Embed Size (px)
Citation preview

Energy Policy 38 (2010) 7048–7053
Contents lists available at ScienceDirect
Energy Policy
0301-42
doi:10.1
n Corr
E-m
journal homepage: www.elsevier.com/locate/enpol
Energy conservation potential in Taiwanese textile industry
Gui-Bing Hong a, Te-Li Su a, Jenq-Daw Lee b, Tsung-Chi Hsu b, Hua-Wei Chen a,n
a Department of Cosmetic Application and Management, St. Mary’s Medicine Nursing and Management College, 100, Lane. 265, Section 2, Sanxing Road, Sanxing Township, Yilan
County, Taiwanb Technology Center for Service Industries, Industrial Technology Research Institute, 195, Section 4, Chung Hsing Road, Chutung, Hsinchu, Taiwan
a r t i c l e i n f o
Article history:
Received 24 March 2010
Accepted 13 July 2010Available online 31 July 2010
Keywords:
Energy conservation
Textile industry
Taiwan
15/$ - see front matter & 2010 Elsevier Ltd. A
016/j.enpol.2010.07.024
esponding author. Tel.: +886 3 9897396; fax
ail address: [email protected] (H.-W. Ch
a b s t r a c t
Since Taiwan lacks sufficient self-produced energy, increasing energy efficiency and energy savings are
essential aspects of Taiwan’s energy policy. This work summarizes the energy savings implemented by
303 firms in Taiwan’s textile industry from the on-line Energy Declaration System in 2008. It was found
that the total implemented energy savings amounted to 46,074 ton of oil equivalent (TOE). The energy
saving was equivalent to 94,614 MWh of electricity, 23,686 kl of fuel oil and 4887 ton of fuel coal. It
represented a potential reduction of 143,669 ton in carbon dioxide emissions, equivalent to the annual
carbon dioxide absorption capacity of a 3848 ha plantation forest. This study summarizes energy-saving
measures for energy users and identifies the areas for making energy saving to provide an energy
efficiency baseline.
& 2010 Elsevier Ltd. All rights reserved.
1. Introduction
The concentration of greenhouse gases (GHG) from manufac-turing factory activities, vehicle emissions, as well as the serviceand sales sectors has increased significantly. Greenhouse gaseshave an adverse environmental impact (Saidur et al., 2009).Increasing energy efficiency is an important strategy for reducinggreenhouse gas emissions. Consequently, energy research insti-tutes and governmental energy departments in various nationsare all committed to developing methods for assessing energyefficiency; these can be used as references for policy-making.Additionally, energy utilization status can be compared amongdifferent countries to achieve the common aim of reducinggreenhouse gas emissions. Numerous analytical studies havebeen undertaken on energy auditing or energy conservation fordifferent industries, such as the iron and steel industry (Mohsenand Akash, 1998; Ross, 1987; Thollander et al., 2005; Chan et al.,2010), cement industry (Anand et al., 2006; Hasanbeigi et al.,2010), textile industry (Palanichamy and Babu, 2005), petroleumindustry (Pollio and Uchida, 1999), small and medium scaleindustries (Gruber and Brand, 1991; Priambodo and Kumar, 2001;Thollander et al., 2007), manufacturing industry (Chan et al.,2007; Fromme, 1996; Harris et al., 2000; Mukherjee, 2008;Worrell et al., 2009) and industrial/commercial/residential sectors(Anderson and Newell, 2004; Ibrik and Mahmoud, 2005; Krameret al., 1999; Lang and Huang, 1993; Sardianou, 2007; Steg, 2008).
ll rights reserved.
: +886 3 9890917.
en).
There are additional studies that recommend improving energyefficiency with the help of energy conservation techniques (Bloket al., 1993; Lang and Huang, 1993), by heavy investment ininfrastructure (Lin, 2007) or through energy management (Caffal,1995; Christoffersen et al., 2006; Thollander and Ottosson, 2010).Increasing energy efficiency is the most direct means of reducingGHG emissions (Mohsen and Akash, 1998). Little or no investmentis needed to achieve a 10–30% reduction in greenhouse gasemissions (Ghaddar and Mezher, 1999; IPCC, 1996). If energyusers are willing to adopt improved technology, or governmentincentives are implemented, emissions can be further reduced(Priambodo and Kumar, 2001).
