Embed Size (px)
DESCRIPTION
http://www.gea.com/global/en/binaries/Diesel%20Engine%20Power%20Plant_EN_tcm11-19484.pdf
Citation preview

engineering for a better world GEA Mechanical Equipment
Energy System Technology
High performance equipment for diesel engine power plants

The clever way to separate
Centrifugal separators have been an essential part
of the manufacturing program since the company‘s
foundation in 1893.
New applications have constantly been added to the
production schedule as a result of the continuous
program of research and development and the know-
how acquired over 110 years. Application-oriented,
innovative solu tions in machine design and process
engineering are available for the mineral oil industry,
the dairy, beverage, food, chemical and pharmaceutical
industries and for biotechnology and pollution control.
Back in 1907 the centrifuge was first used for the
purification and dewatering of mineral oil. Since
then, thousands of centrifuges have been used in this
application for the reliable and economic treatment
of fuel and lube oils. Nine decades of experience in
this field form the basis for today‘s state-of-the-art
treatment plant concepts. The following development
trends show the continuous treatment of fuel oil, lube
oil, sludge and waste water.
Your Powerful Partner
2

The clever way to separate
2 Your Powerful Partner
More quality in power stations
4 Power Station System Solutions
Systems overview for diesel engine power plants
6 High Performance Equipment for Diesel Engine
Power Plants
Centrifugal systems in power stations
8 Process Overview
Self-cleaning separators
10 Double Centripetal Pump
12 GEA Westfalia Separator unitrol
System – WMS / SMS in Single Stage
GEA Westfalia Separator minimaXx®
14 Manual Cleaning Separators
15 Self-Cleaning Separators
Diesel oil treatment
16 Manual Cleaning Solutions
17 Self-Cleaning Solutions
Crude oil treatment
18 Plant Concepts with a System
19 Process Overview
Heavy fuel oil treatment
20 Plant Concepts with a System
21 Process Overview
Lube oil treatment
22 Plant Concepts for Efficient Operation
23 Process Overview
Sludge treatment
24 System Concepts for the Future
25 Economical Advantages –
Ecological Merits
Content
Waste water treatment
26 Protect the Environment – Self-Cleaning
Centrifugal System
28 GEA Westfalia Separator minimaXx® –
Manual Cleaning Centrifugal System
Fuel oil conditioning system
30 VBU – GEA Westfalia Separator
ViscoBoosterUnit:
Complete System Between
Service Tank and Engine
Control units
32 Automatic Process
Control – More Safety, More Comfort
33 GEA Westfalia Separator minimaXx® –
Process Control for Every Requirement
Flexible systems
34 Energy Compact Units –
Solutions for the Modern Power Plant
35 The Economical Solution
Various additional systems and equipment
36 Your Powerful Partner for Complete Systems
Process cooling systems
38 PHE – Plate Heat Exchanger
Water desalination system
40 FWG – Fresh Water Generator
41 Single Stage Evaporating System
Service that counts
42 serv&care –
Proactive Service for Optimum Reliability
in Power Plants
3

The power station industry often uses diesel
engines that burn heavy fuel oil, crude oil or diesel
oil. By supplying sepa ration systems specifically
designed for continuous operation under roughest
conditions, GEA Westfalia Separator Group provides
for optimum power output and a long service life for
these engines while taking into consideration the high
environmental standards.
Self-cleaning separators with GEA Westfalia
Separator unitrol systems automatically monitor the
water level in the oil and the separation of the solid
material “round the clock”. As a result, optimum
separation efficiency for different fuel and lube oils
is ensured.
Like clockwork
Normally servicing is necessary only after 8000 to
16,000 operating hours. Surveillance-free operation
reduces personnel costs tremendously.
The accumulated oil sludge can be processed directly
in the power station, thereby reduc ing the disposal
costs considerably. All separation systems are available
as modules. Other ready-to-connect systems are also
avail able as compact units in combination with
components such as GEA Westfalia Separator
ViscoBoosterUnits (VBU) or Plate Heat Exchangers
(PHE).
More quality in power stations
Power Station System Solutions
GEA Westfalia Separator minimaXx® OTC 2 Energy Compact Unit for lube oil
4

GEA Westfalia Separator eagleclass
Smart. Strong. Reliable.
Applications
• Fuel oil separation
• Lube oil separation
• Separation of sludge
containing oil and water
• Separation of waste water
• System engineering
5

High Performance Equipment for Diesel Engine Power PlantsSystems overview for diesel engine power plants
GEA Westfalia Separator Group offers leading
technologies and individual systems for power station
use. System engineering from one source, high
quality of workmanship or unrivalled worldwide
service – GEA Westfalia Separator Group provides
systems to rely on.
Product range overview
• Fuel oil treatment
• Fuel oil conditioning system
• Lube oil treatment
• Sludge treatment
• Waste water treatment
• Central cooling system
• Lube oil cooling system
• Water desalination system
6

