Embed Size (px)
Citation preview

EFFECT OF THE HONING DRUM UPON THE INDUCEMENT OF COMPRESSIVE RESIDUAL
STRESSES
A. Coulon
S'learn Tt~rblne Research, i2lsti3om-Atlanirque, 90001 Belfort, Frame
ABSTRACT
Rotor b l ades f o r la rge-output steam tu rb ines a r e sub jec t ed t o a wet honing t r ea tmen t when they have a t t a i n e d t h e i r f i n i s h e d s t a t e . The b l ades a r e processed i n a c lo sed drum which de-burrs and g ives a smooth f i n i s h t o a l l sha rp edges , g e n e r a l l y improving t h e i r s u r f a c e s t a t e . Following the honing process w i th i t s slow mild e f f e c t s , a compression sho t peening t rea tment i s a l s o conducted on t h e l a s t s t a g e b l ades , which a r e h igh ly s t r e s s e d i n s e r v i c e .
Fa t igue - s t r eng th t e s t s ( r o t a t i o n bending and p u l s a t i n g push-pul l ) c a r r i e d o u t on t e s t -p i eces manufactured from an a p p r o p r i a t e s t e e l have shown, by i n f e r e n c e , t h a t t h e drum-honing t rea tment improves t h e q u a l i t y of t he b l ades by between 15 and 20% i n a i r and by between 30 and 50% i n an aqueous medium (water + 1 g/l sodium c h l o r i d e ) , and t h a t such an improvement can be compared t o t h a t obta ined from sho t peening.
Res idual s t r e s s measurements by X-ray d i f f r ac tome t ry c a r r i e d o u t on r o t o r b l ades have revealed a remarkably uniform and widespread compression of t he s u r f a c e s processed i n t h e honing drum, t o achieve compressive s t r e s s va lues of between approximately 300 and 400 PPa, depending upon t h e m a t e r i a l t e s t e d (12% chrome s t e e l and Has t e l loy X). Although t h e penetration of compression wi th t he drum method i s i n f e r i o r t o t h a t f o r sho t peening (d isappearance of the compression e f f e c t a t between 0.1 and 0 .2 rnrn depth a s opposed t o more than 0 . 5 m m depth f o r sho t peening) , t he honing t rea tment i s capable of e l i m i n a t i n g a l l r i s k of c a v i t y fo rma t ion , o r a t l e a s t of r e t a r d i n g the e f f e c t s of s t r e s s c o r r o s i o n , which l a t t e r i s t h e i n i t i a l phase i n t h e ma jo r i t y o f crack occurrences and f a t i g u e f r a c t u r e s encountered on m a t e r i a l s sub jec t ed t o such high s t r e s s a s t u r b i n e b l ades .
KEYWORDS
Honing drum, r e s i d u a l s t r e s s e s , t u r b i n e b l a d e s , f a t i g u e .
8 6 A . Coulon
F i g . 1 Honing drum f o r s t e a m - t u r b i n e b l a d e s
INTRODUCTION
The h o n i n g drum i s a r e l a t i v e l y c h e a p i n d u s t r i a l t o o l used t o round-of f r o u g h machined e d g e s , i t s g e n e r a l p u r p o s e b e i n g t o d e - b u r r , c l e a n o r smooth down t h e s u r f a c e s o f complex-shaped m e c h a n i c a l components . S i m p l e p a r a m e t e r s f o r i t s u s e ( t h e c h o i c e o f a b r a s i v e m a t e r i a l and p r o c e s s t i m e ) make t h i s a r e l i a b l e t o o l w i t h r e m a r k a b l y good q u a l i t i e s o f r e p r o d u c i b i l i t y . The o n l y s l i g h t drawback o f t h e p r o c e s s i s t h a t s m a l l d e f e c t s s u c h a s f o l d s may r e m a i n h i d d e n .
