Embed Size (px)
Citation preview

José Casareggio Martin
Ingeniero Mantención Planta “A”SUMINISTROS
FUNDICION HERNAN VIDELA LIRA Copiapo, 13 de Noviembre de 2012
EFICIENCIA ENERGETICAEXPERIENCIAS EN LA INDUSTRIA
MINERO-METALURGICA

INTRODUCCCION
La Empresa Nacional de Minería, ENAMI, fue creada el 5 de abril de 1960 mediante la fusión de la Caja de Crédito y Fomento Minero, Cacremi, con su filial, la Empresa Nacional de Fundiciones, ENAF, alcanzando vida legal a través del DFL N° 153 del mismo año.

INTRODUCCCION
ENAMI tiene por objeto «fomentar el desarrollo de la minería de pequeña y mediana escala, brindando los servicios requeridos para acceder al mercado de metales refinados, en condiciones de competitividad». Para cumplir con su objeto, ENAMI concentra su accionar en la gestión prioritaria de tres instrumentos, que son el Desarrollo Minero, el Beneficio de Minerales y el instrumento de Fundiciones y Refinería.

INTRODUCCCION
• La Fundición Hernan Videla Lira, basa su operación bajo el principio de reacción exotermica, aprovechando el azufre contenido en los concentrados ( 28 a 32 % S ), elemento que reacciona con un el soplado de un aire enriquecido con oxigeno (36 a 38% O2).

FUNDICION HERNAN VIDELA LIRA
Planta Tratamiento
Efluentes
Agua Clara a Planta Matta Yesos a
Depósito de Seguridad

TEMAS A EXPONER
TEMA # 1•REDUCCION CONSUMO ENERGIA
COMPRESOR PRINCIPAL PLANTA OXIGENO
TEMA # 2•REGENERACION DEL ADSORVEDOR DE PROTECCION PLANTA OXIGENO

INTRODUCCIÓN A TEMAS
• El objetivo principal de la planta de oxígeno en la FHVL, es proveer de oxígeno a los procesos de fusión del concentrado y al proceso de conversión, para obtener al producto final, siendo éste el ánodo de cobre, alcanzando un grado de pureza de 99.7% de Cu.

INTRODUCCIÓN A TEMAS
• La planta de oxígeno usa el aire como fuente primaria para obtener oxígeno gaseoso al 95 % de pureza.
• A través del aumento de presión, la limpieza y el enfriamiento del aire, se logra separar el oxígeno del nitrógeno que contiene el aire, siendo las etapas principales las siguientes:
Compresión. Compresor Aire Principal. Limpieza. Torre de lavado y Tamices
Moleculares. Enfriamiento. Turbinas de Expansión. Licuación. Comp. Aire Booster / Interc. de Calor Destilación fracc. Columnas de Alta y Baja Presión.

INTRODUCCIÓN A TEMAS
Capacidad de producción de la planta oxígeno:• Capacidad de producción modo GOX (oxígeno gaseoso):
Oxígeno gas media presión 290 ton/día a 320 Kpa.
Oxígeno líquido 10 ton/día.
Oxígeno gas alta presión 0.5 ton/día a 800 Kpa.
Nitrógeno gas alta presión 55 ton/día a 700 Kpa.

INTRODUCCIÓN A TEMAS
Capacidad de producción de la planta oxígeno:• Capacidad de producción modo LOX (oxígeno líquido):
Oxígeno gas media presión 220 ton/día a 320 Kpa.
Oxígeno líquido 25 ton/día.
Oxígeno gas alta presión 0.5 ton/día a 800 Kpa.
Nitrógeno gas alta presión 55 ton/día a 700 Kpa.