1 Fuel oil service tank
2 Fuel oil storage tank
3 Fuel oil sludge tank
4 Lube oil sludge tank
5 Fuel oil conditioning system
6 Fuel oil treatment
7 Sludge treatment
8 Lube oil treatment
9 Waste water tank
10 Water desalination system
11 Auxiliaries
12 Charge air cooler M.E.
13 Waste water treatment
14 HT – central coolers
15 LT – central coolers
1
2
3 7 9 13
151112
14
10
4
5
6
8
7

The centrepiece of a fuel or lube oil treat ment
system is the centrifugal separator.
Effective treatment ensures that only clean oil enters
the drive unit. The wear on the injection system and
on components such as cylinders, cylinder liners and
the crankshaft of the diesel engine is minimized.
Main duties of centrifugal separators:
• Separation of solids
• Separation of water
Suitable types of centrifugal separators for
these duties:
• Self-cleaning separators with disc bowl
and automatic bowl ejection facility
• Manual cleaning separators with
solid-wall disc bowl
Centrifugal systems in power stations
Process Overview
8

Fuel oilconditioningsystem
Fuel oil treatment plant with centrifugal separator
Lube oil treatment plant with centrifugal separator
Sludge treatment plant with centrifugal separator
Waste water treatment plant with centrifugal separator
Service tank Lube oil tank
Settling tank Boiler plant
Utilities Utilities
Sludge Sludge
Pump system
Clean Oil Utilities
WaterConcentrated sludge
Disposale.g. incinerator
Waste oil tank
Utilities
Treated water
Pump system
Separated oil
Sludge
Waste oil tank
Storage tank
Pump system
Pump system
Pump system
Waste watersystem
9

Double Centripetal PumpSelf-cleaning separators
Features
• Automatic operation
• Continuous operating mode
• Self-cleaning effect of the bowl
without CIP system
• Highly concentrated solids
• High separation efficiency
• Can be used as clarifier and purifier
• Discharge of the light and heavy phase
under pressure by centripetal twin pump
• Low noise level
• Belt drive
Self-cleaning separators with disc bowl and
automatic solids ejection are used where the
percentage of solids in the oil is too high for manual
cleaning. They are used mainly for the clarification and
purification of fuel oils such as gas oil, diesel oil, crude
oil, heavy fuel oil and lube oil. The separated solids
slide down the underside of the disc into the solids
hold ing space. Self-cleaning separators eject solid
matter automatically while the separator is running.
This avoids shutting down the separator frequently
for cleaning. The clean oil and the sepa rated water
are conveyed to the discharge under pressure by a
centripetal twin pump.
Self-cleaning separators operate continuously. Solids
ejection occurs either by total or partial ejections or
in a combination of both. In case of total ejection and
combination of total and partial ejections, there is
additional self-clean ing of the disc stack.
Labour-intensive and costly measures to clean the
discs using CIP (cleaning in place with chemicals)
systems are not necessary. Optimum separation
efficiency over long operating times is ensured. Major
maintenance work is required only after 8000 to
16,000 operating hours.
10

Bowl cross section of a self-cleaning mineral oil separator with disc bowl
Solids discharge
Untreated oil feed
Treated oil discharge
Separated water discharge
Double centripetal pumpSealing and displacement water
11

Self-cleaning separators
GEA Westfalia Separator unitrol System – WMS / SMS in Single Stage
Modern fuel oil and lube oil treatment plants
from GEA Westfalia Separator Group provide easy
handling and optimum separating efficiency in
difficult situations.
The heart of these systems is a new gene ration
of self-cleaning mineral oil separators with
unitrol system. These separators operate without
regulating rings and can be applied for a wide range
of heavy fuel oils with a specific density up to
1.01 g / I as well as for a wide range of lube oils.
The essential features of these separators are both,
the continuous monitoring of the oil for water and
the continuous monitoring of the solids holding
space for optimum solids filling, in one stage.
Automatic monitoring means that regulating rings
are unnecessary and operating errors caused through
manual adjustment are eliminated.
The Water Monitoring System (WMS) ensures
reliable water separation. The water in the oil is
separated out and discharged. The Sludge Space
Monitoring System (SMS) checks the solids space
for separated foreign matter.
The oil is displaced prior to a bowl ejection. The
precisely defined displacement volume minimizes
oil losses.
A further innovative feature of these separators
is the bowl’s new hydraulic system (GEA Westfalia
Separator hydrostop). Extremely short ejection times
combined with maximized solid ejection ports pro-
vide highly concentrated solids. Further disposal
measures are simplified, disposal costs reduced
and environmental considerations fully taken into
account.
During total ejections, preferred by GEA Westfalia
Separator Group, the disc stack is also cleaned. Work
and cost intensive measures for cleaning the disc
stack by CIP systems are not necessary; this ensures
optimum separating efficiency over a long period of
operation. Maintenance work is required only after
8000 to 16,000 operating hours.
Just a few basic models are sufficient to cover all
capacity ranges with the benefit of very economical
spare parts storing and servicing.
Features
• unitrol system in one stage WMS and SMS
• Treatment of fuel oils up to 1.01 kg / I
• Regulating rings are not required
• High separation efficiency even in
critical situations
• Automatic adjustment as
clarifier or purifier
• Automatic bowl ejection
• Highly concentrated solids
• Continuous processing
• Self-cleaning effect of bowl
and disc stack by total ejection
• Versatility of application
• Safe operation
• Belt drive
• Low noise level
12

