Embed Size (px)
Citation preview
T.C. MİLLÎ EĞİTİM BAKANLIĞI
MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN
GÜÇLENDİRİLMESİ PROJESİ)
ELEKTRİK ELEKTRONİK TEKNOLOJİSİ
ELEKTRONİK ENSTRÜMANTASYON VE KONTROL
ANKARA 2007
Milli Eğitim Bakanlığı tarafından geliştirilen modüller; • Talim ve Terbiye Kurulu Başkanlığının 02.06.2006 tarih ve 269 sayılı Kararı ile
onaylanan, Mesleki ve Teknik Eğitim Okul ve Kurumlarında kademeli olarak yaygınlaştırılan 42 alan ve 192 dala ait çerçeve öğretim programlarında amaçlanan mesleki yeterlikleri kazandırmaya yönelik geliştirilmiş öğretim materyalleridir (Ders Notlarıdır).
• Modüller, bireylere mesleki yeterlik kazandırmak ve bireysel öğrenmeye rehberlik etmek amacıyla öğrenme materyali olarak hazırlanmış, denenmek ve geliştirilmek üzere Mesleki ve Teknik Eğitim Okul ve Kurumlarında uygulanmaya başlanmıştır.
• Modüller teknolojik gelişmelere paralel olarak, amaçlanan yeterliği kazandırmak koşulu ile eğitim öğretim sırasında geliştirilebilir ve yapılması önerilen değişiklikler Bakanlıkta ilgili birime bildirilir.
• Örgün ve yaygın eğitim kurumları, işletmeler ve kendi kendine mesleki yeterlik kazanmak isteyen bireyler modüllere internet üzerinden ulaşabilirler.
• Basılmış modüller, eğitim kurumlarında öğrencilere ücretsiz olarak dağıtılır.
• Modüller hiçbir şekilde ticari amaçla kullanılamaz ve ücret karşılığında satılamaz.
i
AÇIKLAMALAR .............................................................................................................. iii GİRİŞ ..................................................................................................................................1 ÖĞRENME FAALİYETİ–1.................................................................................................3 1. ELEKTRONİK ENSTRÜMANTASYON VE KONTROL SİSTEMLERİ........................3
1.1. Fiziksel Özellikler ve Ölçümleri ................................................................................3 1.1.1. Hız ve İvme Ölçümü ..........................................................................................3 1.1.2. İş, Güç ve Enerji Ölçme .....................................................................................4 1.1.3. Bir Sıvının Özellikleri ve Sıvının Viskozitesi .....................................................6 1.1.4. Sıcaklık Değerlerinin Dönüşümü........................................................................7
1.2. Ölçüm Aletleri ve Sinyal İşleme ................................................................................9 1.2.1. Sabit Mıknatıslı Ölçü Aletlerinin Çalışma Esasları ...........................................13 1.2.2. Gösterme, Kaydetme ve Entegre Etme Cihazları...............................................14 1.2.3. Ölçü Aleti Hareket Yapısındaki Temel Parçalar................................................15
1.3. Dönüştürücüler (Transducers) .................................................................................16 1.3.1. Transduserlerin Temel Tipleri ..........................................................................16 1.3.2. Transduserlerin Çalışma Esasları......................................................................18 1.3.3. Değişik Tip Transduserlerin Karakteristikleri ve Uygulamaları.........................18 1.3.4. Belirli Endüstriyel Uygulamalar İçin Transduser Tipleri ...................................23
1.4. Kontrol Sistemlerine Giriş .......................................................................................29 1.4.1. Kontrol Sistemlerinin Temel Elemanları...........................................................31 1.4.2. Kontrol Sistemlerinin Çeşitleri .........................................................................31 1.4.3. Mikroişlemci Parçalarının (Elemanlarının) Fonksiyonu ....................................34
1.5. Kontrolörler ............................................................................................................35 1.5.1. Proses Kontrol Sisteminde Kontrolörlerin Rolü ................................................36 1.5.2. Kontrolörlerin Çeşitleri ....................................................................................36 1.5.3. Kontrolör Devrelerinde Kullanılan Semboller...................................................37
1.6. Kontrol Sistem Yöntemleri......................................................................................42 1.6.1. Endüstriyel Kontrol Uygulamalarında Kullanılan Lojik Sistemler .....................43 1.6.2. Kontrol Sistemlerindeki Bellek Birimlerinin Rolü ............................................45 1.6.3. Programlanabilir Kontrolörlerin Kullanım Alanları...........................................47
1.7. Veri Kaydı, İletim ve Gösterge (Gösterimi) .............................................................51 1.7.1. Enstrümantasyon ve Kontrol Sistemleri İçin Gerekli Data Çeşitleri...................51 1.7.2. Data Toplama Sistemlerinin Çeşitleri (Yöntemler)............................................51 1.7.3. Endüstriyel Uygulamalar İçin Ana Kontrol Merkezinin Fonksiyonu .................54 1.7.4. Ekipman Kullanımı ile İlgili Genel Hükümler ..................................................54
UYGULAMA FAALİYETİ ...........................................................................................56 ÖLÇME VE DEĞERLENDİRME .................................................................................57 PERFORMANS DEĞERLENDİRME ...........................................................................59
ÖĞRENME FAALİYETİ-2 ...............................................................................................60 2. KONTROL UYGULAMALARINDA BAKIM VE ONARIM........................................60
2.1. Bakım ve Arıza Tespit Prosedürleri .........................................................................61 2.1.1. Arıza Çıktıkça Bakım.......................................................................................61 2.1.2. Koruyucu Bakım..............................................................................................61 2.1.3. Kestirimci Bakım .............................................................................................62 2.1.4. Proaktif Bakım.................................................................................................62 2.1.5. Güvenilirlik Esaslı Bakım ................................................................................62
İÇİNDEKİLER
ii
2.2. Enstrümantasyon ve Kontrol Sistemleri İçin Tesisatta Dikkat Edilmesi Gerekenler..62 2.3. Arıza Gidermede Blok Şema ile Çalışma.................................................................62 UYGULAMA FAALİYETİ ...........................................................................................65 ÖLÇME VE DEĞERLENDİRME .................................................................................66 PERFORMANS DEĞERLENDİRME ...........................................................................67
MODÜL DEĞERLENDİRME...........................................................................................68 CEVAP ANAHTARLARI .................................................................................................71 ÖNERİLEN KAYNAKLAR ..............................................................................................73 KAYNAKÇA ....................................................................................................................74
iii
AÇIKLAMALAR
KOD 523EO0088 ALAN Elektrik Elektronik Teknolojisi DAL/MESLEK Endüstriyel Bakım Onarım MODÜLÜN ADI Elektronik Enstrümantasyon ve Kontrol
MODÜLÜN TANIMI Faksların çalışması ve çeşitleri ile ilgili temel bilgi ve becerilerin kazandırıldığı öğrenme materyalidir.
SÜRE 40/24
ÖN KOŞUL Elektronik Devreler ve Sistemleri 1-2 modüllerinde başarılı olmak
YETERLİK Elektronik enstrümantasyon ve kontrol sistemlerini kullanmak ve arızalarını gidermek.
MODÜLÜN AMACI
Genel Amaç Gerekli ortam sağlandığında, elektronik enstrümantasyon ve kontrol sistemlerini verimli kullanabilecek, bunların arızalarını giderebileceksiniz Amaçlar 1. Elektronik enstrümantasyon ve kontrol sistemlerini
tanıyacak ve kullanabileceksiniz.
2. Elektronik enstrümantasyon ve kontrol sistemlerinin bakım ve onarımını yapabileceksiniz.
EĞİTİM ÖĞRETİM ORTAMLARI VE DONANIMLARI
Atölye ve laboratuvar, analog ve dijital ölçü aleti.
ÖLÇME VE DEĞERLENDİRME
Her faaliyet sonrasında o faaliyetle ilgili değerlendirme soruları ile kendinizi değerlendireceksiniz. Öğretmen, modül sonunda size ölçme aracı (uygulama, soru-cevap, test, çoktan seçmeli, doğru yanlış vb.) uygulayarak modül uygulamaları ile kazandığınız bilgi ve becerileri ölçerek değerlendirecektir.
AÇIKLAMALAR

iv
1
GİRİŞ Sevgili Öğrenci,
Günümüzde otomatik üretim, modern sanayinin temelidir. Enstrümantasyon ve
kontrol konusunda mekanik, hidrolik ve elektronik bir araya gelmekte ve otomasyon araçları olarak kuvvet, basınç, hız iletme sistemleri, röleler, yükselticiler, sinyal dönüştürücüler, elektriksel hidrolik ve pnomatik harekete geçiriciler kullanılmaktadır.
Ölçüm işlemlerinde ve tezgâhların ayarında otomatik kontrolden yararlanılmakta;
otomatik torna, freze, matkap ve taşlama otomasyonun bir kısmını oluşturmaktadır. Otomasyon, Henry Ford’un 20. yüzyılın başında ilk kez kitle üretim tesisini gerçekleştirdiği zamanki kadar önemli bir teknolojik değişmedir. Tam otomasyona örnekler verirsek, modern bir petrol rafinerisi ya da tek bir denetim sisteminden elektronik darbelerle yönlendirilen petrolün içinden aktığı boru hattı sistemi bugünkü uygulamalardandır. Otomatik kontrol sistemlerinde sistem kendi kendini düzenleyici ve düzeltici özelliğe de sahip olmalıdır.
Yarı otomasyonlu sanayilerin dışında tam otomasyonla çalışan iki sanayi dalı vardır,
biri elektrik gücü üretimi, ikincisi ise petrol rafinerisidir. Ama tüm gelecek otomasyona, otomatik kontrole aittir ve otomasyonun birçok uygulama imkânı çok kısa sürede gerçekleşecektir.
Yarının düğmelerle çalışacak fabrikasında, belki de üretim sahasında hiç işçi
olmayacaktır. Pratik olarak bugünkü otomasyonla güç üretim santralinde ve petrol rafinerisinde hiç işçi yoktur. Ama aynı anda makineye bilgi hazırlayan ve onu makineye veren programcılar, makine yapımcıları, makine yerleştiricileri, onarımcılar vb. gibi yüksek beceri isteyen işlerde çalışan inanılmaz çoklukta insan vardır. Ayrıca makinenin tasarımcıları, çizimcileri, sistem mühendisleri, matematikçiler ya da mantıkçılar gibi büyük sayıda eğitilmiş insan potansiyeline ihtiyaç vardır.
Bu modülü tamamladığınızda, elektronik enstrümantasyon ve kontrol sistemlerinin
yapısını tanıyacak, verimli kullanabilecek ve arızalarını giderebileceksiniz.
GİRİŞ

2
3
ÖĞRENME FAALİYETİ–1 Elektronik enstrümantasyon ve kontrol sistemlerini tanıyacak ve kullanabileceksiniz. Bu faaliyet öncesinde yapmanız gereken öncelikli araştırmalar şunlardır:
Ø Elektronik enstrümantasyon ve kontrol sistemlerini araştırınız. Ø Elektronik enstrümantasyon ve kontrol sistemlerinin önemi, fiziksel özellikler
ve ölçümleri, ölçüm aletleri ve sinyal işleme, değiştiriciler (transducers), kontrol sistemleri, kontrolörler, kontrol sistem metotları, veri kaydı, iletim ve gösterge (gösterimi) hakkında bilgi edininiz.
Araştırma işlemleri için internet ortamında araştırma yapmanız ve elektronik enstrümantasyon ve kontrol sistemleri ile ilgili çalışmalar yapan firmaları gezmeniz, bu sistemleri kullanan kişilerden ön bilgi almanız gerekmektedir.
1. ELEKTRONİK ENSTRÜMANTASYON VE KONTROL SİSTEMLERİ
1.1. Fiziksel Özellikler ve Ölçümleri
Enstrümantasyon ve kontrol sistemleri temel işlev olarak herhangi bir ortamdaki bir
büyüklüğü algılayıp, elektronik ortama uygun hâle dönüştürür, işledikten sonra bunu bir ekranda gösterir ve elde edilen bu değerle bir makinenin denetimini yapan sistemlerdir. Hız, ivme, eğim, basınç, sıcaklık vb. gibi niceliklerin hassas bir şekilde ölçülmesi, bunların denetimi bu kapsama girmektedir. Bu bölümde bazı temel fiziksel büyüklükler ve özellikleri incelenecektir.
1.1.1. Hız ve İvme Ölçümü
Hız bir hareketli parçacığın birim zamanda kat etmiş olduğu yoldur. Matematiksel
olarak hız (Alınan yol / Geçen zaman; V= S/t (m/sn) ) olarak ifade edilir. Hız bir cismin dinamik karakteristiğidir, Newton’un ikinci kanununa göre hız, bir kuvvetin uygulanmasını gerektirir. Aslında yer değişimi, hız, ivme birbiri ile ilişkilidir. Hız yer değişiminin birinci türevi, ivme ise ikinci türevidir. Bir cismin ivmesi, o cismin hızının zamana göre değişim miktarına denir. Hız ve ivme pozisyon veya yaklaşım dedektörleri ile çıkartılmaz, bunun yerine özel algılayıcılarla ölçülür. Hız veya ivme dönüşümü için herhangi bir algılayıcının dayandığı referans noktasına göre cismin yer değişimi ölçülür. Hız ve ivme ölçümlerinde
ÖĞRENME FAALİYETİ–1
AMAÇ
ARAŞTIRMA
4
elektromanyetik hız algılayıcıları ve çeşitli ivme ölçerler (kapasitif, piezo-rezistif, piezo-elektrik, ısıl) kullanılır.
1.1.2. İş, Güç ve Enerji Ölçme
Elektrik enerjisi ile çalışan alıcıya elektrik enerjisi uygulandığında ısı, ışık, hareket vb.
şekilde elde edilir. Bir kuvvet altındaki cismin, kuvvetten etkilenerek yer değiştirmesine iş denir. Parçacık dinamiğinin temel problemlerinden biri de parçacığın üzerine etkiyen kuvvet biliniyorsa, parçacığın nasıl hareket edeceğini bulmaktır. Birim iş bir cisme birim uzunlukta bir hareket sağlayan birim kuvvetin yaptığı iştir. SI birim sisteminde iş, 1 Newton metre veya 1 Joule'dür.
Şekil 1.1: İş ve kuvvet
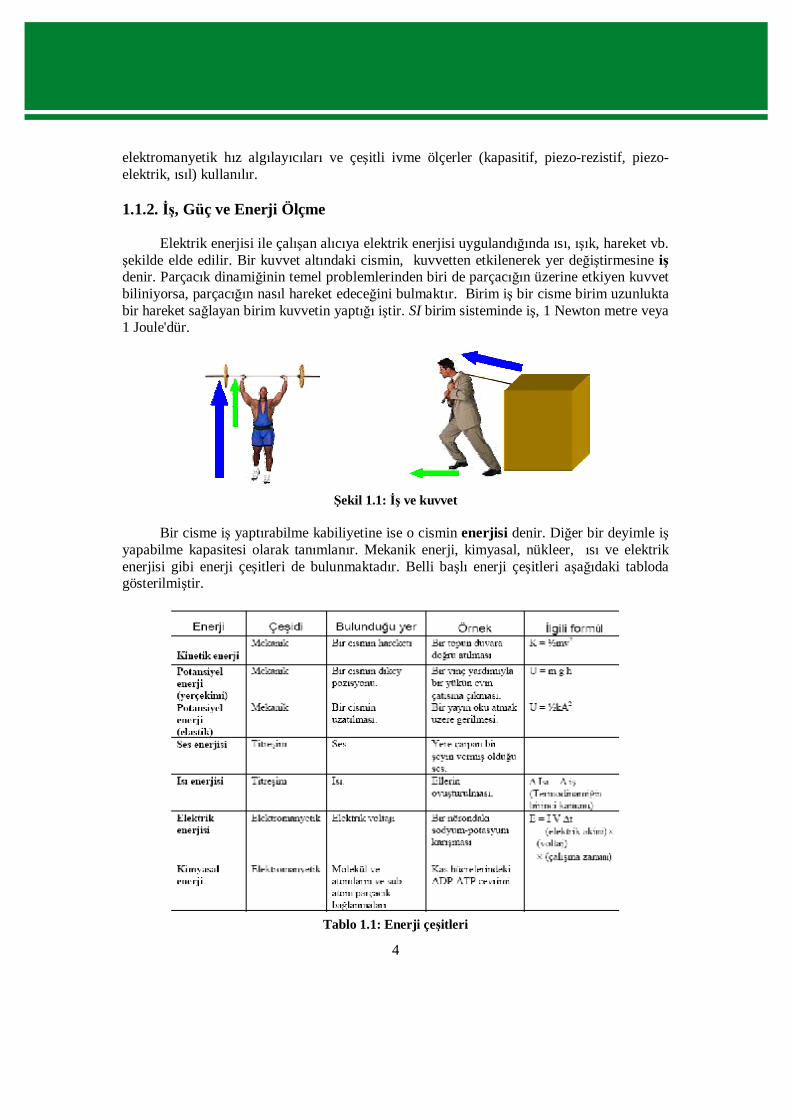
Bir cisme iş yaptırabilme kabiliyetine ise o cismin enerjisi denir. Diğer bir deyimle iş
yapabilme kapasitesi olarak tanımlanır. Mekanik enerji, kimyasal, nükleer, ısı ve elektrik enerjisi gibi enerji çeşitleri de bulunmaktadır. Belli başlı enerji çeşitleri aşağıdaki tabloda gösterilmiştir.
Tablo 1.1: Enerji çeşitleri
5
Elektrik enerjisi bir iş yaptırdığına göre bir güce sahiptir. Buradan da görüldüğü gibi birim zamanda yapılan işe güç denir. Gücün birimi watt’tır. Bu güç devreye uygulanan gerilim ve çekilen akımla doğru orantılıdır. Elektriksel güç: P = V x I şeklinde ifade edilir. P = Elektriksel güç (Watt), V= Gerilim (Volt), I= Akım (Amper) Örnek: 220 volt gerilimle çalışan bir ütü 4.8 amper akım çekmektedir bu ütünün gücünü hesaplayınız. P= V x I = 220 x 4,8 = 1056 watt
Alıcılar genellikle standart gerilimlerde çalıştıklarından aynı gerilimle çalışan
alıcılardan fazla akım çekenler daha fazla güç harcayacaktır. Elektrik devrelerinde güç ampermetre-voltmetre kullanılarak veya wattmetreler kullanılarak ölçülür.
1.1.2.1. Ampermetre ve Voltmetre Yardımı ile Güç Ölçmek
P = V x I formülünde görüldüğü gibi elektrik devrelerinde akım ve gerilimin çarpımı
elektriksel gücü verir. Burada elektrik devresinin çektiği gücün bulunabilmesi için akım ve gerilim değerlerinin ölçülmesi gereklidir. Ancak alternatif akımda omik dirençlerin çektiği güç aktif, bobin ve kondansatörlerin çektiği güç reaktiftir. Bu yüzden P= V x I formülü ile gücün hesaplanması, yalnız DC devrelerde ve omik dirençli AC devrelerinde mümkündür.
1.1.2.2. Wattmetreler ile Güç Ölçmek
Doğrudan doğruya güç ölçen aletlere wattmetre denir. Wattmetrelerin dijital ve
analog tipleri bulunmakta olup, genelde W ve KW seviyelerinde sınıflandırılır. Wattmetreler ile doğru ve alternatif akımda güç ölçülebilir. Ancak AC ve DC wattmetre seçimine, AC ve DC’de güç ölçebilen wattmetre de ise AC-DC kademe seçimine dikkat edilmelidir. Güç akım ve gerilimin çarpımına eşit olduğundan wattmetreye alıcının akım ve gerilim değerleri aynı anda girilmelidir. Bu ihtiyaç wattmetrenin akım bobini güç ölçümü yapılacak devreye seri, gerilim bobini paralel olacak şekilde bağlanarak karşılanır. Wattmetrelerde küçük güç ölçülecekse akım bobinin, sonra büyük güç ölçülecek ise akım bobininin önce bağlanması ölçme hatasını azaltacaktır. 1.1.2.3. İş Ölçmek
Elektrik enerjisinin zaman içerisinde kullanımı işi oluşturur. W =P.t formülü ile iş
hesaplanır. Elektriksel işi ölçen aletlere elektrik sayaçları denir. Elektrik sayaçları abonenin harcadıkları elektrik enerjisini kilowatt saat (KWh) cinsinden ölçer.
Elektrik sayaçları, harcanan elektrik enerjisini KWh cinsinden ölçen, bir ve üç fazlı
alternatif akım devrelerinde kullanılan indüksiyon tipi ve elektronik tip olarak üretilen ölçü aletleridir. Son yıllarda elektronik elektrik sayaçları olarak isimlendirilen elektrik sayaçları, günün farklı saatlerinde ve hafta sonları farklı ücretlendirme yapabildiklerinden kullanımı zorunlu olmuştur. Analog sayaçlarda akım ve gerilim bobini mevcut olup sayaca bağlı devreden akım geçtiğinde oluşan manyetik alan sayaç içerisindeki alüminyum diskin dönmesini sağlar. Diskteki hareket bağlı olduğu bir numaratöre aktarılır, böylece harcanan

6
elektrik enerjisi miktarı numaratör ile ifade edilir. Elektronik sayaçlarda ölçülen iş dijital bir ekrandan okunur. Bu sayaçlarda ölçülen değer, tarih, gerçek zaman saati dönüşümlü olarak dijital ekranda ifade edilir. Elektronik sayaçlar farklı tarifeler üzerinden ücretlendirme yapmanın yanında optik port vasıtası ile okuma kolaylığı sağlamaktadır. Kalibrasyona analog sayaçlara göre daha az ihtiyaç göstermektedir.
Resim 1.1: Dijital ve analog elektrik sayaçları ve bağlantı şeması
1.1.3. Bir Sıvının Özellikleri ve Sıvının Viskozitesi Akışkan (sıvı – likit) madde denince aklımıza hemen “akan madde” gelir. Çünkü
maddeler tabiatta katı, sıvı ve gaz hâlinde bulunur. Bunlardan sıvı ve gaz hâlindeki maddeler akışkandır. Akışkan maddede maddenin molekülleri birbiri üzerinde kayar. Su, yağ, cıva gibi maddeler akışkanlık özelliğine sahiptir.
Bu akma, madde moleküllerinin birbiri üzerinde kaymasıdır. Bazı maddelerin
akışkanlığı az iken bazı maddelerinki ise yüksektir. Örneğin, suyun akışkanlığı yağın akışkanlığından fazladır.
Akışkan maddelerin belli biçimleri yoktur. Konuldukları kabın biçimini alırlar. Buna
biz sıvıların esnekliği diyoruz. Bütün maddeler gibi sıvılar da yerçekimine maruz kaldıkları için ağırlıkları vardır. Bu yüzden bulundukları kaba bir kuvvet uygularlar. Bir bardak suyu yere döktüğümüzde su etrafa doğru yayılır. Çünkü sıvı maddenin molekülleri, birbiri üzerinde kayar. Bir torba içine su doldurduğumuzda bir parmağımızla bir yerine bastıralım. Diğer parmaklarımızla da başka bir yerine dokunalım. Dokunduğumuz parmağımızın itildiğini hissederiz. Buradan şu sonucu çıkarabiliriz: Sıvılar, üzerine uygulanan basıncı aynen iletirler. Bir kaptaki suya kabın ağzını tam olarak kapatacak şekilde bir cisimle bastırdığımızda kapağı itemediğimizi görürüz. Demek ki sıvıların bir özelliği de sıkıştırılamamalarıdır.
Gazlarda ise akışkanlık özelliği sıvılara göre biraz farklıdır. Gazların belli hacimleri
olmadığı için bulundukları ortama yayılırlar. Molekülleri sürekli hareket hâlinde ve birbirlerine çarpmaktadırlar. Fakat gazlar sıvılardan farklı olarak sıkıştırılabilir.
7
Bir maddenin birim hacminin kütlesine yoğunluk denir. Yoğunluğun diğer adı özkütledir. Kütle, yerçekiminden bağımsız olduğundan özkütle de yerçekiminden bağımsızdır. Yoğunluk, maddelerin ayırt edici bir özelliğidir. Örneğin, suyun yoğunluğu 1g/cm3, demirin yoğunluğu 7,8 g/cm3tür. Bir kap içinde bir sıvı düşünelim. Kabın kenarından bir delik açalım. Sıvı akmaya başlar. İşte sıvıların dar bir boğazdan akabilmesine o sıvının akıcılık derecesi denir. Peki aynı miktarda sıvılar aynı delikten eşit zamanda mı akar? Yapılan deneylerde her sıvının farklı zamanlarda aktığını göstermiştir.
Akıcılık derecesi teknik dilde viskozite kavramıyla ifade edilmektedir. Bir litrelik
herhangi bir sıvı madde, bir kaptaki delikten 10 sn.de akıyorsa; aynı miktarda başka bir sıvı da 5 sn.de akıyorsa bu “ikinci sıvının akışkanlığı daha yüksektir” deriz. Akışkanlığı iyi olan sıvıların viskozitesi düşük, akışkanlığı kötü olan sıvıların viskozitesi ise yüksektir.
Ø Viskozite: Sıvıların akmaya karşı direncini gösteren bir terimdir. Akış hızının karşıtıdır. Örneğin su düşük, bal yüksek viskostur. Motor yağları için sınıflandırmada önemlidir.
1.1.4. Sıcaklık Değerlerinin Dönüşümü Enerji kaynağımız olan Güneş, Dünya’mıza gönderdiği ışınlarla bizleri ısıtmaktadır.
Yazın hava ısındığı için sıcaklık değeri artar. Kışın ise hava soğuduğu için sıcaklık düşer. Isı ile sıcaklık kavramlarını çok kullanırız. Bu kavramlar aynı gibi görünse de aslında çok temel farklılıkları vardır. Bunun için bu kavramların farklarını öğrenmek zorundayız. Isı bir enerji çeşididir. Maddeyi oluşturan atom ve moleküller sürekli hareket hâlindedir. Bu atom ve moleküllerin hareketlerinden dolayı oluşan enerjiye ısı enerjisi diyoruz. Fakat sıcaklık, maddenin ortalama hareket (kinetik) enerjisini gösteren bir değerdir. Bir maddenin sıcaklığı dendiğinde maddedeki bir molekülün ortalama kinetik enerjisi söylenmiş olur. Hatta bu değeri duyu organlarımızla algılayabiliriz. Maddenin ısısı dendiğinde ise o maddedeki toplam kinetik (hareket) enerjisi anlaşılır. Bu anlatılanlara göre sıcaklığın tanımını şöyle yapabiliriz: Sıcaklık bir maddedeki tanecik başına düşen ortalama kinetik enerjinin bir ölçüsüdür. Buradan şu sonucu çıkarabiliriz: Sıcaklık maddenin ne kadar olduğuna bağlı değildir. Ama ısı, madde miktarına bağlıdır. Biri diğerinin sonucunda değişikliğe uğrar. Aşağıda ısı ve sıcaklığın farkları gösterilmiştir.
ISI SICAKLIK Kalorimetre kabı ile ölçülür. Termometre ile ölçülür. Enerji çeşididir. Enerji değildir. Enerji birimleri (kalori, joule) Birimi derecedir. Santigrad, Fahrenheit Fahrenhayt, Kelvin, Reaumur kullanılır. dereceleri kullanılır.
Sıcaklık birimleri dört farklı şekilde gösterilir. Bunlar Santigrad, Fahrenheit
(Fahrenhayt), Kelvin ve Reaumur (Reomür) dereceleridir. Santigrad derecesi en çok kullanılan sıcaklık birimidir. Amerika ve İngiltere gibi bazı ülkelerde ise Fahrenayt derecesi çoğunlukla kullanılır. Kelvin ve Reomur derecelerinin kullanım alanı daha azdır. Santigrad derecesini 1742 yılında İsveçli fizikçi Celcius, 1 atm. basınç altında suyun donma sıcaklığını
8
0, kaynama sıcaklığını 100 kabul ederek ve 100 eşit parçaya bölerek elde etmiştir. Bir diğer ölçeklendirme sistemi olan Kelvin ölçeğini ise Lord Kelvin geliştirmiştir. Kelvin, teorik olarak erişilebilecek en düşük sıcaklık olan –273 °C’yi mutlak 0 noktası kabul etmiştir. Yapılan araştırmalarda hiçbir maddenin sıcaklığı -273 ºC’nin altına düşürülememiştir. İşte Kelvin bu sıcaklığı referans kabul etmiştir.
Fahrenhayt referans olarak yine aynı şartlar altında suyun donma ve kaynama
noktalarını almış olup donma noktası 32 F, kaynama noktası 212 F alınarak 212 - 32=180 eşit parçaya bölünmüştür. Reomür ölçeğinde 0 Roemür donma noktası, 80 Roemür kaynama noktası alınarak 80 eşit parçaya bölünmüştür. Bir önceki sayfada bu dört derecenin birbirleri ile olan bağıntısını daha iyi görmektesiniz. Yukarıda belirlenen bu dört ölçeğin birbirine dönüşümünü sağlamak için aşağıdaki eşitlik yazılabilir.
ÖRNEK: 250 Kelvin derece kaç santigrad derecedir? ÇÖZÜM:Yukarıdaki bağıntıdan,
Celcius ile Kelvin birimleri arasında C=K-273 bağıntısı olduğu görülüyor. Buradan
değerleri yerine yazarsak; C=K-273 C=250-273
Sıcaklığın kendisi direkt olarak ölçülemez. Sıcaklık ölçümünde kullanılan araçların
çalışma prensipleri fiziğin ve termodinamiğin temel yasalarına dayanmaktadır. Sıcaklık temel olarak termometre ile ölçülür. Cıvalı termometreler ise sıcaklığa bağlı olarak maddedeki hacimsel değişim esasına dayalı olarak çalışırlar. 76 mm cıva basıncında iki sabit sıcaklık seçilerek, kılcal boru içerisindeki cıvanın iki sıcaklık arasındaki hacimsel farkı lineer olarak bölümlendirilir. Bu işlem için suyun donma ve kaynama sıcaklıkları seçilir.
