Embed Size (px)
Citation preview
1
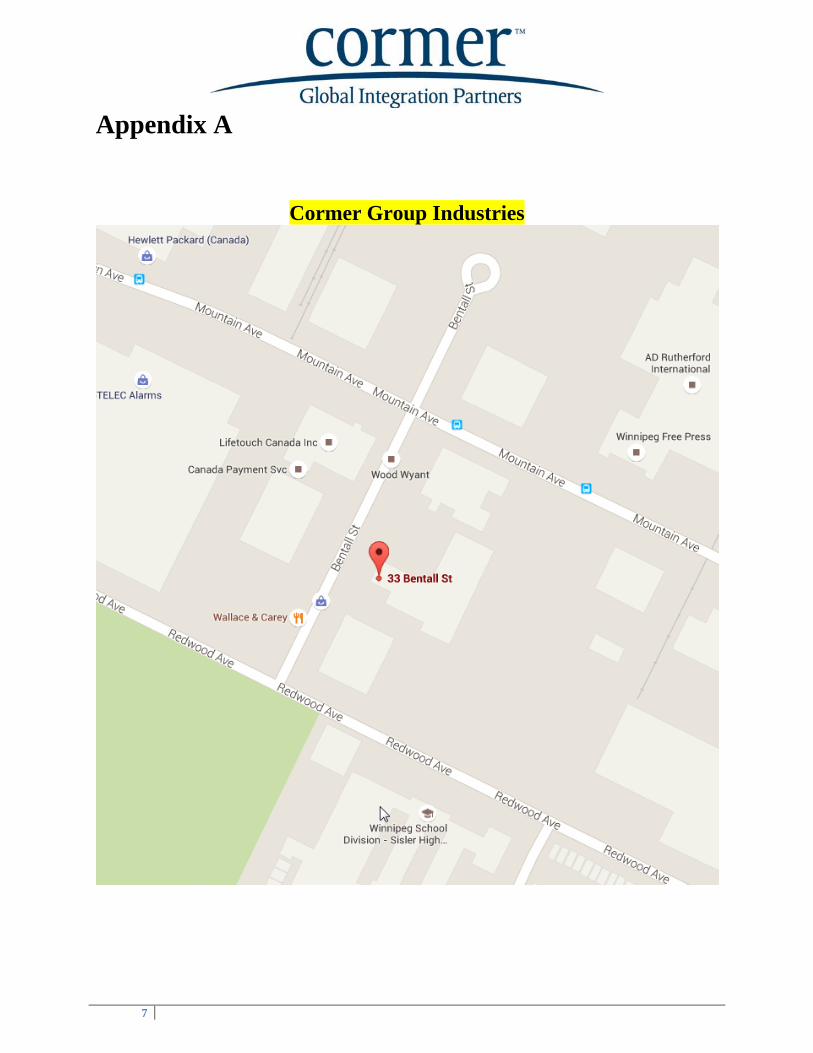
Environmental Act Proposal 1. Executive Summary, Introduction and Background This report outlines the manufacturing facilities at 33 Bentall Street which is known as Cormer Group Industries. (see Appendix A). Cormer Group has been serving the Defense and Aerospace market since 1988. The company specializes in high speed CNC metal machining, mill turning, internal processing, finishing and assembly and post assembly processes. Details of these processes which involve environmental process are articulated further within this Application. Cormer Group is Canadian and privately owned and operated and maintains an international presence. The company is headquartered in Winnipeg with two facilities within Inkster Industrial Park along with additional facilities in New Brunswick, Canada and in Queretaro, Mexico. While headquartered in Winnipeg, Cormer Group Industries also serves North American and international markets. Cormer Group Industries is ISO 9001: 2008 certified and AS9100 Rev. C certified. Cormer Group Industries is also NADCAP accredited. We are a registered Controlled Goods Facility and are compliant with ITAR requirements. We maintain several additional certifications and approvals for special processes issued by our customers and external authorities. Cormer Group Industries at 33 Bentall operates with a day and night shifts Monday to Wednesday/Thursday (on alternating weeks) running 24 hours. On Thursday/Friday until Sunday there is a day shift from 0700‐1900 hours. The facility does not operate from 1900‐0700 on Thursday/Friday until Sunday and resumes 24 hour shifts on Monday morning at 0600 hours Our capabilities at 33 Bentall include; Assembly of Aerospace machined components; Machining processes Special Processes:
Painting of machined components; Etching and anodizing; Non Destructive Testing via Liquid Penetrant Inspection; Lab testing
We are in compliance with all applicable requirements for all processes and have been approved to carry out said processes through detailed work instructions. Although Cormer does not have a current Environmental Act License in place for this address, Cormer Group Industries holds a valid Pollution Prevention plan approved by the City of Winnipeg (see Appendix D). Cormer Group Industries also holds a valid Hazardous Waste Generator Permit #MBG10067 (see Appendix E).
2
2. Description of Development Cormer Group Industries located at 33 Bentall operates within a 60,000 square foot facility located on approximately 120,000 square foot lot. Description of areas and function;
Machining – our machine shop areas are located throughout the facility and are comprised of various 2‐9 axis mills and lathes. Raw material is received at our 1445 Church warehouse and is transported to our 33 Bentall location. The raw metals received are mainly aluminum and aluminum alloys, (99%), and titanium, (1%), and come in form of monolithic blocks, forgings and castings.
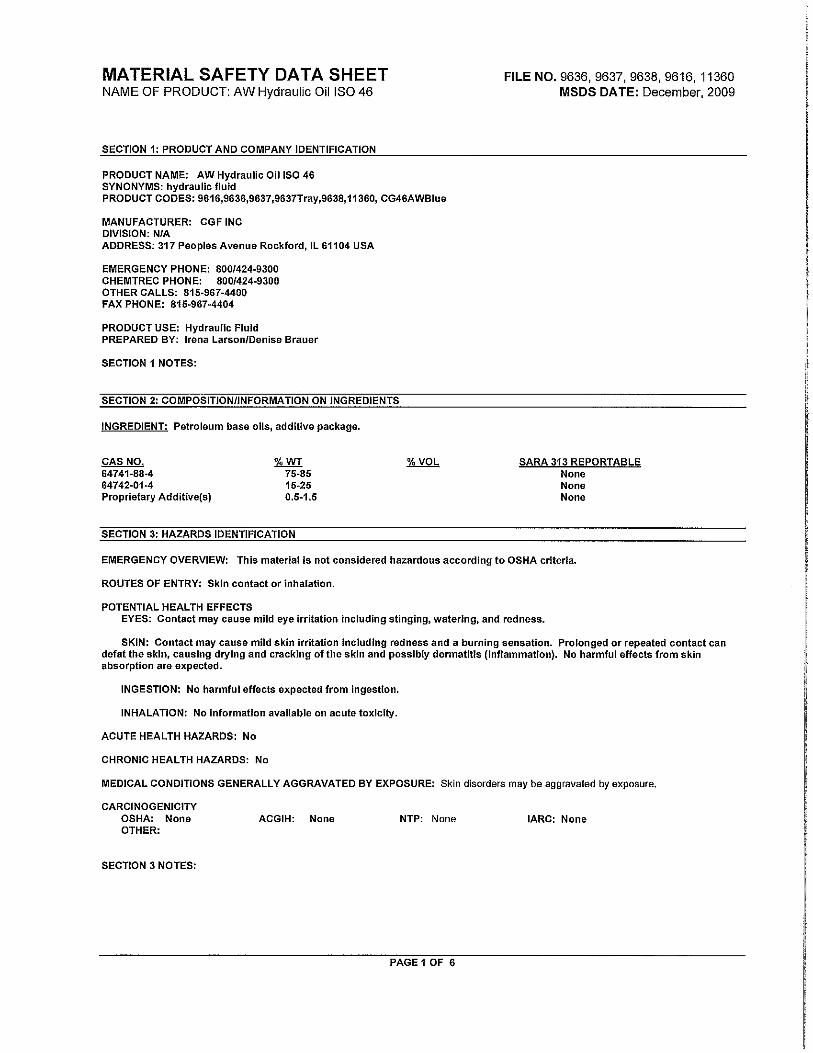
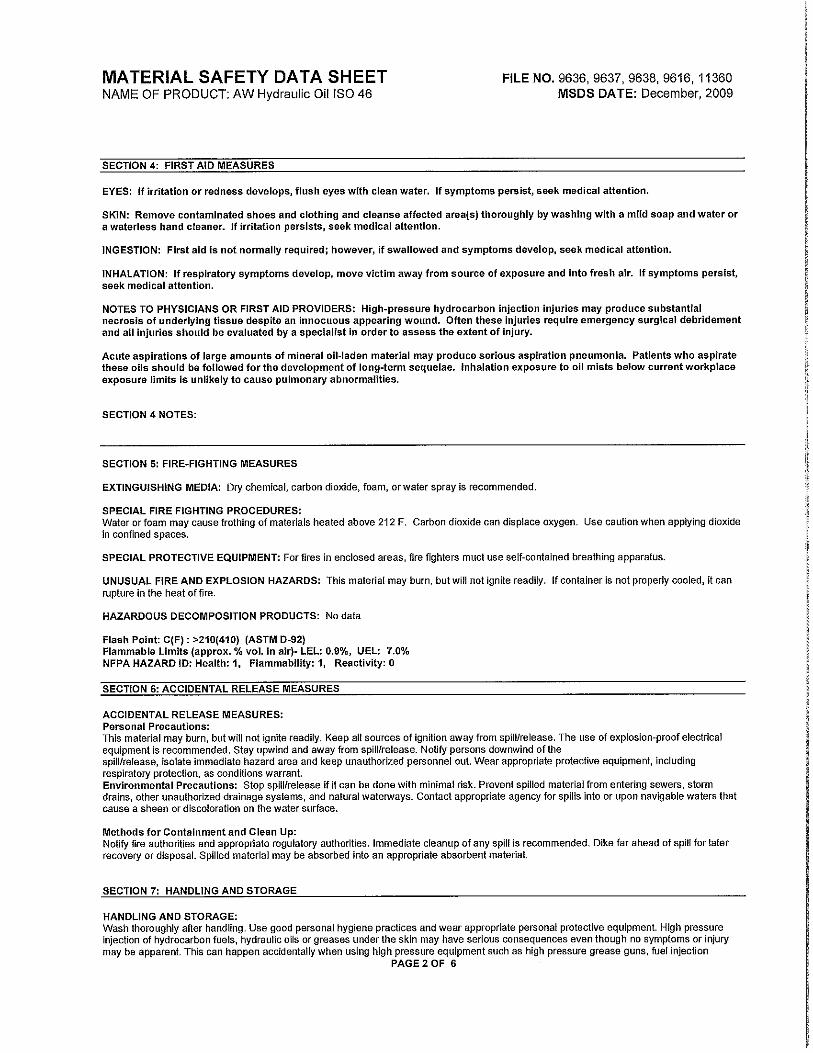
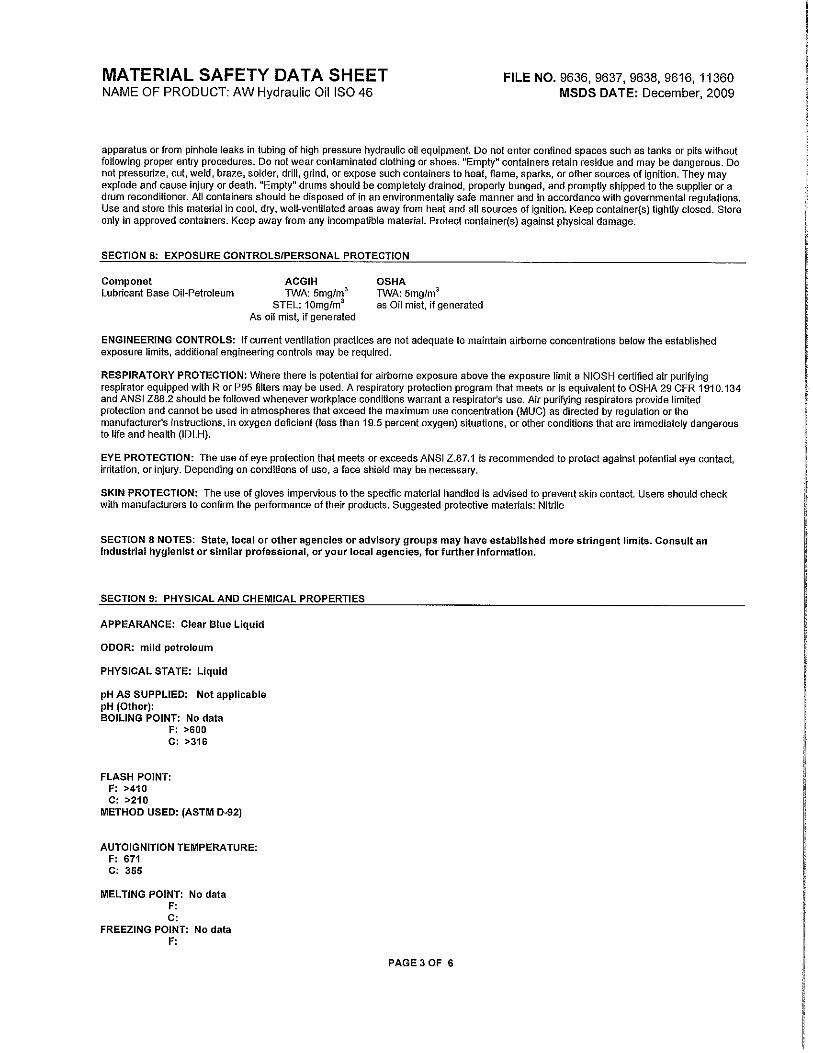
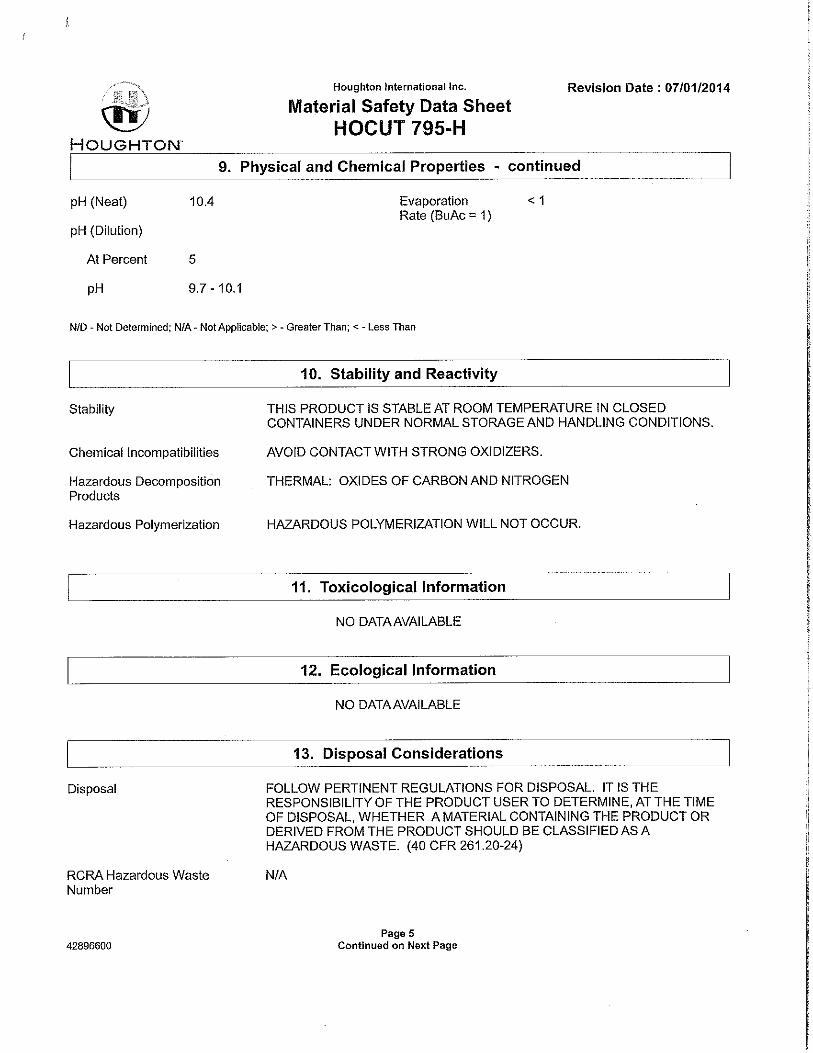
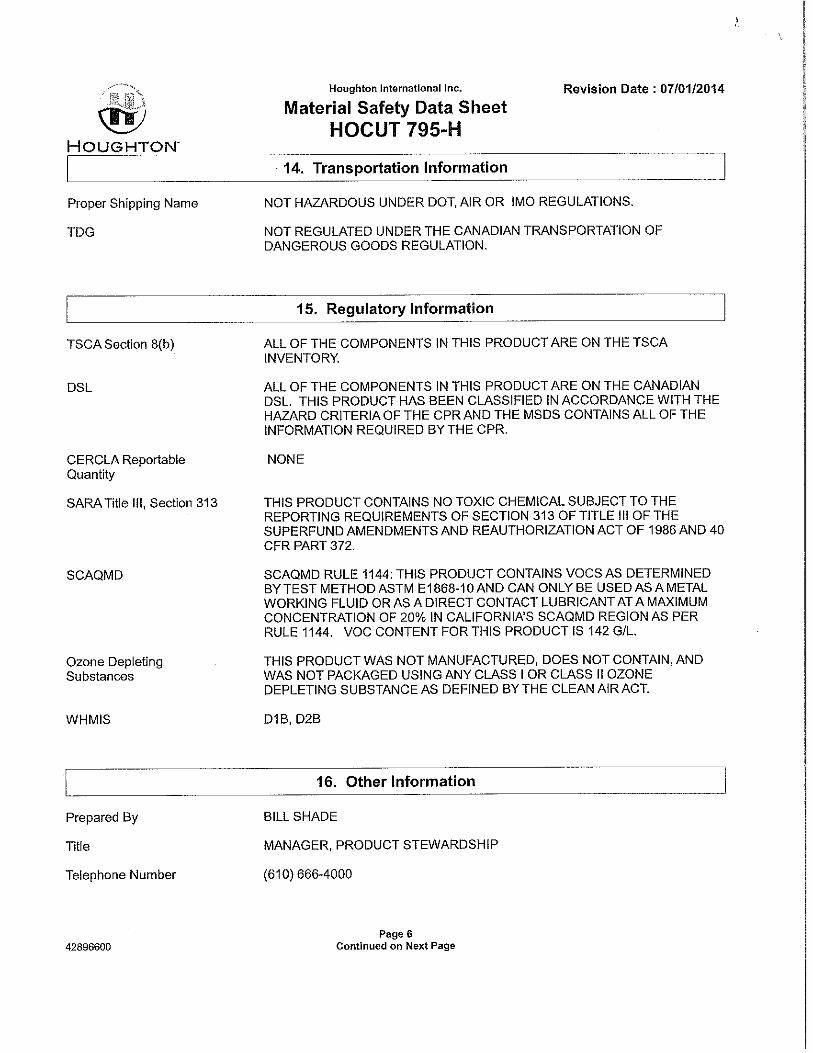
Metals are machined on the various machines throughout the facility. During the machining process coolant, water, oils and metal are involved in the process. See appendix H – MSDS for all chemicals listed in this document.
o Hocut 795B ‐ this coolant material is used in all the machines to ensure tooling and metals remain cool during the machining process. We use this coolant at a 20‐1 ratio with water and have mixing area within the facility to create this mixture. There is no drainage or waste created from this mixing process. Coolant is reused continuously in all machines and only additional coolant mixture is added as required. Usage is approximately 406 litres per week or 21,000 litres per year. Volume stored on site is no greater than 406 litres at any time. Please refer to metal recycling and clean up for information on disposal of coolant.