Sealing and displacement water
Untreated oil feed
Treated oil discharge
Separated water discharge
Solids discharge
GEA Westfalia Separator unitrol system
13

Manual cleaning separators with solid-wall bowl and
single centripetal pump are today mostly used for the
treatment of diesel oil and lube oil in smaller power
stations.
They are suitable for clarifying or purifying oils with
a low solids content of up to 0.01 % by vol.
The clean oil is discharged from the bowl under
pres sure by means of a centripetal pump. The
separated solids slide down the underside of the disc
into the solids holding space which must be emptied
by hand periodically.
Bowl cross section of a manual cleaning mineral oil separator with pressure discharge of the clean oil by centripetal pump
GEA Westfalia Separator minimaXx®
Sealing water
Untreated oil feed
Treated oil discharge
Separated water discharge
Manual Cleaning Separators
Features
• Suitable for both clarifying and purifying
• Highly concentrated solids
• Solid design
• Versatility of application
• Low noise level
• Belt drive
14

Self-cleaning separators with disc bowl, single
centripetal pump and automatic solids ejection are
used where the percentage of solids in the oil is too
high for manual cleaning. These are used mainly for
the clarification and purification of fuel oils such as
gas oil, diesel oil and lube oil. Self-cleaning separators
discharge solid matter automatically while the separator
is running. This avoids shutting down the separator
frequently for cleaning.
Self-cleaning separators operate continuously. Solids
ejection occurs by total discharge with a self-cleaning
effect of the disc stack. Labour-intensive and costly
measures to clean the discs using CIP systems are not
necessary. Optimum separation efficiency over long
operating times is ensured.
The clean oil is conveyed to the discharge under
pressure by means of a centripetal pump. The separated
water flows under gravity via a regulating ring to the
discharge.
Bowl cross section of a self-cleaning mineral oil separator with solid wall disc bowl
Sealing and displacement water
Solids discharge
Operating water discharge
Untreated oil feed
Treated oil discharge
Separated water discharge
GEA Westfalia Separator minimaXx®
Self-Cleaning Separators
Features
• Automatic operation
• Continuous operating mode
• Self-cleaning effect of the bowl
without CIP system
• Highly concentrated solids
• High separation efficiency
• Can be used as clarifier and purifier
• Closed discharge of the light phase
under pressure by centripetal pump
• Low noise level
• Belt drive
15

It’s payback time
During the transportation from the refinery to the
power plant diesel oils are often conta minated with
sea water and other impurities. Centrifuges are essential
for the efficient control and removal of solids and
water from fuel oils in safety fuel oil treatment
systems; they will continue to be so in the future.
Efficient treatment protects the diesel engine from
wear of important components such as cylinder liners,
pistons, piston rings and the injection system. Big
cost savings because of less filter cleaning and less
replacements of filter inserts; no problems with bacteria
growth. The entire plant concept is completed with
the feeder unit.
Compact unit CU D2 for diesel oil treatment with self-cleaning separator OSD 2 without heater.
Schematic illustration of a diesel oil treatment system with manual cleaning separator without heater
Manual Cleaning SolutionsDiesel oil treatment
1
3
4
2
5
6
1 Untreated oil feed
2 Strainer
3 Manual cleaning separator
4 Separated water discharge
5 Feed pump
6 Treated oil discharge
16

Self-Cleaning Solutions
Schematic illustration for oil treatment system with self-cleaning separator without heater
2
3
5
4
1
6 7 8
9
10
1 Feed pump
2 Untreated oil feed
3 Untreated oil return
4 Strainer
5 Operating water
6 Separated water discharge
7 Operating water discharge
8 Solids discharge
9 Self-cleaning separator
10 Treated oil discharge
Manual Cleaning Solutions
17

Safety first
Increasingly crude oil is used in diesel engine power
plants, especially for crude oil pipeline projects.
The crude oil is delivered to the power plant in a
pre-cleaned and degassed condition. However, after
the pre-cleaning the fuel quality is still too poor to be
burnt in a diesel engine.
The viscosity ranges from diesel oil to heavy fuel oil.
As crude oil contains wax which is getting liquid only
at a temperature of min. 50°C, the separating temperature
is between 60° C and 98° C. Due to the low flash point,
the system must be equipped with explosion protection.
Plant Concepts with a SystemCrude oil treatment
Crude oil treatment unit with control panel for hazardous area installation
Centrifuges are essential for the efficient control and
removal of solids and water from fuel oils in fuel oil
safety treatment systems; they will continue to be so
in the future.
Crude oil fuels from different sources must be purified
efficiently. This treatment protects the diesel engine
from wear of important components such as cylinder
liners, pistons, piston rings and the injection system.
The whole plant concept for crude oil treatment is
rounded off with ViscoBoosterUnits.
18