Sıcaklık ölçümünde kullanılan üç çeşit termometre vardır:
Ø Cıvalı ya da alkollü termometre Ø Madeni ya da metal termometre Ø İnfrared termometre
Yaygın olarak kullanılan termometreler cıvalıdır. Bunların çalışma esası sıvıların genleşme esasına dayanır. Bildiğimiz gibi ısınan bir telin boyu uzar, ısınan bir sıvı ya da gaz genleşir. Dolayısıyla bir sıvıyı ölçeklendirilmiş bir tüp içerisine koyarsak basit termometre yapmış oluruz. Cıvalı termometrede cıva, cam hazne içindedir. Sıvılar sıcaklık arttıkça genleştiği için haznenin devamı olan kılcal boru içindeki sıvı sütunu seviyesi yükselir. Ya da sıcaklık düştüğü zaman sıvı seviyesi düşer. Seviyenin yanı taksimatlı bir şekilde
9
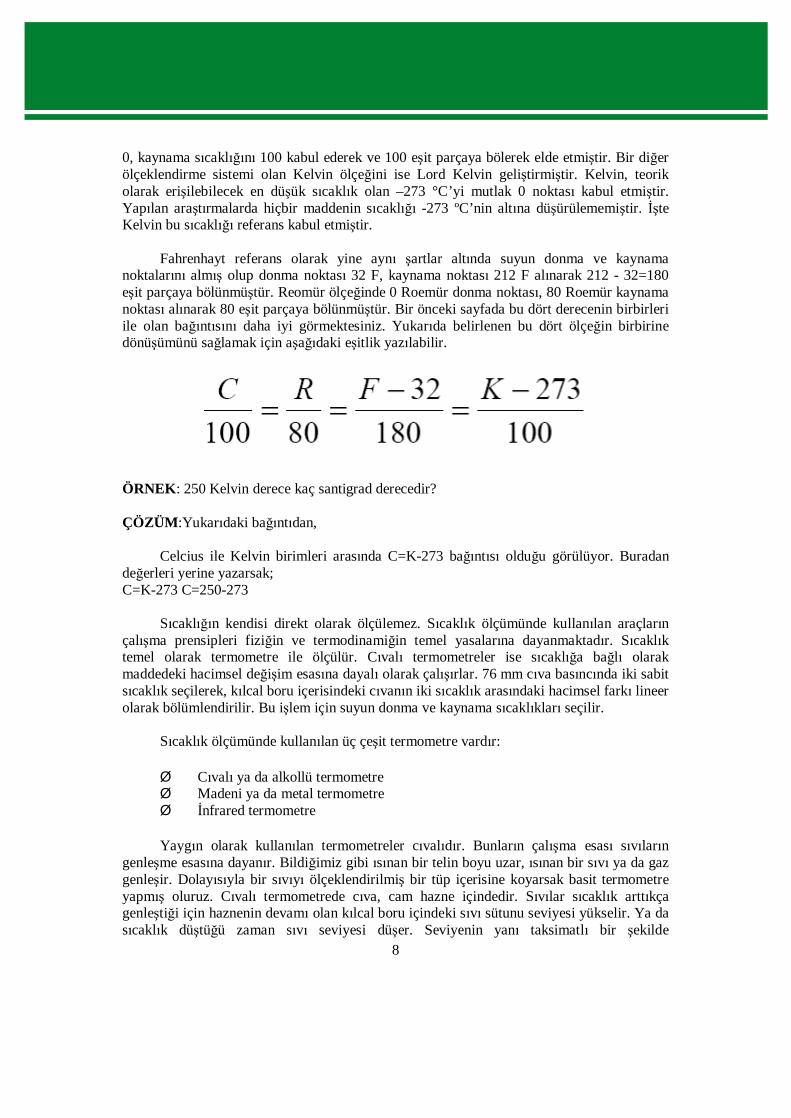
ölçeklendirilmiş olduğundan sıcaklık bu ölçek sayesinde okunur. Düşük sıcaklıkların olduğu yerlerde ise donma sıcaklığı düşük olan alkollü termometreler kullanılır. Madeni (metal) termometreler ise bi-metal elemanlıdır. Bi-metal eleman uzama katsayısı farklı iki metalin birleştirilmesi ile oluşan elemandır. Sıcaklığı algılayan kısım bi-metalden yapılmış helezon şeklinde bir yay olduğu için uzama farkından dolayı eğilen metalin bir değer göstermesi ile ölçüm gerçekleşir. Aşağıda bazı termometrelerin şekilleri gösterilmiştir.
Şekil 1.2: Cıvalı ve metal termometreler
Resim 1.2: İnfrared termometreler
1.2. Ölçüm Aletleri ve Sinyal İşleme Ölçme, bilinen bir birimle, aynı cinsten, bilinmeyen bir boyutun karşılaştırılması
işlemidir. Ölçmede sonuç sayısal olarak ifade edilir. Fiziksel büyüklüklerin ölçülmesinde çok değişik yöntemler kullanılmaktadır. Bazı fiziksel büyüklükler mekanik yöntemlerle ölçülürken, bazıları elektriksel, bazıları ise elektronik yöntem ve cihazlarla ölçülür.
10
Ölçme, bugün gündelik hayatımızda çokça kullandığımız bir işlem olup uzunluğu metre, ağırlığı kilogram, sıcaklığı santigrat ve sıvı hacimlerini litre ile ölçmekteyiz. Herhangi bir uzunluk miktarı ölçülürken, dünyada herkes tarafından kabul edilen 1 metrelik uzunluğun ölçülecek uzunluk içerisinde ne kadar bulunduğunun karşılaştırılması yapılır. Diğer tüm ölçme işlemlerinde mantık aynıdır. Günlük hayatta ölçüm yapmak ve herhangi bir büyüklüğü, o büyüklüğün birimi ile karşılaştırmak işlemi ile farkında olarak veya olmadan çoğu kez karşılaşıp ölçme yapmadan birçok işlemlerimizi sonuçlandıramamaktayız. Alacağımız ürünü standart birimi ile karşılaştırıp miktarını ve fiyatını tespit etme ihtiyacı, ölçme işlemini zorunlu kılan bir faktördür. Elektriksel büyüklüklerinin ölçülmesi yani kendi birimi ile karşılaştırmasını da zorunlu kılan faktörler mevcuttur. Bunlar; harcanan elektrik enerjisini ölçmek, alıcının çalışma standartlarına uygun elektriksel büyüklükler ile çalışıp çalışmadığını kontrol ederek sürekli ve kesintisiz çalışmayı sağlamak, ölçülen elektriksel büyüklüğün değerine göre istenmeyen durumlar için tedbir almak, elektrik ve elektronik elemanlarının sağlamlık kontrolünü yapmak, devre veya devrelerde arıza tespiti yapmak ve enerji olup olmadığını kontrol etmek bu zorunluluğu meydana getiren faktörlerden bazılarıdır. Fiziksel büyüklüklerin ölçülmesinde, her büyüklük için bir ölçü birimi kullanıldığı gibi, elektriksel büyüklüklerin ölçülmesinde de elektriksel birimler kullanılır.
Resim 1.3: Bazı ölçü aletleri
Elektriksel büyüklüklerin ölçülmesinde kullanılan ölçü aletleri çok çeşitli tip ve
modellerdedir. Yapısına göre elektriksel ölçü aletleri, kendi aralarında ikiye ayrılır. Bunlar analog ölçü aletleri ve dijital ölçü aletleridir. Ölçtüğü değeri skala taksimatı üzerinden ibre ile gösteren ölçü aletleri analog grubundadır. Analog ölçü aletleri çok değişik yapı ve skala taksimatlarına sahip olarak imal edilirler. Bu ölçü aletlerinde değer okumak daha zor gibi görünse de analog ölçü aletleri daha hassas ölçümlere imkân sağlar. Aşağıdaki şekilde bazı analog ölçü aletleri görülmektedir.
11
Resim 1.4: Analog ölçü aletleri
Ölçtüğü değeri dijital bir gösterge de sayılarla gösteren ölçü aletleri ise dijital ölçü
aletleridir. Bu ölçü aletlerinin kullanımı kolay olup özellikleri analog ölçü aletlerine göre daha fazladır. Günümüzde dijital ölçü aletleri ile ayarlanan değer aşıldığında sinyal alma, ölçülen değerlerin bilgisayar ortamına taşınması ve kullanılması gibi ilave işlemler yapılabilmekte olup yeni özellik ve nitelikler ilave edilerek geliştirilen ölçü aletleridir.
Resim 1.5: Dijital ölçü aletleri
12
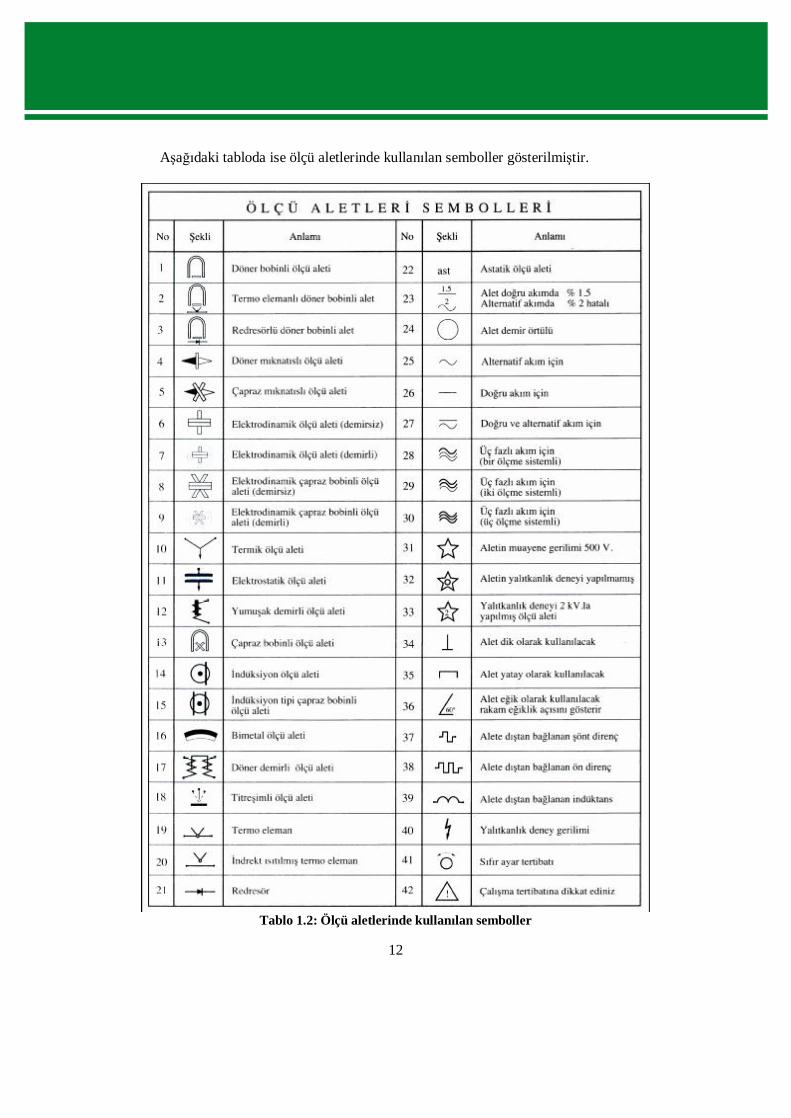
Aşağıdaki tabloda ise ölçü aletlerinde kullanılan semboller gösterilmiştir.
Tablo 1.2: Ölçü aletlerinde kullanılan semboller
13
1.2.1. Sabit Mıknatıslı Ölçü Aletlerinin Çalışma Esasları Analog ölçü aletlerinde gösterge elemanı olarak kullanılan skala üzerindeki ibrenin
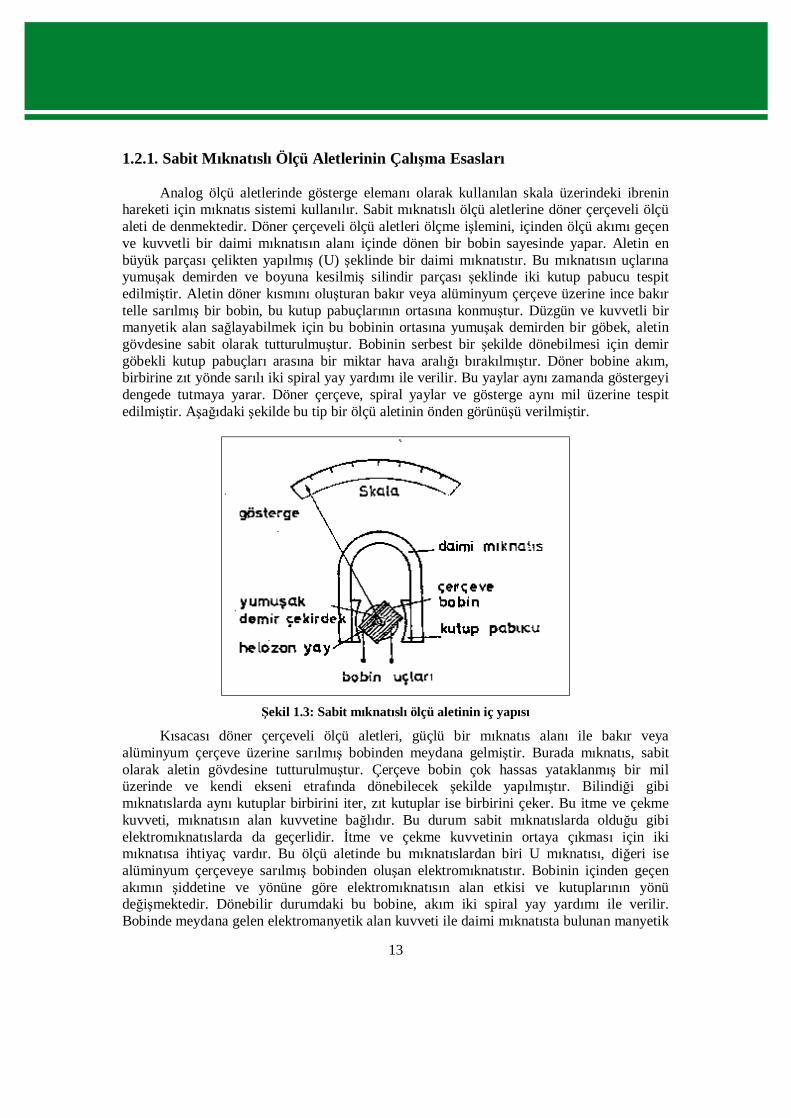
hareketi için mıknatıs sistemi kullanılır. Sabit mıknatıslı ölçü aletlerine döner çerçeveli ölçü aleti de denmektedir. Döner çerçeveli ölçü aletleri ölçme işlemini, içinden ölçü akımı geçen ve kuvvetli bir daimi mıknatısın alanı içinde dönen bir bobin sayesinde yapar. Aletin en büyük parçası çelikten yapılmış (U) şeklinde bir daimi mıknatıstır. Bu mıknatısın uçlarına yumuşak demirden ve boyuna kesilmiş silindir parçası şeklinde iki kutup pabucu tespit edilmiştir. Aletin döner kısmını oluşturan bakır veya alüminyum çerçeve üzerine ince bakır telle sarılmış bir bobin, bu kutup pabuçlarının ortasına konmuştur. Düzgün ve kuvvetli bir manyetik alan sağlayabilmek için bu bobinin ortasına yumuşak demirden bir göbek, aletin gövdesine sabit olarak tutturulmuştur. Bobinin serbest bir şekilde dönebilmesi için demir göbekli kutup pabuçları arasına bir miktar hava aralığı bırakılmıştır. Döner bobine akım, birbirine zıt yönde sarılı iki spiral yay yardımı ile verilir. Bu yaylar aynı zamanda göstergeyi dengede tutmaya yarar. Döner çerçeve, spiral yaylar ve gösterge aynı mil üzerine tespit edilmiştir. Aşağıdaki şekilde bu tip bir ölçü aletinin önden görünüşü verilmiştir.
Şekil 1.3: Sabit mıknatıslı ölçü aletinin iç yapısı
Kısacası döner çerçeveli ölçü aletleri, güçlü bir mıknatıs alanı ile bakır veya alüminyum çerçeve üzerine sarılmış bobinden meydana gelmiştir. Burada mıknatıs, sabit olarak aletin gövdesine tutturulmuştur. Çerçeve bobin çok hassas yataklanmış bir mil üzerinde ve kendi ekseni etrafında dönebilecek şekilde yapılmıştır. Bilindiği gibi mıknatıslarda aynı kutuplar birbirini iter, zıt kutuplar ise birbirini çeker. Bu itme ve çekme kuvveti, mıknatısın alan kuvvetine bağlıdır. Bu durum sabit mıknatıslarda olduğu gibi elektromıknatıslarda da geçerlidir. İtme ve çekme kuvvetinin ortaya çıkması için iki mıknatısa ihtiyaç vardır. Bu ölçü aletinde bu mıknatıslardan biri U mıknatısı, diğeri ise alüminyum çerçeveye sarılmış bobinden oluşan elektromıknatıstır. Bobinin içinden geçen akımın şiddetine ve yönüne göre elektromıknatısın alan etkisi ve kutuplarının yönü değişmektedir. Dönebilir durumdaki bu bobine, akım iki spiral yay yardımı ile verilir. Bobinde meydana gelen elektromanyetik alan kuvveti ile daimi mıknatısta bulunan manyetik
14
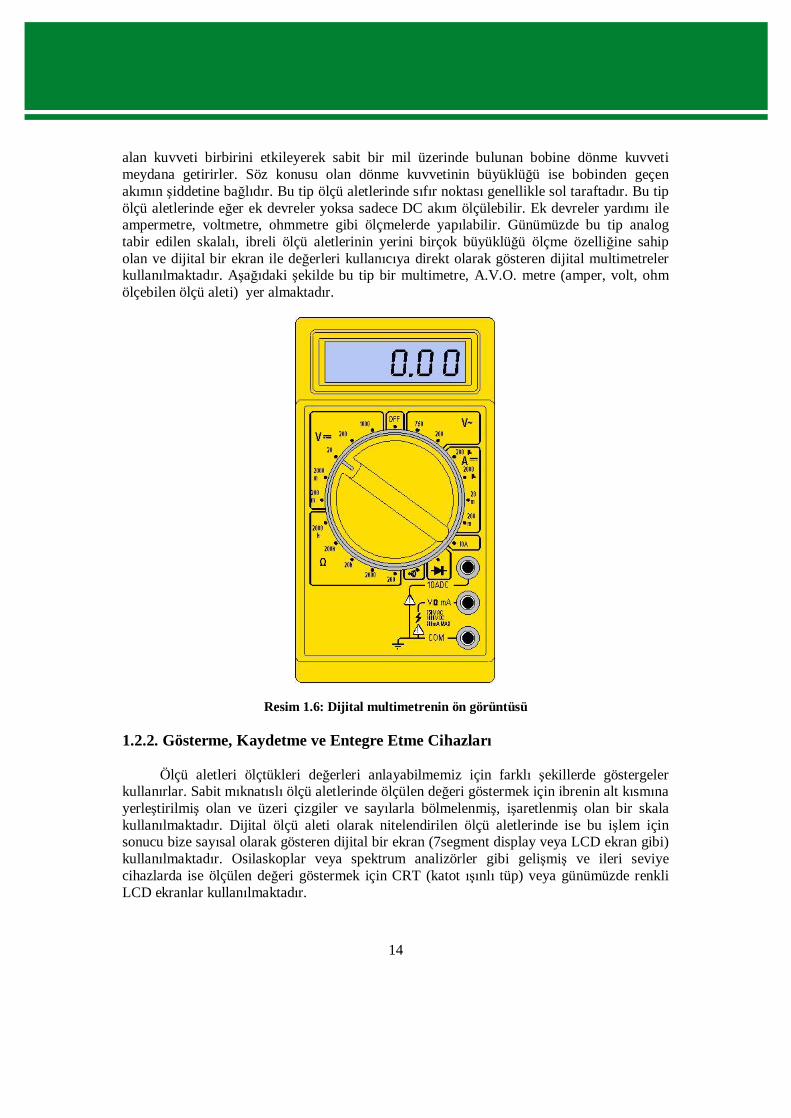
alan kuvveti birbirini etkileyerek sabit bir mil üzerinde bulunan bobine dönme kuvveti meydana getirirler. Söz konusu olan dönme kuvvetinin büyüklüğü ise bobinden geçen akımın şiddetine bağlıdır. Bu tip ölçü aletlerinde sıfır noktası genellikle sol taraftadır. Bu tip ölçü aletlerinde eğer ek devreler yoksa sadece DC akım ölçülebilir. Ek devreler yardımı ile ampermetre, voltmetre, ohmmetre gibi ölçmelerde yapılabilir. Günümüzde bu tip analog tabir edilen skalalı, ibreli ölçü aletlerinin yerini birçok büyüklüğü ölçme özelliğine sahip olan ve dijital bir ekran ile değerleri kullanıcıya direkt olarak gösteren dijital multimetreler kullanılmaktadır. Aşağıdaki şekilde bu tip bir multimetre, A.V.O. metre (amper, volt, ohm ölçebilen ölçü aleti) yer almaktadır.
Resim 1.6: Dijital multimetrenin ön görüntüsü
1.2.2. Gösterme, Kaydetme ve Entegre Etme Cihazları Ölçü aletleri ölçtükleri değerleri anlayabilmemiz için farklı şekillerde göstergeler
kullanırlar. Sabit mıknatıslı ölçü aletlerinde ölçülen değeri göstermek için ibrenin alt kısmına yerleştirilmiş olan ve üzeri çizgiler ve sayılarla bölmelenmiş, işaretlenmiş olan bir skala kullanılmaktadır. Dijital ölçü aleti olarak nitelendirilen ölçü aletlerinde ise bu işlem için sonucu bize sayısal olarak gösteren dijital bir ekran (7segment display veya LCD ekran gibi) kullanılmaktadır. Osilaskoplar veya spektrum analizörler gibi gelişmiş ve ileri seviye cihazlarda ise ölçülen değeri göstermek için CRT (katot ışınlı tüp) veya günümüzde renkli LCD ekranlar kullanılmaktadır.

15
Ayrıca bazı ölçü aletlerinde ölçülen büyüklükler veya sinyaller çeşitli şekillerde işlendikten sonra istenirse daha sonra tekrar incelemek veya başka ölçümlerle karşılaştırmak amacı ile kaydedilebilmektedir. Kaydetme işlemi ölçü aletinin özelliğine göre ölçü aletinin kendi iç hafızasına yapılabileceği gibi, bazı ölçüm aletleri üzerinde kayıt işlemleri için disket yuvaları bulunmakta ve kayıtlar disketlere yapılabilmektedir.
Günümüzde ölçü aletleri, anlattığımız birçok özelliği (ölçme, sinyal işleme, gösterme,
kaydetme, karşılaştırma) bir arada bulundurmaktadır. Bu tip ölçü aletleri entegre bir yapıya sahiptir. Örneğin gelişmiş bir osilaskop üzerinde hem sinyaller gösterilmekte, hem sinyallerin genlik ve frekansları izlenebilmekte, hem de bu sinyaller kaydedilebilmektedir. Sayısal ölçü aletlerinde sayısal olarak sinyal işleme, sinyallerin bir sayı dizisi ile temsil edilmesi ve içlerindeki özel bilgilerin çeşitli işlemlerle çıkartılmasıdır. Bu tip işlem yapabilen ölçü aletleri ile sayısal sinyaller ve sistemler üzerinde simülasyonlar ve deneyler yapılabilmektedir. Osilaskop veya spektrum analizör bu tip bir ölçü aletidir.
Resim 1.7: Skalalı bir ölçü aleti ve spektrum analizör
1.2.3. Ölçü Aleti Hareket Yapısındaki Temel Parçalar Sabit mıknatıslı ölçü aletlerinde daha öncede bahsettiğimiz gibi temel parçalar bir
sabit mıknatıs, alüminyum üzerine sarılı, serbest hareket edebilecek şekilde yerleştirilmiş bir bobin, buna bağlı bir mil (ibre) ve skaladan oluşmaktaydı.
Eğer bu temel yapıya seri ve paralel direnç devreleri eklenirse bir multimetre ortaya
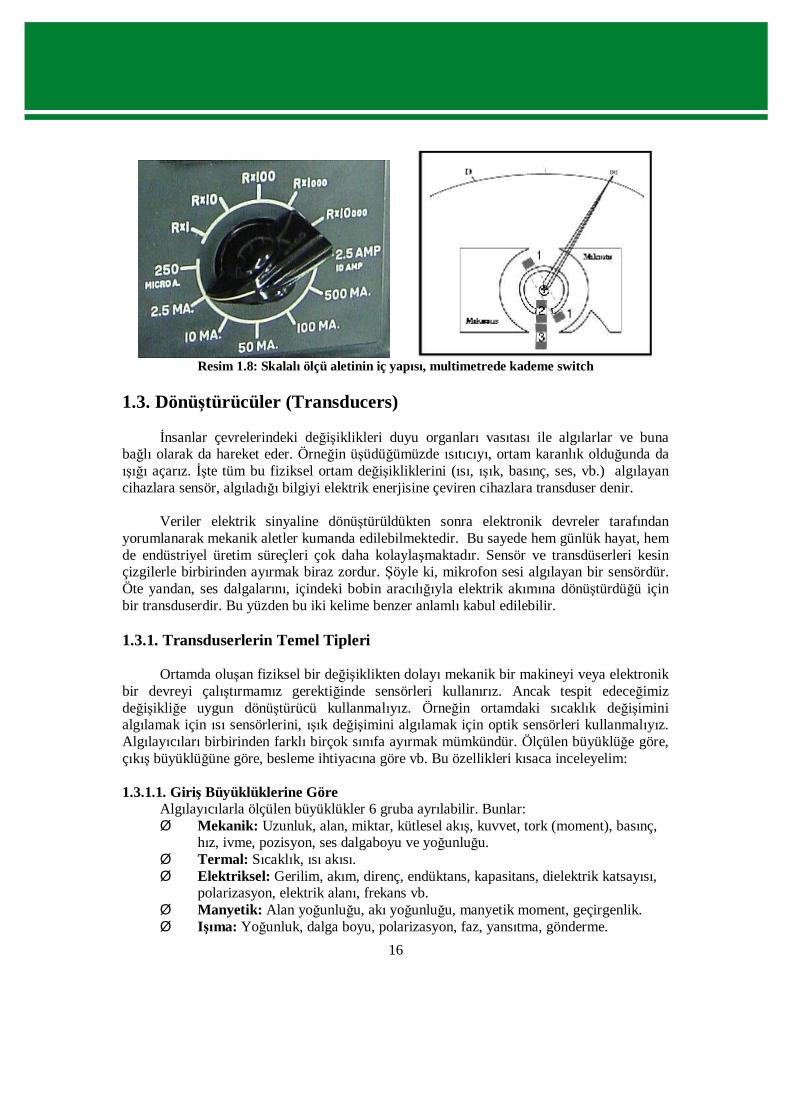
çıkacaktır. Multimetrelerde ise değişik ölçümlerin yapılabilmesi için ölçülecek büyüklüğe göre değiştirilen bir kademe switch ünitesi bulunmaktadır. Bu kademe seçme anahtarı ile ölçülecek büyüklük (direnç, gerilim, akım) seçilmektedir. Aşağıdaki şekillerde sabit mıknatıslı bir ölçü aletinin iç yapısı ve bir multimetrenin kademe switch’i yer almaktadır.
16
Resim 1.8: Skalalı ölçü aletinin iç yapısı, multimetrede kademe switch
1.3. Dönüştürücüler (Transducers)
İnsanlar çevrelerindeki değişiklikleri duyu organları vasıtası ile algılarlar ve buna
bağlı olarak da hareket eder. Örneğin üşüdüğümüzde ısıtıcıyı, ortam karanlık olduğunda da ışığı açarız. İşte tüm bu fiziksel ortam değişikliklerini (ısı, ışık, basınç, ses, vb.) algılayan cihazlara sensör, algıladığı bilgiyi elektrik enerjisine çeviren cihazlara transduser denir.
Veriler elektrik sinyaline dönüştürüldükten sonra elektronik devreler tarafından
yorumlanarak mekanik aletler kumanda edilebilmektedir. Bu sayede hem günlük hayat, hem de endüstriyel üretim süreçleri çok daha kolaylaşmaktadır. Sensör ve transdüserleri kesin çizgilerle birbirinden ayırmak biraz zordur. Şöyle ki, mikrofon sesi algılayan bir sensördür. Öte yandan, ses dalgalarını, içindeki bobin aracılığıyla elektrik akımına dönüştürdüğü için bir transduserdir. Bu yüzden bu iki kelime benzer anlamlı kabul edilebilir.
1.3.1. Transduserlerin Temel Tipleri
Ortamda oluşan fiziksel bir değişiklikten dolayı mekanik bir makineyi veya elektronik
bir devreyi çalıştırmamız gerektiğinde sensörleri kullanırız. Ancak tespit edeceğimiz değişikliğe uygun dönüştürücü kullanmalıyız. Örneğin ortamdaki sıcaklık değişimini algılamak için ısı sensörlerini, ışık değişimini algılamak için optik sensörleri kullanmalıyız. Algılayıcıları birbirinden farklı birçok sınıfa ayırmak mümkündür. Ölçülen büyüklüğe göre, çıkış büyüklüğüne göre, besleme ihtiyacına göre vb. Bu özellikleri kısaca inceleyelim:
1.3.1.1. Giriş Büyüklüklerine Göre
Algılayıcılarla ölçülen büyüklükler 6 gruba ayrılabilir. Bunlar: Ø Mekanik: Uzunluk, alan, miktar, kütlesel akış, kuvvet, tork (moment), basınç,
hız, ivme, pozisyon, ses dalgaboyu ve yoğunluğu. Ø Termal: Sıcaklık, ısı akısı. Ø Elektriksel: Gerilim, akım, direnç, endüktans, kapasitans, dielektrik katsayısı,
polarizasyon, elektrik alanı, frekans vb. Ø Manyetik: Alan yoğunluğu, akı yoğunluğu, manyetik moment, geçirgenlik. Ø Işıma: Yoğunluk, dalga boyu, polarizasyon, faz, yansıtma, gönderme.
17
Ø Kimyasal: Yoğunlaşma, içerik, oksidasyon/redaksiyon, reaksiyon hızı, pH miktarı.
1.3.1.2. Çıkış Büyüklüklerine Göre
Çıkış büyüklükleri AC, DC, analog, dijital olabilmektedir. Analog çıkışlara alternatif
olan dijital çıkışlar bilgisayarlarla doğrudan iletişim kurabilir. Bu iletişimler kurulurken belli bazı protokoller kullanılır.
1.3.1.3. Besleme İhtiyacına Göre
Algılayıcılar besleme ihtiyacına göre iki sınıfa ayrılabilir. Bunlar: Ø Pasif Algılayıcılar Hiçbir şekilde dışardan enerji almadan (besleme gerilimine ihtiyaç duymadan) fiziksel
ya da kimyasal değerleri bir başka büyüklüğe çevirir. Bu algılayıcı tipine örnek olarak Termocouple (T/C) ya da anahtar gösterilebilir. T/C aşağıda etraflıca anlatılacaktır. Anahtar ise bilindiği gibi mekanik bir hareketi elektriksel bir kontağa dönüştürmektedir.
