Embed Size (px)
Citation preview

The AG der Dillinger Hüttenwerke (Dillinger Hütte)celebrates its 325th anniversary this year. What does thismean for the steel user?Since 1685, Fe - the chemical element iron - has been thebasis of virtually all products supplied by Dillinger Hütte.The production and use of scarcely any other material havebeen so greatly influenced by technological developmentsacross such a long period as those of iron. What began assimple cast iron, with high carbon and impurity contents,has matured into a product which, thanks to the latesttechnologies, now meets the highest standards formechanical and welding properties.
Dillinger Hütte - a plate producer with a long and proud tradition
demonstrates that the company is alwaysfollowing its vision to develop perspectivesand technologies needed to achieve productswhich enable customers to select innovati-ve and competitive materials in order tooptimize the performance and competi-tiveness of their own projects and products.And also in future you can trust in Dillingerproducts to achieve better and moreeconomical solutions.
Andreas Thieme(Marketing Manager)
Dillinger Hütte - a plate producer with a long and proud tradition 1
More than just plate! 2
Portrait of Vanessa Di Rosa 4
CONTENT
Production at Dillingen started with castiron, the products being used to meet theneeds of fortresses constructed in thesurrounding area, and for militaryequipment. The raw materials for productionwere readily available nearby – wood andwater, as energy sources, and low-grade ironore located in easily recoverable form closeto the surface. Even then, the mill operatedin an economic environment thatnecessitated continuous refinement of thetechnologies used and the quality of thegoods supplied to meet market re-quirements. Following initial forged plateproducts, the first rolled plate was producedmore than 200 years ago. In addition to sheetiron for further processing to thin plate,heavy plates for various purposes wereproduced. This is now effectively DillingerHütte’s “only” product.
slabs with thicknesses of up to 400 mmcan be cast, with special benefits for theproduction of plate for the offshoreindustry. Such heavy slabs can be usedto achieve high plate weights, withsignificant economic advantages for thefabrication yards, thanks to the resultantreductions in welding costs. In addition,the high deformations of the materialduring the rolling process result inexcellent mechanical properties at halfthickness. Dillingen was also one of theleading pioneers in production ofthermomechanically rolled plates. Ma-terial produced using this highlysophisticated process possesses weldingproperties significantly superior to those ofconventionally rolled and normalized plates.Dillinger Hütte was also the first heavy-plate producer to combine thermo-
mechanical rolling and acceleratedcooling by water in the rollingprocess. This innovation modifiesthe internal structure of the plate andimproves mechanical propertieseven further. Develop-ment andproduction of this plate is alwaysconducted in close cooperation withthe customer. Indeed, DillingerHütte’s 325-year evolution from asimple iron-maker to a producer ofhighly sophisticated plates wouldprobably not have been possiblewithout such intensive collaboration
with customers.
A look back over Dillinger Hütte’s 325-yearhistory is highly instructive. Thisretrospective of the AG der Dillinger Hüt-tenwerke is an inspiration both to thecompany itself and to its customers. It
The 3.6 m rolling stand in Dillingen 1913
The input at Dillingen for production ofplates for the most diverse applications isimpressive. The world’s first continuouscaster for steel slabs was installed here morethan fifty years ago, for example. Today,
The 5.2 m rolling stand in Dillingen today
Issue 2/2010

More than just plate!Since 1804, when the company’s first heavy-plate rolling-mill was commissioned, thedevelopment of high-quality plate innumerous grades for a large range ofspecialized sectors - with ever greaterdimensions and weights - continues today.Almost from the very start of plateproduction, fabrication of this product hasalso played an important role, however.
It is only natural that not every customer hasalways been (or is) able to process and shapethe plates supplied by Dillinger Hütte,particularly in the case of dimensions in theupper range, and especially when these arecombined with elevated requirements formechanical properties. In such situations –when Dillingen’s plate customers’ in-housemanufacturing capabilities approach or reachtheir limits, either in terms of plate size (e.g.thickness, weight) or of production capacity- Dillinger Hütte GTS can assist by supplyingnot just the heavy plate material, but also rea-dy fabricated structural plates and parts.