Process Overview
Under normal circumstances, GEA Westfalia Separa-
tor Group recommends single-stage treatment for
crude oils.
The high efficiency of separation in a single stage
process ensures low wear of the engine. The high
reliability and long service intervals ensure low operating
costs and continuous, unattended automatic operation
for months. The stand-by centrifuge can be saved for
occasional use in abnormal conditions – during
increased solids loading for example.
All equipment with electrical components are useable
for Ex zone 2 (Category 3) Explosion Group II A or B,
Temperature Class T3 in accordance to ATEX EG-RL94/9.
Purging / flushing for the separator is integrated.
1
2
3
4
5
6
7
10
11
12 14 15
16
13
8
9
1 Regulating valve
2 Strainer
3 Steam
4 Pre-heater
5 Condensate
6 Steam trap
7 Untreated oil return
8 Feed pump
9 Strainer
10 Operating water
11 Self-cleaning separator
12 Separated water discharge
13 Untreated oil feed
14 Purging / flushing
15 Solids discharge
16 Treated oil discharge
Single stage treatment plant for fuel oil with
separator
19

Heavy fuel oil treatment
Protect your engine
Owing to its low price, residual oil is widely available
on the international market. During combustion
however, impurities cause corrosion and deposits.
Depending on the application, treatment systems are
available both for high-grade and low-grade fuels.
When rating the throughput capacity of the plant,
the following fuel oil data are of central importance:
• Viscosity (cSt)
• Density (kg/l)
• Solids and liquid impurities (%)
The results of a research programme confirm optimum
treatment even of fuel oils with viscosities up to
1650 cSt/50°C and densities up to 1.01 kg/l (15°C).
Centrifuges are essential for the efficient control and
removal of solids and water from fuel oils in fuel oil
safety treatment systems; they will continue to be so
in the future.
Low-grade fuels from different refining processes such
as atmospheric or vacuum distillation as well as
from conversion plants such as catalytic cracker or
visbreaker process must also be purified efficiently.
This treatment protects the diesel engine from wear of
important components such as cylinder liners, pistons,
piston rings and the injection system. The whole plant
concept for heavy fuel oil treatment is rounded off
with ViscoBoosterUnits.
Plant Concepts with a System
Energy Compact Unit 2 with two separators type OSD 35 for HFO treatment
20

Process Overview
Under normal circumstances, GEA Westfalia Separator
Group recommends single-stage treatment for heavy
fuel oils.
The high efficiency of separation in a single-stage
process ensures low wear of the engine. The high
reliability and long service intervals ensure low
operating costs and continuous, unattended automatic
operation for months. The stand-by centrifuge can be
saved for occasional use in abnormal conditions – during
increased solids loading for example.
1
2
3 7
10
8
5 6
4 9
11
12 14
15
13
1 Regulating valve
2 Strainer
3 Steam
4 Pre-heater
5 Condensate
6 Steam trap
7 Untreated oil return
8 Feed pump
9 Strainer
10 Operating water
11 Self-cleaning separator
12 Separated water discharge
13 Untreated oil feed
14 Solids discharge
15 Treated oil discharge
Single-stage treatment plant for fuel oil with separator incl.
unitrol system
21

GEA Westfalia Separator lifecyclebenefit® During application lube oils are exposed to
continuous contamination. Foreign matter such as
abrasives, dust, condensate and decomposition products
deposit in the lube oil sump. Furthermore, acids
contained in the oil and foreign matter from catalysts
can lead to premature aging.
In case of diesel engines, particularly trunk piston
engines, combustion residue and unused fuel find
their way into the crankcase compartment, especially
with partial load operation. Sulphurous residues
and cleavage products of the fuel condensate form
acid water with the water vapour produced during
combustion in the cylinder. All this culminates in
damage of bearings, pistons and cylinders.
Centrifugal separation is the most common method
of lube oil treatment. The separator is located in a
by-pass loop within the lube oil treatment system.
Plant Concepts for Efficient OperationLube oil treatment
Schematic illustration of a lube oil treatment plant with manual cleaning separator
1
2
3
4
5
1 Feed pump
2 Untreated oil feed
3 Strainer
4 Pre-heater
5 Separated water discharge
6 Manual cleaning separator
7 Treated oil discharge
6
22

