K) helps reduce the localisedtemperature and this is clearly shown usingthermal simulations. Clearly these results alsosupport any marketing efforts for the material.
The challenge with modelling these highthermal conductivity materials is the lack ofaccurate temperature-dependent thermal andthermomechanical data to allow meaningfulmodelling of anisotropic or othotropicbehaviours.
MER Corp also has an active modellingprogramme supporting its research efforts onproducing composite structures of diamondand aluminium for applications in powerelectronic devices. Prediction of idealcomposite thermal conductivity (Kc) as afunction of particle volume fraction (f) andparticle thermal conductivity (Kp) and matrixconductivity (Km) is given by:
Exhibit 5.6 compares predictions of thermalconductivity with experimental readings for adiamond-aluminium composite material. Clearlywe can see good comparisons between modelprediction and experimental readings.
Close collaboration is taking place betweenMER Corp and local universities such asArizona State, Ohio and New Mexico that areproviding support in the use of modelling.Working with Ohio University MER Corp hasbeen able to characterise the performance ofdiamond-aluminium base plates for IGBTmodules and to show that for their effectiveuse there is a need for active liquid cooling orextended surfaces to increase the effectiveheat transfer coefficient to ensure a suitableand reliable junction temperature. Exhibit 5.7illustrates the results from thermal modelling.
As well as materials with high thermalconductivity other passive technologies suchas thermosyphon loops, miniature heat pipesand high-performance heat sinks are beinginvestigated for thermal management.
46
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Km Kc – Kp 3
(1 – f)3 = Kc Km – Kp[ ]
Exhibit 5.5 Thermal modelling of heat spreadermaterial (courtesy GrafTech International Ltd)
Exhibit 5.6 Predicted and measured thermalconductivity for diamond-aluminium composite(courtesy MER Corp)
Exhibit 5.7 Junction temperature vs heat transfercoefficient for a flat plate (courtesy MER Corp)

For thermosyphon loops and heat pipes CFDtechnology can again be used although thechallenge is to capture the physics relating tophase-change mechanics and the importanteffect of this on heat transfer rates. Exhibit5.8 illustrates the physics taking place in sucha process.
Using CFD to characterise heat sinkperformance is well established where ithelps optimise fin thickness, spacing andbase plate shape and size. Exhibit 5.9illustrates typical CFD results for a heat sinkdesign developed at GrafTech.
5.5 Modelling of active technologies
The most common form of active cooling isthrough forced air convection using fans. Froma modelling perspective this process is wellestablished and codes such as FLOTHERM andFluent have a number of libraries for differentfan types. One challenge for CFD modelling inthis area is the use of models for low Reynoldsnumber flows which are typically found inelectronics cooling, although researchers in theUK and the USA are developing new models tobetter predict this type of flow.
Professor Garimella at Purdue University isworking on novel research that could extend theuse of air cooling by using technology that isknown as ion wind. Modelling again has beenused here to help understand this process.
As well as this the group at Purdue has beeninvestigating many active coolingtechnologies including micropumps (Exhibit5.10) where CFD is helping to understandmicropump design in terms of the effect of
47
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 5.8 Thermosyphon principle (courtesyThermacore Europe Ltd)
Exhibit 5.9 Thermal modelling for heat sink design(courtesy GrafTech International Ltd)
Exhibit 5.10 CFD calculations for a micropump (courtesy Purdue University)

flow rates on back pressures and heattransfer coefficients.
Microchannel flow is popular as it candisperse a lot of heat by using a smallamount of fluid. Research at MER Corp isinvestigating nanochannels although thechallenge is with pressure drops seen inthese small channels.
Jet impingement and spray cooling are twoother technologies that are being extensivelyresearched in the USA. Jet impingementsupplies a liquid coolant perpendicular to thecooling surface. It can accommodate criticalheat fluxes up to 300 W/cm2 and beyonddepending on the fluid used. Spray cooling isseen as a competitor to jet impingementcooling and there is lots of interest in thistechnology in the US Air Force (USAF). Spraycooling atomises the fluid, forming a ‘coolantmist’ which contacts the high temperatureitems. SprayCool Systems from ISR Inc is aleader in this technology and uses CFDmodelling extensively to help understand thiscomplex process.
Modelling the spray cooling process (Exhibit5.11) is particularly challenging as it involvesmodelling the atomisation process, collisionand coalescence of liquid particles, andvaporisation on the cooling surface. This is a hottopic for future modelling research as modelsare required to help optimise this process.
Thermoelectric coolers (TECs) or Peltierdevices act as heat pumps by force-
conducting heat from a hot to a cold plate.TECs are solid-state devices which generateelectrical power from a temperature gradient(known as the Seebeck effect) and convertingelectrical power into a temperature gradient(known as the Peltier effect). Many CFDcodes such as FLOTHERM have routines formodelling the effect of these devices.
5.6 Integrated modelling
Integrated modelling and co-design are strongemphasised requirements in many of theindustry roadmaps. In particular, organisationsare interested in co-simulation tools thatenable thermal, mechanical, electrical andacoustic analysis to be undertaken at thesame time. Within the commercial modellingcommunity particular trends are taking place:
• Co-simulation or multiphysics analysis tools• Integrated with numerical optimisation• Closely integrated with electronic
computer-aided design (ECAD) andmechanical computer-aided design (MCAD)
48
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Exhibit 5.11 Modelling thespray cooling process(courtesy SprayCool)
Exhibit 5.12Co-simulation ormultiphysicsmodelling(courtesy ChrisBailey)

Another particular area of integratedmodelling is the use of models with sensordata for prognostics and diagnostics. This is acentral theme of work under way at theUniversity of Maryland (CALCE) and is alsonow taking place in the UK (eg Greenwich,Nottingham and Loughborough Universities).
In general for reliability there are concernsabout current accelerated life tests based onparticular standards and the relationshipbetween failures observed in these tests forcurrent thermal management technologiesand what would be seen in the field. Thephysics-of-failure approach with othertechniques such as failure mode and effectanalysis (FMEA) is seen as the correct way topredict and characterise reliability.
5.7 Metrology to support modelling
There is an urgent requirement for goodmetrology to support the needs of modelling.Much of the IP developed by companies thatuse modelling is the data they havedeveloped for use in the models. This datacan be in the form of thermophysical inputdata or most importantly failure models forreliability estimation.
Further research in test procedures andstandards for measuring the high thermalconductivities for passive coolingtechnologies is required as there seems to bemuch debate as to the accuracy of thecurrent methods.
Techniques to measure the critical heat fluxesand heat transfer coefficients for activecooling technologies is required. Also therelationship between stress and failures inelectronic materials and associatedacceleration factors need to be bettercharacterised – especially for new materialsthat have been adopted to satisfyenvironmental legislation such as theRestriction of Hazardous Substances (RoHS)directive.
5.8 Outlook
Thermal and reliability modelling is used bymany organisations both large and small. Thiswas in evidence during the mission withcompanies using modelling to characteriseboth materials and processes at the veryearly design stage. Current modelling toolshave advanced tremendously over the lastfifteen years. Future challenges for thesecodes will be to capture more accurately thecomplex physics taking place, especially foractive cooling technologies (ie spray cooling),and to represent the effect of these coolingtechnologies at system level.
At present many of the modelling codes aredeveloping and providing multiphysics or co-simulation analysis capabilities. Another trendbeing addressed by code vendors is theintegration of analysis within computer-aideddesign (CAD) which provides greaterproductivity in the design process. In future,code vendors will provide users with co-simulation tools closely integrated withinCAD environments.
The accuracy of these simulation codes willonly be as good as the input data used. Thereis a requirement for metrology research toproduce measurement techniques andstandards that will gather the input datarequired for thermal and reliability analysis.
49
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA

Many of the organisations visited by themission have obtained support through theNational Science Foundation (NSF) and/or theSmall Business Innovation Research (SBIR) orSmall Business Technology Transfer (SSTR)programmes. These funds are worth $1 billion(~£510 million) a year and many innovationsare supported to market in this way. In fact anumber of small research-focused companiessurvive on these grants.
A number of organisations feel there is askills gap between the ability of students touse modelling tools, understand the problemin hand, and effective application of modellingtools. This is a similar situation as in the UKthat needs to be addressed withinengineering courses both at graduate andpostgraduate level.
All of the companies visited during themission have close collaboration withuniversities both locally and nationally in theUSA. This collaboration is supporting thecompanies’ research efforts with theuniversities and companies supportedthrough NSF and government organisationssuch as DOE and DoD.
At present there is no particular knowledgetransfer network in the USA for thermal
management research and advances. Mostresearchers will meet at relevant conferencessuch as:
• ITherm20 – held every two years and co-located with the Electronic Componentsand Technology Conference (ECTC)
• SEMI-THERM21 – held yearly in San Jose,California
• InterPACK22 – held every two years
• THERMES23
Although the UK does not have any particularnetwork focused on thermal management itdoes have a number of networks that includethermal management research for electronicsystems. For example the InnovativeElectronics Manufacturing Research Centre(IeMRC)24 managed from LoughboroughUniversity and Knowledge Transfer Networks(KTNs) such as Materials,25 Electronics-Enabled Products26 and Electronics.27
In addition to the standard academic journalsthe top magazine for thermal managementinformation in the USA is ElectronicsCooling.28
50
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
6 US RESEARCH SUPPORT MECHANISMS
20 www.itherm.org
21 www.semi-therm.org
22 www.interpackconference.org
23 www.engconfintl.org/7ac.html
24 www.lboro.ac.uk/research/iemrc
25 http://amf.globalwatchonline.com
26 www.electronicproductsktn.org.uk
27 www.ktnetworks.co.uk/epicentric_portal/site/KTN/menuitem.c79fcc3b7c99ea823a8a9443ebd001a0
28 www.electronics-cooling.com

7.1 Key findings
• The main failure mechanisms forelectronics are still thermally induced andfuture performance will continue to belimited by thermal management.
• The significance of the field is matched bythe level of activity in developing thermalmanagement solutions in a range ofmaterials and technologies by largecompanies and SMEs.
• Developments of sophisticated coolingtechnologies are being driven by high heatflux applications, particularly in militaryapplications, but these are spreading outinto commercial applications.
• The development of active solders by S-Bond for direct bonding of dissimilarmaterials without metallisation or fluxassistance is significant and should beconsidered by UK companies.
• Carbon materials are taking their place inthermal management systems.Performance-cost is clustered around highperformance, high cost and lowerperformance, lower cost systems.Strength and toughness may constrainmarket penetration in some areas.
• The USA is actively pursuing compositetechnologies based on combining bothdiamond and highly conductive carbonfibres with metal matrix. Techniques forengineering interfaces are advanced andthe reducing costs of diamond and carbonfibres are making these materials moreaffordable. However, implementation ofdiamond composites remains difficult.
• There has been a greater uptake of activecooling in the USA compared with the UKas some application requirements outstripthe capability of passive cooling.
• It is apparent that modelling is being usedin increasingly sophisticated ways. Thermalmodelling at the device level is beingcomplemented by system-levelsimulations. Co-simulation that integratesthermal, electromagnetic and mechanicalanalysis is also a strong requirement ofusers and being addressed by codevendors. The power of modelling has beenrecognised in a marketing context.
• Levels of investment remain high andsupport mechanisms for small businessprovide continuity and allow effective early-stage growth.
7.2 Recommendations
• The UK thermal management industry willbe strengthened if a focus or network isestablished to bring together and coordinateits competences in materials, modelling,metrology, design and prototype build.
• Increased industry awareness of advancedmaterials and active cooling technologies isneeded to cultivate best practice andencourage technology developments in thefield.
• The USA leads in a range of materials butUK capabilities remain strong in someareas. There are still opportunities in theUK for materials development which canbuild on this based around sophisticatedand optimised combinations of materialsand interfaces.
51
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
7 KEY FINDINGS AND RECOMMENDATIONS

• The thermal management industry in theUK should build on its modelling anddesign capability to create integratedsolutions for system-level optimisation.This may extend the range of passivesolutions which are preferred wherepossible.
• Modelling for active cooling technologiesneeds further research, in particular spraycooling and jet impingement. How thesepackage level models are then used atsystem level needs to be characterised.Using modelling and sensors within aprognostics and diagnostics context tomonitor in-service behaviour of thermalmanagement technologies should also bean important area of future research.
• Cost implications of thermal managementchoices should be be evaluated at systemlevel in order to assess overal impact ofthermal management design choices.Signposting is needed in order to ensurethat industry can access these services.
• Standards and metrology issues impacteverything in the industry. Manufacturers’data are frequently incomplete and thisdegrades the value and benefits availablefrom simulation and modelling. There is anopportunity for the UK to build on itscompetences in thermal and mechanicalmetrology in order to consolidate anddevelop its capability in design andsimulation.
52
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA

53
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
S-Bond Technologies LLC
Momentive Performance Materials Inc
Laird Technologies – Thermal
GrafTech International Ltd
Applied Sciences Inc
Purdue University – CTRC
Purdue University – BTPFL/PUIECA
MER Corp
JW Composites LLC
University of California, Berkeley (UCB) –BNNI
University of California, Berkeley (UCB) –BSAC
SprayCool
Stablcor Inc
Nextreme Thermal Solutions Inc
Profiles of the host organisations are given onthe following pages
Appendix AHOST ORGANISATIONS

