Embed Size (px)
DESCRIPTION
INTERN SHIP REPORT
Citation preview

INTERNSHIP REPORT
D.G Khan Cement Company LimitedKhairpur Plant
Submitted By: MUHAMMAD ATHAR
Mechanical Engineering
University of Engineering and Technology
Taxila

Internship Report
PREFACE
Practical knowledge has become important in the industrial environment to produce products for the service of mankind. The knowledge of production technology is highly essential for all engineers and technocrats for familiarizing themselves with modern concepts of manufacturing and production technologies. The basic need is to get the practical knowledge of manufacturing and production of cement. Therefore, an attempt has been made through this report to present the practical knowledge of production of cement.
Muhammad Athar Page 1

Internship Report
DEDICATION
I would like to dedicate my report to my parents. It is just because of their prayers that I completed my report successfully.
Muhammad Athar Page 2

Internship Report
ACKNOWLEDGEMENT
This report is the hard version of our practical experience about manufacturing of cement. This has contributed to increase our knowledge about the vast field of mechanical engineering.
As this report is at completion, and we draft the final version of report, we owe unlimited gratitude to my Almighty. This learned extravaganza of our embraced success courtesy the prayers and guidance of our professional instructors at D.G Khan Cement Company Limited.
I would like to acknowledge some of prominent personalities who have helped me in getting deep understanding of working principles of machines and equipments as well as to get practical experience at plant:
Mr. Abdul Majeed Khosaa (Mechanical Crusher Area)
Mr. Mazhar Laiq (Raw Mill Area, Kiln Area)
Mr. Yar Muhammad Khan (Cement Mill Area)
Mr. Engineer Muneeb (Waste Heat Recovery Area)
Along with plant management, I would like to thank all the Supervisors, and technicians who gave me useful knowledge from there long experience.
Muhammad Athar Page 3

Internship Report
INTRODUCTION
DG Khan Cement Company Limited (DGKC) is a producer and seller of ordinary Portland and Sulphate-resistant cement. The company is a unit of Nishat group which is a leading and diversified business group with a strong presence in the three most important sectors of Pakistan: textiles, cement and financial services. The group also has considerable stake in insurance, power generation, paper products and aviation sectors. DGKCC is listed on the stock exchanges of Karachi, Lahore and Islamabad.
D.G. Khan Cement Company Limited (DGKCC), a unit of Nishat group, is the largest cement- manufacturing unit in Pakistan with a production capacity more than 5,500 tons clinker per day. It has a countrywide distribution network and its products are preferred on projects of national repute both locally and internationally due to the unparallel and consistent quality. It is listed on all the Stock Exchanges of Pakistan. D.G.Khan Cement Company has the largest cement manufacturing capacity in the country. Listed in 1992, D.G.Khan Cement was established by the State Cement Corporation of Pakistan (SSCP) at Dera Ghazi Khan in 1986. It was privatized to the Nishat group in 1994-95 at Rs35.90 per share.
Nishat Group is one of the leading and most diversified business groups in South East Asia. Withassets over PRs.300 billion 0r $3.5 billion, it ranks amongst the top five business houses of Pakistan. The group has strong presence in three most important business sectors of the region namely Textiles, Cement and Financial Services. In addition, the Group has also interest in Insurance, Power Generation, Paper products and Aviation. It also has the distinction of being one of the largest players in each sector. The Group is considered at par with multinationals operating locally in terms of its quality of products & services and management skills.
The chairman of Nishat Group Mian Muhammad Mansha continues the spirit of Entrepreneurship and has led the Group successfully to make it the premier business group of the region. The group has become a multidimensional corporation and has played an important role in the industrial development of the country. In recognition of his unparallel contribution, the Government of Pakistan has also conferred him with “Sitara-e-Imtiaz”, one of the most prestigious civil awards of the country.
RAW MATERIAL
Cement is a mixture of argillaceous and calcareous minerals and has the major portion of Calcium Carbonate (60-80%) and Silica (20-30%) and has the additives Aluminum Oxide (0-10%) and Fe2O3 (0-10%).
Additives are added to perform reactions at low temperature of 1600’C otherwise 2000’C temp is required to perform Kiln reactions and to decompose Calcium Carbonate into CaO and CO2. By mixing all of the above reactants the product formed is called clinkers which has ball like shape and they are stored in clinker silo. They are then mixed with gypsum in proper portion as
Muhammad Athar Page 4