Process Overview
Self-cleaning mineral oil centrifuges are mainly used
for the purification and dewatering of lube oils,
especially if there is a requirement for 24-hour
unattended operation. Lube oil cleaning reduces
wear and prolongs the life of the lube oil.
The whole range of centrifuges is available for efficient
and reliable treatment of lube oil.
All fuel and lube oil treatment centrifuges from
GEA Westfalia Separator Group have identical design
features allowing the use of common components.
This simplifies store management and maintenance
immensely.
Schematic illustration of a lube oil treatment plant with self-cleaning separator
1
2
3
4
5
6 13
12
11
9
10
8
7
1 Feed pump
2 Untreated oil feed
3 Strainer
4 Pre-heater
5 Operating water
6 Separated water discharge
7 Regulating valve
8 Steam
9 Condensate
10 Steam trap
11 Treated oil discharge
12 Self-cleaning separator
13 Solids discharge
23

Sludge treatment
Save natural resources
The trend towards burning higher viscosity and
higher density fuel oils, together with an increasingly
common usage of residuals, means that the amount
of sludge being created from both, fuel and lube oil
systems, is increasing.
The sludge is pumped from the sludge tank by an
eccentric screw pump and is fed via a heater to the
centrifugal separator. The sludge components of
water, oil and solids are separated by centrifugal force.
The recovered oil and water is discharged under pressure
by centripetal pumps.
The concentrated sludge is discharged intermittently
via the sludge transfer unit into a heated sedimentation
tank where final concentration takes place. Excess
water and oil is allowed to overflow back to the
sludge tank. The concentrated sludge is pumped from
the unit automatically by a solids discharge pump
controlled by a level switch.
A microprocessor-based control cabinet super vises
and controls the complete concentration process.
System Concepts for the Future
1
2
4
5
6
8
7
10
11
9
12
13
14
15
16
17
18
3
1 Regulating valve
2 Steam
3 Pre-heater
4 Condensate
5 Steam trap
6 Feed of oil sludge mixture
7 Feed pump
8 Filter
9 Operating water
10 Untreated oil return
11 Vibration monitoring
12 Separated water discharge
13 Sludge concentration unit
14 Oily water
15 Concentrated sludge
16 Sludge transfer unit
17 Centrifugal separator
18 Treated oil discharge
24

System Concepts for the Future
Approximately 2.5 % of a power plant´s fuel
consumption remains as an unwanted by-product in
the form of an oily water sludge mixture.
With increasing environmental awareness as well as
strict regulations and controls, most operators dispose
of this sludge by incineration or by shoreside
disposal using contract companies. In either case
sludge disposal is becoming an expensive problem for
the op erators today.
The GEA Westfalia Separator Group sludge treatment
plant incorporating a specially designed centrifugal
separator is capable of reducing the volume of sludge
for disposal by up to 90%. In addition, fuel oil is
recovered for re-use and recovered lubricating oil can
be used as boiler fuel.
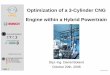
Economical Advantages –Ecological Merits
0
20
40
60
80
100
120
Feed Oil outlet Water outlet
Solids
Water
Oil
Sludge treatment system ESD 18 with self-cleaning centrifugal separator to
reduce the disposal costs
Separation results sludge treatment
Sample taken from
Portion
Benefits
• Saves up to 90% disposal costs
• Recovers valuable fuel oil
• Unburdens the waste water
system from oil residues
• Protects our sensitive power ecosystem
25

Protect the Environment –Self-Cleaning Centrifugal System
Waste water treatment system WSD 18
Waste water treatment
in many conventional plants under practical opera-
tion conditions anyway. The further we can reduce
this value, the greater the benefit for our environ-
ment. Waste water is a mixture of the following
constituents:
• Cooling water leakages
• Fuel and lube oil leaks
• Drainages from settling and sludge tanks
• Effluent from various cleaning processes
The product (i.e. oily water without excessive emul-
sion) is sucked up from the oily water tank and fed by
the feed pump through the filter and pre -heater via
the feed valve to the separator. During the start-up or
ejection program it is led back into the oily water tank.
The product flows from above into the centre of the
separator bowl. The heavy water phase is separated
from the finest oil particles and then conveyed under
pressure by a centripetal pump to the discharge.
Water is the source of life
The treatment of waste water is strictly controlled by
national and international laws.
Waste water may only be discharged after prior
de-oiling with specially approved treatment systems.
The maximum oil content must not exceed 15 ppm. The
limit has even been reduced to 10 ppm in some areas.
Our water must stay clean
Water is the source of all life on earth. The environment
is the habitat of all life and therefore needs our special
protection. Indeed we have a responsibility to future
generations who have the same right on a rich nature
as we do.
15 ppm is too much
Oily water may only be discharged if the oil content
in the effluent is below 15 ppm. 15 parts of oil to one
million parts of water seems small but GEA Westfalia
Separator Group believes this is still too high. More-
over, practice has shown that this value is not attained
26

