Embed Size (px)
Citation preview
Evonik innovation award 2011
and the winner is...PrintEd ElEctronics
solution-based transistor matrix
elements38Quarterly science newsletter issue 1|2012
2 Contents
elements38 Issue 1|2012
6
28
34
Cover PiCture
Measurement set-up for thin-film transistors as part of the Printed Electronics Project
neWs
4 Evonik to build a new methionine production complex for roughly €500 million in Singapore
4 Capacity expansion for polyamide 12 in Germany and Asia planned 5 Production capacity for PLEXIGLAS® molding compounds
in Shanghai doubled 5 New production plant for cosmetic ingredients in Brazil planned
evonik innovation aWard 2011
6 And the winner is... neW ProduCt/neW system solution Category
8 Lasting protection for photovoltaic modules neW or imProved ProCess Category
12 A catalyst for success
neWs
17 VESTAKEEP® PEEK pump implant helps treat ascites 17 Tego Innovation Center in Shanghai and Singapore opened
Printed eleCtroniCs 18 Solution-based transistor matrix
neWs
26 Next-generation PEEK polymer 26 Superabsorbents “Made in Krefeld”—a quarter century of success 27 Laboratory and production capacity for HPAPI expanded
site management 28 Infracor’s new process for treating water with chlorine dioxide
innovation management 34 Netnography: Listening to the voice of the people
Promotion oF young talents
42 In the classroom of the future
neWs 46 Evonik Meets Science Japan 2011 46 Up to €100 million for venture capital activities
over the medium term 47 Strategic partnership with University of Minnesota
47 Credits
editorial 3
elements38 Issue 1|2012
chemistry 2.0
Patrik WohlhauserMember of the Executive Board of Evonik industries aG
Have you ever wanted to know how to prevent sweat stains? How useful denture cleansers can be for giving your motor home water system a general cleaning? Or how you can get the yellowed housing of your washing machine white again? What you need to do, then, is rummage around Internet forums. You can rest assured that almost any problem, no matter how unusual, is not only discussed on the Internet but also solved in amazingly creative ways. This is interesting not only for users but also for researchers, because the accumulated knowledge of consumers on the Internet is useful in the search for innovations. With the help of netnography—a combination of the words “Internet” and “ethnography”—we have sifted through the Internet and come up with potential new applications for hydrogen peroxide.
And we have done this even though hydrogen peroxide is one of our oldest products. But its innovative potential is nowhere near exhausted. For example, we have created an additional market for hydrogen peroxide with the HPPO process for producing propylene oxide from propene and hydrogen peroxide. The innovation award that we give out inhouse each year shortly before Christmas underscored last year how important this process is to us. The 2011 award went for a new process that makes production of the TS1 catalyst required for the HPPO process ecofriendlier. Incidentally, the second award in the New Product/New System Solution category went to our VESTAMID® polyamide for covering the backs of photovoltaic modules to provide them with lasting protection. We discuss both of these projects in this issue.
On the example of hydrogen peroxide, netnography demonstrates how useful the Internet can be when you know how to use the technology. Our children, obviously, have grown up with this knowledge. Anyone who has watched young people using a game console, tablet PC, or smartphone can only marvel at how intuitively they operate these devices, without a single thought to the operating instructions.
We intend to exploit this flair for advanced technology to awaken children’s interest and delight in science and technology. One way is through the Evonik Foundation’s new learning platform on the Internet, where elementary school children can take a peek into the cartoon figure Professor Proto’s test tubes and learn an enormous amount about chemistry through play. Another way is through the Cyber Classroom, an innovative 3D learning and teaching environment for teaching complex content to older students. We have now equipped four schools with Cyber Classroom stations, including not only the hardware and software but several chemistry modules that were specifically developed for this purpose. The Cyber Classroom takes up where the students’ own powers of imagination leave off—for example, by making chemical reactions visible in 3D—and is as interactive and intuitive as the students’ own game consoles. For the students, it is a kind of Chemistry 2.0, which aims to encourage them to apply their natural drive to try out new things to the MINT subjects: mathematics, information science, natural sciences, and technology.

elements38 Issue 1|2012
4 neWs
Evonik to build a new methionine production complex for roughly € 500 million in singapore
With the largest of its chemical investments to date, Evonik plans to strengthen its core business with essential amino acids for animal nutrition. The Group will invest roughly half a billion euros in Singapore for the construc-tion of a methionine complex with an annual capacity of 150,000 metric tons. In the com-pletely backward-integrated complex on Jurong Island, Evonik will not only produce the amino acid methionine, which is in high demand for animal feed, but also all the stra-tegically important raw materials required for the production process. The new plant is scheduled to begin operating in the second half of 2014 and will employ several hundred persons. The main engineering and raw material contracts have already been awarded and preliminary work has already com-menced.
With the new construction and the expan-sion of the four existing methionine produc-tion plants Evonik wants to raise its total
annual capa city for this amino acid to 580,000 metric tons beginning in 2014—an increase of more than 60 percent in just five years (2010: 360,000 mt). “Methionine is one of our core businesses, which we want to strengthen con siderably in the Asian growth market by making this major investment. This also should bring us closer to our customers in Asia and makes us a solid, reliable, long-term partner,” explained Dr. Klaus Engel, CEO of Evonik Industries. Evonik considers itself as the market leader for methionine, which the company markets as MetAMINO®.
“By taking this step in Singapore, we’ll enjoy a presence in all world regions, as is achievable with modern and highly efficient production facilities. We’ve consistently
expanded our existing facilities in North America and Europe over the years to meet the increasing demand of our customers and to secure our leading position among the competition,” added Dr. Reiner Beste, head of the Health & Nutrition Business Unit.
DL-methionine is an indispensable amino acid for healthy and sustainable animal nutri tion. The balanced use of MetAMINO® is playing an increasingly crucial role in ad -vanced nutrition concepts for poultry, pigs, and fish. Global meat consumption is con-sidered to keep rising in the long run as more and more people live in prosperity, a so a more efficient supply of nutrients in animal feed is needed for both ecological and economic reasons.
the balanced use of MetaMino® is playing an increas-ingly crucial role in advanced nutrition concepts for poultry, pigs, and fish
a new application of Evonik´s polyamide 12 is gas piping, such as that used in urban distribution networks for a pressure range between 10 and 20 bar
capacity expansion for polyamide 12 in Germany and asia planned
Evonik Industries plans to expand capacities for the specialty polymer polyamide 12. First, the Group is significantly expanding its exist-ing plant in Marl; second, the Executive Board has now approved preliminary and basic plann ing for a new polyamide 12 production facility in Asia. The 5,000-metric-ton capa-city expansion in Marl is expected to start operating in 2012. The Asian facility, which will provide a very significant expansion of 20,000 metric tons, is scheduled for comple-tion within three years; it now awaits the ap-proval of the company’s different bodies.
Dr. Dahai Yu, a member of Evonik’s Executive Board with responsibility for the Specialty Materials segment, said: “With the significant capacity expansion proposed, we plan to consolidate our leading position in polyamide 12 for the long term. We’re relying here on growth in the established markets as well as in emerging regions like Asia.” Polyamide 12 is used in innovative and high-
quality products in the automotive sector and in electricals and electronics, household gadg ets, and sports equipment as well as in industry. And, in conjunction with customers, Evonik has developed new applications in oil and gas production and gas distribution.
“As the sole integrated producer of poly-amide 12, Evonik has at its disposal an out-standing and competitive technology plat-form,” added Gregor Hetzke, head of the Performance Polymers Business Unit. Evonik produces polyamide 12 starting from buta-diene; this is converted through various inter-mediate steps to the monomer laurolactam, which polymerizes to polyamide 12.
This is then processed further by the com-pany into what are known as compounds, in which additives are mixed into the base poly-mer for the various specialty applications. Evonik markets polyamide 12 as the structural material VESTAMID® and the coating powder VESTOSINT®.

elements38 Issue 1|2012
5neWs
Production capacity for PlEXiGlas® molding compounds in shanghai doubled
The last quarter of 2011 has seen phase-two expansion of Evonik’s PMMA plant in Shanghai completed and put online, thereby doubling its regional manufacturing capacity for molding compounds made of poly(methyl methacrylate) (PMMA) to around 40,000 metric tons.
The PMMA facility, part of a world-scale meth acrylate complex, originally commenced
with production of PLEXIGLAS® molding compounds for the Chinese and all other Asian markets back in 2008. Evonik began investing in the region as an early mover when it set up its methacrylate complex—a project entailing total expenditure of more than € 200 million. The expansion of capaci-ty at the plant acknowledges the continued, undiminished growth of the market and represents a further step forward for the cor-poration within the scope of its long-term Asia strategy. “With this move we want to further strengthen our position as one of the world’s biggest suppliers of specialty poly-mers and also lend additional import to our Shanghai operations,” says Gregor Hetzke, the head of Evonik’s Performance Polymers Business Unit.
Evonik’s PMMA molding compounds enjoy international renown under the popu-lar PLEXIGLAS® brand name. It supplies its extensive product range of PLEXIGLAS® mold ing compounds to a variety of industries, among them automotive and electronics manufacturers and the lighting industry.
This latest expansion of the PMMA plant also makes accommodations for growing demand in Europe as it helps to better secure supply availability of PLEXIGLAS® molding compounds for customers outside of Asia.
new production plant for cosmetic ingredients in Brazil planned
Evonik is pressing ahead with the planning phase for a new production facility for a wide range of ingredients for cosmetics and con-sumer goods in Americana in the Brazilian state of São Paulo. The planned investment is in the mid-double-digit million euro range. Production capacity will exceed 25,000 metric tons p.a. and start-up is scheduled for early 2014. The project is contingent upon the approval of the internal boards.
“The aim of this project is to establish production in Americana to improve our abil-ity to serve the market in Brazil and South America,” explained Patrik Wohlhauser, the member of Evonik‘s Executive Board re spon sible for the Consumer, Health & Nutrition segment and the South America region. Evonik already supplies customers in this region through its service and logis-tics center in Guarulhos (Brazil). The com-pany also plans to step up these activities in the future.
“With a production facility in Brazil we want to expand our global production net-work for the consumer goods industry and
to give us access to South America, which is an attractive growth market,” commented Dr. Claus Rettig, who heads up the Consumer Spe cialties Business Unit. Evonik has produc-tion facilities for cosmetic ingredients in Europe, the USA, and Asia. In addition to this project, at the end of March 2011 Evonik
announced that it would be building a further production plant for ingredients for cosmetics and household consumer goods in Shanghai (China) to serve the Asian market. This facility is scheduled to come on stream in about two years and involves investment in the upper double-digit million euro range.
elements38 Issue 1|2012
6 evonik innovation aWard 2011
VESTAMID® for covering the reverse side of photovoltaic modules and the new mixed oxide process for manufacturing the TS-1 catalyst, which is used in the HPPO process: These are the winners of the in-house Evonik Innovation Award 2011. On December 21, 2011, Executive Board Chairman Dr. Klaus Engel and Executive Board member Patrik Wohlhauser presented the coveted award for the eleventh time in a row. The award is given out each year to recog nize employee teams for their outstanding achievements. The €30,000 in prize money for the New Product/New System Solution category went to a team from the Per-formance Poly mers Business Unit. In the New or Improved Process category, the €30,000 in prize money went to a team from the Inorganic Materials and Advanced Intermediates Business Units.
Six teams—three in each category—made it to the final round and had a good chance of winning the Innovation Award. “All of your projects are proof of your originality, creativity, technical expertise, and, above all, keen sense of the market and its needs,” said Wohl hauser. “This is reflected in the fact that all nominated projects have already made the leap from laboratory to market. With this award, we’re acknowledging the best of the best for this year.”
Fourteen teams competed for this year’s award—nine in the New Product/New System Solution category, and five in the New or Improved Processes category. At the beginning of October, a jury selected the six finalists based on criteria such as economic importance, environmental advantages, and societal benefits. In the final meeting on the day of the award presentation, a second jury, made up of Wohlhauser; Dr. Peter Nagler, head of Corporate Innovation Strategy & Management; three heads of business units; and three professors, choose the winners. Before that, the nominated teams had one more opportunity to present their projects to the jury, and personally convince it of the benefit and economic potential of their development. “Because,” according to Wohlhauser, “without sales and marketing, innovation is impossible.”
And the winner is...

elements38 Issue 1|2012
the award in the new Product/new system solution category goes to:
Dr. Franz-Erich Baumann, Bernd Beckmann, Claudia Behrens, Michael Beyer, Dr. Harald Häger, Martin Himmelmann, Reinhold Steiner, Dr. Andreas Pawlik, Dr. Martin WielpützPerformance Polymers Business Unit
For the project:VESTAMID® for Photovoltaics
the award in the new or improved Process category goes to:
Dr. Kai Schumacher, Dr. Christian Schulze Isfort, Dr. Steffen Hasenzahl, Dr. Helmut Mangold, Dr. Andreas Hille, Dr. Martin Mörters, Dr. Wolfgang Lortz, Dr. Reinhard Vormberg, Rainer Loutschni, Friedhelm Collmann, Dr. Stefan Wieland, Dr. Michael Grün, Dr. Jörg Pietsch, Kurt-Alfred GaudschunInorganic Materials Business Unit
Dr. Bernd Jäger, Tibor KovacsAdvanced Intermediates Business Unit
For the project:A New Process Makes the Manufacturing of the TS-1 Catalyst more Environmentally Friendly
elements38 Issue 1|2012
8 evonik innovation aWard 2011 neW ProduCt/neW system solution Category
Lasting protection for photovoltaic modules
the dobratsch Gipfelhaus, or “dobratsch summit House” (alpine club lodge in the austrian province of carinthia), is situated at an altitude of 2,143 meters
Polyamide backsheets—a fluorine-free high-performance alternative

elements38 Issue 1|2012
9
Backsheets based on VESTAMID® can give solar modules lasting protection against environmental and weather conditions, not to mention other advantages over classical solutions. For this development, which is already established on the market, the Performance Polymers Business Unit received the Evonik Inno-vation Award 2011 in the New Product/New System Solution category.
333
All indicAtors point to a further dramatic increase in future world energy consumption over the course of this century. In addition to growing demand among the industrialized nations, emerging countries will develop a particularly powerful hunger for energy. The German Advisory Council on Global Change indicated as early as 2003 that only photovoltaics and solar thermal energy could make a difference in the world’s ability to cover its future energy consumption.
The contribution of solar energy will become even more vital in the second half of the 21st century, according to this scenario. While fossil fuels, nuclear energy, and, increasingly, renewable energies such as hydropower, wind, and geothermal energy will play important roles, these energy reserves pale in comparison to the amount of solar radiation that reaches us each year.
This situation explains why interest in generating electricity from sunlight is so strong. Over the last few years, the growth of the photovoltaics industry has been especially dynamic. Annual market growth of over 30 percent was not unusual. At the same time, increased competition in the industry and innovative new processes and materials mean that prices for solar modules have recently fallen dramatically—by an annual 18 percent, on average. Last year saw price drops of as much as 40 percent.
Market observers agree that this trend will continue. Even if Germany shows signs of saturation in the wake of further reductions in feedin tariffs,
increasing worldwide demand will more than compensate. The industry is experiencing tremendous cost pressures and looking for opportunities to optimize. The newly developed fluorinefree polyamide backsheet is one such opportunity: It can cost less to produce, is safer for the environment, and yet still has all the properties required of a backsheet.
A conventional module, which converts sunlight into electrical energy, consists of silicon solar cells covered by a glass pane in front. To protect against mechanical stress, the cells on both sides are embedded in a film, which in most cases is made of an EVA (ethyl vinyl acetate) copolymer.
The backsheet on the side that faces away from the sun completes the module, and serves two functions: Firstly it protects the active components from environmental elements and weather conditions such as humidity and ultraviolet radiation. Secondly it provides the required electrical insulation. For decades, these backsheets were made of a fluoropolymerpolyester composite—a film system that, in the view of the industry, went with a module the way a knife goes with a fork. It was for this film system that Evonik’s Performance Polymers Business Unit, together with Isovoltaic AG, developed a powerful alternative that performs all the required tasks without the drawbacks of the conventional films.
Manufacturers have to be able to guarantee that their solar modules withstand the most damaging environmental conditions for 20, sometimes even 25 years: High humidity in the tropics as well as in
elements38 Issue 1|2012
10 evonik innovation aWard 2011 neW ProduCt/neW system solution Category
creased UV radiation in the mountains or a raw desert climate. Up to now, there have been no locationspecific standards for solar modules—each one has had to meet all of these conditions, and manufacturers have to verify that they do in extensive tests by independent testing institutes.
Given these requirements, the industry has simply accepted the high price of the timetested fluorinated film composite. Over time, however, the backsheet has made up an everincreasing share of the costs of a module: From two to three percent several years ago, owing to the considerably higher price of the silicon cells, to six percent today. This is no trifling matter for a manufacturer, who is bound by necessity to optimize processes and costs.
Add to this the fact that, several years ago, the solar industry became painfully aware of the impact the backsheet could have on its growth, when production was unable to keep up with demand because of a shortage of the used fluorinated film. It was the “second raw materials crisis” of photovoltaics, which followed a silicon shortage some time earlier.
But the classical backsheet film has another drawback: An ecologically harmful fluorine content of about 40 percent. According to the EU directive on waste electrical and electronic equipment, which took effect in 2005, manufacturers must take back their modules and recycle or properly dispose of them when they reach the end of their useful lives. The fluorine content of the backsheet makes recycling far more difficult—which means that development of a
fluorinefree alternative for backsheets would be invaluable. So module manufacturers have had reasons enough to look around for alternative materials for backsheets.
To address this need, Evonik’s Performance Polymers Business Unit set to work with its partner Isovoltaic. Evonik has extensive polymer and extrusion expertise, while Isovoltaic has the knowhow in production and application of films. Isovoltaic AG, headquartered in Lebring, Austria, is the market leader in the development and production of backsheet films for solar modules, so it has direct access to customers. For Evonik, on the other hand, polymers for this type of application were unknown territory.
VESTAMID®, the wellestablished highperformance polyamide, which has already proven itself in a variety of applications, including pump wheels, noiseless drives, sports shoes, and offshore oil pipelines, is the starting material for a new backsheet film. Because the material has high chemical resistance, which also means weather resistance, and high mechanical stability, its properties were already quite close to the target profile. The polyamide 12 still had to be modified, however.
By selectively optimizing individual components, and by adapting and using the synergies of individual
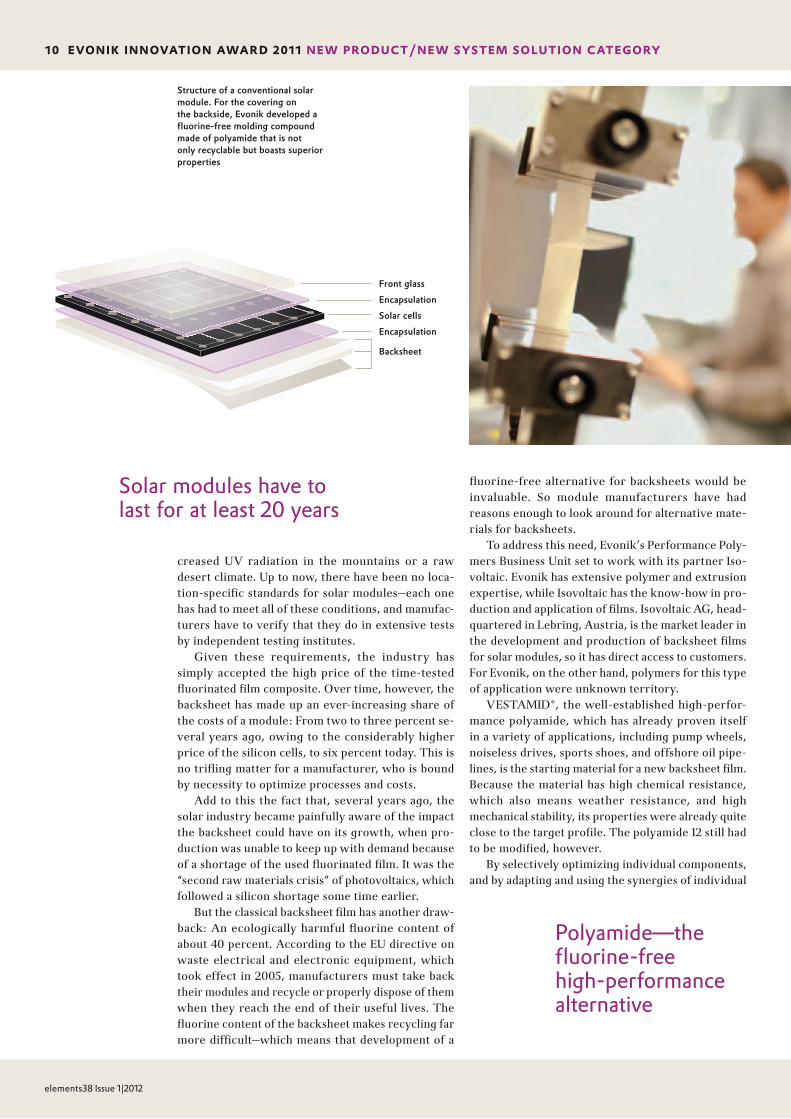
Solar modules have to last for at least 20 years
structure of a conventional solar module. For the covering on the backside, Evonik developed a fluorine-free molding compound made of polyamide that is not only recyclable but boasts superior properties
Polyamide—the fluorine-free high-performance alternative
Front glass
Encapsulation
solar cells
Encapsulation
Backsheet