To alleviate the adverse environmental impact (such as globalclimate change and global warming), the United Nations passedthe Framework Convention on Climate Change (FCCC) in 1992with the aim of building international cooperation to limitgreenhouse gas emissions (IEA, 2006b). In December 1997, theKyoto Protocol1 was signed during the third Session of theConference of the Parties to the United Nations FrameworkConvention on Climate Change. The Kyoto Protocol specifies thatfor the nations which have signed and ratified the protocol,overall emissions of carbon dioxide (CO2), methane (CH4), nitrousoxide (N2O) must be reduced by 6–8% below the 1990 levelsduring the commitment period, namely 2008–2012 (Kramer et al.,1999). For these reasons, Taiwan’s government has alsoactively promoted the concept of saving energy and implemented
1 The Kyoto Protocol is a protocol to the United Nations Framework
Convention on Climate Change (UNFCCC or FCCC), aimed at fighting global
warming.

Non-industrial42.8%
Others 0.6%
Electronics14.3%
Iron and Steel11.4%
Cement 5.8%
Chemical 55.8%
Industrial57.2%
Pulp and Paper2.2%
Food andBeverage 2.0%
Textiles 8.0%
G.-B. Hong et al. / Energy Policy 38 (2010) 7048–7053 7049
energy-saving measures. According to the ‘‘Energy ManagementLaw’’ of Taiwan, energy users should observe the regulationspromulgated by the central authority to conduct an energy audit,and set an energy conservation target and action plan. Energyusers can declare the energy use status and energy savingimplemented every year by the on-line Energy DeclarationSystem2 which was developed by Industrial Technology ResearchInstitute (ITRI) and initiated in 1986. This work aims to examinewhat Taiwan has done in the past in energy conservation andalso describes the current energy conservation situation in theTaiwanese textile industry. In addition, a comprehensive and easyto understand perspective on Taiwanese textile producers as wellas policy makers, regarding the effectiveness of some energyconservation measures, is given in this paper.
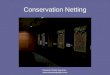
Fig. 1. 2008 Energy use in Taiwan.
Source: bureau of energy website.
Table 1Energy use summary of Taiwanese textile industry.
Year Energy type (million TOEa)
Electricity Steam coal Fuel oil NG Summation
2004 3.69 0.80 1.20 0.04 5.732005 3.37 0.78 1.09 0.04 5.282006 3.31 0.77 0.99 0.04 5.112007 3.20 0.95 0.95 0.04 5.142008 2.85 0.90 0.74 0.04 4.53
a TOE: tonne of oil equivalent.
1.16E-02
2. Energy situation in Taiwan
2.1. Energy use structure
Taiwan has extremely limited coal and petroleum resources,although it does have abundant hydro resources and natural gas.New energy developments (including geothermal, wind, solar,bio-energy, ocean temperature difference, and so on) cannotcompensate for the lack of energy resources in Taiwan. Taiwandepends on imports for approximately 97.9% of its primaryenergy, with rapid economic development having rapidly in-creased energy and electricity demand. National total energy usewas estimated at 99.5 million TOE in 2008, having increased by8.1% from the 2004 figure. The industrial sector accounted for57.2% of the national total energy use, and energy-intensiveindustries, such as: iron and steel, chemicals, textiles andelectronics accounted for 89.5% of total industrial sector energyuse, as shown in Fig. 1.
1.10E-02
1.12E-02
1.14E-02
2004Year
E/G
OV
(LO
E/$
)
2005 2006 2007 2008
Fig. 2. The energy intensity (E/GOV) of textile industry, 2004–2008.