Of major i m p o r t a n c e i s t h a t t h e h o n i n p drum a l s o a f f o r d s a mean o f p u t t i n g s u r f a c e s under c o m p r e s s i o n and t h a t t h e f a t i g u e s t r e n g t h v a l u e s o f t h e component i n a i r , w a t e r o r o t h e r c o r r o s i v e e n v i r o n m e n t s a r e t h e r e b y improved .
B r i e f D e s c r i p t i o n of t h e Honing Drum ( s e e F i g . I )
The equ ipment i s composed o f a s t r u c t u r e r e s t i n g o n dampers , and a p r o c e s s t a n k w i t h a t h i c k r u b b e r a b r a s i o n r e s i s t a n t l i n i n g on t h e i n s i d e . T h i s t a n k i s s u p p o r t e d by h e l i c o i d a l s p r i n g s . A d r i v e u n i t w i t h s p e e d v a r i a t o r s e t s t h e t a n k i n m o t i o n , and a d r a i n c h u t e d i s c h a r g e s t h e u s e d p r o d u c t s and a l s o s e r v e s f o r f i l l i n g and f l u s h i n g p u r p o s e s . l l o d u l e s a r e p r o v i d e d f o r programming t h e t r e a t m e n t c y c l e s . A p o s i t i v e d i s p l a c e m e n t pump d r i v e n by a s e a l e d motor a s s u r e s t h e r a t e o f f l o w - t h r o u g h . A v i b r a t o r y s e p a r a t o r s i f t s t h e components and a b r a s i v e s a t t h e end of t h e c y c l e and i s a l s o u s e d t o r e - g r a d e t h e a b r a s i v e s .
A b r a s i v e s (Chips )
Te t rahedron-shaped p l a s t i c - b o n d e d a b r a s i v e s were u s e d i n t h e p r e s e n t l y r e p o r t e d work: t h e s e a r e composed o f a ce ramic-a lumina m i x t u r e and a s s u r e s a t i s f a c t o r y r e g u l a r i t y o f c u t and w e a r , t h e l a t t e r b e i n g a t a r a t e o f f r o m 0.1 t o 0 . 3 % / h .

E f f e c t of t h e Honing Drum 87
T r e a t m e n t o f t h e B l a d e s
As removed f rom t h e v i b r a t o r , t h e b l a d e s have a m a t t g r e y a p p e a r a n c e , which i n d i c,jLes t l m t d e - b u r r i n g o f t h e s h a r p e d g e s i s s a t i s f a c t o r y . S l i g h t t r a c e s o f han~mer ing a r e o c c a s i o n a l l v ~ ~ s i b l e under a m a g n i f y i n g g l a s s and a r e some- t i m e s eTen v i s i b l e t o t h e naked e y e . E x a m i n a t j o n u s i n g a r u g o s i m e t e r r e v e a l s l o p p l n g - o f f of t h e p e a k s , which a l e t h u s rounded-of f a s a r e s u l t o f t h e o p e r a t i o n .
SUWACE STRESSES INIIUCED DURING THE HONING PROCESS
Pleasurements were t a k e n i n t h e M e t a l l u r g y L a b o r a t o r y o f t h e E . N . S . A . M . ( C c o l e N a t i o n a l e S u p i r i e u r e d ' A r t s e t M 6 t i e r s ) under t h e s u p e r v i s i o n o f P r o f e s s o r s Maeder and Lebrun [5].