Ø Aktif Algılayıcılar Çalışmaları için haricî bir enerji beslenmesine ihtiyaç duyar. Bu algılayıcılar tipik
olarak zayıf sinyalleri ölçmek için kullanılır. Aktif algılayıcılarda dikkat edilmesi gereken nokta giriş ve çıkışlardır. Bu tip algılayıcılar dijital ya da analog formatta elektriksel çıkış sinyali üretir. Analog çıkışlılarda, çıkış büyüklüğü gerilim ya da akımdır. Gerilim çıkışı genellikle 0-5 V aralığında oldukça yaygın kullanılmaktadır. Ancak 4-20 mA akım çıkışı da artık endüstride standart hâline gelmiştir. Bazı durumlarda 0-20 mA akım çevrimi kullanılmaktadır. Ancak endüstride çoğu zaman hatlarda meydana gelen bozulma kopma gibi durumlarda sistemin bu durumu kolay algılaması ve veri iletişiminin sağlıklı yapılabilmesi için 4-20 mA daha yaygın kullanılır. Çok eski algılayıcılar 10-50 mA akım çıkışlarına sahiptir. Endüstride en yaygın kullanılan 4-20 mA çevrim tipinin kullanımı bazı özel durumlar gerektirmektedir. Bu noktalar:
Ø Algılayıcıların yerleştirildiği uzak noktalarda elektrik besleme geriliminin
olmaması gereklidir. Ø Algılayıcılar gerilim sinyalinin sınırlı olabileceği durumlarda tehlikeli
uygulamalarda kullanılmalıdır. Ø Algılayıcıya giden kablolar iki ile sınırlanmalıdır. Ø Akım çevrim sinyali göreceli olarak gürültü geriliminin ani sıçramalarına karşı
korumalıdır. Ancak bunu uzun mesafe veri aktarımında yapamaz. Ø Algılayıcılar, ölçüm sisteminden elektriksel olarak izole edilmelidir. Bu özelliklere birçok transduser tipi olmakla beraber temel transduser çeşitleri şöyle
sıralanabilir:
• Isı transduser ve sensörleri
18
• Manyetik transduser ve sensörler • Basınç (gerilme) transduserleri • Optik transduser ve sensörler • Ses transduser ve sensörleri
1.3.2. Transduserlerin Çalışma Esasları
Transduserler, dönüştürdükleri enerjinin çeşidine göre değişik çalışma esaslarına
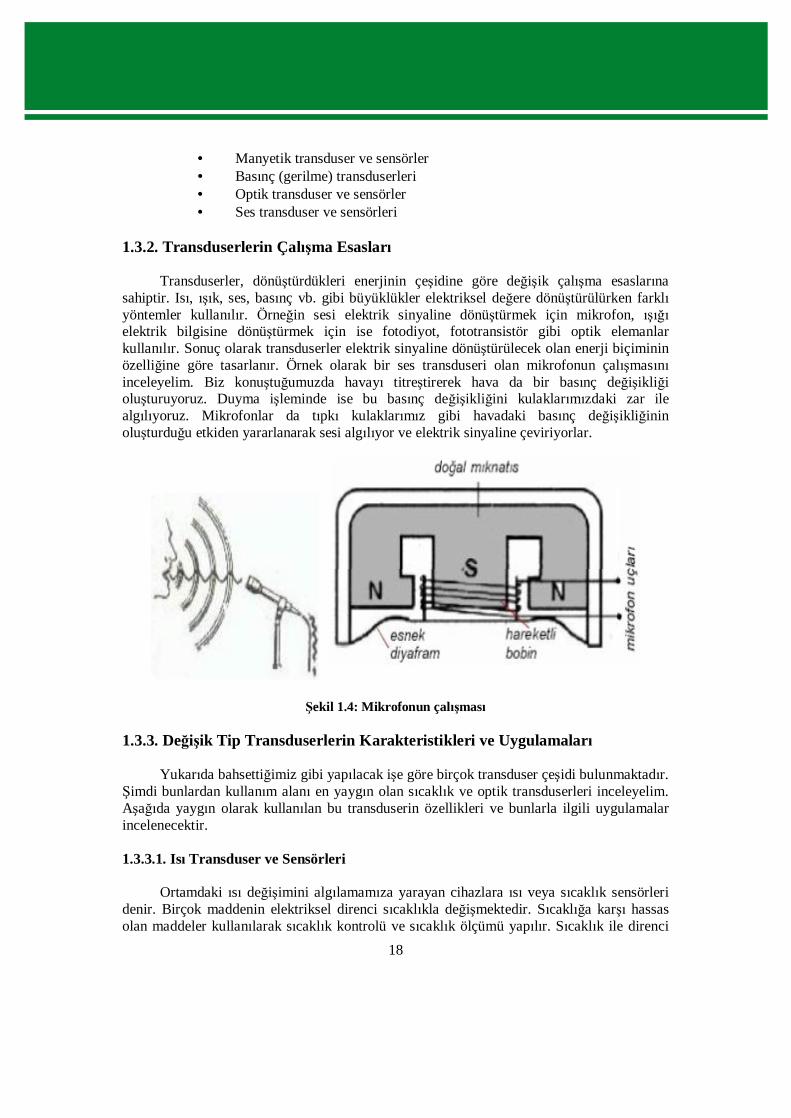
sahiptir. Isı, ışık, ses, basınç vb. gibi büyüklükler elektriksel değere dönüştürülürken farklı yöntemler kullanılır. Örneğin sesi elektrik sinyaline dönüştürmek için mikrofon, ışığı elektrik bilgisine dönüştürmek için ise fotodiyot, fototransistör gibi optik elemanlar kullanılır. Sonuç olarak transduserler elektrik sinyaline dönüştürülecek olan enerji biçiminin özelliğine göre tasarlanır. Örnek olarak bir ses transduseri olan mikrofonun çalışmasını inceleyelim. Biz konuştuğumuzda havayı titreştirerek hava da bir basınç değişikliği oluşturuyoruz. Duyma işleminde ise bu basınç değişikliğini kulaklarımızdaki zar ile algılıyoruz. Mikrofonlar da tıpkı kulaklarımız gibi havadaki basınç değişikliğinin oluşturduğu etkiden yararlanarak sesi algılıyor ve elektrik sinyaline çeviriyorlar.
Şekil 1.4: Mikrofonun çalışması
1.3.3. Değişik Tip Transduserlerin Karakteristikleri ve Uygulamaları Yukarıda bahsettiğimiz gibi yapılacak işe göre birçok transduser çeşidi bulunmaktadır.
Şimdi bunlardan kullanım alanı en yaygın olan sıcaklık ve optik transduserleri inceleyelim. Aşağıda yaygın olarak kullanılan bu transduserin özellikleri ve bunlarla ilgili uygulamalar incelenecektir.
1.3.3.1. Isı Transduser ve Sensörleri
Ortamdaki ısı değişimini algılamamıza yarayan cihazlara ısı veya sıcaklık sensörleri
denir. Birçok maddenin elektriksel direnci sıcaklıkla değişmektedir. Sıcaklığa karşı hassas olan maddeler kullanılarak sıcaklık kontrolü ve sıcaklık ölçümü yapılır. Sıcaklık ile direnci
19
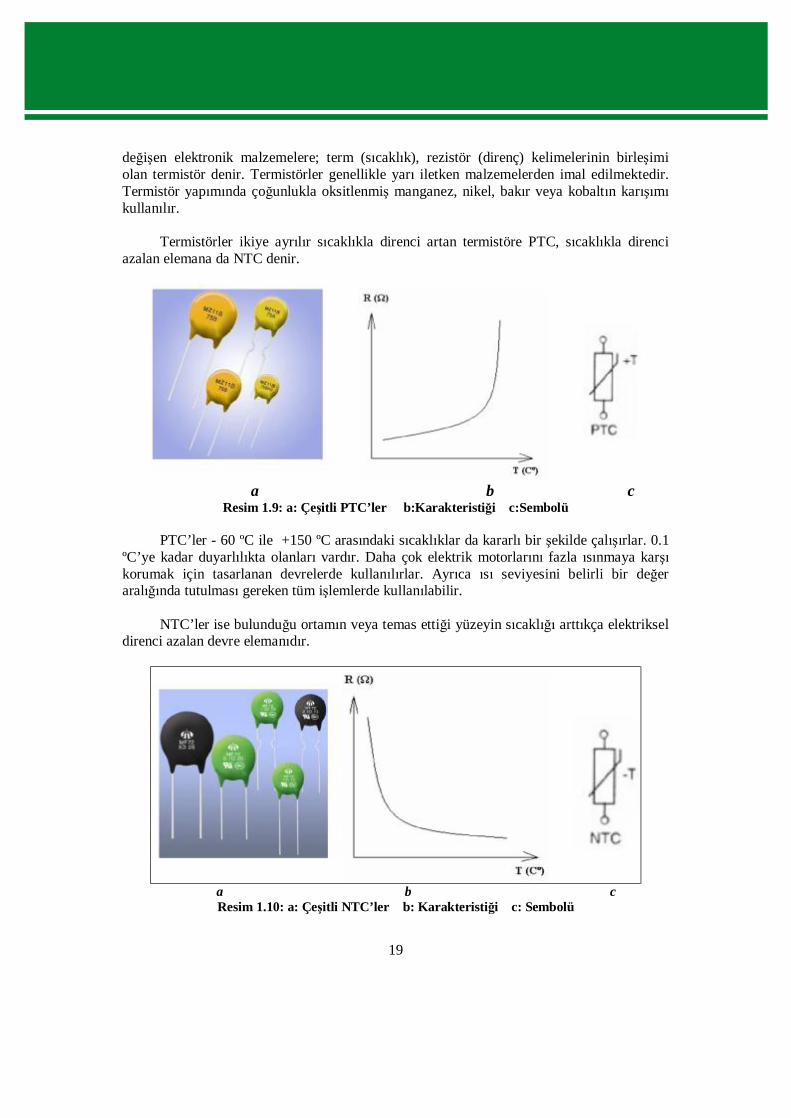
değişen elektronik malzemelere; term (sıcaklık), rezistör (direnç) kelimelerinin birleşimi olan termistör denir. Termistörler genellikle yarı iletken malzemelerden imal edilmektedir. Termistör yapımında çoğunlukla oksitlenmiş manganez, nikel, bakır veya kobaltın karışımı kullanılır.
Termistörler ikiye ayrılır sıcaklıkla direnci artan termistöre PTC, sıcaklıkla direnci
azalan elemana da NTC denir.
a b c
Resim 1.9: a: Çeşitli PTC’ler b:Karakteristiği c:Sembolü PTC’ler - 60 ºC ile +150 ºC arasındaki sıcaklıklar da kararlı bir şekilde çalışırlar. 0.1
ºC’ye kadar duyarlılıkta olanları vardır. Daha çok elektrik motorlarını fazla ısınmaya karşı korumak için tasarlanan devrelerde kullanılırlar. Ayrıca ısı seviyesini belirli bir değer aralığında tutulması gereken tüm işlemlerde kullanılabilir.
NTC’ler ise bulunduğu ortamın veya temas ettiği yüzeyin sıcaklığı arttıkça elektriksel
direnci azalan devre elemanıdır.
a b c Resim 1.10: a: Çeşitli NTC’ler b: Karakteristiği c: Sembolü
20
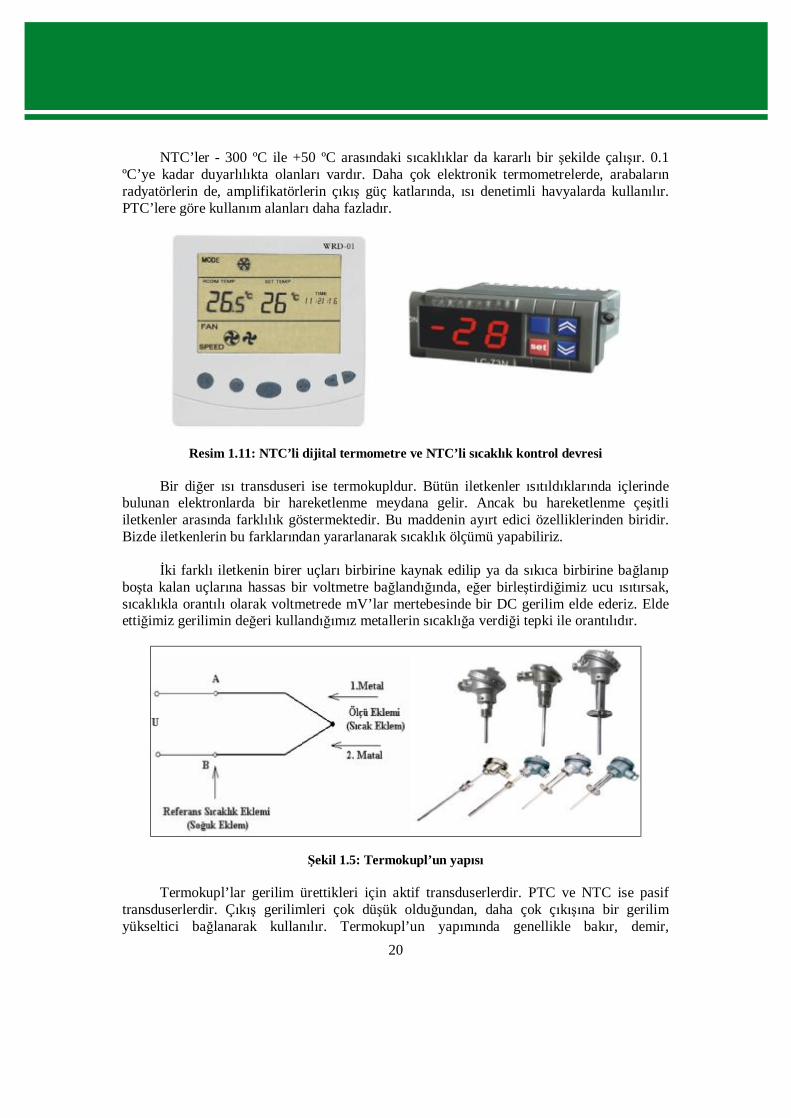
NTC’ler - 300 ºC ile +50 ºC arasındaki sıcaklıklar da kararlı bir şekilde çalışır. 0.1 ºC’ye kadar duyarlılıkta olanları vardır. Daha çok elektronik termometrelerde, arabaların radyatörlerin de, amplifikatörlerin çıkış güç katlarında, ısı denetimli havyalarda kullanılır. PTC’lere göre kullanım alanları daha fazladır.
Resim 1.11: NTC’li dijital termometre ve NTC’li sıcaklık kontrol devresi Bir diğer ısı transduseri ise termokupldur. Bütün iletkenler ısıtıldıklarında içlerinde
bulunan elektronlarda bir hareketlenme meydana gelir. Ancak bu hareketlenme çeşitli iletkenler arasında farklılık göstermektedir. Bu maddenin ayırt edici özelliklerinden biridir. Bizde iletkenlerin bu farklarından yararlanarak sıcaklık ölçümü yapabiliriz.
İki farklı iletkenin birer uçları birbirine kaynak edilip ya da sıkıca birbirine bağlanıp
boşta kalan uçlarına hassas bir voltmetre bağlandığında, eğer birleştirdiğimiz ucu ısıtırsak, sıcaklıkla orantılı olarak voltmetrede mV’lar mertebesinde bir DC gerilim elde ederiz. Elde ettiğimiz gerilimin değeri kullandığımız metallerin sıcaklığa verdiği tepki ile orantılıdır.
Şekil 1.5: Termokupl’un yapısı Termokupl’lar gerilim ürettikleri için aktif transduserlerdir. PTC ve NTC ise pasif
transduserlerdir. Çıkış gerilimleri çok düşük olduğundan, daha çok çıkışına bir gerilim yükseltici bağlanarak kullanılır. Termokupl’un yapımında genellikle bakır, demir,
21
konstantan, platin, mangan, nikel gibi metaller kullanılır. Termokupl’lar -200 ºC ile +2300 ºC arasında çalışabildiklerinden endüstride en çok tercih edilen ısı kontrol elemanlarıdır. Genellikle endüstri tesislerindeki yüksek sıcaklıkta çalışan kazanların ısı kontrolünde kullanılır.
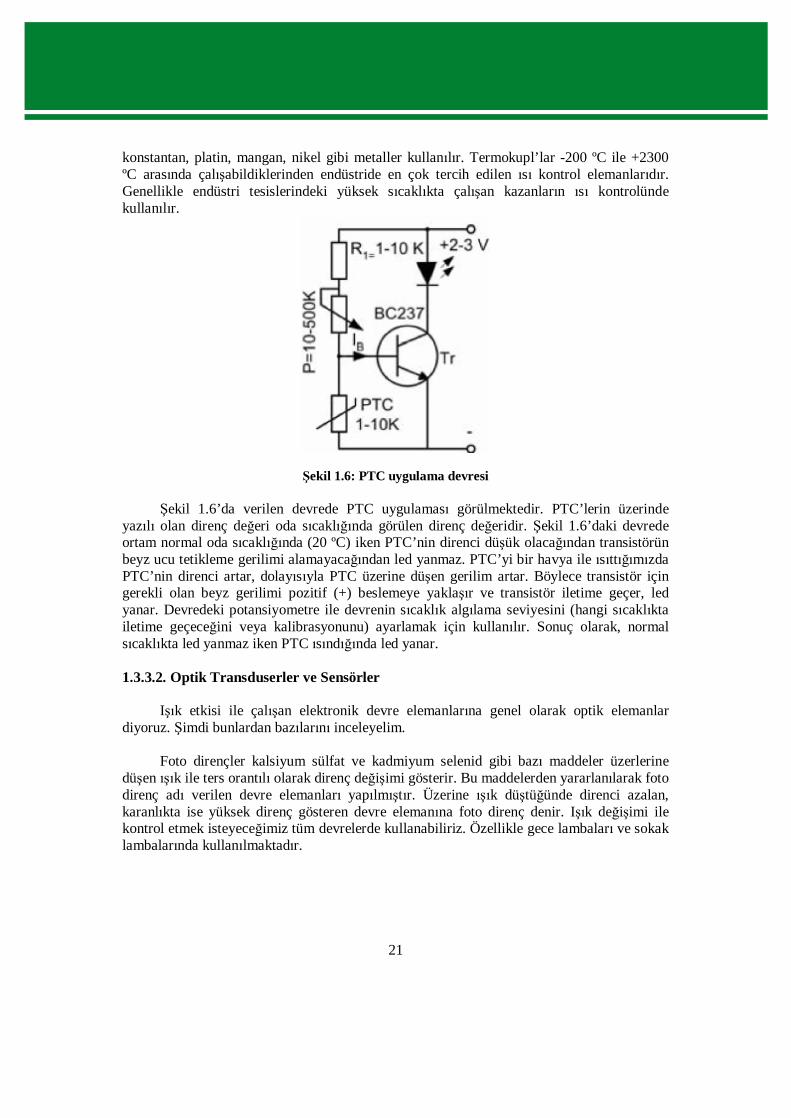
Şekil 1.6: PTC uygulama devresi Şekil 1.6’da verilen devrede PTC uygulaması görülmektedir. PTC’lerin üzerinde
yazılı olan direnç değeri oda sıcaklığında görülen direnç değeridir. Şekil 1.6’daki devrede ortam normal oda sıcaklığında (20 ºC) iken PTC’nin direnci düşük olacağından transistörün beyz ucu tetikleme gerilimi alamayacağından led yanmaz. PTC’yi bir havya ile ısıttığımızda PTC’nin direnci artar, dolayısıyla PTC üzerine düşen gerilim artar. Böylece transistör için gerekli olan beyz gerilimi pozitif (+) beslemeye yaklaşır ve transistör iletime geçer, led yanar. Devredeki potansiyometre ile devrenin sıcaklık algılama seviyesini (hangi sıcaklıkta iletime geçeceğini veya kalibrasyonunu) ayarlamak için kullanılır. Sonuç olarak, normal sıcaklıkta led yanmaz iken PTC ısındığında led yanar.
1.3.3.2. Optik Transduserler ve Sensörler
Işık etkisi ile çalışan elektronik devre elemanlarına genel olarak optik elemanlar
diyoruz. Şimdi bunlardan bazılarını inceleyelim. Foto dirençler kalsiyum sülfat ve kadmiyum selenid gibi bazı maddeler üzerlerine
düşen ışık ile ters orantılı olarak direnç değişimi gösterir. Bu maddelerden yararlanılarak foto direnç adı verilen devre elemanları yapılmıştır. Üzerine ışık düştüğünde direnci azalan, karanlıkta ise yüksek direnç gösteren devre elemanına foto direnç denir. Işık değişimi ile kontrol etmek isteyeceğimiz tüm devrelerde kullanabiliriz. Özellikle gece lambaları ve sokak lambalarında kullanılmaktadır.

22
Resim 1.12: Foto direnç ve sembolü Foto diyotlar ise ışık etkisi ile ters yönde iletken olan diyotlardır. Ters polarma altında
kullanılır. Doğru polarmada normal diyotlar gibi çalışır, ters polarmada ise N ve P maddelerinin birleşim yüzeyine ışık düşene kadar yalıtkandır. Birleşim yüzeyine ışık düştüğünde ise birleşim yüzeyindeki elektron ve oyuklar açığa çıkar ve bu şekilde foto diyot üzerinden akım geçer. Bu akımın boyutu yaklaşık 20 mikroamper civarındadır. Üzerine ışık düştüğünde katot’tan anota doğru akım geçiren elemanlara foto diyot denir. Foto diyot televizyon veya müzik setlerinin kumanda alıcılarında kullanılır.
Resim 1.13: Çeşitli foto diyotlar ve sembolü İnfraruj (IR Diyot, Kızıl Ötesi Diyot) led, normal led’in birleşim yüzeyine galyum
arsenid maddesi katılmamış hâlidir. İnfrared diyot görünmez (mor ötesi, kızıl ötesi) ışık yayar.
Şekil 1.7: İnfraruj led sembolü
23
İnfraruj led’ler televizyon veya müzik setlerinin kumandalarında, kumandanın gönderdiği frekansı televizyon veya müzik setine iletmek için kullanılır. Televizyon veya müzik setinde ise bu frekansı alan devre elemanına "Foto Diyot" denir. İnfraruj led ile normal ledin sembolleri aynıdır.
Resim 1.14: İnfraruj led kullanılan uzaktan kumandalar 1.3.4. Belirli Endüstriyel Uygulamalar İçin Transduser Tipleri
Bu kadar çok algılayıcı çeşidi varken yapılacak endüstriyel uygulama için uygun
algılayıcının belirlenmesi büyük önem kazanır. Algılayıcı seçimi statik ve dinamik karakteristikler yanında ortam etkileri ve işlevsellik gibi birkaç önemli faktöre de bağlıdır. Algılayıcı seçimi ile ilgili bilgiler aşağıdaki şekilde gösterilmiştir.
Şekil 1.8: Algılayıcı seçiminde göz önünde bulundurulması gereken özellikler
Bunlarla birlikte algılayıcı seçiminde aşağıda belirtilen; ölçüm, veri toplama sistemi, bulunabilirlik ve maliyet şartları da göz önünde bulundurulmalıdır.
24
1.3.4.1. Ölçüm Şartları Ø Ölçümün temel amacı nedir? Ø Ölçülen büyüklük nedir? Ø Ölçüm aralığı nedir? Ø Ölçümün doğruluk seviyesi ne olacaktır? Ø Ölçülen büyüklüğün dinamik karakteristiği nedir? Ø Ölçüm sırasında ölçüm aralığının aşılması ne ölçüde olacaktır? Ø Ölçülen büyüklük bir akışkan ise fiziksel ve kimyasal özellikleri nedir? Ø Transduser nereye ve nasıl monte edilecektir? Ø Transduserin maruz kalacağı çevresel etkiler nelerdir?
1.3.4.2. Veri Toplama Sistemi Şartları Ø Veri toplama sistemi analog mu yoksa dijital mi? Ø Veri toplama sisteminin sinyal koşullama, çoğullaştırma, analog-dijital çevirme
özelliği. Ø Transfer öncesi tampon bellek (buffering) özellikleri. Ø Veri kaydı ve işleme özellikleri Ø Veri toplama sisteminin doğruluk, frekans cevabı özellikleri
1.3.4.3. Bulunabilirlik Şartları Ø Tüm istekleri yerine getiren transduser piyasadan bulunabiliyor mu? Aksi
takdirde var olan bir transdusere küçük değişiklikler yapmak yeterli olacak mı? Ø Yeni bir tasarım yapmak mı gerekecek? Ø Bu işi üstlenebilecek üreticiler kimlerdir? Ø Transduser zamanında teslim edilebilecek mi?
1.3.4.4. Maliyet Faktörleri
Ø Önerilen transduserin maliyeti göstereceği fonksiyon ile orantılı mı? Ø Seçilen transduserin sebep olacağı test, periyodik kalibrasyon, kurulum gibi
ekstra masraflar nelerdir? Ø Veri toplama sisteminde yapılması gerekecek olan düzenlemeler nelerdir?
Bu incelemeler sonunda seçilecek olan transduserler endüstriyel uygulamaların çeşitli
safhalarında, bir işin otomatik olarak yapılması gereken yerlerde yaygın olarak kullanılmaktadır. Bunlardan bazılarını inceleyelim.
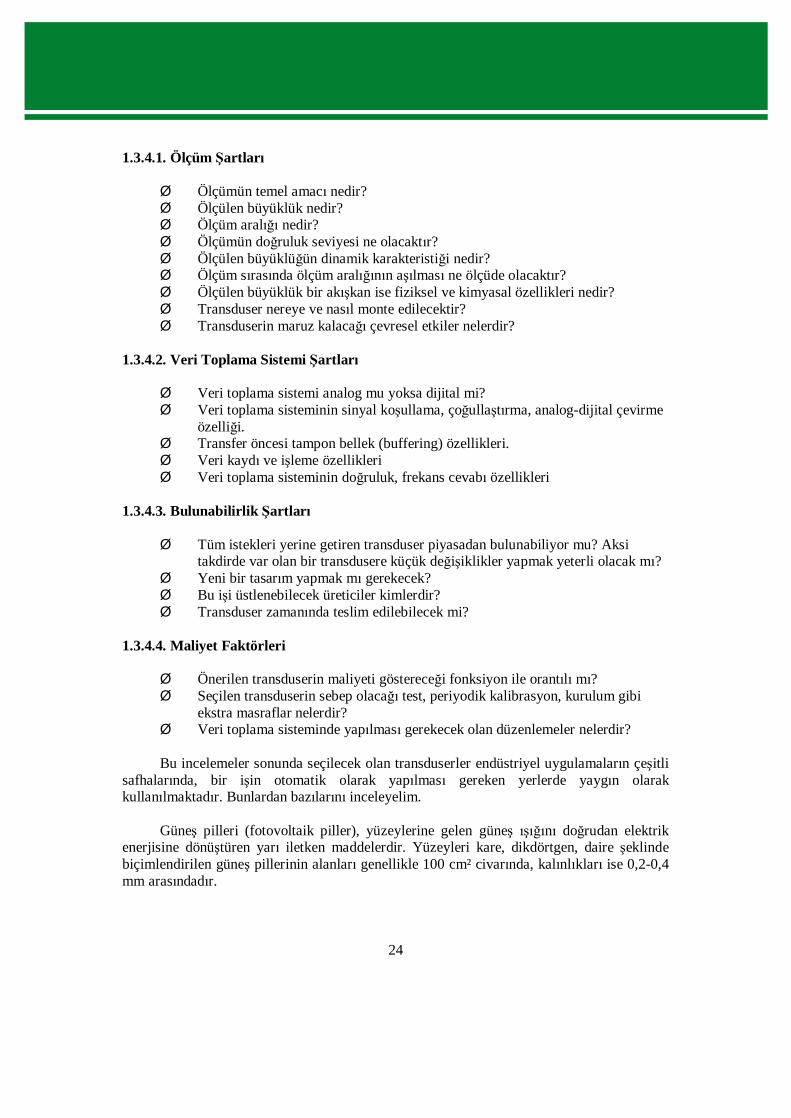
Güneş pilleri (fotovoltaik piller), yüzeylerine gelen güneş ışığını doğrudan elektrik
enerjisine dönüştüren yarı iletken maddelerdir. Yüzeyleri kare, dikdörtgen, daire şeklinde biçimlendirilen güneş pillerinin alanları genellikle 100 cm² civarında, kalınlıkları ise 0,2-0,4 mm arasındadır.
25
Resim 1.15: Güneş pili ve sembolleri
Güneş pilleri transistörler, doğrultucu diyotlar gibi yarıiletken maddelerden
yapılmaktadır. Yarıiletken özellik gösteren birçok madde arasından güneş pili yapmak için en elverişli olanlar, silisyum, galyum arsenit, kadmiyum tellür gibi maddelerdir. Bu maddeler güneş pilleri için özel olarak hazırlandıktan sonra PN eklemine güneş enerjisi geldiğinde fotonlardaki elektron yükü PN maddeleri arasında bir potansiyel fark yani gerilim oluşturur. Bu gerilim 0,15-0,5 volt civarındadır.
