-
Dilution Control in Southern African MinesR J Butcher1
ABSTRACTThe economic viability of many Southern African massive
miningoperations is threatened by excessive dilution. In many
operationscurrently in progress, some stopes are experiencing as
much as 115 percent waste ingress reporting to drawpoints. This
paper examines themagnitude, causes and types of dilution and
presents a set of generalprinciples for the control of dilution in
massive stoping operations.
INTRODUCTIONAll mining operations experience dilution at some
time oranother and the elimination of all waste ingress in most
cases isimpossible. However, experience has shown that dilution can
becontrolled to acceptable levels by the implementation of
correctmining engineering principles (Butcher, 1997). This
paperexamines the magnitudes, causes and classification of
dilutionand proposes the reduction of excessive waste ingress
throughthe application of the define, design, draw principle. Based
onCanadian experience (Pakalnis et al, 1995), dilution greater
than20 per cent is defined as excessive dilution.
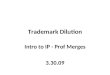
MAGNITUDES AND CAUSES OF DILUTIONA survey of massive mining
operations in Southern African(Butcher, 1999a) has provided the
information on dilutionmagnitudes and trends given in Table 1 and
Figure 1.
From the data in the table and figure the following can
beconcluded: From Figure 1 the average dilution is in the region of
40 per
cent. If it is assumed that the average massive mine produces500
000 tons per annum at a cost of $30/ton then the impactof this 40
per cent dilution rate would be about $6 million perannum. An
approximate estimate of dilution costs per annumfor three
commodities is given in Figure 2. The cost per ton
MassMin 2000 Brisbane, Qld, 29 October - 2 November 2000 113
1. Senior Mining Engineer, SRK Consulting, 265 Oxford Road,
Illovo,Johannesburg, South Africa.
Mining method Dilution % RemarksSub level open stoping(SLOS)
18 - 115 Unsupported
Sill and bench 5 - 48 UnsupportedContinuous undip
retreatstoping
27 - 48 Unsupported
Open benching < 20 UnsupportedFissure/vein mining 40
UnsupportedCreeping cone < 10 Unsupported/
Artificially supportedCut and fill (CAF) 5 - 15 Artificially
supportedVertical Crater retreat (VCR) 10 - 38 Artificially
supported
TABLE 1Dilution magnitudes associated with different mining
methods.
FIG 1 - Dilution variation with time.
-
information used in these estimates is based on real
dataobtained from international mining operations. This
simplecalculation illustrates the potential cost savings that can
bemade through the implementation of a dilution
controlstrategy.
Table 1 indicates that mining methods with unsupportedstopes
have higher dilution rates than artificially supportedmethods. This
could be due to the lack of support afforded toincompetent stope
rockwalls. It could be concluded that moreorebodies should be
extracted using mining methodsinvolving artificially supported
stopes (assuming that dilutioncontrol is the main design
rationale).
The data from Figure 1 (Butcher, 1999a) indicate thatdilution
levels vary with time. In this respect there could betwo possible
explanations: variable stope rock wall competencies resulting in
variable
dilution levels; poor mining practices due to:
- poor blasting, resulting in the overbreak of the
stopeboundaries;
- dilution due to a regular stope boundary profile
beingmaintained when the orebody width fluctuates; and
- poor mining discipline associated with a lack of drawcontrol
procedures.
In summary, the main causes of excessive dilution are:
incompetent ground conditions; inappropriate mining methods; poor
mining practices.
The first two points are important in understanding the originof
dilution for the purpose of formulating a prevention strategy.The
last point focuses on the control and reduction of dilution.
THE ORIGIN AND CLASSIFICATION OFDILUTION
In addition to the planned and unplanned types of
dilutiondescribed by Dominy et al (1998), dilution can be
classifiedaccording to its origin (Butcher, 1999a). Three types of
dilutiontend to affect massive stoping operations (see Figure
3).
Top dilutionThis can be defined as waste rock or ore which is
ofuneconomical value. This type of dilution normally occurs
whencrown pillars are wrecked or if sloughing of the back
occursduring stoping.
Internal dilutionThis is the waste rock or low-grade ore that
occurs withindefined economic orebodies at the stope boundary (for
example,shale floaters in a kimberlite orebody). This type of
dilution canbe thought of in a similar manner to the internal waste
betweenreef bands. Internal dilution is the most difficult type of
waste tocontrol due to its close proximity to the ore. In certain
cases,internal dilution can be as high as 40 per cent. This type
ofdilution is sometimes referred to as planned dilution (Scoble
andMoss, 1994).
