Embed Size (px)
Citation preview

Electron beam tool/resist interdependenceNicholas K. Eib and Fletcher Jones Citation: Journal of Vacuum Science & Technology B 1, 1327 (1983); doi: 10.1116/1.582739 View online: http://dx.doi.org/10.1116/1.582739 View Table of Contents: http://scitation.aip.org/content/avs/journal/jvstb/1/4?ver=pdfcov Published by the AVS: Science & Technology of Materials, Interfaces, and Processing Articles you may be interested in Interdependence of optimum exposure dose regimes and the kinetics of resist dissolution for electron beamnanolithography of polymethylmethacrylate J. Vac. Sci. Technol. B 28, L1 (2010); 10.1116/1.3268131 Charging and error budgets in electron beam lithography tools J. Vac. Sci. Technol. B 26, 2039 (2008); 10.1116/1.3021373 Resist charging in electron beam lithography J. Vac. Sci. Technol. B 13, 1979 (1995); 10.1116/1.588118 Electron Beam Exposure of Polymeric Resists J. Vac. Sci. Technol. 9, 358 (1972); 10.1116/1.1316612 Alloys for Tools and Wear Resistance J. Appl. Phys. 8, 380 (1937); 10.1063/1.1710310
Redistribution subject to AVS license or copyright; see http://scitation.aip.org/termsconditions. Download to IP: 130.88.90.140 On: Wed, 26 Nov 2014 12:18:23

Electron beam tool/resist interdependence Nicholas K. Eib
IBM East Fishkill General Technology Division, Hopewell Junction, New York 12533
Fletcher Jones
IBM Thomas 1. Watson Research Center, Yorktown Heights, New York 10598
(Received 3 June 1983; accepted 13 September 1983)
The contribution of an electron beam exposure tool to positive resist profiles has been investigated experimentally and with two- and three-dimensional modelling. Listed in decreasing importance are: spot placement error> beam defocus> beam tilt (trapezoidal energy distribution across and/or down the length of a line in the resist) > beam noise (variation of energy from spot to spot down the length of a resist line, as well as Gaussian noise within the same spot). These tool contributions to resist profile have been characterized in two resists: a linear PMMA derivative and a highly nonlinear novolac resist that exhibits a long induction time before developing.
PACS numbers: 85.40. - e, 61.80.Fe
I. INTRODUCTION
Computer modelling of the electron beam exposure and development process used to produce images in positive electron beam sensitive resists has proven to be a reliable and useful tool for predicting resist behavior. Modelling can be used to determine resist edge bias as well as line edge profiles. ("Bias" is used here to mean the positive or negative difference between the size of the exposed image and that of the developed image.) It has also been used to optimize manufacturing variables such as resist thickness, developer concentration, temperature and even resist choice.
Resist profiles also depend greatly on the optimization of the electron beam exposure tool. Resist profiles will degrade whenever the tool is out of adjustment. Hence, the development of a device manufacturing process incorporating electron beam resists involves not only the individual optimization of the tool and resist, but also the optimization on the tool/resist interdependence.
The tool we considered in this study is a variable shape electron beam exposure tool. 1 We have investigated four electron beam tool contributions to resist profiles: (1) spot placement error, (2) beam defocus, (3) beam tilt, and (4) beam noise. These tool contributions have been characterized for two different positive resists. One resist is a poly (methyl methacrylate) or PMMA derivative that exhibits a linear dependence on development time and exposure dose. The other is a novolac based resist whose solubility behavior exhibits a highly nonlinear dependence on development time and exposure dose.2
II. THEORY
The LMS model of Kyser and Pyle) was used to simulate exposure and development of isolated line patterns. The RD3D model of Jones and Paraszczak4
•5 was used to simu
late the exposure and development of more complex patterns. A description of how these models work can be found in Refs. 3 and 5, respectively. Both models start by calculating the energy dissipated per unit volume in the resist material by the electron beam during the exposure of pattern ele-
ments. Next, a local developer solubility rate is calculated from the energy dissipated per unit volume and film depth and assigned to the resist. Finally, these local development rates are integrated and combined with graphics programs to plot the time evolution of the resist profiles.