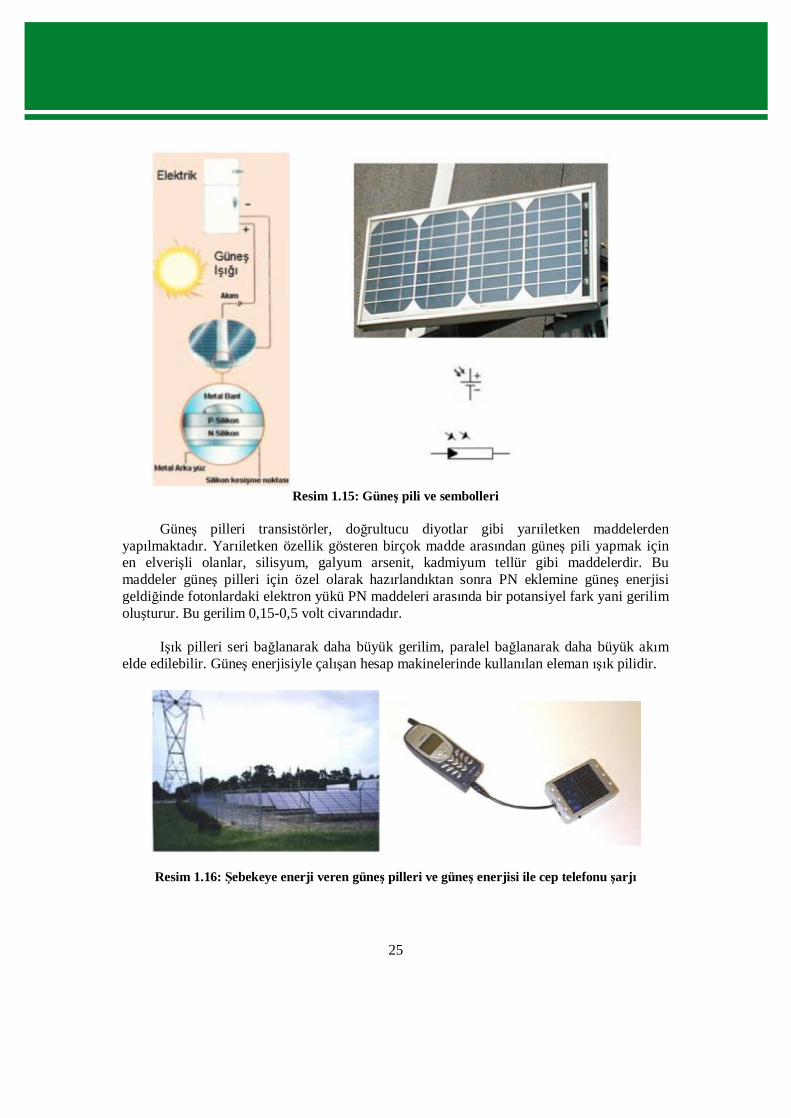
Işık pilleri seri bağlanarak daha büyük gerilim, paralel bağlanarak daha büyük akım
elde edilebilir. Güneş enerjisiyle çalışan hesap makinelerinde kullanılan eleman ışık pilidir.
Resim 1.16: Şebekeye enerji veren güneş pilleri ve güneş enerjisi ile cep telefonu şarjı
26
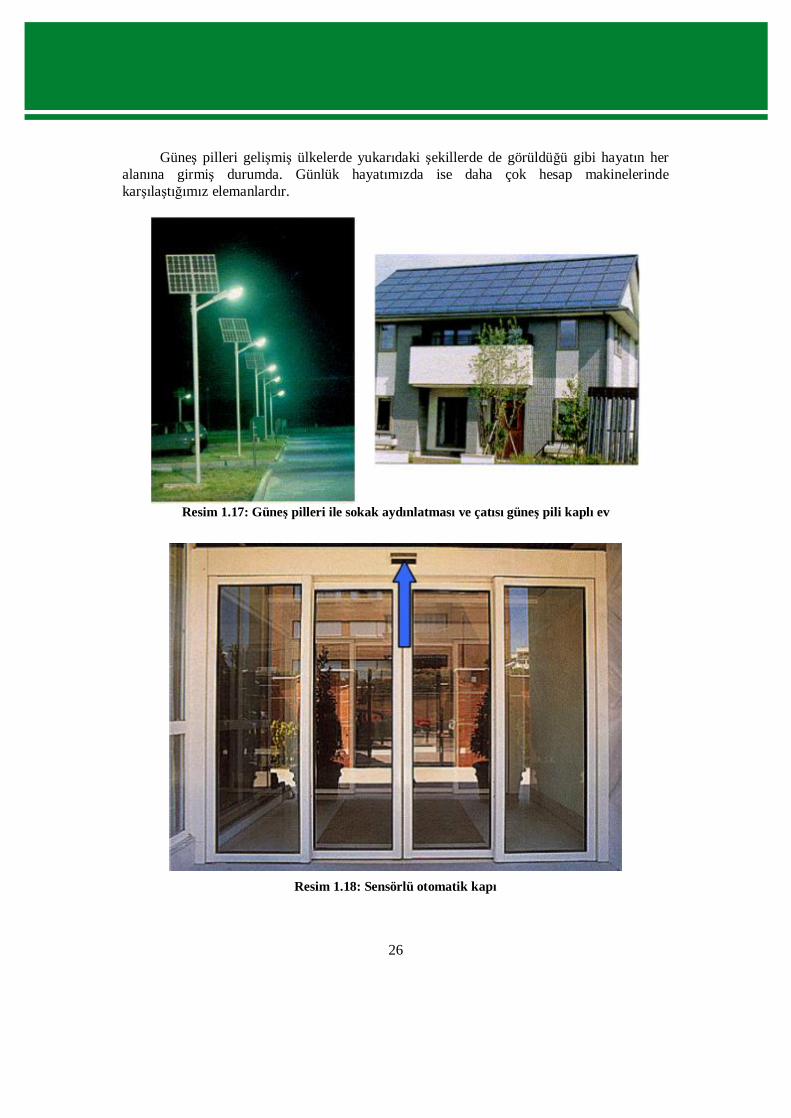
Güneş pilleri gelişmiş ülkelerde yukarıdaki şekillerde de görüldüğü gibi hayatın her alanına girmiş durumda. Günlük hayatımızda ise daha çok hesap makinelerinde karşılaştığımız elemanlardır.
Resim 1.17: Güneş pilleri ile sokak aydınlatması ve çatısı güneş pili kaplı ev
Resim 1.18: Sensörlü otomatik kapı
27
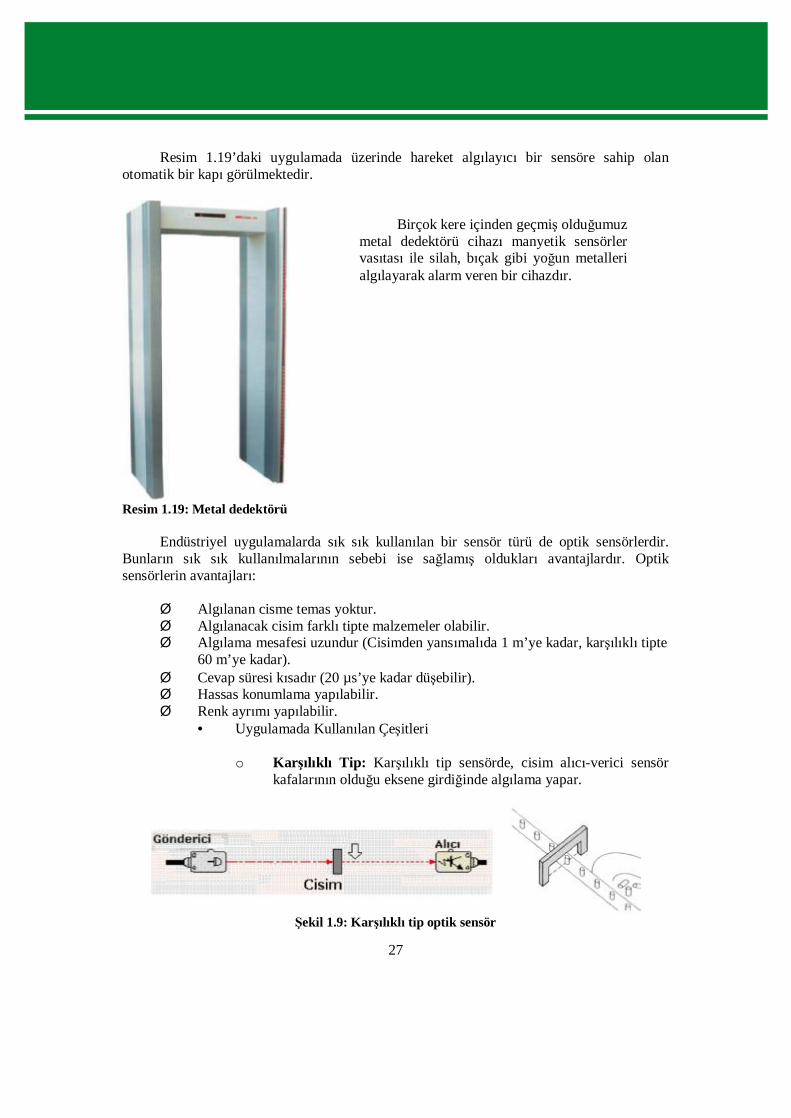
Resim 1.19’daki uygulamada üzerinde hareket algılayıcı bir sensöre sahip olan otomatik bir kapı görülmektedir.
Resim 1.19: Metal dedektörü
Endüstriyel uygulamalarda sık sık kullanılan bir sensör türü de optik sensörlerdir.
Bunların sık sık kullanılmalarının sebebi ise sağlamış oldukları avantajlardır. Optik sensörlerin avantajları:
Ø Algılanan cisme temas yoktur. Ø Algılanacak cisim farklı tipte malzemeler olabilir. Ø Algılama mesafesi uzundur (Cisimden yansımalıda 1 m’ye kadar, karşılıklı tipte
60 m’ye kadar). Ø Cevap süresi kısadır (20 µs’ye kadar düşebilir). Ø Hassas konumlama yapılabilir. Ø Renk ayrımı yapılabilir.
• Uygulamada Kullanılan Çeşitleri
o Karşılıklı Tip: Karşılıklı tip sensörde, cisim alıcı-verici sensör kafalarının olduğu eksene girdiğinde algılama yapar.
Şekil 1.9: Karşılıklı tip optik sensör
Birçok kere içinden geçmiş olduğumuz metal dedektörü cihazı manyetik sensörler vasıtası ile silah, bıçak gibi yoğun metalleri algılayarak alarm veren bir cihazdır.
28
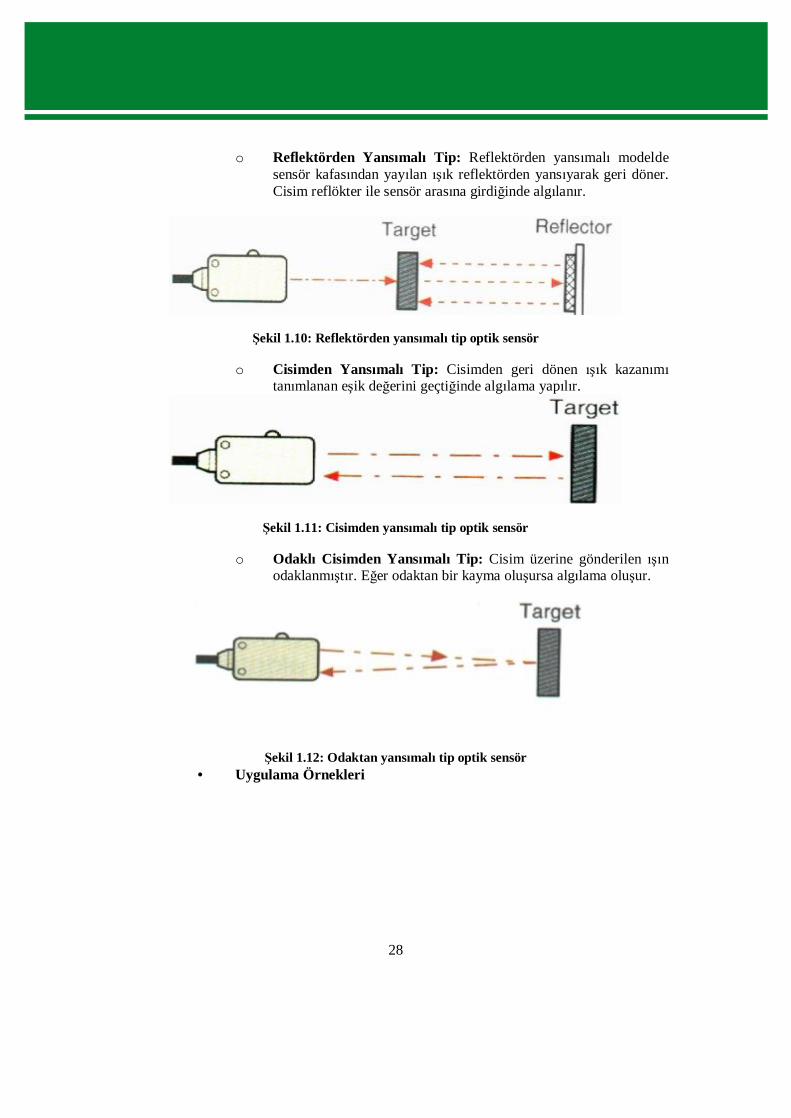
o Reflektörden Yansımalı Tip: Reflektörden yansımalı modelde sensör kafasından yayılan ışık reflektörden yansıyarak geri döner. Cisim reflökter ile sensör arasına girdiğinde algılanır.
Şekil 1.10: Reflektörden yansımalı tip optik sensör
o Cisimden Yansımalı Tip: Cisimden geri dönen ışık kazanımı tanımlanan eşik değerini geçtiğinde algılama yapılır.
Şekil 1.11: Cisimden yansımalı tip optik sensör
o Odaklı Cisimden Yansımalı Tip: Cisim üzerine gönderilen ışın odaklanmıştır. Eğer odaktan bir kayma oluşursa algılama oluşur.
Şekil 1.12: Odaktan yansımalı tip optik sensör • Uygulama Örnekleri
29
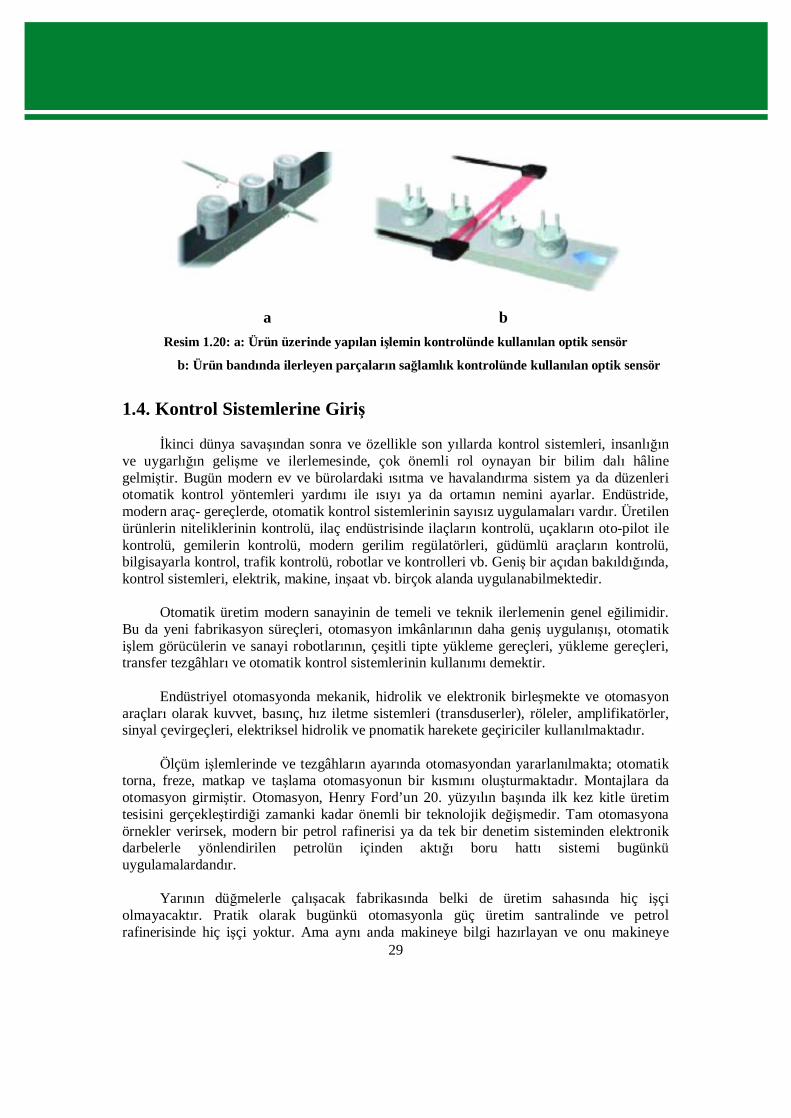
a b
Resim 1.20: a: Ürün üzerinde yapılan işlemin kontrolünde kullanılan optik sensör
b: Ürün bandında ilerleyen parçaların sağlamlık kontrolünde kullanılan optik sensör
1.4. Kontrol Sistemlerine Giriş
İkinci dünya savaşından sonra ve özellikle son yıllarda kontrol sistemleri, insanlığın
ve uygarlığın gelişme ve ilerlemesinde, çok önemli rol oynayan bir bilim dalı hâline gelmiştir. Bugün modern ev ve bürolardaki ısıtma ve havalandırma sistem ya da düzenleri otomatik kontrol yöntemleri yardımı ile ısıyı ya da ortamın nemini ayarlar. Endüstride, modern araç- gereçlerde, otomatik kontrol sistemlerinin sayısız uygulamaları vardır. Üretilen ürünlerin niteliklerinin kontrolü, ilaç endüstrisinde ilaçların kontrolü, uçakların oto-pilot ile kontrolü, gemilerin kontrolü, modern gerilim regülatörleri, güdümlü araçların kontrolü, bilgisayarla kontrol, trafik kontrolü, robotlar ve kontrolleri vb. Geniş bir açıdan bakıldığında, kontrol sistemleri, elektrik, makine, inşaat vb. birçok alanda uygulanabilmektedir.
Otomatik üretim modern sanayinin de temeli ve teknik ilerlemenin genel eğilimidir.
Bu da yeni fabrikasyon süreçleri, otomasyon imkânlarının daha geniş uygulanışı, otomatik işlem görücülerin ve sanayi robotlarının, çeşitli tipte yükleme gereçleri, yükleme gereçleri, transfer tezgâhları ve otomatik kontrol sistemlerinin kullanımı demektir.
Endüstriyel otomasyonda mekanik, hidrolik ve elektronik birleşmekte ve otomasyon
araçları olarak kuvvet, basınç, hız iletme sistemleri (transduserler), röleler, amplifikatörler, sinyal çevirgeçleri, elektriksel hidrolik ve pnomatik harekete geçiriciler kullanılmaktadır.
Ölçüm işlemlerinde ve tezgâhların ayarında otomasyondan yararlanılmakta; otomatik
torna, freze, matkap ve taşlama otomasyonun bir kısmını oluşturmaktadır. Montajlara da otomasyon girmiştir. Otomasyon, Henry Ford’un 20. yüzyılın başında ilk kez kitle üretim tesisini gerçekleştirdiği zamanki kadar önemli bir teknolojik değişmedir. Tam otomasyona örnekler verirsek, modern bir petrol rafinerisi ya da tek bir denetim sisteminden elektronik darbelerle yönlendirilen petrolün içinden aktığı boru hattı sistemi bugünkü uygulamalardandır.
Yarının düğmelerle çalışacak fabrikasında belki de üretim sahasında hiç işçi
olmayacaktır. Pratik olarak bugünkü otomasyonla güç üretim santralinde ve petrol rafinerisinde hiç işçi yoktur. Ama aynı anda makineye bilgi hazırlayan ve onu makineye
30
veren programcılar, makine yapımcıları, makine yerleştiricileri, onarımcılar vb. gibi yüksek beceri isteyen işlerde çalışan inanılmaz çoklukta insan vardır. Ayrıca makinenin tasarımcıları, çizimcileri, sistem mühendisleri, matematikçiler ya da mantıkçılar gibi büyük sayıda eğitilmiş insan gereklidir.
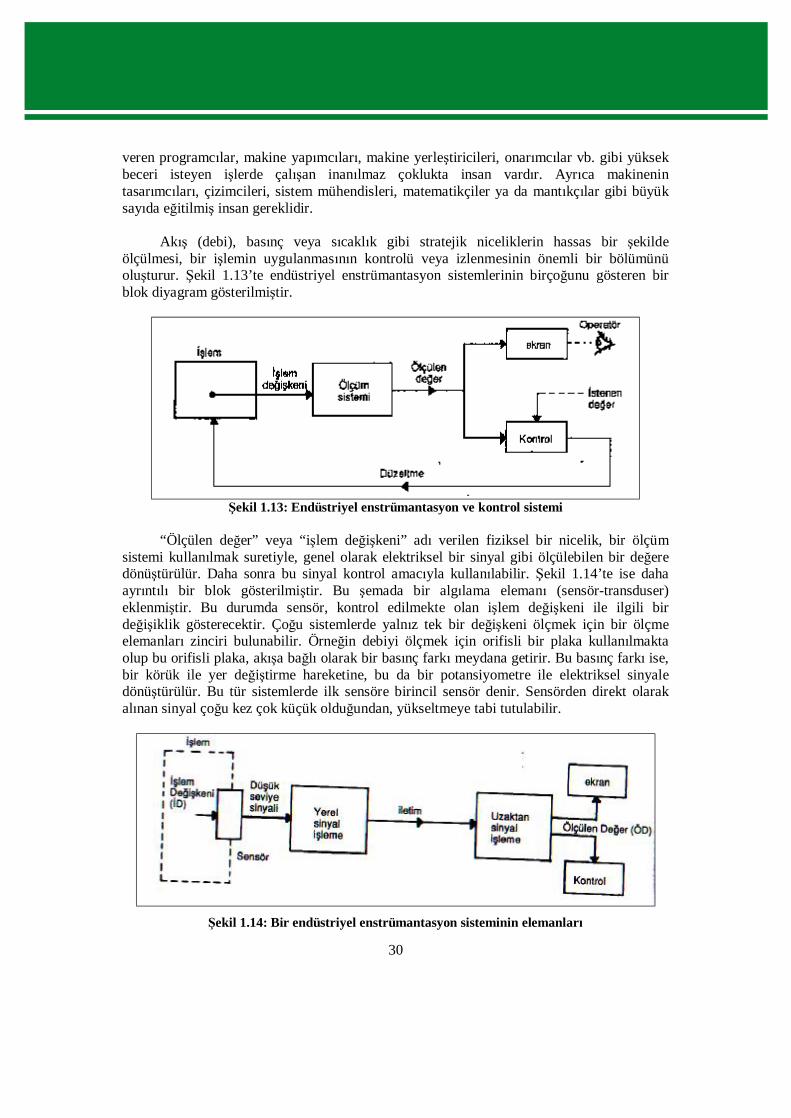
Akış (debi), basınç veya sıcaklık gibi stratejik niceliklerin hassas bir şekilde
ölçülmesi, bir işlemin uygulanmasının kontrolü veya izlenmesinin önemli bir bölümünü oluşturur. Şekil 1.13’te endüstriyel enstrümantasyon sistemlerinin birçoğunu gösteren bir blok diyagram gösterilmiştir.
Şekil 1.13: Endüstriyel enstrümantasyon ve kontrol sistemi
“Ölçülen değer” veya “işlem değişkeni” adı verilen fiziksel bir nicelik, bir ölçüm
sistemi kullanılmak suretiyle, genel olarak elektriksel bir sinyal gibi ölçülebilen bir değere dönüştürülür. Daha sonra bu sinyal kontrol amacıyla kullanılabilir. Şekil 1.14’te ise daha ayrıntılı bir blok gösterilmiştir. Bu şemada bir algılama elemanı (sensör-transduser) eklenmiştir. Bu durumda sensör, kontrol edilmekte olan işlem değişkeni ile ilgili bir değişiklik gösterecektir. Çoğu sistemlerde yalnız tek bir değişkeni ölçmek için bir ölçme elemanları zinciri bulunabilir. Örneğin debiyi ölçmek için orifisli bir plaka kullanılmakta olup bu orifisli plaka, akışa bağlı olarak bir basınç farkı meydana getirir. Bu basınç farkı ise, bir körük ile yer değiştirme hareketine, bu da bir potansiyometre ile elektriksel sinyale dönüştürülür. Bu tür sistemlerde ilk sensöre birincil sensör denir. Sensörden direkt olarak alınan sinyal çoğu kez çok küçük olduğundan, yükseltmeye tabi tutulabilir.
Şekil 1.14: Bir endüstriyel enstrümantasyon sisteminin elemanları
31
1.4.1. Kontrol Sistemlerinin Temel Elemanları
1.4.1.1. Sistem Bir bütünü oluşturan, birbiri ile bağlı olan ya da belli bir işlev için bir araya getirilmiş
olan elemanların düzenine ya da kümesine sistem denir.
1.4.1.2. Kontrol Sistemi Kontrol ayarlayan, düzenleyen, yöneten, kumanda eden anlamlarındadır. Kontrol
sistemi ise kendisini ya da başka bir sistemi, düzenlemek, kumanda etmek ya da yönetmek üzere uygun bir biçimde bağlanmış fiziksel elemanlar kümesidir. Kontrol sistemlerinde kontrol edilen düzenin bazen bir, bazen de birden çok giriş ve bu girişlerle ilgili bir veya birçok çıkışı olabilmektedir.
1.4.1.3. Giriş
Sistemi ya da kontrol edilecek düzeni, kontrol etme amacı ile uygulanan işarettir.
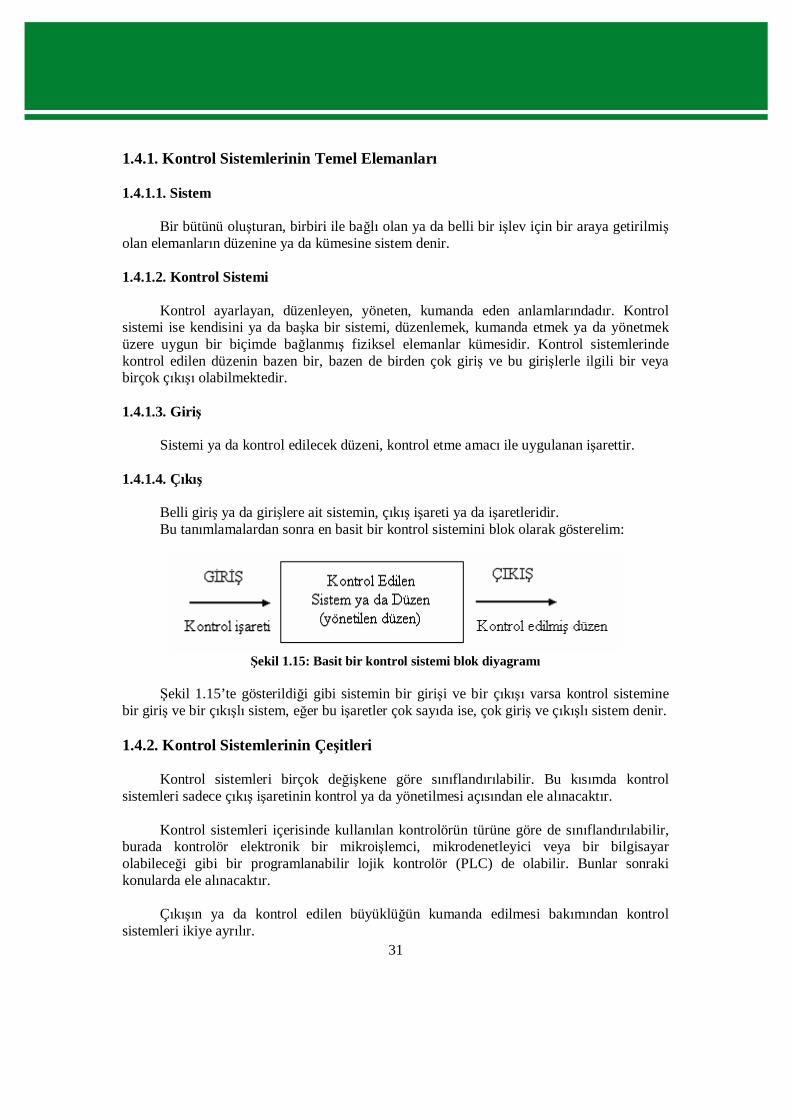
1.4.1.4. Çıkış Belli giriş ya da girişlere ait sistemin, çıkış işareti ya da işaretleridir. Bu tanımlamalardan sonra en basit bir kontrol sistemini blok olarak gösterelim:
Şekil 1.15: Basit bir kontrol sistemi blok diyagramı
Şekil 1.15’te gösterildiği gibi sistemin bir girişi ve bir çıkışı varsa kontrol sistemine
bir giriş ve bir çıkışlı sistem, eğer bu işaretler çok sayıda ise, çok giriş ve çıkışlı sistem denir.
1.4.2. Kontrol Sistemlerinin Çeşitleri Kontrol sistemleri birçok değişkene göre sınıflandırılabilir. Bu kısımda kontrol
sistemleri sadece çıkış işaretinin kontrol ya da yönetilmesi açısından ele alınacaktır. Kontrol sistemleri içerisinde kullanılan kontrolörün türüne göre de sınıflandırılabilir,
burada kontrolör elektronik bir mikroişlemci, mikrodenetleyici veya bir bilgisayar olabileceği gibi bir programlanabilir lojik kontrolör (PLC) de olabilir. Bunlar sonraki konularda ele alınacaktır.
Çıkışın ya da kontrol edilen büyüklüğün kumanda edilmesi bakımından kontrol
sistemleri ikiye ayrılır.
32
Ø Açık çevrim (open-loop) kontrol sistemleri Ø Kapalı çevrim (closed-loop) kontrol sistemleri
1.4.2.1. Açık Çevrim (Open-Loop) Kontrol Sistemleri Girişindeki kumanda ya da kontrol işareti çıkıştan (kontrol edilen büyüklükten)
bağımsız olan bir kontrol sistemidir. Fakat açık çevrim kontrol sistemlerinde çıkış, giriş işaretinin bir fonksiyonudur.
1.4.2.2. Kapalı Çevrim (Closed-Loop) Kontrol Sistemleri
Girişindeki kumanda ya da kontrol işareti çıkış işaretine, çıkış işaretinden üretilen bir
işaretle bir referans işaret arasındaki farka ya da bunların toplamına bağlı olan bir kontrol sistemidir. Bu sisteme geri beslemeli kontrol sistemi de denir.
Şimdi iki tür kontrol sistemini birer örnekle inceleyelim :
Şekil 1.16: Trafik lambası
Yollarda trafik kontrolü yapan ışıkları düşünelim. Bunlar, bir zaman ayarlayıcı ile
çalışır. Belirlenen bir süre kırmızı yanar ve trafiği durdurur, diğer belli bir zamanda yeşil yanar ve trafiği açar. Böyle bir kontrol sistemi trafiği iyi düzenleyemez, kontrol edemez. Trafik olmasa veya çok yoğun olsa da ışıklar aynı süre yanıp söner, burada kontrol sistemine giriş kırmızı ve yeşil yanma süreleri, çıkış ise trafik yoğunluğudur.
Kontrol sisteminin girişi ya da kumanda işareti; örneğin lambanın yeşil yanma süresi
olarak alınırsa çıkış büyüklüğü olan trafik yoğunluğu, yeşil yanma süresini, yani girişi etkilemez. Buradan anlaşılmalıdır ki kumanda işareti olan yeşil yanma süresi çıkışı oluşturan trafik yoğunluğundan bağımsızdır. O halde bu sistem bir açık çevrim kontrol sistemidir. Eğer bu sistemde çıkış büyüklüğü olan trafik yoğunluğu ölçülür ve bir referansla karşılaştırılarak aradaki farka göre yeşil ışığın yanma süresi ayarlanırsa böyle bir sistem kapalı çevrim kontrol sistemi olur.