T a b l e 1 . Compos i t ion o f 12% chrome s t e e l
0 .17 0 . I 0 . 3 S p e c i f i c a t i o n
l l 5 0 . 8 0 . 4 < O . 025 <0 .030 13 :0 -
0 . 2 2 0 . 5 0 . 8 1.2 1.0
P r o d u c t 0 .20 0 .35 0.49 0 .008 0 .022 12.10 0 .81 0 .56 0 .04
A n a l y s i s
T a b l e 2. P l e c l ~ a n i c a l p r o p e r t i e s o f 12% chrome s t e e l
P roof E long . R e d u c t i o n B r i n e 1 1 s t r e s s t e n s l l e Charpy U Charpy V
5d of a r e a h a r d n e s s 0 . 0 0 2 s t r e n g t h
( Z ) ( a ) (J) (J) ( I r a ) ( ) P a )
S p e c i f i e d 250 ,635 800 14 40 2 0 20 310 950
Measured 265 685 873 16.4 48.4 32 4 9
T e s t M a t e r i a l s -- Two metal . , were t e s t e d : a 12Z chrome s t e e l and a H a s t e l l o y X . The 12X chrome s t e e l wls r ~ s e d f o r t h e f a t i g u e t e s t s and i s o f t h e t y p e used f o r p r e c i s i o n d i e - f o r g e d s t e a m - t u r b i n e r o t o r b l a d e s , h a v i n g t h e c o m p o s i t i o n (AFNOR 7, 19 CD 121) g i v e n i n l a b l e I . The s t r u c t u r e i s m a r t e n s i t i c and t h e s t e e l does n o t c o n t a i n e i t h e r 6 - f e r r i t e o r r e t a i n e d a u s t e n i t e .
The m e c h a n i c a l p r o p e r t i e s o f t h e 12% chrome s t e e l a r e g i v e n i n T a b l e 2 .
T e s t s were c o n d u c t e d on t h e f a t i g u e t e s t - p i e c e s shown i n F i g . 2 : t h e s e w e r e r o t a t i o n b e n d i n g and a l t e r n a t e p u s h - p u l l t e s t s ( R = - I ) .

Fig. D e t a i l s of t he t e s t - p i e c e s f o r t he f a t i g u e t e s t s : ( a ) r o t a t i o n bending ( R = - 1 ) ; (b ) push-pull ( R = - 1 ) and r epea t ed (R = 0)
Surface F i n i s h of t he Tes t -p ieces
Two s u r f a c e f i n i s h e s were a t t a i n e d :
( a ) surface-around f i n i s h Ra = I U Rt e 3 ~ (b) Cross-milled f i n i s h Ra = 3 . 4 ~ R t = 20u 48 t e s t -p i eces were machined and 24 of t hese were processed i n t h e honing drum.
Parameter of Time Duration i n t he Honing Drum
Prel iminary measurements of r e s i d u a l s t r e s s e s i n honed samples have e f f e c t - i v e l y revealed the presence of compressive r e s i d u a l s t r e s s e s and so i n v e s t i - ga t ions have been c a r r i e d o u t i n t o t he so-ca l led " s a t u r a t i o n " e f f e c t , us ing the s tandard honing drum wi th tetrahedron-shaped plas t ic-bonded a b r a s i v e s .
Almen A gauges of t h e type used t o measure t h e i n t e n s i t y of sho t peening were used t o d e t e c t t h i s " sa tu ra t ion" e f f e c t ( J .F . F lavenot and A . Niku-Lari [ I ] ) . The s a t u r a t i o n t ime i s def ined a s t h a t f o r which a double exposure time w i l l no t cause an inc rease i n d e f l e c t i o n exceeding 20% (U.S. M i l i t a r y s p e c i f i c a t i o n s [ 2 ] , D. Clarke and S . S . B i r l e y [3 I ) .
The Almen A i n t e n s i t y ( d e f l e c t i o n ) a t s a t u r a t i o n a f t e r t h e e l apse of time T s tood a t 0.015 rmn o r 4 A: t h i s va lue i s 112 t o 113 t imes t h a t ob ta ined us ing the sho t peening p roces s .
E f f e c t of t h e Honing Drum 89
Measurement of Res idual S t r e s s e s i n t h e Surface (1-5)
Pre l iminary measurements were taken by t h e E l e c t r i c i t 6 de France Laboratory the Research and Study Laboratory o f "Les RenardierPs". A f t e r honing, t h e r e s i d u a l s t r e s s e s measured were a s fo l lows: o~ = -380 MPa, aT = -380 MPa. The r e s i d u a l s t r e s s e s of t h e "pre-honing drum" cond i t i on were no t determined i n those p re l imina ry t e s t s .