2.2. Energy utilization status in the Taiwanese textile industry
In 2008, Taiwan’s textile industry consumed 4.5 million TOEfor its total annual production. In comparison with 2007, the ratedecreased by 11.7%. Meanwhile, the entire industrial sectorconsumed 56.9 million TOE, for a decrease of merely 1.8%.Table 1 shows that the ratio of the textile industry’s energy usecompared to the entire industrial sector energy use decreased. Anaverage energy use in the industrial sector increased by 3.2%,while an average textile industry energy use decreased by 5.2%during 2004–2008 (Bureau of Energy website). In fact, energy useby the textile industry was reduced from 11.4% of total industryenergy use in 2004 to 8.0% in 2008. This phenomenon wasinduced by the reduction in the number of companies in Taiwan,since the textile industry in China has risen sharply in recentyears.
In comparison with 2007, energy use in 2008 was decreased11.7%, predominantly in the form of electricity and steam coal, asshown in Table 1. Energy intensity, defined as energy use percapita divided by gross domestic product (GDP) per capita(E/GDP) or energy use per unit of GDP (E/GOV), a measure ofthe energy efficiency of a nation’s economy, is used to compareenergy use and efficiency trends (Brown-Santirso and Thornly,2006). E/GOV in this study is calculated as units of energy (E) perunit of gross output value (GOV); E/GDP stands for the units of
2 The on-line Energy Declaration System is a website which is established by
the Industrial Technology Research Institute (ITRI of Taiwan). Energy users can
declare the energy use status and energy saving potential per year for the
reference of the government.
energy (E) per unit of GDP in the textile industry. Figs. 2 and 3show the energy intensity of the textile industry in recent years. Itcan be seen that the energy intensity of Taiwanese textile industrywas 1.137� E�2 (E/GOV) and 2.63� E�2 (E/GDP) LOE per NTdollar3 in 2008, having increased by 1.4% and 1.3%, respectively,compared with 2007. The reason for worse energy efficiency in2008 compared to 2007 was the negative influence of the globalfinancial tsunami. In addition to the general objective of savingenergy to offset rising coal and oil prices, the improving energyefficiency is also due to the increasing price of various textileproducts.
3 The New Taiwan dollar (NT dollar), or simply Taiwan dollar, is the official
currency of the Taiwan Area of the Republic of China (ROC) since 1949.

2.4E-02
2.5E-02
2.6E-02
2.7E-02
2.8E-02
2.9E-02
2004Year
E/G
DP
(LO
E/$
)
2005 2006 2007 2008
Fig. 3. The energy intensity (E/GDP) of textile industry, 2004–2008.
Fig. 4. The production trend of textile products.
G.-B. Hong et al. / Energy Policy 38 (2010) 7048–70537050
2.3. Energy declaration system
The purpose of the energy declaration system was to analyzethe energy audit declaration data of the energy users, so that thegovernment could use them as reference for energy conservationpolicy-making. At the same time, the data from the energydeclaration system could help energy users: to establish anenergy conservation schedule, search for energy conservationopportunities and set energy conservation goals. According to the‘‘Energy Management Law’’ of Taiwan, energy users shouldobserve the regulations promulgated by the central authority toconduct an energy audit, as well as set an energy conservationtarget and action plan. Besides, energy users need to declare theirenergy use status and energy-saving measures implementedevery year, via the on-line Energy Declaration System. Accordingto this system, we can readily determine total energy conserva-tion and estimate the effect of greenhouse gas reduction onindividual industrial circles and macroeconomics. The targets ofthe energy declaration system follow:
Fig. 5. The price trend of textile products.
(1) Assist energy users to construct an energy managementsystem as well as accomplish an energy audit declaration andpreparedness.(2)
Collect data on actual industrial energy conservation mea-sures for all years.(3)
Establish an on-site energy audit database of energy users tounderstand the energy use situation, energy use per productunit, energy use of equipment and an energy saving potentialof energy users.(4)
Establish the energy efficiency index database of the entirenation, and to collect current data on industrial energyintensity indicators.(5)
Establish an Energy Information Network and provide energy-saving measures, domestic and foreign energy news/laws/regulations or information concerning energy auditing.(6)
Accomplish the cost-effectiveness analysis for the usage ofenergy conservation equipment and technologies in energy-intensive industries.4 Global financial tsunami: the American financial crisis has sent shockwaves
throughout Asia from 2008 as governments, banks and corporations scramble to
cope with plunging share prices, international financial turmoil and the prospects
of a serious downturn in the US and other major economies.