DIAGRAMA ESQUEMATICO OPERACIÓN PLANTA DE OXIGENO

TEMA # 1 : REDUCCION CONSUMO ENERGIA COMPRESOR PRINCIPAL PLANTA OXIGENO
En el año 2009 se procedió al cambio del motor del compresor principal de la Planta de Oxigeno (MAC), por pérdidas de aislación del motor original. El motor de recambio tiene las siguientes características:•Motor Sincrónico•Potencia 5000 HP (4200 KW)•Voltaje de alimentación 6000 V•Factor de potencia 0.91 •Unidad de control de excitatriz

TEMA # 1 :
CONDICION ORIGINAL

TEMA # 1 :
CONDICION ORIGINAL

TEMA # 1 :
Producto de las facilidades de modificación de algunos parámetros, mediante teclado en panel de operación de la excitatriz ( HMI ), se analizó, revisó y concretó el cambio del parámetro que tiene relación con el Factor de Corriente Reactiva ( FCR ), variación que nos permite operar en etapa de funcionamiento normal, con menor consumo de energía, sin alterar mayormente las otras variables eléctricas del motor.

TEMA # 1 :
CONDICION CON AJUSTE DEL FACTOR FCR

TEMA # 1 :
CONDICION CON AJUSTE DEL FACTOR FCR

TEMA # 1 :
CUADRO COMPARATIVO CONDICION ORIGINAL
FCR VOLTAJE CORRIENTE FACTOR POTENCIA
KVac Amp. POTENCIA KW
Valor Max. 4,3 6,13 351 0,90 3.354
Valor Min. 4,1 6,13 343 0,93 3.387
Valor Prom. 4,2 6,13 347 0,92 3.390
CUADRO COMPARATIVO CONDICION MEJORADA
FCR VOLTAJE CORRIENTE FACTOR POTENCIA
KVac Amp. POTENCIA KW
Valor Max. 4,0 6,13 335 0,95 3.379
Valor Min. 4,0 6,13 329 0,93 3.249
Valor Prom. 4,0 6,13 332 0,94 3.314
AHORRO ENERGIA PROMEDIO ANUAL KWH 602.087
AHORRO ECONOMICO PROMEDIO ANUAL US$ 72.250
(SE CONSIDERAN 330 DIAS OPERACIÓN LAS 24 HORAS)

TEMA # 1 :
EJEMPLOS PRACTICOS EN OPERACIÓN EN PLANTA DE OXIGENO
FECHA ENERGIA PR. OXIGENO INDICES COSTO E.E. DIFERENCIAS AHORROS ESTIMADOS
MWH TON KWH/TON MWH/DIA US$/KWH KWH/TON MW/DIA US$/TON US$/DIA MWH/MESUS$MES
ene-10 2.942 7.539 390 96,20
ene-12 2.682 7.115 377 92,59 0,12 13,27 3,61 1,59 433 112 13.426
feb-11 2.647 6.856 386 95,00
feb-12 2.712 7.210 376 93,50 0,12 10,00 1,49 1,20 179 46 5.556
sep-11 2.671 7.125 375 93,72
sep-12 2.768 7.494 369 92,27 0,12 5,55 1,45 0,67 174 45 5.387

TEMA # 2 : REGENERACION DEL ADSORVEDOR DE PROTECCION PLANTA OXIGENO
• El objetivo del Adsorvedor de Protección es remover continuamente los hidrocarburos del Oxigeno Liquido producido en la columna de baja presión.
• El Adsorvedor de Protección debe reactivarse cada 15 días para eliminar los hidrocarburos acumulados, lo que se realiza con un determinado flujo de nitrógeno caliente