elements38 Issue 1|2012
fillers and stabilizers, the Performance Polymers Business Unit was able to significantly increase the adhesive properties of VESTAMID® films compared to conventional fluorinebased backsheets, as well as achieve notable temperature and UV stabilities, even for the highperformance material VESTAMID®. The business unit was also able to drastically increase the reflective properties of these films, which can boost the efficiency of the modules, depending on their structure.
But the devil was in the details: Mixing these individual components into a customdesigned compound posed an enormous challenge. Here, the Performance Polymers Business Unit was able to set a new standard for molding compound quality—for example, with regard to reduced agglomerates and gels—by using and selectively optimizing the latest filtration technologies, as well as developing and transferring the existing compounding technologies to new production routes. Because of the high quality standards, the business unit can supply its partner Isovoltaic the molding compound at this quality reproducibly and without batch fluctuations. Isovoltaic, in turn, can produce extremely thin films from the material.
Isovoltaic developed two designs for new backsheet films based on the molding compounds de veloped by Evonik. The first design is closely re lat ed to the classical backsheet film: In production, a thin VESTAMID® film is extruded and laminated to a substrate film made of PET (polyethylene terephthalate).
Production of the second design involves no lamination at all but simultaneous coextrusion of three polyamide layers. Anyone who can visualize extrusion processes can well imagine the complexity of this task: First, the plastic granules for each layer are
fused through shearing and heating to a highly viscous molding compound that is then dropped onto a roller as a broad curtain of melt—and this is done for three layers at one time.
By selectively optimizing the compounds of each layer individually, a good adhesion between the layers can be achieved via coextrusion only—in other words, without using crosslinked adhesives. Thus, this structure provides a fluorinefree and purely thermoplastic backsheet, thereby opening up new opportunities for easy recycling of the modules at the end of their life cycle.
Both of the backsheet designs described above are fluorinefree, more costeffective than conventional fluorinated backsheet films, and at least equivalent if not slightly superior to them in terms of properties. In 2009, Isovoltaic launched these new backsheet films on the market as ICOSOLAR® APA and ICOSOLAR® AAA with great success. It appears that the solar industry was waiting for this development to make its green technology fluorinefree and, therefore, “just a little greener.” 777
dr. martin WielpützPerformance Polymers Business Unit+49 2365 [email protected]
ContaCt
Two different designs developed
Mechanical testing (left) and optical control (center) of backsheet films for solar modules at isovoltaic aG to ensure that the films provide reliable and long-term protection and insulation of the solar cells.Film lamination—one of two designs (right)

elements38 Issue 1|2012
12 evonik innovation aWard 2011 neW or imProved ProCess Category
Catalysts work particularly well when process and catalyst form a perfectly har-monized team. To synthesize propylene oxide, Evonik experts have substantially improved catalyst production and production processes—to the great benefit of operating efficiency and the environment. For this innovation, the team received the Evonik Innovation Award 2011 in the New or Improved Process category.
A catalyst for success
Production of titanium silicate 1 by hydrothermal synthesis. in this process, the catalyst raw material is crystallized to the finished zeolite together with a template in aqueous solution under heat and pressure
structure of titanium silicate 1

elements38 Issue 1|2012
in school books, most catalytic reactions look pretty easy: They are often described using this simple formula:
Unfortunately, this formula has little to do with reality. Catalysts per se are no magic cure. On the commercial scale, they are only efficient and selective enough when interdisciplinary catalyst specialists and process engineers perfectly coordinate process and catalytic reaction. A particularly successful example of this is commercial production of propylene oxide using titanium silicate 1.
Titanium silicates (TS) are crystalline molecular sieves of the composition (SiO2)1X(TiO2)X, in which titanium (IV) centers replace a small percentage of the silicon centers in the crystal lattice. They enable selec tive oxidation with hydrogen peroxide. Hydrogen peroxide is activated through coordination at the titanium (IV) centers, and can easily transfer an oxygen atom to oxidizing compounds in this state. In addition to the synthesis of lactams and phenol derivatives, the most important commercialscale application is synthesis of propylene oxide from propene and hydrogen peroxide. Propylene oxide is a key component of polyurethane (PU), among other substances. Polyurethanes are some of the most important plastics in the world: They serve as extremely light and hardwearing materials in automobile manufac ture, including such articles as seat cushions and dashboards. PU foams are used to insulate building facades and air conditioners, and to produce highquality foam mattresses.
With the growing demand for energysaving insulation and lightweight construction materials, demand for propylene oxide is also growing. About 5.5 million metric tons of the colorless, highly reactive, and volatile liquid was produced in 2008—a figure that had grown to 6.5 million metric tons by 2010. By 2015, global demand for propylene oxide could grow to an estimated 10 million metric tons.
Evonik has handled propylene oxide since as early as the 1990s. In fact, the company has been active on two levels: With the commercialscale conversion of propylene to propylene oxide using hydrogen peroxide as the oxidizing agent, and with the development of the TS1 customdesigned catalyst for the selective oxidation required in the process. Providing
the perfect catalyst raw materials is also part of Evonik’s core expertise. Here, the key is to obtain max imum yield from the reaction while minimizing the formation of potential byproducts. It is equally important that the production process for the catalyst is economically and environmentally optimized: The fewer the byproducts, the less waste, the lower the energy consumption, and the more sustainable the process.
There are several routes for the production of TS1. Conventional processes use complex ester compounds as sources for silicon and titanium. These are collectively referred to as the “ester route.” The drawback of this process is that the raw materials for production of the catalyst are sometimes extremely expensive, because the alkoxides have to be exceptionally pure. In addition, a hydrogel consisting of titanium dioxide and silicon dioxide is generated during the formation of the crystals. In this process, the ester groups release large quantities of ethanol, which have to be discarded or recycled.
The “template molecule,” a rather large and bulky ion pair, plays a key role in the formation of the crystal lattice. It functions as a kind of molecular template, which simulates the form and size of the reactive pores in the catalyst lattice. During crystallization under pressure and increased temperatures, or
“hydrothermal synthesis,” the raw materials react around this template molecule and form the structure for the catalytically active zeolite within a few hours. The salt is removed after crystallization.
Evonik has been producing TS1 since as far back as the 1990s, because at that time the company al ready recognized that it could use this catalyst to tap highly promising new markets and applications for the oxidizing agent hydrogen peroxide. With an annual capacity of about 650,000 metric tons of hydrogen peroxide and sites in Europe and a number of countries outside Europe, Evonik is a key producer of the ecofriendly bleaching and oxidizing agent.
Know-how for custom-designed catalysts
A + B [Catalyst]
C + D
333
elements38 Issue 1|2012
14 evonik innovation aWard 2011 neW or imProved ProCess Category
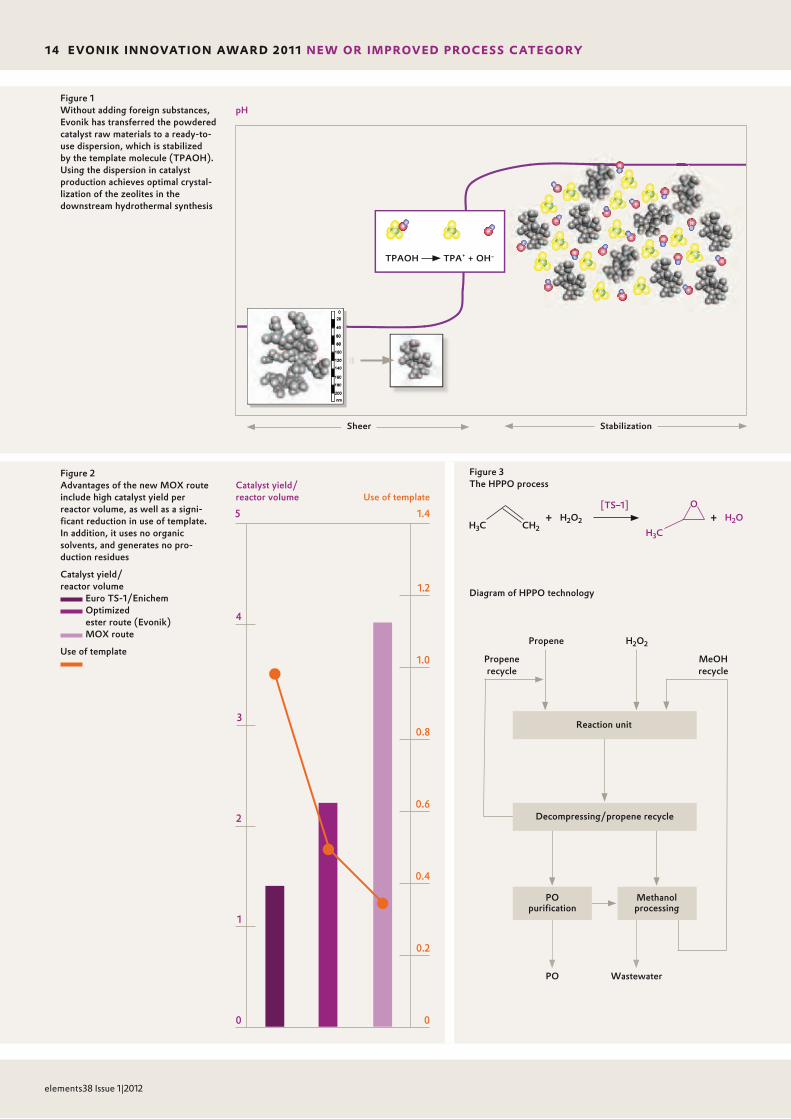
Figure 1without adding foreign substances, Evonik has transferred the powdered catalyst raw materials to a ready-to-use dispersion, which is stabilized by the template molecule (tPaoH). Using the dispersion in catalyst production achieves optimal crystal-lization of the zeolites in the downstream hydrothermal synthesis
Figure 2advantages of the new MoX route include high catalyst yield per reactor volume, as well as a signi-ficant reduc tion in use of template. in ad dition, it uses no organic solvents, and generates no pro -duction residues
catalyst yield/reactor volume
Euro ts-1/Enichem optimized ester route (Evonik)
MoX route
Use of template
diagram of HPPo technology
Figure 3the HPPo process
H3c cH2+ H2o2 H2o+
[ts–1]
H3c
o
catalyst yield/reactor volume Use of template
5 1.4
2
4
3
1
0
1.2
1.0
0.8
0.6
0.4
0.2
0
pH
sheer stabilization
tPaoH tPa+ + oH–
H2o2Propene
Propenerecycle
MeoHrecycle
reaction unit
Po wastewater
reaction unit
decompressing/propene recycle
Methanolprocessing
Po purification

elements38 Issue 1|2012
Since the late 1990s, Evonik has produced TS1 by a process it developed inhouse: Instead of the Si and Ti ester compounds, the process uses customdesigned SiTi mixed oxides as its catalyst raw materials—with the help of the AEROSIL® process. Here, silicon and titanium compounds are hydrolyzed as a mixture in a flame. This reaction generates silicon dioxide and titanium dioxide in a composition that also requires the catalytically effective zeolite at the end.
The advantages of this mixedoxide (MOX) route are obvious: The raw materials are extremely pure, free from heavy and alkali metals, and bring no impurities into the process. Alkali metals, for example, disrupt the formation of pores in the crystal lattice, which would substantially reduce the catalytic effect. The MOX route also generates no byproducts such as alcohols. This is why catalyst yields are significantly higher compared to the ester route.
With the Evonik process, therefore, production of TS1 is simpler and safer for the environment. The highpurity catalyst also increases yields in the downstream propylene oxide synthesis, since even small impurities caused by iron compounds, for example, would accelerate the spontaneous decomposition of the oxidizing agent.
The powdered catalyst raw materials that occur in the MOX route can be used in a variety of formulations on the commercial scale. As standard procedure, this powder and the template would be crystallized to the finished zeolite under hydrothermal synthesis, in aqueous solution, under heat and pressure.But there is a crucial problem with this approach: Adding large quantities of powder to the water is quite cumbersome, tedious, and requires special expertise.
This is why the optimized catalyst production process jointly developed by Evonik experts from multiple business units represents a major advancement. Specialists from the Catalysts and Silica Business Lines have succeeded in converting the otherwise conventional powder into readytouse dispersions, which simplify handling of the raw materials in catalyst synthesis enormously.
Dispersions must be stable for safe and commercialscale application. Evonik is making important progress here, as well: No additional additives, which could potentially disrupt the crystallization, are used as stabilizers. This also allows production of highly concentrated formulations that have 15 to 50 percent solids content and can be used directly in downstream hydrothermal synthesis. Crystallization of the zeo lites in the hydrothermal synthesis
process is then optimized, which yields a perfect catalyst for commercialscale use in propylene oxide production.
Because the MOX powder is very finely distributed and highly concentrated, the use of a template is reduced—this also contributes to the cost effectiveness of the MOX route. Following crystallization, the zeolite is dried and calcined, then undergoes a process for shaping it into the structure required for use in the reactor.
Evonik supplies a process to match the custom de s igned catalyst. On the commercial scale, propylene oxide is normally produced by processes that have important drawbacks. Two metric tons of byproducts—such as calcium chloride or phenyl ethanol, which can be further processed to styrene—are generated per metric ton of product. Disposing of
these substances or marketing them separately is a costly endeavor. Additionally, the cost of investing in equipment for conventional processes is quite high. The processes also generate a lot of wastewater and consume a lot of energy.
This is why Evonik developed and patented the “hydrogenperoxidetopropyleneoxide process,” or HPPO, together with Uhde. In the HPPO pro cess, hydrogen peroxide serves as an oxidizing agent, and the only byproduct of the reaction is water. This variant requires an upstream facility for producing hydrogen peroxide—unlike other processes—but no markets or disposal structures for byproducts or cogenerated products. Wastewater quantities and energy consumption are significantly lower. A process could hardly be cleaner or more direct. Compared to conventional production processes, HPPO offers significant advantages in terms of economic efficiency and environmental compatibility.
When it comes to this process, it is also true that what sounds simple is, in reality, a challenge for commercial implementation. Catalytic production of propylene oxide is partial oxidation. The art in the process engineering is to add an oxygen atom to the double bond of the propylene, and at the same time prevent the carbon network from oxidizing to aldehydes, acids, or even carbon dioxide. After the double bond is opened, the propylene oxide must basically be removed from the reaction.
Here, we see the perfect interplay between process and catalyst: What makes the customdesigned TS1 from Evonik so special is its structure, which ensures that the reaction is stopped following partial oxidation. Its cavities in the crystal lattice are large enough for the starting materials propylene and hydrogen peroxide. The procedure is patented
333
333
The HPPO process: Clean and direct
Ready-to-use dispersion instead of powder
elements38 Issue 1|2012
16 evonik innovation aWard 2011 neW or imProved ProCess Category
and an important key to the successful commercialscale implementation of the process.
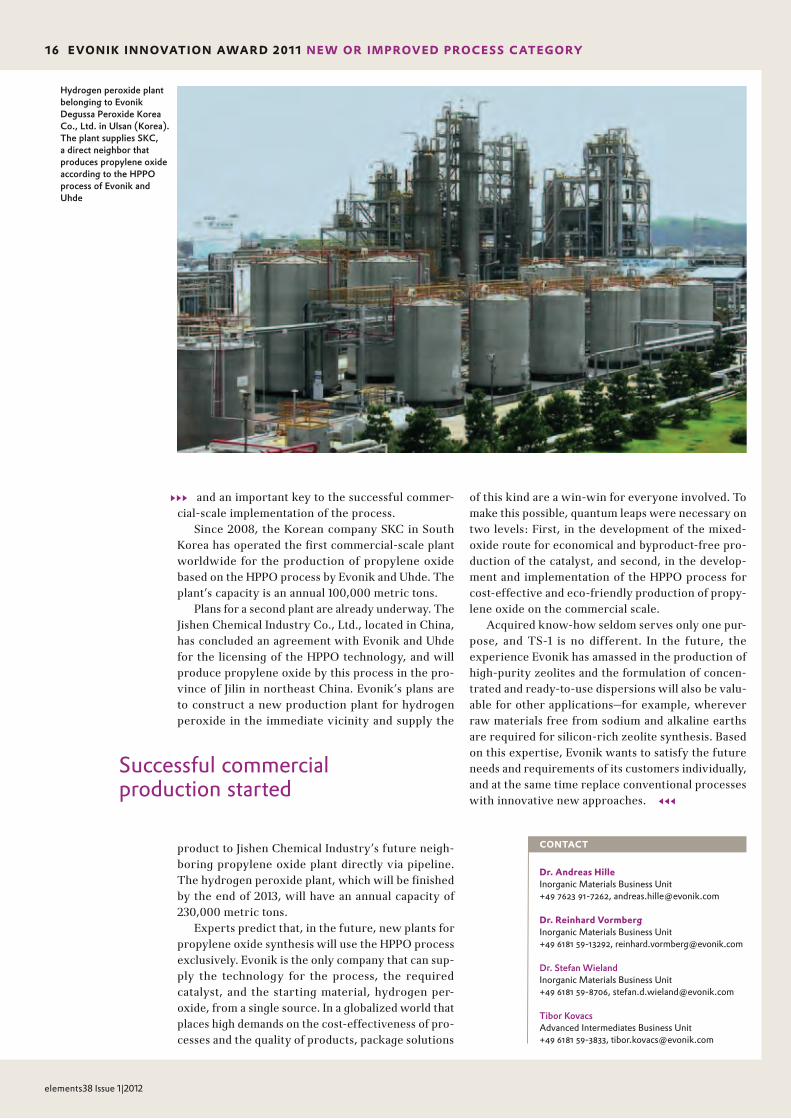
Since 2008, the Korean company SKC in South Korea has operated the first commercialscale plant worldwide for the production of propylene oxide based on the HPPO process by Evonik and Uhde. The plant’s capacity is an annual 100,000 metric tons.
Plans for a second plant are already underway. The Jishen Chemical Industry Co., Ltd., located in China, has concluded an agreement with Evonik and Uhde for the licensing of the HPPO technology, and will produce propylene oxide by this process in the province of Jilin in northeast China. Evonik’s plans are to construct a new production plant for hydrogen peroxide in the immediate vicinity and supply the product to Jishen Chemical Industry’s future neighboring propylene oxide plant directly via pipeline. The hydrogen peroxide plant, which will be finished by the end of 2013, will have an annual capacity of 230,000 metric tons.
Experts predict that, in the future, new plants for propylene oxide synthesis will use the HPPO process exclusively. Evonik is the only company that can supply the technology for the process, the required catalyst, and the starting material, hydrogen peroxide, from a single source. In a globalized world that places high demands on the costeffectiveness of processes and the quality of products, package solutions
of this kind are a winwin for everyone involved. To make this possible, quantum leaps were necessary on two levels: First, in the development of the mixedoxide route for economical and byproductfree production of the catalyst, and second, in the development and implementation of the HPPO process for costeffective and ecofriendly production of propylene oxide on the commercial scale.
Acquired knowhow seldom serves only one purpose, and TS1 is no different. In the future, the experience Evonik has amassed in the production of highpurity zeolites and the formulation of concentrated and readytouse dispersions will also be valuable for other applications—for example, wherever raw materials free from sodium and alkaline earths are required for siliconrich zeolite synthesis. Based on this expertise, Evonik wants to satisfy the future needs and requirements of its customers individually, and at the same time replace conventional processes with innovative new approaches.
333
Successful commercial production started
777
Hydrogen peroxide plant belonging to Evonik degussa Peroxide korea co., ltd. in Ulsan (korea). the plant supplies skc, a direct neighbor that produces propylene oxide according to the HPPo process of Evonik and Uhde
dr. andreas HilleInorganic Materials Business Unit+49 7623 91-7262, [email protected]
dr. reinhard vormbergInorganic Materials Business Unit+49 6181 59-13292, [email protected]
dr. stefan wielandInorganic Materials Business Unit+49 6181 59-8706, [email protected]
tibor kovacsAdvanced Intermediates Business Unit+49 6181 59-3833, [email protected]
ContaCt