3. Textile production and price analysis
The main products of textile industry in Taiwan are polyesterfilament yarn, polyester textured yarn and polyester texturedyarn fabrics. After the feverish construction for the BeijingOlympics slowed down, and the negative influence of the global
financial tsunami4 in 2008, the production of textile productsdecreased and the inventory increased significantly, as shown inFig. 4. The production of polyester filament yarn, nylon filamentyarn, nylon draw textured yarn and polyester textured yarndecreased by 15.7%, 13.7%, 4.6% and 12.0%, respectively, comparedwith 2007. Likewise, cotton fabrics, polyester textured yarnfabrics, nylon textured yarn fabrics and man-made spun fabricsproduction also decreased 16.2%, 12.0%, 14.9% and 15.3%,respectively, compared with 2007.
Textile product is a synthetic polymer made of purifiedterephthalic acid (PTA) or its dimethyl ester dimethyl terephtha-late (DMT) and monoethylene glycol (MEG). The price of textileproduct is influenced by the international crude oil price. After thefinancial typhoon in 2008, the price of petrochemical materialswas influenced by the fluctuations in the international crude oilprices, causing serious inventory increase of the raw materials

200
250
300
and
yard
Average value
G.-B. Hong et al. / Energy Policy 38 (2010) 7048–7053 7051
(PTA, DMT and MEG). Fig. 5 shows the unit price trend of thetextile products. The unit price of nylon filament and nylontextured yarn in 2008 decreased by 1.9% and 1.7%, respectively,compared with 2007. On the contrary, polyester staple fiber,cotton fabrics, polyester textured yarn fabrics, nylon texturedyarn fabrics and man-made spun fabric prices increased 6.0%,5.1%, 6.6%, 9.0% and 15.4%, respectively, compared with 2007.
0
50
100
150
0No. of machines
LOE
/thou
s
10 20 30 40 50 60
Fig. 6. The energy efficiency distribution of the stenter setting machine.
Source: bureau of Energy website.
4. Energy conservation for the textile industry
4.1. Energy efficiency analysis
The main electricity energy use equipment includes: dynamicfacilities, air compressors, spinning frames and refrigerators,which are responsible for 57.0%, 17.0%, 5.4% and 1.0%, respec-tively, of total energy use (Chan et al., 2007). The main thermalenergy use equipments are steam boilers, thermal oil boilers anddyeing machines.
(a)
Air compressorThree types in common used are: reciprocal type, screw typeand centrifugal type. For most applications, flow and pressureconsiderations will restrict the choice of compressor, withcost (and hopefully efficiency) being the determining factors(Falkner, 2009). During the air compressor operation process,only 60% of the total energy input is applied to themanufacturing process, 30% energy consumption is surgeand leakage and the other 10% wasted is caused by poorcontrol. In general, the compressor has to work more than itought to, in order to maintain pressure in the compressed airline, which leads to a higher electricity consumption than isnecessary. Therefore, system controls are one of the mostimportant elements of a compressed air system, and also acentral factor in air compressor system efficiency.(b)
Spinning framesThe yarn manufacturing process includes: mowing, carding,combing, ironing, roving, spinning and vending. In the steps ofyarn production, the staple fibers are fed to the spinningframes, after passing through the blow room (opening andcleaning) and the carding frame, drawing frame and flyer(separation of individual fibers, parallelization and formationof a fiber tape). The finished yarn is produced by drawing androtating operations. The spinning step accounts for 55.6% oftotal energy use in the yarn manufacturing process. Energyuse of spinning frames is high due to conventional drivesystems in different sections of the machine. High-speedspinning frames with modified system, including: motor drivesystem, transmission of motion and spindle drive systemprovide significant improvement in energy conservationalong with reduction in noise level and vibration (Basuet al., 2003).(c)
RefrigeratorsThere are a wide range of refrigerators available, dependingon style and use. Energy use per unit product is significantlyinfluenced by the efficiency of the refrigerators. The efficiencyof the old equipment is around 0.8–1.1 kWh/RT (RefrigerationTon) with appropriate chiller capacity. If old equipment isreplaced with a high efficiency type (0.6–0.65 kWh/RT), theenergy conservation potential should be over 25%.(d)
5 Denier is a unit of measure for the linear mass density of fibers. It is defined
as the mass in grams per 9000 m.