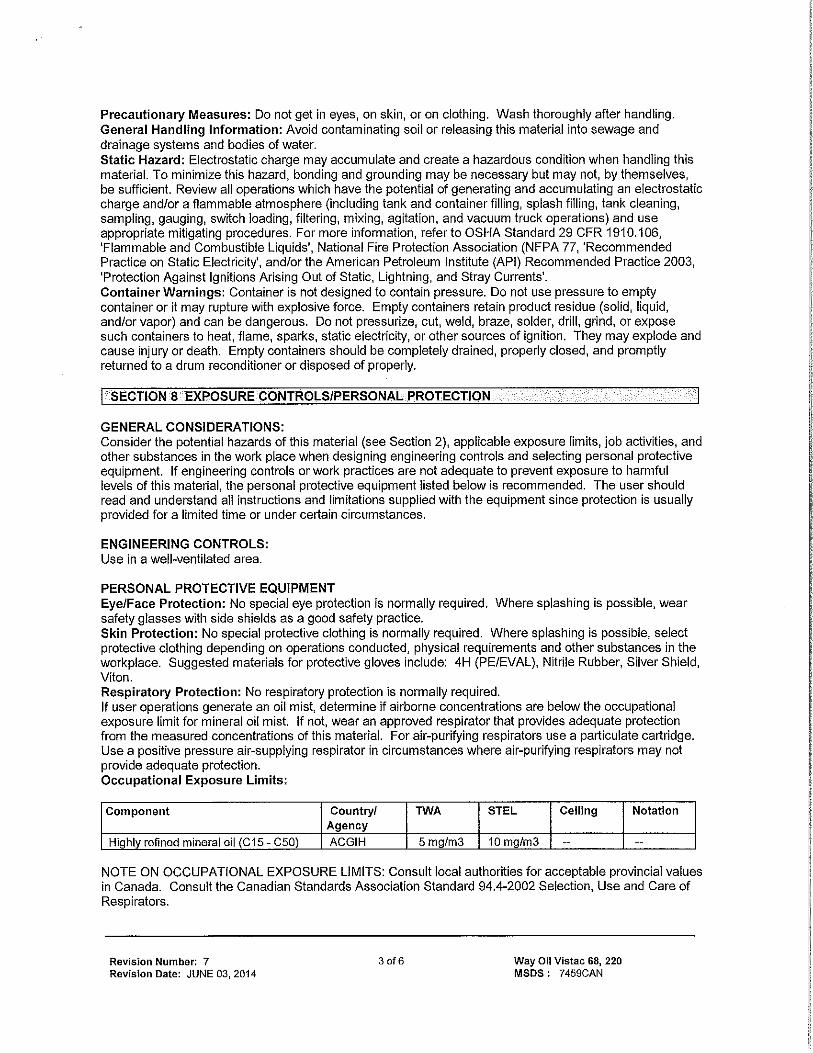
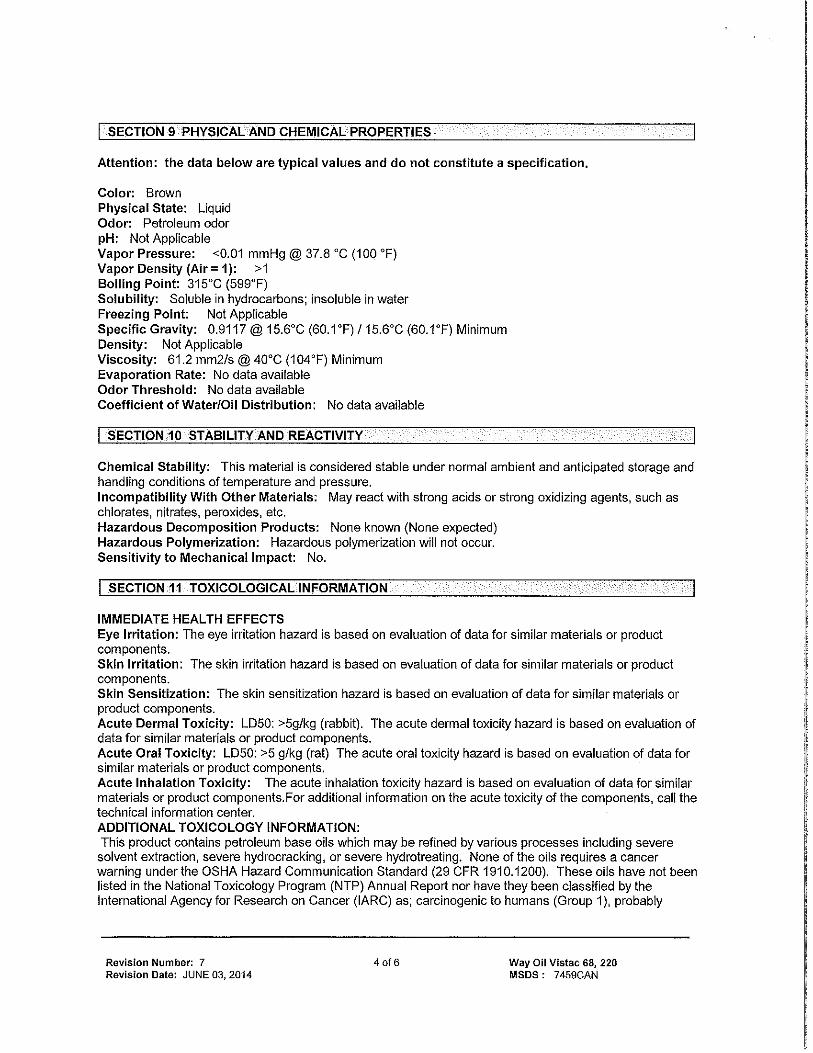
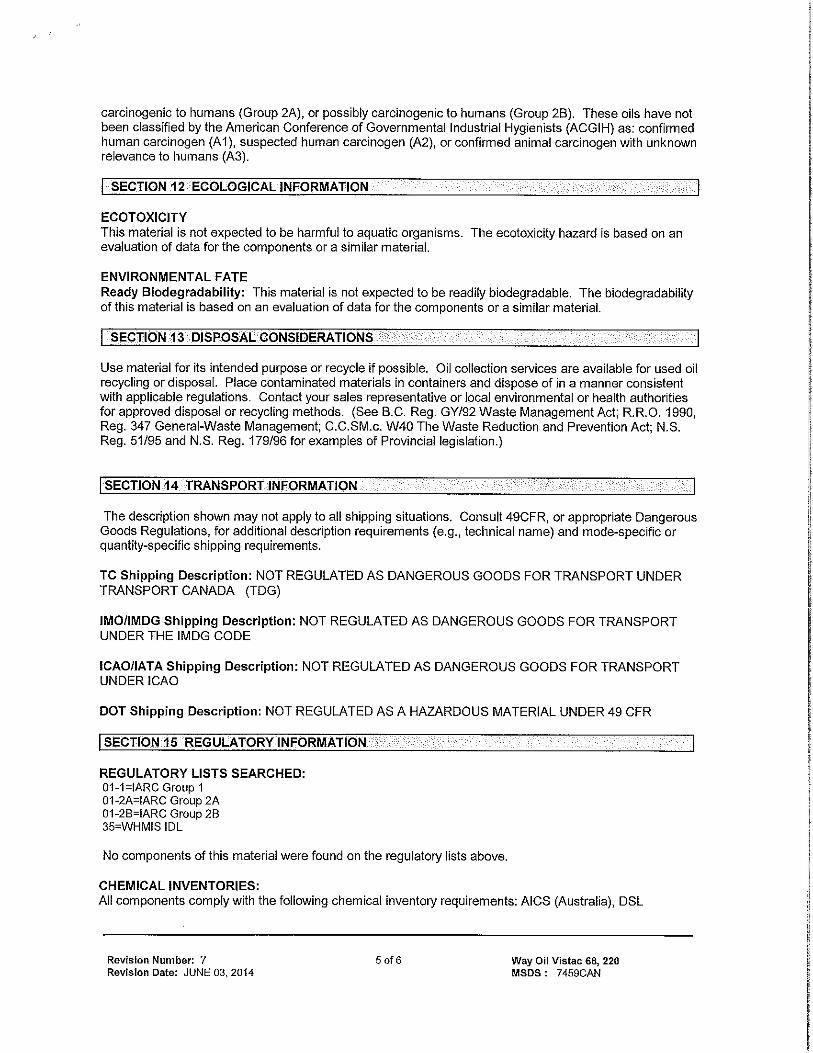
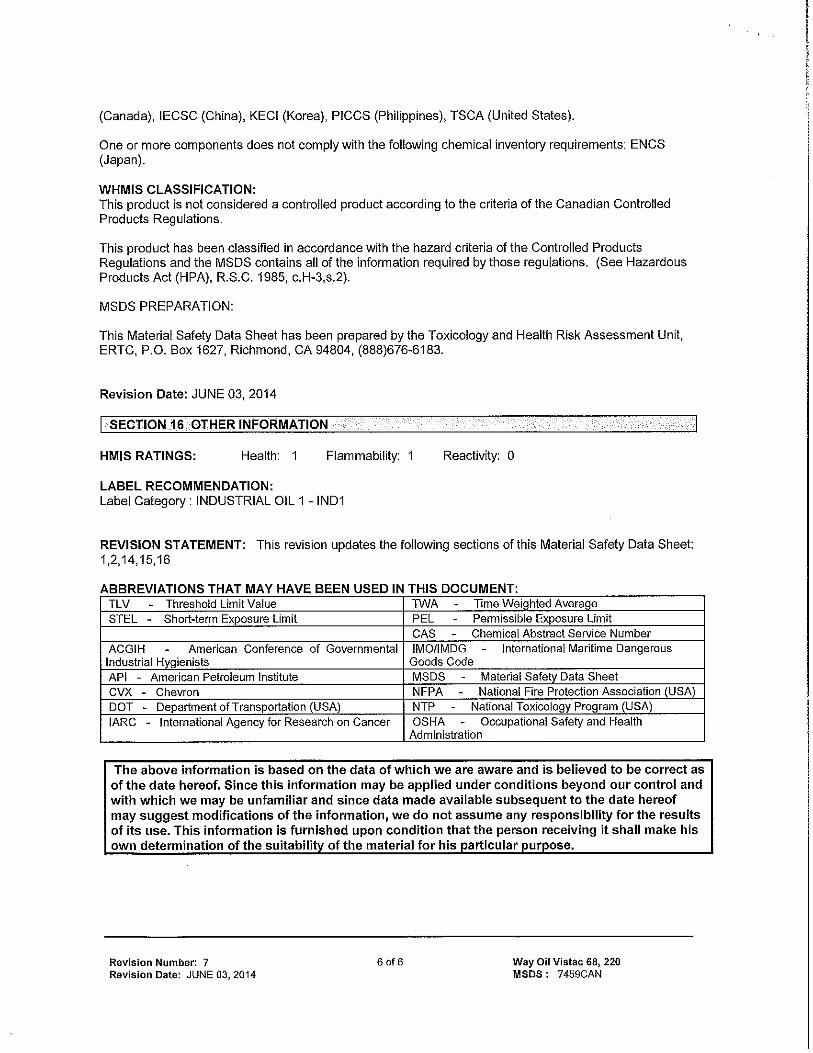
o Oils are used within the coolant and on the machines as lubricants. Oils include the following; Way Oil 68, 220 – usage is approximately 406 litres per year and 406 litres is on
site at any given time. Environ AW 32 ‐ usage is approximately 203 litres per year and 203 litres is on
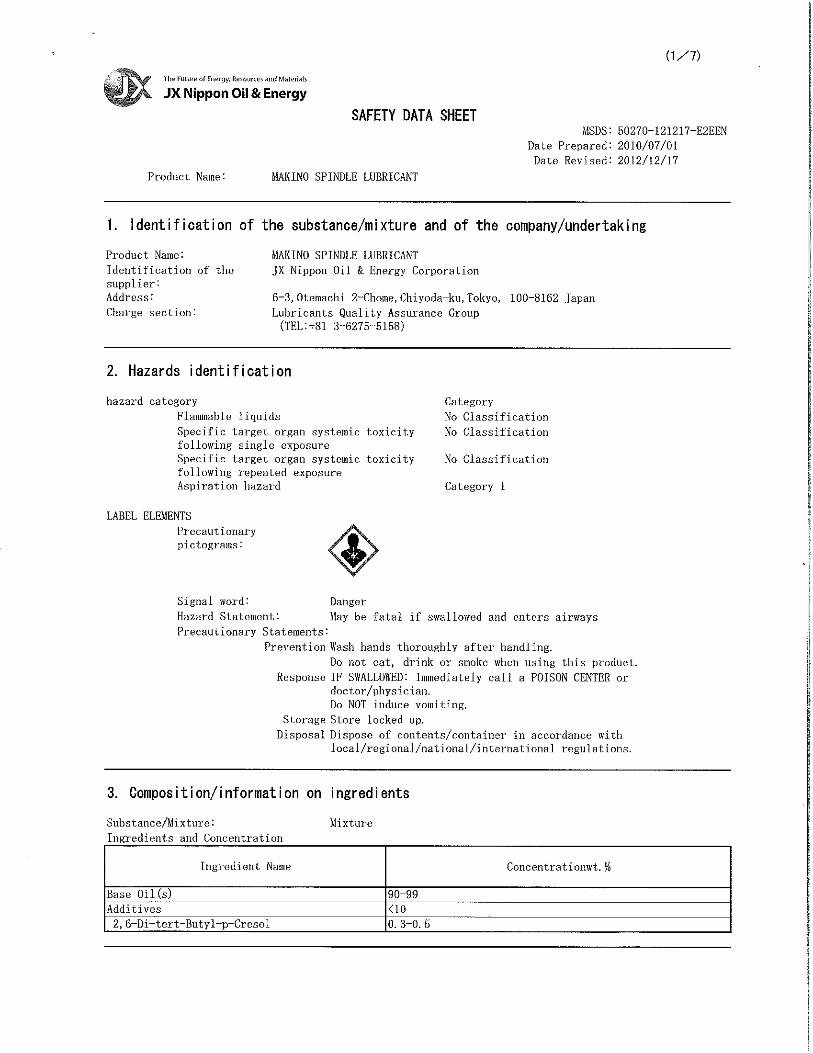
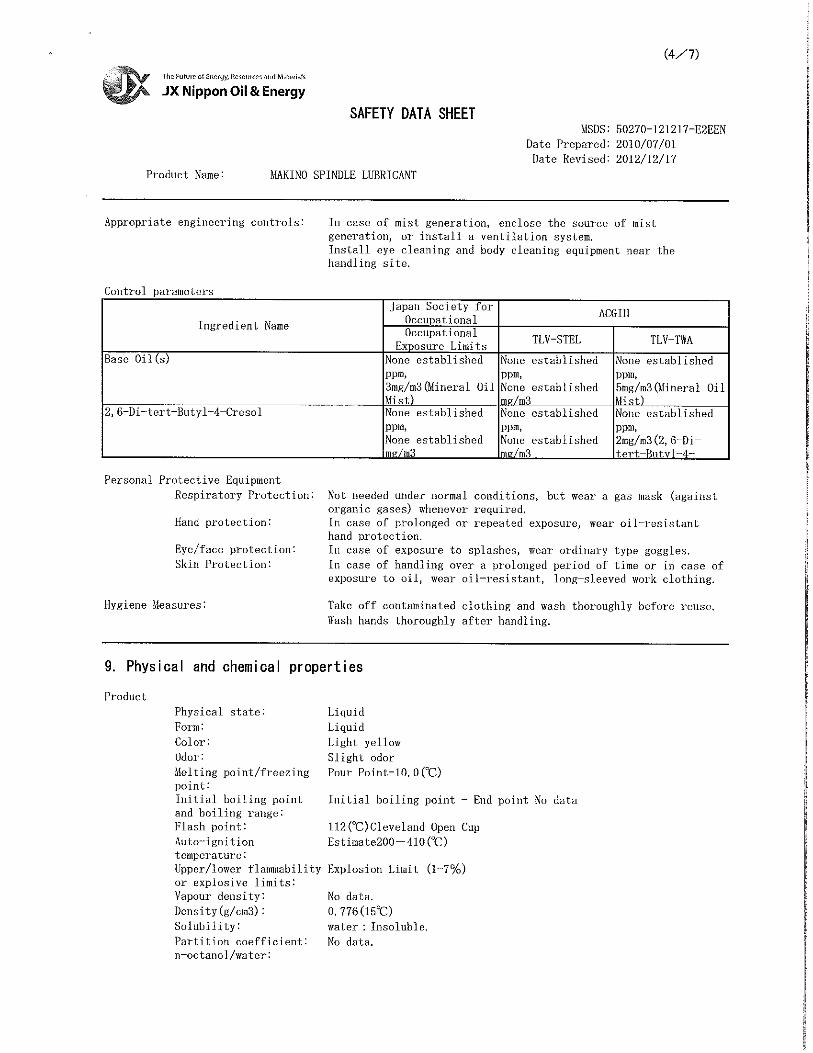
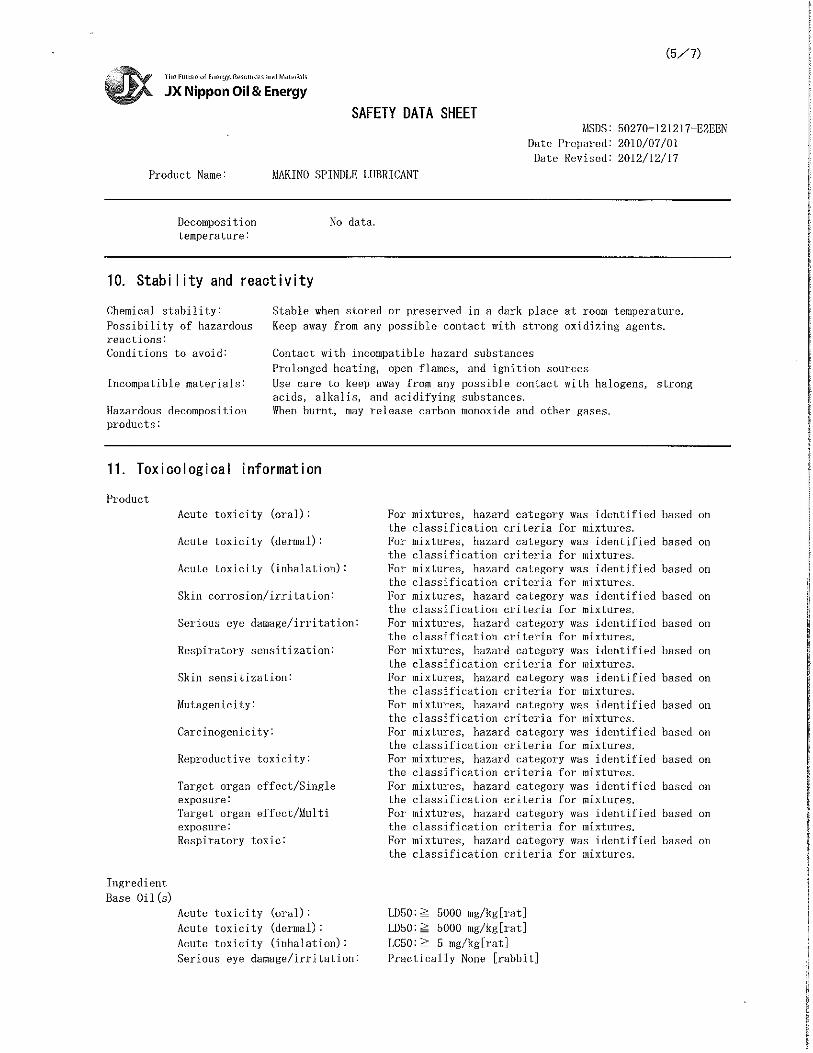
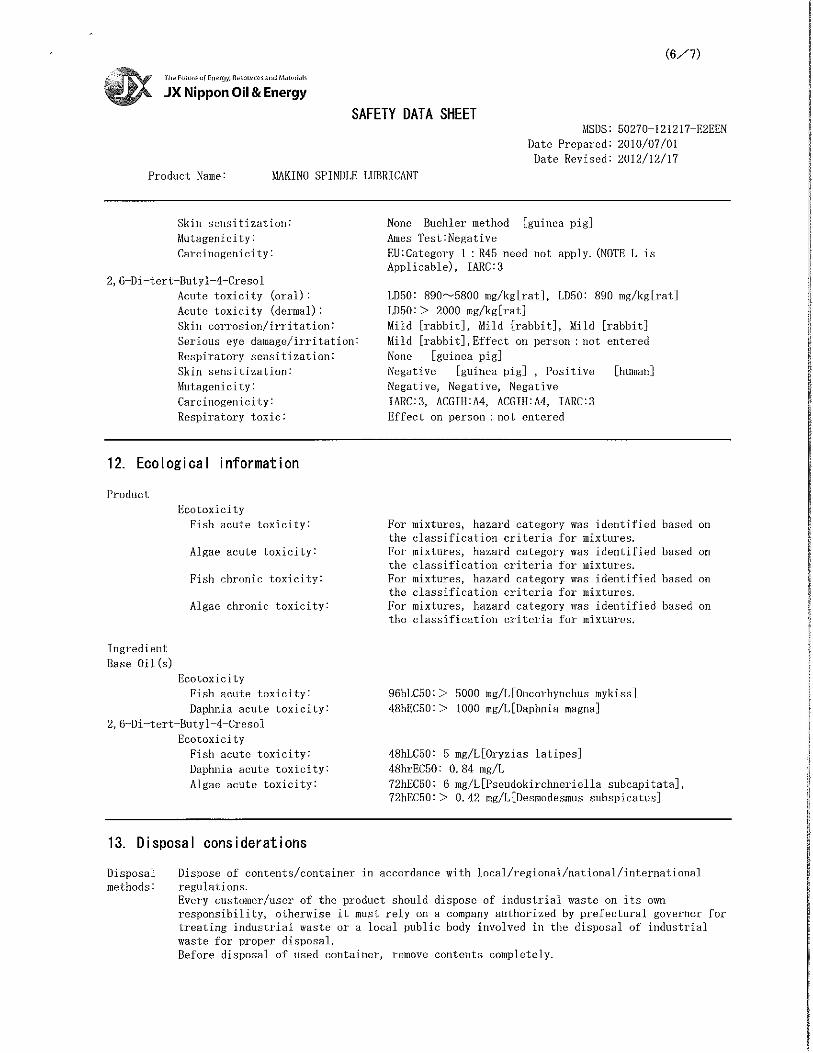
site at any given time. Makino Oil ‐ usage is approximately 100 litres per year and less 203 litres is on
site at any given time. Chevron Rando HD2 ISO 22 ‐ usage is approximately 203 litres per year and 203
litres is on site at any given time. AW Hydraulic Oil ISO 46 ‐ usage is approximately 100 litres per year and less
than 203 litres is on site at any given time. o Please refer to metal recycling and clean up for information on disposal of oils.