Protect the Environment –Self-Cleaning Centrifugal System
The separated impurities accumulated in the sludge
space are discharged into the sludge tank periodically.
The treated water discharge is monitored by an oil
content meter and discharged into the environment.
If the oil content exceeds 15 or 10 ppm the water is
recirculated into the oily water tank. If an oil content
of ≤ 10 ppm is required, our treatment systems are
generally fitted with an absorption filter that can be
connected to ensure that the required result is
achieved.
1 Steam
2 Condensate
3 Automatic filter
4 Heater
5 Untreated waste water return
6 Pre-de-oiled waste water feed
7 Operating water
8 Separated water discharge
9 Emulsion breaker
10 Solids discharge
11 Recovered waste oil
12 Self-cleaning separator
13 Absorption filter
14 Treated waste water return
15 Treated water discharge
16 Oil monitor
Centrifugal waste water treatment with self-cleaning separator in
combination with absorption filter and emulsion breaker
1
2
3
4
5
6
7
8 10
9
11 14
13
16
15
12
27

Waste water treatment
GEA Westfalia Separator minimaXx® –Manual Cleaning Centrifugal System
Protect the environment
The waste water treatment system will be supplied as
a ’Compact Unit’ (CU). The CU consists of four main
components:
• minimaXx® separator
• Pump / Prefilter
• Absorption filter
• Control unit
All the components are small and lightweight to make
them easy for transporting and fitting into the engine
room. The components are installed on a common base
frame. The modular concept can be incorporated into
an existing system.
28

1 Pre-de-oiled waste water feed
2 Pre-filter
3 Waste oil collection tank
4 Treated waste water return
5 Feed pump
6 Manual cleaning separator
7 Treated water discharge
8 Oil monitor
9 Absorption filter
The clever solution
The waste water treatment system with the
minimaXx® separator type WTC was specially
designed for small capacities.
The product (i.e. oily water without excessive emulsion)
is fed by the feed pump into the centre of the separator
bowl. Within the rotating bowl, the product is
separated into heavy and light phase.
The heavy water phase is separated from the finest
oil droplets and dirt particles and then conveyed
under pressure by the centripetal pump to the
discharge. If the oil concentration on the clean
water outlet of the centrifuge exceeds 15 ppm the
water is led through an absorption filter. The lighter
oil phase flows to the centre of the bowl and is
discharged by gravity.
The separated sludge is collected in the solids holding
space and must be removed by hand.
An intelligent control and monitoring system assures
problem-free, round-the-clock unmanned operation.
It also ensures that only water with an oil content
lower than 15 ppm is released into the environment.
A pre-heater is recommended if the waste water con-
tains oils of a higher viscosity.
3
6
2
5
41 7
9
8
29

Safety first
With the ViscoBoosterUnits, GEA Westfalia
Separator Group offers a complete, compatible system
for a safe and economic fuel oil treatment from the
service tank to the engine.
ViscoBoosterUnits are supplied as package systems.
They are designed for 24-hour unattended operation.
Efficient operation of power station diesel engines
requires optimum fuel supply. This key condition is
accomplished by the ViscoBoosterUnits de veloped by
GEA Westfalia Separator Group for fuel conditioning.
This unit consists of a treatment system that meets the
fuel requirements between the clean oil tank and injection
system for the diesel engine in terms of the required
injection viscosity and temperature. Supply and booster
pumps are provided for a stable system pressure.
The modules are designed for the different en gines as
well as to the required injection viscosity (approx.
10 – 24 cSt) and corresponding tem perature (approx.
135 – 150°C).
To be able to ensure a high plant availability and
to achieve the high plant capacities, several diesel
generators are frequently in stalled in power stations.
We recommend splitting the classical “Energy Unit”
into a “Feeder Unit” and, depending on the number
of engines, into several “Booster Units”.
GEA Westfalia Separator Group has developed the right
systems for this task.
VBU – GEA Westfalia Separator ViscoBoosterUnit: Complete System Between Service Tank and EngineFuel oil conditioning system
Benefits
• Easy adjustment to the engines in
operation
• Higher availability of the complete
insta lla tion
• Simple switch-over to
HFO / MDO for each engine
• Easy adjustment if the system is
upgraded later
30

VBU (divided module)
VBU for power plant application
Features
• Compact, robust design
• Good operability
• Automatic viscosity control
• Automated control system via control
cabinet with redundant power supply
• Automatic, compressed-air controlled
filter system for particle separation
• Low weight
• Easy installation
• Low maintenance costs
1 HFO
2 MDO
3 Feeder pump
4 Strainer
5 Stand-by
6 Pressure control valve
7 Fuel to day tank
8 Fuel from engine
9 Automatic backflushing filter
10 Flow-meter
11 Mixing / Degassing tank
12 Degassing valve
13 Booster pump
14 Stand-by
15 Regulating valve
16 Steam trap
17 Steam or thermal oil
18 Pre-heater
19 Stand-by
20 Condensate or thermal oil
21 Viscosity sensor
22 Fuel to engine
22
2117
18
19
20
16
14
13
1512
7
83
4
52
6
9
1
10
11
31