Resul ts
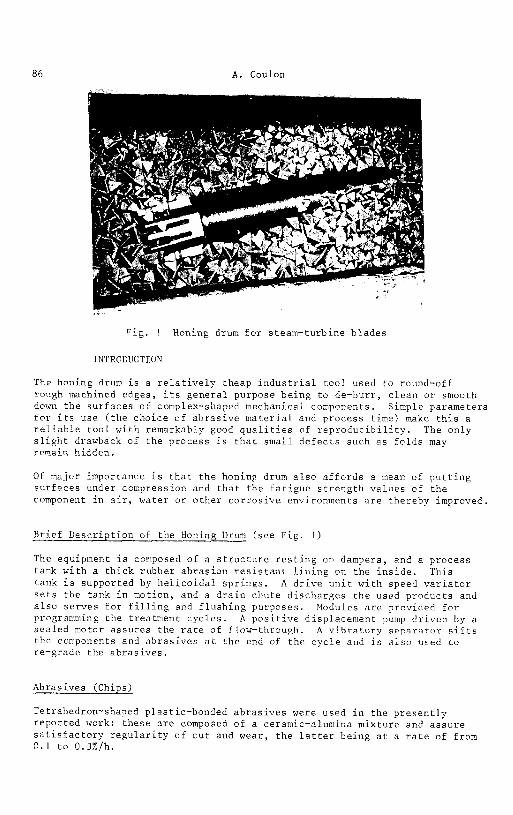
Figure 3 p r e s e n t s t h e minimum and maximum va lues of t he r e s i d u a l s t r e s s e s measured - us ing the procedure desc r ibed i n r e f . 5 - be fo re and a f t e r p roces s ing i n t h e honing drum f o r t h e 2 con f igu ra t ions of s u r f a c e f i n i s h obta ined by t h e methods of machining (g r ind ing and m i l l i n g ) and i n 2 d i r e c t i o n s : on the a b s c i s s a p o i n t s UL, and on t h e o r d i n a t e p o i n t s oT ( s ee Table 3)
Fig . 3 Residual s t r e s s e s i n two d i r e c t i o n s , where maximum and minimum va lues b e f o r e and a f t e r p roces s ing i n t h e honing drum a r e i n d i c a t e d by f u l l round p o i n t s and hollow square p o i n t s r e s p e c t i v e l y , and where cross-hatched and d o t t e d a r e a s r e f e r t o t h e ground-f in ish and mi l l ed f i n i s h c o n d i t i o n s r e s p e c t i v e l y . The arrows i n d i c a t e d t h e d i r e c t i o n of change of t he s t r e s s e s du r ing t h e drum-honing process (oL i s t he s t r e s s i n t h e d i r e c t i o n of t h e l e n g t h of t h e specimens, a~ i s t h e s t r e s s i n t he t r a n s v e r s e d i r e c t i o n )

9 0 A . Coulon
T a b l e 3 .
B e f o r e p r o c e s s i n g A f t e r p r o c e s s i n g i n hon ing drum i n h o n i n g drum
"L OT F!JH$ C~ "T F w mio ( W a ) ( ? P a ) 2 8 ( > P a ) ( m a ) 28
Ground s u r f a c e E i n i s h + 65 -190 2 .70 -350 -330 2 .75 Ra = 1 ~ 1 (+ 30) (+ 30) ( 2 25) (+ 25)
M i l l i n g -155 + 9 0 3 .40 -245 - 5 3 . 7 0 Ra = '3.21 (k 70) ( 2 35) (k 55) ( 2 20)
The f o l l o w i n g o b s e r v a t i o n s may b e made:
( i ) i n a l l c a s e s t h e h o n i n g drum i n d u c e s c o m p r e s s i v e s t r e s s e s i n ZL and qT a n d t h e s e o c c u r r ~ g a r d l e s s o f t h e i n i t i a l s t r e s s e s ;
( i i ) Lhe e f f e c t s a r e c l e a r l y more e v i d e n t f o r t h e g round s u r f a c e f i n i s h t h m f o r t h e m i l l e d f i n i s h ( s e e T a b l e 4 ) .