Waste coolant and oils are produced through the production of metal chips in the machining process. These chips are collected in bins at each machine. Aluminum chips are placed through a puck master which compresses the chips into pucks and removes any excess coolant and oil. These chips are then stored on site for approximately 2‐3 months and the sold in bulk for recycling to Chisick Metals. Volume of chips compressed into pucks is approximately 15,250 kilograms per month. The coolant and oil removed from the chips is drained into barrels. Approximately 1,300 litres is disposed of by Miller Environmental or A1 Environmental each week.
3
Non‐aluminum chips produced from the machining process is collected in bins at each machine and is dumped to an external bin in an enclosed secure compound at 33 Bentall. This 20 yard bin has a bung located on it and is leak proof to guard against an accidental dumping into sewer system. All steel drums, and any non‐aluminum chips and scrap is placed in this bin and sold for recycling to Chisick Metals. The bin is picked up for recycling approximately every 2 weeks. Just prior to the bin pick up a hose is attached to the bung and any coolant, water or oils is drained into a barrel and moved to the puck master area for disposal by Miller Environmental or A1 Environmental as noted above. The volume of this disposal has already been included in the above calculations. All waste water generated from mops water which has oils and coolant is collected on site in 203 litre barrels and is moved to the puck master area for disposal by Miller Environmental or A1 Environmental as noted above. The volume of this disposal has already been included in the above calculations.
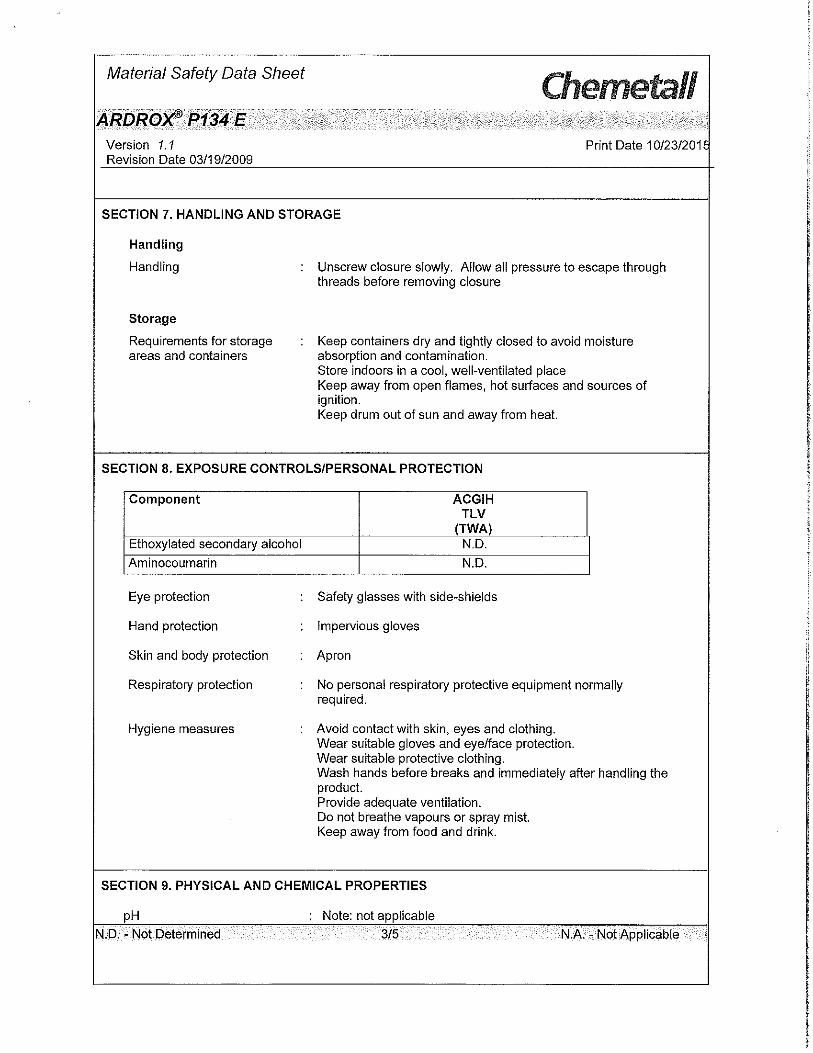
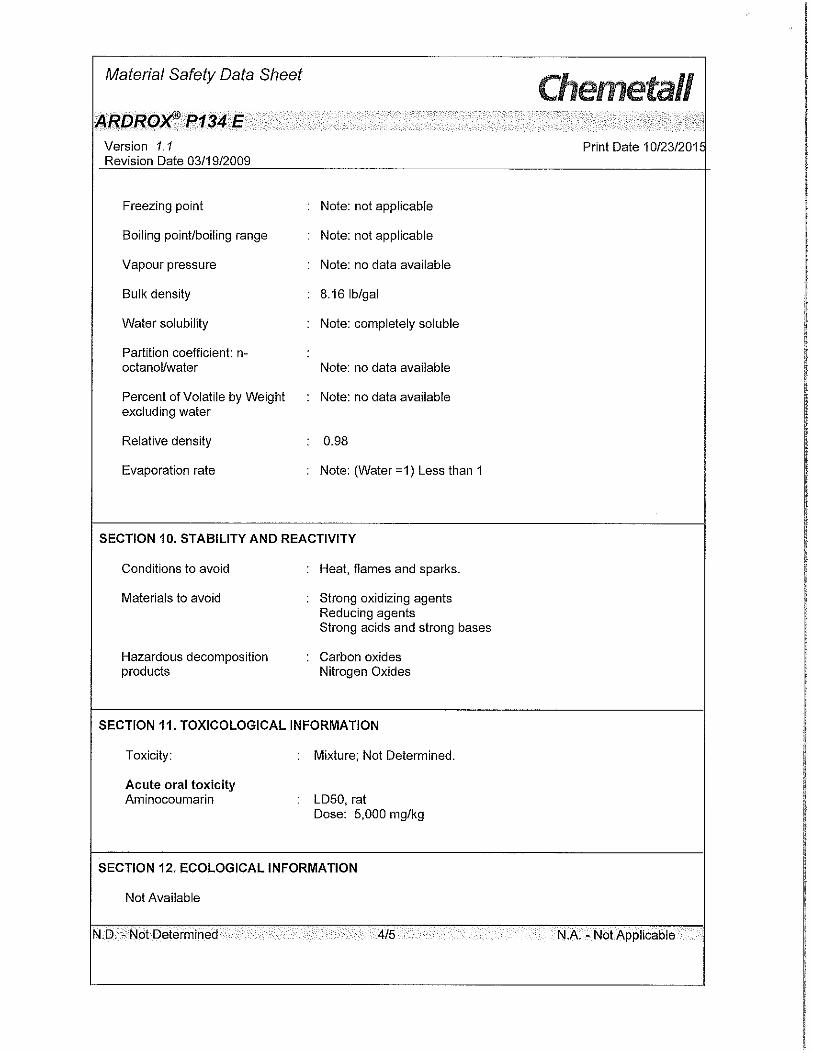
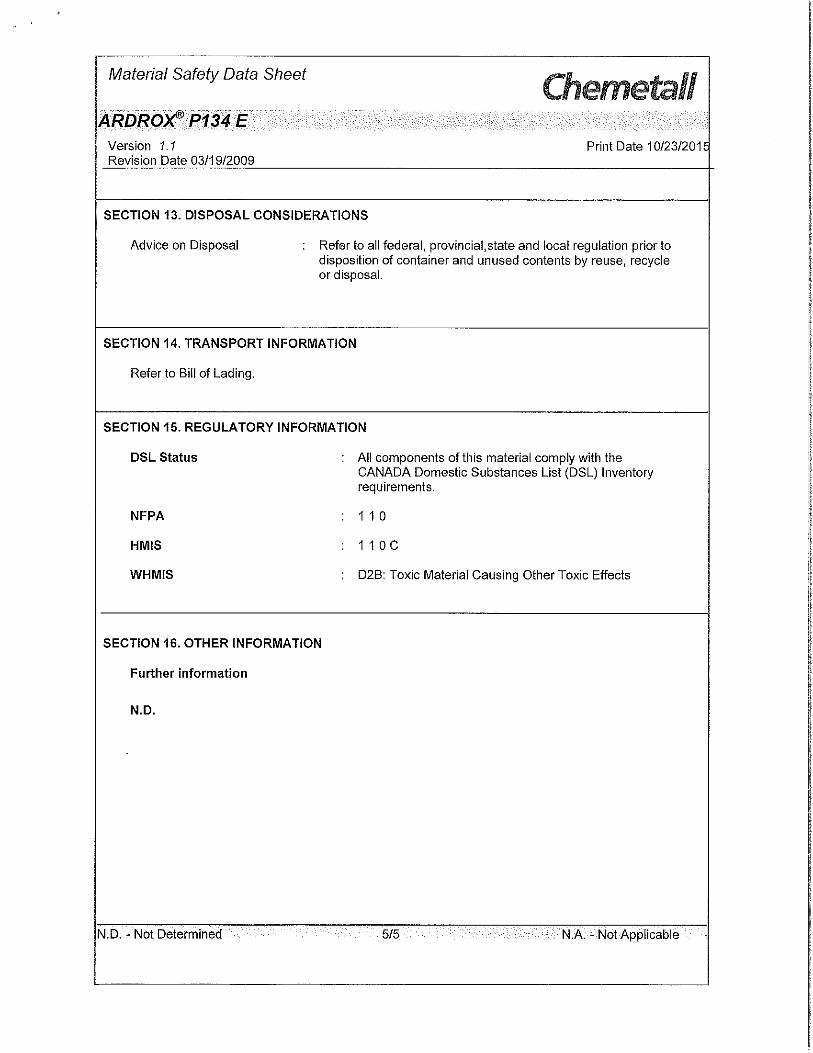
Liquid Penetrant Inspection – The LPI (Liquid Penetrant Inspection) area provides non‐destructive testing consisting of dip tank, drying oven, powder application and rinse tank.
o During the LPI process liquid penetrant and powder penetrant and water are involved in the process. See appendix H – MSDS for all chemicals listed in this document. Androx P134E – usage is 300 litres in tank which is used for 5 years. Volume on