Automatic Process Control –More Safety, More Comfort
The E40 control unit is specifically designed for
the eagleclass. Even the most complex separator and
system applications are controlled with precision.
The E40 control unit performs process and control
functions over and above those of the D10. To
facilitate understanding, operating states, current
process values, faults and changes in system status
are shown by a change in color in the color display.
Machine or system-specific display screens with
assigned touch keys reduce the possibility of
operating faults even further. MMC cards function as
program memory; the lifetime data of the systems
can be read out by technical staff for interval or
preventive maintenance purposes.
As an option, the control unit can be patched into the
worldwide web using the Sm@rt Client server
function of the panel and the integrated Ethernet
port. Sm@rt Client allows remote servicing to be
effected quickly and simply. The machine can be
operated and observed from any workstation within
the customer’s network.
Program control
The control unit controls the program automatically
as well as monitoring the separator completely. In
addition to all the electrical components on the sepa-
rator itself, it is also possible to incorporate in the
control and monitoring system the peripherals
required for a customer’s specific application.
Keys F1 – F4 Soft keypad, screen dependent
Keys 1 – 0 Function keypad with fixed allocation
Status LEDs
Touch display with backlighting and 4 lines
Easy handling by
Micro Memory Card
which stores setting
and history data for
D10 and E40.
D10 withtext display
Control units
32

1 Motorstarter box
Motorstarter separator
Motorstarter feed pump
2 OMB 220
Overflow monitoring box
Water seal broken alarm
3 Control unit MC-1
Motorstarter separator
Motorstarter feed pump
Flow monitoring FAH
4 Control unit CC-1
Motorstarter separator
Motorstarter feed pump
Flow monitoring FAH
Temperature monitoring TAL / TAH
Preheater interlocking
5 Control unit CD-1
Control and monitoring system for
self-cleaning minimaXx® separator.
Motorstarter separator
Motorstarter feed pump
Flow monitoring FAH
Flow monitoring FAL
Clean oil outlet
Temperature monitoring TAL / TAH
Preheater interlocking
Sludge pump control
D10
GEA Westfalia Separator minimaXx® – Process Control for Every Requirement
1 2
3
5
4
33

Flexible systems
Energy Compact Units – Solutions for the Modern Power Plant
GEA Westfalia Separator Group‘s design engineers
have integrated flexibility into all their products.
Single-, Double- and Triple-Energy Compact Units
(ECU) with optimum layout to meet power plant
requirements are available as standard modules.
ECU 1
ECU 2
ECU 3
34

Energy Compact Units – Solutions for the Modern Power Plant
The Economical Solution
Customer benefits
All systems:
• Are installed, piped and electrically wired,
ready for operation on rigid,
stable foundation frames
• Are completely checked and tested
• Require small installation costs
• Are of very compact design, small volume and
weight (less transportation costs)
• Can be started up immediately
• Are very easy to operate
35

Various additional systems and equipment
Your Powerful Partner for Complete Systems
GEA Westfalia Separator Group pro vides various
systems tailor-made to customers‘ needs.
Modern module design ready for installation.
System intergration into the power plant concept.
Engineering and total system design. All available
from GEA Westfalia Separator Group.
Desalting module for fuel oil washing
Container enclosure for complete modules
Fuel oil unloading module
Heat recovery module
Module supply
• Fuel oil unloading module
• Fuel oil transfer module
• Heat recovery module
• Desalting module for fuel oil
• Additive dosing module
• Water booster module
• Air compressor module
• Container enclosure for complete modules
36

Your Powerful Partner for Complete Systems
Additive dosing module Air compressor module
Fuel oil transfer module
Water booster module
37

Process cooling systems
PHE – Plate Heat Exchanger
PHEs are used for cooling purposes, e.g. mainly for
central, lube oil, jacket water circuits, as well as for
auxiliaries, charge air, etc.
A wide range of flexible plate configurations are
offered to cover all heat exchange applications. Suitable
materials like titanium, different grades of stainless
steel, etc. are available.
Features
• High heat transmission coefficient
• Optimised heat transfer surfaces
• Compact design
• Low life cycle costs
• Simple inspection and maintenance
• Low liquid content
• Glued and glueless gaskets
38

1
2
4
5
6
37
8
9
10
11
12
13
14
1 From main engine
2 To main engine
3 Circulation pump
4 From main engine
5 To main engine
6 Circulation pump
7 Auxiliaries
8 Charge air cooler
9 Lube oil cooler
10 Cooling water pump
11 Cooling water
12 LT – central cooler
13 HT – central cooler
14 Cooling water
39