elements38 Issue 1|2012
17neWs
vEstakEEP® PEEk pump implant helps treat ascites
The newly developed ALFAPump™ System from Sequana Medical Switzerland helps patients suffering from excessive fluid in their abdomen: The battery-operated pump implant is based on the PEEK polymer VESTAKEEP® from Evonik Industries and has received CE approval. It pumps the excessive fluid from the abdominal cavity into the blad-der, from which it can be excreted by the patient in the natural manner. Up to now, the water has had to be drained using painful paracentesis during regular doctor’s appoint-ments. Patients with liver disorders, conges-tive heart failure, and certain types of cancer are particularly affected by ascites. The new system consists of a subcutaneously implant-ed pump and a catheter system: One catheter connects the abdomen to the pump, while the second connects the pump to the bladder.
The new technology is made possible thanks to the use of VESTAKEEP® PEEK, a polyether ether ketone which is particularly characterized by its biocompatibility and bio-stability. In contrast to metal, the ion content of VESTAKEEP® PEEK is virtually zero, thus
preventing shift reactions with the body. What’s more, the PEEK implant is consider-ably lighter than a comparable metal implant. The VESTAKEEP® PEEK iGrades are specifi-cally suited to long-term use in the human body and can also be made transparent to X-ray on request, so that they cannot be seen on X-rays.
“The ALFAPump™ System not only improves the quality of life for patients but also represents a cost-effective solution,” explains Dr. Noel Johnson, CEO at Sequana Medical. Marc Knebel, Business Management Director at VESTAKEEP® Medical & Implants, adds: “The ALFAPump™ System is a perfect example of the many benefits of PEEK com-pared to metal in this field. Other areas, such as spinal implants, can also benefit from these advantages.”
The high processability of PEEK is a fur-ther advantage of its use: VESTAKEEP® PEEK polymer can be manufactured using either the injection molding or cutting procedures, thereby supporting freedom of design in the development of new implant technology.
tego innovation center in shanghai and singapore opened
Evonik Industries has opened its first research and development center for additives for paints and coatings in Asia. A single-digit million US dollar amount has been invested to set up the Tego Innovation Center in two loca-tions, Shanghai and Singapore, as part of the global Evonik innova-tion network.
The Tego Innovation Center will cater to manufacturers in the paints and coatings industry in Asia. Collaborations with regional customers and research institutions aim at providing individual solutions to strengthen the com-petitiveness and innovative capa bi lities of Evonik’s Asian customers. Research is geared to meet regional demands and centers on developing cutting-edge, en vironmentally-friendly coating systems to accommodate the megatrend of resource efficiency.
“Evonik are expecting the Asian market to generate the largest market growth for the paints and coatings industry in the coming years,” says Dr. Thomas Haeberle, the Evonik Executive Board member responsible for
Segment Resource Efficiency, which over-sees the Coatings & Additives Business Unit. “We are anticipating the greatest demand in the segment for environmentally friendly coatings. Our new Tego Innovation Center addresses exactly these growth markets. Our know-how and our international research network put us in an excellent position to ser-vice our customers’ competitive needs.”
The Tego Innovation Center in Shanghai and Singapore is designed to foster even closer collaboration with Asian manufactur-ers. That is why Evonik will be employing researchers and specialists from the region—
a total of 20 to 25 staff members to begin with. The local special-ists based in Shanghai will service the Chinese market. Singaporean, Indian, Southeast Asian, and Northern Asian nationals will look after customers in their home markets, and besides intensifying the cooperation with business partners, the Tego Innovation Center will expand research collaboration with top local universities. This consistent
exchange will allow Evonik to service local and greater Asian demand as effectively as possible.
Together, three laboratory groups in -stalled in Shanghai and Singapore will cover all research and development activities relat-ing to additives for paints and coatings: The synthesis laboratory will develop chemical structures for potential new products, the laboratory for formulation development will perform screening and preliminary product design, and the laboratory for strategic mar-ket development will be responsible for developing and marketing end products.
Biostable and biocompatible: the vEstakEEP® PEEk based pump implant

elements38 Issue 1|2012
18 Printed eleCtroniCs
A groundbreaking new technology is making it far more cost-effective to produce the electronic control unit of liquid crystal displays. At the same time, Evonik is showing display manufacturers a development path to future production processes for printed electronics. The development started in the S2B Center Nanotronics of Creavis and about 20 people were transferred in 2012 to Evonik’s Coatings & Additives Business Unit. Furthermore, it also marks the first time since the estab-lishment of Creavis, whose mission is to create new business activities, that a project of this scope has been transferred to a business unit.
[tEXt: dr. ralf anselmann, dr. Jürgen steiger]
A revolution has taken place in the world of flat screens in the past twenty years. After decades in which the dimension and picture quality of televisions and computer monitors were determined by cathode ray tubes, the overall depth of the displays has now shrunk even more, while the screen size has continuously increased. And thanks to smartphones, small, highresolution displays have also gained massive importance in recent years and are now by far the largest segment of the display market in terms of units sold. The end of these technol ogical developments is nowhere in sight: Industry and consumers are demanding more innovations.
Displays are produced by various processes based on the application and the admissible costs—and, obviously, the technical feasibility. According to the market research firm Display Search, liquid crystal displays (LCDs) have by far the largest market share, accounting for about 80 percent of the market. Typical fields of application include televisions, notebooks, and smartphones. There are also other display technologies with a notable market share, including electrophoretic display types such as those used in most ereaders, or organic lightemitting diodes (OLEDs), which are used for such applications as smartphone displays.
The one thing they all have in common is that the pixels normally can be individually controlled, owing to a matrix consisting of thinfilm transistors (TFT) called a “TFT backplane.” Because each pixel is made of three subpixels in the basic colors of red, green, and blue, for the sake of displaying color, three transistors are required to control a single pixel elec tronically. And because HDTVcompatible televi sions, which are now the standard for new devices, have resolutions of 1,920 x 1,080—over two million pixels—their backplanes contain about six million TFTs.
Today, display sizes of more than 40 inches are common, with 32 inches being the standard. Display manufacturers have to be able to make TFT backplanes large enough to meet cost and quality objectives. The industry is already considering screens with four times the resolution of full HDTV—or even more. One driver for such developments is the 3D display, which often requires at least double the number of pixels to achieve HDTV resolutions. After all, they have to offer a highresolution view to each eye. The backplanes must then accommodate proportionately more thinfilm transistors to control the pixels with the same technology—over 24 million when it comes to Quad HD resolution, for
Solution-based transistor matrix
333
elements38 Issue 1|2012
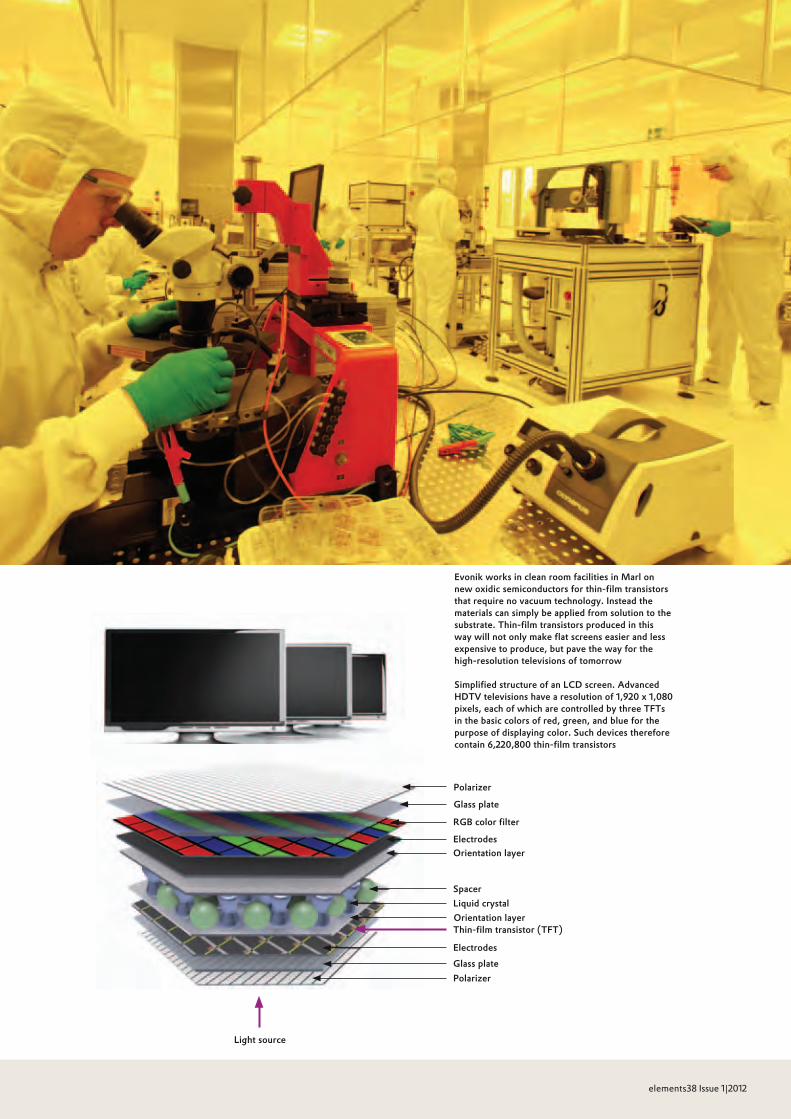
Evonik works in clean room facilities in Marl on new oxidic semiconductors for thin-film transistors that require no vacuum technology. instead the materials can simply be applied from solution to the substrate. thin-film transistors produced in this way will not only make flat screens easier and less expensive to produce, but pave the way for the high-resolution televisions of tomorrow
simplified structure of an lcd screen. advanced Hdtv televisions have a resolution of 1,920 x 1,080 pixels, each of which are controlled by three tFts in the basic colors of red, green, and blue for the purpose of displaying color. such devices therefore contain 6,220,800 thin-film transistors
light source
Polarizer
Glass plate
rGB color filter
Electrodesorientation layer
spacerliquid crystalorientation layerthin-film transistor (tFt)
Electrodes
Glass platePolarizer