site is what is currently in tank of 300 litres. Disposal is though Miller Environmental or A1 Environmental but this not scheduled to occur until 2017.
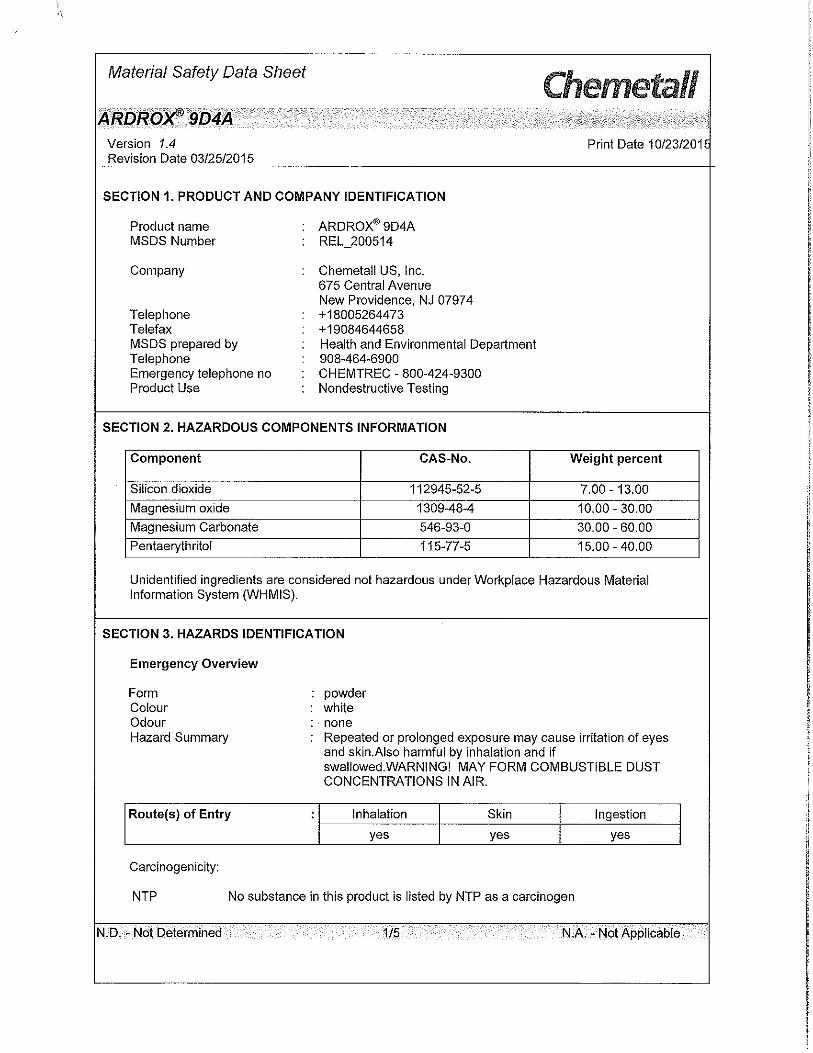
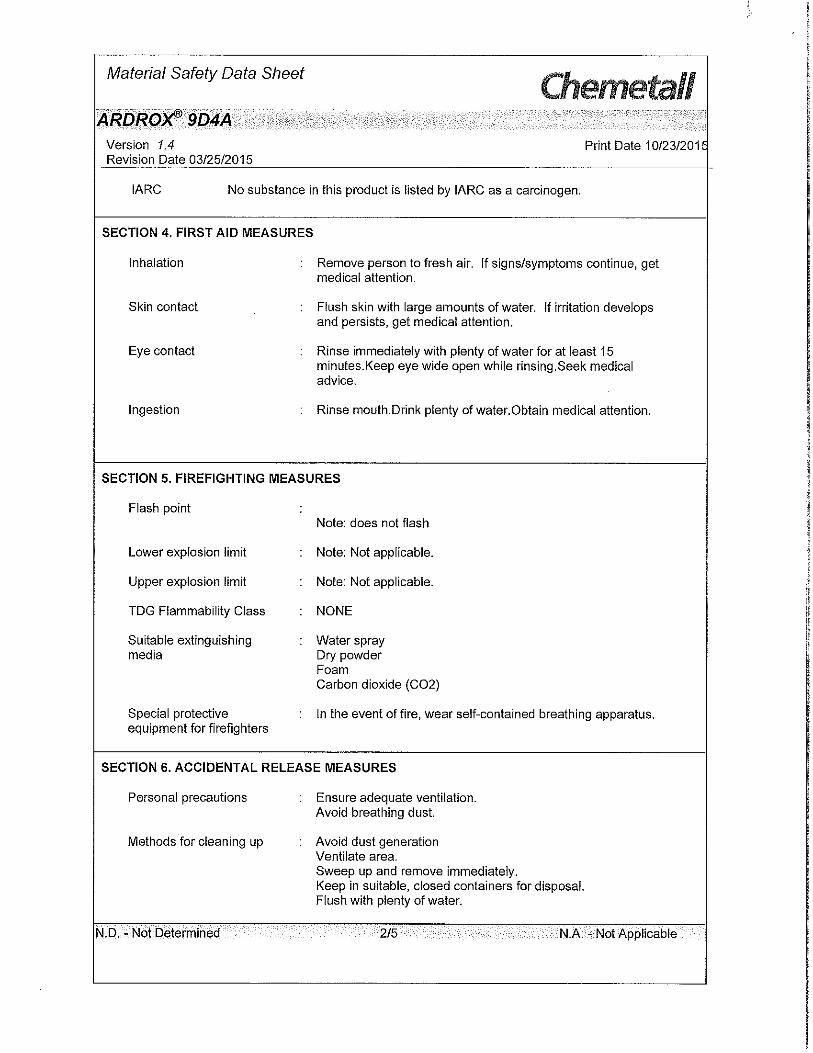
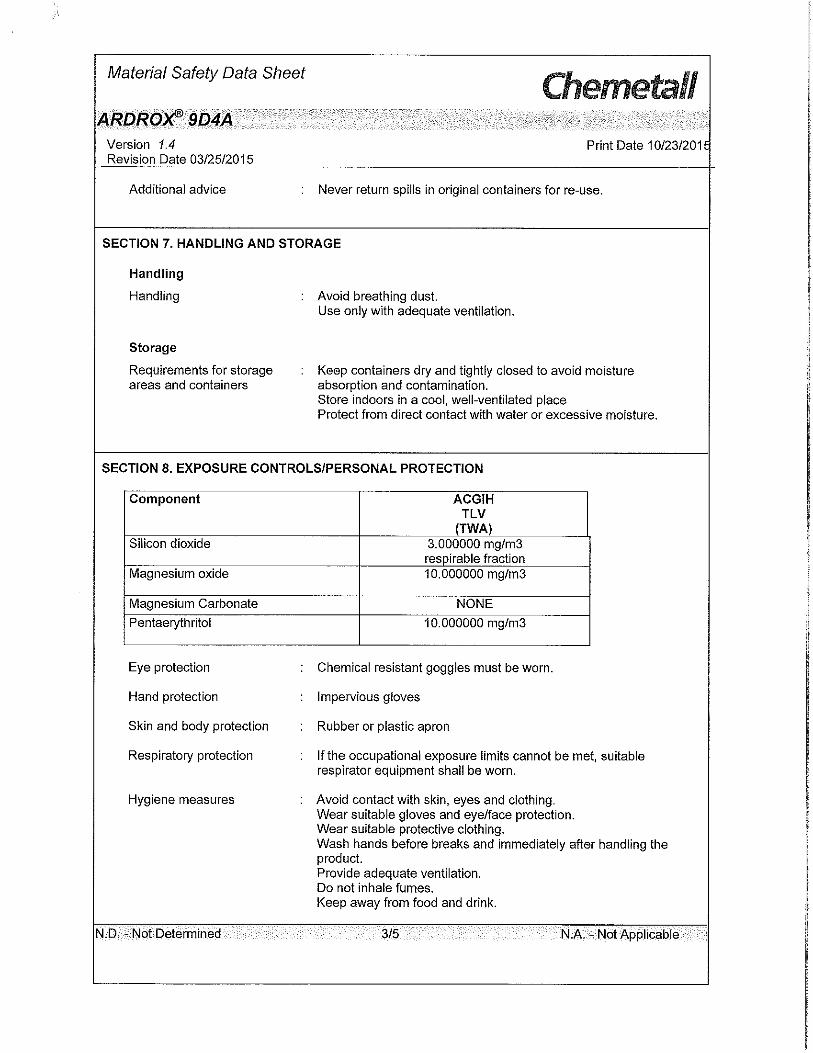
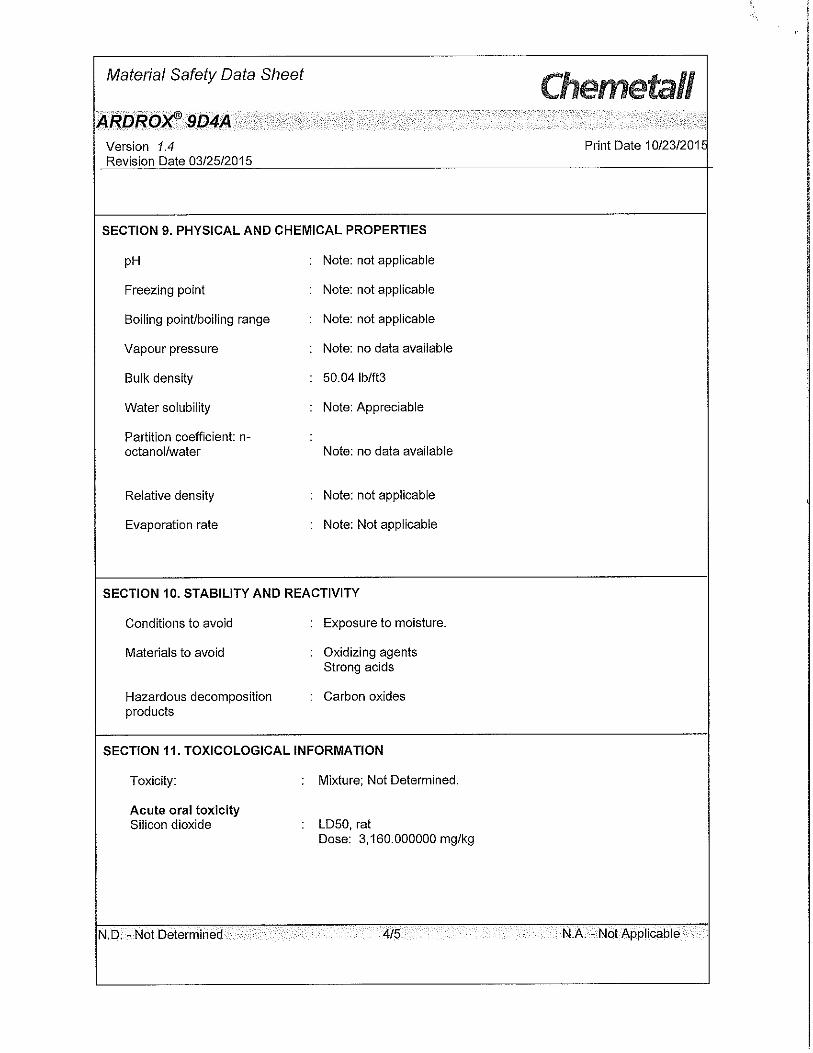
Androx 9D4A – usage is approximately 14 kilograms every 5 years with less than 18 kilograms on site at any given time
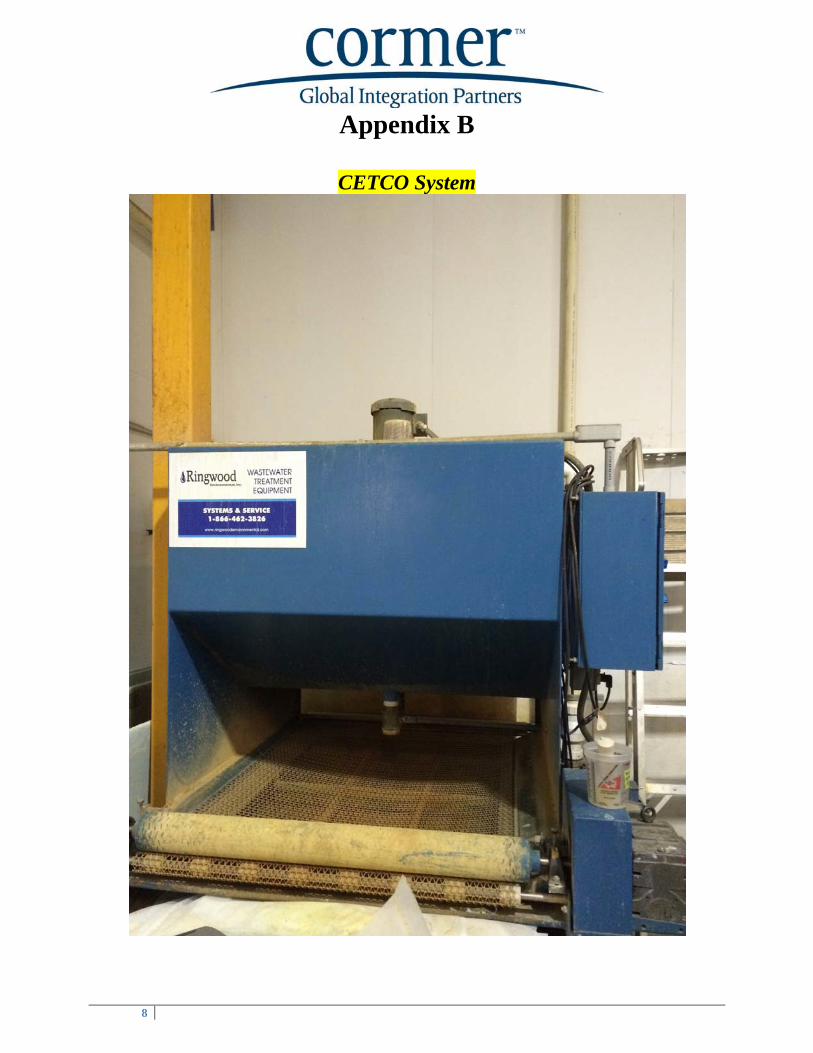
Waste generated from the LPI process includes water mixed with small amounts of Androx P134E. The rinse water is pumped to the holding tank in the Anodizing Line where it is transferred to the Cetco filter system (see Appendix B) to be treated and then released to sewer. Approximately 400 litres of rinse water per month is pumped to holding tank and subsequently through Cetco system and to sewer. Waste powder from the Androx 9D4A is collected via vacuum pump and stored in LPI area. The powder is disposed of approximately once every 2 years by Miller Environmental. *The LPI area is segregated within the 33 Bentall location. Segregation includes enclosure of the area on three sides and plastic tarp curtains on the fourth side for light blocking.
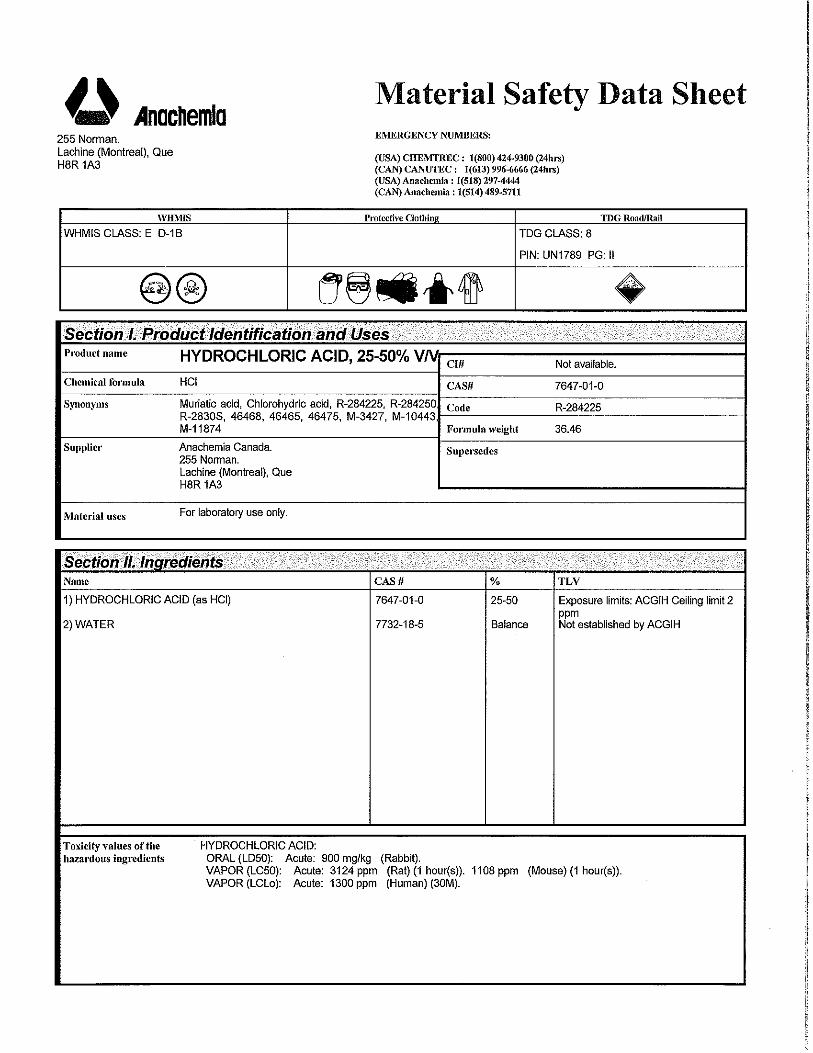
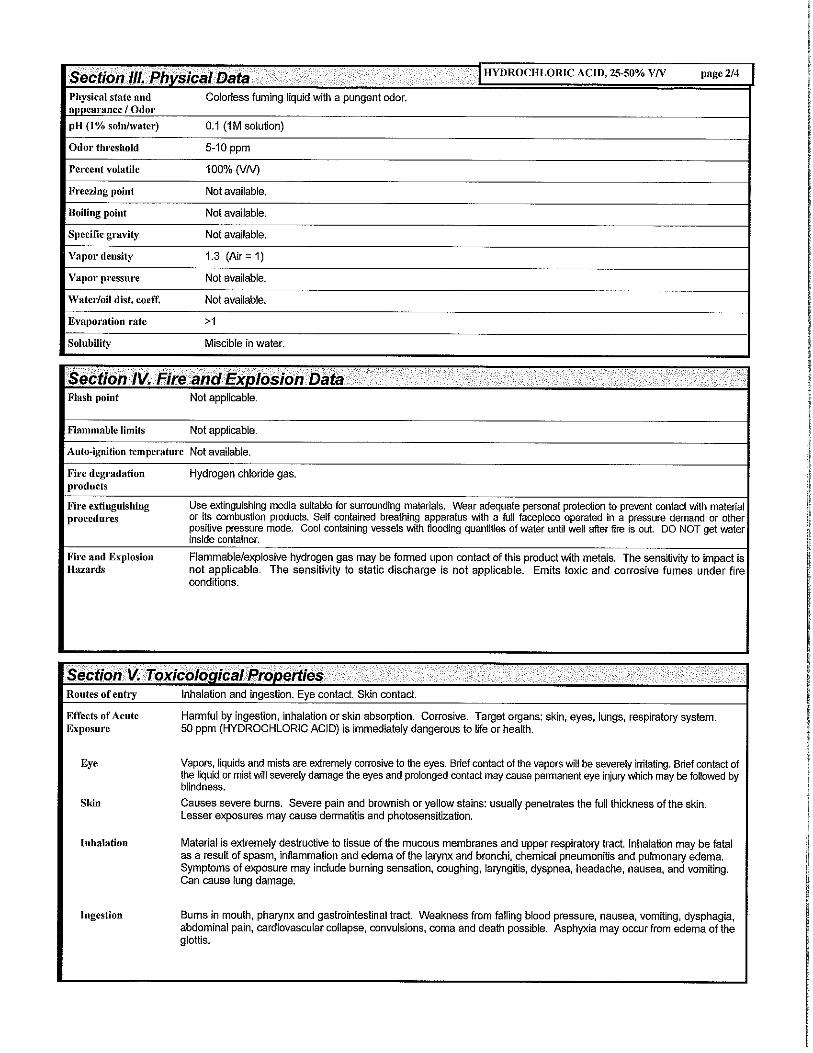
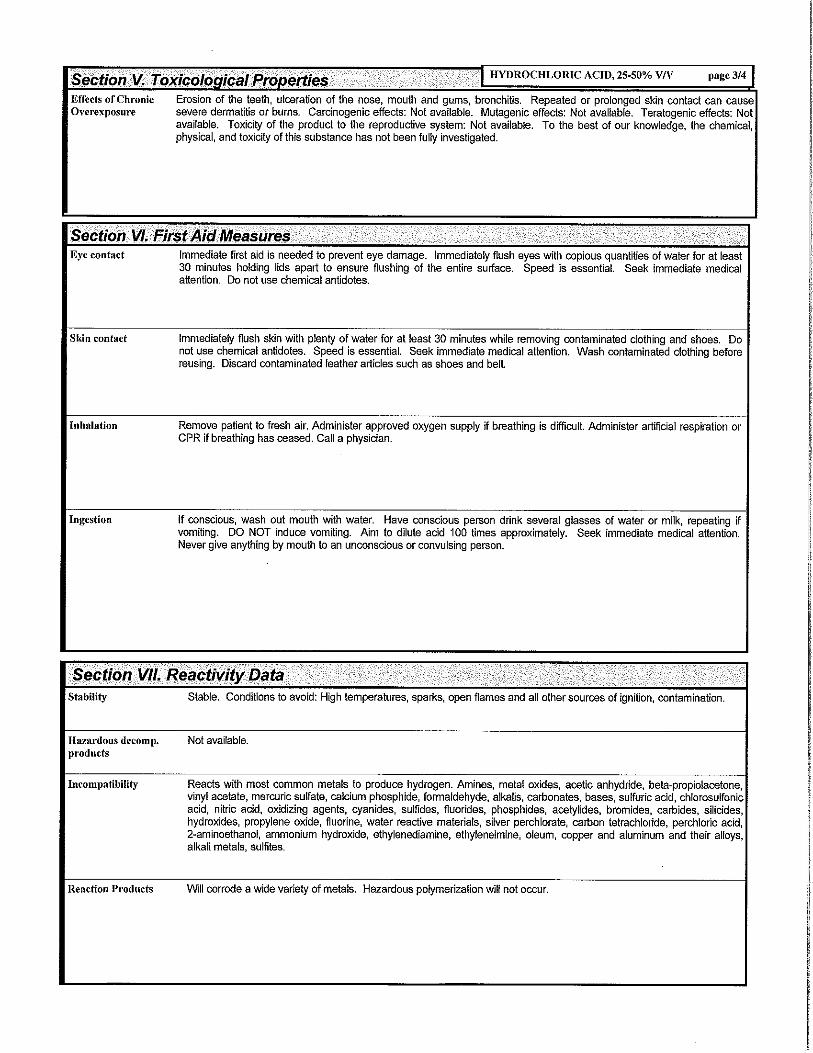
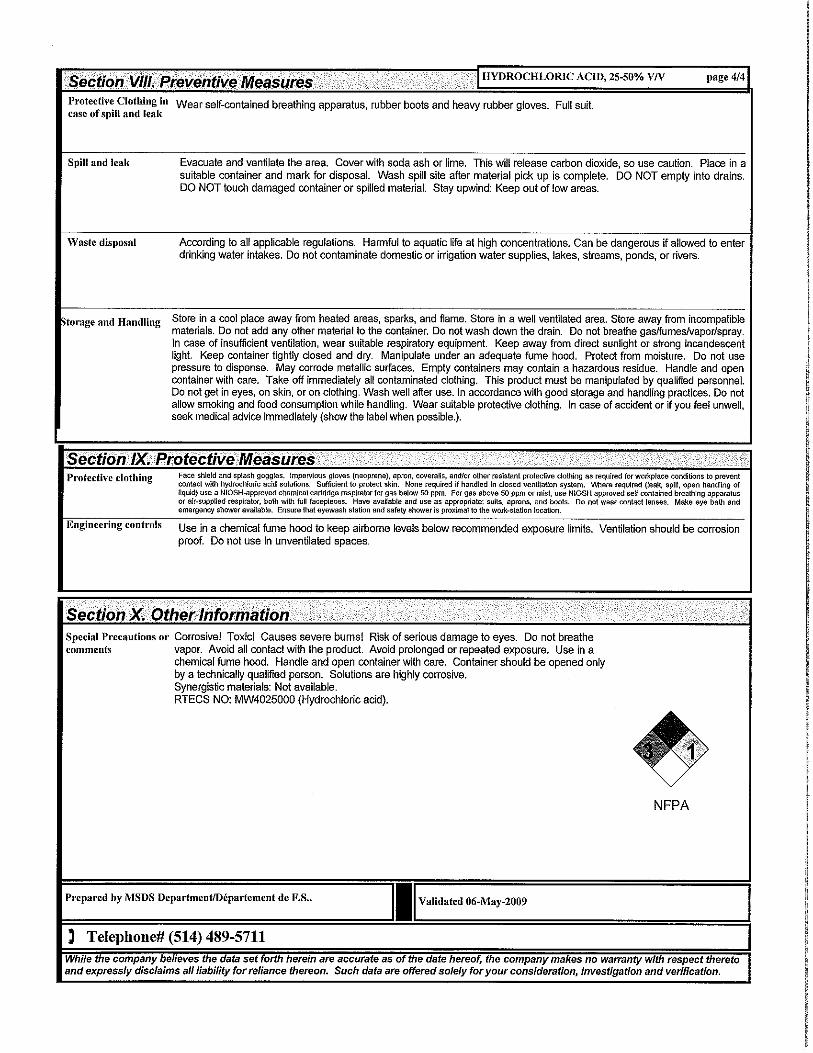
Lab Processes – The lab area tests our chemicals, special processes and water waste for both 33 Bentall and 1445 Church. They use various chemicals including sodium compounds, formaldehydes, sulfuric acid, silver nitrate, potassium and potassium fluoride compounds, ethyl alcohol, hydrochloric acid, buffer solutions, acetones, etc. In all cases the chemical compounds used are less than 1 litre per year and will not exceed 6 litres per year. MSDS sheets for all chemicals are available upon request. Waste generated from these chemical compounds is collected by Miller every three months and is approximately 15 litres every 3 months. All rags or residual trace amounts collected through cleanup is disposed of through Miller Environmental as needed.
*The lab is fully enclosed and segregated within the 33 Bentall location ad has strict controlled access for entry.