Dyeing machinesNowadays, overflow dyeing machines are still being widelyused in the knitted fabrics segment. The conventional over-flow machines consume a large amount of water, electricity,steam and chemicals, which lead to high cost of wastewatertreatment, as well as serious environmental pollution. If old
equipment was replaced with new type (high-speed dyeingmachine), heating steam energy would be saved by a smalldye bath rate realized by circulating the cloth at a high speed,and increasing its contact with the dyestuff. Therefore, with ahigh-speed dyeing machine equipped with an inverter typevariable-speed pump, which generates a power consumptionvariable in function of the torque of the motor, the energysaving potential could reach 20–40%.
(e)
False twist machineFor the false twist machine, the energy efficiency depends onoperating schedules, maintenance, machine vintage and otherfactors with negligible impact on energy efficiency. In general,the energy efficiency of the false twist machine is between646 and 2152 kWh (kilowatt per hour) per metric tons for 75denier5 product, 557–924 kWh per metric tons for 150 denierproduct and 469–1400 kWh per metric tons for 300 denierproduct.(f)
Stenter setting machineA stenter setting machine provides fabric stability, preventingit from shrinking. The machine is mainly used in the stentingand heat setting of pure cotton, polyester cotton and otherblended fabrics, as well as various knitted fabrics. Eachprocessing station comprises several regulating units and awinding device. Energy use of the stenter setting machine isusually determined by the efficiency of the thermal oil boiler.At present, the energy efficiency of the stenter settingmachine is around 85.6 LOE per thousand yard textileproduct. In general, the discharge temperature of the stentersetting machine is around 170 1C and the operating tempera-ture setting is about 200 1C. This will cause 90% heat loss intothe atmosphere. However, for the newest type stenter settingmachine, the energy efficiency will be reduced to 60 LOE perthousand yard textile product, if the operating temperaturesetting is under 180 1C. Fig. 6 shows the energy efficiencydistribution of the stenter setting machine.4.2. Energy conservation technologies in textile industry
The energy conservation technology and potential for thetextile industry can be categorized according to the supportand production process based on the article by Trygg and

Table 2Total energy saving for Taiwanese textile industry in 2008.
Energy saving items
Energy saving
Electricity (MWh) Fuel oil (kiloliters) Steam coal (ton) Summation (TOE)
Process control system 27,360 4156 4223 12,644 08
Air conditioning system 26,473 – – 5919
Air compressor system 17,820 – – 3985
Lighting system 4642 – – 1038
Motor system 6229 – – 1393
Electrical system 8991 – – 2010
Boiler system 1401 17,816 664 17,129
Others 1698 1714 – 1957
Summarynn 94,614 23,686 4887 46,074
n Heat value transfer: 1 kWh¼2236 kcal; 1 l fuel oil¼9200 kcal; 1 kg steam coal¼6400 kcal; 1 TOE¼41.868 GJ¼10 Gcal.nn The summary results of the energy saving data.
Table 3Carbon dioxide emission coefficientsa.
G.-B. Hong et al. / Energy Policy 38 (2010) 7048–70537052
Karlsson (2005). The production processes produce products,while the support processes support production.
Source of
energy
Carbon dioxide emission
coefficient (kg-C/GJ)
Carbon dioxide emission
coefficient (ton-CO2/KLOE)
(1)Electricity – 2.78b
Fuel oil 21.1 2.86
Steam coal 25.8 3.53
a Data source: 2006 IPCC Guidelines for National Greenhouse Gas Inventories,
2006.b This is a Taiwan reference on the mix of power plants.
Table 4CO2 reduction potential by textile firms in 2008.