54
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
S-Bond Technologies LLC
Contact: Randall Redd
811 West Fifth Street – Unit 2LansdalePA 19446USA
T +1 215 631 [email protected]
S-Bond products are used to join metals,ceramics, glasses, and carbon materials likediamond and graphite. Its expertise in activesolder technology has led to the developmentof a range of solutions allowing the cost-effective assembly of unique combinations ofmaterials without plating and fluxes.Examples include copper to aluminium andgraphite to aluminium for thermalmanagement systems, sapphire to metal forlightweight sensor assemblies, and siliconcarbide to titanium and other metals forlightweight armour and wear-resistantsurfaces. The company also offers design-for-manufacturing review, prototyping and ‘makecomplete’ services based on its experienceand that of its Service Provider Network.
Active solder technology was first developedin the late 1990s as a technique to join metalswithout using flux. The technology continuedto be developed and refined by MaterialsResources International (MRi) until 2002,when S-Bond was spun off as a separatecompany. Since then the company hasfocused on creating specific joining andassembly solutions for the electronics,defence, aerospace and general industrialmarkets. S-Bond products are used today inthermal management systems, sensorassemblies, and other applications wheregood bond strength, high thermal andelectrical conductivity and a reducedenvironmental impact are important.
Momentive Performance Materials Inc
Contact: Evan Cooper
22557 West Lunn RoadStrongsvilleOH 44149USA
T +1 440 878 [email protected] www.momentive.com
Momentive Performance Materials wasformed by joining units previously part of GEAdvanced Materials, Bayer and Toshiba.
Its main products include HOPG, TC1050 andboron nitride powders for its PolarThermproduct to create a group of strong thermalmanagement interests aimed at moreeffective passive heat dissipationtechnologies. TC1050 composites are metal-clad versions of material which allowsintegration of TPG into structures. TC1050technology is subject to export controlwhereas supply of HOPG itself is not.

55
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Laird Technologies – Thermal
Contact: Richard Hill
4707 Detroit AvenueCleveland OH 44102USA
T +1 216 939 [email protected] www.lairdtech.com
Laird Technologies is a subsidiary of theBritish owned Laird PLC group.
The company has diverse interests in thermalmanagement products – gap fillers, thermalinterface and phase change materials,thermal greases, thermally conductive circuitboards and thermally conductive interfacematerials.
Laird acquired Melcor (Peltier thermoelectricdevice) in 2005.
GrafTech International Ltd
Contact: Lionel Batty
12900 Snow RoadParmaOH 44130USA
T +1 216 676 [email protected]
GrafTech is a large industrial group withapproximately 4,000 employees worldwidecentred on carbon and graphite materialsscience.
The fit between its flexible natural graphiteproduct and the needs of the electronicsthermal management industry has led to theeGRAF product portfolio (www.graftechaet.com/Home/Brands/eGRAF.aspx) which isparticularly well adapted to meeting thermalmanagement demands in commodityproducts.
The electronics thermal management productrange is part of a larger portfolio includingother technical graphite products.

56
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Applied Sciences Inc
Contact: Max Lake
PO Box 579CedarvilleOH 45314USA
T +1 937 766 [email protected]
Applied Sciences Inc (ASI) is an R&Dcompany specialising in advanced materialsand their applications which has beendeveloping advanced carbon-carboncomposites using both vapour-grown carbonnanofibres and pitch-fibre fabricreinforcements, achieving high performancelevels. Main products include Pyrografnanofibre and Black Ice hyperconductivediamond/carbon/carbon composite.
Nanographite Materials (NGM) is a jointventure (JV) between ASI and the JapaneseGSI Creos Corp which focuses on developingboth metal and carbon-matrix composites ofPyrograf fibres.
Purdue University – CTRC
Contact: Prof Suresh GarimellaGoodson Professor of MechanicalEngineering and Director, CTRC
School of Mechanical Engineering585 Purdue MallWest LafayetteIN 47907-2088USA
T +1 765 494 [email protected] www.ecn.purdue.edu/CTRC
Purdue hosts the NSF Compact, High-Performance Cooling Technologies ResearchCenter (CTRC). This was established toaddress the needs of its industry members inthe area of high-performance heat removalfrom compact spaces. Members includeAavid Thermalloy, Apple, Delphi Electronicsand Safety, Denso, GrafTech, Honeywell,Eaton, Intel, Modine Manufacturing,Nanoconduction, Nokia, Rockwell Collins,Samsung, Sandia National Labs, Sony andSterling PCU.
CTRC is a designated NSF Industry/UniversityCooperative Research Center (I/UCRC) whichaddresses the R&D needs of a diverseindustrial community through member-directed investigations with a product-oriented focus.

57
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Purdue University – BTPFL/PUIECA
Contact: Prof Issam MudawarProfessor of Mechanical Engineering
1288 Mechanical EngineeringWest LafayetteIN 47907-1288USA
T +1 765 494 [email protected] www.ecn.purdue.edu/BTPFL
Mudawar Thermal Systems Inc1291 Cumberland AvenueSuite G West Lafayette IN 47906-1385USA
Purdue University also hosts the Boiling andTwo-Phase Flow Laboratory (BTPFL) and thePurdue University International ElectronicCooling Alliance (PUIECA) directed byProfessor Issam Mudawar which addresses awide range of single and two phase coolingapproaches with a focus on systems for andfundamentals of high and extreme heat fluxthermal management, notably liquid jetimpingement jet cooling and spray cooling.
Also of notable interest is the Thermal DesignInnovation Initiative (TDII) allowing companiesa fast track to thermal management solutions.
MER Corp
Contact: Dr Raouf O Loutfy
7960 South Kolb RoadTucsonAZ 85706USA
T +1 520 574 [email protected] www.mercorp.com
Materials and Electrochemical ResearchCorporation (MER Corp) is devoted to high-technology materials and electrochemicalR&D with an emphasis on advancedcomposites, coatings, nanotubes and nearnet-shape metals/alloys as well as energyconversion systems including batteries, fuelcells and gas storage. MER was started in1985 with SBIR contract funding andsubsequently developed and commercialisedaluminium nitride ceramics.
MER has a JV with Mitsubishi focusing onfullerene/nanotube application developmentand production. MER R&D frequently involvescollaboration with major universities andinternational corporations, seekingopportunities to commercialise and innovatein advanced material technologies.