4
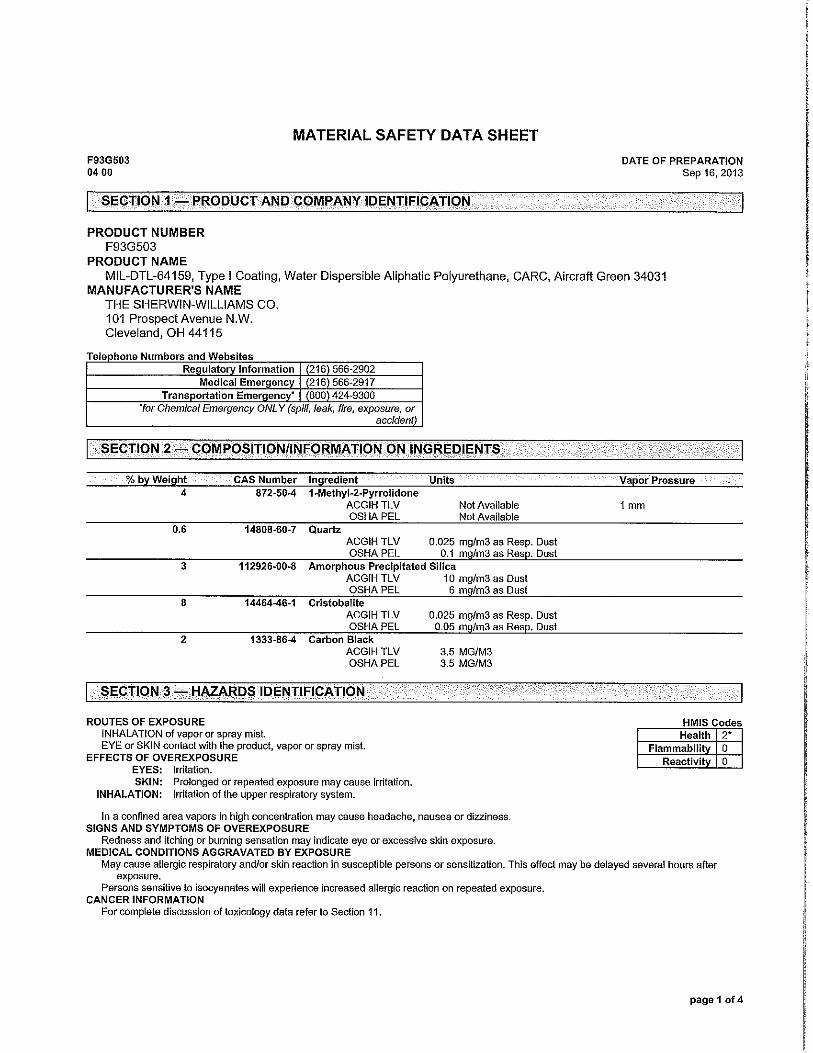
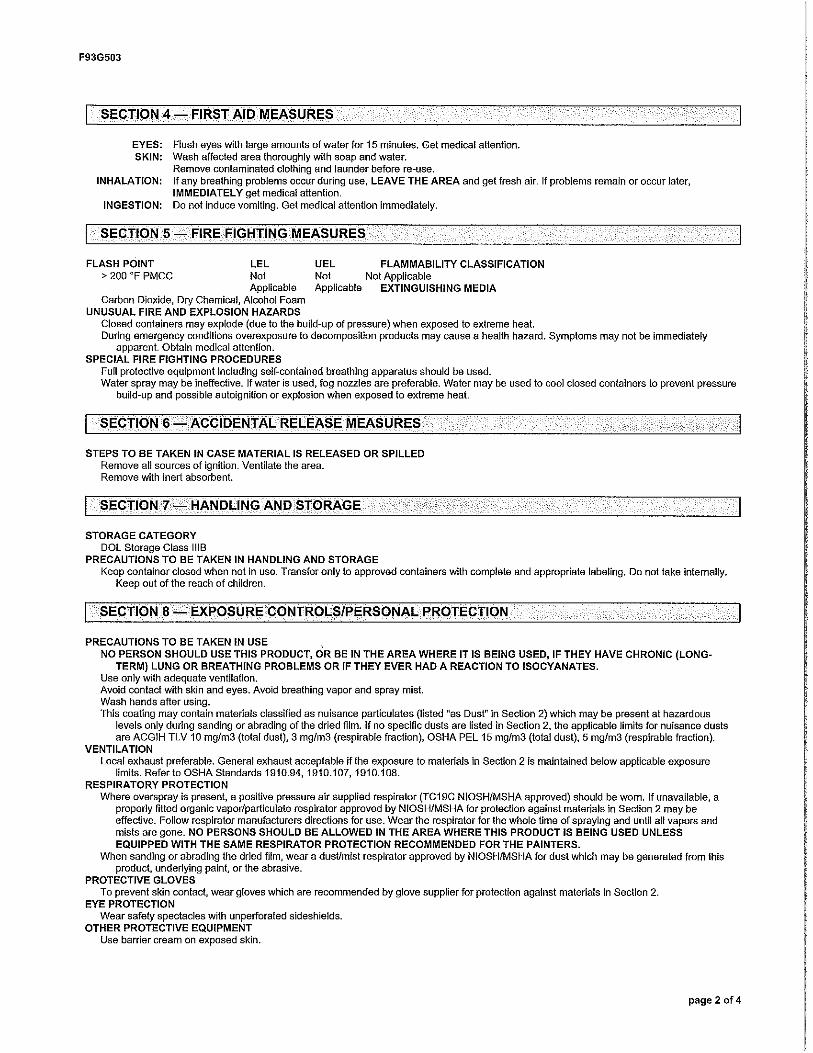
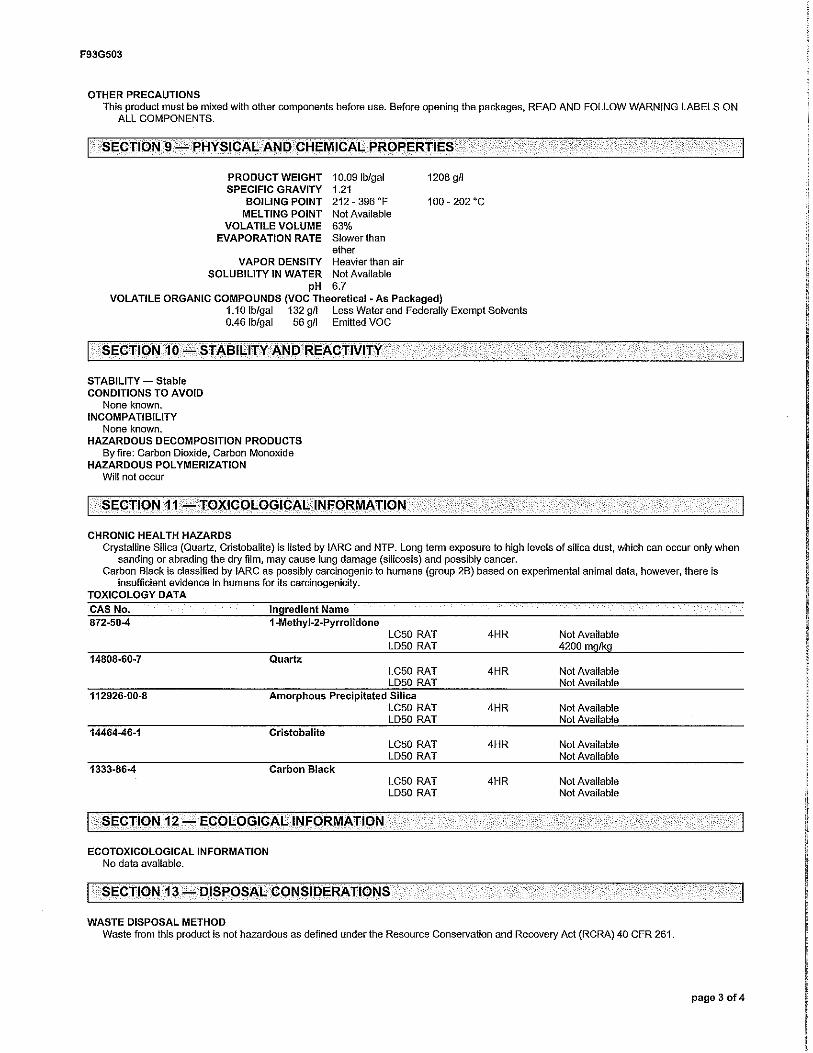
Paint Booth and Paint Preparation Area – The area includes a manual forced side draft paint booth (20ft x 14ft x 9ft) and a paint preparation area where a contained salt spray testing is conducted along with other paint preparation tables. Air effluent is monitored using a manometer which determines filter changes and are multi filtered through exhaust systems and evacuated through the roof with no residue or environmental impact. High use/continuous use chemicals with waste levels and methods are listed below. See appendix J – MSDS for all chemicals listed in this document.
o MIL‐DLT‐64159 Type 2 – Part A/B Base/Catalyst – usage is approximately 40 litres every three months. Volume on site does not exceed 48 litres at and time.
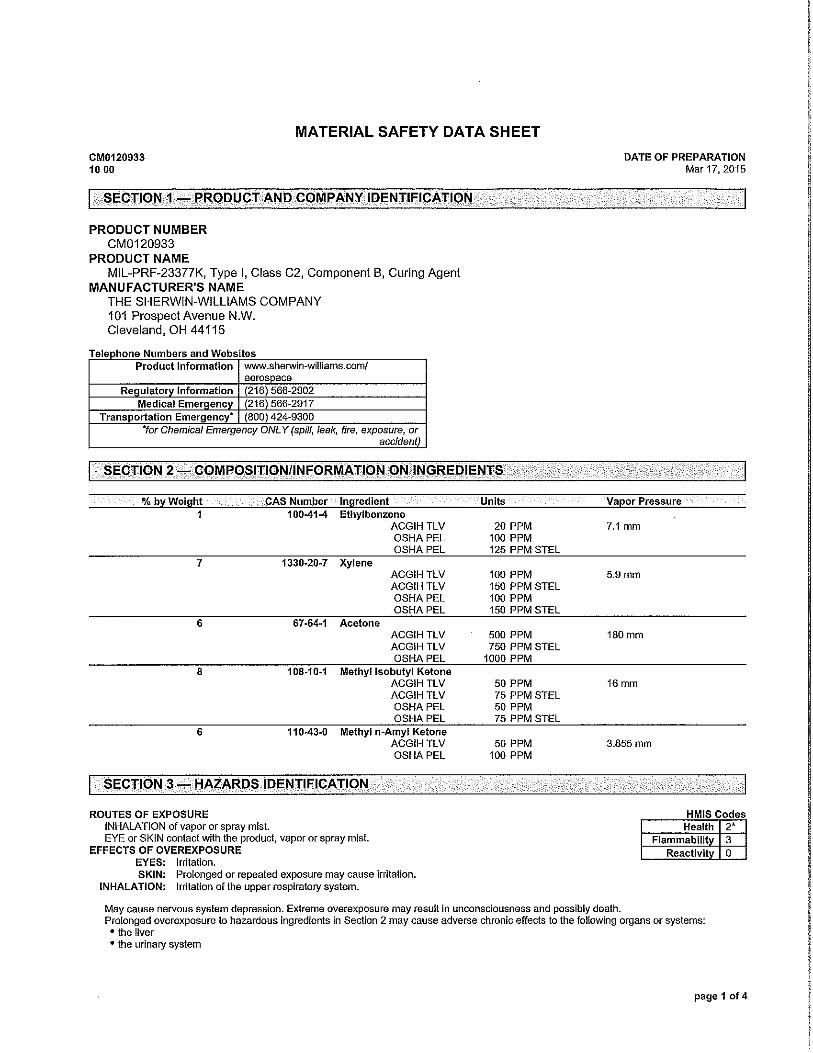
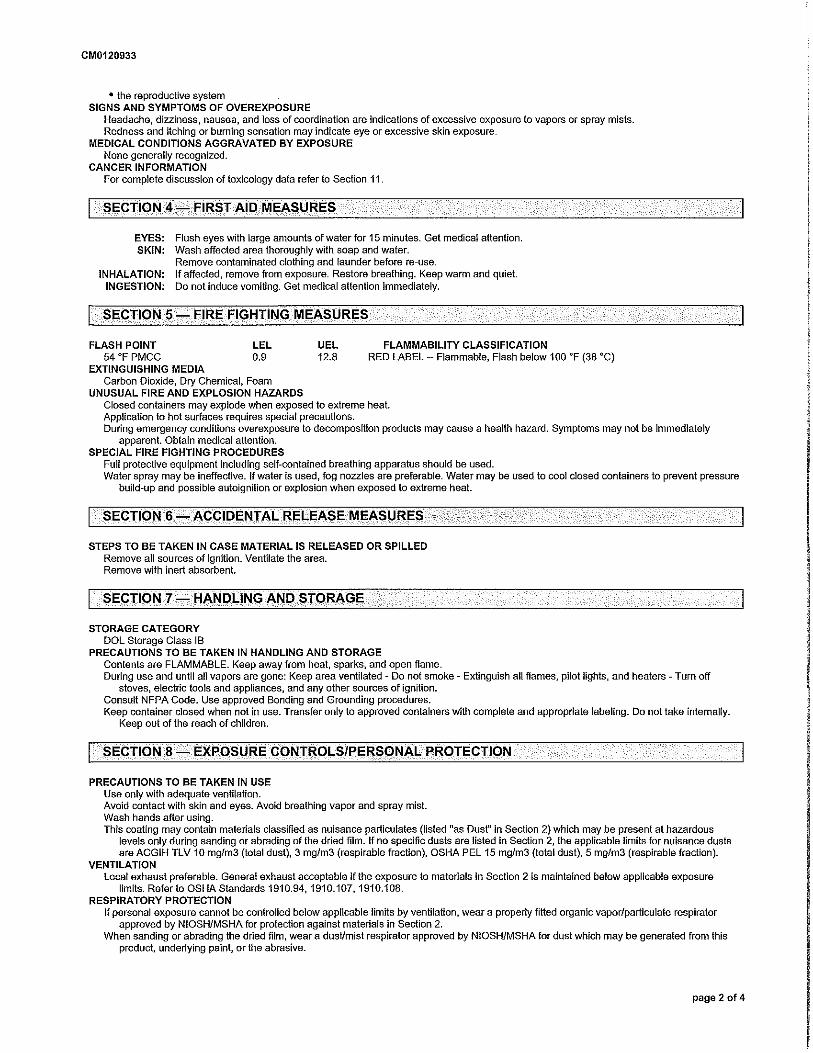
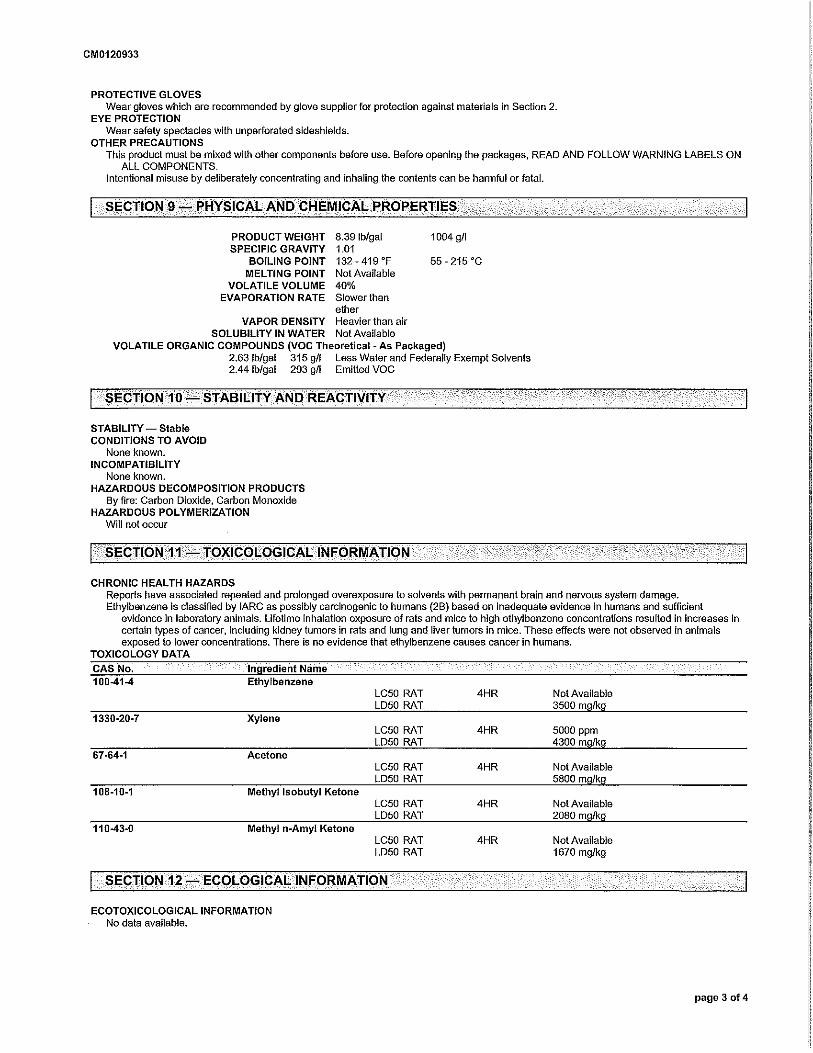
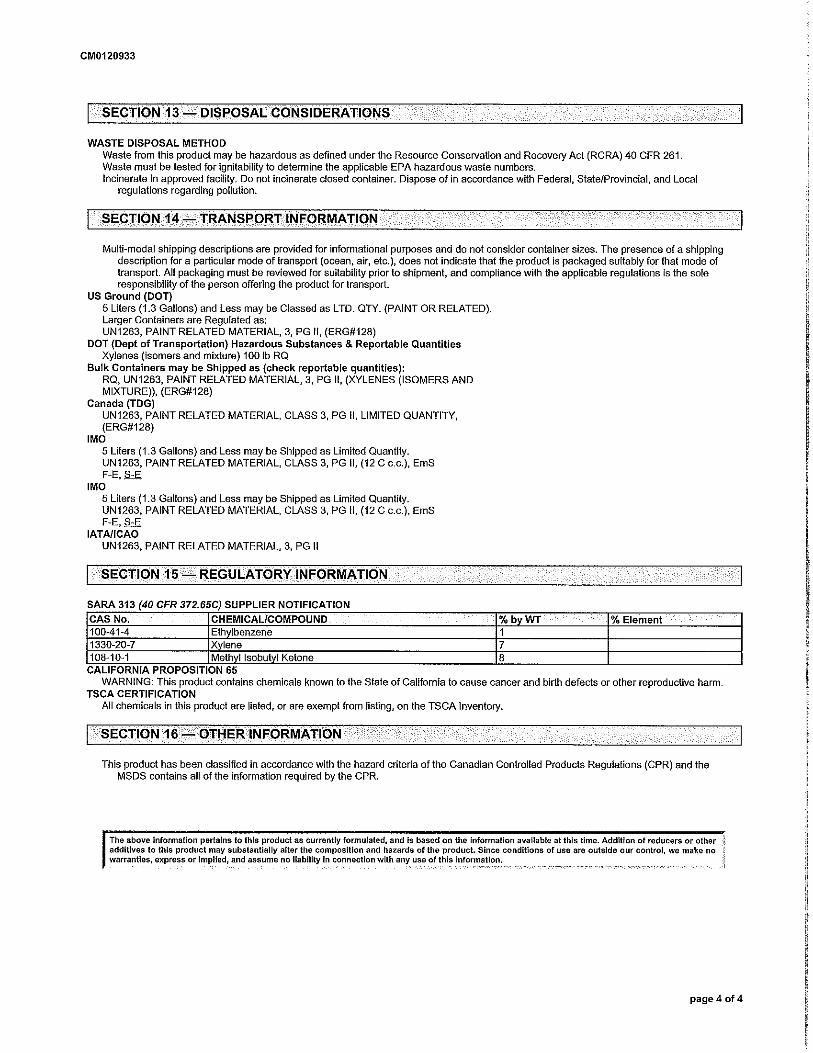
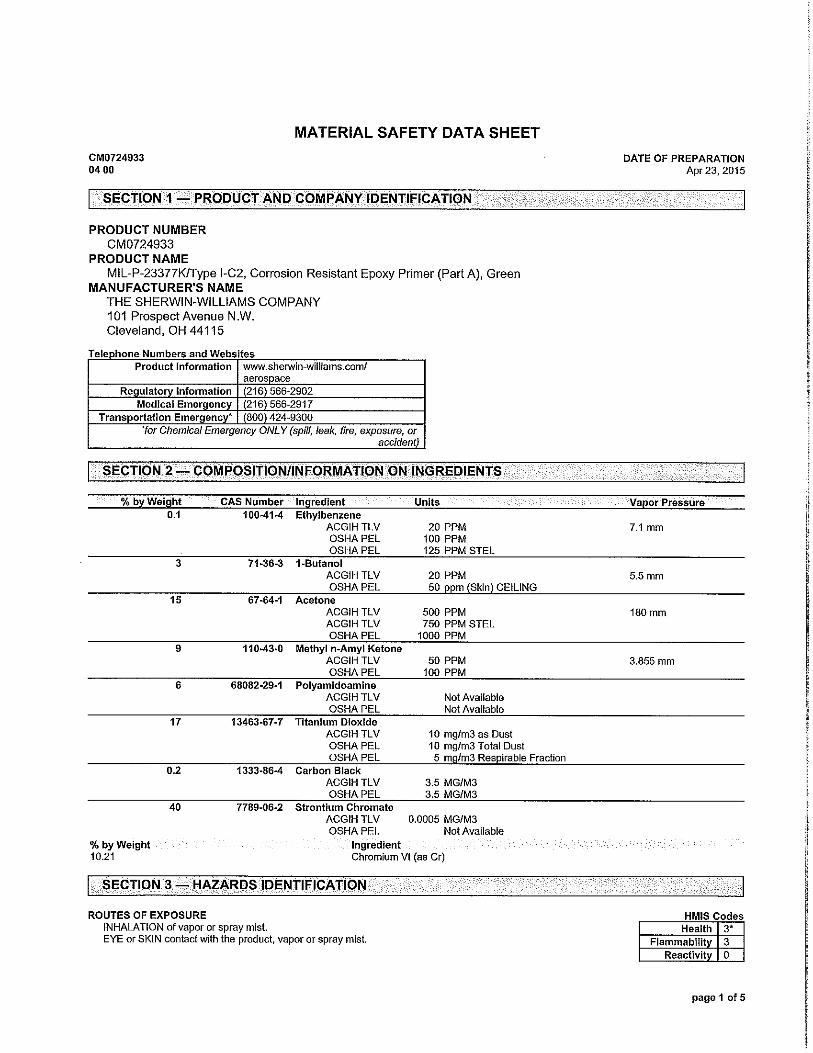
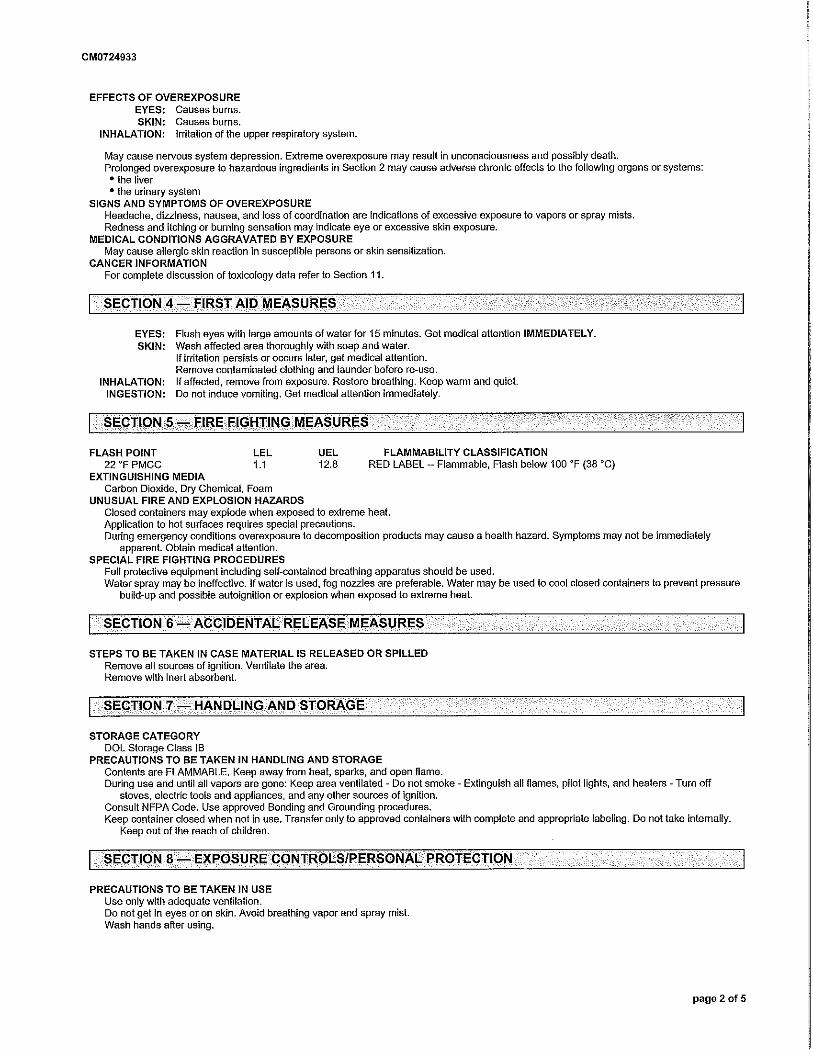
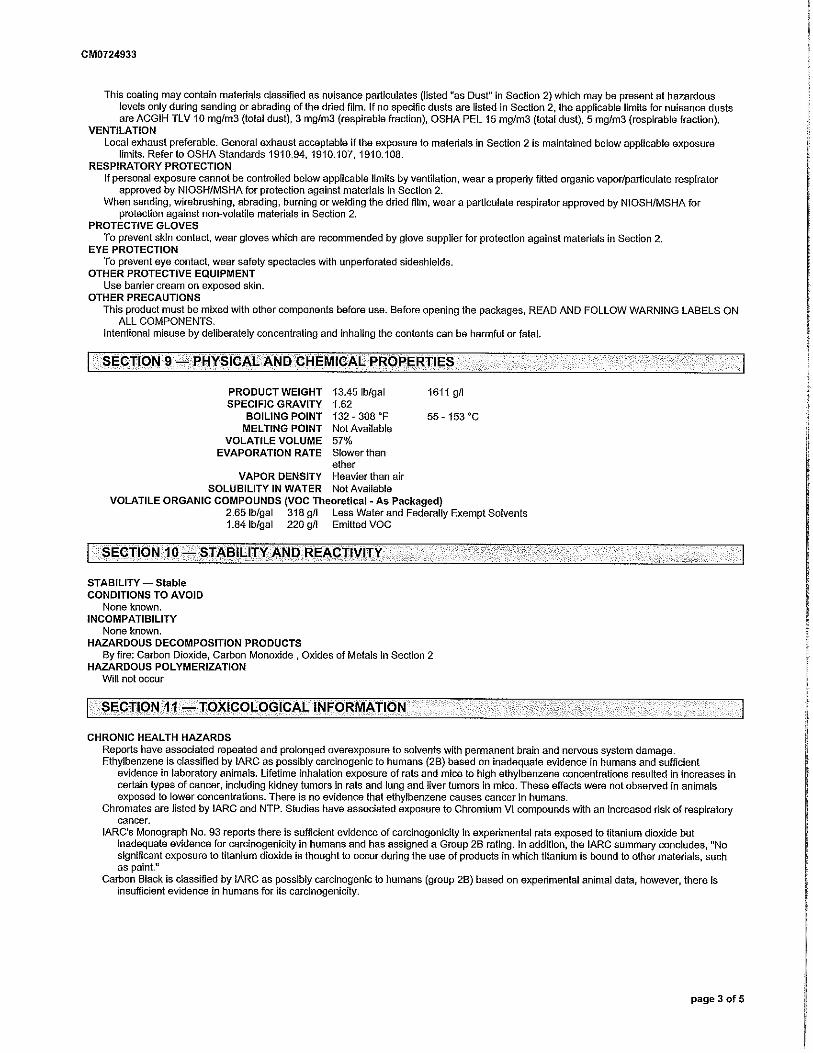
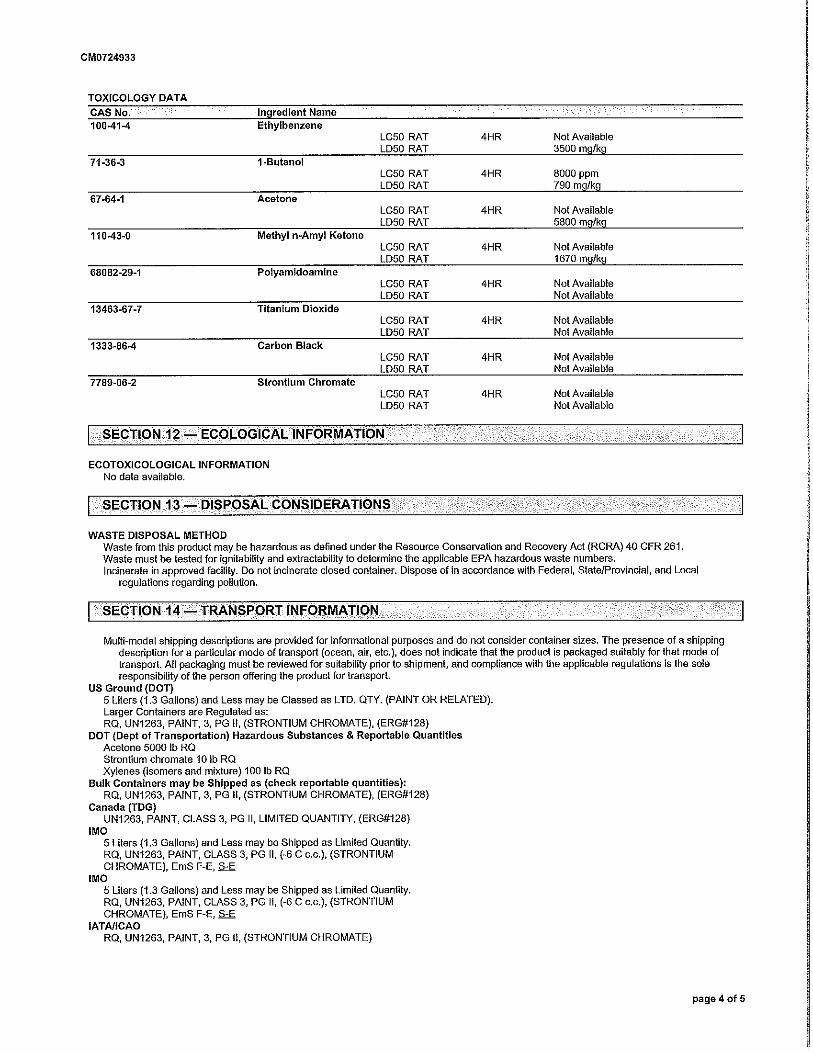
o IWA MIL‐PRF‐23377K – Part A/B Base/ Catalyst ‐ usage is approximately 40 litres every three months. Volume on site does not exceed 48 litres at and time.
Waste generated from empty paint of approximately 20 paint cans every three months is air dried, crashed and placed into the scrap metal exterior bin for recycling as noted above for machining. Waste water and rags from cleanup is disposed of as noted above for machining. *The paint booth is segregated within the 33 Bentall location. Segregation includes full enclosure of the area including a cement berm. The emissions