Internship Report
additive (5%) to increase setting time of cement and are grinded in two cement mills having capacity of producing 175tons cement per hour. They are then stored in cement Silo having 22000tons capacity each (total 3). After that they are transferred to packing plant for packing of cement into bags. All automation is present in packing plant. Plant has designed with a capacity of 7000Tons/day. When we talk about power supply, the plant has 33MW power units and they also have supply through wapda. The plant is under Nishat Group of industries and a paper manufacturing shop is also present. It has complete safe and healthy environment which has complete control of dust. Also coal manufacturing from RDF is present. Canteen is also present
and it is equipped with laboratory and clinic facility also it has CCR and other main units for meetings like admin block. All the workers are well corporation especially Sir Safdar Kamal.
Entrance View of DG Cement
Muhammad Athar Page 5

Internship Report
Health And Safety Deptt.It is the first portion of internship in which we have learned about safety precautions in DG-Cement. In Khairpur plant all equipment of firefighting is available at every place and every person is equipped with safety helmets and jackets. Internee are also provided with security helmet to prevent any damage. Fire alarms are attached and one main security alarm which indicates any emergency. In case of major emergency when the alarm rings, all the workers are advised to come out of plant and stop working till that security team covers the danger. There is a red line spread all around the plant which also covers tunnel area so that in case of any damage workers can even pull a single wire and emergency can be felt. AFF is added in 3% with water which produces foam and used in firefighting. The company has firefighting Van which is of about 10Million cost. Very costly equipment is present and all the environment is safe and sound. There is no such danger while working at DG. Pipes are present which sprays the water on fire during working in form of mist and thus prevent the fire fighter also they have different kind of nozzles which exhaust water at 7Bar pressure and covers an area of 100ft. Security buzzers are present and also they are connected through cello phones with each other. Main firefighting or danger area is of Kiln because in this region the temp is almost around 1600’C so there is a chance of fire spreading. After visiting the plant we can say that it has best equipment of safety and has fullsecurity of workers working over there.
1. Mechanical Crusher Area (Quarry Crushing Deptt.)
Quarry is the place from where raw material in extracted. Drilling and blasting is done to extract the material. A hole of about 10-15 m is drilled and ammonium nitrate in filled as an explosive in these holes. When this explosive is ignited the rocks are broken into pieces of different sizes. These pieces are then loaded on the dumper trucks and conveyed to the crusher. It is located about 3-4 Km from the plant. Drilling takes place firstly and then blasting of calcium carbonate take place which is then feed to apron feeder and move towards crusher. Two main crushers are present which are CaCO3 crusher (1500-1700tons/hour and additive crusher. Both have same mechanism but numb of hammers and their weights are different. CaCO3 Crusher is of bigger size and comparatively hard to crush lime stone into small pieces of almost 1-2inch.
Muhammad Athar Page 6