The LMS and RD3D programs differ in the method used to calculate the energy dissipated per unit volume. In the LMS model, a Monte Carl06 technique is used and for RD3D, the analytic functions of Hawryluk, Hawryluk, and Smith 7 are used. LMS uses a Rutherford expression for differential cross sections to calculate the elastic scattering of incident electrons by the atomic nuclei of the target, and a Bethe expression to calculate energy loss by the electron between elastic scattering events along the total trajectory.3 LMS and RD3D resist developer routines also differ in that LMS is limited to the simulation of two-dimensional cross sections of infinitely long line patterns while RD3D can simulate the development of more complex patterns. In the examples given below, the simulation of spot overlap, underlap, and spot noise was modelled by the RD3D program. Line patterns were used to investigate the effects of defocus and beam tilt on line profile or side wall angle variations. In such cases LMS provides a much more efficient use of computer time than the RD3D programs. Even though there is a difference in the way the exposure energy is calculated and the complexity of the patterns that can be simulated, LMS and RD3D predict the same profiles for line images and the results agree very well with experimental data.
III. EXPERIMENT
The following conditions were chosen for characterizing the electron beam tool contributions to resist profiles. A 1.0 jlm thick resist film supported by a silicon substrate is exposed with rectangular 25 ke V electron beam spots. The chosen geometry was 1.4 to 1.6 pm wide isolated lines. Dosage was 5.0 jlC/cm2 at 25 keY for the nonlinear resist and 10.0 jlC/cm2 at 25 keY for the linear resist. Maximum electron beam tool spot size was 4 pm. Each resist was developed according to its own optimized process conditions.
1327 J. Vac. Sci. Technol. B 1 (4), Oct.-Dec. 1983 0734-211X/83/041327-G4$01.00 @) 1983 American Vacuum SocIety 1327
Redistribution subject to AVS license or copyright; see http://scitation.aip.org/termsconditions. Download to IP: 130.88.90.140 On: Wed, 26 Nov 2014 12:18:23

1328 N. K. Elb and F. Jon .. : Electron beam tool/resist Interdependence 1328
IV. RESULTS
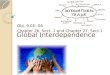
Figure I shows how the resist film thickness changes as a function of time in the developer and incident dose for large area (blanket) exposures. The solid lines represent the behavior of the nonlinear resist and the dash lines represent that of the linear resist. These experimental curves were used to determine the dependence of the solubility rate on the energy dissipated per unit volume in the resist film for each type of resist. With this information the four cases described below were simulated.
A. Spot placement error
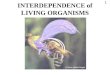
Because of electron beam spot size limitations, very long lines must be broken into segments that are written sequentially in the resist material. If the exposure tool is not properly tuned, the segments may be misplaced relative to one another resulting in overlap or underlap. Such a condition is called spot placement error. A section of a line having a spot placement error ofO.2pm is illustrated in Fig. 2. The nonlinear resist characteristics were used. The beam dimensions were 1.4 X 4.0 pm FWHM (full width at half maximum), and beam edge width was 0.2pm. The resist lines were developed to a width of 1.4pm as measured at the bottom of the resist. Each square represents O.lpm in the horizontal "x" and "y" directions and 1123 pm in the vertical "z" direction. Modeling predicts that spot placement error will result in resist bridges and bulging regions that are four times larger than the deliberate underlap or overlap (see Ref. 5 for another example of a resist bridge). Experimentally, the enhancement factor was found to be 3 to 5. Overdevelopment does not correct either error. Underlap bridges are removed but indented regions and/or bulged out regions remain essentially intact as the resist line widens.
B. Beam defocus
The results of beam defocus are shown in Fig. 3 and 4 and in Table I. Figure 3 illustrates a schematic cross section of the defocused beam used to write a l.5pm isolated line in the
200 400 600 800 1000 1200 1400 1600
0.8
0.2
100 200 300 400 ~oo 600 700 800
DEVElOPIIIENT TtJE (sec)
FIG. I. Resist film thickness remaining (J.tm) as a function of development time (s) for a blanket exposure at 0, 2.5, and 5.0 p,C/cm' and 25 keY. The nonlinear resist (solid line) is the bottom scale (0-800) and the linear resist (dashed line) is the top scale (0-1600).