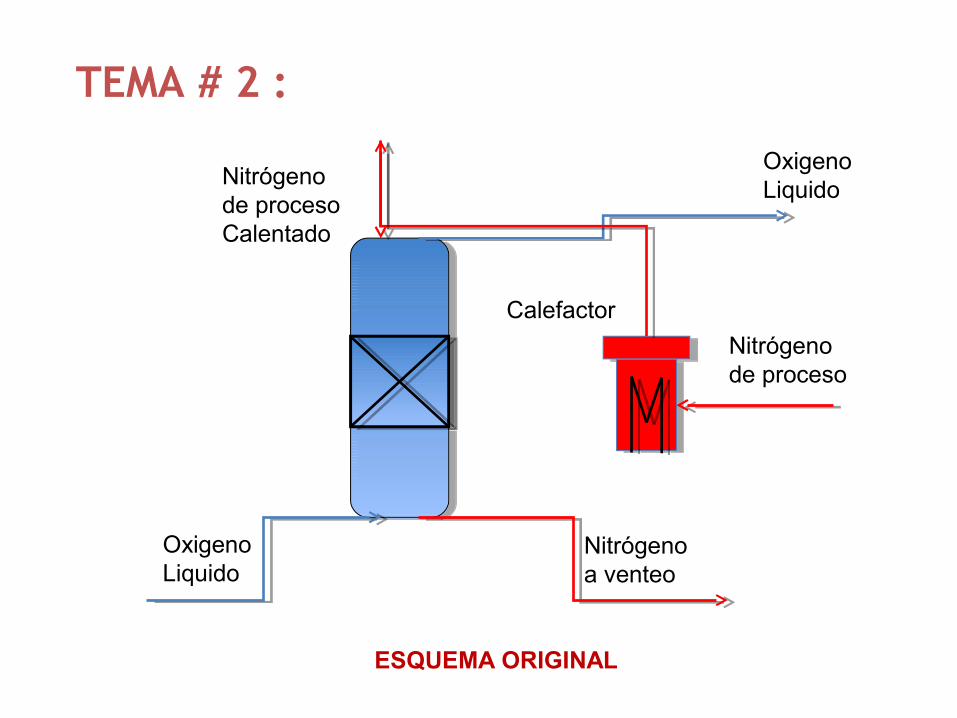
TEMA # 2 :
• Problemática a resolver:En el esquema original de operación, una disminución de
flujo de nitrógeno gaseoso por el adsorvedor, implicaba detener el calefactor o aumentar el flujo de aire por el compresor principal, estos ciclos significaban un periodo de tiempo de 8 horas como mínimo y de 25 horas en el peor de los casos ( Como promedio se tenían tiempos de 12 horas, mismas cantidad de horas ocupadas por el calefactor ).
TEMA # 2 :
Nitrógenode procesoCalentado
Nitrógenoa venteo
OxigenoLiquido
OxigenoLiquido
ESQUEMA ORIGINAL
Nitrógenode proceso
Calefactor

TEMA # 2 :
• Mejora Implementada:Producto de que gran parte de nuestra generación de
nitrógeno gaseoso se va a la atmosfera, se opto por confeccionar un By-Pass entre la cañería de N2 a la salida del compresor de Nitrógeno y unirla con la cañería del N2 a la entrada del calefactor , cosa de disponer en todo instante , del flujo suficiente de N2 gaseoso que permita regenerar el Adsorvedor en tiempos mas acotados ( Hoy se tienen tiempos promedios de 4 horas de duración y 1,5 horas de activación con el calefactor ).

TEMA # 2 :
Nitrógenode procesoCalentado
Nitrógenoa venteo
OxigenoLiquido
OxigenoLiquido
ESQUEMA MEJORADO
Nitrógenode proceso
Calefactor
CompresorNitrógeno
Nitrógenoa Fundición

TEMA # 2 :
• Resultados:Con las mejoras implementadas se logro reducir los
tiempos de regeneración a máximo 4 horas, y no fue necesario en ningún evento mas adelante, aumentar el flujo del compresor principal, produciendo ahorros de energía del orden de los indicados en tabla siguiente:

TEMA # 2 :
DATOS SIN MODIFICACION EN EL PROCESO
DATOS FECHA ENERGIA FLUJO AIRE
KWH NM3/H
1 ene-12 3.964 35.429
2 feb-12 3.925 35.596
3 mar-12 3.919 35.984
Promedio 3.936 35.670
DATOS CON MODIFICACION EN EL PROCESO
DATOS FECHA ENERGIA FLUJO AIRE COSTO E.E. DIFERENCIAS AHORROS ESTIMADOS
KWH/TUR. NM3/H US$/KWH KWH NM3/H KWH/MES US$/MES
4 ene-12 3.781 34.531
5 feb-12 3.812 34.528
Promedio 3.797 34.530
CALCULOS CON LOS PROMEDIOS 0,12 139 1.140 2.230 268

FIN DE LA PRESENTACION