Internship Report
Quarry and raw materials:The following raw material is required in the production process:1. Lime stone: This raw material is company owned and is extracted from the nearby quarry Unit. Limestone has the highest composition in the cement product. 76% of the cement constitutes of limestone.2. Clay: Clay is another natural resource. This raw material is also company owned. 24% of cement composition comprises of clay.3. Iron Ore, Bauxites and silica sand: Iron Ore is the only resource that is bought from contractors. Iron Ore, Bauxites and silica sand are added in small quantities less than one percent and it helps to strengthen the cement.4. Gypsum: Gypsum acts as a retarding agent. It slows down the hardening process which in turn gives the constructor enough time to use it.Limestone Crusher: (EV 200*300):Capacity: 1500 tons/hr.Supplier: FLSmidthRaw material such as limestone, clay, marl and shale are dumped into hoppers by dump trucks and entered into a hammer crusher through an apron feeder. Inside hammer crusher there are 48 Hammers attached to four main rotor shafts each having 12 hammers each and each having weight of 100Kg approx. They rotate at a speed of 1200-1300 rpm and is capable of crushing feed of very large sizes.Input is through hopper and then apron feeder takes the lime stone pieces to main crusher where a rotating disk and steel chains are present to prevent backward movement of broken pieces. Lamella plates are used for movement of raw stones of crusher. Magnet separator is attached to conveyor belt to prevent metallic particles from reaching the raw mill. When we talk about additive crusher it has only one shaft having 12 hammers, smaller in size and attached to a single shaft. They are then transferred to main storage section and then move towards raw mill through belts.Storage Yard:The crushed material is stored in the form of piles in the storage yard. There are 6 piles in the storage yard. Mixed piles are used in larger quantity where as high grade and additive piles are used in small quantity.
2 Mixed piles (Limestone & Clay) 2 High Grade (Pure Limestone) Iron Ore (Additive) Bauxite (Additive)
Stacker:A stacker is a device which form conical piles of the crushed material. Feed is conveyed to the stacker through conveyor belts. This stacker then moves to and fro to make a pile. The stacker belt is called “Jib” in engineering terms. Now, for conveying this material from piles to the conveyor following equipment are used :
Side Scrapper Reclaimer
Side scrapper:Side scrapper is a device which picks the crushed feed from the piles through its feed belt called “Hoist”. This belt has a number of small buckets of low capacity. When this belt
Muhammad Athar Page 7

Internship Report
moves, the buckets picks feed from the pile and put it on the belt conveyor. Side scrapper in used for those piles which are required in low quantity like bauxite and iron ore.
2. RAW MILL SECTION
Raw mill Feed A rea:The raw mill feed area consists of 4 feed hoppers:
Mixed Feed Hopper Pure Limestone Hopper Bauxite Hopper Iron Ore Hopper
The capacity of first two hoppers is 800 tons while the other two hoppers have a capacity of 600 tons. The feed from each pile is conveyed to the hoppers through conveyor belts in relevant hoppers. Each hopper has 4 load cells. This section is one of most important section of plant where the crushed material in form of piles is transferred to bins through belts and then to Raw Mill through rotary feeder (28rpm) which permits only raw material to fall inside the raw mill and air is not allowed to fall.
Muhammad Athar Page 8

Internship Report
Main specification of Raw MillATOX Raw MillGrinding Capacity 500Tons/Hour. Vertical Roller mill with three rollers.Sections of Raw MillThere are 3 sections of a raw mill
Table with 3 rollers Bottom scrapper Separator
Table: The raw feed from the belt conveyor directly falls on the rotating table of the raw mill. The table contains 3 crushing rollers. The raw fed is crushed to fine powder with these rollers. The coarse particles are collected at the bottom of raw mill and are sent to the vibrator from where they are sent to the raw feed belt conveyor and again recycled to the ram mill for re crushing. The vibrator is use to handle the quantity of the material being put on the belt.
Separator: At the top of the raw mill, there is separator section. Hot gases from the kiln comes from the bottom of the raw mill and lift very fine particles with it. A suction fan with motor power of 4500 kw produces suction and sends dusty air into the cyclones at the top. Here the dusty air rotates and particles are separated from the air. These particles are collected at the bottom of the cyclone and sent to the CF silo with the help of air slides. The air which still contains dust particles are separated in Conditioning tower and Electrostatic precipitator.
Two input ducts are coming inside the raw mill which provide hot air having temp 108’C almost and there in single outlet duct which takes material and exhaust air in form of cyclones. Id fan is attached which is used for rapid movement of air b/w inlet and outlet ducts. Material transfer in form of cyclones prevents the raw material from reaching Id fan. This material is then transferred to silo’s four in numb and the dusty air is transferred to conditioning tower where foggy drops are sprayed from 30 nozzles each having 3mm dia to decrease dusty air temp to a lower limit (80-100’C) before it reaches EP (Electrostatic Precipitators) In this section cooled dusty air is passed between electrical plates where ionization of dust take place, they are ionized into positive and negative plates and then stick to respective plates. After this process hammering or shock is produced in plates which removes dust from plates and this dust is thentransferred through bucket elevators to the CF-silo. The same process occurs with grinded material, they are conveyed through duct to bucket elevators and then transferred to CF-Silo through bucket elevators. Air from EP and exhaust air from raw mill is exhausted to the atmosphere using chimneys so that fresh air cycle can be started again.CF-Silo is main storage of crushed material.
Muhammad Athar Page 9
Internship Report
CF SiloCoal Mill:Coal Mill is also present nearby which produces RDF and then convert this coal into powder form before feeding it into Kiln. Coal mill has following specificationsCoal mill grinds coal in powder form and then feed to pre heater which is the next section of plant before Kiln.Image below is representing main coal storage and feed section
Coal Mill Storage Area
Muhammad Athar Page 10