58
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
JW Composites LLC
Contact: Joseph Weeks
420 South 500 WestSalt Lake CityUT 84101USA
T +1 801 355 [email protected] www.jwcomposites.com
JW Composites LLC specialises in advancedcoatings and composite materials. Refractorymetal and metal carbide coatings allowmolten metals to wet and bond to a variety ofceramic surfaces including graphite fibre,graphite foam, diamond and cubic boronnitride.
Based upon research spanning 20 years withfunding support from DOE, NASA, NSF andthe US Navy, JW has used this to allowpressureless infiltration of a wide range ofgraphitic materials as well as bonding andinfiltrating diamond which is used to supportthe mainstream business of Molybonddiamond and cubic boron nitride products.
JW is co-located with Quality Plating in SaltLake City to allow supply of composites withmetallisation for integration.
University of California, Berkeley (UCB) –
BNNI
Contact: Prof Arun MajumdarDirector, Berkeley Nanosciences andNanoengineering Institute
5131 Etcheverry HallBerkeleyCA 94720-1740USA
T +1 510 643 [email protected] www.me.berkeley.edu/faculty/majumdar
The Berkeley Nanosciences andNanoengineering Institute (BNNI) directed byProfessor Arun Majumdar has beenresearching novel interface materials basedon dense nanotube arrays. The technology isavailable to license through Atlas Scientificwhich also has interests in cryocoolers (roomtemperature down to 50 mK) and rare-earthbased regenerative heat exchangers.

59
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
University of California, Berkeley (UCB) –
BSAC
Contact: Dr David Walther
BSAC497 Cory Hall #1774BerkeleyCA 94720-1774USA
[email protected]://bsac.eecs.berkeley.edu
Berkeley Sensor and Actuater Center (BSAC)– the NSF I/UCRC for microsensors andmicroactuators – is developing variousMEMS-based devices for advanced thermalmanagement including microcapillary pumpedloop (micro-CPL) for chip cooling for coolingpower transistors (300 W/cm2) and miniaturerefrigeration loops based on Wankelcompressors returning COP of 0.5.
SprayCool
Contact: Dr Rick LytelManaging Director
Silicon Valley Systems Center2637 Marine Way, Suite 100Mountain ViewCA 94043USA
T +1 650 230 [email protected] www.spraycool.com
SprayCool is a system solution from ISR Incwhich was founded in 1988 with an SBIRprogramme award from the Air ForceResearch Laboratory and is now operatingout of six locations in the USA with over 270employees.
SprayCool continues to benefit from many USGovernment agencies and now operates incommercial as well as defence systems.

60
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Stablcor Inc
Contact: Kris Vasoya
2973 Harbor BoulevardSuite 575Costa MesaCA 92626USA
T +1 714 524 1188 ext [email protected] www.stablcor.com
Stablcor is a carbon-carbon compositelaminate material bonded to copper foilsheets, principally intended for the PCBindustry. The properties available include lowCTE, high in-plane conductivity (75-250W/m.K) and high stiffness (11-40 MSI) andlow density (1.65-1.7 g/cm3).
Stablcor sheets bonded into a PCB stack canimpart controlled CTE, improve heatdissipation and suppress low-frequencyresonance in the board – all of which canimprove reliability. Compared with other PCBcore options, such as copper-moly-copper orcopper-invar-copper, density is also muchlower, which is important for weight-criticalapplications. CTE control is also improvedwhich is required for particular applications.
The mission was unable to visit Stablcor butparticipated in an internet conference in orderto assess developments in this area.
Nextreme Thermal Solutions Inc
Contact: Jesko von WindheimCEO
3040 Cornwallis Road Research Triangle Park NC 27709USA
T +1 919 541 6103F +1 919 541 [email protected] www.nextremethermal.com
Nextreme Thermal Solutions is developingadvanced thermoelectric devices based onthin-film superlattice Peltier device technologyinitially demonstrated by RTI International.
Nextreme develops, manufactures andmarkets embedded thermoelectriccomponents for cooling ICs, precisetemperature control and power generationapplications.
These devices have performance indiceswhich are markedly improved compared toindustry standard devices currently available.Applications for heat pumping are now beingcommercially funded whereas applications forenergy harvesting are being funded bygovernment.
Nextreme, which currently has 30 employees,was founded in December 2004 with $8 million (~£4.1 million) Series A venturefinancing as a spin-off from RTI Internationalwhich had developed the superlattice thin-filmtechnology over the previous 10 years.

61
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Dr Robin Young Mission LeaderFaraday Advance and Materials KTN
Prof Chris Bailey University of Greenwich
Dr Thomas StarkeRolls-Royce plc
Dr Chris StirlingMorgan Carbon
Dr Mark HarringtonSmiths Aerospace
Dr Paul CooperRadstone Technology
Dr Norman StockhamTWI Ltd
Dr Chris BeckDTI Global Watch Service
Profiles of the participants are given on thefollowing pages
Appendix BMISSION PARTICIPANTS

62
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Dr Robin Young – Mission Leader Technology Translator Faraday Advance and Materials KTN
Faraday Advance is the Knowledge TransferNetwork (KTN) which supports futurematerials for low pollution, high efficiency,and cost-effective transport. Key outputsinclude increasing the impact of science onbusiness, building teams to meet industryneeds, technology road-mapping, andengaging industry in science and engineering.
Robin is interested in the following areas forcollaboration:
• Reliability and stability of thermalmanagement techniques
• Packaging issues in advanced thermalmanagement
• Interface and bonding technologies for lowthermal resistance
• Metrologies to support modelling activities

63
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Prof Chris Bailey
Director of the Computational Mechanics andReliability GroupUniversity of Greenwich
[email protected] www.gre.ac.uk
Chris is Professor of ComputationalMechanics and Reliability at the University ofGreenwich, London. His research groupfocuses on the development of virtualprototyping tools based on multiphysicsmodelling and numerical optimisation.
Funded through the EPSRC, DTI and theEuropean Commission (EC), his groupcollaborates closely with industry developingand using software tools for thermal designand reliability predictions of electronic andphotonic devices. Example applicationsinclude power electronic modules, system-in-package (SiP) devices, vertical-cavity surface-emitting laser (VCSEL) optical packages plusmany others.
Chris is a committee member of theInternational Microelectronics and PackagingSociety (IMAPS) and the InnovativeElectronics Manufacturing Research Centre inthe UK. He was the Programme Chair for theInstitute of Electrical and ElectronicsEngineers (IEEE) Electronics System-Integration Technology Conference held inDresden, Germany in 2006 and is the localorganiser of the IEEE EuroSimE conferenceto be held in London in 2007.
Chris is interested in the following areas forcollaboration:
• Multiphysics and multiscale modelling forthermal design
• Micro-/nanoengineered thermalmanagement structures
• Reliability prediction methodologies• Active cooling technologies• Teaching material for thermal design and
modelling