T a b l e 4.
Mean D~ (>pa) Me-in nT (IIPa) D i f f e r e n c e -
F i n i s h I l i f f e r e n c e
B e f o r e A f t e r ( )Pa) R e f o r e A f t e r OlFa) h o n i n g h o n i n g
Ground
N i l l e d
T h i s may be e x p l a i n e d by t h e f a c t t h a t t h e h o n i n g c h i p s do n o t p e n e t r a t e t h e t r o u g h s c f t h e mach in ing g r o o v e s b u t o n l y a t t a c k t h e t i p s .
R e s i d u a l S t r e s s e s i n t h e S e c t i o n
To a t t a i n t h e d i f f e r e n t measurement -dep ths , v a r i o u q p o l i s h i n g o p e r a t i o i l s were conduc ted by means o f a n e l e c t r o l y t i c p r o c e s s ( w i t h o u t i n t r o d u c i n g s t r e s s e s ) u s i n g a l i o v p i a - S t r u e r s d e v i c e n v e r a zonP of a p p r o x i m n t e l v 6 nim
d i a m e t e r . A d i a l gallge w a s used t o measure t h e c i t lp t l l~ d t t a i n e c l , whir11 1 a t L e 1 were i n c r e a s e d i n s t e p s o f 10 urn.
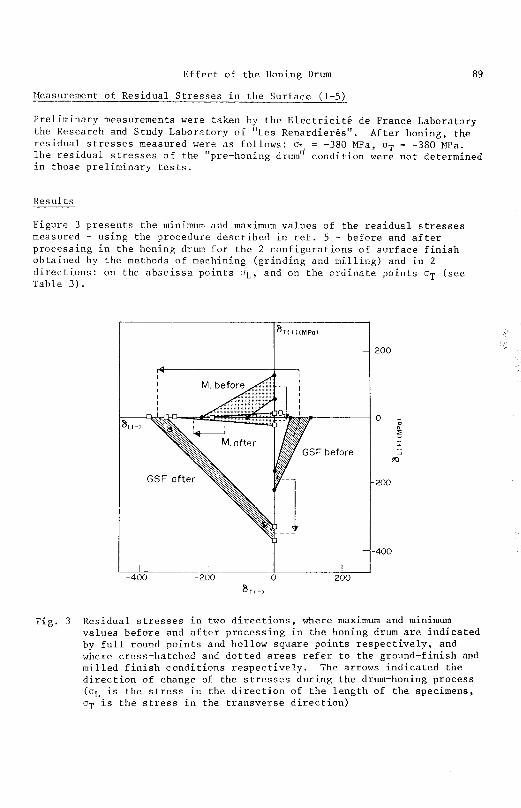
F i g u r e 4 i l l u s t r a t e s t h e r e s u l t s o b t a i n e d on a sample i n H a s t e l l o v X which showed s u r f a c e s t r e s s e s of - 320 >Pa a f t e r p r o c e s s i n g i n t h e h o n i n g drum. D i s a p p e a r a n c e o f t h e c o m p r e s s i v e s t r e s s i s c o n s i d e r e d t o o c c u r a t a d e p t h o f 0. I mill ( c e r t a i n l y l e s s t h a n 0 . 2 mm), which i s much l e s s t h a n a n a v e r a g e s h o t peerl ing d e p i h ( 0 . 5 nrm) o r hammering d e p t h ( I n n a n d a b o v e ) .