from the paint booth are multi filtered through exhaust systems and evacuated through the roof. Chemical waste generated by this process disposed of by Miller Environmental which encompasses Hazardous Waste Generator Permit for both 33 Bentall and 1445 Church #MBG10067.
Anodizing Line – The etching and anodizing line has 9 tanks of which each is 9000 litres and includes the following content, usage, volume on hand and disposal. See appendix J – MSDS for all chemicals listed in this document.
o Tank 1 – Oakite 164 – usage is approximately 130 kilograms per year. Volume on hand
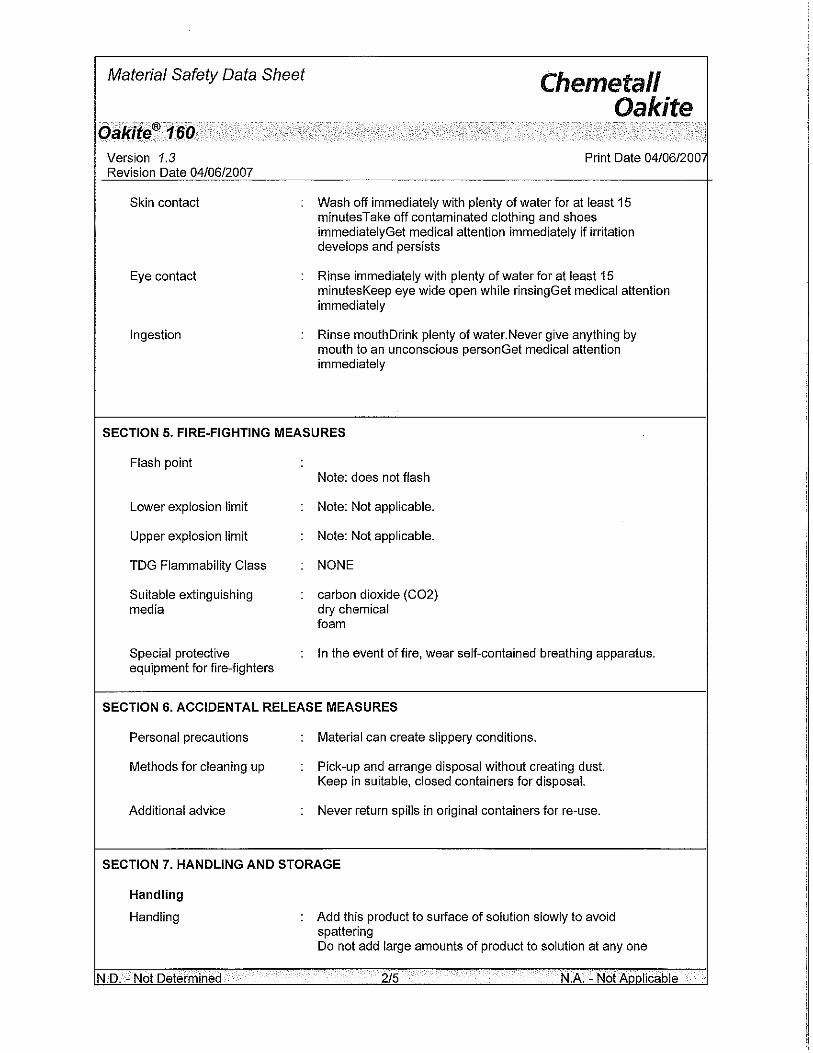
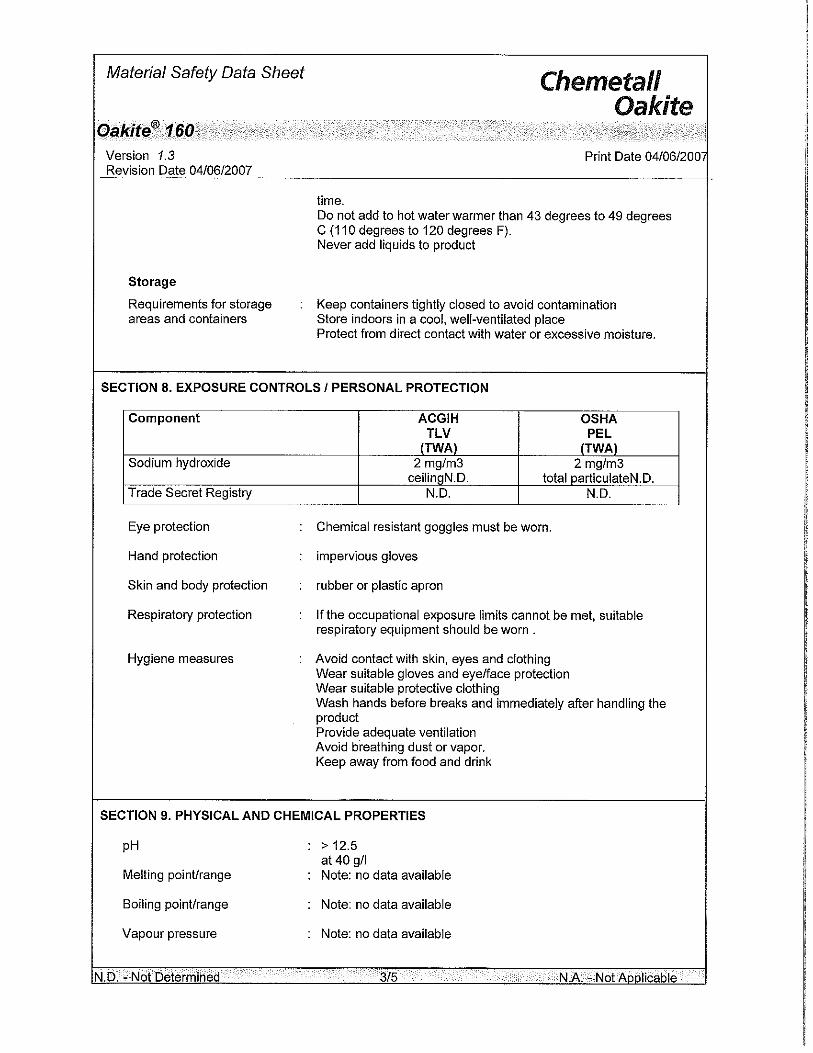
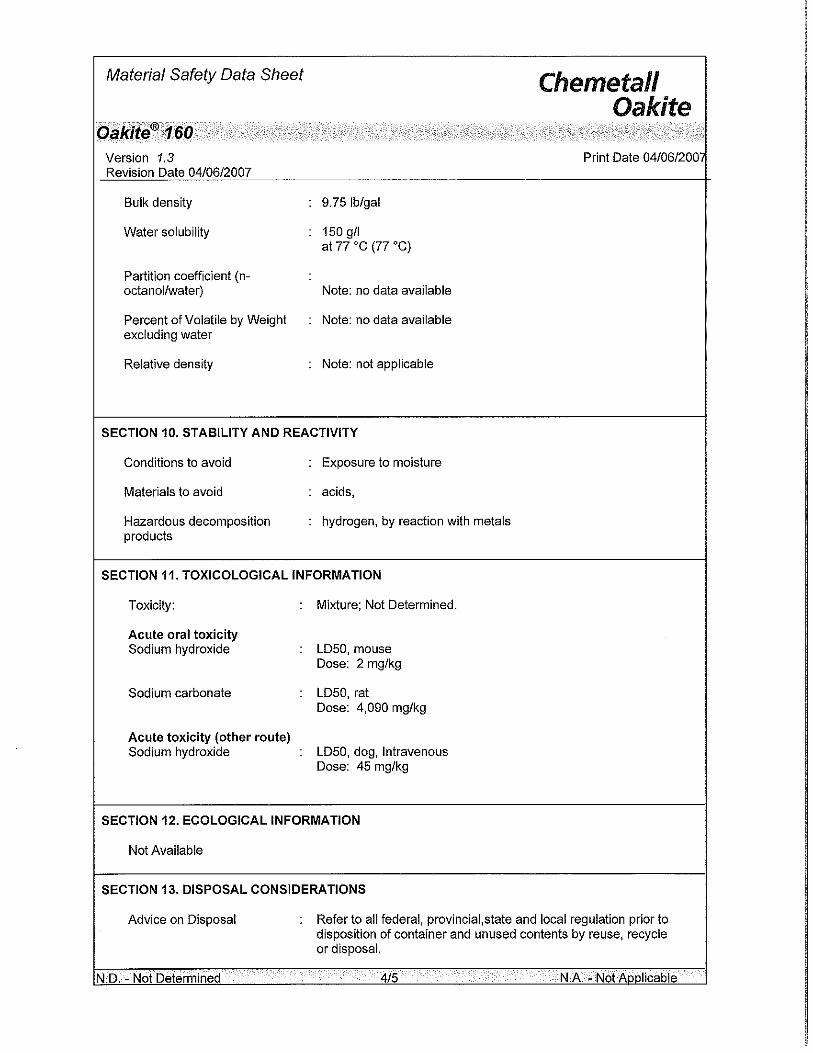
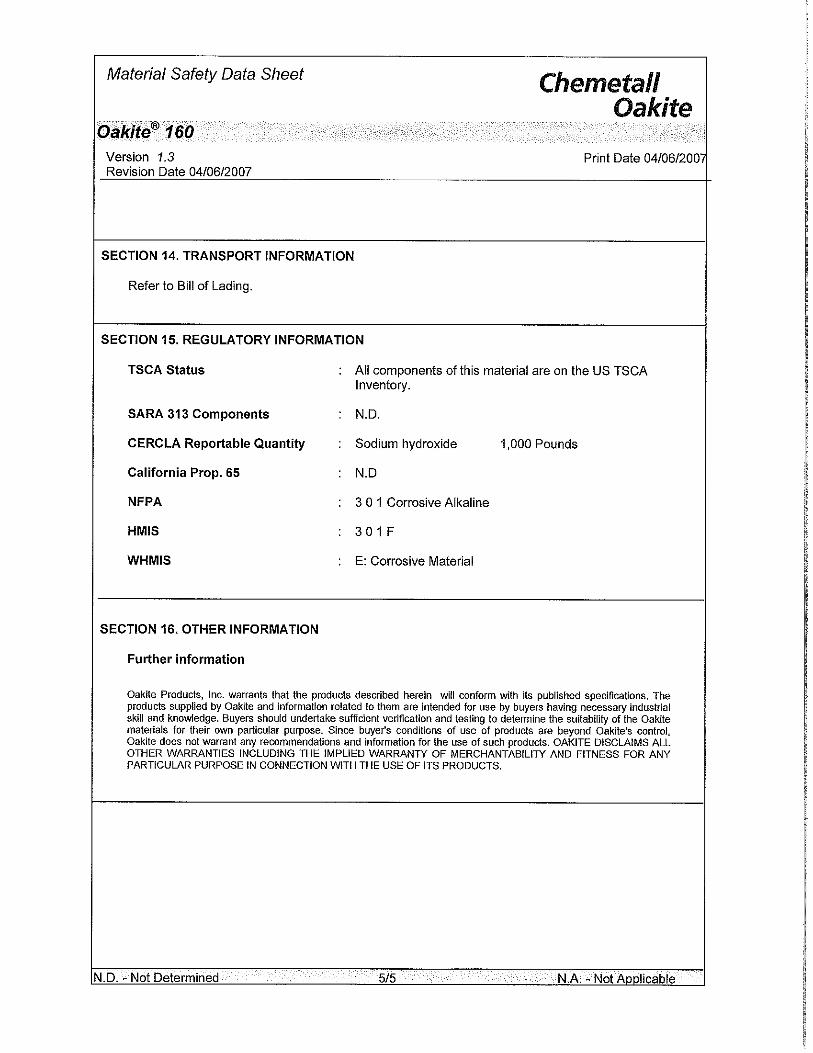
doesn’t exceed 25 kilograms per year. o Tank 2 – Oakite 160 – usage is apporoximately 250 kilograms per year. Volume on hand
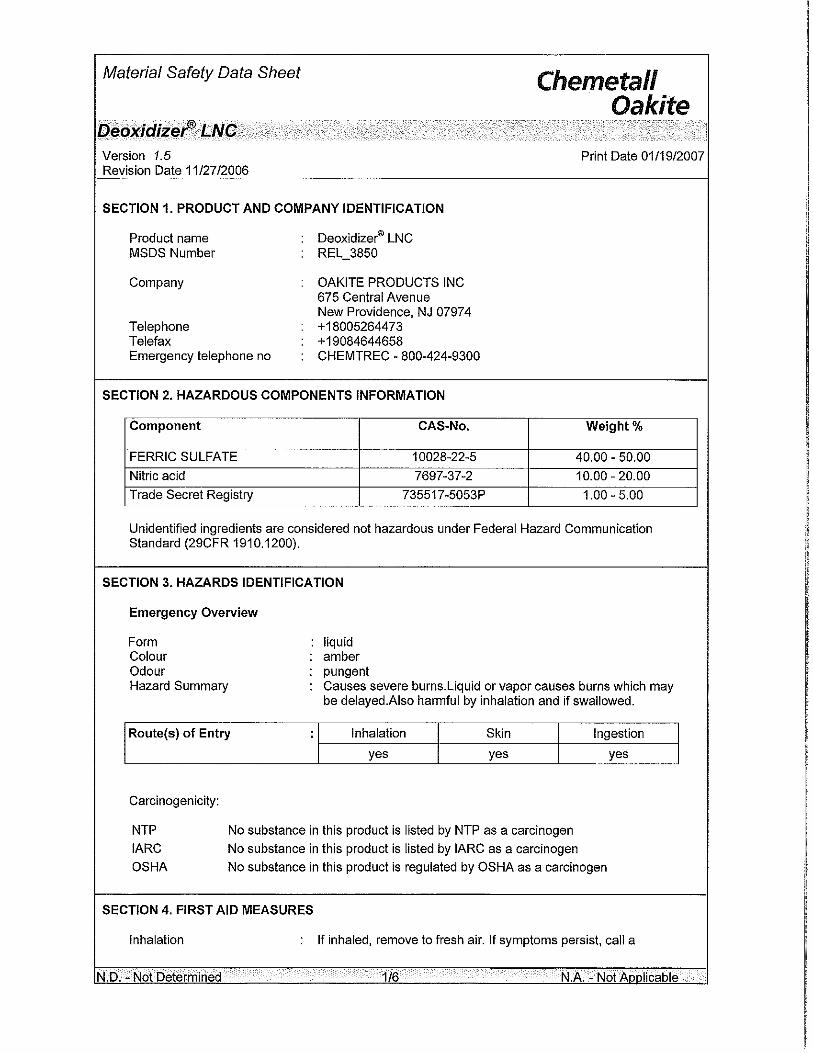
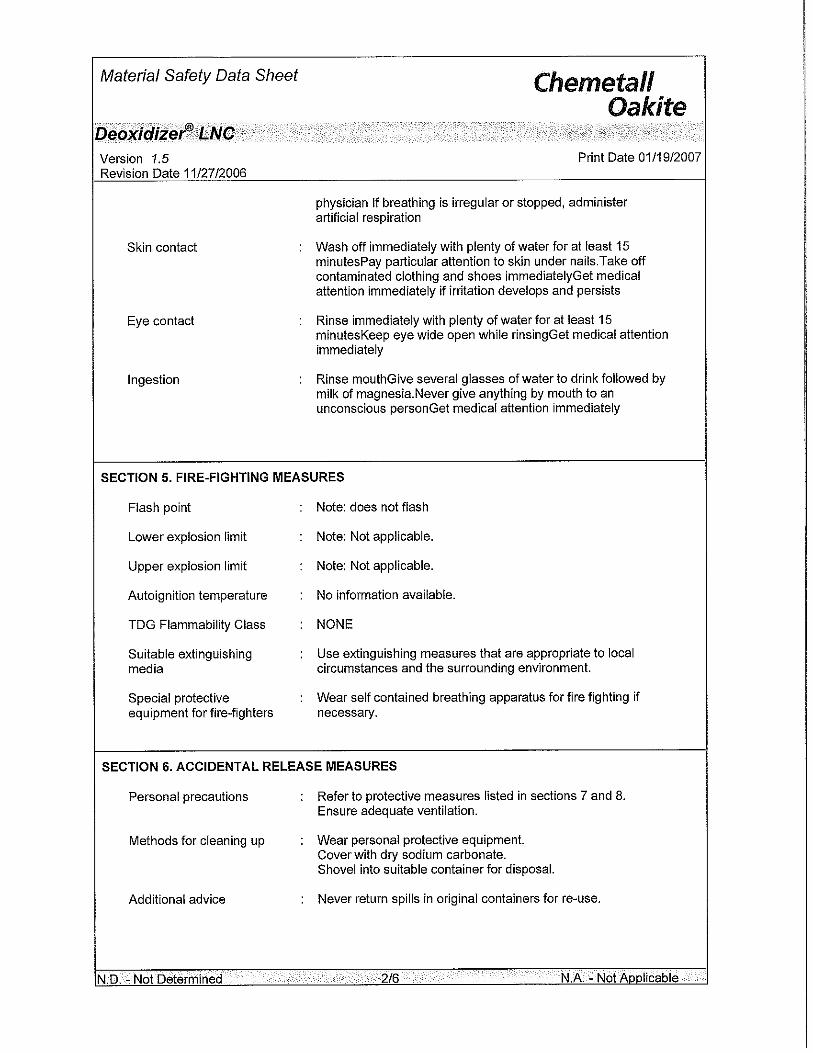
doesn’t exceed 40 kilograms. o Tank 3 – water o Tank 4 ‐ Deoxidizer LNC – usage is approximately 203 litres per year. Volume on hand
doesn’t exceed 203 litres. o Tank 5 – water o Tank 6 – Sulfuric acid – usage is approximately 2 litres per year. Volume on hand doesn’t
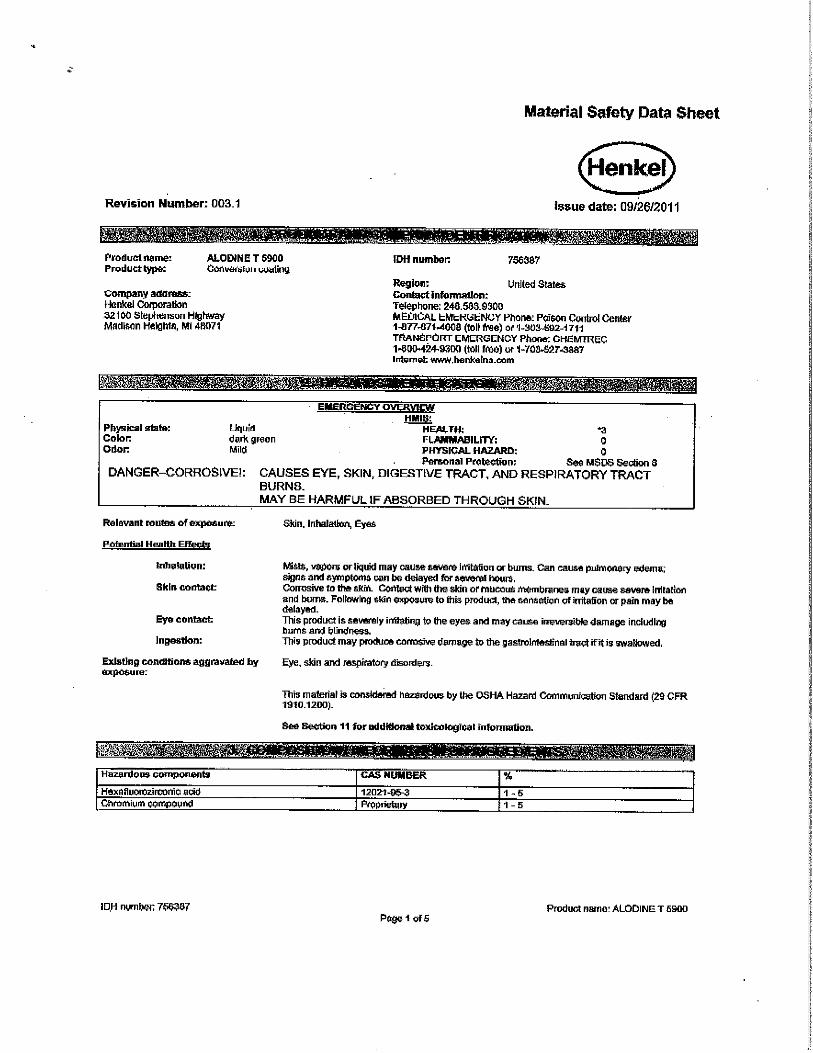
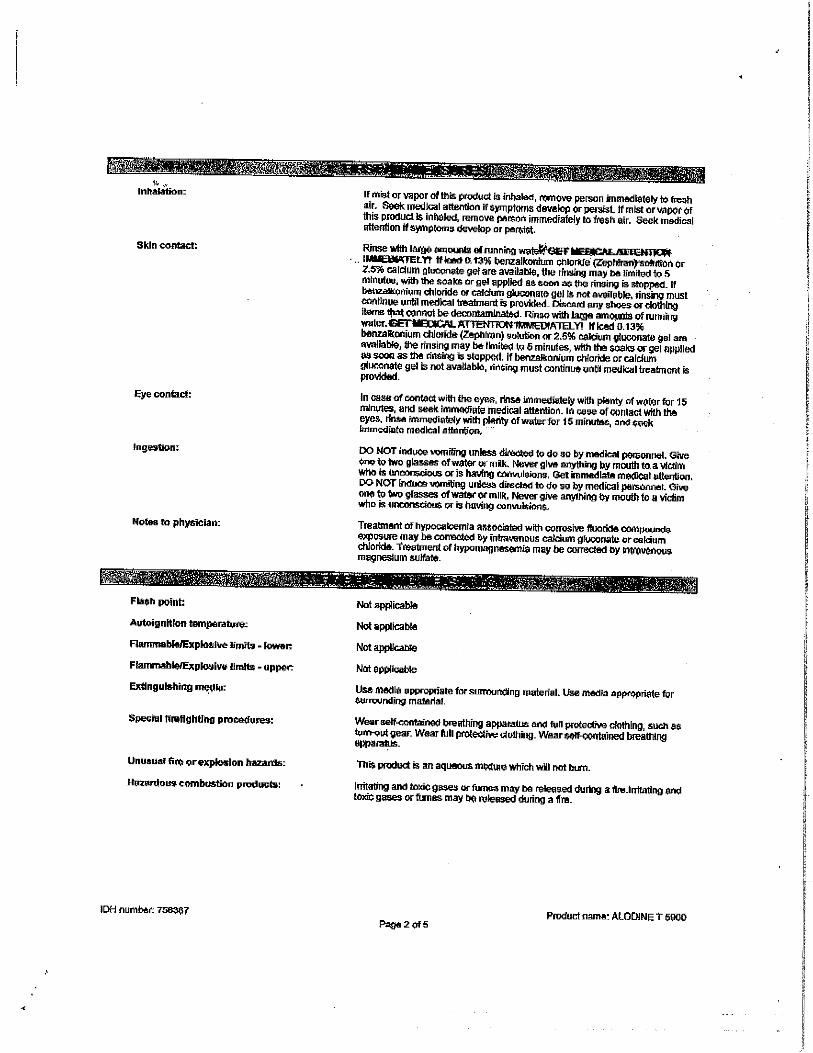
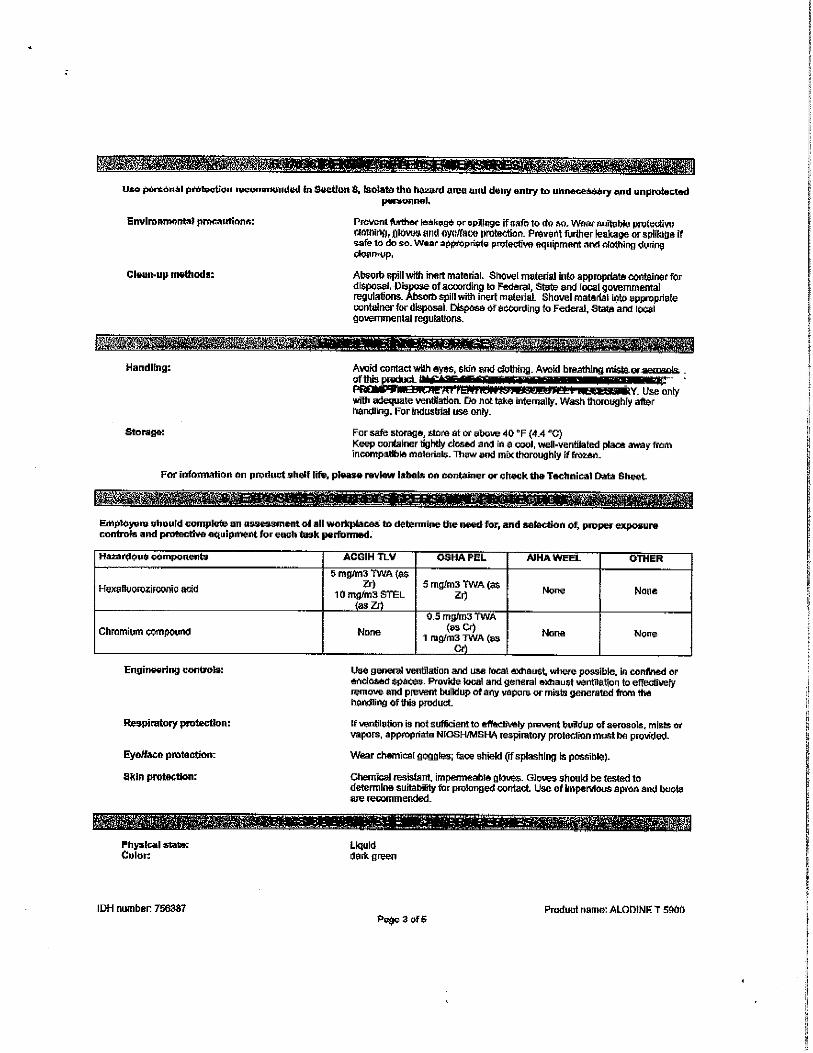
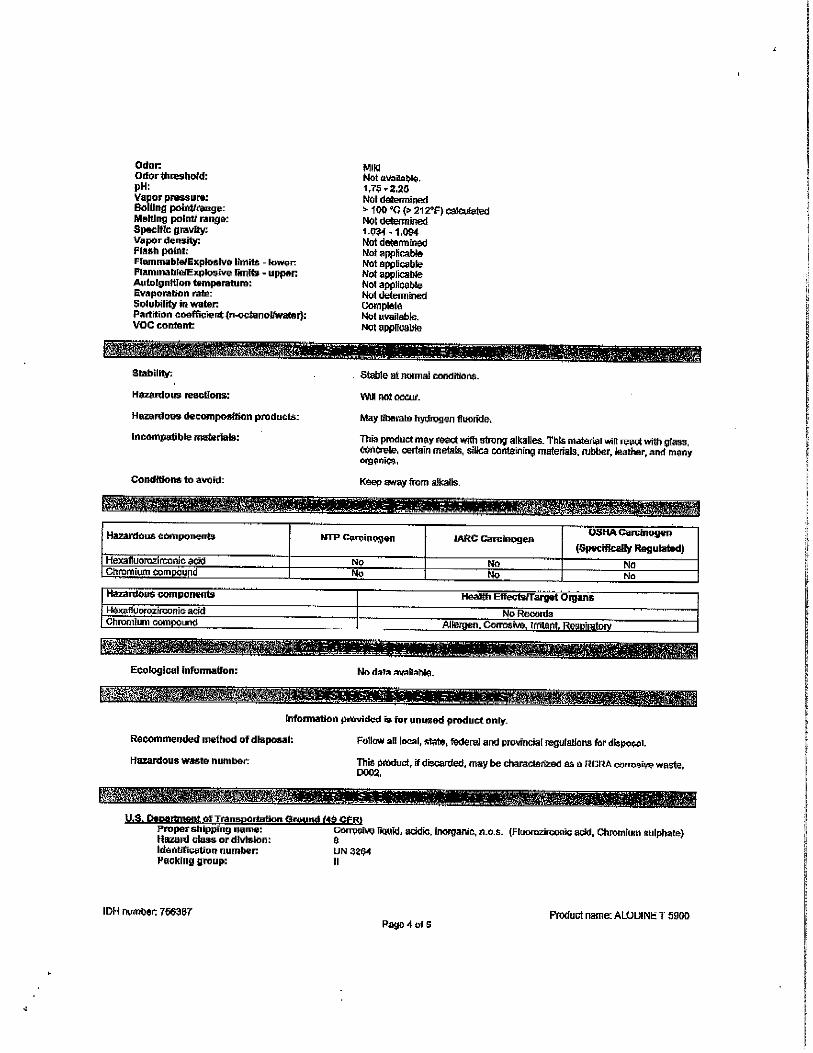
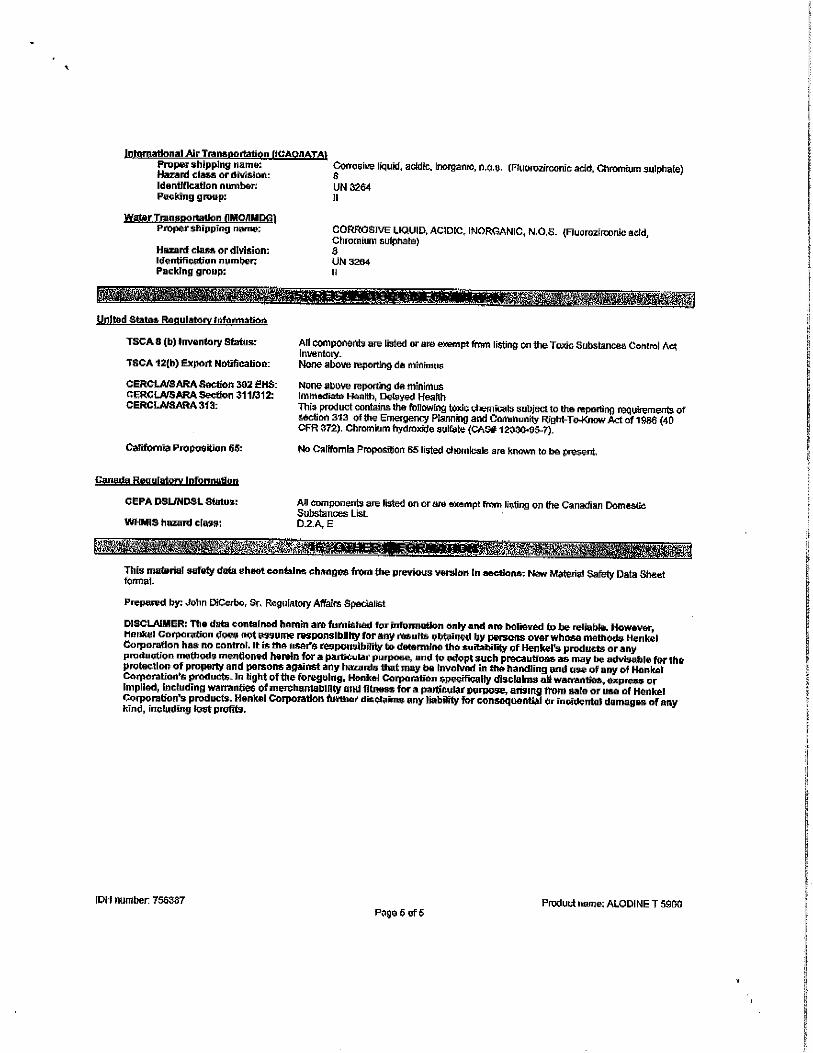
exceed 500 ml. o Tank 7 – water o Tank 8 – water o Tank 9 – Alodine T5900 – usage is approximately 50 litres per year. Volume on hand
does not exceed 8 litres. o
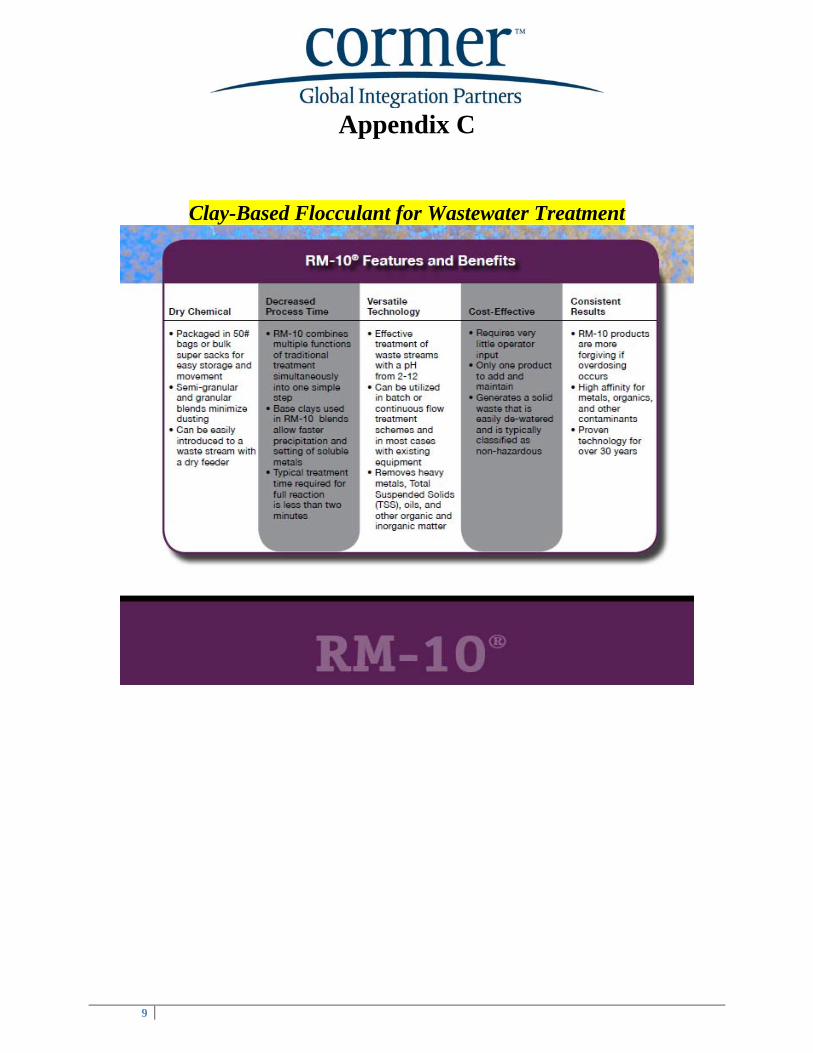
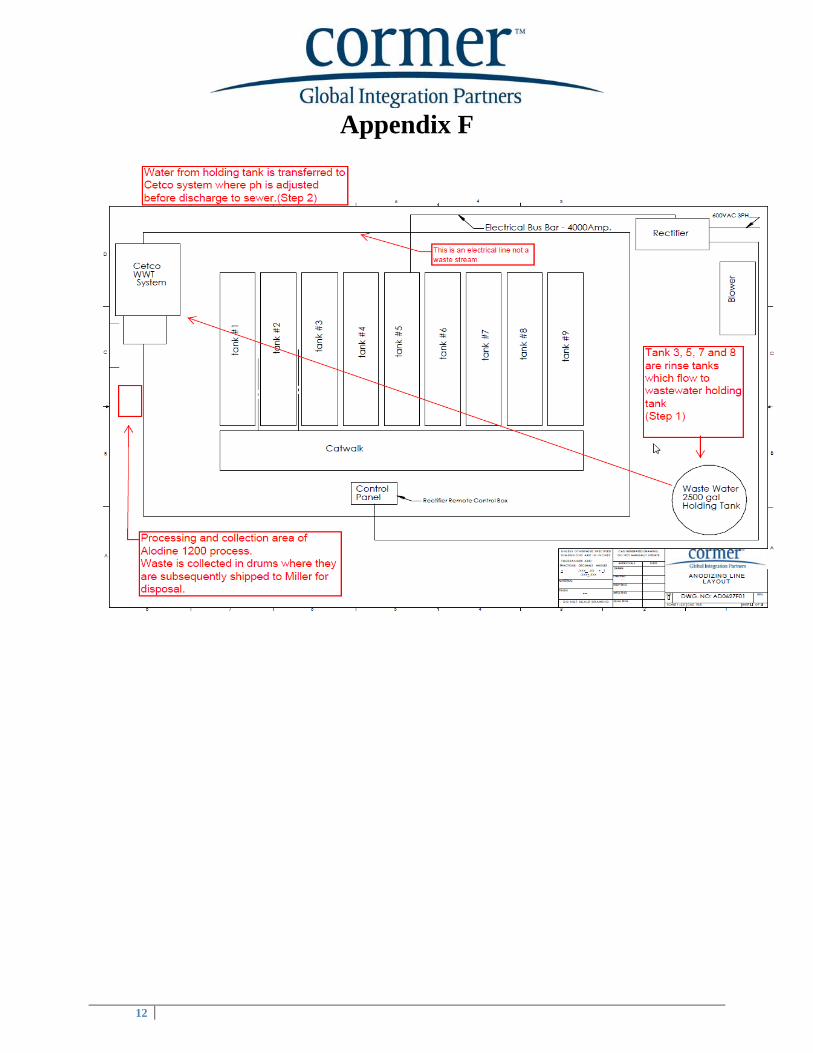