64
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Dr Thomas Starke
Materials Specialist for the Strategic ResearchCentreRolls-Royce plc
[email protected] www.rolls-royce.com
Rolls-Royce is the world-leading provider ofpower systems and services for use on land,at sea and in the air and operates in fourglobal markets – civil aerospace, defenceaerospace, marine and energy. Rolls-Roycehas a broad customer base comprising 600airlines, 4,000 corporate and utility aircraft andhelicopter operators, 160 armed forces andmore than 2,000 marine customers, including70 navies.
Tom is interested in the following areas forcollaboration:
• High-temperature electrical componentsincluding electrical machines, wires,capacitors and thermal managementsystems
• New technology based on nanomaterials• Power semiconductors and packaging

65
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Dr Chris Stirling
Technical Support ManagerMorgan Carbon
[email protected] www.morgancarbon.com
Morgan Carbon is a division of MorganCrucible Company plc, a UK-based globalcompany that supplies a broad range ofcarbon and ceramic products used in a widespectrum of applications from transport andtelecommunications to fire protection andmedical instruments. Morgan Carbonmanufactures carbons, carbides and relatedproducts for diverse electrical, mechanical,tribological and thermal applications inmarkets ranging from industrial traction tosemiconductor processing, and from armourto diamond synthesis.
Chris is interested in the following areas forcollaboration:
• High thermal conductivity carbon-basedcomposites (thermally isotropic andanisotropic materials)
• Incorporation of high-conductivity carbonmaterials in thermal managementstructures and devices
• Cost-effective engineered solutions andperformance demonstration

66
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Dr Mark Harrington
Technology ManagerSmiths Aerospace
[email protected] www.smiths-aerospace.com
Smiths Aerospace is a leading global providerof innovative solutions to builders andoperators of military and civil aircraft andengines, from large transport to fighters andunmanned air vehicles, from helicopters toregional and business jets. The solutions aresystems comprising electronics, mechanicalhardware and software. Smiths Aerospaceuses its unique range of specialisationsessential to create affordable integratedaerospace systems, critical to aircraftperformance, through itspertise in digital,electrical power and mechanical systems. Allof its capabilities are backed by a globalcustomer services organisation providingtailored integrated support solutions.
Mark is interested in the following areas forcollaboration:
• Techniques and technologies for coolingcomplex aircraft electricalelectromechanical and electronic systems
• Thermal models of avionic equipment• Health management of aircraft systems

67
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Dr Paul Cooper
Manager – New TechnologyRadstone Technology
[email protected] www.radstone.com
Radstone Technology designs highperformance, rugged embedded computersubsystems and support software for harshenvironment applications. The companyprovides a broad product offering tocustomers in the radar, sonar,communications, signal intelligence, real-timeimage processing and video tracking markets.
Paul is interested in the following areas forcollaboration:
• Thermomechanical reliability of electronicsystems
• Thermal interface technologies• Carbon-based thermal materials• Liquid cooling technologies• Thermal, mechanical and chemical harsh
environment protection• Thermal test methodologies

68
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Dr Norman Stockham
Manager – Electronics, Photonics, Sensorsand Medical SectorTWI Ltd
[email protected] www.twi.co.uk/electronicsandsensors
TWI is one of the world’s foremostindependent research and technologyorganisations (RTOs), specialising in materials,assembly and associated technologies. Fromits headquarters in Cambridge, UK and 16bases worldwide it supports 3,500companies in 75 countries.
TWI provides companies with a wide rangeof technical and support services including:product design, material and processselection, assessment of manufacturingsystems, production line troubleshooting,technology transfer and staff training.
TWI has been assisting companies to developelectronic, photonic and sensor basedproducts for over 40 years. It brings a uniquemultidisciplinary skill base encompassing awide knowledge of device and board levelelectronics, linked to a broad understandingof materials, modelling and simulation,testing, inspection and failure analysis.
Norman is interested in the following areasfor collaboration:
• Advanced thermal managementtechnologies
• Low thermal impedance bonding materialsand technologies
• Nanotechnology-based thermalmanagement materials
• Validation techniques for thermal modelling• High-temperature materials and
interconnection systems• Health monitoring sensors

69
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Dr Chris Beck
International Technology Promoter – Performance Engineering and MaterialsDTI Global Watch Service
[email protected] www.globalwatchservice.com/itp
As one of the DTI International TechnologyPromoters (ITPs) for Performance Engineeringand Materials, Chris concentrates his effortsthroughout North America, helping to createpartnerships between UK and USorganisations and identifying newtechnologies or collaboration opportunities.
Previously Chris worked as a Senior ProjectLeader in the microtechnology department atTWI. Prior to joining TWI Chris managed theprocess development and automation teamat Marconi Caswell where he focused on themanufacture of telecommunicationsequipment. This involved extensive travel tothe USA and Canada to work with companieson materials and assembly-related projectsand helped to forge new businessrelationships.
Chris gained a PhD from the University ofLeeds. He is a Chartered Engineer and amember of the Institute of Materials.

70
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Appendix CMATERIALS DATA
Material Direction An/isotropic Thermal conductivity(W/m.K)
CTE (ppm/K)
Silicon Isotropic 150 2.5Alumina Isotropic 20 6.7Copper Isotropic 400 17Aluminium Isotropic 230 23‘Kovar’ Isotropic 17 5.9Pyro graphite Isotropic 1,700 -1Diamond Isotropic 1,300 2Diamond Isotropic 2,000 2CuW Isotropic 167 6.5CuMo Isotropic 184 7E-glass fibres epoxy Isotropic 0.16 11E-glass fibres epoxy Isotropic 0.16 20Invar silver Isotropic 153 6.5C-fibres epoxy Isotropic 330 -1.1C-fibres copper Isotropic 400 0Short C fibres Al Isotropic 185 6Short fibres polymer Isotropic 20 4Short fibres polymer Isotropic 330 7C-fibres carbon Isotropic 400 -1Si Al Isotropic 126 6.5Si Al Isotropic 160 13.5SiC Al Isotropic 170 6.2SiC Al Isotropic 220 16.2Graphite fibre, aluminium Isotropic 400 4.5Graphite fibre, aluminium Isotropic 600 5Diamond aluminium Isotropic 550 7Diamond aluminium Isotropic 600 7.5Beryllium Isotropic 240 6.1Boron nitride Isotropic 1,300 3.8Silicon carbide Isotropic 270 4.3Aluminium nitride Isotropic 150 2.7Betyllia Isotropic 215 3.4Cordierite Isotropic 2.5 2.5Mullite Isotropic 6.7 4Gallium arsenide Isotropic 0.5 6FR4/e-glass Isotropic 0.35 5.5PTFE ceramic Isotropic 0.55 17Stablcor xy xy Anisotropic 75 1Stablcor xy xy Anisotropic 250 5Stablcor z Anisotropic 75 1Polymide Isotropic 0.3 17Graphmet 350 (Al) xy xy Anisotropic 229 6Graphmet 350 (Al) z z Anisotropic 359 6MetGRAF 7-200 (Al) xy xy Anisotropic 200 7MetGRAF 7-200 (Al) z z Anisotropic 125 24MetGRAF 4-230 (Al) xy xy Anisotropic 230 4MetGRAF 4-230 (Al) z z Anisotropic 120 24MetGRAF 7-300 (Cu) xy xy Anisotropic 287 7MetGRAF 7-300 (Cu) z z Anisotropic 225 16Copper - C fibre xy xy Anisotropic 400 2Copper - C fibre z z Anisotropic 200 10C-foam - copper Isotropic 342 7.4AlSiC-9 Isotropic 200 8
For additional data see Thermal Materials Solve Power Electronics Challenges, Carl Zweben, Power Electronics Technology, February 2006