E f f e c t of t h e Honing Drum
Fig . 4 Kesidual s t r e s s e s i n t h e s e c t i o n of Has t e l loy X specimens
These r e s u l t s have n o t been co r r ec t ed by r e d i s t r i b u t i o n of s t r e s s e s a f t e r ; m a t e r i a l removal: c o r r e c t i o n s would be n e g l i g i b l e s i n c e the depth of t h e p l a s t i c a l l y deformed l a y e r i s i n s u f f i c i e n t compared wi th t h e s i z e of t he specimen.
FATIGUE TESTS ON TKE CHROMIUM STEEL
The t e s t s were performed on a r o t a t i o n bending machine wi th a t r apezo ida l moment (Schenck Simplex type) and on a pull-push t e s t machine (Vibrophore type ) . I h e t e s t p i eces a r e descr ibed i n F i g . 2 .
Tes t Condi t ions
The f a t i g u e s t r e n g t h and WGhler curve p l o t i n a i r i n a c o r r o s i v e environment were c a l c u l a t e d us ing the " S t a i r r a s e " method ( 6 ) appl ied t o t h e determination of both t h e mean and s t anda rd d e v i a t i o n of a v a r i a b l e w i th a d i s t r i b u t i o n fo l lowing a normal law, based on " a l l o r none" t e s t s ( f a i l u r e o r succes s ) .
15 t o 20 t e s t -p i eces were used per Wohler curve . The frequency employed was 50 Hz, f o r 10 ' c yc l e s i n a i r and f o r 3 x 1 0 ' c yc l e s i n a c o r r o s i v e environ- ment. The c o r r o s i v e medium was deminera l ized water of pH between 6 and 7 w i th 1 g / l of sodium c h l o r i d e , s a t u r a t e d i n oxygen d i s so lved a t 2 0 ' ~ .
Kesu l t s ( s e e Table 5)
The u l t i m a t e t e n s i l e s t r e n g t h was g iven i n Table 2 and amounts t o 873 MPa. The f a t i g u e s t r e n g t h s measured f o r R = - 1 (amin/amax) a r e g iven i n Table 5.

A. Coulon
Table 5 .
A f t e r honing drum proces- Ground s u r f a c e Mil led s u r f a c e s ingb ( F i n i s h be fo re
f4edium f i n i s h s f i n i s h b honing 20 um; f i n i s h
Ra = 1 - 2 um Rt = 20 um a f t e r honing 12 um)
Ai r (od) 410 MPa 362 PPa 413 NPa
od- 0.47 - ad = 0.415 - = U.T.S. U.T.S.
Od 0.473 U.T.S.
Aerated (od) 108 MPa 104 MPa 130 )Pa water PH 7
od - = 0.124 - Od = 0.119 - = U.T.S.
0. 149 I g / l Na C 1 U ' T ' S '
U.T.S.
"Diagonal" su r f ace g r ind ing
b_ Cross-di rec t ion grooves
The f a t i g u e s t r e n g t h a f t e r honing-drum p roces s ing improves t h e r e f o r e by 14% i n a i r and 25% i n t h e r e f e r e n c e c o r r o s i v e environment.
RELIEF OF THE STRESSES INDUCED BY HONING
During t h e a l t e r n a t e bending f a t i g u e t e s t , t h e r e was an i n t e r r u p t i o n i n t he procedure i n o rde r to take new measurements* of t he r e s i d u a l s u r f a c e s t r e s s e s over t h e a c t i v e p a r t of t h e t e s t - p i e c e s .
During the t e s t conducted i n an a i r medium, t h e procedure was stopped a f t e r 10' cyc l e s . The i n i t i a l compression p r e - s t r e s s of -380 MPa had changed t o -308 MPa (average of t h e r e s u l t s of 2 t e s t - p i e c e s ) under a load of 5 420 W a .