Açık çevrim kontrol sistemine diğer bir örnek vermek amacı ile hızı bir tristör köprüsü
ile kontrol edilen bir motoru düşünelim. Motoru değişken hızlarda çalıştırabilmek için tristörlerin gate işaretleri ayarlanarak motorun rotoruna uygulanan gerilim değiştirilir. Burada kontrol işareti tristörün gate’ine uygulanan gerilim, çıkış ise motorun hızıdır. Şimdi varsayalım motor yüklenmiş ve hızı azaltılmıştır. Hızın sabit tutulması isteniyorsa motora uygulanan giriş gerilimi arttırılmalıdır. Başka bir deyimle kontrol işaretini büyütmek gerekir. Oysa sistemin giriş gerilimi, çıkış büyüklüğü olan hızın azalmasından bağımsızdır. Bu da bu sistemin açık çevrim kontrol sistemi olduğunu gösterir.
33
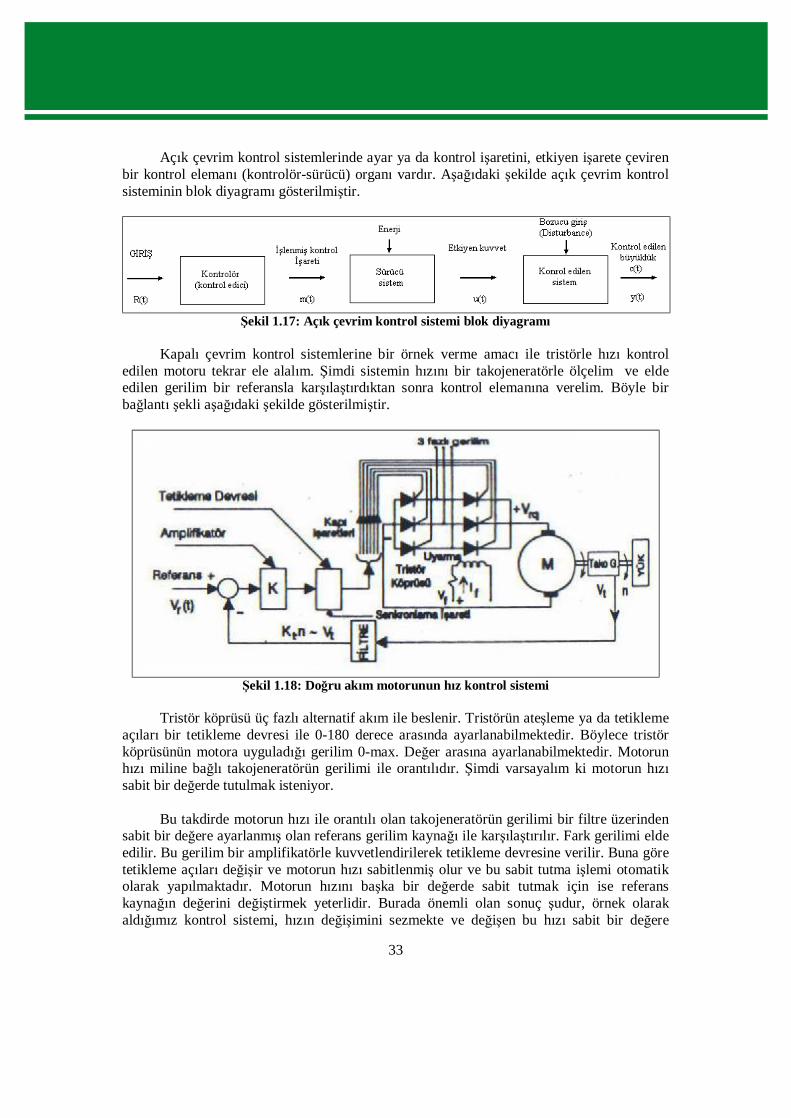
Açık çevrim kontrol sistemlerinde ayar ya da kontrol işaretini, etkiyen işarete çeviren bir kontrol elemanı (kontrolör-sürücü) organı vardır. Aşağıdaki şekilde açık çevrim kontrol sisteminin blok diyagramı gösterilmiştir.
Şekil 1.17: Açık çevrim kontrol sistemi blok diyagramı
Kapalı çevrim kontrol sistemlerine bir örnek verme amacı ile tristörle hızı kontrol
edilen motoru tekrar ele alalım. Şimdi sistemin hızını bir takojeneratörle ölçelim ve elde edilen gerilim bir referansla karşılaştırdıktan sonra kontrol elemanına verelim. Böyle bir bağlantı şekli aşağıdaki şekilde gösterilmiştir.
Şekil 1.18: Doğru akım motorunun hız kontrol sistemi
Tristör köprüsü üç fazlı alternatif akım ile beslenir. Tristörün ateşleme ya da tetikleme
açıları bir tetikleme devresi ile 0-180 derece arasında ayarlanabilmektedir. Böylece tristör köprüsünün motora uyguladığı gerilim 0-max. Değer arasına ayarlanabilmektedir. Motorun hızı miline bağlı takojeneratörün gerilimi ile orantılıdır. Şimdi varsayalım ki motorun hızı sabit bir değerde tutulmak isteniyor.
Bu takdirde motorun hızı ile orantılı olan takojeneratörün gerilimi bir filtre üzerinden
sabit bir değere ayarlanmış olan referans gerilim kaynağı ile karşılaştırılır. Fark gerilimi elde edilir. Bu gerilim bir amplifikatörle kuvvetlendirilerek tetikleme devresine verilir. Buna göre tetikleme açıları değişir ve motorun hızı sabitlenmiş olur ve bu sabit tutma işlemi otomatik olarak yapılmaktadır. Motorun hızını başka bir değerde sabit tutmak için ise referans kaynağın değerini değiştirmek yeterlidir. Burada önemli olan sonuç şudur, örnek olarak aldığımız kontrol sistemi, hızın değişimini sezmekte ve değişen bu hızı sabit bir değere
34
getirmek için kontrol ve kumanda işareti üretmektedir. Örneğimizde motorun dönme sayısı çıkışı, referans işareti de girişi oluşturmaktadır.
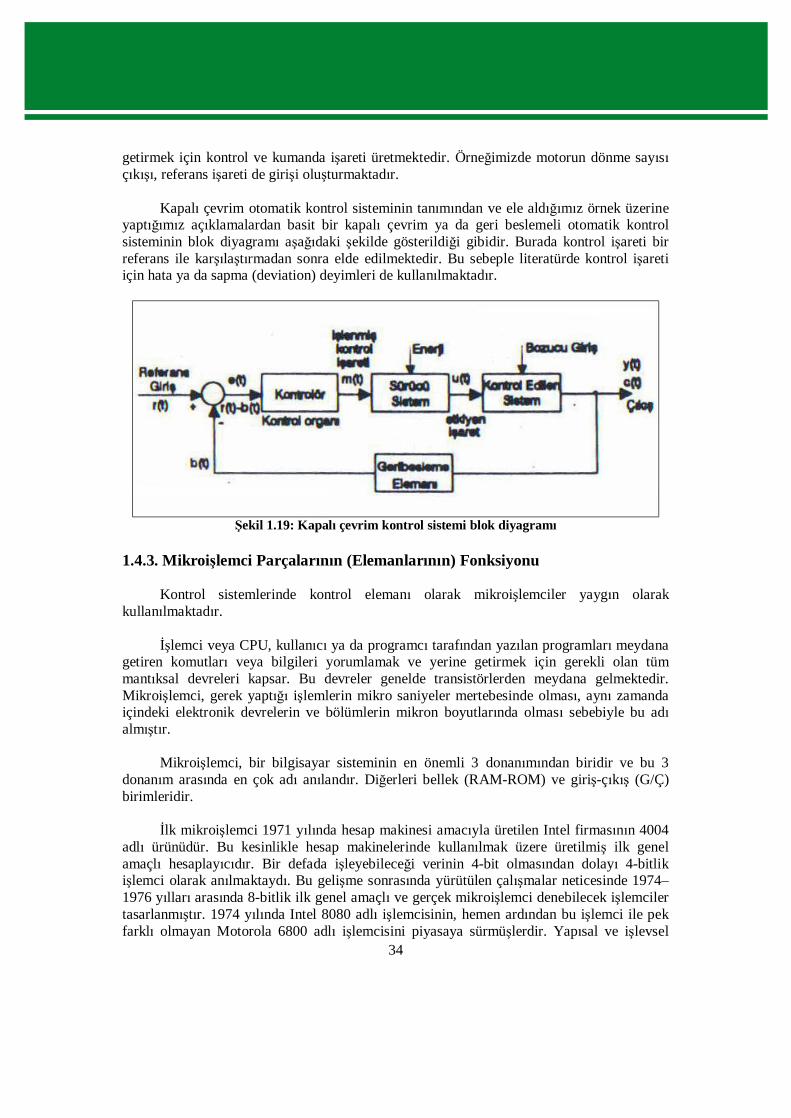
Kapalı çevrim otomatik kontrol sisteminin tanımından ve ele aldığımız örnek üzerine
yaptığımız açıklamalardan basit bir kapalı çevrim ya da geri beslemeli otomatik kontrol sisteminin blok diyagramı aşağıdaki şekilde gösterildiği gibidir. Burada kontrol işareti bir referans ile karşılaştırmadan sonra elde edilmektedir. Bu sebeple literatürde kontrol işareti için hata ya da sapma (deviation) deyimleri de kullanılmaktadır.
Şekil 1.19: Kapalı çevrim kontrol sistemi blok diyagramı
1.4.3. Mikroişlemci Parçalarının (Elemanlarının) Fonksiyonu
Kontrol sistemlerinde kontrol elemanı olarak mikroişlemciler yaygın olarak
kullanılmaktadır. İşlemci veya CPU, kullanıcı ya da programcı tarafından yazılan programları meydana
getiren komutları veya bilgileri yorumlamak ve yerine getirmek için gerekli olan tüm mantıksal devreleri kapsar. Bu devreler genelde transistörlerden meydana gelmektedir. Mikroişlemci, gerek yaptığı işlemlerin mikro saniyeler mertebesinde olması, aynı zamanda içindeki elektronik devrelerin ve bölümlerin mikron boyutlarında olması sebebiyle bu adı almıştır.
Mikroişlemci, bir bilgisayar sisteminin en önemli 3 donanımından biridir ve bu 3
donanım arasında en çok adı anılandır. Diğerleri bellek (RAM-ROM) ve giriş-çıkış (G/Ç) birimleridir.
İlk mikroişlemci 1971 yılında hesap makinesi amacıyla üretilen Intel firmasının 4004
adlı ürünüdür. Bu kesinlikle hesap makinelerinde kullanılmak üzere üretilmiş ilk genel amaçlı hesaplayıcıdır. Bir defada işleyebileceği verinin 4-bit olmasından dolayı 4-bitlik işlemci olarak anılmaktaydı. Bu gelişme sonrasında yürütülen çalışmalar neticesinde 1974–1976 yılları arasında 8-bitlik ilk genel amaçlı ve gerçek mikroişlemci denebilecek işlemciler tasarlanmıştır. 1974 yılında Intel 8080 adlı işlemcisinin, hemen ardından bu işlemci ile pek farklı olmayan Motorola 6800 adlı işlemcisini piyasaya sürmüşlerdir. Yapısal ve işlevsel
35
olarak birbirinden pek farkı olmayan, sadece komut kümelerinde ve işlevlerinde küçük farklılıklar olan iki işlemci daha piyasaya sürülmüştür. Bunlar, MOS Technology firması tarafından üretilen 6502 ve Zilog firması tarafından üretilen Z–80 işlemcileridir. Günümüz işlemcileri bu işlemcilerin mimarilerine dayalı olarak, bazı özellikleri (kaydedici sayısı, kaydedici büyüklüğü, veri yolu genişliği, adres yolu genişliği, adresleme kapasitesi gibi.) geliştirilerek performans ve hız bakımından daha verimli olacak şekillerde üretilmektedir.
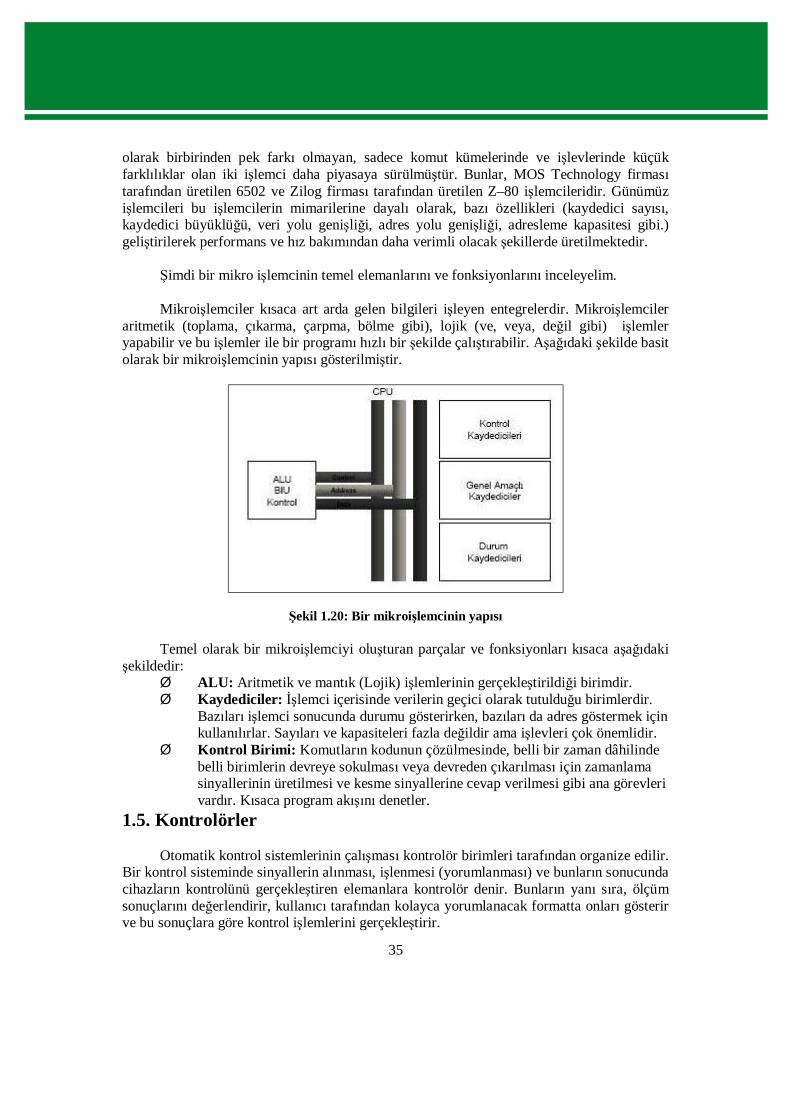
Şimdi bir mikro işlemcinin temel elemanlarını ve fonksiyonlarını inceleyelim. Mikroişlemciler kısaca art arda gelen bilgileri işleyen entegrelerdir. Mikroişlemciler
aritmetik (toplama, çıkarma, çarpma, bölme gibi), lojik (ve, veya, değil gibi) işlemler yapabilir ve bu işlemler ile bir programı hızlı bir şekilde çalıştırabilir. Aşağıdaki şekilde basit olarak bir mikroişlemcinin yapısı gösterilmiştir.
Şekil 1.20: Bir mikroişlemcinin yapısı Temel olarak bir mikroişlemciyi oluşturan parçalar ve fonksiyonları kısaca aşağıdaki
şekildedir: Ø ALU: Aritmetik ve mantık (Lojik) işlemlerinin gerçekleştirildiği birimdir. Ø Kaydediciler: İşlemci içerisinde verilerin geçici olarak tutulduğu birimlerdir.
Bazıları işlemci sonucunda durumu gösterirken, bazıları da adres göstermek için kullanılırlar. Sayıları ve kapasiteleri fazla değildir ama işlevleri çok önemlidir.
Ø Kontrol Birimi: Komutların kodunun çözülmesinde, belli bir zaman dâhilinde belli birimlerin devreye sokulması veya devreden çıkarılması için zamanlama sinyallerinin üretilmesi ve kesme sinyallerine cevap verilmesi gibi ana görevleri vardır. Kısaca program akışını denetler.
1.5. Kontrolörler Otomatik kontrol sistemlerinin çalışması kontrolör birimleri tarafından organize edilir.
Bir kontrol sisteminde sinyallerin alınması, işlenmesi (yorumlanması) ve bunların sonucunda cihazların kontrolünü gerçekleştiren elemanlara kontrolör denir. Bunların yanı sıra, ölçüm sonuçlarını değerlendirir, kullanıcı tarafından kolayca yorumlanacak formatta onları gösterir ve bu sonuçlara göre kontrol işlemlerini gerçekleştirir.
36
1960 yılı başlarında, ek devrelere gerek duyulmayan, yüksek verimlilik ve güvenilirliği olan bilgisayarların kullanılmaya başlanmasıyla birlikte endüstriyel üretimde otomasyon sistemi ortaya çıkmıştır. Bu sistemlerle yapılan kontrol işlemlerinde yüksek maliyet, kullanılan yazılımların karmaşıklığı ve gerekli teknik eleman noksanlığı bazı mahzurlar doğurmuştur.
1960 yılı ortalarında bilgisayar teknolojisi ile klasik kumanda devreleri (röle,
kontaktör) karışımı bir programlanabilen kumanda ve buna bağlı olarak programlanabilir kumanda cihazının (PLC) yapım fikri ortaya çıkmıştır.
Otomobil endüstrisinde seri üretim hatlarındaki kontrol sistemleri, her bir yeni model
otomobil için yeni bir kontrol sistemi değişikliği, ilk programlanabilir kumanda tekniği fikrinin ortaya çıkmasına sebep olmuştur. Bu endüstrideki ihtiyaç ile birlikle aynı zamanda PLC’nin kullanımı, tamir ve bakım kolaylıkları gibi özelliklerinin olmasını getirmiştir.
1.5.1. Proses Kontrol Sisteminde Kontrolörlerin Rolü
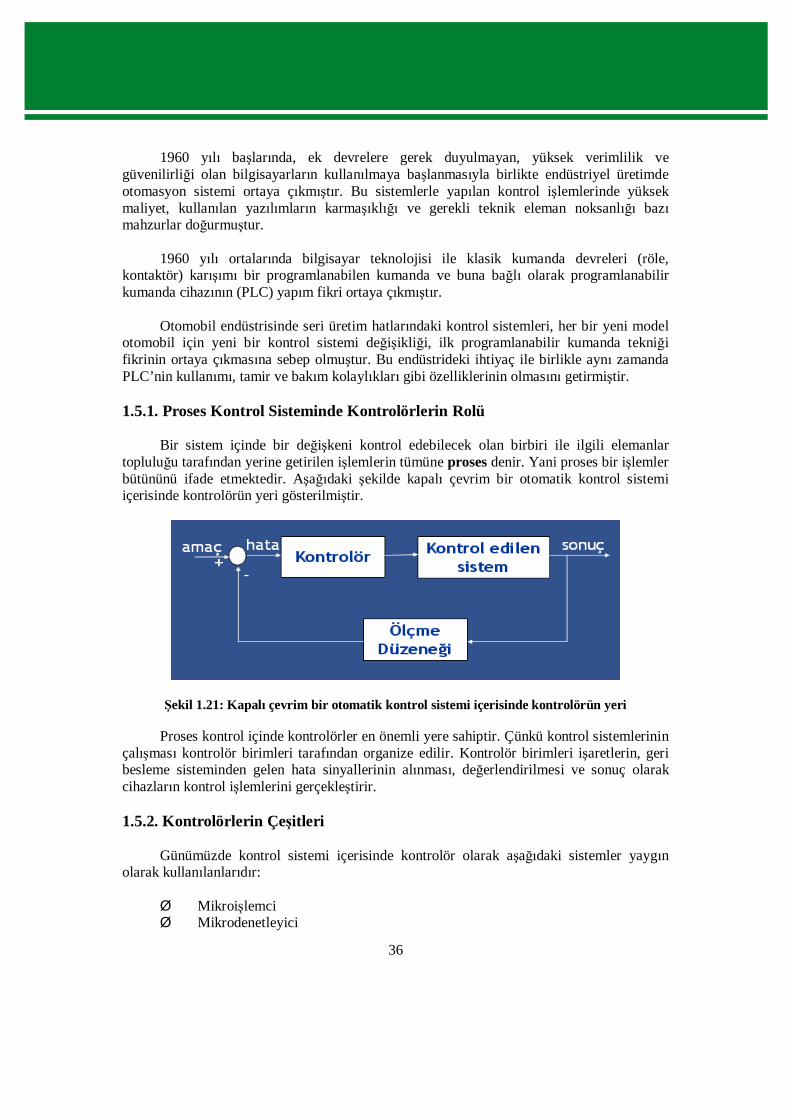
Bir sistem içinde bir değişkeni kontrol edebilecek olan birbiri ile ilgili elemanlar
topluluğu tarafından yerine getirilen işlemlerin tümüne proses denir. Yani proses bir işlemler bütününü ifade etmektedir. Aşağıdaki şekilde kapalı çevrim bir otomatik kontrol sistemi içerisinde kontrolörün yeri gösterilmiştir.
Şekil 1.21: Kapalı çevrim bir otomatik kontrol sistemi içerisinde kontrolörün yeri
Proses kontrol içinde kontrolörler en önemli yere sahiptir. Çünkü kontrol sistemlerinin çalışması kontrolör birimleri tarafından organize edilir. Kontrolör birimleri işaretlerin, geri besleme sisteminden gelen hata sinyallerinin alınması, değerlendirilmesi ve sonuç olarak cihazların kontrol işlemlerini gerçekleştirir.
1.5.2. Kontrolörlerin Çeşitleri
Günümüzde kontrol sistemi içerisinde kontrolör olarak aşağıdaki sistemler yaygın
olarak kullanılanlarıdır: Ø Mikroişlemci Ø Mikrodenetleyici
37
Ø PLC Mikroişlemcilerden bir önceki bölümde bahsetmiştik. Mikroişlemciler, yanına eklenen
osilatör devreleri, bellek ve G/Ç birimleri gibi elemanlarla birlikte bir kontrolör olarak kullanılabilmektedir.
Mikrodenetleyiciler ise günümüzde mikroişlemcilerden çok daha yaygın biçimde
kullanılan kontrolör elemanlarıdır. Çünkü mikrodenetleyici entegre bünyesinde genellikle dahili bir flash (elektriki olarak yazılıp silinebilen) bellek, dâhilî G/Ç birimleri gibi birçok üniteyi barındırmaktadır. Bunun sonucunda da çok daha az eleman kullanarak daha esnek kontrol devreleri yapılabilmektedir.
Programlanabilir lojik kontrolörler (PLC), otomasyon devrelerinde yardımcı röleler,
zaman röleleri, sayıcılar gibi kumanda elemanlarının yerine kullanılan mikroişlemci temelli cihazlardır. Bu cihazlarda zamanlama, sayma, sıralama ve her türlü kombinasyonel ve ardışık lojik işlemler yazılımla gerçekleştirilir. Bu sebeple karmaşık otomasyon problemlerini hızlı ve güvenli bir şekilde çözmek mümkündür. Biz burada endüstriyel kontrol sistemlerinde yaygın olarak kullanılan programlanabilir lojik kontrolörler (PLC) üzerinde inceleme yapacağız.
Resim 1.21: Örnek bir PLC
PLC’nin en büyük üstünlüğü, düşük voltajlarda, bakım maliyetlerinin elektromekanik
röle kontrol sistemlerine göre oldukça ucuz olması, buna ilave olarak birçok üstünlükler sağlamasıdır. Bunlar sırasıyla; basit olması, kullanım kolaylığı, esnek kullanım özelliklerine sahip olması, değişimlerin kolay olması, ekonomik olmalarıdır. Ayrıca PLC’ler için geliştirilmiş olan programlama dilleri, kontaklı (röleli) kumanda devreleri tasarımcılarının kolayca anlayıp uygulayabileceği biçimindedir. Bir kontaklı kumanda devresinden PLC’ye geçmek oldukça kolaydır.
1.5.3. Kontrolör Devrelerinde Kullanılan Semboller
Kontrolör ve kumanda devrelerinde kullanılan semboller 2 tür olabilir, birincisi
kontrolöre (burada PLC üzerinden inceleyeceğiz) giriş ve çıkış bağlantıları yapılırken kullanılan elemanların sembolleri diğeri ise PLC programlanırken kullanılacak programlama ile ilgili sembollerdir. Aşağıda örnek bir sembol tablosu yer almaktadır.
38
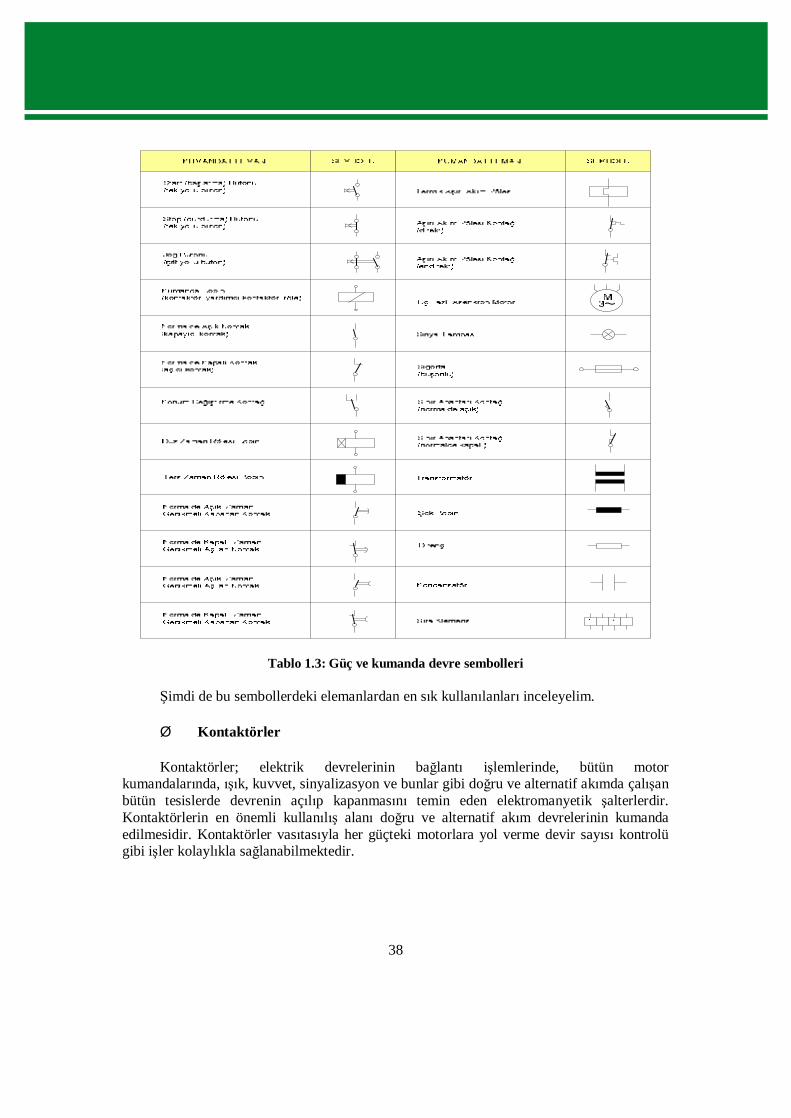
Tablo 1.3: Güç ve kumanda devre sembolleri Şimdi de bu sembollerdeki elemanlardan en sık kullanılanları inceleyelim.
Ø Kontaktörler
Kontaktörler; elektrik devrelerinin bağlantı işlemlerinde, bütün motor kumandalarında, ışık, kuvvet, sinyalizasyon ve bunlar gibi doğru ve alternatif akımda çalışan bütün tesislerde devrenin açılıp kapanmasını temin eden elektromanyetik şalterlerdir. Kontaktörlerin en önemli kullanılış alanı doğru ve alternatif akım devrelerinin kumanda edilmesidir. Kontaktörler vasıtasıyla her güçteki motorlara yol verme devir sayısı kontrolü gibi işler kolaylıkla sağlanabilmektedir.
39
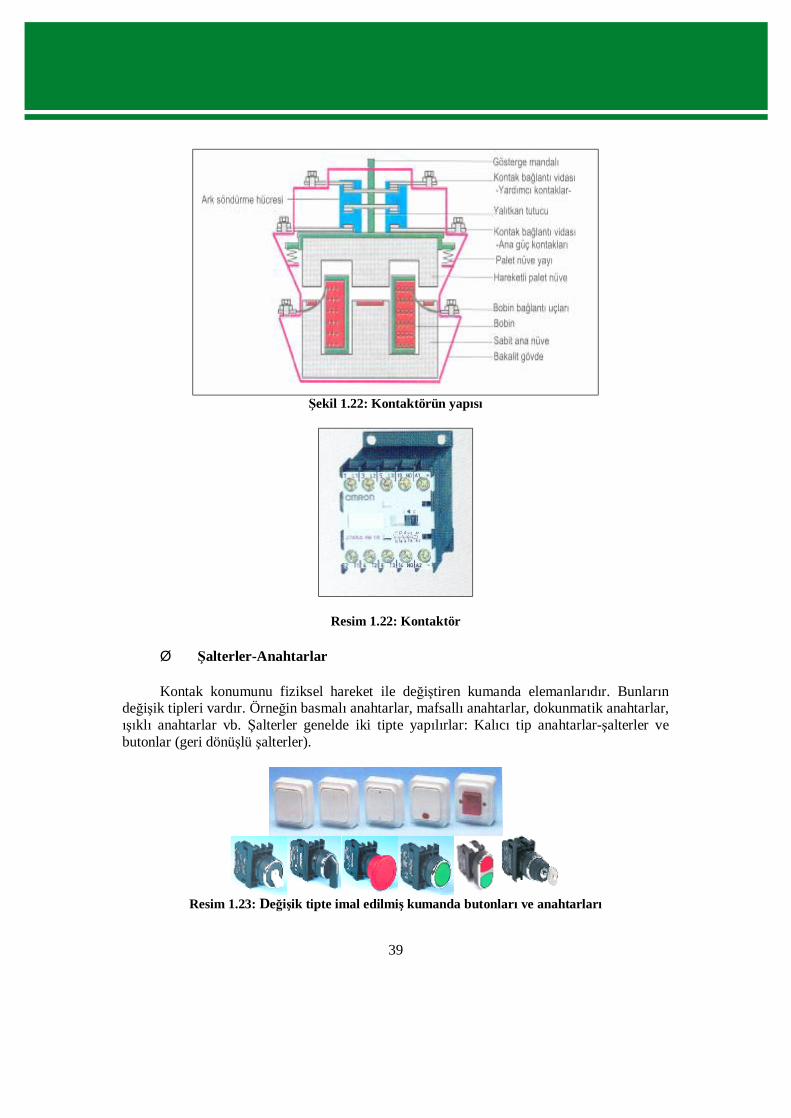
Şekil 1.22: Kontaktörün yapısı
Resim 1.22: Kontaktör
Ø Şalterler-Anahtarlar
Kontak konumunu fiziksel hareket ile değiştiren kumanda elemanlarıdır. Bunların değişik tipleri vardır. Örneğin basmalı anahtarlar, mafsallı anahtarlar, dokunmatik anahtarlar, ışıklı anahtarlar vb. Şalterler genelde iki tipte yapılırlar: Kalıcı tip anahtarlar-şalterler ve butonlar (geri dönüşlü şalterler).