elements38 Issue 1|2012
20 Printed eleCtroniCs
333
3D displays mean increasing demands on resolution
using transistors made of polycrystalline silicon, because of its much higher charge carrier mobility.
But crystalline materials naturally produce inhomogenities that limit the size of the backplanes that can be produced. This is because the mobility of the charge carrier is reduced at the boundaries that are generated between different crystal orientations in the layer. The advantage of amorphous silicon is precisely that, because of its structure, it can be applied very homogeneously to large surfaces. Even though there is silicon available today—lowtemperature polycrystalline silicon—that stands out for its extremely high charge carrier mobility, it is still extremely expensive to use in the production of TFT backplanes.
An alternative to amorphous silicon that promises significantly higher charge carrier mobility are amorphous metaloxide semiconductors such as indiumgalliumzincoxide (IGZO). The charge carrier mobility of this material class is in the area of ten square centimeters per volt and second—enough to meet future switching requirements in LCD and OLED screens. In recent years, various manufacturers have already presented prototypes at industry conferences. These semiconductor materials are considered highly promising, which is why display manufacturers are currently qualifying and selecting production units and processes.
These kinds of metal oxides and amorphous silicon can be applied in such processes as
example. And since the refresh rates are also increasing, TFTs will have to switch significantly faster. It is doubtful whether this is possible with the transistor material most often used nowadays, amorphous silicon.
A measure for the switching capability of a thinfilm transistor is the charge carrier mobility of the semiconductor. For electrophoretic displays, such as those in eBook readers like Amazon’s Kindle, a charge carrier mobility of significantly less than one square centimeter per volt and second are sufficient: Ereaders do not have to be able to play back moving pictures or change pictures rapidly. The charge carrier mobility for an LCD TV, on the other hand, should be between 1 and 10 square meters per volt and second—depending on the quality standard. Values higher than 1 square meter per volt and second cannot be achieved with amorphous silicon—or only at prohibitively high costs.
Displays made of organic lightemitting diodes, the kind built into various smartphones, even require semiconductors with a charge carrier mobility of more than ten square centimeters per volt and second. For these, manufacturers are now primarily
an Evonik employee collecting measurement data. in the clean rooms, materials for thin-film transistors are not only prepared under clean room conditions, but they are also measured electron ically. assessing the results of the elec-tronic measurements directly after produc-tion is an important factor for ensuring fast feedback to the mate - r ial devel opers
elements38 Issue 1|2012
21Printed eleCtroniCs
As part of a research project, the printed electronics working group in the Science-to-Business Center Nanotronics also worked with partners to develop materials for a RFID technology to serve as a benchmark in the industry: A bidirectional circuit based on organic and metal-oxide semiconductors in comple-mentary logic—in the technology currently found in all conven-tional computer chips. The EU-funded project is called ORICLA, and its partners include the Belgian Research Institute IMEC, the Netherlands Organization for Applied Scientific Research (TNO), as well as PolyIC, a pioneer in printed organic electronics.
The idea behind RFID (radio frequency identification) is unique, automatic identification of goods at the level of product or packaging units. The circuit, which Evonik produced with its three partners, is able not only to display data such as the stand-ardized European Product Code (EPC) to a reading device but is actually able to communicate with the reader. This is useful for such applications as structured identification of various articles on a conveyor belt. The transmission rate of the chip is currently 10 kilobits per second and will increase to 25 kilobits per second by the end of the project. The RFID is currently working at the HF
eu ProJeCt oriCla
a benchmark for printed rFid logistics
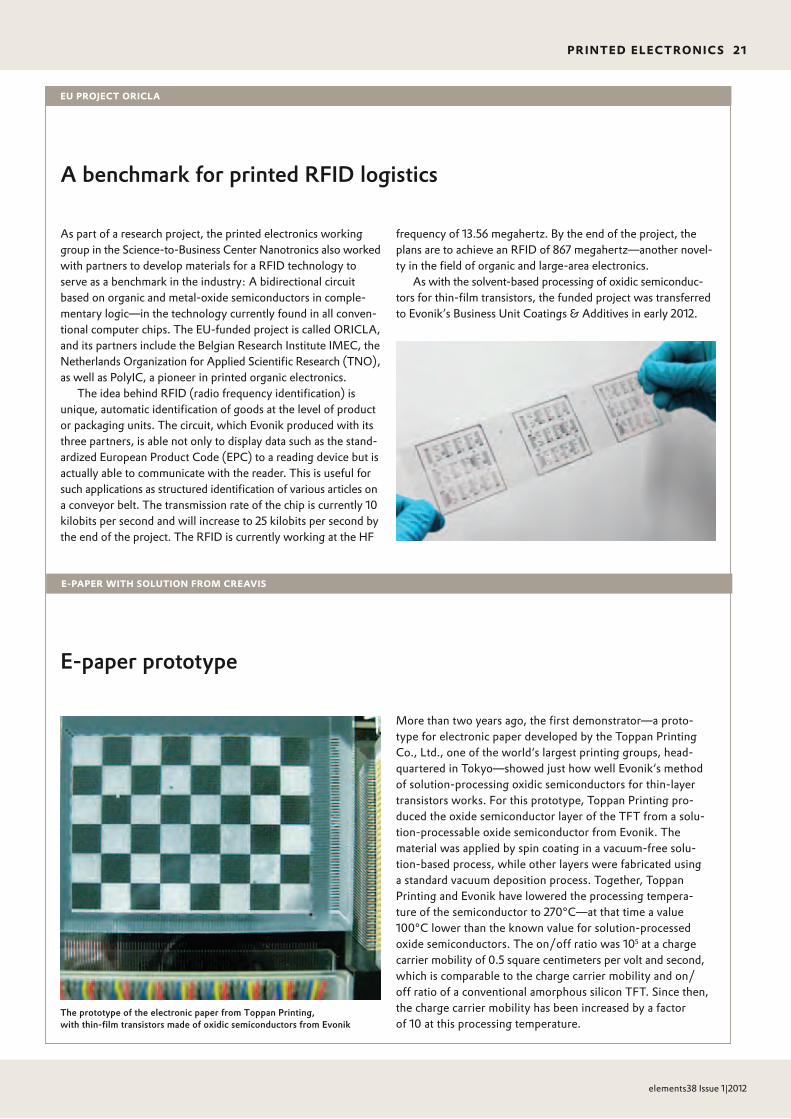
More than two years ago, the first demonstrator—a proto-type for electronic paper developed by the Toppan Printing Co., Ltd., one of the world‘s largest printing groups, head-quartered in Tokyo—showed just how well Evonik‘s method of solution-processing oxidic semiconductors for thin-layer transistors works. For this prototype, Toppan Printing pro-duced the oxide semiconductor layer of the TFT from a solu-tion-processable oxide semiconductor from Evonik. The material was applied by spin coating in a vacuum-free solu-tion-based process, while other layers were fabricated using a standard vacuum depo sition process. Together, Toppan Printing and Evonik have lowered the processing tempera-ture of the semiconductor to 270°C—at that time a value 100°C lower than the known value for solution-processed oxide semiconductors. The on/off ratio was 105 at a charge carrier mobility of 0.5 square centi meters per volt and second, which is comparable to the charge carrier mobility and on/off ratio of a conventional amorphous silicon TFT. Since then, the charge carrier mobility has been increased by a factor of 10 at this processing temperature.
E-paper prototype
the prototype of the electronic paper from toppan Printing, with thin-film transistors made of oxidic semiconductors from Evonik
frequency of 13.56 megahertz. By the end of the project, the plans are to achieve an RFID of 867 megahertz—another novel-ty in the field of organic and large-area electronics.
As with the solvent-based processing of oxidic semiconduc-tors for thin-film transistors, the funded project was transferred to Evonik’s Busi ness Unit Coatings & Additives in early 2012.
e-PaPer WitH solution From Creavis
elements38 Issue 1|2012
22 Printed eleCtroniCs
sputtering. In sputtering, energyrich ions loosen individual atoms from a solid body. The atoms then depos it in a controlled way on the substrate that will hold the TFT backplane. This layers made of amorphous silicon can also be generated with chemical vapor deposition (CVD), in which a chemical reaction causes the deposition of silicon from the gas phase onto the surface of a heated substrate.
Both processes, sputtering and CVD, work only in a vacuum environment, so display manufacturers must make a substantial investment in the equipment. But new metal oxides eliminate this need. Scientists at Creavis’ SciencetoBusiness Center Nano tronics have developed a procedure that allows the production of metaloxide TFTs with a solventbased process. This technology has a number of advan
Solvent-based process for simple and cost-effective production of TFTs
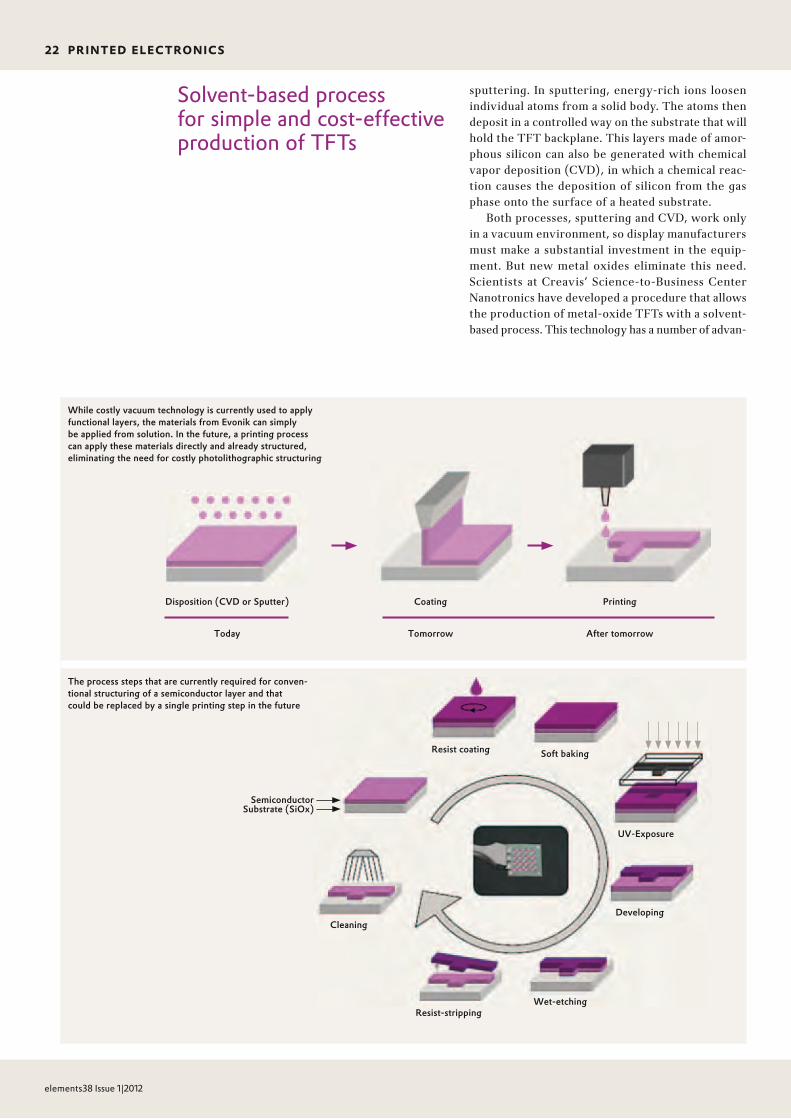
the process steps that are currently required for conven-tional structuring of a semiconductor layer and that could be replaced by a single printing step in the future
while costly vacuum technology is currently used to apply functional layers, the materials from Evonik can simply be applied from solution. in the future, a printing process can apply these materials directly and already structured, eliminating the need for costly photolithographic structuring
coating
tomorrow
Printing
after tomorrow
disposition (cvd or sputter)
today
resist coating soft baking
Uv-Exposure
developing
wet-etchingresist-stripping
cleaning
semiconductorsubstrate (siox)
elements38 Issue 1|2012
23Printed eleCtroniCs
333
New process suitable for plastic substrates
tages over sputtering or CVD. First, the coating process does not require a vacuum environment, which reduces the amount of investment in the plant to a small part of the amount required for a CVD plant.
Second, deposition from the liquid is relatively easy to scale: Simply put, the only work to do is to add another coating nozzle. But those are not the only advantages. Even now, a manufacturer can be prepared for the future of printed electronics with deposition from the liquid phase: Innovative solventbased “semiconductor inks” are used in both the processing of the semiconductor from a liquid, as well as in printing—the transition from vacuum coating to solventbased coating, therefore, appears to be a logical step on the path to highresolution printing of electronic circuits in the future.
More importantly, for the flexible displays of the future, manufacturers will have to replace the glass substrate currently used with a plastic film. Most of today’s semiconductor materials, however, require temperatures far higher than 250°C for processing. With the solventbased metal oxides from Creavis, on the other hand, processing temperatures can be set so low that even plastic films can be used as substrates—another advantage that makes the new technology a good investment in the future.
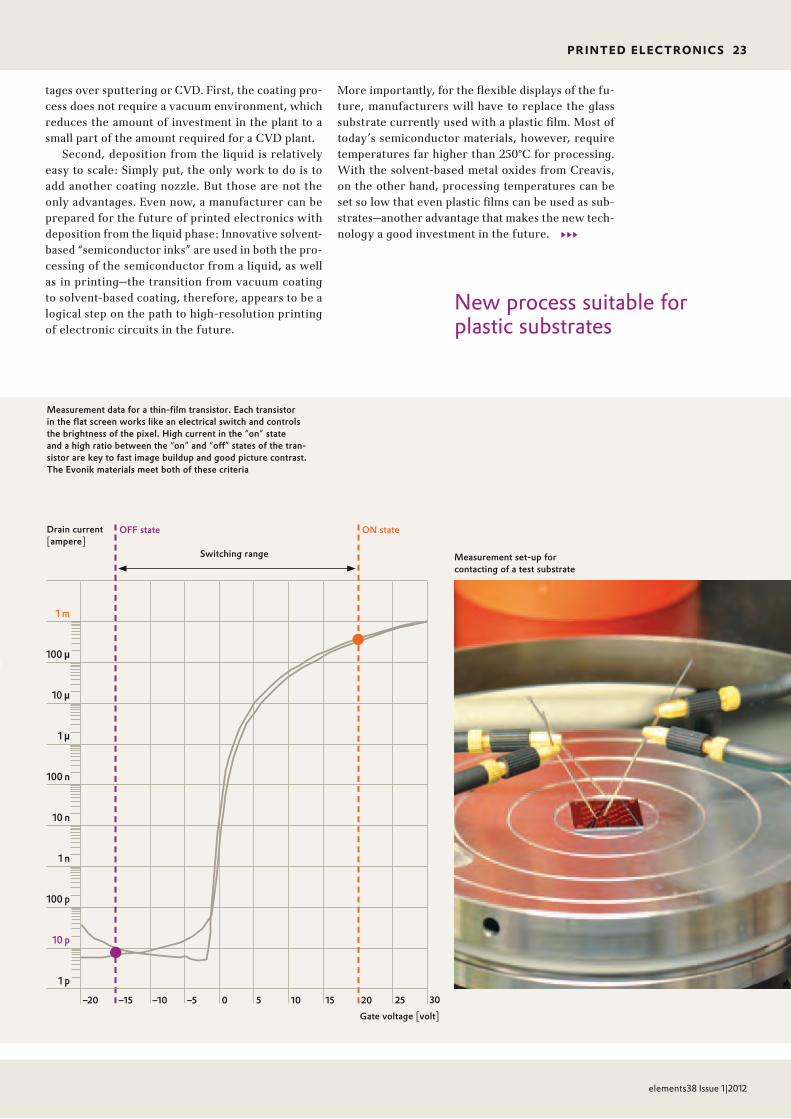
Measurement set-up for contacting of a test substrate
Measurement data for a thin-film transistor. Each transistor in the flat screen works like an electrical switch and controls the brightness of the pixel. High current in the “on” state and a high ratio between the “on” and “off” states of the tran-sistor are key to fast image buildup and good picture contrast. the Evonik materials meet both of these criteria
drain current [ampere]
oFF state on state
Gate voltage [volt]
switching range
1 m
100 µ
10 µ
1 µ
100 n
10 n
1 n
100 p
10 p
30–20 –15 –10 –5 0 5 10 15 20 25
1 p

elements38 Issue 1|2012
24 Printed eleCtroniCs
The transfer of the Printed Electronics project from Creavis to the Coatings & Additives Business Unit on January 1, 2012, was a first for Evonik. It marked the first time a busi-ness area that was developed as part of the Science-to-Business (S2B) concept was transferred, together with all the em ployees and research and application technology, to a business unit.
“For Creavis, the transfer of this innovation project is a great success,” says Dr. Harald Schmidt, head of Creavis. “As a strategic research and development unit, it is our job to establish new business for Evonik and develop future- oriented technology platforms. Printed Electronics is an impres sive example of that work.”
Dr. Ulrich Küsthardt, head of the Coatings & Additives Business Unit, stresses: “We are completely convinced that, with our expertise in coatings on the one hand and expe-rience in building businesses on the other, no one is better able to place the business segment in this future-oriented
From sCienCe to Business
Moving from creavis to coatings & additives
market and develop it further. We can see ourselves opening up completely new fields of application for the use of coat-ing systems and additives in the electronics industry.”
Established in 2005, Nanotronics was Creavis’ first S2B Center. The S2B Center Nanotronics was also home to the Low-Cost Flexible Solar Cells and Smart Coatings projects, in addition to the Printed Electronics project. The Solar project is continuing within Creavis. External partners are utiliz ing the results of the Smart Coatings project—formula-tions, know-how, customer contacts. License negotiations are currently underway with various companies.
In addition, Creavis still maintains the S2B Centers Biotech -nology and Eco², which focus on white biotechno l ogy and energy efficiency and climate protection, respectively, as well as the Advanced Project House Light & Elec tronics in Taiwan, and the Project House Systems Integration in Hanau, which has completed its operational phase. All projects of this project house are now transferred to the business units.

elements38 Issue 1|2012
25Printed eleCtroniCs
For the liquid process, the scientists from the SciencetoBusiness Center Nanotronics have found paths that enable the production of homogeneous amorphous metaloxide layers with as few inner boundaries as possible following the application and then evaporation of the solvent. In addition, it was important that the inks do not show any unwanted sedimentation of solid materials. This is crucial to produce extremely thin layers on surfaces several meters long on the sides, where the characteristics of the thinfilm transistors deviate from each other by only a few percentage points under operating conditions.
In January 2012, Evonik’s Coatings & Additives Business Unit transferred the entire Printed Electronics project from Creavis, including the equipment and roughly 20 employees, to its R&D unit—a step the corporation had never before taken on this scale. The current business plan provides for convert ing the development into a business over the next few years, with the potential to become a product line or even a business line. To this end, the Elec tronic Solutions team is working together with several of the world’s leading display manufacturers.
The next step is to adapt the development to the processspecific requirements of the manufacturers. For Evonik, the business would be a completely new market for which it has held nothing in its product portfolio until now.
333dr. ralf anselmannn is head of the Electronic Solu-tions unit in the Coatings & Additives Business Unit since January 1, 2012. Anselmann studied chemistry at the University of Kaiserslautern, where he earned his doctorate in 1986. He then began his career at Merck KGaA in Darmstadt in the Pigments division. Begin-ning in 1988, he spent five years at the production site in Savannah (Georgia, USA) for the purpose of estab-lishing a local research and engineering unit for pig-ments. After returning to Germany, he held various positions in R&D and technical marketing in Darm-stadt. Then, in 2001, he moved from operative respon-sibility for R&D/AT Cosmetic Pigments to Central Business Development Chemistry, where he was responsible for the business development of the nano-materials of Merck KGaA. In 2004, Anselmann moved from Merck to the former Degussa to establish and head the Science-to-Business Center Nanotronics based on the projects Printed Electronics, Low-Cost Flexible Solar Cells, and Smart Coatings. +49 2365 49-7279, [email protected]
dr. Jürgen steiger is responsible for Printed Elec-tronics in the Coatings & Additives Business Unit since January 1, 2012. He studied physics and material science in Freiburg, London, Heidelberg, and Darm-stadt. After earning his doctorate in 2001, he initially worked for over three years in the Organic Light-Emitting Diodes unit of a start-up company in Frankfurt am Main. There, his work focused primarily on the inkjet printing of polymers for displays. He was also responsible for technical support for various dis-play manu facturers. In 2004, he moved to the Printed Electronics project of Creavis‘ Science-to-Business Center Nano tronics. He has been head of the project since 2007. He completed a part-time MBA program in 2005.+49 2365 49-5933, [email protected]
777
characterization of thin-film transistors
elements38 Issue 1|2012
26 neWs
superabsorbent polymers, the technological secret behind the world-wide success of disposable diapers
next-generation PEEk polymer
Evonik Industries is now unveiling an improved polyether etherketone (PEEK) called VESTAKEEP® Ultimate. This new PEEK polymer offers unique properties such as a 25 percent higher impact strength compared to current PEEK polymers enabling the lifespan of dynamically stressed molded components to be doubled. This tech nical en-hancement facilitates certain high-performance solutions, which may make it the material of choice for PEEK poly-mers in a vast range of applications. VESTAKEEP® Ultimate’s exceptional properties provide greater resil-ience to components exposed to higher stress levels in the automobile and aircraft industries. For example sensors or ball bearings benefit from the high abrasion resistance. In addition, used as a sealant material VESTAKEEP® Ultimate offers benefits by withstanding high temperatures at depths of several hundred meters for the oil and gas industries. VESTAKEEP® Ultimate also in creases process reliability in semiconductor manufac - t uring—for example in the production of silicon wafers. This is due to the high temperature resistance of VESTAKEEP® and its particularly low ion content.
VESTAKEEP® Ultimate provides advantages not only in applications, but also at the processing level. Its high melt elasticity allows pipes with large diameters to be manufactured more easily, for example. “VESTAKEEP® Ultimate shows that there is a long way to go before the crest of the plastics pyramid is reached,” states Dirk Heinrich, Director Business Management VESTAKEEP®. “And development hasn’t even finished yet: We are con-tinuing to work hard on improving our products to sup-port our customers in meeting performance require-ments.”
vEstakEEP® Ultimate (top) offers up to 25 percent more impact resistance compared to state of the art PEEk Polymer (bottom)
superabsorbents “Made in krefeld”—a quarter century of success
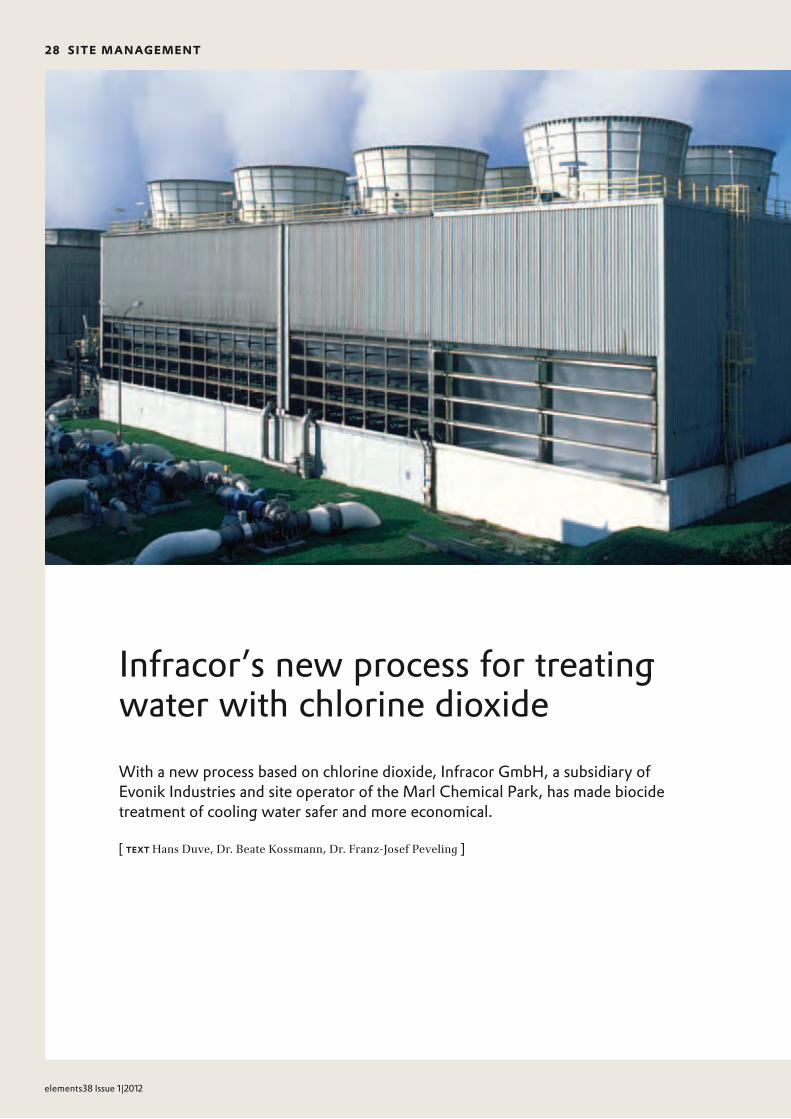
Fewer sleepless nights for millions of children and their parents, fewer tears, and more convenience—these are the “dry facts” achiev-ed by a special chemical product: Superabsorbent polymers, the tech-nological secret behind the worldwide success of disposable diapers.
For the past 25 years, superabsorbents have been manufactured on an industrial scale at a plant in Krefeld (Germany). The small gran-ules can absorb up to 500 times their own weight in liquid to form a gel that, unlike a sponge, retains moisture even under pressure, for example the weight of the baby wearing a disposable diaper. This quality makes superabsorbent polymers a popular choice for a wide range of hygiene articles such as baby diapers as well as feminine hy giene and incontinence products. Evonik is one of the world’s largest producers of superabsorbent polymers, with Krefeld as the primary source of superabsorbents for Europe.
The first large-scale production plant for superabsorbent poly-mers in Krefeld went into operation in 1986. This ushered in the inter-