Energy saving items Carbon dioxide saving (ton-CO2)
Process control system 40,742
Air conditioning system 17,887
Air compressor system 12,040
Lighting system 3136
Motor system 4209
Electrical system 6075
Boiler system 53,531
Others 6049
Summation (ton-CO2) 143,669
Support process(a) Air conditioning system
Reduce the use of cooling water under low load andincrease the cold water outlet temperature setting.
(b) Air compressor systemA well-known problem with air compressor systems isleakage. Leakage means that the compressor has to workmore than it ought to in order to maintain pressure in thecompressed air line, which leads to a higher electricityconsumption than is necessary (Trygg and Karlsson,2005). If an air compressor system is converted to asystem with electrically powered tools, an air-free chilleris installed and a screw type air compressor is used toreplace the centrifugal type, the coefficient of utilizationwould be raised.
(c) Lighting systemIf daylight is used as an alternative light source, lightingenergy consumption would be reduced (Kim and Kim,2007). Moreover when traditional fluorescent lighting isreplaced with high frequency (HF) fluorescent lighting, ormercury lighting is changed to high-pressure sodium orceramic metal lamp; this should also save lighting energy.
(d) Fans, pumps and motorsElectricity use should be saved if the motor is switched toan energy-efficient motor-driven system. Moreover vari-able frequency drives are an excellent choice for adjus-table-speed drive users, because they allow operators tofine-tune processes, while reducing costs for energy andequipment maintenance in the heating, ventilating andair-conditioning of buildings (Jayamaha, 2006; Teitelet al., 2008). The electricity usage could be reduced ifmotors are combined with frequency control.
(2)
Production process(a) Process control systemFuel oils and electricity should be saved if high-speeddyeing machines and high-speed spinning frames areused. If idle machines are monitored or operating hoursreduced, this also could reduce energy use. By the way,old equipment should be upgraded or replaced as this is acost effective method in terms of energy saved and lowercosts.
(b) Electrical systemThe total capacity could be decreased and still meetthe demands of production, since the capacities of energyusers were over-dimensioned. Furthermore, the power
factor can be improved on the low-voltage side. Energy-saving measures are adopted for the power converter.
(c) Boiler systemAdding inverters to blowers of the boiler could saveelectricity. Other energy conservation measures such ascontrolling the discharge oxygen concentration andminimizing excess air, recycling the cooling water andwaste heat, and lowering the discharge temperature tobelow the original design setting, are effective.
5. Results and discussion
According to the ‘‘Energy Management Law’’ of Taiwan, energyusers should observe the regulations promulgated by the centralauthority to conduct an energy audit, as well as set up an energyconservation target and an action plan. Energy users can declarethe energy use status and energy saving implemented every yearvia the on-line Energy Declaration System. The energy savingimplemented in 2008 of 303 textile producers was 94,614 MWhof electricity, 23,686 kl of fuel oil and 4887 ton of fuel coal. Thetotal energy saving implemented thus was 46,074 TOE, as listed in

G.-B. Hong et al. / Energy Policy 38 (2010) 7048–7053 7053
Table 2. Based on the CO2 emission coefficients listed in Table 3,it is estimated that the total CO2 reduction potential was143,669 ton, as listed in Table 4. From the perspective ofCO2 reduction, the greatest potential for CO2 reduction lies withboiler, process control and air conditioning systems, whichpotentially comprise 78.1% of total CO2 reduction. Forests arecrucial in the global carbon (C) cycle. Tree growth provides animportant means of capturing and storing atmospheric CO2 inbiomass. According to Lasco et al. (2002), plants have the followingCO2 absorbing capability: tree plantations (10.09 tC/ha/yr)ococonut (4.78 tC/ha/yr)obrush land (4.29 tC/ha/yr)onaturalforest (0.92 tC/ha/yr). The energy saving implemented from theon-line Energy Declaration System, thus, is equivalent to the annualCO2 absorption capacity of 3848 ha of plantation forest or 42,206 haof natural forest.