During t h e t e s t conducted i n t h e c o r r o s i v e medium (water + I g / l NaC1) the procedure was stopped a t lo6 c y c l e s . The i n i t i a l compression p r e - s t r e s s of -383 MFa had changed t o -413 MPa (average of t h e r e s u l t s of 2 t e s t - p i e c e s ) under a load of 2 180 MPa.
Resul-ts a r e too fragmentary f o r any f i r m conclus ions t o be drawn bu t t h e fo l lowing obse rva t ions may be made:
( i ) t h e r e i s a small amount of s t r e s s r e l i e f ( " 20%) a t an a l t e r n a t e bend- ing s t r e s s va lue c l o s e t o ha l f t he 0 .2% proof stress of t he metal o r c l o s e t o i t s f a t i g u e s t r e n g t h (asymptote of t h e Wijhler cu rve ) ;
( i i ) t he re i s t h e apparent absence of s t r e s s r e l i e f when t h e a l t e r n a t e bending s t r e s s l e v e l i s low (he re 180 biPa o r about 20% of t h e 0.2% proof s t r e s s of t h e meta l o r 45% of t h e f a t i g u e s t r e n g t h i n a i r ) .

F,f f e c t o f t h e Honing Drum 9 3
CONCLUSIONS
The b e n e f i c i a l e f f e c t o f t h e h o n i n g p r o c e s s , a l t h o u g h n o t s p e c t a c u l a r , i s c e r t a i n l y e v i d e n t : t h e r e i s g e n e r a l improvement o f t h e s u r f a c e f i n i s h , e f f i c i e n t d e - b u r r i n ? o f s h a r p e d g e s and " l o p p i n g - o f f " of mach in ing marks .
A d d i t i o n a l l y , and c o r r e l a t i v e l y , t h e c o m p r e s s i o n o f t h e p r o c e s s e d s u r f a c e s t o a r e l a t i v e l y modes t d e g r e e l e a d s t o a n improvement i n f a t i g u e s t r e n g t h v a l u e s which is more e v i d e n t i n a c o r r o s i v e environment .
The h o n i n g p r o c e s s i s a r e l a t i v e l y i n e x p e n s i v e , s i m p l e , i n d u s t r i a l f a c i l i t y r e q u i r i n g no s p e c i a l i s t p e r s o n n e l f o r i t s a p p l i c a t i o n . I t t h e r e f o r e p r o v i d e s a s u r f a c e t r e a t m e n t s i m i l a r t o t h a t of many o t h e r p r o c e s s e s b u t h a s t h e a d d i t i o n a l a d v a n t a g e o f b e i n g r e a d i l y a v a i l a b l e t o a l l u s e r s .
REFERENCES
J . F . F l a v e n o t and A. Niku-Lar i (1976) l e g r e n a i l l a g e d e p r g c o n t r a i n t e , Note Technique No. 15, CETIM, F r a n c e . S h o t p e e n i n g o f M e t a l P a r t s , U . S . l l i l i t a r y S p e c i f i c a t i o n MIL-S-131651. D. C l a r k e and S .S . B i r l e y (1982) The c o n t r o l o f Manual s h o t - p e e n i n g , P r o c . 1 s t I n t . Conf. S h o t P e e n i n g , P a r i s 1981, Pergamon, O x f o r d , - .
pp . 167-174. L . C a s t e x and F . J o u b e r t . La d g t e r m i n a t i o n d e s p r 6 c o n t r a i n t e s d e g r e n a i l l a g e p a r d i f f r a c t o m e t r i e X e t l e u r m o d g l i s a t i o n , i b i d , p p . 225-262. G . Maeder , J . L . Lebrun a n d A . Diarnent. C a r a c t d r i s a t i o n p a r d i f f r a c t i o n X d ' u n e couche g r e n a i l l G e , i b i d , p p . 263-277. Anon. U t i l i s a t i o n d e l a m6thode STAIRCASE. C o n d i t i o n s d V e m p l o i e t v a l i - d i t 6 . Document IRSlD PA2-1394 du 13 /03 /1974 .