Resim 1.23: Değişik tipte imal edilmiş kumanda butonları ve anahtarları
40
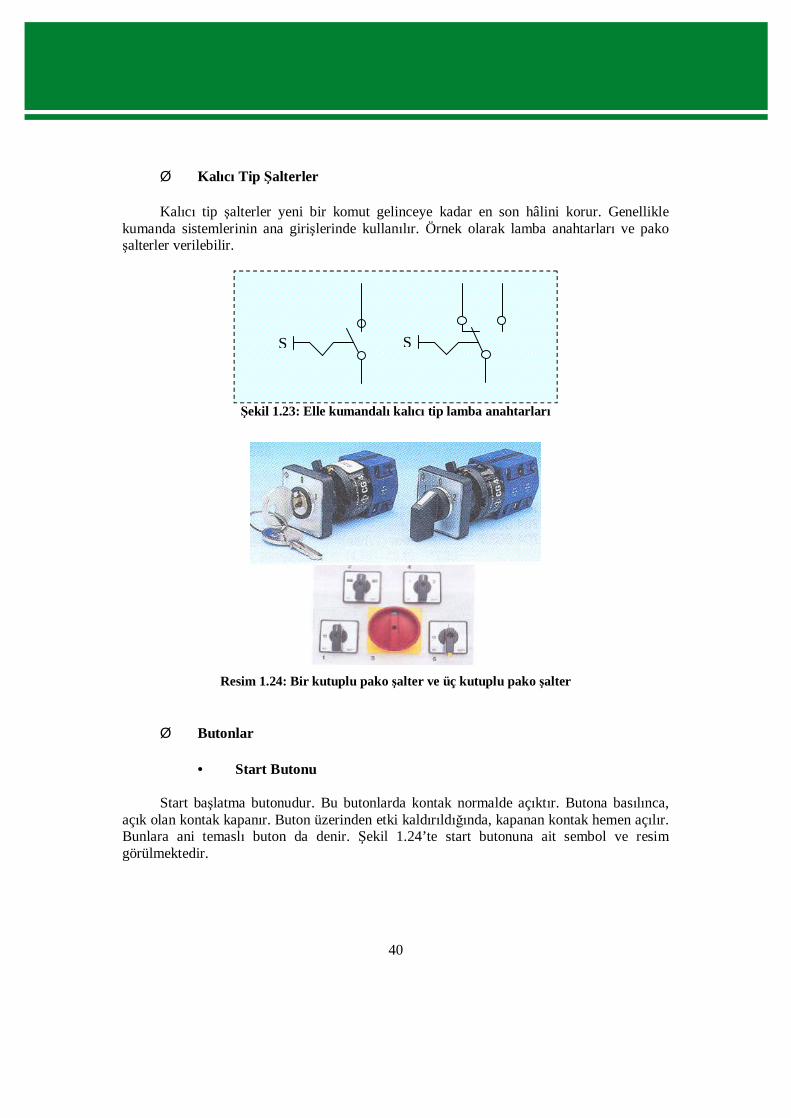
Ø Kalıcı Tip Şalterler
Kalıcı tip şalterler yeni bir komut gelinceye kadar en son hâlini korur. Genellikle kumanda sistemlerinin ana girişlerinde kullanılır. Örnek olarak lamba anahtarları ve pako şalterler verilebilir.
Şekil 1.23: Elle kumandalı kalıcı tip lamba anahtarları
Resim 1.24: Bir kutuplu pako şalter ve üç kutuplu pako şalter
Ø Butonlar
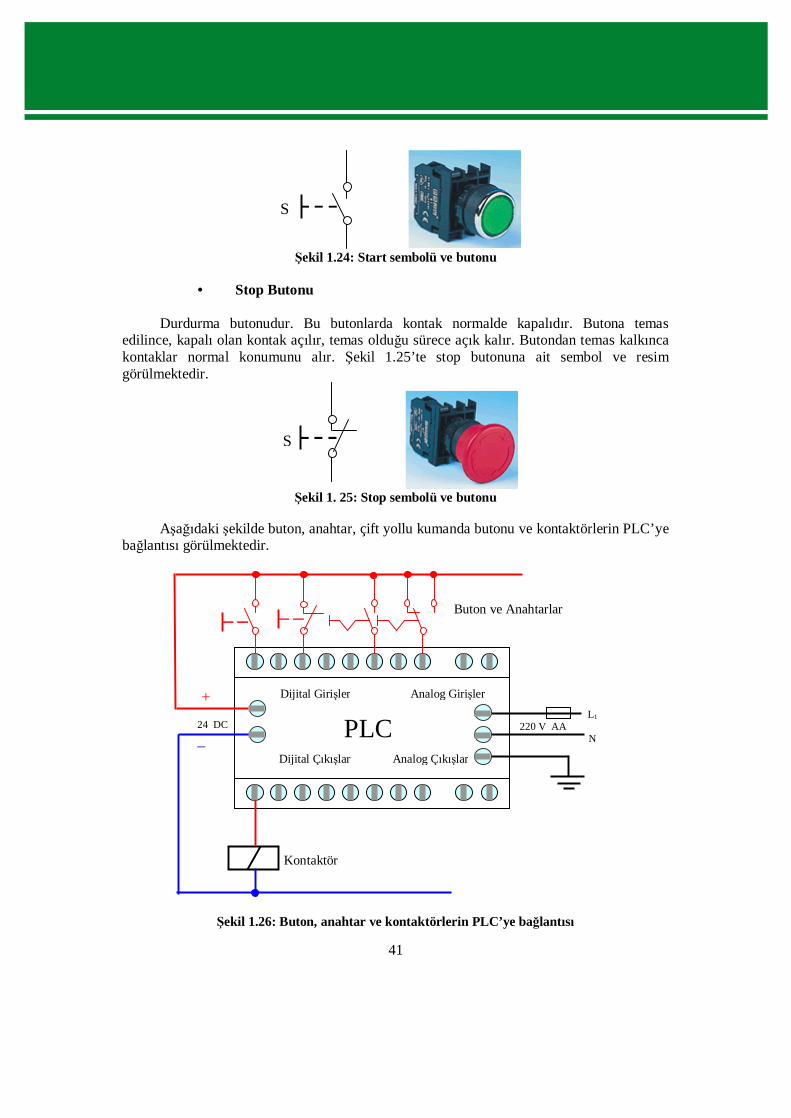
• Start Butonu Start başlatma butonudur. Bu butonlarda kontak normalde açıktır. Butona basılınca,
açık olan kontak kapanır. Buton üzerinden etki kaldırıldığında, kapanan kontak hemen açılır. Bunlara ani temaslı buton da denir. Şekil 1.24’te start butonuna ait sembol ve resim görülmektedir.
S S
41
Şekil 1.24: Start sembolü ve butonu
• Stop Butonu
Durdurma butonudur. Bu butonlarda kontak normalde kapalıdır. Butona temas
edilince, kapalı olan kontak açılır, temas olduğu sürece açık kalır. Butondan temas kalkınca kontaklar normal konumunu alır. Şekil 1.25’te stop butonuna ait sembol ve resim görülmektedir.
Şekil 1. 25: Stop sembolü ve butonu
Aşağıdaki şekilde buton, anahtar, çift yollu kumanda butonu ve kontaktörlerin PLC’ye
bağlantısı görülmektedir.
Şekil 1.26: Buton, anahtar ve kontaktörlerin PLC’ye bağlantısı
L1 220 V AA N
Buton ve Anahtarlar
+ 24 DC _ PLC
Dijital Girişler Analog Girişler
Dijital Çıkışlar Analog Çıkışlar
Kontaktör
S
S
42
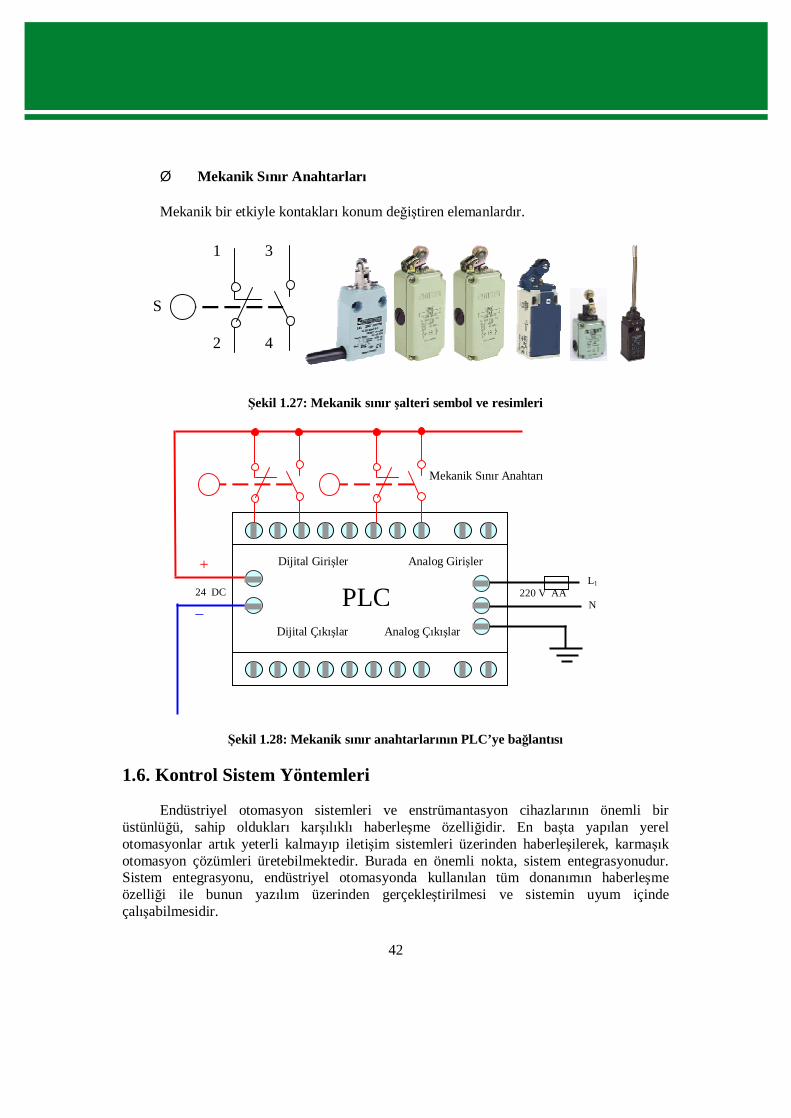
Ø Mekanik Sınır Anahtarları
Mekanik bir etkiyle kontakları konum değiştiren elemanlardır.
Şekil 1.27: Mekanik sınır şalteri sembol ve resimleri
Şekil 1.28: Mekanik sınır anahtarlarının PLC’ye bağlantısı
1.6. Kontrol Sistem Yöntemleri Endüstriyel otomasyon sistemleri ve enstrümantasyon cihazlarının önemli bir
üstünlüğü, sahip oldukları karşılıklı haberleşme özelliğidir. En başta yapılan yerel otomasyonlar artık yeterli kalmayıp iletişim sistemleri üzerinden haberleşilerek, karmaşık otomasyon çözümleri üretebilmektedir. Burada en önemli nokta, sistem entegrasyonudur. Sistem entegrasyonu, endüstriyel otomasyonda kullanılan tüm donanımın haberleşme özelliği ile bunun yazılım üzerinden gerçekleştirilmesi ve sistemin uyum içinde çalışabilmesidir.
1 3 S 2 4
L1 220 V AA N
Mekanik Sınır Anahtarı
+ 24 DC _ PLC
Dijital Girişler Analog Girişler
Dijital Çıkışlar Analog Çıkışlar
43
Endüstriyel otomasyonun ana elemanı programlanabilir lojik kontrolörlerdir (PLC). PLC’ler ile yapılacak işin kapsamına göre; kumanda, kontrol, kullanım ve izleme, uyarı ve raporlama işlemlerini içeren endüstriyel otomasyon sistemleri gerçekleştirilebilir.
Her kumanda, bir otomasyon ve bir de proses kısmından oluşur. Otomasyon kısmı,
kumandanın “aklı” dır. Kumandanın proses kısmı ise, bir malzemenin, enerjinin ya da bilginin, nitelik ve nicelik olarak değişimini ya da taşınmasını hedef olarak alır ve bunun teknik akışını kapsar.
1.6.1. Endüstriyel Kontrol Uygulamalarında Kullanılan Lojik Sistemler
Endüstriyel kontrol uygulamalarında yaygın olarak PLC’ler kullanılmaktadır.
Piyasada farklı firmaların üretmiş oldukları farklı özelliklere sahip birçok PLC bulunmaktadır. PLC’ler seçilirken aşağıdaki temel özellikler göz önünde bulundurularak ihtiyaca göre seçilmelidir.
Ø Giriş/Çıkış Sayısı
Kontrol sisteminde çalışmayı yönlendiren giriş cihazları ile kontrol edilen eleman sayısı bellidir. Bu cihazların PLC ile bağlanabilmesi için kontrolör yeteri kadar giriş ve çıkış bağlantı hattı olmalıdır. Ayrıca çalışmanın dışarıdan takip edilmesine yarayan aygıtların (örnek, sinyal lambaları, alarm cihazları) bağlantısı ile sisteme özgü, özel gereksinimlere cevap verebilecek durumda olmalıdır.
Ø Giriş/Çıkış Tipleri
Giriş/çıkış (G/Ç) cihazları ile kontrolör arasındaki elektriksel uyum olmalıdır. Eğer büyük güçlü anahtarlar bulunuyorsa değme noktalarında oluşacak temas dirençlerinin ve titreşimlerinin çalışmayı olumsuz etkilemesi önlenmelidir. Giriş cihazı elektriksel bir sinyal gönderiyorsa, ister AC ister DC çalışma olsun gerekli dönüştürücüler ile birlikte uyum içinde olmalıdır.
Özel giriş tipleri de istendiği takdirde hesaba katılmalıdır. Çıkış tipleri, çıkış
cihazlarına ve onların çalıştığı enerji kaynaklarına göre değişmektedir. Bazı cihazlar röleli çıkışlar ile kontrol edilirken bazılarının da triyak veya transistör çıkışları ile kontrol edilmesi gerekir.
İlave olarak aşağıda belirtilen durumlar da göz önüne alınmalıdır:
• Giriş cihazlarının empedansı PLC giriş devresinin açma/kapama akımına uygunluğunu sağlıyor mu?
• Güç kaynağı çalışma gerilimi altında çıkış devreleri yeterli akım taşıma kapasitesine sahip mi?
• Yarı iletken çıkışların dielektrik dayanımı ne düzeyde? • Çıkış devrelerinin yüke göre sahip olması gereken harici koruma
bağlantıları nelerdir?
44
• Giriş/çıkış devreleri, elektriksel hatalara karşı PLC’yi iyi bir şekilde koruyor mu?
• Çalışma sıcaklığı ortam sıcaklığına uygun mu? • Montaj ihtiyaçları nelerdir? • Kontrolörün besleme gerilimi ve güç tüketimi nedir? • Analog/dijital çeviriciler ve PID modülleri kontrolör ile birlikte
kullanılabiliyor mu?
Ø Programlama İmkânları
Kontrolörün programlama dili ne kadar sade ve anlaşılır olursa, kullanımı teknik elemanlar tarafından o kadar kolay olur. Yazılabilecek maksimum komut sayısı programlama esnekliğini arttırır. Komut sayısı miktarı RAM bellek kapasitelerine tekabül etmektedir. Bununla birlikte programlanabilir kontrolör programları, genellikle 1000 komuttan daha az, ortalama 500 adım veya daha kısadır. Çoğu sisteme ilişkin problemlerin çözümünde bazı fonksiyonel özel rölelere ihtiyaç duyulur. Timer (zamanlayıcı) ve counter (sayıcı) gibi rölelerin çokluğu her zaman tercih sebebidir. PLC’nin yapısında bulunan ana mikroişlemcinin gelişmişliği programlama imkânları ile paraleldir. Bunda işlemcinin bit sayısı, adres ve data hattı sayısı, hızı, vs. gibi özellikleri etkili olmaktadır.
Ø Çalışma Hızı
Hız, bir kontrol sisteminden beklenen en önemli özelliklerden biridir. PLC için çalışma hızı, algılanan değişimlerin yorumlanarak tepki verilmesi arasında geçen süre ile ifade edilir, fakat burada asıl ayırt edici nitelik tarama zamanıdır; çünkü diğer süreler aşağı yukarı birbiriyle aynıdır. Tarama hızının azalması çalışma hızının artmasına sebep olur.
Ø Sistem Genişlemesi ve İletişim
Eklenebilir modüllerle giriş/çıkış sayısının artırılması ve sistemin genişletilmesi sürekli bir avantajdır. Öte yandan PLC’ler arasındaki iletişim imkânı tercih edilen yönlerden biridir. PLC’ler arasında haberleşmeyi ve bilgi işlem cihazları ile beraber çalışarak tek bir merkezden yönetimi mümkün kılar. Bu amaçla kullanılan RS 232 konnektörleri PLC üzerinde tüm kontrollerin yapılabilmesini sağlar. Kullanılan modelin ve bu modeldeki program özelliklerinin yeni modellerle entegrasyon imkânları da göz önünde bulundurulmalıdır.
Ø Çevre Birimleri
Aşağıda görülen her bir ilave birim kontrolörün işlevselliğini arttırmaktadır: • Ayrılabilir programlama konsolu • Grafik programlayıcı • Printer ara birimleri • EPROM (PROM) programlayıcı okuyucu • Manyetik teyp bandı
45
• Disket üniteleri • Printer ara birimleri
Ø Hangi İmalatçı
Otomasyoncular, bir veya iki imalatçının PLC'si ile çalışma eğilimindedir. Buna ürün benzerlik ve bütünlüğü sebep gösterilir. Müşteriye en iyi bir veya iki PLC’yi teklif ederler.
PLC seçiminde aşağıdakilere de dikkat etmek gerekir:
• Kullanıcı tasarım işinde bir yardımcı bulabilir mi? • İmalatçının pazar payı nedir? • İmalatçı kullanıcı ihtiyaçlarını karşılayabilmek için PLC üzerinde eğitim
verebilir mi? • Bütün yardımcı el kitapları mevcut mu? • Aynı ya da farklı imalatçıda diğer PLC modellerinin sistemle uyumluIuğu
nedir? • Kullanılan programlama yöntemi, uygulama için kontrol planı taslağına
uygun mu? • İhtiyaç anında kısa sürede teknik destek verebiliyor mu? • Garanti kapsamı dışında standart en az 10 yıl yedek parça ve servis
garantisi var mı?
Ø Maliyet
PLC'ler arasında oldukça değişik fiyat farkları bulunmaktadır. İşletme ekonomisinde PLC’ ler için ayrılan bütçe maliyeti karşılayabilmelidir.
1.6.2. Kontrol Sistemlerindeki Bellek Birimlerinin Rolü
Program kodları ve verilerin saklandığı birimlere bellek adı verilir. Verinin saklanma
şekli bakımından bellekler genel olarak iki grup altında incelenir.
Şekil 1.29: Bellek türleri
46
1.6.2.1. RAM Bellekler RAM (Rastgele Erişimli Bellekler), çalışma şekli açısından oku/yaz belleği olarak da
adlandırılır. Yani bu tür bellekler hem içeriğine bilgi yazmak hem de içeriğindeki bilgiyi okumak için tasarlanmıştır. Rastgele erişimli denmesinin sebebi, belleğin herhangi bir yerinde bulunan verilere bir sıra takip edilmeksizin yani rastgele ve aynı sürede erişilmesidir. RAM’daki bilgilere erişim, disk ya da disket sürücülerindeki erişimle kıyaslanamayacak kadar hızlıdır. RAM bellekteki veriler sistem sürekli elektrik enerjisiyle beslendiği sürece saklanabilirler. Enerji kesildiği anda RAM’da saklanan bütün bilgiler kaybedilir. Yazılım programlarının yürütülmesi RAM bellekte gerçekleşir.
1.6.2.2. ROM Bellekler
ROM (Sadece Okunur Bellek), değişik türleri olmakla birlikte genel özellikleri bağlı
bulunduğu sistemdeki elektrik enerjisi kesilmesi durumunda ROM türü belleklere yazılan veriler silinmez yani kalıcıdır. Bu tür belleklere monitör programı adı verilen ve sistemin ilk açılışta tanıtılmasını sağlayan sistem programları ve aritmetiksel bilgiler yüklenir. Sadece okunan bellek, seçilerek oluşturulan açık ve kapalı tek yönlü kontaklar dizisidir. 16 bit’lik dizide adres hattının yarısı kodlanarak dört satır hattından birinin enerjilenmesinde diğer yarısı da sütun seçiminde ve sütun sezici yükselticilerden birinin yetkilendirilmesinde kullanılır. Satır ve sütun hatlarının aktifleştirilmesiyle kapalı olan kontakla birleşen sıra hattı mantıksal 1, açık kontaklar mantıksal olarak 0 kabul edilir. Eğer seçilen bu adres hatlarıyla birlikte çip seçim ucu aktifse veri çıkış ayaklarına kapılanır. Sadece okunan bellek tiplerindeki birinci farklılık, hücrenin tasarımında kapalı veya açık kontakların biçimlenmesidir. Maskeli ROM kontakları, yarı iletkenin son üretim aşamasında küçük iletken jumper’ların eklenmesi veya eklenmemesi şeklinde yapılır. Bipolar programlanabilir ROM'lardaki kontaklar, kullanıcı tarafından üretildikten sonra kendi yorumuna göre açık devre hâline getirilebilen sigorta maddesinden yapılır. Programlanan bir EPROM tekrar kullanıcı tarafından programlanmış kontaklar başlangıç durumuna getirilerek yeniden programlanır. Entegre devreler (IC), silikon katmanların bir dizi foto maskeleme, yarı iletkenin istenmeyen yerlerin kimyasal yöntemlerle giderilmesi, örnek bileşimlerini oluşturmak ve katman yüzeyleri arasındaki bileşimleri gerçekleştirmek için yayılma gibi işlemler uygulanarak fabrikasyon üretimiyle yapılır. Üretim işlemlerinin son aşamalarından birisi, silikon katmanları yüzeyinin alüminyum tabakalarla kaplanması ve sonra bu alüminyum tabakanın bazı kısımlarının oyulması ve istenen kısımların aynen bırakılarak bağlantı sağlanmasıdır. Maskeli ROM'ların üretilmesinde sıra ve sütun kontakları seçilerek son alüminyum oyma işleminde alüminyumun eklenmesi veya çıkarılmasıyla yapılır.
Kontrol sistemlerinde ise kontrol sisteminin türüne göre değişik işlemlerde
kullanılabilirler. PLC’li bir sistemin içerisinde bellek birimleri PLC programının saklanmasında, programın akışı sırasında gerektiğinde sistem tarafından PLC’ye giriş yapılan işaretlerin saklanmasında ve programın gereken yerlerinde bu işaretleri alarak buna göre hareket etmesinin sağlanmasına yardımcı olmuş olur. Kapalı çevrim bir kontrol sisteminde ise geri besleme birimi tarafından sağlanan işaretleri saklayarak gerektiğinde kontrolöre bildirim yapılmasını sağlar.

47
1.6.3. Programlanabilir Kontrolörlerin Kullanım Alanları PLC’ler endüstri alanında kullanılmak üzere tasarlanmış, dijital esaslara göre yazılan
fonksiyonu gerçekleştiren, bir sistemi ya da sistem gruplarını, giriş çıkış kartları ile denetleyen, içinde barındırdığı zamanlama, sayma, saklama ve aritmetik işlem fonksiyonları ile genel kontrol sağlayan elektronik bir cihazdır. Aritmetik işlem yetenekleri PLC'lere daha sonradan eklenmiş bu cihazların geri beslemeli kontrol sistemlerinde de kullanılabilmeleri sağlanmıştır.
PLC sistemi sahada meydana gelen fiziksel olayları, değişimleri ve hareketleri çeşitli ölçüm cihazları ile belirleyerek, gelen bilgileri yazılan kullanıcı programına göre bir değerlendirmeye tabi tutar. Mantıksal işlemler sonucu ortaya çıkan sonuçları da kumanda ettiği elemanlar aracılığıyla sahaya yansıtır.
Sahadan gelen bilgiler ortamda
meydana gelen aksiyonların elektriksel sinyallere dönüşmüş hâlidir. Bu bilgiler analog ya da dijital olabilir. Bu sinyaller bir transduserden (sensörden), bir kontaktörün yardımcı kontağından gelebilir.
Gelen bilgi analog ise, gelen
değerin belli bir aralığı için, dijital ise
Resim 1.25: PLC kullanım alanlarına örnek
Resim 1.26: PLC kullanım alanlarına örnek
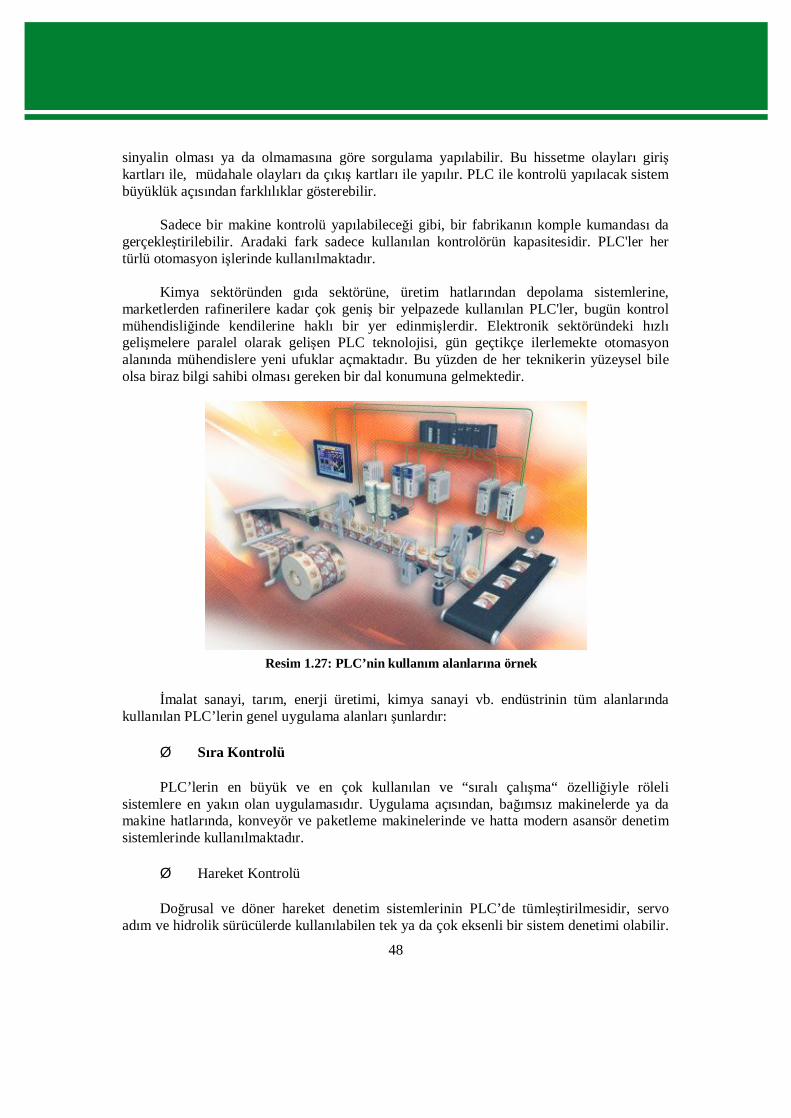
48
sinyalin olması ya da olmamasına göre sorgulama yapılabilir. Bu hissetme olayları giriş kartları ile, müdahale olayları da çıkış kartları ile yapılır. PLC ile kontrolü yapılacak sistem büyüklük açısından farklılıklar gösterebilir.
Sadece bir makine kontrolü yapılabileceği gibi, bir fabrikanın komple kumandası da
gerçekleştirilebilir. Aradaki fark sadece kullanılan kontrolörün kapasitesidir. PLC'ler her türlü otomasyon işlerinde kullanılmaktadır.
Kimya sektöründen gıda sektörüne, üretim hatlarından depolama sistemlerine,
marketlerden rafinerilere kadar çok geniş bir yelpazede kullanılan PLC'ler, bugün kontrol mühendisliğinde kendilerine haklı bir yer edinmişlerdir. Elektronik sektöründeki hızlı gelişmelere paralel olarak gelişen PLC teknolojisi, gün geçtikçe ilerlemekte otomasyon alanında mühendislere yeni ufuklar açmaktadır. Bu yüzden de her teknikerin yüzeysel bile olsa biraz bilgi sahibi olması gereken bir dal konumuna gelmektedir.
İmalat sanayi, tarım, enerji üretimi, kimya sanayi vb. endüstrinin tüm alanlarında kullanılan PLC’lerin genel uygulama alanları şunlardır:
Ø Sıra Kontrolü
PLC’lerin en büyük ve en çok kullanılan ve “sıralı çalışma“ özelliğiyle röleli sistemlere en yakın olan uygulamasıdır. Uygulama açısından, bağımsız makinelerde ya da makine hatlarında, konveyör ve paketleme makinelerinde ve hatta modern asansör denetim sistemlerinde kullanılmaktadır.
Ø Hareket Kontrolü
Doğrusal ve döner hareket denetim sistemlerinin PLC’de tümleştirilmesidir, servo adım ve hidrolik sürücülerde kullanılabilen tek ya da çok eksenli bir sistem denetimi olabilir.
Resim 1.27: PLC’nin kullanım alanlarına örnek

49
PLC hareket denetimi uygulamaları, sonsuz bir makine çeşitliliği ve çoklu hareket eksenlerini kontrol edebilirler. Bunlara örnek olarak; kartezyen robotlar, film, kauçuk ve dokunmamış kumaş tekstil sistemleri gibi ilgili örnekler verilebilir.