Exhibit Page Caption
1.1 4 Significance of thermal management
1.2 4 Intel microprocessor trends
1.3 5 Local hot spots in a semiconductor device (courtesy Nextreme ThermalSolutions Inc)
1.4 5 Environmental causes of failure in defence-related electronic systems(courtesy US Air Force)
1.5 6 VME format graphics card showing aluminium heat sink and thermal plugscontacting the top of high-power devices via a flexible interface material(courtesy Radstone Embedded Computing, part of GE Fanuc EmbeddedSystems)
2.1 10 Thermal conductivity and expansion data for materials of interest inelectronics packaging
2.2 11 Allotropes of carbon: (a) diamond, (b) graphite, (c) amorphous carbon, (d) spherical ‘Buckyball’ C60 fullerene, (e) cylindrical carbon nanotube
2.3 11 Thermal conductivity of graphitic (sp2) and diamond (sp3) forms of carbon
2.4 12 Production of hyperconductive graphite (courtesy Momentive PerformanceMaterials Inc)
2.5 13 Base HOPG 1050 material from Momentive Performance Materials Inc
2.6 13 Properties of hyperconductive graphite (courtesy Momentive PerformanceMaterials Inc)
2.7 14 GraphMet 350 components (courtesy MER Corp)
2.8 15 PocoFoam structure (courtesy Poco Graphite Inc)
2.9 16 Thermal applications LDMOS for high-power microwave (courtesy JWComposites)
2.10 16 As received and coated synthetic diamonds (courtesy JW Composites)
71
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Appendix DLIST OF EXHIBITS

72
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
2.11 17 Diamond-aluminium substrates and enclosures (courtesy MER Corp)
2.12 19 Aerogel insulation (courtesy NASA)
2.13 20 Partitioning of thermal resistance contributions by market sector (courtesy TheEPPIC Eye)
2.14 20 Thermal resistance of representative interfaces (source: An introduction tothermal management, The EPPIC Eye, 2004)
2.15 22 S-Bond process
2.16 22 Lead-free solder products from S-Bond
2.17 22 Materials successfully active soldered by S-Bond
2.18 22 Aluminium joining (courtesy S-Bond)
2.19 22 Al2O3 joining (courtesy S-Bond)
2.20 23 Properties of S-Bond active solder alloys
2.21 23 Thermal performance of foam-plate heat exchangers (courtesy S-Bond)
2.22 24 S-Bond’s commercialisation profile for active soldering
2.23 24 Aluminium fin joined to Al-SiC (courtesy S-Bond)
2.24 24 Graphite foam joined to alumina (courtesy S-Bond)
2.25 25 Vertically aligned dense CNT arrays as interface materials
2.26 26 Dry adhesive properties of MWCNTs
2.27 26 Thermal interface properties (courtesy UCB)
2.28 27 Transfer etching (PDMS, polystyrene, PMMA etc) allowing control of theprotruding length of tubes for matrix (Yurdumakan et al)
2.29 27 SEM images of a CNT array viewed with a tilt angle of 49º – (a) typicalappearance of the CNT array on a silicon wafer (scale bar = 5 µm), (b) high-magnification view of a CNT array (scale bar = 1 µm) (Xu and Fisher, 2006)
2.30 28 Schematic of the experimental structure (X Jack Hu et al, 2006)
2.31 28 As-fabricated MWCNT layer on copper substrate (unit = cm) (Myounggu Parket al, 2006)

73
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
2.32 28 FE-SEM images of MWCNT layer on copper substrate – (a) machining lines oncopper substrate, (b) MWCNTs on machining line (Myounggu Park et al, 2006)
2.33 30 PolarTherm boron nitride fillers – spherical particles (courtesy MomentivePerformance Materials Inc)
2.34 30 Grease results, spherical boron nitride vs best-in-class commercial grades(courtesy Momentive Performance Materials Inc)
3.1 31 TPG embedded in TC1050 (courtesy Momentive Performance Materials Inc)
3.2 31 TPG inserts embedded in flip-chip lid (courtesy Momentive PerformanceMaterials Inc)
3.3 32 TC1050 thermal core (top) vs aluminium (bottom) – infrared image (courtesy ofMomentive Performance Materials Inc)
3.4 32 Use of studs as thermal vias in graphite sheets (courtesy GrafTechInternational Ltd)
3.5 33 SpreaderShield thermal management in notebook computer (courtesyGrafTech International Ltd)
3.6 33 Spreader retrofitted in Samsung LCD TV (courtesy GrafTech International Ltd)
3.7 33 Temperature data for Samsung 40 in LCD TV (courtesy GrafTech InternationalLtd)
3.8 33 Retrofitted NEC PDP panel: infrared images, full-black condition – (a) as received, (b) with SpreaderShield 260 W/m.K (courtesy GrafTechInternational Ltd)
3.9 33 Schematic of LED mounted on (a) aluminium, (b) natural graphite withembedded copper via (courtesy GrafTech International Ltd)
3.10 34 Experimental and numerical results of the two board configurations (courtesyGrafTech International Ltd)
3.11 34 Use of carbon-carbon composites in passive cooling (based on figure suppliedby MER Corp)
3.12 34 Basic construction of Stablcor prepreg (courtesy Stablcor Inc)
3.13 35 Thermal vias for Stablcor material (courtesy Stablcor Inc)
3.14 35 Lay-up for PCBs using Stablcor material (courtesy Stablcor Inc)
4.1 36 Normal heat transfer ranges (courtesy Prof Issam Mudawar, School ofMechanical Engineering, Purdue University)