Water desalination system
FWG – Fresh Water Generator
Independent generation of fresh water by single
stage evaporation technology.
Sea water is fed through the condenser, where it
absorbs the latent heat of the condensing vapour.
Some sea water is used as feed water for the evaporator
whilst the remaining brine and non-condensible
gases are discharged using a combined ejector. In
the evaporator the sea water is heated up to the
saturation temperature corresponding to the
vacuum maintained by the ejector, and part of it
is evaporated.
The evaporator generally utilizes the waste heat from
the main diesel engine jacket water, however, other
heating media may also be used (e.g. steam, thermal oil).
The vapour produced passes through the demister
located in the upper casing to remove trapped droplets
of water and is led to the condenser. The distillate
is drawn from the condenser by the distillate pump
and discharged through the salinity measuring unit.
Depending on the residual salt content of the distillate,
it is either led to the distillate tank or, if the maximum
allowable residual salt content is exceeded, back to
the evaporator.
All parts in contact with sea water are made of
corrosion-resistant materials (CuNi, stainless steel).
The plates are made of titanium.
On request GEA Westfalia Separator Group can also
supply Multi Flash Water Generators in a range from
100 – 3000 t/d.
Process overview
Sea water Jacket water
Fresh water
Fresh water
Fresh watergenerator
40

FWG – Fresh Water Generator
Thermal oil / hot water heated
Single Stage Evaporating System
Benefits
• Compact
• Easy operating, fully automatically controlled
• Reliable
• Low weight
• Low maintenance costs
• Integrated anti-scaling system
• Corrosion resistant materials
• High performance
1 Heat exchanger
2 Jacket water
3 Circulation pump
4 Steam heated
5 Steam
6 Steam jet liquid pump
7 Condensate
8 Sea water
9 Distillate
10 Heating water
11 Jacket water heated
12 Circulation pump
13 Feed water
14 Brine
15 Brine
16 Demister
1
8
9
10
11
12
13
14
15
16
2
3
45
6
7
41

Safety first: this is precisely what the service concept
serv&care stands for.
Shipowners not only benefit from traditional
services such as inspection, maintenance, original
spare parts and repair work provided by the original
manufacturer; they also benefit from proactive
solutions which avoid risk, e. g. online and offline
monitoring with GEA Westfalia Separator wewatch®.
These preventive services are the best pre-condition
for a smooth operation.
Enhanced process efficiency also follows from
maximum operating reliability and machine
availability. Accompanying modernization or
upgrading to state-of-the-art technology also offer
the option of boosting performance as required.
serv&care – Proactive Service for Optimum Reliability on Board
The proactive, risk-free services of serv&care optimize operatingreliability and permanent availability of the drive systems.
Training provided on site or in the modern training
centre of GEA Westfalia Separator Group ensures that
the plant operator’s employees receive training in the
proper handling of the high-tech installations. This
provides additional safety.
Authorized workshops worldwide
And if problems occasionally occur or if a spare part
is required at short notice, the specialists are able
to attend to the ships quickly. This is ensured by a
global network with more than 50 sales and service
companies. Authorized workshops are able to service
every location in the world at short notice.
42

In addition to traditional services such as maintenance or repair, serv&care also provides solutions which avoid risk and with which the installation availability can be proactively assured.
serv&care accordingly makes for maximum operating
reliability, machine availability, process efficiency
and budget security. And these benefits are
provided throughout the entire life cycle of the
entire installation.
Service from the original manufacturer:
• Service engineers quickly on site
• Extensive service network
• Risk avoidance through service provided
by the original manufacturer
• Proactive solutions
• Upgrading to boost performance
• Crew training
serv care
43

The
info
rmat
ion
cont
aine
d in
thi
s br
ochu
re m
erel
y se
rves
as
a no
n-bi
ndin
g de
scrip
tion
of o
ur p
rodu
cts
and
is w
ithou
t gu
aran
tee.
Bin
ding
info
rmat
ion,
in p
artic
ular
rel
atin
g to
cap
acity
dat
a an
d su
itabi
lity
for
spec
ific
appl
icat
ions
, can
onl
y be
pro
vide
d w
ithin
the
fra
mew
ork
of c
oncr
ete
inqu
iries
. Prin
ted
on c
hlor
ine-
free
ble
ache
d pa
per
· Prin
ted
in G
erm
any
· Sub
ject
to
mod
ifica
tion
· Wes
tfal
ia®, W
estf
alia
Sep
arat
or ®, l
ifecy
cleb
enef
it®
, m
inim
aXx®
and
wew
atch
® a
re r
egis
tere
d tr
adem
arks
of
GEA
Mec
hani
cal E
quip
men
t G
mbH
. B_
EN-1
2-10
-000
2 EN
GEA Mechanical Equipment
GEA Westfalia Separator Group GmbH
Werner-Habig-Straße 1, 59302 Oelde, GermanyPhone: +49 2522 77-0, Fax: +49 2522 77-1778www.gea.com
GEA Group is a global engineering company with multi-billion euro sales and operations in more than
50 countries. Founded in 1881, the company is one of the largest providers of innovative equipment and
process technology. GEA Group is listed in the STOXX® Europe 600 Index.
We live our values.Excellence • Passion • Integrity • Responsibility • GEA-versity