Internship Report
3. KILN-ZONE
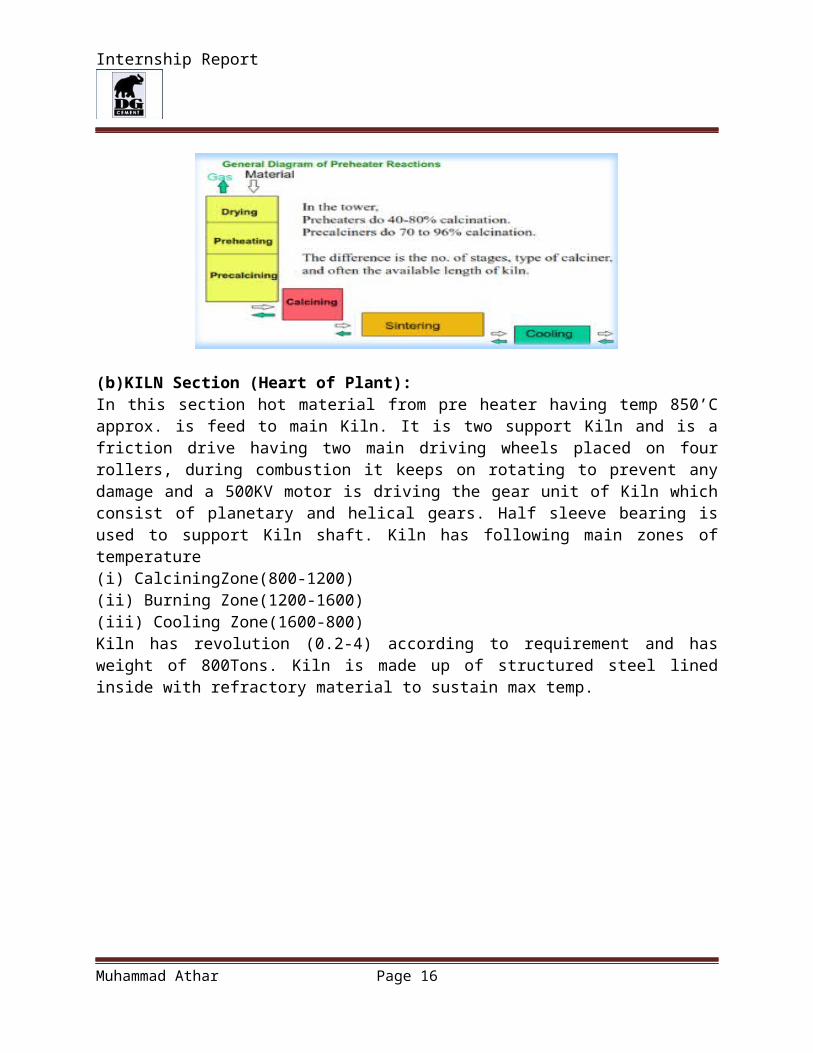
(a)Pre-Heater Section:It is the main section before Kiln where calciner is present, in this section pre burning of (fuel+RDF) takes place. Here the temp of grinded mixtures reaches up to 850’C. In this section there are five diff zones of temp starting from 150 and moving down towards 850 in the final zone of pre heater. Coal is burned in the bottom of calciner while hot air is sucked upward through fan and different reactions take place as the material falls down. Image is shown and we can see that raw material is feed to pre heater through bucket elevator and the zone is placed before kiln.
(b)KILN Section (Heart of Plant):
Muhammad Athar Page 11