Tank 1, 2, 4, and 6 have a concentration of between 5‐20% solution of the chemicals noted above with the exception of the water tanks and unused tank. Drainage from rinse water tanks 3, 5, 7, and 8 is sent to the holding tank and then filtered through the Cetco system and disposed of through the sewer system. The average waste water generated through rinse tanks is approximately 800 litres per month. The waste rinse water is treated by a CETCO system using RM‐10 clay (see Appendix B and C) and
5
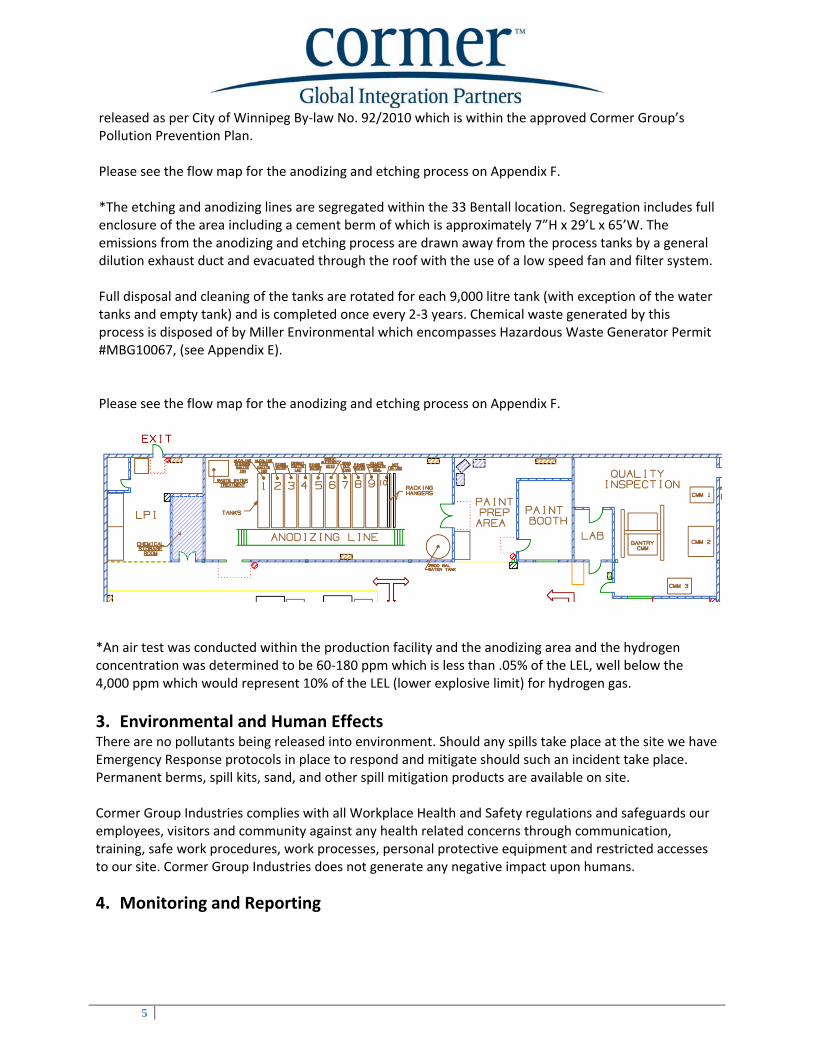
released as per City of Winnipeg By‐law No. 92/2010 which is within the approved Cormer Group’s Pollution Prevention Plan. Please see the flow map for the anodizing and etching process on Appendix F. *The etching and anodizing lines are segregated within the 33 Bentall location. Segregation includes full enclosure of the area including a cement berm of which is approximately 7”H x 29’L x 65’W. The emissions from the anodizing and etching process are drawn away from the process tanks by a general dilution exhaust duct and evacuated through the roof with the use of a low speed fan and filter system. Full disposal and cleaning of the tanks are rotated for each 9,000 litre tank (with exception of the water tanks and empty tank) and is completed once every 2‐3 years. Chemical waste generated by this process is disposed of by Miller Environmental which encompasses Hazardous Waste Generator Permit #MBG10067, (see Appendix E). Please see the flow map for the anodizing and etching process on Appendix F.
*An air test was conducted within the production facility and the anodizing area and the hydrogen concentration was determined to be 60‐180 ppm which is less than .05% of the LEL, well below the 4,000 ppm which would represent 10% of the LEL (lower explosive limit) for hydrogen gas.