elements38 Issue 1|2012
27neWs
national breakthrough for FAVOR® brand superabsorbents. Research into superabsorbent polymers had begun in Krefeld in the 1970s. Today, FAVOR® superabsorbents are used in more than 40 billion diapers every year. Weighing in at about 40 grams, modern diapers are less than half the size and much thinner than those of the 1980s, which weigh ed more than 100 grams—a real sign of progress. And the research continues. Although a typical diaper is worn only for a few hours, it is expected to fulfill high expectations. That’s why on going innovation is a high priority for FAVOR® superabsorbents. In close collaboration with leading manufacturers of hygiene articles, researchers and technicians at the Evonik laboratories are constantly working to develop new and even better superabsorbent polymers and develop the trends of tomorrow.
The current trend is toward less cellulose. The goal is ultra-thin hygiene products that are more comfortable to wear, require less packaging, and create less waste. To achieve this, the liquid retention capacity of the polymers must be further increased, for example, or
laboratory and production capacity for HPaPi expanded
Evonik Industries has set up a new laboratory at their Hanau site for highly potent active pharmaceutical ingredients (HPAPI) and expand-ed their cGMP capacity for HPAPI on a kilogram scale at Tippecanoe Laboratories (Lafayette, Indiana, USA). The new laboratory allows Evonik to develop and optimize syntheses for HPAPI now also in Germany. At their US site Evonik has similar laboratory installations. Given the expanded capacity, Evonik now has a reactor volume for HPAPI of a total of 170 m3. Of this volume, approximately 135 m3 are being used for the production of HPAPI on the metric-ton scale, and approximately 35 m3 are being used for small batch production and manufacturing development quantities. “For exclusive synthesis, we can now manufacture the entire spectrum of highly potent active in-gredients from the clinical phase to commercialization,” noted Dr. Klaus Stingl, head of the Exclusive Synthesis Product Line of the company’s newly created Health Care Business Line.
Highly potent active ingredients are active pharmaceutical ingre-dients that are effective even at very low concentrations. A maximum of 0.2 milligrams per kilogram body weight or 10 milligrams per day is needed to have a significant therapeutic effect. These active ingre-dients include hormones, peptides, or cytostatic drugs for cancer treatment. “The demand for synthesis development and small batch production of HPAPIs for the clinical phase has gone up significantly in the past few years,” explains Stingl, justifying the investment in Hanau and Tippecanoe. According to Stingl, this is due in part to new developments in the treatment of tumors and endocrine diseases.
Due to their high potency, measures must be taken to protect the environment and laboratory and production employees when HPAPIs are handled. All of Evonik‘s HPAPI facilities are designed so that they can handle even active ingredients for which the allowed workplace threshold limit value (TWA, 8 hours) is only 0.1 microgram per m3 of air.
“Currently there are very few companies worldwide that are even allowed to work with highly potent active ingredients,” says Kevin Haehl, who is responsible for the exclusive synthesis of active ingre-dients at Evonik’s Tippecanoe site. “Evonik is one of the most high-performance suppliers because, as one of the very few companies, we can also adhere to respectively low workplace threshold limit
values. This means that we can also safely handle those active ingre-dients that, due to their extremely high potency in for example destroying cancerous tumors, could be harmful to healthy people.“
The exclusive synthesis of highly potent active ingredients is car-ried out mainly at the Tippecanoe site, which Evonik acquired from the American pharmaceuticals company Eli Lilly in early 2010. The approximately 650 employees at the site have more than 20 years of experience in handling, developing syntheses, and producing HPAPIs. With Evonik’s establishment of a similar laboratory in Hanau, this highly specialized expertise is now also available in Europe.
laboratory for highly potent active pharmaceutical ingredients
the distribution of moisture must be adapt ed to meet the precise specifications of the customer even better. Current research is likely to lead to superabsorbents capable of retaining even more liquid, so diapers can be considerably thinner. That means manufacturers need far fewer raw materials, resulting in simplified manufacturing pro-cesses and savings on production and transport costs. It is conceiv-able that diapers will soon look just like normal underwear.
In 1987, a year after the plant in Krefeld opened, a second facility went into operation in Greensboro (North Carolina, USA). Additional facilities followed in 1992 and 1999 in Krefeld, and in 1993 and 2000 in Greens boro. A plant in Garyville (Louisiana, USA) was added in 1996 and one in Rheinmünster (Germany) in 2006. In 2011, Evonik concluded a joint venture contract with Saudi Acrylic Acid Company (SAAC) to manufacture superabsorbent polymers in Saudi Arabia. The facility is scheduled to produce 80,000 tons per year beginning at the end of 2013 and represents an important step for Evonik in the attractive Middle East market.
elements38 Issue 1|2012
28 site management
With a new process based on chlorine dioxide, Infracor GmbH, a subsidiary of Evonik Industries and site operator of the Marl Chemical Park, has made biocide treatment of cooling water safer and more economical.
[ text Hans Duve, Dr. Beate Kossmann, Dr. FranzJosef Peveling ]
Infracor’s new process for treating water with chlorine dioxide
elements38 Issue 1|2012
29site management
333
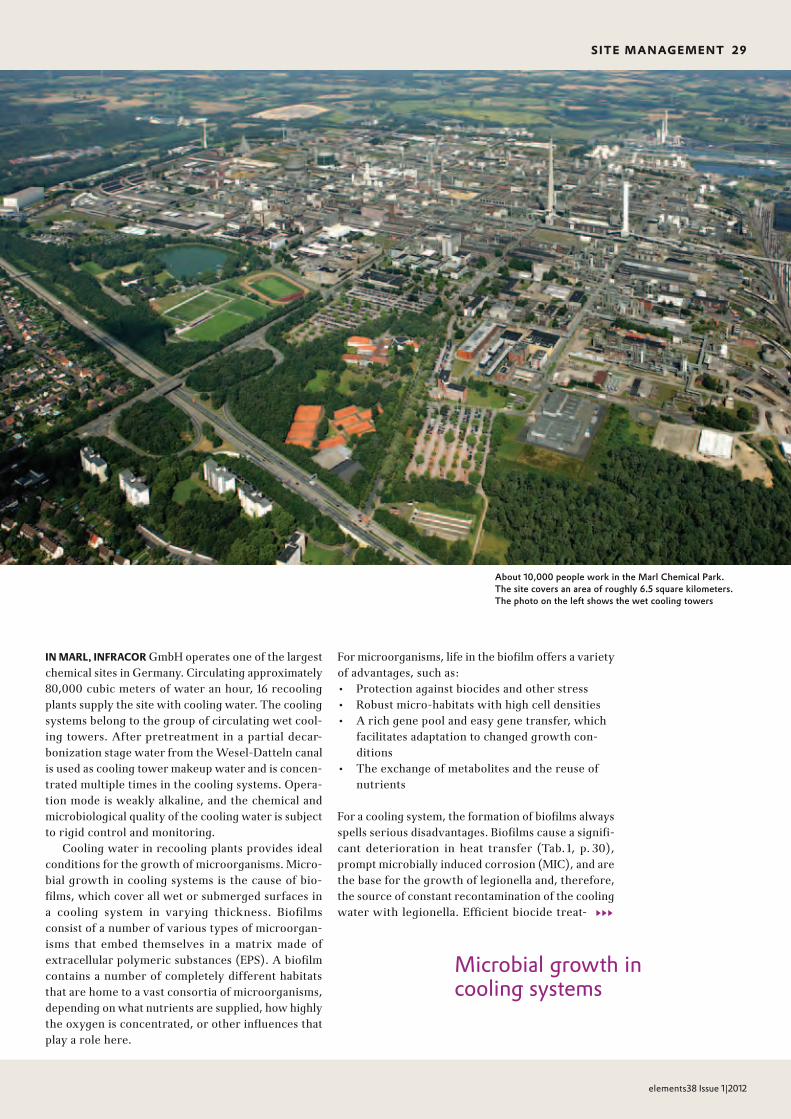
in MArl, infrAcor GmbH operates one of the largest chemical sites in Germany. Circulating approximately 80,000 cubic meters of water an hour, 16 recooling plants supply the site with cooling water. The cooling systems belong to the group of circulating wet cooling towers. After pretreatment in a partial decarbonization stage water from the WeselDatteln canal is used as cooling tower makeup water and is concentrated multiple times in the cooling systems. Operation mode is weakly alkaline, and the chemical and microbiological quality of the cooling water is subject to rigid control and monitoring.
Cooling water in recooling plants provides ideal conditions for the growth of microorganisms. Mi crobial growth in cooling systems is the cause of biofilms, which cover all wet or submerged surfaces in a cooling system in varying thickness. Biofilms consist of a number of various types of microorganisms that embed themselves in a matrix made of extracellular polymeric substances (EPS). A biofilm contains a number of completely different habitats that are home to a vast consortia of microorganisms, depend ing on what nutrients are supplied, how highly the oxygen is concentrated, or other influences that play a role here.
For microorganisms, life in the biofilm offers a vari ety of advantages, such as: • Protection against biocides and other stress• Robust microhabitats with high cell densities • A rich gene pool and easy gene transfer, which
facilitates adaptation to changed growth conditions
• The exchange of metabolites and the reuse of nutrients
For a cooling system, the formation of biofilms always spells serious disadvantages. Biofilms cause a significant deterioration in heat transfer (Tab. 1, p. 30), prompt microbially induced corrosion (MIC), and are the base for the growth of legionella and, therefore, the source of constant recontamination of the cooling water with legionella. Efficient biocide treat
about 10,000 people work in the Marl chemical Park. the site covers an area of roughly 6.5 square kilometers. the photo on the left shows the wet cooling towers
Microbial growth in cooling systems
elements38 Issue 1|2012
30 site management
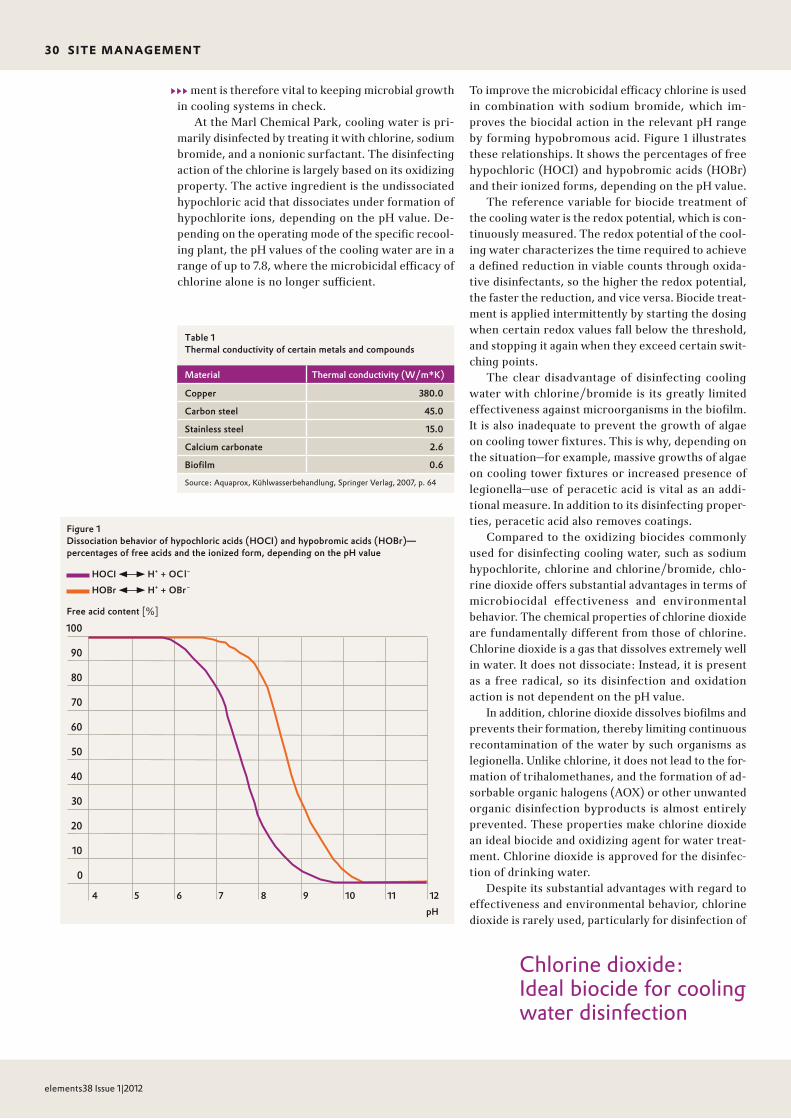
Figure 1dissociation behavior of hypochloric acids (Hoci) and hypobromic acids (HoBr)— percentages of free acids and the ionized form, depending on the pH value
Hoci H+ + ocl–
HoBr H+ + oBr –
Free acid content [%]
ment is therefore vital to keeping microbial growth in cooling systems in check.
At the Marl Chemical Park, cooling water is primarily disinfected by treating it with chlorine, sodium bromide, and a nonionic surfactant. The disinfecting action of the chlorine is largely based on its oxidizing property. The active ingredient is the undissociated hypochloric acid that dissociates under formation of hypochlorite ions, depending on the pH value. Depending on the operating mode of the specific recooling plant, the pH values of the cooling water are in a range of up to 7.8, where the microbicidal efficacy of chlorine alone is no longer sufficient.
To improve the microbicidal efficacy chlorine is used in combination with sodium bromide, which improves the biocidal action in the relevant pH range by forming hypobromous acid. Figure 1 illustrates these relationships. It shows the percentages of free hypochloric (HOCI) and hypobromic acids (HOBr) and their ionized forms, depending on the pH value.
The reference variable for biocide treatment of the cooling water is the redox potential, which is continuously measured. The redox potential of the cooling water characterizes the time required to achieve a defined reduction in viable counts through oxidative disinfectants, so the higher the redox potential, the faster the reduction, and vice versa. Biocide treatment is applied intermittently by starting the dosing when certain redox values fall below the threshold, and stopping it again when they exceed certain switching points.
The clear disadvantage of disinfecting cooling water with chlorine/bromide is its greatly limited effectiveness against microorganisms in the biofilm. It is also inadequate to prevent the growth of algae on cooling tower fixtures. This is why, depending on the situation—for example, massive growths of algae on cooling tower fixtures or increased presence of legionella—use of peracetic acid is vital as an additional measure. In addition to its disinfecting properties, peracetic acid also removes coatings.
Compared to the oxidizing biocides commonly used for disinfecting cooling water, such as sodium hypochlorite, chlorine and chlorine/bromide, chlorine dioxide offers substantial advantages in terms of microbiocidal effectiveness and environmental behavior. The chemical properties of chlorine dioxide are fundamentally different from those of chlorine. Chlorine dioxide is a gas that dissolves extremely well in water. It does not dissociate: Instead, it is present as a free radical, so its disinfection and oxidation action is not dependent on the pH value.
In addition, chlorine dioxide dissolves biofilms and prevents their formation, thereby limiting continuous recontamination of the water by such organisms as legionella. Unlike chlorine, it does not lead to the formation of trihalomethanes, and the formation of adsorbable organic halogens (AOX) or other unwanted organ ic disinfection byproducts is almost entirely prevented. These properties make chlorine dioxide an ideal biocide and oxidizing agent for water treatment. Chlorine dioxide is approved for the disinfection of drinking water.
Despite its substantial advantages with regard to effectiveness and environmental behavior, chlorine dioxide is rarely used, particularly for disinfection of
333
Material thermal conductivity (w/m*k)
copper 380.0
carbon steel 45.0
stainless steel 15.0
calcium carbonate 2.6
Biofilm 0.6
table 1thermal conductivity of certain metals and compounds
Source: Aquaprox, Kühlwasserbehandlung, Springer Verlag, 2007, p. 64
Chlorine dioxide: Ideal biocide for cooling water disinfection
100
90
80
70
60
50
40
30
20
10
125 6 7 8 9 10 11
0
4
pH
31site management
elements38 Issue 1|2012
cooling water and process water. One reason is the high complexity of plant technology, operation, maintenance, and employee training, as well as monitoring to prevent the risk of chlorine dioxide emissions or explosions—a requirement for chlorine dioxide plants based on conventional technology.1
Chlorine dioxide is a toxic gas with an occupational exposure limit of 0.1 ppm or 0.3 mg/m³. In the gas phase, it can explode above a concentration of 10 volume percent. This kind of chlorine dioxide concentration occurs at 20°C above an aqueous chlorine dioxide solution of 8 g/l. Above a concentration of 28 g/l the aqueous solutions are likely to decompose.
Because of these properties, chlorine dioxide cannot be stored or transported in the quantities required. Instead, it must always be produced directly at its point of use. Chlorine dioxide for water treatment is
produced primarily by processes based on sodium chlorite, in which the acidchlorite process results in chlorinefree chlorine dioxide.
Conventional chlorine dioxide plants are specified as follows:• Installing them in rooms accessible to people re
quires complex safety precautions to protect against the risks associated with the process, including chlorine dioxide emissions and explosion.
• Chlorine dioxide synthesis from diluted educts results in a slow, temperaturedependent reaction with incomplete conversion (85 to 90 percent yield). The maximum chlorine dioxide concentration in the reactor is limited to 20 g/l. The reactors must be hermetically sealed and are often pressurized containers.
• Long reaction times require large reactor volumes, which contain considerable quantities of chlorine dioxide. If the plant’s production capacity is 1 kg chlorine dioxide per hour, for example, the quantity of chlorine dioxide in the reactor is approximately 160 g.
To exploit the advantages of chlorine dioxide despite these drawbacks, Infracor has developed a new process, registered it for a patent, and used it in industrial practice. The process eliminates the operating risks of conventional chlorine dioxide plants, and enables safe and economical use of chlorine dioxide.With the Infracor process (Tab. 2, Fig. 3), the chlorine dioxide is produced exclusively in the water to be treated, and the educts remain strictly sepa 333
1 OnSite Chlorine Dioxide: A Review of Uses, Safety and New Processes; Nowosielski; Official Proceedings—Internationl Water Conference (2004), 65, p. 213225.
Figure 2Processes for producing chlorine dioxide for water treatment, which are based primarily on sodium chlorite. the acid-chlorite process produces chlorine-free chlorine dioxide.
chlorine-chlorite process:2 naclo2 + cl2 2clo2 + 2 nacl
acid-chlorite process with mineral acids, such as Hci: 5 naclo2 + 4 Hcl 4 clo2 + 5 nacl + 2 H2o
Infracor process: Serious advantages in terms of safety and cost