J. Vee. Sci. Technol. B, Vol. 1, No.4, Oct.-Oec. 1983
FIG. 2. Simulated three-dimensional developed resist profiles of two electron beam spots intentionally misplaced in order to investigate the effects of spots underlapped (top) and overlapped (bottom) by 0.20 p,m. The width of the spots at FWHM is 1.4p,m. A 1.0p,m thick film of the nonlinear resist on a silicon substrate is used. Each square in the grid represents 0.1 p,m in the horizontal "x" and "y" directions and 1/23 p,m in the vertical "z" direction. Note that spot placement error results in bridges and bulges that are four times larger than the deliberate underlap or overlap.
resist. The total number of electrons was held constant so that the total delivered dose per beam spot was 5.0 and 10.0 pC/cm2 for the nonlinear and linear resists, respectively. Defocusing the beam lengthened development time 16% for the nonlinear resist, 36% for the linear resist and reduced sidewall angles 12° for both. Overdevelopment cannot correct for the loss in sidewall angle unless large biases are accepted, as indicated in Fig. 4.
TABLE I. Beam defocus: beam edge width (p,m) (see Fig. 4).
Zero bias
Time (min)
Angle (deg)
Time (min)
Angle (deg)
0.00
2.71
80.0
8.92
85.0
0.25 0.50
2.78 2.92
77.1 72.9
9.54 10.7
82.1 77.9
0.75
3.08 t 67.7 ~
12.1 t 72.6 f
Resist
Nonlinear
Linear
Redistribution subject to AVS license or copyright; see http://scitation.aip.org/termsconditions. Download to IP: 130.88.90.140 On: Wed, 26 Nov 2014 12:18:23

0-1329 N. K. Eib and F. Jon •• : Electron beam tool/r .... t Interdependence 1329
1.1~--"----"'----r----r----'----'
I .. 0.8
~ ! 0.6
I 0.4
§ 0.2
/1' ,.. "-:"', \ . .I ,I '''',\ \. 1/ \\\ f /1 BEAM EDGE WIDTH \~ \
Jf O.OO!'lTl \ If 0.25
;I ~:~~ ~, (' ',\\
/:i/ \\\, ,IIi \ \\
........ /~.' ,.f ..... \ .... "'" 0.0 L...:-:::::;".:;:' :...,: •• :.....-1----I.. __ --'-__ -..l_...L.._ .. ::.I. _ .... .:::..,'.;::--:.-J
-1.5 -1.0 ~.5 0.0 0.5 1.0 1.5
DISTANCE FROM BEAM CENTER (I'm)
FIG. 3. Beam defocus: normalized number of electrons delivered to the resist as a function of distance from the beam center (pml for a 1.5 f.l.m FWHM beam with beam edge widths of 0.0, 0.25, 0.50, and 0.75 f.l.m. The total number of electrons (area under the curvesl remains constant.
c. Beam tilt IntenSity loss
Beam tilt across a resist line is illustrated in Figs. 5 and 6 and Table II. Figure 5 illustrates a schematic cross section of the tilted beam used to write 1.5 J..tm isolated lines in the resist. This time, however, the total dose could not be held constant. Tilting the beam also reduced the beam intensity resulting in lengthened development times of 12% for the nonlinear resist, 30% for the linear resist, and reduced sidewall angles of 12° for both. These effects can be corrected by developing to zero bias. Modelling predicted that in the combined effect of tilt and intensity loss, it is the loss of intensity that is the major factor. Tilting alone has little effect on average sidewall angle and no effect on development time.
Although not shown in any of the figures, beam tilt down the length of a line results in small indents where the "low" end of a tilted beam spot meets the "high" end of the next beam spot along the the resist line. As before, overdevelopment will not correct this problem. This effect is reduced, however, with the usual practice of always deliberately over· lapping adjacent beam spot. t
BEAM EDGE WIDTH
.......... ........... ......
........... ---............ .
.•. _ .•.•.....•.•...•.•.....•.•.•.•.•.•.
----~--~~~~ .... ~--.