Side dilutionThis is the dilution that occurs due to the
sloughing of the stopehangingwall and/or footwall in a steeply
inclined orebody (orfrom the sidewalls in a massive deposit).
114 Brisbane, Qld, 29 October - 2 November 2000 MassMin 2000
R J BUTCHER
FIG 2 - Cost of dilution for three commodities based on an
average mine production capacity of 500 000 tons per annum.
-
DILUTION REDUCTION ANDCONTROL STRATEGIES
The magnitudes, causes and classes of dilution which
affectSouthern African massive stopes have been discussed above.
Thefocus now changes to the prevention or control of the
dilutionusing the define, design, draw principle. This principle
enhances
existing knowledge of dilution control for Southern
Africanconditions. The method is currently being implemented at
RoshPinah Mine, Namibia as part of the mine re-engineering
process(Butcher, 1999b). There are two cornerstones to this
principle: prevent dilution rather than control it, and if dilution
cannot be prevented, then control it.
MassMin 2000 Brisbane, Qld, 29 October - 2 November 2000 115
DILUTION CONTROL IN SOUTHERN AFRICAN MINES
FIG 3 - Classification of dilution.
-
In essence. the define and design aspects act as the
preventioncomponent, and the draw aspect is the control portion of
theprinciple. It may be considered that the control aspect
isirrelevant since all mining methods should be designed
toeliminate dilution. However, in many cases, the most
dilutionfriendly mining methods do not fulfil the necessary
tonnagerequirements for operational viability. In these cases
experiencehas shown that dilution can be reduced to tolerable
levels byimplementing a draw control strategy.
Dilution reduction using the define principleA major component
in the prevention of stope dilution is goodgeological and
geotechnical definition of the orebody and thesurrounding country
rock. The geological definition is importantso that the amount of
internal dilution can be determined and thatthe boundaries of
stopes can correspond with the limits of theorebody. A common
pitfall is to reduce or underestimate theamount of diamond drilling
required for orebody definition. Inthe case of an irregular
orebody, it may be necessary that drillingis conducted at intervals
of less than 10 m. A study conducted inCanada (Puhakka, 1990) has
shown that planned dilutiondecreased by ten per cent when the
drilling definition intervalwas reduced from 25 m to 7.5 m.
The geotechnical definition of the orebody and the countryrock
is important to: define weak country rock zones which could lead to
dilution
influx; define stable stope dimensions to prevent the failure of
the
rockmass surrounding the orebody; and determine the in situ rock
mass strength, so that rib pillars
can be correctly designed and stope spans limited,
thuspreventing dilution.
Geotechnical definition can be accomplished with the use of
arock mass classification system incorporating the effects
ofblasting (Laubscher, 1990). It is important that
geotechnicalclassification is not only carried out in the project
planningstages, but also on an on-going basis during the mining
stages,with the compilation of geotechnical plans being an
essential partof the program.
A useful exercise is the back analysis of dilution levels
fromold stopes and correlation with the classification values
(Butcher,1997). The purpose of this exercise is to identify high
dilutiongeotechnical areas. Cavity monitoring systems can also aid
thispurpose (Gilbertson, 1995).
Dilution reduction using the design principleThe next stage in
the dilution prevention strategy is the selectionof the most
dilution friendly mining method (taking cognizanceof stable stope
spans and pillar rockmass competencies). Elbrond
(1994) deals with the dilution associated with different types
ofmining methods. Taking cognizance of Elbronds observationsand
experience in Southern Africa (Butcher, 1997 and 1999a),the most
suitable mining methods for dilution reduction aresummarised in
Table 2.
The table indicates that cut and fill mining is the most
dilutionfriendly mining method. However, this method tends to have
thehighest dollars per ton mining cost and the lowest
productioncapacities. Figure 4 shows the potential cost-savings
associatedwith changing the mining method from unsupported
toartificially supported methods.
With regard to the choice of mining method there is a dilemmain
that a high tonnage/low mining cost method may be requireddue to
the grade of the orebody, but in order to control dilutionthe
preferred method may have the opposite characteristics. Acompromise
can be attained by using smaller open stopedimensions or a
shrinkage method such as a creeping cone(Aplin, 1997). In these
cases dilution can be reduced further byaccurately setting out the
stope boundary to the orebody contact.The non mining of the ore
blocks with extremely complex andweak geologies can also assist.
These measures will reduce thequantities of side and internal
dilution (Butcher, 1997). Thelevels of side dilution can further be
reduced by theimplementation of good drilling and blasting
practices (Dominyet al, 1998).