6. Conclusions
Taiwan must conform to the Kyoto Protocol in the future.Preparations must be made. The Bureau of Energy of the Ministryof Economics Affairs6 has taken substantial preparatory measures andestablished an energy audit group and on-line Energy DeclarationSystem to help energy users enhance energy efficiency, reduce CO2
emissions and promote energy savings by all industrial sectors. Theenergy saving implemented from the on-line Energy DeclarationSystem in 2008 of 303 textile producers was around 46.1 kton of oilequivalent, equivalent to a 143.7 kton potential reduction in carbondioxide emissions. Annual carbon dioxide reduction would be around1.0% of energy use in the textile industry, representing the annualcarbon dioxide absorption capacity of a 3848 ha forest plantation.
Acknowledgment
The authors would like to thank the Bureau of Energy, Ministryof Economic Affairs, Taiwan, for financially supporting thisresearch under Contract no. 9455CE1210. The anonymousreviewers are also appreciated for their comments.
References
Anand, S., Vrat, P., Dahiya, R.P., 2006. Application of a system dynamics approachfor assessment and mitigation of CO2 emissions from the cement industry.Journal of Environmental Management 79, 383–398.
Anderson, S.T., Newell, R.G., 2004. Information programs for technology adoption:the case of energy-efficiency audits. Resource and Energy Economics 26,27–50.
Basu, A., Sivaramakrishnan, A., Illango, G., Kumaravel, V., Vasantkumar, N., 2003.Development of SITRA high performance jute flyer spinning frame. Interna-tional JUTE Study Group. Available from: /www.jute.orgS.
Blok, K., Worrell, E., Cuelenaere, R., Turkenburg, W., 1993. The cost effectiveness of CO2
emission reduction achieved by energy conservation. Energy Policy 21, 656–667.Brown-Santirso, M., Thornly, A., 2006. Decoupling economic growth and energy
use in New Zealand. Available from: /www.stats.govt.nzS.Bureau of Energy, Ministry of Economic Affairs. Available from: /www.moeaboe.
gov.twS.Caffal, C., 1995. Energy management in industry. Centre for the Analysis and
Dissemination of Demonstrated Energy Technologies (CADDET). AnalysisSeries 17. Sittard, The Netherlands.
Chan, D.Y.L., Yang, K.H., Hsu, C.H., Chien, M.H., Hong, G.B., 2007. Current situationof energy conservation in high energy-consuming industries in Taiwan. EnergyPolicy 35, 202–209.
Chan, D.Y.L., Yang, K.H., Lee, J.D., Hong, G.B., 2010. The case study of furnace useand energy conservation in iron and steel industry. Energy 35, 1665–1670.
6 Energy on January 20th, 1994, the Act of the Organization of the Bureau of
Energy was promulgated by the President’s order. On July 1st of the same year, the
Bureau of the Energy was formally established.
Christoffersen, L.B., Larsen, A., Togeby, M., 2006. Empirical analysis of energymanagement in Danish industry. Journal of Cleaner Production 14, 516–526.
Falkner, H.,2009. Categorising the efficiency of industrial air compressors. EnergyEfficiency in Motor Driven Systems (EEMODS’09) Conference, France.
Fromme, J.W., 1996. Energy conservation in the Russian manufacturing industry.Energy Policy 24, 245–252.
Ghaddar, N., Mezher, T., 1999. Modeling of current and future energy intensity andgreenhouse gas emissions of the Lebanese industrial sector: assessment ofmitigation options. Applied Energy 63, 53–74.
Gruber, E., Brand, M., 1991. Promoting energy conservation in small and medium-sized companies. Energy Policy 19, 279–287.
Harris, J., Andersson, J., Shafron, W., 2000. Investment in energy efficiency: asurvey of Australian firms. Energy Policy 28, 867–876.Hasanbeigi, A., Menke,C., Therdyothin, A., 2010. The use of conservation supply curves in energypolicy and economic analysis: the case study of Thai cement industry. EnergyPolicy 38, 392–405.
IEA, 2006b. CO2 Emissions from Fuel Combustion. International Energy Agency,Paris Available from: /www.iea.orgS.
Ibrik, I.H., Mahmoud, M.M., 2005. Energy efficiency improvement procedures andaudit results of electrical, thermal and solar applications in Palestine. EnergyPolicy 33, 651–658.