74
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
4.2 37 Different boiling conditions (courtesy Prof Issam Mudawar, School ofMechanical Engineering, Purdue University)
4.3 37 Performance of micro- and minichannel devices (courtesy Prof IssamMudawar, School of Mechanical Engineering, Purdue University)
4.4 38 Oriented microchannel devices (courtesy MER Corp)
4.5 38 Foamed heat exchanger (courtesy MER Corp)
4.6 39 SprayCool system block diagram (courtesy ISR Inc)
4.7 39 SprayCool performance envelope (courtesy ISR Inc)
4.8 40 Dual Opteron server fitted with SprayCool technology (courtesy ISR Inc)
4.9 41 Embedded TEC (courtesy Nextreme Thermal Solutions Inc)
5.1 44 Thermal and reliability modelling in the design environment (courtesy ChrisBailey)
5.2 44 Modes of heat transfer (courtesy Chris Bailey)
5.3 45 Standards for reliability prediction
5.4 45 Physics-of-failure (PoF) reliability methodology (courtesy Chris Bailey)
5.5 46 Thermal modelling of heat spreader material (courtesy GrafTech InternationalLtd)
5.6 46 Predicted and measured thermal conductivity for diamond-aluminiumcomposite (courtesy MER Corp)
5.7 46 Junction temperature vs heat transfer coefficient for a flat plate (courtesyMER Corp)
5.8 47 Thermosyphon principle (courtesy Thermacore Europe Ltd)
5.9 47 Thermal modelling for heat sink design (courtesy GrafTech International Ltd)
5.10 47 CFD calculations for a micropump (courtesy Purdue University)
5.11 48 Modelling the spray cooling process (courtesy SprayCool)
5.12 48 Co-simulation or multiphysics modelling (courtesy Chris Bailey)

~ approximately≈ approximately equal to< less than> greater than% per cent£ pound sterling (£1 ≈ $1.97, Jan 07)$ US dollar ($1 ≈ £0.51, Jan 07)ß failure rateΔT temperature differenceΩ ohm – unit of electric resistance = 1 V/Aµin micro-inch = 10-6 in = 25.4 x 10-9 mµm micrometre = 10-6 mµΩ micro-ohm = 10-6 Ω1D one-dimensional2D two-dimensional3D three-dimensionalA (1) ampere – unit of electric current
(2) a constant in the Arrhenius equationAg silverAl aluminiumAl2O3 aluminium oxide (alumina)AlN aluminium nitrideAMD Advanced Micro Devices Inc (HQ: Sunnyvale, CA, USA)ANL Argonne National Laboratory (DOE, Argonne, IL, USA)ASI Applied Sciences Inc (Cedarville, OH, USA)atm atmosphere – unit of pressure = 1.013 x 105 PaAu goldave averageAZ Arizona (state, USA)bar unit of pressure = 105 PaBe berylliumBeO beryllium oxideBNNI Berkeley Nanosciences and Nanoengineering Institute (UCB, Berkeley, CA, USA)BSAC Berkeley Sensor and Actuater Center (UCB, Berkeley, CA, USA)BTPFL Boiling and Two-Phase Flow Laboratory (Purdue University, West Lafayette, IN, USA)ºC degrees Celsius: 0ºC = 32ºF = 273.15 KC carbonCA California (state, USA)CAD Computer-aided designCALCE Center for Advanced Life Cycle Engineering (University of Maryland, College
Park, MD, USA)Caltech California Institute of Technology (Pasadena, CA, USA)
75
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Appendix EGLOSSARY

76
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
CEO Chief Executive OfficerCFD computational fluid dynamicsCH4 methaneCHF critical heat fluxcm centimetre = 0.01 mcm2 square centimetre = 10-4 m2
cm3 cubic centimetre = 10-6 m3
CNT carbon nanotubeCOP coefficient of performanceCorp CorporationCPES Center for Power Electronics Systems (Virginia Tech, VA, USA)CPL capillary pumped loopCPS Ceramics Process Systems (Chartley, MA, USA)CTE coefficient of thermal expansionCTRC Compact, High-Performance Cooling Technologies Research Center
(NSF/Purdue University, West Lafayette, IN, USA)Cu copperCVD chemical vapour depositionDBC direct bond copperDoD Department of Defense (USA)DOE Department of Energy (USA)DSP digital signal processingDTI Department of Trade and Industry (UK)E activation energyEC European CommissionECAD electronic computer-aided designECTC Electronic Components and Technology ConferenceEDM electro-discharge machiningE-glass electrical (borosilicate) glassEMI electromagnetic interferenceEPSRC Engineering and Physical Sciences Research Council (UK)ext extensionf particle volume fractionF faxºF degrees Fahrenheit: 32ºF = 0ºC = 273.15 KFBDIMM fully buffered dual in-line memory moduleFEA finite element analysisFE-SEM field-emission scanning electron microscopeFMEA failure mode and effect analysisFR4 Flame Resistant 4 (epoxy material)g gram = 0.001 kgh heat transfer coefficientHOMG highly oriented mesophase-based graphiteHOPG highly oriented pyrolytic graphiteHPHT high pressure, high temperatureHQ headquartersHz hertz – unit of frequency = 1 cycle/sIC integrated circuit

77
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
IEEE Institute of Electrical and Electronics Engineers (USA)IeMRC Innovative Electronics Manufacturing Research Centre (EPSRC/Loughborough
University, UK)IGBT insulated gate bipolar transistorIL Illinois (state, USA)IMAPS International Microelectronics and Packaging Societyin inch = 0.0254 min2 square inch = 6.45 x 10-4 m2
IN Indiana (state, USA)Inc Incorporated (company)iNEMI International Electronics Manufacturing InitiativeIP intellectual propertyITP International Technology Promoter (network, DTI, UK)ITRS International Technology Roadmap for SemiconductorsI/UCRC Industry/University Cooperative Research Center (programme, NSF, USA)J joule – unit of work or energy = 1 N.m = 1 W.sJPL Jet Propulsion Laboratory (NASA/Caltech, Pasadena, CA, USA)JV joint venturek Boltzmann constantK (1) kelvin
(2) thermal conductivityKc composite thermal conductivityKm matrix thermal conductivityKp particle thermal conductivitykg kilogramKTN Knowledge Transfer Network (UK)kW kilowatt = 1,000 Wlb pound – unit of mass = 0.4536 kgLCD liquid-crystal displayLDMOS lateral double-diffused MOSFETLED light-emitting diodeLLC limited liability companyLTCC-M low-temperature co-fired ceramic on metalLtd Limited (company)m metrem2 square metrem3 cubic metreMA Massachusetts (state, USA)max maximumMCAD mechanical computer-aided designMCPCB metal-core printed circuit boardMD Maryland (state, USA)MEMS micro-electro-mechanical system(s)MER Materials and Electrochemical Research Corp (Tucson, AZ, USA)mil milli-inch = 0.001 in = 25.4 x 10-6 mmJ millijoule = 0.001 JmK millikelvin = 0.001 Kmm millimetre = 0.001 m