Internship Report
In this section hot material from pre heater having temp 850’C approx. is feed to main Kiln. It is two support Kiln and is a friction drive having two main driving wheels placed on four rollers, during combustion it keeps on rotating to prevent any damage and a 500KV motor is driving the gear unit of Kiln which consist of planetary and helical gears. Half sleeve bearing is used to support Kiln shaft. Kiln has following main zones of temperature(i) CalciningZone(800-1200)(ii) Burning Zone(1200-1600)(iii) Cooling Zone(1600-800)Kiln has revolution (0.2-4) according to requirement and has weight of 800Tons. Kiln is made up of structured steel lined inside with refractory material to sustain max temp.
Above pic explaining all data regarding Kiln. Kiln is not straight but has 3.5% slope which is almost 2’ for flow of paste material. Whenraw material goes to Kiln hood where remaining 40% fuel burning take place. On the other end of the kiln, there is huge burner having a supply of coal, furnace oil and air. The burner emits a flame which is prolonged with high pressure air. The flame burn the material and the product is formed and the material is converted into paste like form.
Cooling fans are attached with Kiln to decrease the surface temp at required level as shown above. From Kiln Hood material is transferred to Fuller or Clinker Cooler section.
Muhammad Athar Page 12

Internship Report
Cement Industry Symbols
KILN PROCESS
Muhammad Athar Page 13

Internship Report
KILN HOOD
4. CLINKER COOLER
The clinker cooler is used to lower the clinker temperature. There are 10 ID fans five on each side which take fresh air from the atmosphere and send it to the cooler. At the bottom of the cooler there are reciprocating rails which move with the help of hydraulic motors. These rails convey the clinker forward to the clinker crusher. In the end of cooler steel chains are present which prevent the material from coming back after striking the crusher becausethere is a chance of refractory material due to strike of large particles total 4 sections and coolers is purely hydraulic drive 75mm each plate can move to and fro. They are easy to assemble and operation is quiet safe and time saving. In clinker crusher section there are total 69 Hammers, 23 hammers
Muhammad Athar Page 14