Ø Süreç Denetimi
Bu uygulama PLC’nin birkaç fiziksel parametreyi (sıcaklık, basınç, debi, hız, ağırlık vb. gibi) denetleme yeteneğiyle ilgilidir. Bu da bir kapalı çevrim denetim sistemi oluşturmak için, analog G/Ç gerektirir. PID yazılımının kullanımıyla PLC, tek başına çalışan çevrim denetleyicilerinin işlevini üstlenmiştir. Diğer bir seçenek de her ikisinin en iyi özelliklerini kullanarak PLC ile kontrolörlerin tümleştirilmesidir. Buna tipik örnek olarak plastik enjeksiyon makineleri ve ısıtma fırınları verilebilir.
PLC’ler endüstriyel uygulamaların birçok alanında yer alan elemanlardır. Endüstride
sıcaklık, nem, hız vb. gibi kontrollerin dışında asansör kontrolü, şişe dolum sistemi, trafik lambası, araba parkı, içecek makinesi, paketleme sistemi vb. gibi karmaşık endüstriyel sistemlerin kontrolünde de kullanılmaktadır. PLC kontrollü sistemlerin eğitimi alınırken en büyük sıkıntı gerçek alanda uygulama yapamama sıkıntısıdır.
Bir sistemin istenen şartlarda çalışmasına ait doğru bir program yazmak, programı
sistem üzerinde denemeden çok zor bir iştir. Yazılan program sistem üzerinde denenerek belki de defalarca düzeltilmesi gerekebilir. Ama bu işle profesyonel olarak uğraşanlar sistem hakkındaki verileri doğru olarak almaları durumunda değişik algoritmalar kullanarak hemen hemen hatasız bir çalışmaya ait program yazabilmektedirler. Tabii ki amatörler için bu algoritmaları öğrenmek ve böyle gerçek bir sistem üzerinde uygulama yapmak neredeyse mümkün değildir.
Resim 1.28: PLC’nin kullanım alanlarına örnek
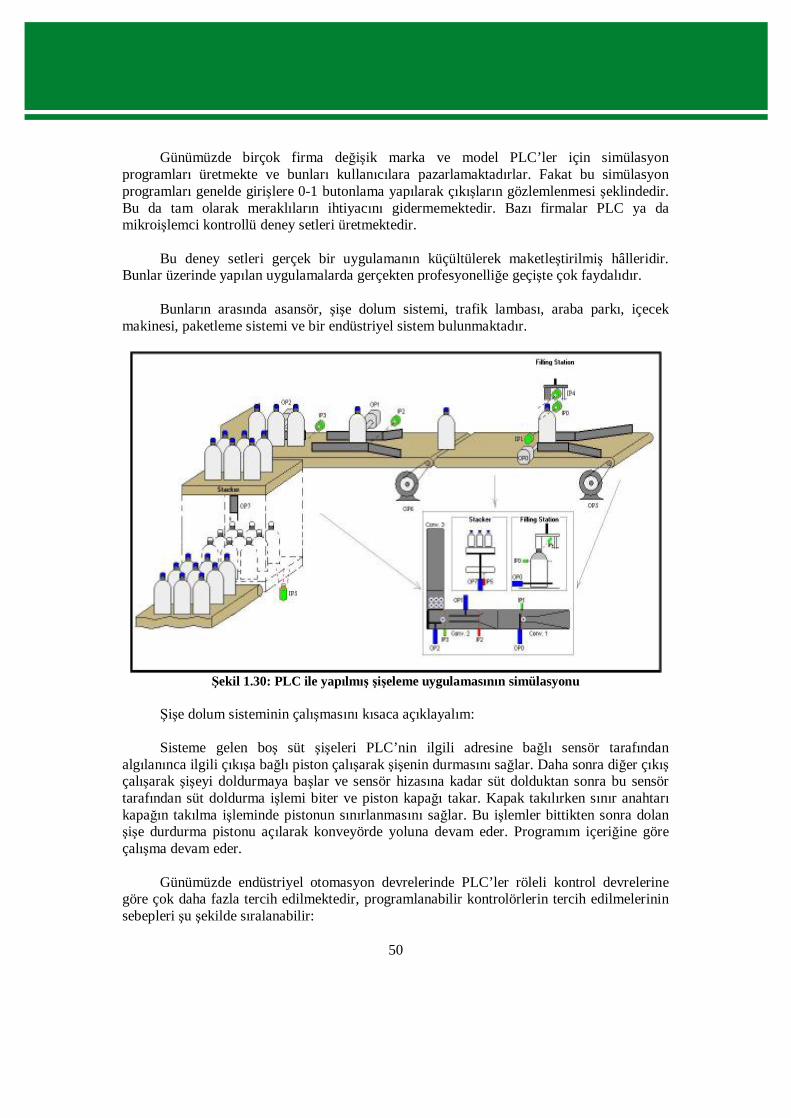
50
Günümüzde birçok firma değişik marka ve model PLC’ler için simülasyon programları üretmekte ve bunları kullanıcılara pazarlamaktadırlar. Fakat bu simülasyon programları genelde girişlere 0-1 butonlama yapılarak çıkışların gözlemlenmesi şeklindedir. Bu da tam olarak meraklıların ihtiyacını gidermemektedir. Bazı firmalar PLC ya da mikroişlemci kontrollü deney setleri üretmektedir.
Bu deney setleri gerçek bir uygulamanın küçültülerek maketleştirilmiş hâlleridir.
Bunlar üzerinde yapılan uygulamalarda gerçekten profesyonelliğe geçişte çok faydalıdır. Bunların arasında asansör, şişe dolum sistemi, trafik lambası, araba parkı, içecek
makinesi, paketleme sistemi ve bir endüstriyel sistem bulunmaktadır.
Şekil 1.30: PLC ile yapılmış şişeleme uygulamasının simülasyonu
Şişe dolum sisteminin çalışmasını kısaca açıklayalım: Sisteme gelen boş süt şişeleri PLC’nin ilgili adresine bağlı sensör tarafından
algılanınca ilgili çıkışa bağlı piston çalışarak şişenin durmasını sağlar. Daha sonra diğer çıkış çalışarak şişeyi doldurmaya başlar ve sensör hizasına kadar süt dolduktan sonra bu sensör tarafından süt doldurma işlemi biter ve piston kapağı takar. Kapak takılırken sınır anahtarı kapağın takılma işleminde pistonun sınırlanmasını sağlar. Bu işlemler bittikten sonra dolan şişe durdurma pistonu açılarak konveyörde yoluna devam eder. Programım içeriğine göre çalışma devam eder.
Günümüzde endüstriyel otomasyon devrelerinde PLC’ler röleli kontrol devrelerine
göre çok daha fazla tercih edilmektedir, programlanabilir kontrolörlerin tercih edilmelerinin sebepleri şu şekilde sıralanabilir:
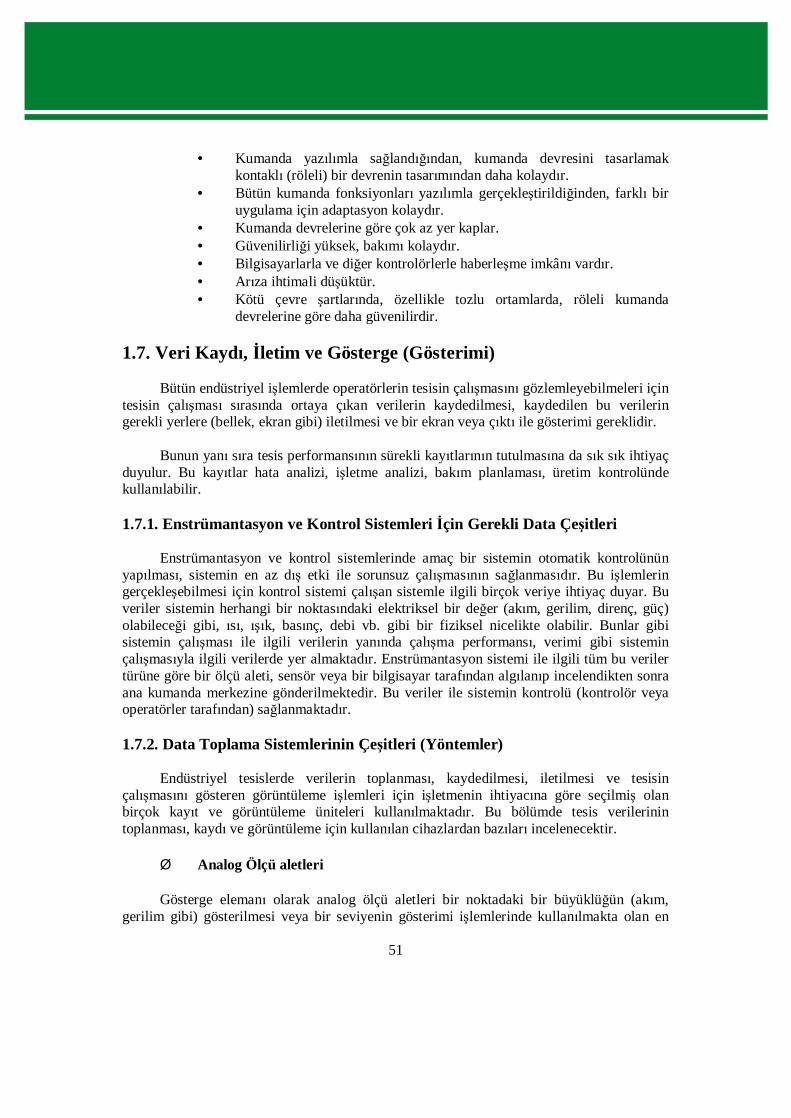
51
• Kumanda yazılımla sağlandığından, kumanda devresini tasarlamak kontaklı (röleli) bir devrenin tasarımından daha kolaydır.
• Bütün kumanda fonksiyonları yazılımla gerçekleştirildiğinden, farklı bir uygulama için adaptasyon kolaydır.
• Kumanda devrelerine göre çok az yer kaplar. • Güvenilirliği yüksek, bakımı kolaydır. • Bilgisayarlarla ve diğer kontrolörlerle haberleşme imkânı vardır. • Arıza ihtimali düşüktür. • Kötü çevre şartlarında, özellikle tozlu ortamlarda, röleli kumanda
devrelerine göre daha güvenilirdir.
1.7. Veri Kaydı, İletim ve Gösterge (Gösterimi) Bütün endüstriyel işlemlerde operatörlerin tesisin çalışmasını gözlemleyebilmeleri için
tesisin çalışması sırasında ortaya çıkan verilerin kaydedilmesi, kaydedilen bu verilerin gerekli yerlere (bellek, ekran gibi) iletilmesi ve bir ekran veya çıktı ile gösterimi gereklidir.
Bunun yanı sıra tesis performansının sürekli kayıtlarının tutulmasına da sık sık ihtiyaç
duyulur. Bu kayıtlar hata analizi, işletme analizi, bakım planlaması, üretim kontrolünde kullanılabilir.
1.7.1. Enstrümantasyon ve Kontrol Sistemleri İçin Gerekli Data Çeşitleri
Enstrümantasyon ve kontrol sistemlerinde amaç bir sistemin otomatik kontrolünün
yapılması, sistemin en az dış etki ile sorunsuz çalışmasının sağlanmasıdır. Bu işlemlerin gerçekleşebilmesi için kontrol sistemi çalışan sistemle ilgili birçok veriye ihtiyaç duyar. Bu veriler sistemin herhangi bir noktasındaki elektriksel bir değer (akım, gerilim, direnç, güç) olabileceği gibi, ısı, ışık, basınç, debi vb. gibi bir fiziksel nicelikte olabilir. Bunlar gibi sistemin çalışması ile ilgili verilerin yanında çalışma performansı, verimi gibi sistemin çalışmasıyla ilgili verilerde yer almaktadır. Enstrümantasyon sistemi ile ilgili tüm bu veriler türüne göre bir ölçü aleti, sensör veya bir bilgisayar tarafından algılanıp incelendikten sonra ana kumanda merkezine gönderilmektedir. Bu veriler ile sistemin kontrolü (kontrolör veya operatörler tarafından) sağlanmaktadır.
1.7.2. Data Toplama Sistemlerinin Çeşitleri (Yöntemler)
Endüstriyel tesislerde verilerin toplanması, kaydedilmesi, iletilmesi ve tesisin
çalışmasını gösteren görüntüleme işlemleri için işletmenin ihtiyacına göre seçilmiş olan birçok kayıt ve görüntüleme üniteleri kullanılmaktadır. Bu bölümde tesis verilerinin toplanması, kaydı ve görüntüleme için kullanılan cihazlardan bazıları incelenecektir.
Ø Analog Ölçü aletleri
Gösterge elemanı olarak analog ölçü aletleri bir noktadaki bir büyüklüğün (akım, gerilim gibi) gösterilmesi veya bir seviyenin gösterimi işlemlerinde kullanılmakta olan en
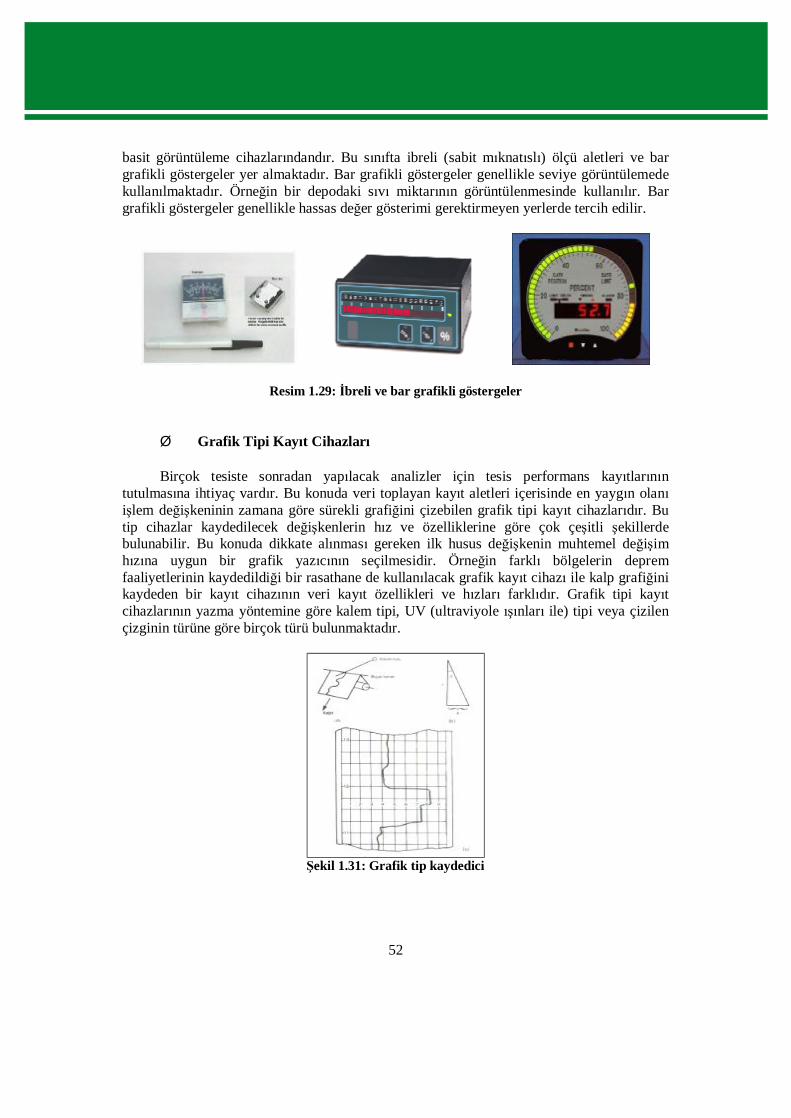
52
basit görüntüleme cihazlarındandır. Bu sınıfta ibreli (sabit mıknatıslı) ölçü aletleri ve bar grafikli göstergeler yer almaktadır. Bar grafikli göstergeler genellikle seviye görüntülemede kullanılmaktadır. Örneğin bir depodaki sıvı miktarının görüntülenmesinde kullanılır. Bar grafikli göstergeler genellikle hassas değer gösterimi gerektirmeyen yerlerde tercih edilir.
Resim 1.29: İbreli ve bar grafikli göstergeler
Ø Grafik Tipi Kayıt Cihazları
Birçok tesiste sonradan yapılacak analizler için tesis performans kayıtlarının tutulmasına ihtiyaç vardır. Bu konuda veri toplayan kayıt aletleri içerisinde en yaygın olanı işlem değişkeninin zamana göre sürekli grafiğini çizebilen grafik tipi kayıt cihazlarıdır. Bu tip cihazlar kaydedilecek değişkenlerin hız ve özelliklerine göre çok çeşitli şekillerde bulunabilir. Bu konuda dikkate alınması gereken ilk husus değişkenin muhtemel değişim hızına uygun bir grafik yazıcının seçilmesidir. Örneğin farklı bölgelerin deprem faaliyetlerinin kaydedildiği bir rasathane de kullanılacak grafik kayıt cihazı ile kalp grafiğini kaydeden bir kayıt cihazının veri kayıt özellikleri ve hızları farklıdır. Grafik tipi kayıt cihazlarının yazma yöntemine göre kalem tipi, UV (ultraviyole ışınları ile) tipi veya çizilen çizginin türüne göre birçok türü bulunmaktadır.
Şekil 1.31: Grafik tip kaydedici
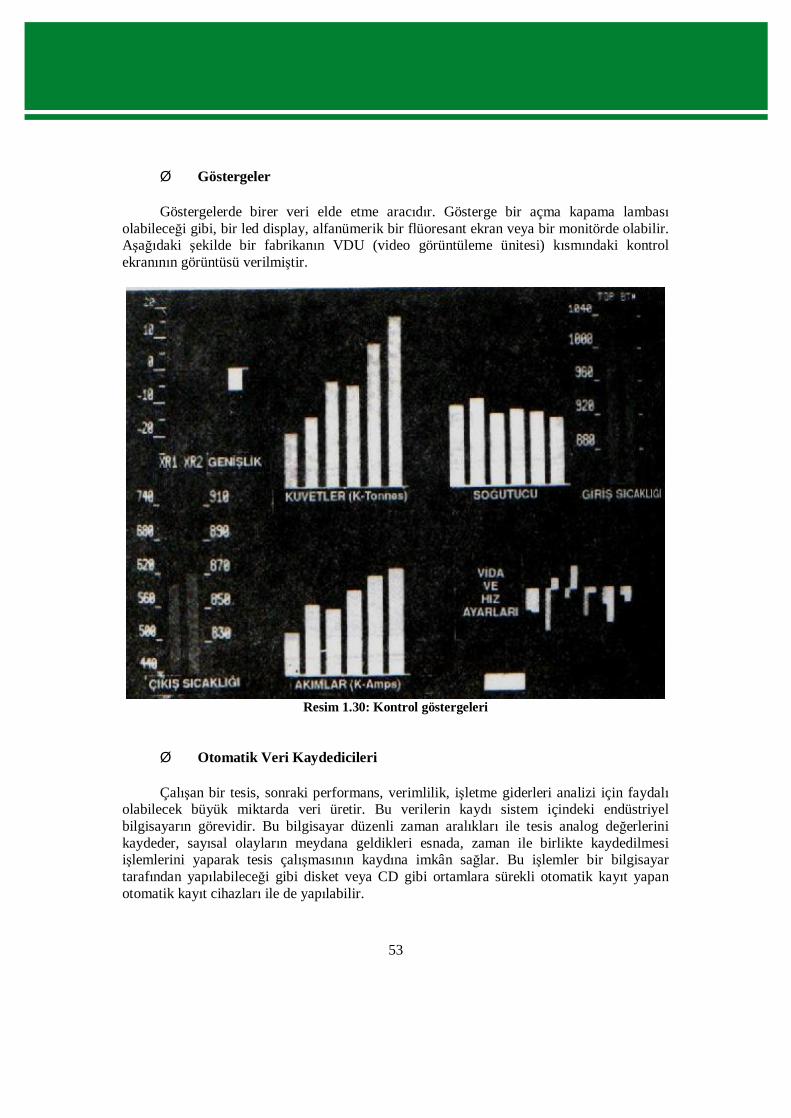
53
Ø Göstergeler
Göstergelerde birer veri elde etme aracıdır. Gösterge bir açma kapama lambası olabileceği gibi, bir led display, alfanümerik bir flüoresant ekran veya bir monitörde olabilir. Aşağıdaki şekilde bir fabrikanın VDU (video görüntüleme ünitesi) kısmındaki kontrol ekranının görüntüsü verilmiştir.
Resim 1.30: Kontrol göstergeleri
Ø Otomatik Veri Kaydedicileri
Çalışan bir tesis, sonraki performans, verimlilik, işletme giderleri analizi için faydalı olabilecek büyük miktarda veri üretir. Bu verilerin kaydı sistem içindeki endüstriyel bilgisayarın görevidir. Bu bilgisayar düzenli zaman aralıkları ile tesis analog değerlerini kaydeder, sayısal olayların meydana geldikleri esnada, zaman ile birlikte kaydedilmesi işlemlerini yaparak tesis çalışmasının kaydına imkân sağlar. Bu işlemler bir bilgisayar tarafından yapılabileceği gibi disket veya CD gibi ortamlara sürekli otomatik kayıt yapan otomatik kayıt cihazları ile de yapılabilir.
54
Şekil 1.32: Bant kayıt cihazı
1.7.3. Endüstriyel Uygulamalar İçin Ana Kontrol Merkezinin Fonksiyonu Daha önce değindiğimiz gibi endüstriyel işlemlerde operatörlerin tesisin çalışmasını
gözlemleyebilmeleri için tesisin çalışması sırasında ortaya çıkan verileri incelemesi gerekir. Basit bir motor düzeneğinde bu sistem sadece “motor çalışıyor” veya “motor çalışmıyor” şeklindeki ikaz ışıkları ile olabilir. Ancak daha karmaşık sistemlerde örneğin bir petrokimya tesisinde tesisin tam anlamıyla küçültülmüş ve ışıklı renk kotlarından oluşan bir görüntüsü ya da bilgisayarla çalışan bir VDU olabilir. Sonuç olarak endüstriyel uygulamalarda ana kontrol merkezinden bütün tesisin çalışması, çalışma verileri, çalışma ortamı gözlemlenebilmeli ve kontrol merkezindeki operatöre sistem ne denli karmaşık olursa olsun amaç ne olup bittiği hakkında eksiksiz bilgi vermeli ve hatayı oluşturan koşulların hızla tanımlanmasını sağlamalıdır.
1.7.4. Ekipman Kullanımı ile İlgili Genel Hükümler
4857 Sayılı Yeni İş Kanunu ile endüstrideki iş ekipmanlarının kullanımında sağlık ve
güvenlik şartları yönetmeliğine göre iş ekipmanlarının kullanımı için genel hükümler aşağıdaki şekilde belirlenmiştir:
Ø İş ekipmanları, kullanan işçilere ve diğer çalışanlara en az risk oluşturacak şekilde yerleştirilecek, kurulacak ve kullanılacaktır. Bu amaçla, iş ekipmanının hareketli kısımları ile çevresinde bulunan sabit veya hareketli kısımlar arasında yeterli mesafe bulunacak ve ekipmanda kullanılan ya da üretilen enerjinin ve maddelerin güvenli bir şekilde temini ve uzaklaştırılması sağlanacaktır.
Ø İş ekipmanının kurulması veya sökülmesi, özellikle imalatçı tarafından verilen kullanma talimatı doğrultusunda güvenli koşullar altında yapılacaktır.
Ø Kullanımı sırasında yıldırım düşmesi ihtimali bulunan iş ekipmanı, yıldırımın etkilerine karşı uygun araçlarla korunacaktır.
Ø Kendinden hareketli iş ekipmanları, bu ekipmanların güvenli kullanımı ile ilgili uygun eğitim almış işçiler tarafından kullanılacaktır.
Ø İş ekipmanı bir çalışma alanı içinde hareket ediyorsa, uygun trafik kuralları konulacak ve uygulanacaktır.
Ø Kendinden hareketli iş ekipmanının çalışma alanında görevli olmayan işçilerin bulunmasını önleyecek gerekli düzenleme yapılacaktır. İşin gereği olarak bu alanda işçi bulunması zorunlu ise, bu işçilerin iş ekipmanı sebebiyle zarar görmesini önleyecek uygun tedbirler alınacaktır.
55
Ø Mekanik olarak hareket ettirilen seyyar iş ekipmanlarında ancak güvenliğin tam olarak sağlanması hâlinde işçi taşınmasına izin verilecektir. Taşıma sırasında iş yapılması gerekiyorsa ekipmanın hızı gerektiği gibi ayarlanacaktır.
Ø Çalışma yerlerinde, işçiler için güvenlik ve sağlık riski oluşturmayacak yeterli hava sağlanması şartıyla içten yanmalı motorlu seyyar iş ekipmanı kullanılabilir.
56
UYGULAMA FAALİYETİ
İşlem Basamakları Öneriler
Ø Transduserleri tanıyınız.
Ø Transduserleri incelemeden önce modülden ilgili kısma göz atınız, trandüserleri algıladıkları büyüklüklere göre ölçerek inceleyiniz.
Ø Kontrol sistemlerini tanıyınız.
Ø Kontrol sistemlerini incelemeden önce modülden ilgili kısma göz atınız, kontrol sistemlerinin çalışmalarını adım adım takip ederek öğrenmeye çalışınız.
Ø Kontrolörleri tanıyınız.
Ø Kontrolörleri incelemeden önce modülden ilgili kısma göz atınız, kontrolörlerin aralarındaki farkları da görmeye çalışarak öğreniniz.
UYGULAMA FAALİYETİ
57
ÖLÇME VE DEĞERLENDİRME
Aşağıdaki cümleleri doğru veya yanlış olarak işaretleyiniz. Faaliyette kazandığınız
bilgi ve becerileri ölçünüz.
1. (….) Hız ve ivme ölçümlerinde elektromanyetik hız algılayıcıları ve çeşitli ivme ölçerler
(kapasitif, piezorezistif, piezo-elektrik, ısıl) kullanılır.
2. (….) SI birim sisteminde iş 1 Newton metre veya 10 Joule'dür.
3. (….) Viskozite, akış hızıyla aynı anlamdadır.
4. (….) Cıvalı termometreler ise sıcaklığa bağlı olarak maddedeki hacimsel değişim esasına
dayalı olarak çalışırlar
5. (….) Ölçme, bilinen bir birimle, aynı cinsten, bilinmeyen bir boyutun karşılaştırılması
işlemidir.
6. (….) Elektromıknatıslarda bobinin içinden geçen akımın şiddeti ve yönü
elektromıknatısın alan etkisi ve kutuplarının yönünü değiştirmez.
7. (….) Fiziksel ortam değişikliklerini (ısı, ışık, basınç, ses, vb.) algılayan cihazlara sensör,
algıladığı bilgiyi elektrik enerjisine çeviren cihazlara transduser denir.
8. (….) Aktif transduserler çalışmaları için haricî bir enerji beslenmesine ihtiyaç
duymazlar.
9. (….) NTC’ler sıcaklıkla dirençleri doğru orantılı olarak değişen elemanlardır.
10. (….) Kendisini ya da başka bir sistemi, düzenlemek, kumanda etmek ya da yönetmek
üzere uygun bir biçimde bağlanmış fiziksel elemanlar kümesine kontrol sistemi denir.
11. (….) Çıkışın ya da kontrol edilen büyüklüğün kumanda edilmesi bakımından kontrol
sistemleri açık çevrim ve kapalı çevrim olarak ikiye ayrılır.
12. (…..) Açık çevrim kontrol sistemlerinde geri besleme vardır.
13. (…..) Bazı kaynaklarda geri besleme işaretine hata veya sapma işareti denir.
14. (…..) Mikroişlemcilerde ALU, işlemcinin matematiksel işlemlerinin gerçekleştirildiği
birimdir.
15. (…..) Bir kontrol sisteminde sinyallerin alınması, işlenmesi (yorumlanması) ve bunların
sonucunda cihazların kontrolünü gerçekleştiren elemanlara sensör denir
16. (…..) PLC, programlanabilir lojik kontrolördür.
ÖLÇME VE DEĞERLENDİRME
58
17. (…..) Endüstriyel kontrol sistemlerinde röleli kontrol sistemleri PLC’lerden daha fazla
tercih edilmektedir.
18. (…..) PLC’ler seçilirken giriş / çıkış sayılarının bir önemi yoktur.
19. (…..) VDU ünitesi, video kontrol işlemlerinin yapıldığı ünitedir.
20. (…..) Sistemin sürekli kayıtlarını tutan sistemlere otomatik kaydediciler denir.
DEĞERLENDİRME
Cevaplarınızı cevap anahtarıyla karşılaştırınız ve doğru cevap sayınızı belirleyerek kendinizi değerlendiriniz. Yanlış cevapladığınız konularla ilgili öğrenme faaliyetlerini tekrarlayınız.
59
PERFORMANS DEĞERLENDİRME
Bir arkadaşınızla birlikte yaptığınız uygulamayı değerlendirme ölçeğine göre
değerlendirerek, eksik veya hatalı gördüğünüz davranışları tamamlama yoluna gidiniz.
DEĞERLENDİRME ÖLÇÜTLERİ İŞLEM BASAMAKLARI Evet Hayır
Ölçü aletlerini (multimetre…) tam olarak hazırladınız mı? Transduserleri yeterince inceleyebildiniz mi? Transduserlerle ölçüm yapabildiniz mi? Kontrol sistemlerini yeterince inceleyebildiniz mi? Kontrol sistemlerinin çalışmalarını inceleyebildiniz mi? Kontrolörleri yeterince inceleyebildiniz mi? DÜZENLİ VE KURALLARA UYGUN ÇALIŞMA Mesleğe uygun kıyafet (önlük) giydiniz mi? Çalışma alanını ve aletleri tertipli-düzenli kullandınız mı? Laboratuvar ortamının temizlik düzenine dikkat ettiniz mi? Zamanı iyi kullandınız mı?
DEĞERLENDİRME Yaptığınız değerlendirme sonunda “Hayır” şeklindeki cevaplarınızı bir daha gözden
geçiriniz. Kendinizi yeterli görmüyorsanız öğrenme faaliyetini tekrar ediniz. Eksikliklerinizi araştırarak ya da öğretmeninizden yardım alarak tamamlayabilirsiniz. Cevaplarınızın tamamı “Evet” ise bir sonraki faaliyete geçiniz.