90
85
80
75
M m ..... 15 ..... 10 ..... 05 0.0 0.05 0.10 0.15 0.20 0.25
BIAS FROM 1 .5!'1Tl (pm)
FIG. 4. Beam defocus: sidewall angle (degl as a function of bias from a nominallinewidth of I.S ",m as measured at the resist bottom for beam edge widths oro.o, 0.25, 0.50, and 0.75 pm. Resist thickness is 1.0 f.l.m, and beam width is 1.51'm FWHM. The nonlinear resist (left scale 65'-85') received 5.0 f.l.C/cm2 at 25 keY and the linear resist (right scale 7(1'-90' ) received 10.0 ",C/cm2 at 25 keY. See Table I.
J. Yac. ScI. Techno!. at Yol. 1, No.4, Oct.-Dec. 1913
1.2 ~--"----"----"'----r----,----,
III
~ 1.0
~ 0.8 ~ ! 0.6
~ 0.4
iz o 0.2
BEAM TL T 4 deg
0.0 L __ ItL __ .!-. __ .!-. __ ...l.-__ ~ __ -I
-1.5 -1.0 ~.5 0.0 0.5 1.0 1.5
DISTANCE FROM BEAM CENTER (!'ITl1
FIG. 5. Beam tilt: normalized number of electrons delivered to the resist as a function of distance from the beam center (pml for a 1.5 f.l.m FWHM wide with a 4' tilt superimposed. Beam edge width is 0.20 pm with no intensity loss.
D. Beam noise
As mentioned earlier, long lines are exposed in rectangular segments. Ideally, the dose is the same in each segment. However, there are always electron beam current and timing errors ("noise") in the system which will result in dose variations from segment to segment. In order to investigate the effects ofbeam noise in a systematic way, the dose given to segments in a line was varied in a Gaussian manner. For the purposes of simulation it is more convenient to take a single segment and expose it with 0.2 X 0.2 f..lm square spots. The intensity of these small spots is allowed to vary with the same Gaussian distribution as that of the line segments. The effects of beam noise within a segment are illustrated in Figs. 7 and 8. Figure 7 is the result of adding 14% Gaussian noise to a 1.6 J..tm FWHM isolated beam spot with a 0.2 J..tm beam edge width. The electron Qeam dose is 5.0 f..lC/cm2 and the nonlinear resist system was used. The grid dimensions are
85 90
BEAM TILT
DIAL TLT LOSS
.................. ~:::-::::----.~::~::=-J 80 450 0° 0% 85 2
~ <t 75 80 ::j <t
375 4 12 ~
~ 70 75
M m ~.15 ..... 10 ..... 05 0.0 0.05 0.10 0.15 0.20 0.15
BIAS FROM 1.4!'1Tl (pm)
FIG. 6. Beam tilt: sidewall angle (deg) as a function of bias from a nominal linewidth of 1.4pm as measured at the resist bottom for four dial settings on the electron beam tool tilt control. Note that tilting also results in intensity loss. Resist thickness is 1.0 f.l.m, beam width is 1.4 f.l.m FWHM, and beam edge width is 0.2 pm. The nonlinear resist (left scale 65'-8(1'1 received 5.0 pC/cm2 at 25 keY (dial setting 450), and the linear resist (right scale 7(1'-90") received 10.0 pC/cm! at 25 keY (dial setting 4501. See Table II.
Redistribution subject to AVS license or copyright; see http://scitation.aip.org/termsconditions. Download to IP: 130.88.90.140 On: Wed, 26 Nov 2014 12:18:23

1330 N. K. Elb and F. Jones: Electron beam toollreslst Interdependence 1330
TABLE II. Beam tilt: beam tilt dial setting on the electron beam exposure tool in arbitrary units (see Fig. 6).
Zero bias 450 425 400 375 Resist
Timelmin) 2.81 2.83 2.98 3.15f Nonlinear Angle (deg) 77.7 77.1 76.7 76.6
Time (min) 9.76 10.0 11.3 12.7 f Linear Angle (deg) 82.7 82.1 81.7 81.6
the same as in Fig. 2. Figure 8 illustrates the standard deviation of the linewidth for a l.li pm FWHM isolated line developed to a bottom opening of 1.6j.Lm as a function of the percentage of Gaussian beam noise added to 5.0 j.LC/ cm2 in nonlinear resist. As with beam spot underlap and overlap, overdevelopment will not remove the sidewall roughness. The indents and bulges remain essentially intact as the line widens. For a well tuned electron beam system, however, the contributions of Gaussian beam noise are negligible.