Internship Report
per shaft of the rotor and having weight of 60Kg each. After cooler section the material moves towards main Clinker Silo having 110,000Tons capacity. The crushed clinker is dropped on the deep pan conveyor at the bottom of the conveyor which conveys it to the clinker storage. The clinker from the deep pan conveyor is stored in the clinker storage. Its capacity is 110,000 tons. Its length is 60 m and its width is 46 m. There are 3 gates at the bottom of the clinker storage from where the clinker is sent to cement mill through belt conveyor. Besides the main clinker storage bin, there is a temporary clinker storage hopper with a capacity of 1400 tons. If the temporary hopper is also fullthen the clinker is removed from the hopper and dumped into clinker storage yard.
Clinker Silo
5. Cement Mill Feed Area:
There are 2 cement mills and 6 hoppers (3 for each mill) in the cement mill feed area. The 1st hopper contains the clinker which is major constituent of the cement. The cement contains 95 % clinker which is conveyed through weigh feeder to the main belt conveyor which takes it to the cement mill.Gypsum Addition:The crushed gypsum from a separate crusher is conveyed by belt conveyor to the cement mill. It is mixed in the clinker while crushing. Gypsum is added to about 4–5 %. Its purpose is to increase the settling time of the cement.Mixing of Additive:The additive which is pure limestone is also added in the cement mill. It’s added to about 2 %. Its function is to increase strength of cement.Metal Detector:To protect the cement mills from damage, a metal detector is installed which analyzes the feed and if a metal object is found it opens the dividend gate automatically and sends the feed
Muhammad Athar Page 15
Internship Report
containing metal objects to the rejected bin, which is again recycled to the main belt and magnetic separate removes it.
6. Waste Heat Recovery Power Plant (WHR Dept.Kalina Cycl e)
Capacity: 8.6 MW Source of Heat: Waste gases of cement plant Type of Process: Kalina Cycle(Mixture of Ammonia(55%) + Water(45%)) with 03 Nos. Heat Exchangers for Vapor Generation. Key Feature
1. No fossil fuel is being used so it’s a CDM Project.2. Will fulfill 25% of plant’s electricity requirement3. 10 to 20 % more efficient than conventional steam cycle
Supplier: FLSmidth, Denmark Target Completion: (Under Commissioning)
Power Consumption of WHRPP: Rated Capacity 8.6 MW Connected Load 1.8 MW Running Load 1.0 MW Net Capacity 7.6 MW
Block Diagram:
Muhammad Athar Page 16

Internship Report
Flow Diagram:
Major Components: Boilers
1. HRVG 1, 2 & 3
Muhammad Athar Page 17

Internship Report
Power Generation1. Turbine2. Generator
DCSS1. Separator2. Heat Exchangers(Condensers & Recuperates)3. Pumps
Cooling Tower
7. CEMENT MILLS AREA
Cement mills specifications OK 36-4:
Capacity 175t/h Motor Power 3400 KW Supplier FL Smidth
The feed which is free from impurities falls on the table of cement mill which contains three rollers. Each roller has weight of 35 tons and the clearance between table and rollers is 0.5 mm. These rollers move hydraulically using nitrogen gas as hydraulic fluid. The rollers crush the feed to a very fine powder. The air slides conveys the ground product to the bucket elevator which lifts it to enter into the 1st storage silo and so on.
8. Storage Silos:
Specifications of storage Silos: Capacity 22,000 tons Length 45m Dia 22.4m
Muhammad Athar Page 18

Internship Report
Schematic view of silo:The old cement was blocking the air slides as well as bridging preventing the flow of cement from the silo. Sockets installed above discharge gates and lower air slides proved the ideal solution to blocking of silo and can be used whenever there is build up.
9. Packing Plant:
Muhammad Athar Page 19

Internship Report
The packing plant comprises of 6 packers and 12 terminals. Each packer has a capacity of 100 tons/hr. Each Packer has 8 nozzles and shooting of bag on these nozzles is done by shooters which are latest techniques applied over there. Also manual installing of bags on packing is done through workers. Alarm is attached with each packing unit so that it can be turned on whenever there may be a demand of cement. From slide bars the cement falls to hopper through screen to remove any impurities. There is a weight sensor attached with each packing unit which dispose of any bag having weight more than 50.5Kg or less than 49.5Kg. A blower is present which removes dust present on cement bags. Nylon and paper bagsare used according to requirement and they have valves made up on the top side for automatic sealing.The cement bags are attached manually to the rotating packer which fills the cement bag. When the bag is filled up to the required weight, it automatically falls on the conveyor belt which takes the bags to the roller conveyor. From these rollers the bags slide to different channels and finally cement bags are loaded on the trucks for dispatch.
Muhammad Athar Page 20

Internship Report
10. DISPATCHING SECTION
DUST CONTROLL SETUP
Muhammad Athar Page 21