The Heavy Fabrication Division exists forthis purpose. The origins of this specializedsector at Dillinger Hütte can be traced backto the 19th century; the decision to invest ingreater forming capabilities –a 10,000 tsteam-hydraulic press to supplement the5,000 t and 8,000 t presses already in place,
Figure 3: Cut racks for an offshore jack-uprig structure, steel grade S690Q, thickness upto 210 mm
Figure 4: Plate edge-milling machine withtrapezohedral and annular-shaped platesduring processing
The Heavy Fabrication Division’s possessionof the latest generation of NC flame-cuttingmachines and equipment means that platesfrom the Dillingen supply range can be
Figure 2: Cut-to shape ring segment fora hydro power plant, steel grade: S355J0+N,thickness 305 mm
Plate cutting and trimming shop - cut-to shape and weld-edge beveled plates
At that time, the Heavy FabricationDivision’s range of products and servicesfocused on the needs of naval shipbuilding,heavy engineering and power-plantconstruction. In the 20th century,development of the Heavy Fabrication Di-vision was influenced, on the one hand, bythe rapid development of Dillinger Hütte’splate rolling-mill toward thicker, wider andheavier high-quality plates and driven, on theother hand, by plate customers’ requirementsand their market activities, particularly in thefast-growing energy sector and in the oil andgas industry, including its downstreamprocessing facilities.
Today, the Heavy Fabrication Division is afully integrated business unit within DillingerHütte GTS, featuring its own salesorganization, engineering team andfabrication facilities, and maintaining closeties with the various plate divisions atDillinger Hütte GTS and with the company’sdiverse interdisciplinary teams. These linksgenerate great benefits for new and ongoingproduct developments, and therefore forusers of heavy plate, since innovations insteelmaking and plate production, on the onehand, and experience in the processing ofthese products - especially in forming andwelding methods - on the other, interact andcomplement each other ideally.
In addition to its foundry, the HeavyFabrication Division also operates threefacilities for plate working - a plate cuttingand trimming shop, a plate roll-bending andwelding shop, and a press shop - enablingthe division to supply a broad selection ofparts and services for a whole series ofindustries. The Heavy Fabrication Division’srange of plate-working machines - many ofthem the most powerful of their type in theworld - and its state-of-the-art technologypermit performance of many highlyspecialized fabrication operations onDillinger Hütte GTS plate.
Figure 1:Dillingerhistory -year 1904:press shopwith 10,000 tsteamhydraulicpress
Fabrication Division can also make use ofthe facilities of the plate rolling-mill,featuring a plasma-cutting machine for platethicknesses up to 100 mm and a water-jetcutting machine for thicknesses up to150 mm.Supply of edge-trimmed plates achieved bymachining, for either rectangular, trapezoidalor annular plate shapes, is one of the HeavyFabrication Division’s specialties. All plateedges, up to thicknesses of 120 mm, widthsof 5,000 mm and lengths of 25,000 mm, canbe machined to the very highest standards(see Figure 4). This extremely efficient plate-
processing technology is of particular benefitto fabricators of structural tubulars, such asare used, for example, in the construction ofoffshore piles, for the penstocks of hydro-
electric power plants, and for storage tanks(including rolled-to-radius plates, seeFigure 5). The excellent cut-face quality -with no undesirable hardening - and highlevel of accuracy achieved assure specialadvantages for subsequent welding,particularly where high-performance weldingequipment is to be used (see Table 1 andFigure 6). This latest-generation millingmachine can also perform special operations,
profiled with a right-angled edge and/or withedges prepared for welding (see Figure 2).In addition, they can also be supplied withenhanced cut-surface quality and wavinesstolerances compared to standard re-quirements, as is necessary, for example, inthe case of large cut racks for jack-up rigs(see Figure 3). Plates cut to shape and/or withoxycut beveled welding edges are usedmainly in mechanical and structuralengineering. For special tasks, the Heavy
for example, and further expansion ofwelding facilities–was taken in the late 1800s(see Figure 1).