Dose variation (noise) from spot to spot results in small variations of linewidths down the length of a resist line. The magnitude of the effect is the same, within experimental error, as the effect of noise within the same spot (Fig. 7). Hence, Fig. 8 represents the standard deviation of Iinewidth as a function of the percentage of Gaussian beam noise within the same spot as well as from spot to spot. In a normally operating system, the contribution of noise is negligible.
FIG. 7. Gaussian beam noise within the same spot of 14%. Resist thickness is 1.0 JIm, beam width is 1.6 pm FWHM, beam length is 4.0 JIm FWHM, beam edge width is 0.2 JIm, and the image is underdeveloped about 0.2 JIm. The dose is 5.0 ± 0.7 jlC/cm2. Gaussian noise was added to the nominal dose such that the most likely dose was 5.0 jlC/cm2, and the dose FWHM was 1.4j1C/cm2.
J. Vac. Sci. Techno\. S, Vol. 1, No.4, Ocl-Dec. 1983
FIG. 8. Beam noise: standard deviation of the linewidth (JIm) as a function of Gaussian beam noise (percent) for nonlinear resist. Resist thickness is 1.0 JIm, beam width is 1.6 JIm FWHM, beam edge width is 0.2 pm, and the dose is 5.0 jlC/cm2 ± noise at 25 keY.
V. CONCLUSIONS
For both linear and nonlinear resists the magnitude of the effects decrease in the following order: (l) spot placement error, (2) beam defocus, (3) beam tilt error, (4) beam noise error. Spot placement error causes enhanced resist edge roughness by a factor of 3 to 5. Overdevelopment does not correct this effect. Bridges due to underlap are removed but the indents and bulged-out regions remain essentially intact. Beam defocus lengthens development time 16% for nonlinear resist, 36% for linear resist, and reduces sidewall angles 12· for both. Overdevelopment cannot correct this effect. Beam tilt also lengthens development time 12% for nonlinear resist, 30% for linear resist, and reduces sidewall angles 12· for both. However, these effects can be corrected. Gaussian beam noise of 1 % will show up in nonlinear resist and the effects cannot be corrected by overdevelopment. However, in a normally operating system, the contribution of Gaussian beam noise is negligible.
'w. Stickel and H. Pfeiffer, Proceedings on Electron and Jon Beam Science and Technology (The Electrochemical Society, New York, 1978), p. 32.
2W. Moreau, D. Merritt, W. Moyer, M. Hatzakis, D. Johnson, and L. Peter· son, J. Vac. Sci. Technol. 16, 1989 (1979).
'D. F. Kyser and R. Pyle, IBM J. Res. Dev. 24, 426 (1980). 'F. Jones J. Paraszczak, and M. Hatzakis, Proceedings on Electron and Jon Beam Science and Technology (The Electrochemical Society, New York, 1980), p. 351.
'F. Jones and J. Paraszczak, IEEE Trans. Electron Devices ED·28, 1544 (1981/.
60. Kyser and K. Murata, Proceedings on Electron and Ion Beam Science and Technology (The Electrochemical Society. New York, 19741, p. 205.
'R. Hawryluk, A. Hawryluk, and H. Smith. J. Appl. Phys. 45, 2551 (19741.
Redistribution subject to AVS license or copyright; see http://scitation.aip.org/termsconditions. Download to IP: 130.88.90.140 On: Wed, 26 Nov 2014 12:18:23
![Performance of a high resolution chemically amplified electron beam resist … · 2020. 3. 1. · bution and deposition[18]. Therefore, evaluations of resist perfor-mance at various](https://img.pdfslide.net/doc/110x75/60ffd69542a3fa692b684d94/performance-of-a-high-resolution-chemically-amplified-electron-beam-resist-2020.jpg)