One of the most common causes of dilution is poor drillingand
blasting. The problem is essentially a design issue, althoughthere
are also control issues associated with it. Correction of
theproblem is difficult and time consuming. From experience
withblasting projects on Zimbabwean mines in the late-1990s,
adrilling and blasting improvement programme normally takes atleast
24 months to show substantial results (Butcher, 1997).
Although drilling and blasting aspects are beyond the scope
ofthis paper, the following factors should be considered during
theproject design stage: the design of blasting rings/fans with
blast hole lengths not
exceeding 15 m, thus reducing potential blast hole deflectionand
stope rockwall damage;
the design of stope fans/rings with small blast hole
diametersrather than large diameters, hence reducing the charge
perdelay and the blasting damage;
the determination of the correct powder factor; the initiation
of fans/rings using Nonel or Electrodet systems
instead of detonating cord; the design of stope fans/rings using
computer models to
determine the effects of different charge lengths and
timingsystems;
the setting of realistic drilling and blasting targets,
thusensuring quality blasting;
116 Brisbane, Qld, 29 October - 2 November 2000 MassMin 2000
R J BUTCHER
Orebody geometry Rockmass competency Dilution hazard Mining
methodMassive/regular Good Little to none All
methodsMassive/regular Poor/medium Considerable CAF/creeping cone,
SLOS
(with small stopes and post fill), VCRIrregular changes from
massive to narrow (egvein) for example, over small strike
distances
Good/medium Internal and side dilution(due to stope
boundary)
CAF, creeping cone, VCR
Irregular changes from massive to narrow, forexample over short
strike distances
Poor Considerable side, internal andtop dilution
CAF
TABLE 2Dilution associated with different mining methods
(modified after Brady and Brown, 1993).
-
the provision for blast hole redrilling in the
productionplanning stages, to avoid the charging of rings/fans
withclosed holes. This will eliminate overburdening and
reducerockwall damage.
Dilution control using the draw principle (drawcontrol)The use
of a draw control system in a stoping scenario differsfrom that
which is used in block caving, the main focus being ongrade control
through the reduction of waste mining. Theessential part of the
draw management program is theestablishment of drawpoint tonnage
calls and acceptable dilutionlevels. In many mines these have not
been determined and as aresult it is difficult to ascertain the
dilution level at which adrawpoint should be closed. The
determination of drawpointtonnage calls can be achieved with
geological orebody modellingpackages and production benchmarking
exercises.
The implementation of a dilution control program focuses onthe
prevention of excessive waste draw. In this, it is essential tohave
a draw control officer who regularly inspects thedrawpoints, passes
and tips for waste. The selection of the drawcontrol officer is of
the utmost importance and experience hasshown that a very competent
shiftboss is usually the mostsuitable person for this position.
Such a person has soundknowledge of the production process. In
addition, a draw controlclerk is required to assist the draw
control officer in compilingthe relevant draw control statistics
and preparing the monthlydrawpoint calls.
The setting of realistic monthly production tonnage calls
isvital to prevent waste drawing. Experience has shown that if
callsare set too high, underground production crews will draw
wasteto attain call. Unrealistic calls normally occur
whenover-optimistic forecasts of the production capability
ofparticular mining methods are made, or when the mineral
pricesfall to such an extent that excessive production is required
formine viability.
One of the main causes of excessive dilution is ignorance, andit
is surprising that very few mines have dilution awarenesscampaigns
which highlight the dangers of dilution on mineviability. An
awareness program could be implemented at littlecost and would
involve posters at waiting places, lectures andregular
reminders.
A need which is sometimes overlooked is the requirement
fordilution monitoring in mines which do not have
excessivedilution. The main reasons for this are: to determine the
correct level of dilution; to ascertain whether dilution levels
increase with the mining
of different geotechnical areas.Even in mines which only suffer
from a minor dilution
problem, some form of draw monitoring is normally required
tovalidate grades (Butcher, 1999a). Mines in this categorynormally
overestimate the dilution level and lower stope gradesaccordingly.
The correct mine dilution level can be controlled bya mine
geologist conducting a dilution drawpoint audit on aquarterly
basis.
Figure 5 shows the potential cost-savings associated
withdilution control.
CONCLUSIONSExcessive dilution can threaten the viability of most
miningoperations. In this respect it has been estimated that
dilutioncould be costing some Southern African massive
miningoperations in the region of $6 million per year. However,
with thecorrect definition of the orebody and the
geotechnicalenvironment, the most dilution friendly mining method
can beselected. The implementation of a draw control system
isfundamental to exercising effective control over the drawing
ofwaste from stopes. These aspects can be summarised as thedefine,
design, draw principle of dilution control. The applicationof these
principles can result in major cost-savings at little cost tomining
operations.