elements38 Issue 1|2012
32 site management
1
Hci nacio2
2 7 8 9
5 6
3 4
rated from each other up until the time of the reaction. The chlorine dioxide is synthesized from concentrated educts under optimized reaction conditions and results in a fast reaction, regardless of temperature, with yields of more than 98 percent. In the reactor, the chlorine dioxide concentration is 80 g/l. The specific reactor volume is reduced by a factor of 500, and the chlorine dioxide it contains is reduced to below one percent. The reactor is opened directly to the surrounding water. The advantage is that, if the plant has a production capacity of 1 kg chlorine dioxide per hour, the quantity of chlorine dioxide in the reactor is only about 1.4 g and it is immediately diluted to an uncritical concentration, as a result of direct exchange with the surrounding water. The parameters of chlorine dioxide production based on stateoftheart technology and on the Infracor process are compared in Table 2.
Key advantages of chlorine dioxide disinfection have already been verified in industrial practice at the Marl Chemical Park. These include removal of biofilms and coatings, continued effectiveness even after irrigation—and, therefore, prevention of algae growth on cooling tower fixtures—as well as the reduction of AOX to values below 50 µg/l.
In the starting phase, the conversion from chlorine/bromide to chlorine dioxide can raise the consumption of chlorine dioxide exponentially over a period of a few months, and increase the DOC (dissolved organic carbon) and AOX values. Existing biofilms are removed in this phase. This leads to the release of the adsorbable organic halogens contained in the biofilms and, therefore, to increased AOX and DOC values, and heightens the consumption of the chlorine dioxide (Fig. 4, 5).
Initially, chlorine dioxide consumption in a converted recooling plant was about 220 kg per week. It then decreased over the course of about six months to 28 and then 13 kg per week. Conversion to chlorine dioxide initially heightened AOX values nearly twofold. Parallel to the reduction in chlorine dioxide consumption, the AOX concentration dropped to values below 50 µg/l. The circulation rate of the cooling system under examination was approximately 3,500 m³/h, and the dosage required to set the redox potential between 330 and about 500 mV varied between 0.7 and 0.3 ppm.
Another recooling plant was disinfected exclusively with chlorine dioxide over a period of 1.5 years. Contrary to the assumption that chlorine dioxide would be removed completely during irrigation and leave the cooling tower fixtures untreated, the fixtures remained clean and free from algae during this entire period.
Parallel to use in cooling water disinfection in the Marl Chemical Park, the Infracor process was licensed to Ashland Hercules Water Technologies, one of the worldwide leading companies in the water treatment market, and is now being used in a number of industrial cooling systems in Europe.
333
777
table 2comparison of chlorine dioxide production based on conventional technology and the infracor process
Parameter conventional technology infracor procedure
location of cio2 generation
rooms accessible for people in the water to be treated
consequence Basic cause for risk potential (cio2 emission or explosion)need for complex safety features and equipment
Feasibility for process optimization
chemical reaction—reactor conditions
Precursors to be controlled
naclo2 solution, 25%Hcl, 30% and dilution water
naclo2 solution, 25% or 31%Hcl, 30%
clo2 concentration 20 g/l > 80 g/l
reaction time ≥ 600 sec, temperature dependent
5 sec, not temperature dependent
achievable yield 85–95% > 98%
specific reactor volume(1 kg clo2/h capacity)
8,000 ml 16 ml
amount of clo2 present(1 kg clo2/h capacity)
160 g clo2 in rooms accessible for people
1.4 g clo2 in the water to be treated
reactor design closed, frequent pressure vessels
open, reaction zone directly in contact with process water
dilution
recommended concen-tration e.g. 0.5 ppm
direct or via intermediatelevel feeding tank
direct
Figure 3schematic diagram of the infracor process for treating water with chlorine dioxide. the chlorine dioxide is produced exclusively in the water to be treated
1 and 2: chlorine dioxide production from concentrated educts, which are kept strictly separated outside the water to be treated3 and 4: dosing pumps5 and 6: Educts are fed to the reactor via hose-in-hose lines7: the reactor for producing the chlorine dioxide is located directly in the water to be treated. the optimized reaction conditions result in an extremely short reaction time, yields of over 98 percent, independence of temperature, and a high chlorine dioxide concentra tion. the specific reactor volume is reduced by a factor of 500, and the chlorine dioxide it contains is reduced to below one percent 8: injector, connected to the riser of the cooling tower for immediate dilution and distribution of the chlorine dioxide solution9: chlorine dioxide solution with a concentration equal to or lower than 3 g/l
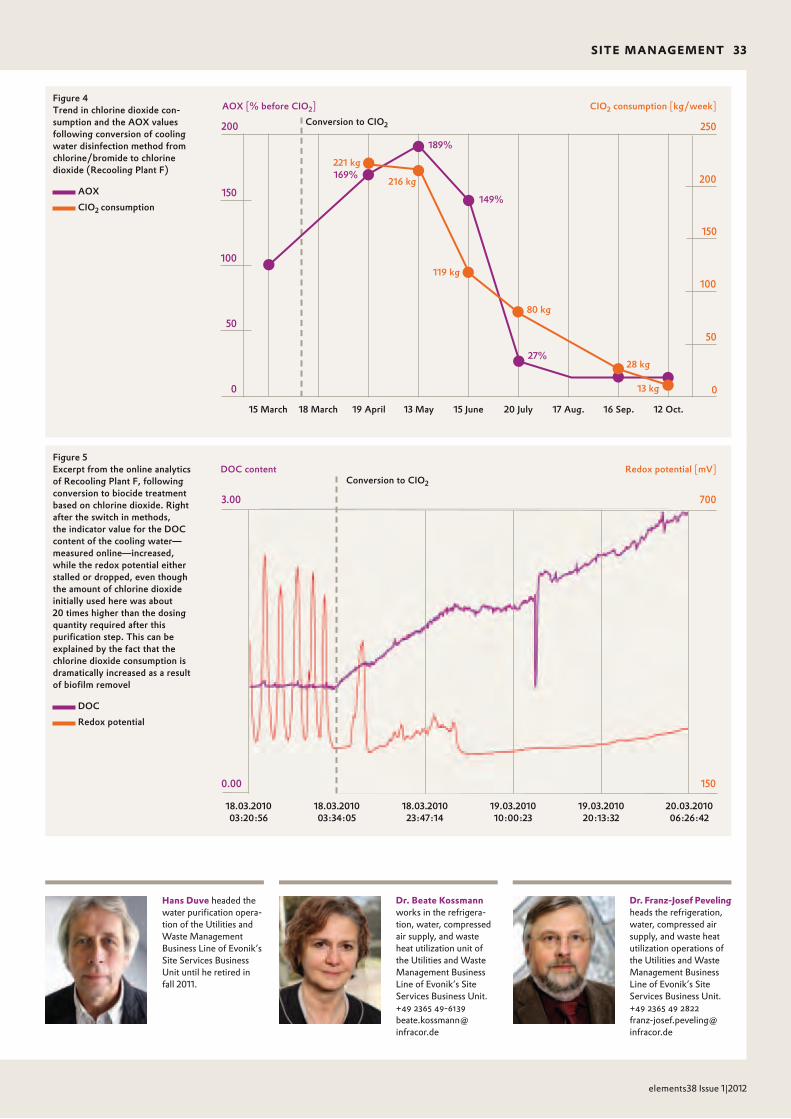
elements38 Issue 1|2012
33site management
200 250
150
100
50
200
0
150
100
50
0
0.00
3.00 700
150
Hans duve headed the water purification opera-tion of the Utilities and Waste Management Business Line of Evonik’s Site Services Business Unit until he retired in fall 2011.
dr. Beate kossmann works in the refrigera - t ion, water, compressed air supply, and waste heat utilization unit of the Utilities and Waste Management Business Line of Evonik’s Site Services Business Unit.+49 2365 [email protected]
dr. Franz-Josef Peveling heads the re frigeration, water, compressed air supply, and waste heat utilization operations of the Utilities and Waste Management Business Line of Evonik’s Site Services Business Unit.+49 2365 49 [email protected]
Figure 5Excerpt from the online analytics of recooling Plant F, following conversion to biocide treatment based on chlorine dioxide. right after the switch in methods, the indicator value for the doc content of the cooling water—measured online—increased, while the redox potential either stalled or dropped, even though the amount of chlorine dioxide initially used here was about 20 times higher than the dosing quantity required after this purification step. this can be explained by the fact that the chlorine dioxide consumption is dramatically increased as a result of biofilm removel
doc
redox potential
Figure 4trend in chlorine dioxide con-sumption and the aoX values following conversion of cooling water disinfection method from chlorine/bromide to chlorine dioxide (recooling Plant F)
aoX
cio2 consumption
aoX [% before cio2] cio2 consumption [kg/week]
conversion to cio2
15 March 18 March 19 april 13 May 15 June 20 July 17 aug. 16 sep. 12 oct.
221 kg
216 kg
119 kg
80 kg
28 kg
13 kg
169%
189%
149%
27%
doc content
18.03.201003:20:56
conversion to cio2
18.03.201003:34:05
18.03.201023:47:14
19.03.201010:00:23
19.03.201020:13:32
20.03.201006:26:42
redox potential [mv]
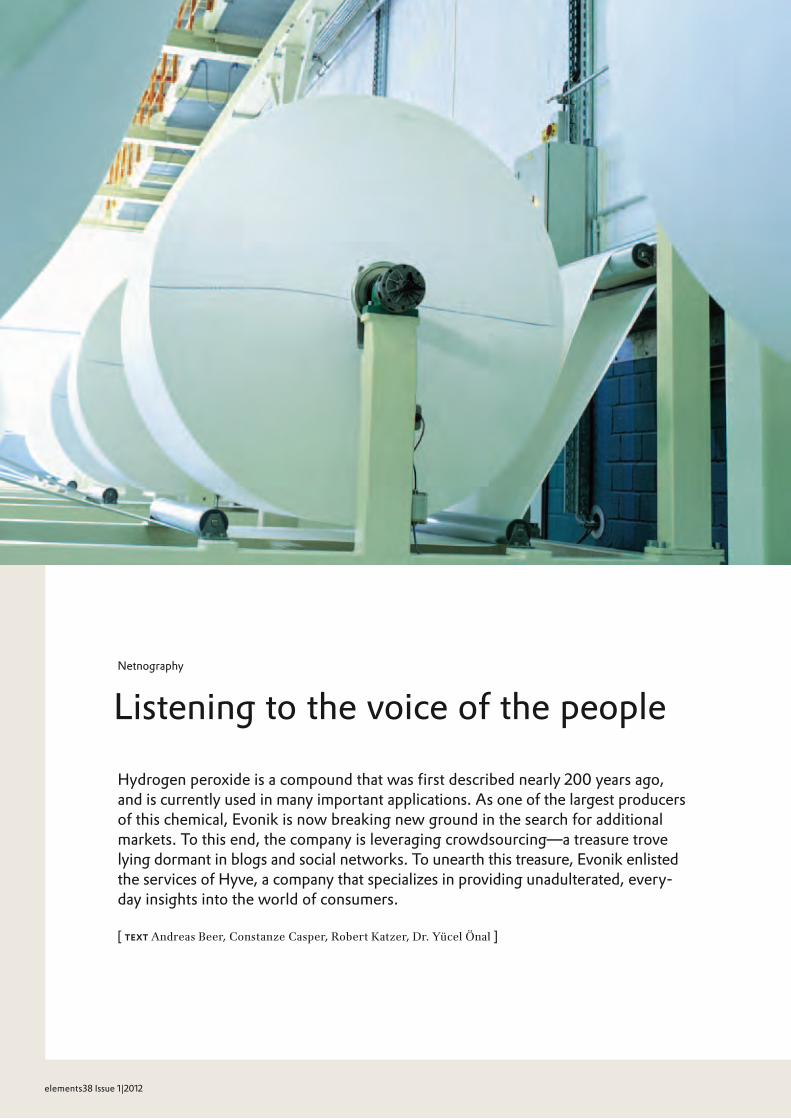
elements38 Issue 1|2012
Hydrogen peroxide is a compound that was first described nearly 200 years ago, and is currently used in many important applications. As one of the largest producers of this chemical, Evonik is now breaking new ground in the search for additional markets. To this end, the company is leveraging crowdsourcing—a treasure trove lying dormant in blogs and social networks. To unearth this treasure, Evonik enlisted the services of Hyve, a company that specializes in providing unadulterated, every-day insights into the world of consumers.
[ text Andreas Beer, Constanze Casper, Robert Katzer, Dr. Yücel Önal ]
Listening to the voice of the peopleNetnography
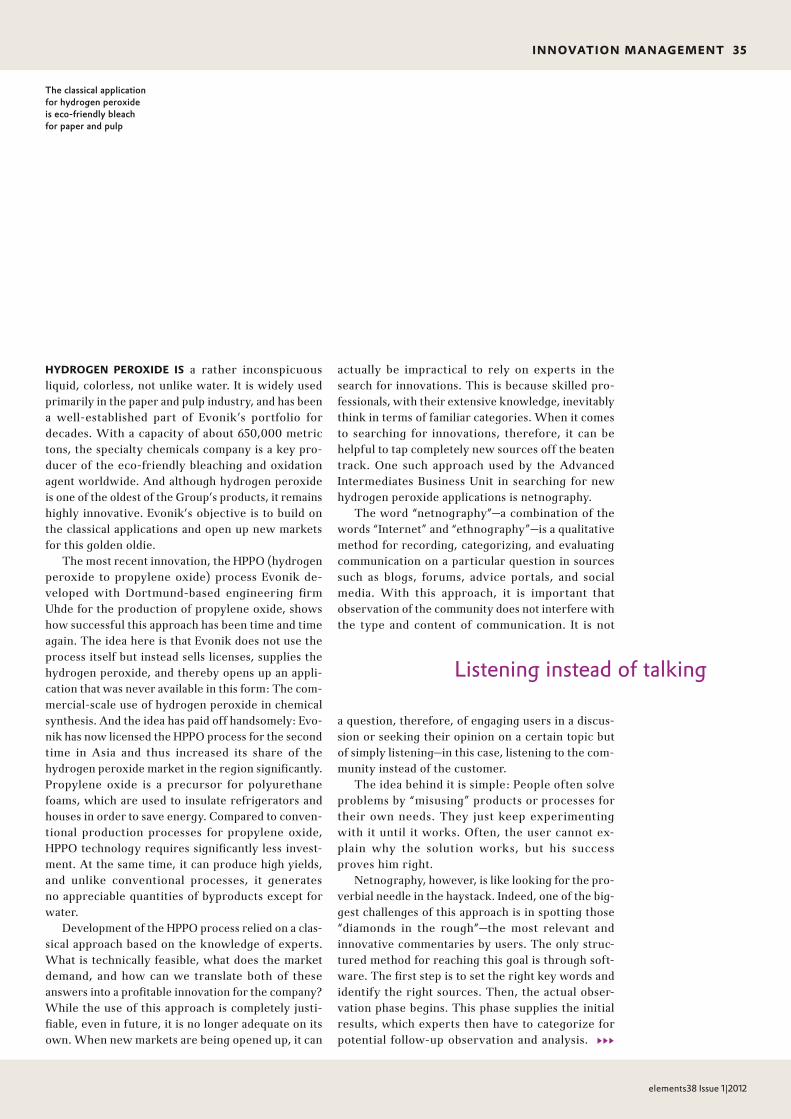
elements38 Issue 1|2012
35innovation management
333
hydrogen peroxide is a rather inconspicuous liquid, colorless, not unlike water. It is widely used primarily in the paper and pulp industry, and has been a wellestablished part of Evonik’s portfolio for decades. With a capacity of about 650,000 metric tons, the specialty chemicals company is a key producer of the ecofriendly bleaching and oxidation agent worldwide. And although hydrogen peroxide is one of the oldest of the Group’s products, it remains highly innovative. Evonik’s objective is to build on the classical applications and open up new markets for this golden oldie.
The most recent innovation, the HPPO (hydrogen peroxide to propylene oxide) process Evonik de velop ed with Dortmundbased engineering firm Uhde for the production of propylene oxide, shows how successful this approach has been time and time again. The idea here is that Evonik does not use the process itself but instead sells licenses, supplies the hydrogen peroxide, and thereby opens up an application that was never available in this form: The commercialscale use of hydrogen peroxide in chemical synthesis. And the idea has paid off handsomely: Evonik has now licensed the HPPO process for the second time in Asia and thus increased its share of the hydrogen peroxide market in the region significantly. Propylene oxide is a precursor for polyurethane foams, which are used to insulate refrigerators and houses in order to save energy. Compared to conventional production processes for propylene oxide, HPPO technology requires significantly less investment. At the same time, it can produce high yields, and unlike conventional processes, it generates no appreciable quantities of byproducts except for water.
Development of the HPPO process relied on a classical approach based on the knowledge of experts. What is technically feasible, what does the market demand, and how can we translate both of these answers into a profitable innovation for the company? While the use of this approach is completely justifiable, even in future, it is no longer adequate on its own. When new markets are being opened up, it can
actually be impractical to rely on experts in the search for innovations. This is because skilled professionals, with their extensive knowledge, inevitably think in terms of familiar categories. When it comes to searching for innovations, therefore, it can be helpful to tap completely new sources off the beaten track. One such approach used by the Advanced Intermediates Business Unit in searching for new hydrogen peroxide applications is netnography.
The word “netnography”—a combination of the words “Internet” and “ethnography”—is a qualitative method for recording, categorizing, and evaluating communication on a particular question in sources such as blogs, forums, advice portals, and social media. With this approach, it is important that observation of the community does not interfere with the type and content of communication. It is not a question, therefore, of engaging users in a discussion or seeking their opinion on a certain topic but of simply listening—in this case, listening to the community instead of the customer.
The idea behind it is simple: People often solve problems by “misusing” products or processes for their own needs. They just keep experimenting with it until it works. Often, the user cannot explain why the solution works, but his success proves him right.
Netnography, however, is like looking for the proverbial needle in the haystack. Indeed, one of the biggest challenges of this approach is in spotting those “diamonds in the rough”—the most relevant and innovative commentaries by users. The only structured method for reaching this goal is through software. The first step is to set the right key words and identify the right sources. Then, the actual observation phase begins. This phase supplies the initial results, which experts then have to categorize for potential followup observation and analysis.
Listening instead of talking
the classical application for hydrogen peroxide is eco-friendly bleach for paper and pulp
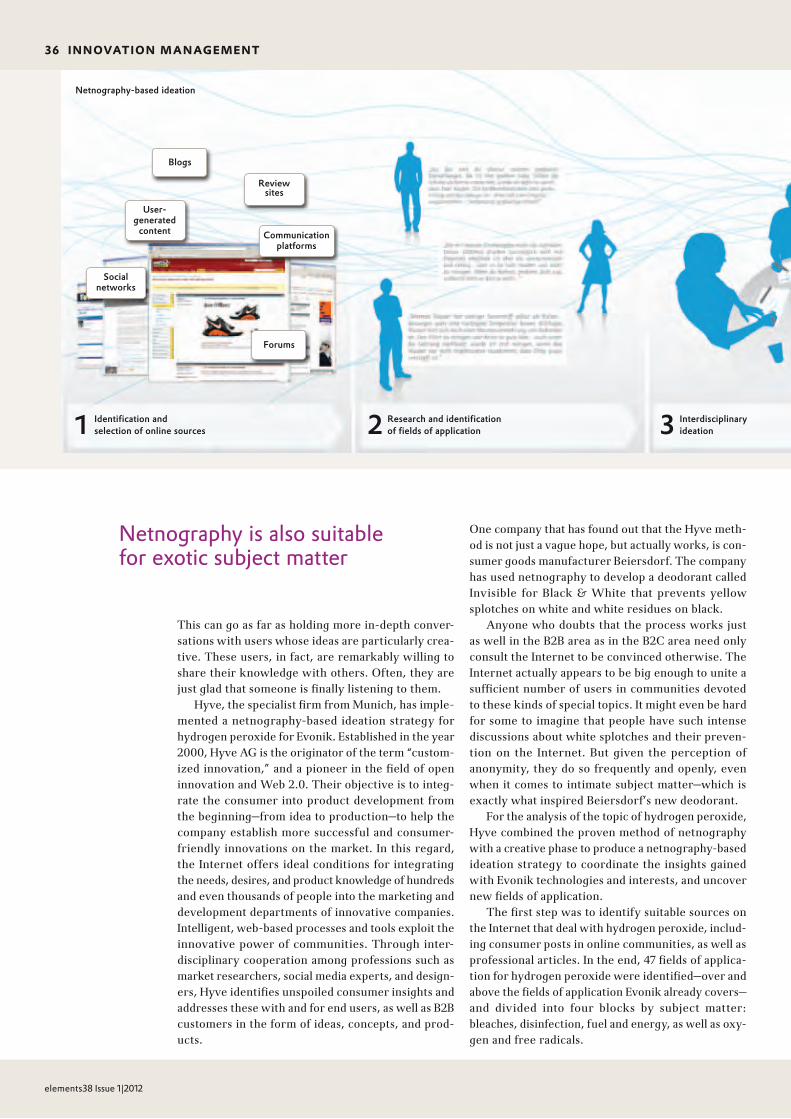
elements38 Issue 1|2012
36 innovation management
This can go as far as holding more indepth conversations with users whose ideas are particularly creative. These users, in fact, are remarkably willing to share their knowledge with others. Often, they are just glad that someone is finally listening to them.
Hyve, the specialist firm from Munich, has implemented a netnographybased ideation strategy for hydrogen peroxide for Evonik. Established in the year 2000, Hyve AG is the originator of the term “customized innovation,” and a pioneer in the field of open innovation and Web 2.0. Their objective is to integrate the consumer into product development from the beginning—from idea to production—to help the company establish more successful and consumerfriendly innovations on the market. In this regard, the Internet offers ideal conditions for integrating the needs, desires, and product knowledge of hundreds and even thousands of people into the marketing and development departments of innovative companies. Intel ligent, webbased processes and tools exploit the innovative power of communities. Through interdisciplinary cooperation among professions such as market researchers, social media experts, and designers, Hyve identifies unspoiled consumer insights and addresses these with and for end users, as well as B2B customers in the form of ideas, concepts, and products.
One company that has found out that the Hyve meth od is not just a vague hope, but actually works, is consumer goods manufacturer Beiersdorf. The company has used netnography to develop a deodorant called Invisible for Black & White that prevents yellow splotches on white and white residues on black.
Anyone who doubts that the process works just as well in the B2B area as in the B2C area need only consult the Internet to be convinced otherwise. The Internet actually appears to be big enough to unite a sufficient number of users in communities devoted to these kinds of special topics. It might even be hard for some to imagine that people have such intense discussions about white splotches and their prevention on the Internet. But given the perception of anonymity, they do so frequently and openly, even when it comes to intimate subject matter—which is exactly what inspired Beiersdorf’s new deodorant.
For the analysis of the topic of hydrogen peroxide, Hyve combined the proven method of netnography with a creative phase to produce a netnographybased ideation strategy to coordinate the insights gained with Evonik technologies and interests, and uncover new fields of application.
The first step was to identify suitable sources on the Internet that deal with hydrogen peroxide, including consumer posts in online communities, as well as professional articles. In the end, 47 fields of application for hydrogen peroxide were identified—over and above the fields of application Evonik already covers—and divided into four blocks by subject matter: bleaches, disinfection, fuel and energy, as well as oxygen and free radicals.
Netnography is also suitable for exotic subject matter
netnography-based ideation
1 identification and selection of online sources 3 interdisciplinary
idea tion2 research and identification of fields of application
Blogs
User-generated
content
socialnetworks
Forums
communicationplatforms
reviewsites