Internship Report
Bag Filter :The dust produced by crushing process can cause damage to the equipment and may produce dust, to overcome this problem a bag filter is employed. A fan blows air and all the dust goes to the bag filter. Inside the bag filter a special type of canvas cloth is used. When air passes through this filter cloth, the dust particles stick to the cloth and clean air passes through. The dust particles are then collected and sent to the conveyor. After sometime when the filter is choked with particles, Purging system is used in which high pressure air is used, this air removes all particles from the filter cloth.
Electrostatic precipitator :In Electrostatic precipitator there are 2 corona wires which are mesh like. These wires are negatively charged. There is a positively charged electrode in the center which is equidistant from both corona wires. Dusty air passes through these corona wires and the particles get negatively charged. The negatively charged particles in air are then attracted by the positively charged electrode and the particles stick with it and clean air is exhausted from the chimney. In order to remove particles from the electrode. A “Wrapping” device is used. This device hits the electrode as a hammer and particles fall down from it. These particles are collected and conveyed to the CF silo via screw conveyor.
Muhammad Athar Page 22

Internship Report
Comparison DG Cement Industry To Other Cement Industries
Advanced Setup:DG Cement Khair Pur Plant has a very advanced plant from the others cement industries. There supplier is FL Smidth Denmark Company.Production:The production of this plant is maximum from all over the Pakistan that is 7000 t/day.Location:The location of this plant is very reasonable. It is far away from the Residential areas. There is no dust at all in this plant. The environment is very friendly here and from here the transportation for the cements products is very easy and it is near to so many cities.
Conclusion
State Cement Corporation of Pakistan (S. C. C. P) was established in 1984 managed by the Federal Government. In the beginning, existing plant was purchased from U.B. E. industries of Japan. It had installed capacity of 2300-ton clinker daily and started its production in April 1986.The main purpose for the establishment of plant was to fulfill the demand of Northern Marketing zone. In 1977 the annual demand for cement in Pakistan was about at 3.7 million tons while the production was about 3.1 m. To fulfill 0.6 million gap, a new plant was required. After a detailed investigation, they selected a place D. G. Khan City where large high quality material reserves were available at least or 100 years. The location is ideal because it is near to market as well as prior to raw material.
The govt. privatized the SCCOP, first purchased by Segol Group of Industries and Nishat Group of Industries combinable. In 1992, the company purchased by Nishat Group of Industries solely. After privatization it name changed from SCCOP to D. G. Khan Cement Factory, before the establishment of expansion plant (new plant) in 1997.
The cement was brought to this and either from Maple Leaf Cement Factory Mianwali and Zeal Pak Hyderabad and ACC Rohi. The new plant is the relief for Bahawalpur, Lodhran, Khanewal
Muhammad Athar Page 23
Internship Report
Muzafargurh, Bahawalnagar, and Vehari. It was purchased from F. X. Smith of Denmark. Its design capacity was 3300 ton clinker per day.The company has following types of cement:
Ordinary Portland Cement Sulphate Resistance Cement Black Cement Heat Resistance Cement White Cement Slag Cement Quick Setting Cement Under Water Setting Cement Acid Resistant Cement
Recommendations They should pay much attention to their employee’s promotion. They should use
performance appraisal system. Top management should use up-to-date marketing practices rather to use orthodox ideas. This is the age of advertisement and they should advertise their product rather use push
strategy. They should emphasize on pull strategy as well. They have good, energetic, experienced marketing and sales team they should use it constructively.
They should pay much attention to promotional tools. They should advertise their product.
They are only using trade promotions, which are not enough to have a good positioning in the market. They should use other promotional tools as well.
The middle level management should be involved in decision-making. In this way they will feel sense of responsibility and their productivity will increase. Their loyalty with the organization will also increase.
They should also introduce some employee recognition program. In this way the employees will be more satisfied with their jobs and ultimately will be beneficial for the organization in terms of high productivity.
Muhammad Athar Page 24

Internship Report
Prepared by:Muhammad AtharMechanical Engineering10-ME-54UET, Taxila
Mailing Address:H# GALI MASTER ILYAS WALIMOHALLAH BAZAR WALA FEROZEWALA,TEHSIL AND DISTRICT GUJRANWALA
Muhammad Athar Page 25





