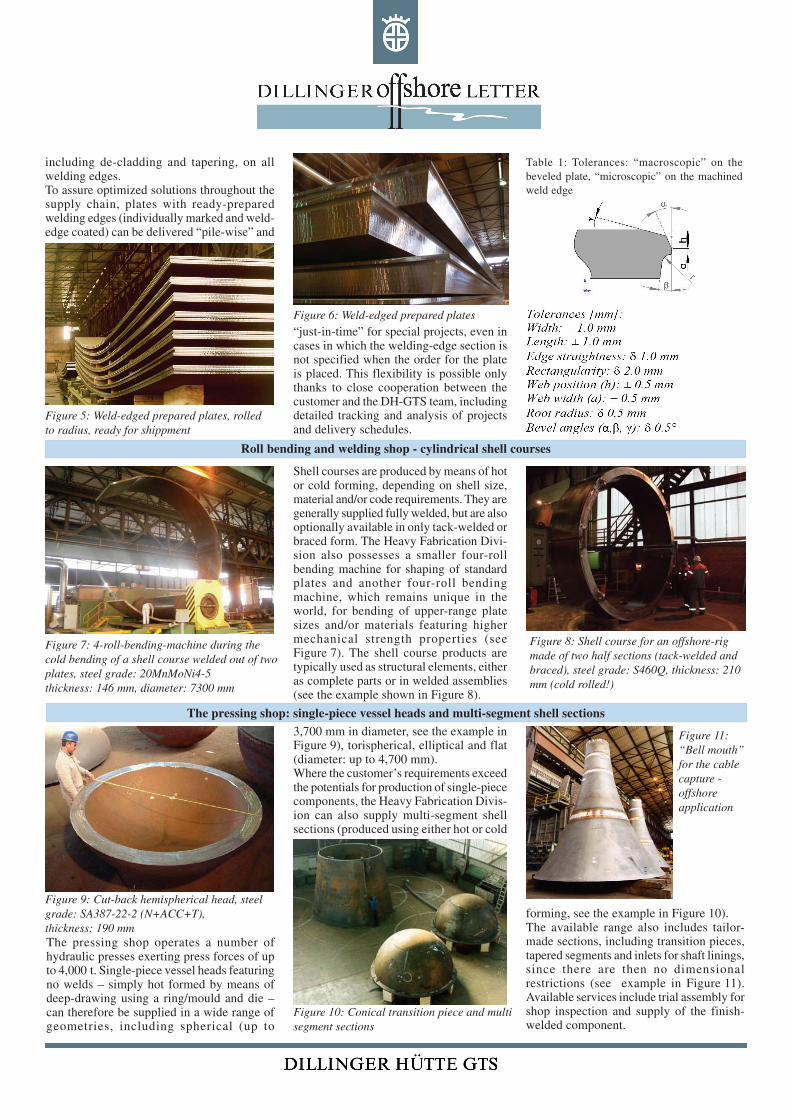
Figure 5: Weld-edged prepared plates, rolledto radius, ready for shippment
Table 1: Tolerances: “macroscopic” on thebeveled plate, “microscopic” on the machinedweld edge
Roll bending and welding shop - cylindrical shell courses
Figure 6: Weld-edged prepared plates
Figure 7: 4-roll-bending-machine during thecold bending of a shell course welded out of twoplates, steel grade: 20MnMoNi4-5thickness: 146 mm, diameter: 7300 mm
Figure 8: Shell course for an offshore-rigmade of two half sections (tack-welded andbraced), steel grade: S460Q, thickness: 210mm (cold rolled!)
The pressing shop: single-piece vessel heads and multi-segment shell sections
The pressing shop operates a number ofhydraulic presses exerting press forces of upto 4,000 t. Single-piece vessel heads featuringno welds – simply hot formed by means ofdeep-drawing using a ring/mould and die –can therefore be supplied in a wide range ofgeometries, including spherical (up to
3,700 mm in diameter, see the example inFigure 9), torispherical, elliptical and flat(diameter: up to 4,700 mm).Where the customer’s requirements exceedthe potentials for production of single-piececomponents, the Heavy Fabrication Divis-ion can also supply multi-segment shellsections (produced using either hot or cold
Figure 9: Cut-back hemispherical head, steelgrade: SA387-22-2 (N+ACC+T),thickness: 190 mm
forming, see the example in Figure 10).The available range also includes tailor-made sections, including transition pieces,tapered segments and inlets for shaft linings,since there are then no dimensionalrestrictions (see example in Figure 11).Available services include trial assembly forshop inspection and supply of the finish-welded component.