elements38 Issue 1|2012
37innovation management
These ideas culled from the Internet provided the inspiration for an interdisciplinary creative workshop with product designers, who developed user ideas and initial product solutions to answer needs that were sometimes communicated covertly. Within a half day, they had produced about 110 ideas and concepts, roughly 10 percent of which they selected and prepared for final consideration. Evonik and Hyve then analyzed their choices in greater detail.
In addition to a second netnographic phase that delved deeper into the identified fields, the com panies looked for scientific studies on the relevant application and described the potential market. The project therefore yielded a mixture of attractive fields of application from users in online communities, as well as concepts refined by Hyve, which—consistent with the motto “a picture says a thousand words”—product and industry designers all visualized in 333
countless recipes for recovering valuable metals from electronic waste can be found on the inter-net—some of which provide for a mixture of hydrochloric acid and three-percent hydrogen peroxide
3 interdisciplinary idea tion 4 More detailed
research 5 visualization of ideas and concepts
elements38 Issue 1|2012
38 innovation management
a wide variety of ways for the purpose of bold and simple communication.
The community is amazingly resourceful in its use of hydrogen peroxide. Hobbyists cite applications ranging from gold extraction, through powering doityourself helicopters, to repairing bicycle tires. Amateur gold panners, for example, use forums to discuss the most recent and effective processes for obtaining the gold contained in electronic waste without generating vast quantities of undesired byproducts—after all, 300 grams of electronic waste contains as much as five grams of gold. Various formulas provide for a mixture of hydrochloric acid and threepercent hydrogen peroxide, the kind available in pharmacies. The “gold panners” also use hydrogen peroxide to recover metals such as platinum and silver. In the case of silver, for instance, the hydrogen peroxide is used in combination with sodium hy droxide.
Another extremely active group is owners of campers and RVs. This group maintains a constant dialogue on the Internet on the most effective ways of cleaning their fresh water supply systems. From denture cleansers to hydrogen peroxide, they use a
wide variety of palliatives. Hyve carried this discussion over to other outdoor applications, such as water treatment for disaster areas and, in general, traveling in countries with poor sanitary conditions.
Another topic that excites the community is reduc ing diesel emissions. It is wellknown that calculations on the soot kinetics of diesel engines show that most of the soot is reoxidized in the cylinder. At the high temperatures present during engine combustion, the hydroxyl radicals are primarily responsible for soot oxidation. By injecting hydrogen peroxide, the hydroxyl concentration can be increased in a late phase of combustion, which can significantly reduce soot formation when the mixture is ideal. There are even doctoral dissertations on this subject.
Because of the enormous number of drive hobbyists, it is not surprising that netnography struck a bonanza here. The community powers doityourself singleseated helicopters with hydrogen peroxide, as well as rocket cars and engine boosters for vehicles with conventional combustion engines. The Internet even contains detailed ideas about using hydrogen peroxide and catalytic nozzles to power an arm prosthesis.
After developing these ideas further, the Hyve team hit on the notion of using hydrogen peroxide as a propellant in a repair kit for bicycle tires. The rider would simply place a small cartridge filled with hydrogen peroxide and the sealant on the valve and blow into the tires.
Amazing ingenuity
For internet users, the fresh water supply system in an rv can provide another use for hydrogen peroxide
333

elements38 Issue 1|2012
39innovation management
And based on another idea from the creative workshop, why not add hydrogen peroxide to wall paint? People are already using hydrogen peroxide to remove mildew stains from walls. Compared to some agents, hydrogen peroxide is less aggressive and, for this reason, can be used on porous materials such as rugs and textile surfaces. The hydrogen peroxide initially added to the paint in the form of particles could then develop its bleaching effect on the wall through the ultraviolet component of sunlight. This way, the intensity of the white would be re tained longer following application.
Another problem the Internet community grappl ed with is cleaning plastic, since white lawn chairs, washing machines, and computer housings and monitors tend to yellow over time when exposed to ultraviolet light or heat. Users of historical computers probably found out by chance that plastic housings can look as good as new when wiped with a thirtypercent hydrogen peroxide solution.
Instead of leaving it as a rather unwieldy liquid, however, they jointly developed a paste with additional ingredients, which is simply applied to devices and provides optimal results in combination with sunlight. Nowadays, such plastics as polypropylene, highimpact polystyrenes, and acrylonitrilebutadiene styrene are used in a number of applications. For safety reasons, however, it is currently difficult for users to buy such highly concentrated hydrogen peroxide for private use. 333
Hydrogen peroxide protects against mildew when added to wall paint—this idea was also derived from experiences exchanged by users in blogs and discussion forums on the internet
Evonik Industries has acquired the hydrogen peroxide activities of Kemira Chemicals Canada Inc. The transaction comprises the produc-tion facilities in Maitland (Ontario, Canada) and its customer portfolio. The employees will also move to Evonik.
“With this transaction, we are taking one more step in our global growth strategy for hydrogen peroxide,“ explained Jan Van den Bergh, head of Evonik’s Advanced Intermediates Business Unit, which is responsible for hydrogen peroxide. “Our growth strategy is built on new technologies, such as in Jilin (China) where we will supply a plant with H2O2 for direct chemical synthesis of propylene oxide, and on tar-geted acqui sitions like the one now in Canada,“ Van den Bergh continued. Produc tion in Maitland will mainly supply the North Ameri can pulp and paper industry with H2O2 as an eco-friendly oxidizing agent.
The new acquisition has elevated Evonik to a market leader in hydrogen peroxide in North America (Canada and the United States), and will increase its H2O2 capacities there by 44,000 to over 200,000 metric tons annually. In North America, the Group already produces H2O2 at its two sites in Gibbons (Alberta, Canada) and Mobile (Alabama, USA).
acquisition of hydrogen peroxide business in canada
aCQuisition
one of many ideas developed by Hyve: Hydrogen peroxide as propel-lant in a repair kit for bicycle tires

elements38 Issue 1|2012
40 innovation management
On October 21, 2011, a Russian Soyuz ST carrier rocket from the Kourou Space Center in French Guyana, launched a satellite of the Galileo Satellite Network into orbit for the first time. An Evonik specialty helped give the rocket the thrust it needed: PROPULSE™, a highly concentrated 82.5 percent hydrogen peroxide. This marked the first time a hydrogen peroxide from Evonik was used in the fuel technology of a space rocket. The Evonik product drives the turbopumps that pump the actual fuel, the kerosene and liquid oxygen, into the rocket engine. During the start phase, several metric tons of H2O2 are con sumed within just a few minutes.
The new space center in Kourou was built by wes t-ern-European countries in cooperation with Russia, under the auspices of the European Space Authority (ESA). The ambitious project is the result of a multi-national collaboration that was hardly imaginable a few years ago. In the wake of the dissolution of the Soviet Union, the Russian space authority Roscos mos sought closer contact with the ESA. After the ESA and Roscosmos agreed to cooperate on Soyuz starts in French Guyana, the Russian company TsENKI, which provides services for rocket launches and sup-plies the fuel components, searched the worldwide market for professional and reliable partners.
For the highly concentrated hydrogen peroxide, the choice fell to Evonik because the specialty chem i-cals company has broad expertise, not only in pro-duction and use, but also in transport and storage. The challenge is to suppress the tendency of H2O2 to decompose in heat or in the presence of heavy metals—not only for the sake of safety but also for the sake of supplying the customer the desired quality consistently and reliably. In addition, use in rockets requires a particularly pure hydrogen per-oxide. Impurities would deactivate the catalyst.
Evonik has developed special, specifically ap proved con tainers for transporting highly concen-trated H2O2. The interior walls of these thermo- containers undergo a complex staining procedure, after which a protective passivation layer is applied and treated with hydrogen peroxide. Pressure relief systems, as well as temperature and GPS monitoring systems, are also installed. Safely packaged in these containers, the hydrogen peroxide travels by rail from the production site in Rheinfelden to the port of shipment on the North Sea, and then across the Atlantic to French Guyana in South America.
Highly concentrated and bound for space
H2o2 in tHe Fuel teCHnology
Up, up and away: Highly concentrated H2o2— 82.5 percent—decom-poses on a heavy-metal catalyst under high heat. this produces oxygen and water vapor, both of which drive the turbo-pumps that push the kerosene and liquid oxygen into the rocket engines at 20,000 to 30,000 rPM to generate the required thrust