PERFORMANS DEĞERLENDİRME
60
ÖĞRENME FAALİYETİ-2 Elektronik enstrümantasyon ve kontrol sistemlerinin bakım ve onarımını
yapabileceksiniz. Bu faaliyet öncesinde yapmanız gereken öncelikli araştırmalar şunlardır:
Ø Elektronik enstrümantasyon ve kontrol sistemlerinin arızalarını araştırınız. Ø Kontrol uygulamalarında bakım ve onarım, arıza bulmada blok diyagram
kullanma işlemleri hakkında bilgi edininiz.
Araştırma işlemleri için internet ortamında araştırma yapmanız ve elektronik enstrümantasyon ve kontrol sistemleri ile ilgili çalışmalar yapan firmaları, teknik servisleri gezmeniz bu sistemleri kullanan kişilerden ön bilgi almanız gerekmektedir.
2. KONTROL UYGULAMALARINDA BAKIM VE ONARIM
Daha kaliteli ürünü daha ucuza üretip daha çok kâr etmeyi hedefleyen firmalar,
otomasyon sistemleri ile üretimlerini belirli bir düzene taşımışlardır. Hedefe erişim için bu bir yeterlilik seviyesi olmamış, maliyet kaynaklarından biri olan bakım-onarım uygulamaları geliştirilmiştir, ancak sağlıklı makineler ile kaliteli ürün üretilebileceği bilincine varılmıştır. İşte bu bilinç, “Makinenin ömrünü daha nasıl uzatabiliriz, muhtemel arızaları önceden belirleyerek en az duruş ile kaliteli üretime devam edebiliriz?” arayışına geçilmesine sebep olmuştur. Bu yaklaşım ile değişik bakım yöntemlerine odaklanılmış, makine sağlığı izlenmesi seviyesine gelinmiştir. Bu amaçla bakım teknolojisi hızlı bir gelişme göstermiştir. Uygulamalar sonrası, sadece arızanın belirlenmesinin yeterli olmadığı, o arızanın onarım faaliyetlerinin sonucunun birlikte izlenmesi, sık tekrarlayan arızaların makinelerde yapılacak değişiklikler ile önlenmesi aşamasına ulaşılmıştır. Malzeme yorulması, makine ömrünün uzatılması çalışmaları yapılmaya başlanmıştır. Makinelerin sağlığının yönetimi, bakım-onarım yöntemlerinde günümüzde erişilen en üst seviyedir.
ÖĞRENME FAALİYETİ-2
AMAÇ
ARAŞTIRMA
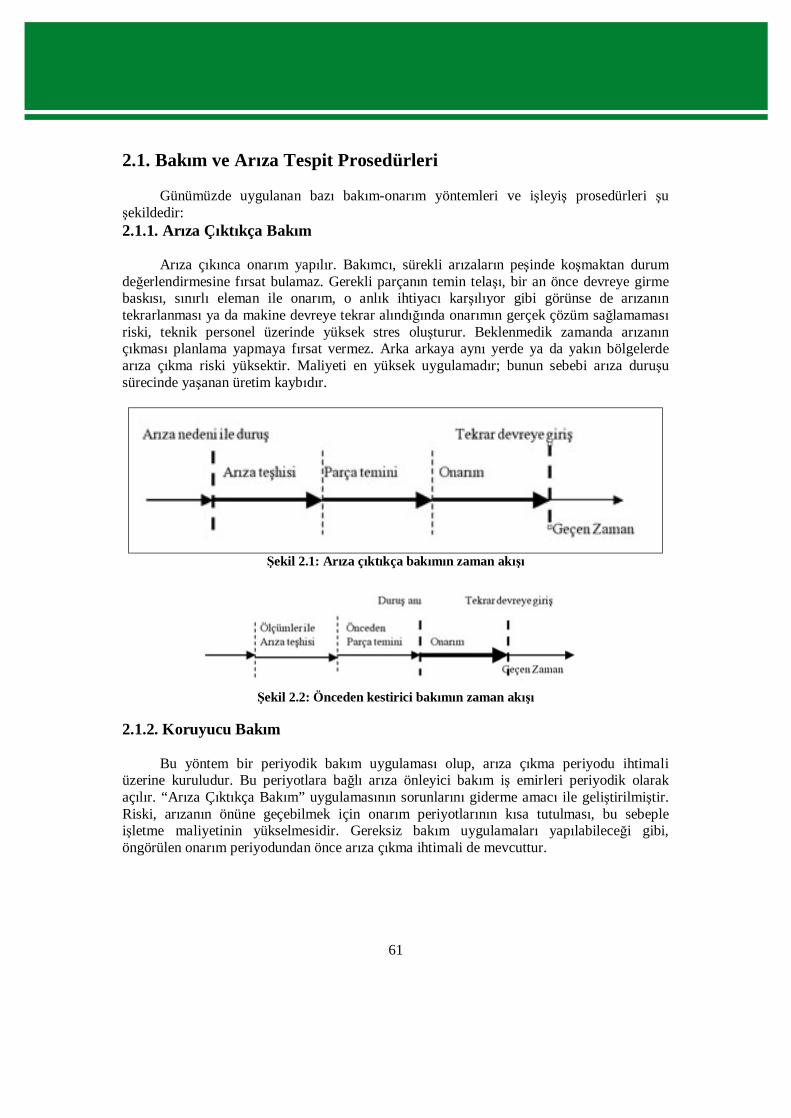
61
2.1. Bakım ve Arıza Tespit Prosedürleri Günümüzde uygulanan bazı bakım-onarım yöntemleri ve işleyiş prosedürleri şu
şekildedir: 2.1.1. Arıza Çıktıkça Bakım
Arıza çıkınca onarım yapılır. Bakımcı, sürekli arızaların peşinde koşmaktan durum
değerlendirmesine fırsat bulamaz. Gerekli parçanın temin telaşı, bir an önce devreye girme baskısı, sınırlı eleman ile onarım, o anlık ihtiyacı karşılıyor gibi görünse de arızanın tekrarlanması ya da makine devreye tekrar alındığında onarımın gerçek çözüm sağlamaması riski, teknik personel üzerinde yüksek stres oluşturur. Beklenmedik zamanda arızanın çıkması planlama yapmaya fırsat vermez. Arka arkaya aynı yerde ya da yakın bölgelerde arıza çıkma riski yüksektir. Maliyeti en yüksek uygulamadır; bunun sebebi arıza duruşu sürecinde yaşanan üretim kaybıdır.
Şekil 2.1: Arıza çıktıkça bakımın zaman akışı
Şekil 2.2: Önceden kestirici bakımın zaman akışı
2.1.2. Koruyucu Bakım
Bu yöntem bir periyodik bakım uygulaması olup, arıza çıkma periyodu ihtimali
üzerine kuruludur. Bu periyotlara bağlı arıza önleyici bakım iş emirleri periyodik olarak açılır. “Arıza Çıktıkça Bakım” uygulamasının sorunlarını giderme amacı ile geliştirilmiştir. Riski, arızanın önüne geçebilmek için onarım periyotlarının kısa tutulması, bu sebeple işletme maliyetinin yükselmesidir. Gereksiz bakım uygulamaları yapılabileceği gibi, öngörülen onarım periyodundan önce arıza çıkma ihtimali de mevcuttur.
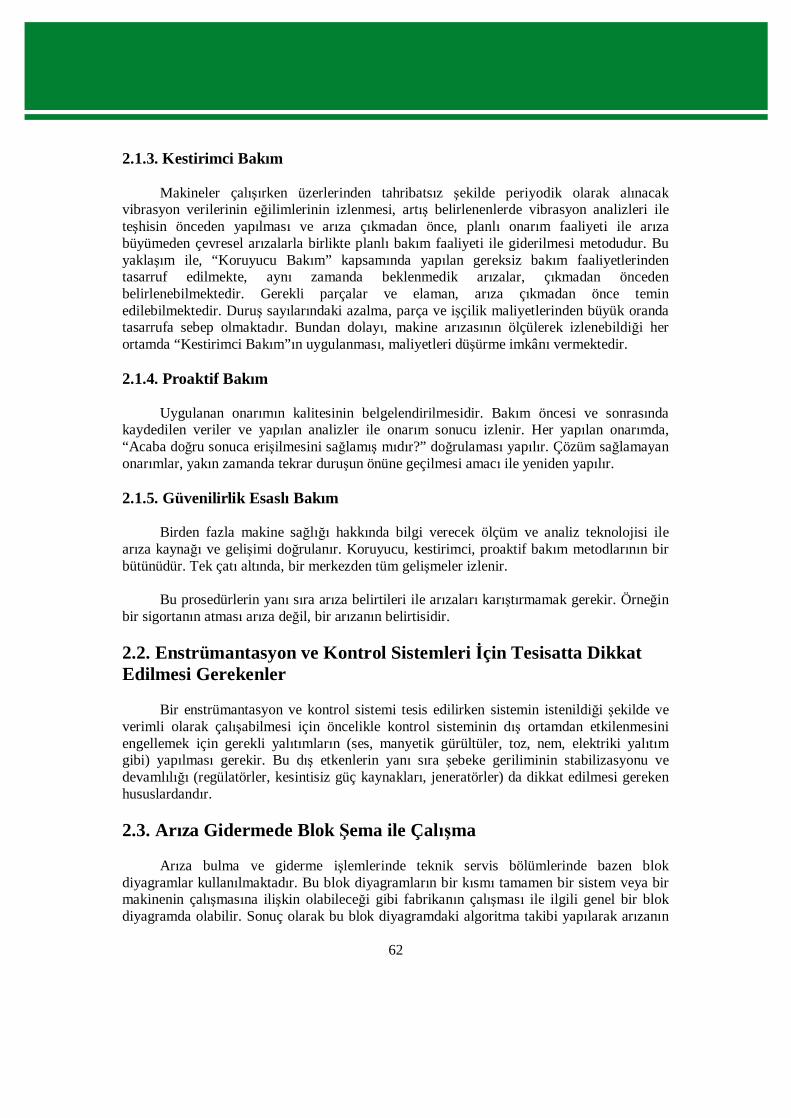
62
2.1.3. Kestirimci Bakım Makineler çalışırken üzerlerinden tahribatsız şekilde periyodik olarak alınacak
vibrasyon verilerinin eğilimlerinin izlenmesi, artış belirlenenlerde vibrasyon analizleri ile teşhisin önceden yapılması ve arıza çıkmadan önce, planlı onarım faaliyeti ile arıza büyümeden çevresel arızalarla birlikte planlı bakım faaliyeti ile giderilmesi metodudur. Bu yaklaşım ile, “Koruyucu Bakım” kapsamında yapılan gereksiz bakım faaliyetlerinden tasarruf edilmekte, aynı zamanda beklenmedik arızalar, çıkmadan önceden belirlenebilmektedir. Gerekli parçalar ve elaman, arıza çıkmadan önce temin edilebilmektedir. Duruş sayılarındaki azalma, parça ve işçilik maliyetlerinden büyük oranda tasarrufa sebep olmaktadır. Bundan dolayı, makine arızasının ölçülerek izlenebildiği her ortamda “Kestirimci Bakım”ın uygulanması, maliyetleri düşürme imkânı vermektedir.
2.1.4. Proaktif Bakım
Uygulanan onarımın kalitesinin belgelendirilmesidir. Bakım öncesi ve sonrasında
kaydedilen veriler ve yapılan analizler ile onarım sonucu izlenir. Her yapılan onarımda, “Acaba doğru sonuca erişilmesini sağlamış mıdır?” doğrulaması yapılır. Çözüm sağlamayan onarımlar, yakın zamanda tekrar duruşun önüne geçilmesi amacı ile yeniden yapılır.
2.1.5. Güvenilirlik Esaslı Bakım
Birden fazla makine sağlığı hakkında bilgi verecek ölçüm ve analiz teknolojisi ile
arıza kaynağı ve gelişimi doğrulanır. Koruyucu, kestirimci, proaktif bakım metodlarının bir bütünüdür. Tek çatı altında, bir merkezden tüm gelişmeler izlenir.
Bu prosedürlerin yanı sıra arıza belirtileri ile arızaları karıştırmamak gerekir. Örneğin
bir sigortanın atması arıza değil, bir arızanın belirtisidir.
2.2. Enstrümantasyon ve Kontrol Sistemleri İçin Tesisatta Dikkat Edilmesi Gerekenler
Bir enstrümantasyon ve kontrol sistemi tesis edilirken sistemin istenildiği şekilde ve
verimli olarak çalışabilmesi için öncelikle kontrol sisteminin dış ortamdan etkilenmesini engellemek için gerekli yalıtımların (ses, manyetik gürültüler, toz, nem, elektriki yalıtım gibi) yapılması gerekir. Bu dış etkenlerin yanı sıra şebeke geriliminin stabilizasyonu ve devamlılığı (regülatörler, kesintisiz güç kaynakları, jeneratörler) da dikkat edilmesi gereken hususlardandır.
2.3. Arıza Gidermede Blok Şema ile Çalışma
Arıza bulma ve giderme işlemlerinde teknik servis bölümlerinde bazen blok
diyagramlar kullanılmaktadır. Bu blok diyagramların bir kısmı tamamen bir sistem veya bir makinenin çalışmasına ilişkin olabileceği gibi fabrikanın çalışması ile ilgili genel bir blok diyagramda olabilir. Sonuç olarak bu blok diyagramdaki algoritma takibi yapılarak arızanın
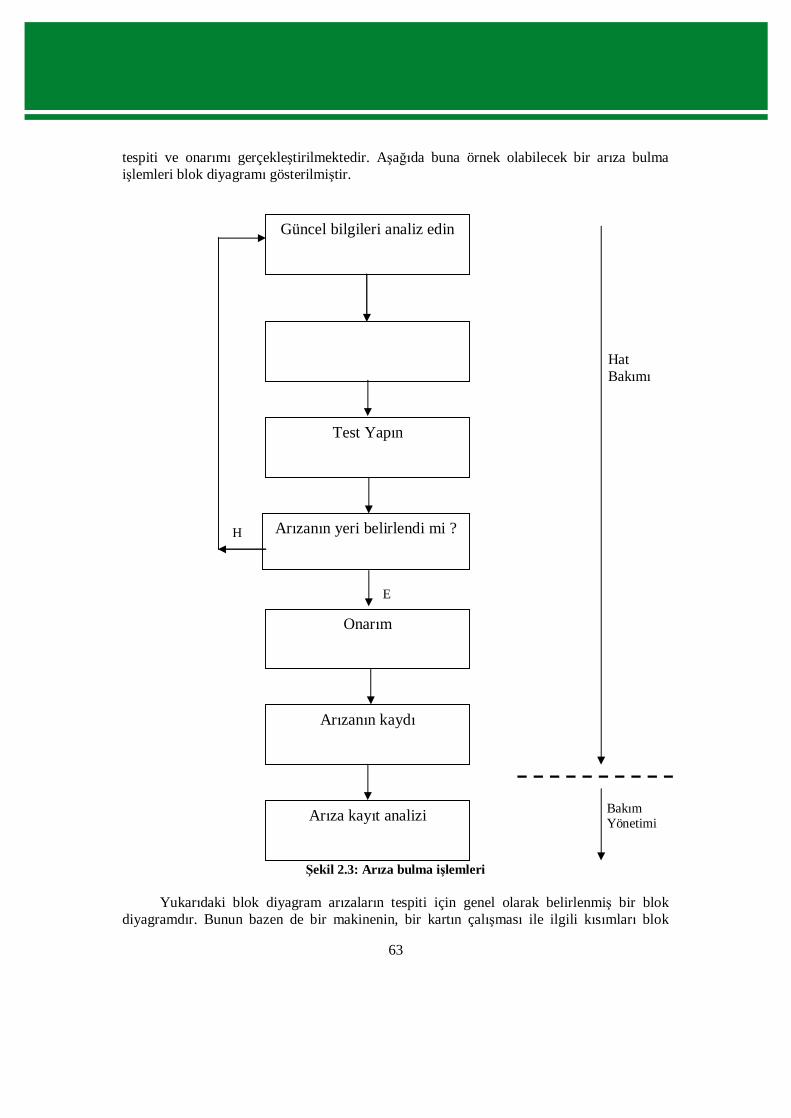
63
tespiti ve onarımı gerçekleştirilmektedir. Aşağıda buna örnek olabilecek bir arıza bulma işlemleri blok diyagramı gösterilmiştir.
Hat Bakımı H E Bakım Yönetimi
Şekil 2.3: Arıza bulma işlemleri Yukarıdaki blok diyagram arızaların tespiti için genel olarak belirlenmiş bir blok
diyagramdır. Bunun bazen de bir makinenin, bir kartın çalışması ile ilgili kısımları blok
Güncel bilgileri analiz edin
Arızanın yeri belirlendi mi ?
Arıza kayıt analizi
Arızanın kaydı
Onarım
Test Yapın

64
olarak gösteren diyagramlardan da faydalanılmaktadır. Burada arıza tespiti arızanın türüne göre blok diyagramın ilgili kısmı incelenerek yapılmaya çalışılır.
65
UYGULAMA FAALİYETİ
İşlem Basamakları Öneriler
Ø Arızayı tespit ediniz Ø Ölçü aletleri ve blok diyagramdan faydalanarak arızayı tespit ediniz.
Ø Arızayı gideriniz. Ø Güvenlik kurallarına da uyarak, dikkatli bir şekilde arızayı gideriniz.
UYGULAMA FAALİYETİ
66
ÖLÇME VE DEĞERLENDİRME
Aşağıdaki cümleleri doğru veya yanlış olarak işaretleyiniz. Faaliyette kazandığınız
bilgi veya becerileri ölçünüz.
1. (….) Bakım, onarım sürecinde zamanla arızanın belirlenmesinin yeterli olmadığı,
arızanın onarım faaliyetlerinin sonucunun birlikte izlenmesi, sık tekrarlayan arızaların
makinelerde yapılacak değişiklikler ile önlenmesi aşamasına ulaşılmıştır.
2. (….) Koruyucu bakım yöntemi arıza çıktığı zaman başvurulan bakım uygulamasıdır.
3. (….) Kestirimci bakım, makineler çalışırken üzerlerinden tahribatsız şekilde periyodik
olarak alınacak vibrasyon verilerinin eğilimlerinin izlenmesi, artış belirlenenlerde
vibrasyon analizleri ile teşhisin önceden yapılması ve arıza çıkmadan önce, planlı
onarım faaliyeti ile arıza büyümeden çevresel arızalarla birlikte planlı bakım faaliyeti
ile giderilmesi metodudur.
4. (….) Proaktif bakım uygulanan onarımın kalitesinin belgelendirilmesidir. Bakım
öncesi ve sonrasında kaydedilen veriler ve yapılan analizler ile onarım sonucu izlenir.
5. (….) Bir enstrümantasyon ve kontrol sistemi tesis edilirken sistemin istendiği şekilde
ve verimli olarak çalışabilmesi için sadece ortamın tozdan arındırılması yeterlidir, ses,
manyetik gürültüler, nem gibi faktörler önemli değildir.
DEĞERLENDİRME Cevaplarınızı cevap anahtarıyla karşılaştırınız ve doğru cevap sayınızı belirleyerek
kendinizi değerlendiriniz. Yanlış cevapladığınız konularla ilgili öğrenme faaliyetlerini tekrarlayınız.
ÖLÇME VE DEĞERLENDİRME
67
PERFORMANS DEĞERLENDİRME
Bir arkadaşınızla birlikte yaptığınız uygulamayı değerlendirme ölçeğine göre
değerlendirerek, eksik veya hatalı gördüğünüz davranışları tamamlama yoluna gidiniz.
DEĞERLENDİRME ÖLÇÜTLERİ İŞLEM BASAMAKLARI Evet Hayır
Ölçü aletlerini (multimetre…) tam olarak hazırladınız mı? Arızalı sistemi inceleyebildiniz mi? Arızayı tesbit edebildiniz mi? Arızayı onarabildiniz mi? DÜZENLİ VE KURALLARA UYGUN ÇALIŞMA Mesleğe uygun kıyafet (önlük) giydiniz mi? Çalışma alanını ve aletleri tertipli-düzenli kullandınız mı? Laboratuvar ortamının temizlik-düzenine dikkat ettiniz mi? Zamanı iyi kullandınız mı?
DEĞERLENDİRME Yaptığınız değerlendirme sonunda “Hayır” şeklindeki cevaplarınızı bir daha gözden
geçiriniz. Kendinizi yeterli görmüyorsanız öğrenme faaliyetini tekrar ediniz. Eksikliklerinizi araştırarak ya da öğretmeninizden yardım alarak tamamlayabilirsiniz. Cevaplarınızın tamamı “Evet” ise Modül Değerlendirme’ye geçiniz.
PERFORMANS DEĞERLENDİRME
68
MODÜL DEĞERLENDİRME Aşağıdaki cümleleri doğru veya yanlış olarak işaretleyiniz.
1. (….) Hız ve ivme ölçümlerinde elektromanyetik hız algılayıcıları ve çeşitli ivme
ölçerler (kapasitif, piezorezistif, piezo-elektrik,ısıl) kullanılır. 2. (….) SI birim sisteminde iş 1 Newton metre veya 10 Joule'dür. 3. (….) Viskozite, akış hızıyla aynı anlamdadır. 4. (….) Cıvalı termometreler ise sıcaklığa bağlı olarak maddedeki hacimsel değişim
esasına dayalı olarak çalışır. 5. (….) Ölçme, bilinen bir birimle, aynı cinsten, bilinmeyen bir boyutun karşılaştırılması
işlemidir. 6. (….) Elektromıknatıslarda bobinin içinden geçen akımın şiddeti ve yönü
elektromıknatısın alan etkisi ve kutuplarının yönünü değiştirmez. 7. (….) Fiziksel ortam değişikliklerini (ısı, ışık, basınç, ses, vb.) algılayan cihazlara
sensör, algıladığı bilgiyi elektrik enerjisine çeviren cihazlara transduser denir. 8. (….) Aktif transduserler çalışmaları için haricî bir enerji beslenmesine ihtiyaç
duymazlar. 9. (….) NTC’ler sıcaklıkla dirençleri doğru orantılı olarak değişen elemanlardır. 10. (….) Kendisini ya da başka bir sistemi, düzenlemek, kumanda etmek ya da yönetmek
üzere uygun bir biçimde bağlanmış fiziksel elemanlar kümesine kontrol sistemi denir. 11. (….) Çıkışın ya da kontrol edilen büyüklüğün kumanda edilmesi bakımından kontrol
sistemleri açık çevrim ve kapalı çevrim olarak ikiye ayrılır. 12. (…..) Açık çevrim kontrol sistemlerinde geribesleme vardır. 13. (…..) Bazı kaynaklarda geribesleme işaretine hata veya sapma işareti denir. 14. (…..) Mikroişlemcilerde ALU, işlemcinin matematiksel işlemlerinin gerçekleştirildiği
birimdir. 15. (…..) Bir kontrol sisteminde sinyallerin alınması, işlenmesi (yorumlanması) ve bunların
sonucunda cihazların kontrolünü gerçekleştiren elemanlara sensör denir.
MODÜL DEĞERLENDİRME
69
16. (…..) PLC, programlanabilir lojik kontrolördür. 17. (…..) Endüstriyel kontrol sistemlerinde röleli kontrol sistemleri PLC’lerden daha fazla
tercih edilmektedirler 18. (…..) PLC’ler seçilirken giriş / çıkış sayılarının bir önemi yoktur. 19. (…..) VDU ünitesi, video kontrol işlemlerinin yapıldığı ünitedir. 20. (…..) Sistemin sürekli kayıtlarını tutan sistemlere otomatik kaydediciler denir. 21. (….) Bakım, onarım sürecinde zamanla arızanın belirlenmesinin yeterli olmadığı, o
arızanın onarım faaliyetlerinin sonucunun birlikte izlenmesi, sık tekrarlayan arızaların makinelerde yapılacak değişiklikler ile önlenmesi aşamasına ulaşılmıştır.
22. (….) Koruyucu bakım yöntemi arıza çıktığı zaman başvurulan bakım uygulamasıdır. 23. (….) Kestirimci bakım makineler çalışırken üzerlerinden tahribatsız şekilde periyodik
olarak alınacak vibrasyon verilerinin eğilimlerinin izlenmesi, artış belirlenenlerde vibrasyon analizleri ile teşhisin önceden yapılması ve arıza çıkmadan önce, planlı onarım faaliyeti ile arıza büyümeden çevresel arızalarla birlikte planlı bakım faaliyeti ile giderilmesi metodudur.
24. (….) Proaktif bakım uygulanan onarımın kalitesinin belgelendirilmesidir. Bakım öncesi
ve sonrasında kaydedilen veriler ve yapılan analizler ile onarım sonucu izlenir. 25. (….) Bir enstrümantasyon ve kontrol sistemi tesis edilirken sistemin istendiği şekilde ve
verimli olarak çalışabilmesi için sadece ortamın tozdan arındırılması yeterlidir, ses, manyetik gürültüler, nem gibi faktörler önemli değildir.
DEĞERLENDİRME
Cevaplarınızı cevap anahtarıyla karşılaştırınız ve doğru cevap sayınızı belirleyerek
kendinizi değerlendiriniz. Yanlış cevapladığınız konularla ilgili öğrenme faaliyetlerini tekrarlayınız.
70
PERFORMANS DEĞERLENDİRME
Modül ile kazandığınız yeterliği aşağıdaki ölçütlere göre değerlendiriniz
DEĞERLENDİRME ÖLÇÜTLERİ Evet Hayır
Transduserleri yeterince inceleyebildiniz mi?
Transduserlerle ölçüm yapabildiniz mi?
Kontrol sistemlerini yeterince inceleyebildiniz mi?
Kontrol sistemlerinin çalışmalarını inceleyebildiniz mi?
Kontrolörleri yeterince inceleyebildiniz mi? Arızalı sistemi inceleyebildiniz mi?
Arızayı tespit edebildiniz mi? Arızayı onarabildiniz mi?
DEĞERLENDİRME Teorik bilgilerle ilgili soruları doğru cevapladıktan sonra, yeterlik testi sonucunda,
tüm sorulara “Evet” cevabı verdiyseniz bir sonraki modüle geçiniz. Eğer bazı sorulara “Hayır” şeklinde cevap verdiyseniz eksiklerinizle ilgili bölümleri tekrar ederek yeterlik testini yeniden yapınız.
71
CEVAP ANAHTARLARI
ÖĞRENME FAALİYETİ-1 CEVAP ANAHTARI
1 D 2 Y 3 Y 4 D 5 D 6 Y 7 D 8 Y 9 Y 10 D 11 D 12 Y 13 D 14 D 15 Y 16 D 17 Y 18 Y 19 D 20 D
ÖĞRENME FAALİYETİ-2 CEVAP ANAHTARI
1 D 2 Y 3 D 4 D 5 Y
CEVAP ANAHTARLARI
72
MODÜL DEĞERLENDİRME OBJEKTİF TEST CEVAP ANAHTARI
1 D 2 Y 3 Y 4 D 5 D 6 Y 7 D 8 Y 9 Y 10 D 11 D 12 Y 13 D 14 D 15 Y 16 D 17 Y 18 Y 19 D 20 D 21 D 22 Y 23 D 24 D 25 Y
Cevaplarınızı cevap anahtarları ile karşılaştırarak kendinizi değerlendiriniz.

73
ÖNERİLEN KAYNAKLAR
Ø Kontrol sistemleri ile ilgili malzeme katalogları
Ø Enstrümantasyon ve kontrol ile ilgili kitaplar
Ø İnternette enstrümantasyon ve kontrol ile ilgili iş yapan firmaların siteleri
ÖNERİLEN KAYNAKLAR
74
KAYNAKÇA Ø Doç. Dr. PASTACI Halit, Elektrik ve Elektronik Ölçmeleri, Y.T.Ü, 1992.
Ø Prof. Dr. ÜLGÜR M.Münir, İ.T.Ü Otomatik Kontrol Sistemleri Ders Notları
, İTÜ, 1980.
Ø Kuo Benjamin C, Automatic Control Systems, Prentace Hall, 1991.
Ø Prof. Dr. SARIOĞLU M. Kemal, Otomatik Kontrol 1, Birsen Yay, 1994.
Ø AKSARAY M. Zeki, Mustafa SÖNMEZ, Ölçme Aletleri ve Elektroniksel
Ölçme, MEB, 1989.
Ø PARR E.A, Endüstriyel Kontrol El Kitabı cilt I-II, MEB, 2002.
Ø Kingham Edward G., Radnai Rudolf, Otomatik Cihazlar ve Ölçme Sistemleri,
1994.
Ø Doç. Dr. Osman Gürdal, Algılayıcılar ve Dönüştürücüler, Nobel Yay, 2000.
Ø B. ŞAHAN Yüksel, Fizik Laboratuvar Deneyleri, Zambak Yayınları İzmir,
2004.
Ø Osman SOYSAL, Ölçme Tekniği ve Laboratuvarı ,1998.
Ø ACIELMA Faruk, Programlanabilir Lojik Kontrol (PLC) Kontrol
Laboratuvarı, Milli Eğitim Basımevi, İstanbul, 2005.
Ø MUTLUGÜN Vedat, Otomatik Kumanda Seminer Notları, Haydarpaşa
Anadolu Teknik Lisesi Otomatik Kumanda Bölümü, İstanbul, 2002.
Ø ÖZDAMAR Cem, Programlanabilir Lojik Kontrolörler PLC Teori ve
Uygulama, Birsen Yayınevi Ltd.Şti., İstanbul.
Ø ÖZDEMİR Ali, PLC.
Ø www.silisyum.net (Erişim tarihi: Aralık 2005)
Ø www.mefa.com.tr(Erişim tarihi: Aralık 2005)
Ø www.e3tam.com(Erişim tarihi: Aralık 2005)
Ø www.doctronics.co.uk(Erişim tarihi: Aralık 2005)
Ø www.technologystudent.com(Erişim tarihi: Aralık 2005)
Ø www.transducerdirectory.info(Erişim tarihi: Aralık 2005)
KAYNAKÇA
75
Ø www.ibiblio.org/obp/electriccircuits/dc/index.htm(Erişim tarihi: Aralık 2005)
Ø www.onel.com.tr(Erişim tarihi: Aralık 2005)
Ø www.e3tam.com(Erişim tarihi: Aralık 2005)
Ø www.andamooka.org(Erişim tarihi: Aralık 2005)
Ø www.edstudentservices.com/bnicorp/coursedesc.jhtml?course=Block%20B13(E
rişim tarihi: Aralık 2005)
Ø www.delmarlearning.com/browse_product_detail.aspx?catid=18533&isbn=1401
862926&cat1ID=EL&cat2ID=IE(Erişim tarihi: Aralık 2005)





