MassMin 2000 Brisbane, Qld, 29 October - 2 November 2000 117
DILUTION CONTROL IN SOUTHERN AFRICAN MINES
FIG 4 - Cost of dilution attributed to mining method.
-
REFERENCESAplin, P, 1997. Reducing dilution by the creeping
cone, Mining
magazine, 176:22-26.Brady, B H G and Brown, E T, 1993. Rock
mechanics for underground
mining, Second Edition (Chapman and Hall).Butcher, R J, 1997.
SRK Consulting Report, No 248118.Butcher, R J, 1999a. SRK
Consulting Report, No 259132.Butcher, R J, 1999b. Dilution control
boosts viability at Rosh Pinah,
African Mining, Vol 83, pp 13.Dominy, S G, Sangster, C G S,
Camm, G S and Phelps, R F G, 1998.
Narrow-vein stoping practice a United Kingdom perspective,
TransInst Min Metall, (Sect A: Min industry), Vol 107, September,
ppA122.
Elbrond, J, 1994. Economic effects of ore losses and rock
dilution, CIMBulletin, 87(978):131-134.
Gilbertson, R J, 1995. The applications of cavity measurement
systems atOlympic Dam operations, in Proceedings Underground
OperatorsConference, pp 13-14 (The Australasian Institute of Mining
andMetallurgy: Melbourne).
Laubscher, D H, 1990. A geomechanics classification system for
therating of rock masses in mine design, J S Afr Inst Min
Metall,90(10):257-273.
Pakalnis, R C, Poulin, R and Hadjigeorgiou, J, 1995. Quantifying
cost ofdilution in underground mines, Mining Engineering, pp
1136-1141.
Pilula, E M and Banda, J Z, 1994. The development of backfill
miningmethods at Nkana, in Proceedings XVth CMMI Congress, Vol 1,
pp177-188 (South African Institute of Mining and
Metallurgy:Johannesburg).
Puhakka, R, 1990. Geological waste rock dilution, Finnish
Association ofMining and Metallurgical Engineers, Research Report
No A94.
Scoble, M J and Moss, A, 1992. Dilution in underground bulk
mining:implications for production management, Mineral
ResourceEvaluation II: Methods and Case Histories, (Eds: M K G
Whateleyand P K Harvey) Geological Society Special Publication No
79, pp95-108.
BIBLIOGRAPHYChitombo, G and Scott, A, 1990. An approach to the
evaluation and
control of blast induced damage, in Proceedings Third
InternationalSymposium on Rock Fragmentation by Blasting, (The
AustralasianInstitute of Mining and Metallurgy: Melbourne).
Forsyth, W W, 1993. A discussion of blast-induced overbreak
aroundunderground openings, in Proceedings Fourth
InternationalSymposium on Rock Fragmentation by Blasting, Vienna,
5-8 July.
Ouchterlony, F, 1995. Review of rock blasting and explosives
engineeringresearch at SveBeFo, in Proceedings Explo 95, pp 133-146
(TheAustralasian Institute of Mining and Metallurgy:
Melbourne).
Persson, P-A, Holmberg, R and Lee, J, 1993. Rock Blasting
andExplosives Engineering, Boca Raton, (CRC Press).
Planeta, S and Szymanski, J, 1995. Ore dilution sources in
undergroundmines interpretation and evaluation methods, in
ProceedingsUnderground Operators Conference, pp 87-92 (The
AustralasianInstitute of Mining and Metallurgy: Melbourne).
Scoble M J, Lizotte, Y C, Paventi, M and Mohanty, B, 1997.
TheMeasurement of Blast Damage, for publication in
MiningEngineering, American Institute of Mining Engineering,
Littleton,Colorado.
Toper A Z, Kabongo K K, Stewart R D and Daehnke, A, 1999.
Themechanism, optimization and effects of preconditioning,
inProceedings Fragblast 1999, pp 1-8 (South African Institute
ofMining and Metallurgy: Johannesburg).
Tsoutrelis, C E, Kapnis, A P and Theophili, C N, 1995.
Determination ofblast induced damaged zones in pillars by seismic
imaging, inProceedings Explo 95, pp 387-393 (The Australasian
Institute ofMining and Metallurgy: Melbourne).
Vink, D M, 1995. Minimising blast damage to the extraction level
ofNorthparkes Mines E26 block cave, in Proceedings Explo 95,
pp251-260 (The Australasian Institute of Mining and
Metallurgy:Melbourne).
118 Brisbane, Qld, 29 October - 2 November 2000 MassMin 2000
R J BUTCHER
FIG 5 - Potential cost saving associated with dilution control
for mines with different capacity.