IPCC, A., 1966. Impacts, Adaptation and Mitigation of Climate Change: Scientific–Technical Analysis. Contribution of Working Group II to the SecondAssessment Report of the Intergovernmental Panel Climate Change (IPCC).Cambridge University Press, Cambridge, UK.
Jayamaha, L., 2006. Energy Efficiency Building Systems. McGraw-Hill, New York.Kim, S.Y., Kim, J.J., 2007. The impact of daylight fluctuation on a daylight dimming
control system in a small office. Energy and Building 39, 935–944.Kramer, K.J., Moll, H.C., Nonhebel, S., Wilting, H.C., 1999. Greenhouse gas emissions
related to Dutch food consumption. Energy Policy 27, 203–216.Lang, S., Huang, YJ., 1993. Energy conservation standard for space heating in
Chinese urban residential buildings. Energy 18, 871–892.Lasco, R.D., Lales, J.S., Arnuevo, Ma.T., Guillermo, I.Q., Jesus, A.C., Medrano, R.,
Bajar, O.F., Mendoza, C.V., 2002. Carbon dioxide (CO2) storage and sequestra-tion of land cover in the Leyte geothermal reservation. Renewable Energy 25,307–315.
Lin, J., 2007. Energy conservation investments: a comparison between China andthe US. Energy Policy 35, 916–924.
Mohsen, M.S., Akash, B.A., 1998. Energy analysis of the steel making industry.International Journal of Energy Research 22, 1049–1054.
Mukherjee, K., 2008. Energy use efficiency in the Indian manufacturing sector: aninterstate analysis. Energy Policy 36, 662–672.
Palanichamy, C., Babu, N.S., 2005. Second stage energy conservation experiencewith a textile industry. Energy Policy 33, 603–609.
Pollio, G., Uchida, K., 1999. Management background, corporate governance andindustrial restructuring: the Japanese upstream petroleum industry. EnergyPolicy 27, 813–832.
Priambodo, A., Kumar, S., 2001. Energy use and carbon dioxide emission ofIndonesian small and medium scale industries. Energy Conversion andManagement 42, 1335–1348.
IPCC Guidelines for National Greenhouse Gas Inventories, 2006, vol. 3. IndustrialProcesses and Product Use. Information obtained through /http://www.ipcc.ch/S.
Ross, M., 1987. Industrial energy conservation and the steel industry of the UnitedStates. Energy 12, 1135–1152.
Saidur, R., Rahim, N.A., Ping, H.W., Jahirul, M.I., Mekhilef, S., Masjuki, H.H., 2009.Energy and emission analysis for industrial motors in Malaysia. Energy Policy37, 3650–3658.
Sardianou, E., 2007. Estimating energy conservation patterns of Greek households.Energy Policy 35, 3778–3791.
Steg, L., 2008. Promoting household energy conservation. Energy Policy 36,4449–4453.
Thollander, P., Karlsson, M., Soderstrom, M., Creutz, D., 2005. Reducing industrialenergy costs through energy-efficiency measures in a liberalized Europeanelectricity market: case study of a Swedish iron foundry. Applied Energy 81,115–126.
Thollander, P., Ottosson, M., 2010. Energy management practices in Swedishenergy-intensive industries. Journal of Cleaner Production 18, 1125–1133.
Teitel, M., Zhao, A.L.Y., Barak, M., Eli, Bar-lev., Shmuel, D., 2008. Energy saving inagricultural buildings through fan motor control by variable frequency drives.Energy and Buildings 40, 953–960.
Thollander, P., Rohdin, P., Danestig, M., 2007. Energy policies for increasedindustrial energy efficiency: evaluation of a local energy programme formanufacturing SMEs. Energy Policy 35, 5774–5783.
Trygg, L., Karlsson, B.G., 2005. Industrial DSM in a deregulated European electricitymarket—a case study of 11 plants in Sweden. Energy Policy 33, 1445–1449.
Worrell, E., Bernstein, L., Roy, J., Price, L., Harnisch, J., 2009. Industrial energyefficiency and climate change mitigation. Energy Efficiency 2, 109–123.