78
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
mm2 square millimetre = 10-6 m2
MMC metal-matrix compositeMMCC Metal Matrix Cast Composites LLC (Waltham, MA, USA)Mo molybdenumMOSFET metal-oxide semiconductor field-effect transistorMPa megapascal = 106 PaMRi Materials Resources International (Lansdale, PA, USA)MSI million pounds per square inch (106 lb/in2) – unit of stiffnessMTBF mean time between failureMWCNT multiwall carbon nanotubeN newton – unit of force = 1 kg.m/s2
NASA National Aeronautics and Space Administration (USA)NASDA National Space Development Agency of Japan (On 1 October 2003 NASDA
was merged into Japan Aerospace Exploration Agency – JAXA)NC North Carolina (state, USA)NGM Nanographite Materials (JV between ASI (USA) and GSI Creos Corp (Japan))Ni nickelnm nanometre = 10-9 mNSF National Science Foundation (USA)O oxygenOH Ohio (state, USA)ORNL Oak Ridge National Laboratory (DOE, Oak Ridge, TN, USA)Pa pascal – unit of pressure = 1 N/m2
PA Pennsylvania (state, USA)PAN polyacrylonitrilePCB printed circuit boardPCF phase-change filmPDMS polydimethyl siloxanePFC perfluorocarbonPhD Doctor of PhilosophyPMMA polymethylmethacrylatePO Post OfficePoF physics-of-failureppm parts per millionpsi pounds per square inch – unit of pressure: 1 psi = 6,895 PaPTFE polytetrafluoroethylenePUIECA Purdue University International Electronic Cooling Alliance (Purdue University,
West Lafayette, IN, USA)q powerR thermal resistanceROverall overall thermal resistanceR&D research and developmentRa arithmetical mean surface roughness (usually measured in µm or µin)RF radio frequencyRoHS Restriction of Hazardous Substances (EU directive 2002/95/EC)RTO research and technology organisations secondSBIR Small Business Innovation Research (programme, USA)

79
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
sd standard deviationSEM scanning electron micrographSi siliconSiC silicon carbideSiP system-in-packageSME small or medium-sized enterpriseSn tinSTTR Small Business Technology Transfer (programme, USA)T (1) temperature
(2) telephoneTi interface temperatureTs saturation temperatureTAmbient ambient temperatureTJunction junction temperatureTDII Thermal Design Innovation Initiative (Purdue University, West Lafayette, IN, USA)TEC thermoelectric coolerTHz terahertz = 1012 HzTi titaniumTIM thermal interface materialTN Tennessee (state, USA)TPG thermal pyrolytic graphiteTRM transmit-receive moduleTV televisionUCB University of California, Berkeley (USA)UK United KingdomUS(A) United States (of America)USAF United States Air ForceUT Utah (state, USA)V (1) volt – unit of electric potential
(2) volumeVf volume fractionVA Virginia (state, USA)VCSEL vertical-cavity surface-emitting laserVDMOS vertical double-diffused MOSFETvdW van der WaalsVIP vacuum insulation panelVME VersaModule Eurocard vs versusW (1) watt – unit of power = 1 J/s
(2) tungsten (wolfram)

The mission team would like to extend itsdeepest thanks to the host organisations fortheir hospitality, openness and supportwithout which the mission and this reportwould not have been possible.
The mission would not have been possiblewithout the support of the DTI Global WatchService in both the organisation and fundingof the mission and its dissemination throughthe seminar event.
The team would like to thank numerousindividuals at the DTI and at Pera for theirwork behind the scenes. Particular thanks isowed to Chris Beck, Robert Dugon andCharlotte Leiper of the DTI Global WatchService for their support and invaluable advicein the planning and execution of this missionand to Graham Dyer for his help in producingthis document at short notice.
We would also like to thank CarlosGorrichategui from NextTechs for hisassistance in arranging meetings with NGMand Atlas Scientific.
80
DEVELOPMENTS AND TRENDS IN THERMAL MANAGEMENT TECHNOLOGIES – A MISSION TO THE USA
Appendix FACKNOWLEDGMENTS

Grant for Research and Development – is available through the nine English RegionalDevelopment Agencies. The Grant for Researchand Development provides funds for individualsand SMEs to research and develop technologicallyinnovative products and processes. The grant isonly available in England (the DevolvedAdministrations have their own initiatives).www.dti.gov.uk/r-d/
The Small Firms Loan Guarantee – is a UK-wide, Government-backed scheme that providesguarantees on loans for start-ups and youngbusinesses with viable business propositions.www.dti.gov.uk/sflg/pdfs/sflg_booklet.pdf
Knowledge Transfer Partnerships – enableprivate and public sector research organisations to apply their research knowledge to importantbusiness problems. Specific technology transferprojects are managed, over a period of one tothree years, in partnership with a university,college or research organisation that has expertise relevant to your business.www.ktponline.org.uk/
Knowledge Transfer Networks – aim to improvethe UK’s innovation performance through a singlenational over-arching network in a specific field oftechnology or business application. A KTN aims to encourage active participation of all networkscurrently operating in the field and to establishconnections with networks in other fields thathave common interest. www.dti.gov.uk/ktn/
Collaborative Research and Development –helps industry and research communities worktogether on R&D projects in strategicallyimportant areas of science, engineering andtechnology, from which successful new products,processes and services can emerge.www.dti.gov.uk/crd/
Access to Best Business Practice – is availablethrough the Business Link network. This initiativeaims to ensure UK business has access to bestbusiness practice information for improvedperformance.www.dti.gov.uk/bestpractice/
Support to Implement Best Business Practice
– offers practical, tailored support for small andmedium-sized businesses to implement bestpractice business improvements.www.dti.gov.uk/implementbestpractice/
Finance to Encourage Investment in Selected
Areas of England – is designed to supportbusinesses looking at the possibility of investingin a designated Assisted Area but needingfinancial help to realise their plans, normally in the form of a grant or occasionally a loan.www.dti.gov.uk/regionalinvestment/
Other DTI products that help UK businesses acquire andexploit new technologies

Printed in the UK on recycled paper with 75% de-inked post-consumer waste content
First published in February 2007 by Pera on behalf of the Department of Trade and Industry
© Crown copyright 2007
URN 07/517