Figure 10: Conical transition piece and multisegment sections
Figure 11:“Bell mouth”for the cablecapture -offshoreapplication
Shell courses are produced by means of hotor cold forming, depending on shell size,material and/or code requirements. They aregenerally supplied fully welded, but are alsooptionally available in only tack-welded orbraced form. The Heavy Fabrication Divi-sion also possesses a smaller four-rollbending machine for shaping of standardplates and another four-roll bendingmachine, which remains unique in theworld, for bending of upper-range platesizes and/or materials featuring highermechanical strength properties (seeFigure 7). The shell course products aretypically used as structural elements, eitheras complete parts or in welded assemblies(see the example shown in Figure 8).
including de-cladding and tapering, on allwelding edges.To assure optimized solutions throughout thesupply chain, plates with ready-preparedwelding edges (individually marked and weld-edge coated) can be delivered “pile-wise” and
“just-in-time” for special projects, even incases in which the welding-edge section isnot specified when the order for the plateis placed. This flexibility is possible onlythanks to close cooperation between thecustomer and the DH-GTS team, includingdetailed tracking and analysis of projectsand delivery schedules.

Stavanger, August 24 - 27, 2010Hall C Stand 342, German pavilion
ImpressumEditor: Andreas ThiemeCo-Editor: Vanessa Di RosaDILLINGER HÜTTE GTSP.O. Box 158066748 Dillingen/ Saar, GermanyPhone: +49 68 3 47 21 46Fax: +49 68 3 47 99 21 46E-Mail: [email protected]:\\www.dillinger.de
Vanessa Di Rosa
Marketing Department Offshore, Structural Tubulars, Linepipe
Born: 1980 in Saarlouis
Education: Graduate mechanical engineer
Hobbies: Sport, travel, arts
I studied mechanical engineering at the Saar-brücken University of Applied Sciences, andstarted an internship in a department of theHeavy Fabrication Division, FoundrySection, at Dillinger Hütte in late 2006,subsequently writing my degree thesis ontopics associated with the experience Igained there. A year later I joined the Healthand Safety department, moving in March2008 to Marketing, where my activities focusmainly on the Offshore, Structural Tubularsand Linepipe sectors, and also onEarthmoving & Mining Equipment and the
Dillinger Hütte Steel Service Centers. Inaddition to the promotion of Dillinger Hüt-te products, my responsibilities alsoinclude answering technical andcommercial enquiries, with expertassistance from DH’s internal specialistswhere appropriate. Prompt andcomprehensive support for customers andclose cooperation with colleagues arevitally important factors in my work:‘Coming together is a beginning, stayingtogether is progress, and working togetheris success’ is a quotation, from Henry Ford,that I agree with wholeheartedly.
Additional processing services, inspection and documentation
The Heavy Fabrication Division’s delivery program is intended only to provide an impression of the various formats and dimensionswhich can be supplied. Please contact us if you require formats, weights, fabrication operations, etc., not expressly included in theprogram.
Downstream fabrication and servicesDillinger Hütte’s Heavy Fabrication Division is the right address if you need tailor-made prefabricated structural plates, individual parts,or complete packages providing all-in solutions. The Heavy Fabrication Division is a business unit fully integrated into the Dillinger HütteGTS organization and located on the same site as the plate-making facilities.Dillinger Hütte traditionally supports its heavy-plate customers’ outsourcing strategies. Irrespective of the processes involved – cutting,dishing, bending, forming, welding or machining – Dillinger Hütte, with its world-leading plate-processing technologies, is committed totop quality and reliable on-time delivery.Get the benefits of the Dillinger Hütte Heavy Fabrication Division’s professional expertise and comprehensive service, under our guidingprinciple of “More than just plate!”
The documentation includes an inspection certificate inconformity to EN 10204. Special fabrication and inspectionprocedures, such as quality plans and/or shop drawings, canalso be provided on request, however. The Heavy FabricationDivision is certificated in conformity to the followingstandards: EN 9001, EN 14001, OHSAS 18001, ASMS S,ASMS U, ASME U2. Auditing for accreditation as anASME III NPT-stamp holder and MO is currently takingplace.
• Heat treatment (normalizing, water quenching, tempering or stress-relieving – see Figure 12)• Inspection by destructive and/or non-destructive testing (within the Dillinger Inspection Dptmt)• Machining and/or weld-edge preparation (e.g. by vertical-lathe with 6m-diameter, cutting by hand or by thermal-cutting-robot – see Figure 13)• Welding (SMAW, SAW, TIG)
Figure 13: Weld-edge preparationof one-piece heads, shell coursesor multi-segment section by robot
Figure 12:Heattreatment of headsor shellcourses
Visit us at the ONS fair
Patrick A. REGNERY(Heavy Fabrication Division)