elements38 Issue 1|2012
41innovation management
Admittedly, some of these ideas are offbeat, and some are not entirely new. But what they all have in common is that the industry has never—or never fully—identified and developed them as a market. From intensive analysis of these application ideas, Evonik has now selected three for further evaluation by a project team.
This may seem like a small number, but Evonik and its customers are not currently active in any of these three fields of application, and therefore have no expertise in them. In other words, it is highly unlikely that these potential innovations could have been discovered through traditional methods. Given that netnographybased ideation takes only two months and the costs are so manageable, this approach to innovation has proven to be such an efficient method for finding ideas that other Evonik units are also planning to try it.
333andreas Beer holds a Diplom (German master’s) degree in product design from the Hochschule für Gestaltung Schwäbisch Gmünd (Germany). Following his studies in product and environmental design, he worked as manager of a capital goods project at Neunzig° Design in Stuttgart. In 2005 he joined the Innovation Design Team of HYVE AG, where he works mainly in customer support for the Electronic Goods and Capital Equipment departments. His main responsibilities at HYVE are ideation and conception as well as classic industrial design. As a certified advisor for patent-related issues he also handles indus-trial property rights for protection of the intellectual property generated in the projects, all the way into the customer’s company.+49 89 189081-413, [email protected]
Constance Casper has been a member of the Netnography team of HYVE AG since 2010. In addi-tion to her responsibilities as project manager, she also works on developing the netnographic method and on combining quantitative monitoring with qualitative netnographic analysis. Following a degree in informa-tion technology and Japanese studies and many years of overseas work experience in Japan and Sweden, she took a master‘s research degree in consumer science, specializing in open innovation and lead-user research in the context of sustainability. She then worked as a research assistant at Technische Univer-sität München on user integration in sustainable inno-vations for urban mobility and living.+49 89 189081-208, [email protected]
robert katzer is a strategy advisor in Controlling & Strategy in the Advanced Intermediates Business Unit. Following chemical engineering studies at the Friedrich-Alexander-Universität Erlangen, he took a master of business and engineering degree in project competence in Berlin, working concurrently in plant engineering at Gambro Dialysatoren GmbH & Co. KG. He joined Evonik in 2000, taking up various posts in fluid process engineering in the Process Technology & Engi neering Service Unit and in Creavis‘s Process Intensification Project House before assuming his current position in early 2009.+49 6181 59-12655, [email protected]
dr.-ing. yücel Önal worked on strategic projects in Innovation Management in Evonik‘s Advanced Inter mediates Business Unit since summer 2010; on February 1, 2012, he took over as the head of Process Development in the Agrochemicals & Polymer Addi-tives Business Line of the Advanced Intermediates Business Unit at the Jayhawk site in Galena (Kansas, USA). Önal obtained a first degree and then a doctor-ate in chemistry from the Technische Uni versität Darm stadt. During his studies he won a number of awards, including the DECHEMA student award for efficient study and the Young Scientist Award of the International Association of Catalysis Societies. In 2005 he began his professional career at Evonik as a project manager in the Process Technology & Engi n-eer ing Service Unit.+1 620 783-3123, [email protected]
777
Globally, Evonik has a capacity of about 650,000 metric tons of hydrogen peroxide. The company is building a new plant for an addi-tional 230,000 annual metric tons in Jilin, China. There, the H2O2 will be used as an eco-friendly oxidizing agent for chemical direct synthesis of propylene oxide. Evonik has production facilities in Ger ma ny, Belgium, Austria, the United States, Canada, Brazil, Korea, Indonesia, New Zealand, and South Africa.
There is an extremely broad range of appli-cations for H2O2. The largest quantities still go to pulp bleaches and the detergent industry. But the chemical industry has increasingly used hydrogen peroxide as an eco-friendly oxidizing agent in chem ical synthesis. Other applications can be found in such fields as environmental protection, packaging, and the electronics industry—or in drive systems for space rockets, as the rocket launch in Kourou has shown.
at a glanCe
Evonik’s hydrogen peroxide business
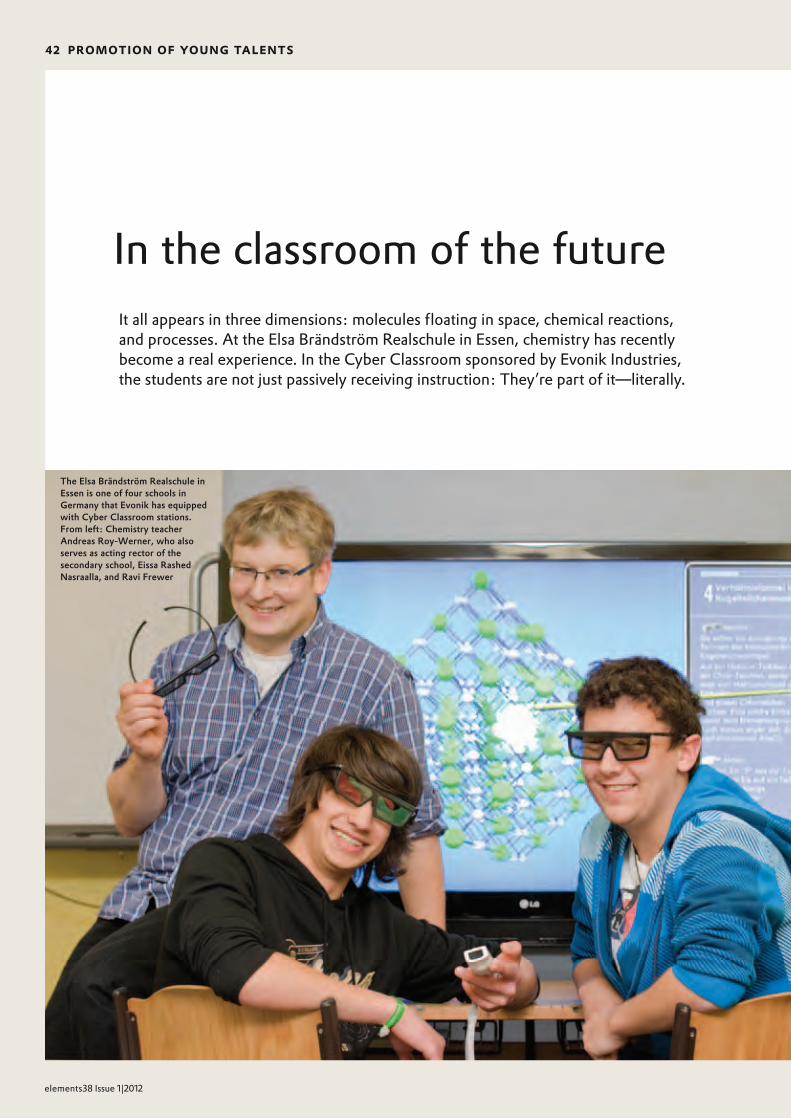
elements38 Issue 1|2012
42 Promotion oF young talents
It all appears in three dimensions: molecules floating in space, chemical reactions, and processes. At the Elsa Brändström Realschule in Essen, chemistry has recently become a real experience. In the Cyber Classroom sponsored by Evonik Industries, the students are not just passively receiving instruction: They’re part of it—literally.
In the classroom of the future
the Elsa Brändström realschule in Essen is one of four schools in Germany that Evonik has equipped with cyber classroom stations. From left: chemistry teacher andreas roy-werner, who also serves as acting rector of the secondary school, Eissa rashed nasraalla, and ravi Frewer
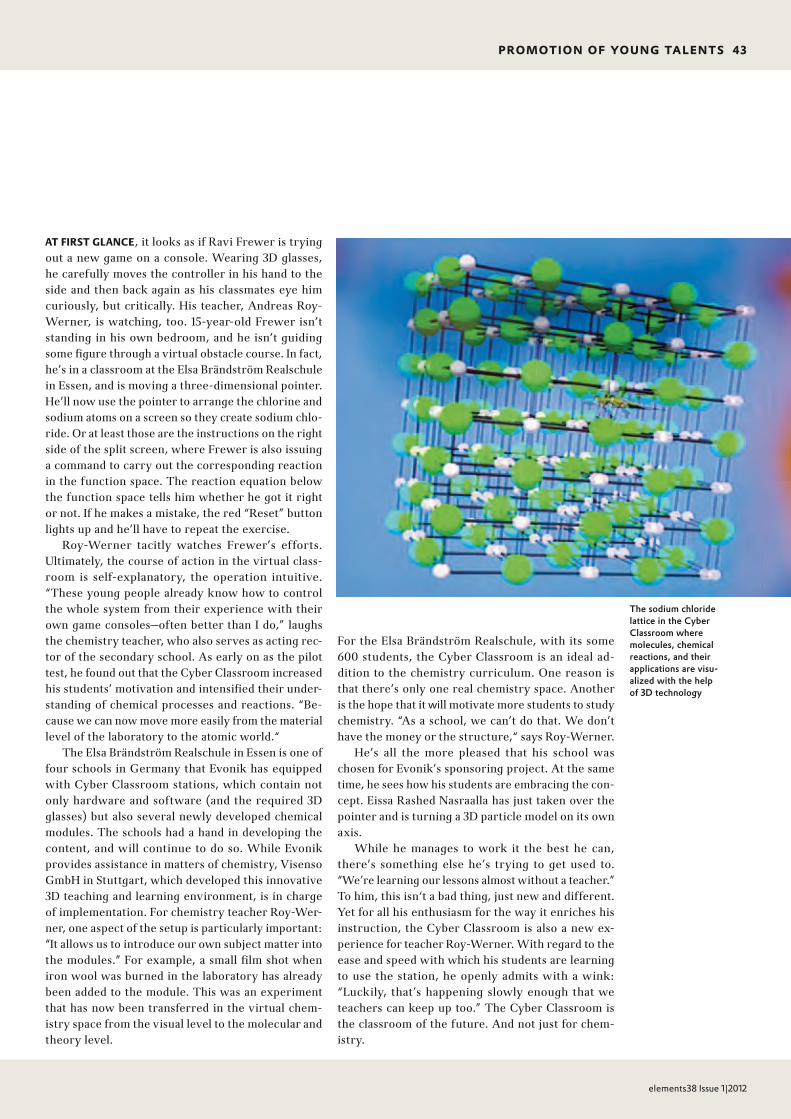
elements38 Issue 1|2012
43Promotion oF young talents
At first glAnce, it looks as if Ravi Frewer is trying out a new game on a console. Wearing 3D glasses, he carefully moves the controller in his hand to the side and then back again as his classmates eye him curiously, but critically. His teacher, Andreas RoyWerner, is watching, too. 15yearold Frewer isn’t standing in his own bedroom, and he isn’t guiding some figure through a virtual obstacle course. In fact, he’s in a classroom at the Elsa Brändström Realschule in Essen, and is moving a threedimensional pointer. He’ll now use the pointer to arrange the chlorine and sodium atoms on a screen so they create sodium chloride. Or at least those are the instructions on the right side of the split screen, where Frewer is also issuing a command to carry out the corresponding reaction in the function space. The reaction equation below the function space tells him whether he got it right or not. If he makes a mistake, the red “Reset” button lights up and he’ll have to repeat the exercise.
RoyWerner tacitly watches Frewer’s efforts. Ultimately, the course of action in the virtual classroom is selfexplanatory, the operation intuitive. “These young people already know how to control the whole system from their experience with their own game consoles—often better than I do,” laughs the chem istry teacher, who also serves as acting rector of the secondary school. As early on as the pilot test, he found out that the Cyber Classroom increas ed his students’ motivation and intensified their understanding of chemical processes and reactions. “Because we can now move more easily from the material level of the laboratory to the atomic world.“
The Elsa Brändström Realschule in Essen is one of four schools in Germany that Evonik has equipped with Cyber Classroom stations, which contain not only hardware and software (and the required 3D glasses) but also several newly developed chemical modules. The schools had a hand in developing the content, and will continue to do so. While Evonik provides assistance in matters of chemistry, Visenso GmbH in Stuttgart, which developed this innovative 3D teaching and learning environment, is in charge of implementation. For chemistry teacher RoyWerner, one aspect of the setup is particularly important: “It allows us to introduce our own subject matter into the modules.” For example, a small film shot when iron wool was burned in the laboratory has already been added to the module. This was an experiment that has now been transferred in the virtual chemistry space from the visual level to the molecular and theory level.
For the Elsa Brändström Realschule, with its some 600 students, the Cyber Classroom is an ideal addition to the chemistry curriculum. One reason is that there’s only one real chemistry space. Another is the hope that it will motivate more students to study chemistry. “As a school, we can’t do that. We don’t have the money or the structure,“ says RoyWerner.
He’s all the more pleased that his school was chosen for Evonik’s sponsoring project. At the same time, he sees how his students are embracing the concept. Eissa Rashed Nasraalla has just taken over the pointer and is turning a 3D particle model on its own axis.
While he manages to work it the best he can, there’s something else he’s trying to get used to. “We’re learning our lessons almost without a teacher.” To him, this isn‘t a bad thing, just new and different. Yet for all his enthusiasm for the way it enriches his instruction, the Cyber Classroom is also a new experience for teacher RoyWerner. With regard to the ease and speed with which his students are learning to use the station, he openly admits with a wink: “Luckily, that’s happening slowly enough that we teachers can keep up too.” The Cyber Classroom is the classroom of the future. And not just for chemistry.
the sodium chloride lattice in the cyber classroom where molecules, chemical reactions, and their applications are visu-alized with the help of 3d tech nology
elements38 Issue 1|2012
44 Promotion oF young talents
The focus of Prof. Jivka Ovtcharova’s work is managing and visualizing complex information in engineering processes. Since 2003, she has headed the Institute for Information Man age ment in Engineering (IMI) at the Karlsruhe Institute for Technology (KIT), and directs the Intelligent Systems and Production Engineering unit of the Forschungszentrum Informatik (FZI). She is also the founder of the Lifecycle Engineering Solutions Center (LESC), a virtual reality center at KIT, which provides insight into tomorrow’s world. Here, for example, virtual prototypes can be used to interactively create, evaluate, and optimize the lifecycle of a product under development. But the Center is open to children as well as researchers. The LESC was the first C³ lab in Germany, a certified Cyber Classroom where chem ical processes are transformed into threedimensional images that can be experienced. At the LESC, children and teachers can get to know and try out this threedimensional learning environment for themselves.
intervieW
Three questions for Prof. Jivka Ovtcharova
cyber classrooms: learning as an emotional experience
what can children learn in the three-dimensional cyber class-room that they can’t learn with conventional two-dimensional learning tools—such as textbooks?Virtual reality technologies can be used to make innovative visualization of teaching content an emotional experience that is better able to convey the knowledge content. The Cyber Classroom, the virtual 3D learning and teaching en vironment, meets all the requirements of modern instruction: 3D realtime modules improve our ability to describe and convey complex course content, which up to now has been impossible to present or hard to explain. The modules can move molecules in space, for example, or relocate proteins.
Has it been proven that children actually learn more in the cyber classroom? and what subjects are most suitable?A European study by Texas Instruments has proven that the use of 3D content not only increases the motivation and readiness of children to learn but also has a positive impact on their learning behavior. A total of 740 students between the ages of 10 and 13, and 47 teachers from 15 schools in Germany, France, Italy, the Netherlands, Turkey, the United Kingdom, and Sweden participated in this study between December 2010 and May 2011. The objective was to find out whether using futuristic threedimensional instructional techniques added value over classical 2D learning methods. The results speak for themselves: On average, 86 percent of the students learned more from the 3D instruction than from the use of twodimensional learning methods (52 percent). The Cyber Classroom has learning modules for a variety of teaching areas, such as biology, physics, chem istry, mathematics, art, and sports.
do you use virtual reality in your lectures?In the virtual reality internship offered by the Lifecycle Engineering Solutions Center at my institute, the students are working independently on the development of a driving simulator. With visual programming and parameter changes, they can study the effect of physical quantities and, support ed by advanced virtualreality solutions, experience the driving simulator live. This allows the students to de velop skills in recognizing and solving interdisciplinary problems in the MINT subjects (mathematics, information science, natural sciences, and technology) through the crosslinking of thought, action, and intu ition.
Prof. Jivka ovtcharova in the lifecycle Engineering solutions center, a virtual reality center at kit. Here, the properties and functions of future pro-ducts can be realistically presented and perceived
elements38 Issue 1|2012
45Promotion oF young talents
ZEITMASCHINE
Chemie so spannend wie nie:www.professor-proto.de
Fantastisches InstitutProfessor Proto’s
Chemie für coole Leute
1884
Evonik Industries has equipped each of four schools in Essen, Bornheim, Freigerich, and Rheinfelden with a Cyber Class-room. “The 3D learning environment allows students to vividly exper ience and, therefore, better understand the complexity of chemistry in theory and practice,” said Evonik CEO Dr. Klaus Engel at the first Evonik Cyber Classroom Convention at the Stritt matter Gymnasium in St. Georgen in the Black Forest. At Evonik, commitment to education and training is a central priority. “We want to make science and technology interesting
Commitment to eduCation
Cyber Classroom
the future of chemistry instruction
and enjoy able for the students, because these are the fields in which industrialized Germany needs more gifted and com-mitted young talent,“ he says.
Teachers from the Elsa Brändström Realschule Essen, the Europaschule Bornheim near Wesseling, the Kopernikusschule Freigericht near Hanau, and the Gewerbeschule Rheinfelden took advantage of the first Evonik Cyber Classroom Conven-tion to share knowledge with colleagues from the Strittmatter Gymnasium. The school in St. Georgen has used the tech-nology of the virtual classroom for several subjects for over two years.
Visenso GmbH developed the innovative 3D learning and teaching environment. Visenso adapted technologies that, up to now, had been used primarily in the automotive industry, for example, or in plant construction, and made them access-ible for instruction at schools and universities.
how to MAke glue from potatoes, or how to make invisible ink? This is the kind of exciting stuff kids learn from Professor Proto at his webbased Fantastic Institute. Inquisitive young minds are invited to look on as Professor Proto goes about his work and experiments amidst the test tubes and other paraphernalia in his virtual laboratory. At this lab, the Evonik Foundation’s new learning platform, handson participation in revealing chemistry secrets is encouraged. But beware: There is real danger of exposure to fun!
Ruddycheeked and with a shock of tousled hair, the job of the loveable professor is to get young children excited about chemistry. The Internet institute engages them playfully in the wonderful world of science—mathematics, computer science, the natural sciences, and technology. At the Germanlanguage website (www.professorproto.de), children are introduced to the history of chemistry through practical demonstrations. They learn about the effects that can be created with baking soda or how porcelain came to originally be made. Professor Proto also gives young lab visitors tips on fascinating experiments they can perform themselves at home.
In the past, the Evonik Foundation has focused exclusively on providing support to science scholars in the final stages of academic training. It is in collaboration with these scholars that the Fantastic Institute was set up. Scholarship students were invited to recall to memory their own childhood encounters with science, to come up with concepts that would help playfully introduce children to the field of chemistry, and then present those ideas at their 2010 annual meeting. The group comprising Michael Werhahn, KarlSebastian Mandel, Johannes Wehner, and Boris Burger conceived the idea of an Internet learning platform. Boris Burger, who knows how important it is to inspire interest in science and experimentation at an early age, said, “I myself used to enjoy watching a TV show that featured entertaining and captivating experiments. It was fascinating and drew me to science.
Chemistry for kids
Experimenting with science at the Evonik Foundation’s internet lab
I think that could work for other children, too.” Burger believes that once a basic interest has been aroused, it breeds a thirst for more and more knowledge.
The jury at the Evonik Foundation was immediately taken with the concept of a learning platform. “The Evonik Foundation,” explains Dr. Klaus Engel, Chairman of the Board of the Evonik Foundation and CEO of Evonik, “has made it one of its missions to get children excited about science, and the Internet is an excellent medium since it is accessible to young children everywhere and because it is interactive.” The Fantastic Institute is now up and running for everyone who either already enjoys dabbling in chemistry or who wants to start with it. Professor Proto looks forward to welcoming many inquisitive young visitors to his laboratory.
The content already available on the Fantastic Institute site will be expanded over time to build a more extensive learning platform. Managing Director Erika Sticht plans to keep developing the platform together with children, their parents, and teachers. “We look forward to receiving initial feedback from our users and hope to receive a whole lot of ideas for new chemical experiments,” she says.
Professor Proto is at the ready to perform his demonstrations. He is also prepared to reveal the secret of how he got his name: His creators invented the name while pondering on protons, which are tiny particles loaded with energy and a positive disposition—just like Professor Proto.

elements38 Issue 1|2012
46 neWs
Evonik Meets science Japan 2011
At the end of last year, Japan’s Technology Scouting team hosted “Evonik Meets Science Japan 2011” in chilly but bright Tokyo. With more than 20 participants from Japanese aca-demia and 30 from Evonik, the event with a core theme on “Catalysts” kicked off with an introductory presentation by Dr. Georg Oen-brink on Evonik’s innovation, followed by a keynote speech from Nobel Laurite, Prof. Dr. Akira Suzuki of Hokkaido University on “Cross-Coupling Reactions of Organobo-ranes: An Easy Way for C-C Bonding.”
Starting off with a greeting from Evonik’s Chief Innovation Officer, Dr. Peter Nagler, the discussion on the second day started with Evonik’s introduction on Catalyst research by Prof. Stefan Buchholz, head of Innovation Management of the Advanced Intermediates Business Unit, followed by key professors from various Japanese universities. With each session coordinated by an expe rienced chair-person, each presentation triggered active discussions between industry and academia, where this event exactly aimed—a dialogue that leads to mutual cooperation is an ultimate goal for sustain able creative innovation.
Mr. Ulrich Sieler, President of Evonik Degus sa Japan, commented, “Close commu-
nication and dialogue with Japanese univer-sities will clearly benefit both Evonik and Japanese academia towards future develop-ment. Both Japan and Germany have similar backgrounds—a nation of outstanding tech-nology and innovation power. This event will surely become a milestone in our desire to team up with top-level Japanese research experts and opened the door to access young talented Japanese scientists.”
Prof. dr. akira suzuki (right), who was honored with the nobel Prize for chemistry in 2010, and dr. Peter nagler, Evonik’s chief innovation officer
Up to € 100 million for venture capital activities over the medium term
Evonik Industries plans to further strengthen its innovation capacity over the medium and long terms. To this end, the Group is estab-lishing a new organizational unit, Corporate Venturing, within its unit Innovation Man-agement. Through Corporate Venturing, Evonik plans to invest a total of up to € 100 million over the medium term in highly pro-mising start-ups and leading specialist ven-ture capital funds. These investments will fo-cus on Europe, the U.S., and Asia.
“Evonik is following an ambitious growth strategy,” said Patrik Wohlhauser, a member of Evonik’s Executive Board. “Corporate ven-turing supplements the Group’s existing innovation processes and structures in an ideal way. The goal of our innovation activi-ties is to maintain and expand our high tech-nological competence over the long run. With corporate venturing we’re supplemen-ting our approach with open innovation and creating excellent opportunities for acceler-ating the development of new businesses and opening up future growth fields.”
“Our venture capital investments in innova-tive ideas and solutions will be oriented to-ward the megatrends important for Evonik: resource efficiency, health, nutrition, and glob alization. Corporate Venturing will also examine new and strategically relevant spe-cialist fields,” said Dr. Peter Nagler, Chief Innovation Officer of Evonik.
“Evonik’s strengths extend across a well-balanced spectrum of business activities and end markets, close collaboration with custom-ers, and market-oriented research and devel-opment,” said Dr. Bernhard Mohr, head of Corporate Venturing at Evonik. “We want to be a reliable partner for our venture invest-ments and support their successful growth not only financially, but also with technical expertise and strategic insight. And we want to benefit in the process as well.”
dr. Bernhard Mohr, head of corporate venturing at Evonik

47neWs
elements38 Issue 1|2012
strategic partnership with the University of Minnesotaof-the-art research facilities, technologies, and high-tech equipment. Research univer-sities such as the University of Minnesota have emerged as a rich source of innovative technologies, specialized expertise, potential new hires, and research partnerships.
“This partnership not only gives Evonik access to cutting-edge scientific research facilities, but it also provides an excellent source of talented engineers and scientists,” said Tom Bates, Evonik’s North American President. “It also has the potential to provide a pipeline of technologies in all three iden-tified megatrends for Evonik—Resource Efficiency, Health & Nutrition, and Glob-alization,” Bates added.
Four programs of the University of Min nesota are key for Evonik—Biocatalysis and Bio-polymers, Coating Process Fundamentals, Microstructured Polymers, and Renewable Energy Materials.
Partnering with the University of Minne-sota fits perfectly with Evonik’s Corporate Innovation Strategy and Management’s desire to strengthen ties to the research community in the United States and get Evonik scientifi-cally on the map of chemistry in the region. “We are proud to join the IPRIME program of the University of Minnesota, which offers access to research programs and fellowships,” Dr. Georg Oenbrink, Global Head of Inno-vation Networks & Communications, said.
The Corporate Innovation Strategy and Management team will continue to look at universities close to Evonik main sites in the region which offer a close relationship be -tween chemistry, chemical engineering, and materials science, helping to bring scientists and engineers together.
Evonik signed an agreement with the Uni -ver sity of Minnesota designating it as the com pany’s first strategic partner university in North America during the Evonik Meets Science event held in Pittsburgh (Penn syl-vania, USA). With this agreement, Evonik will become an official member of the Uni-versity’s Industrial Partnership for Research in Interfacial and Materials Engineering (IPRIME).
The University of Minnesota is one of America’s largest universities and was chosen as Evonik’s first partner university outside of Germany for their excellence in science and engineering research and education. This partnership gives Evonik access to state-
Credits
PublisherEvonik Industries AGCorporate Innovation Strategy & Management
Rellinghauser Straße 1–1145128 EssenGermany
scientific advisory BoardDr. Norbert FinkeCorporate Innovation Strategy & Management [email protected]
editor in ChiefDr. Karin Aßmann Evonik Services [email protected]
Contribution editorsChrista FriedlWalter KlötersKatharina KruppaMichael Vogel
PhotosEvonik IndustriesDirk BannertDieter DeboStefan WildhirtPVI Photovoltaic Installations GmbH, Klagenfurt (p. 8) Isovoltaic AG (p. 10+11)Fotolia:Michael Gray (p. 5)Spectral-Design (p. 19)flashpics (p. 39)Getty Images: Mark Willamson (p. 37)Tom Kelley Archive (p. 38)Barry Winiker (p. 47)Mauritius Images:Stock4B (p. 34)
design Michael Stahl, Munich (Germany)
Printed by Laupenmühlen Druck GmbH & Co. KG Bochum (Germany)
Reproduction only with permission of the editorial office
Evonik Industries is a worldwide manufacturer of PMMA products sold under the PLEXIGLAS® trademark on the European, Asian, African, and Australian continents and under the ACRYLITE® trademark in the Americas
Founded in 1851, the University of Minnesota includes five campuses and employs 25,000 people. approximately 65.000 students are currently studying here
With us, you get the right partner for each of your needs.
We love your problems.
ww
w.e
voni
k.co
m
For every surface problem we have a solution – the creative power of our people. Evonik’s experts work hand in glove with our customers across all disciplines. That saves time and opens the door to more ideas. The result? Exceptional solutions for exceptional applications.
Achtung Lithozeile druckt nicht mit! Diese Datei ist ohne Überfüllungen angelegt! Farbton Offset-Druck 48c 100m14359 02-206 • Evonik Anzeige Englisch • Motiv Hochzeit • 4c • Format: 210 x 297 mm + 5 mm Beschnitt • 18.01.12 • mrElements Englisch, OF





