3. Environmental and Human Effects There are no pollutants being released into environment. Should any spills take place at the site we have Emergency Response protocols in place to respond and mitigate should such an incident take place. Permanent berms, spill kits, sand, and other spill mitigation products are available on site.
Cormer Group Industries complies with all Workplace Health and Safety regulations and safeguards our employees, visitors and community against any health related concerns through communication, training, safe work procedures, work processes, personal protective equipment and restricted accesses to our site. Cormer Group Industries does not generate any negative impact upon humans.
4. Monitoring and Reporting
6
Records Demonstrating Sewer Discharge Compliance:
The sewer discharge records are controlled and will demonstrate the compliance to the City of Winnipeg by‐law # No. 92/2010.
Records Retention:
All records shall be maintained as Per Cormer Process CP – 07. This Procedure defines the methods by which Cormer controls the storage, protection, retention and disposition of all quality records. Environmental records shall be retained for a period of no less than 5 years.
Ongoing Compliance Status Reports:
A summary report shall be submitted to the permitting agency to document the ongoing compliance status. This report shall be prepared annually and made available to the permitting Agency upon request.
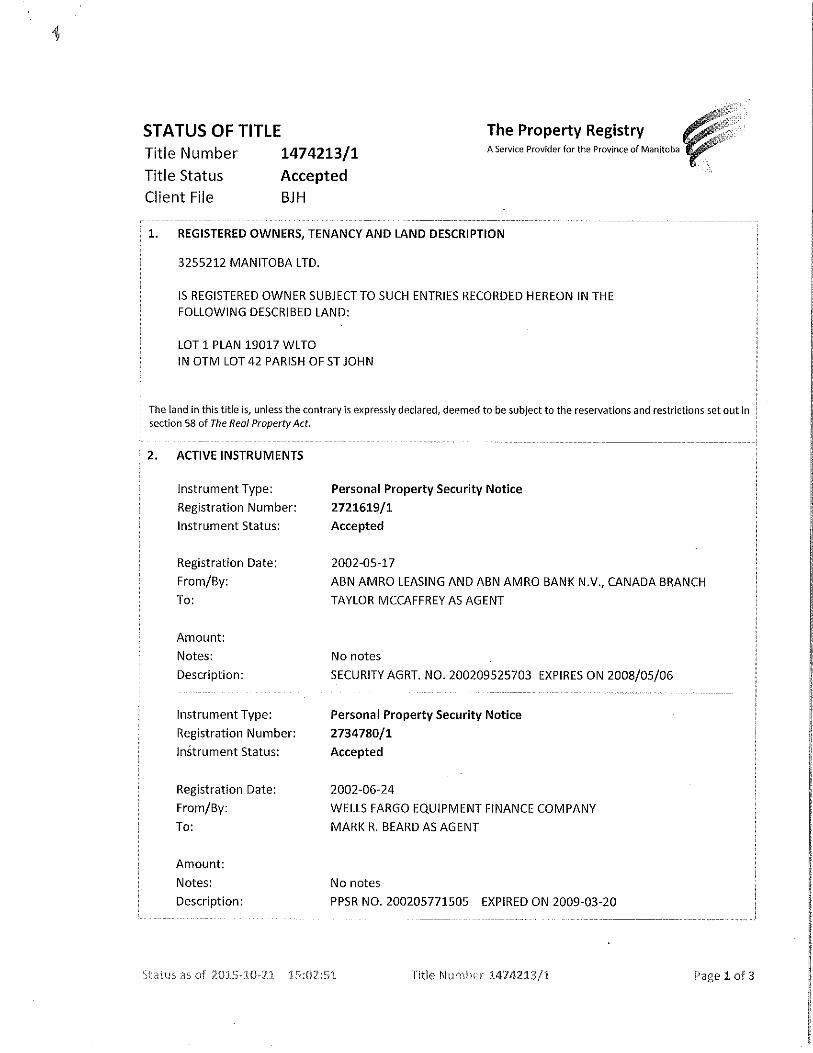
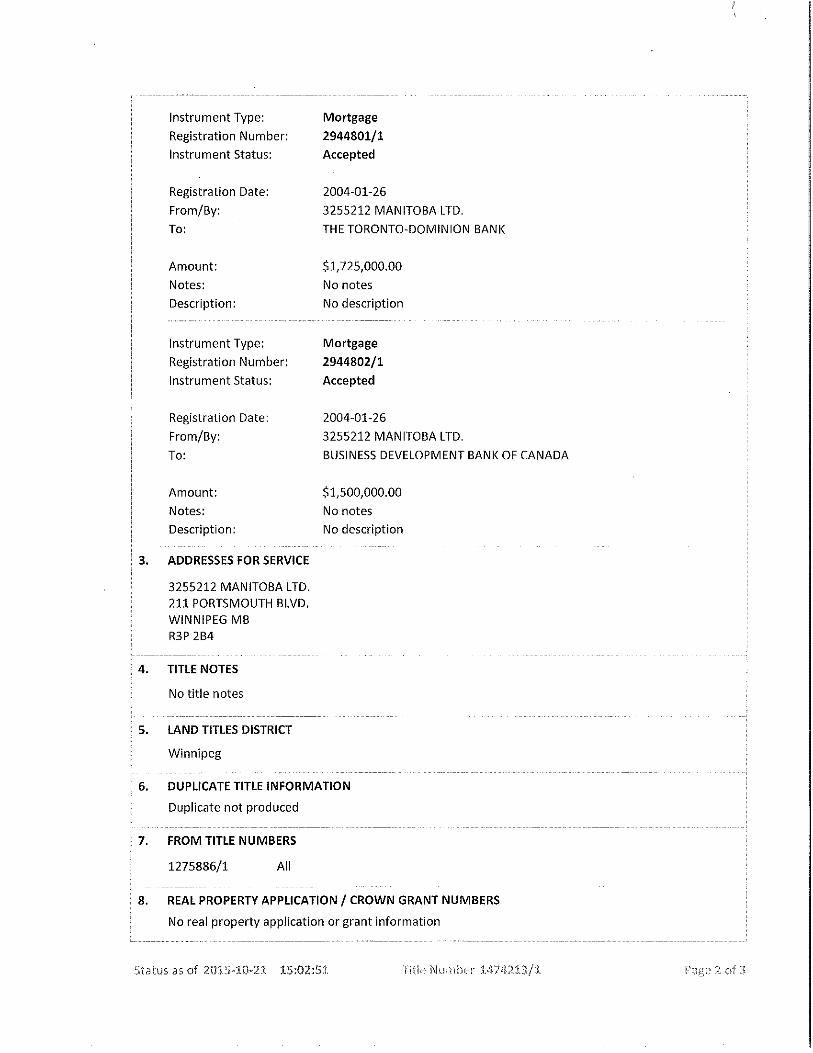
Land Titles
7
Appendix A
Cormer Group Industries
8
Appendix B
CETCO System
9
Appendix C
Clay-Based Flocculant for Wastewater Treatment
10
Appendix D Copy of City of Winnipeg Prevention Plan
11
Appendix E Copy of Hazardous Waste Generator Manifest
12
Appendix F
13
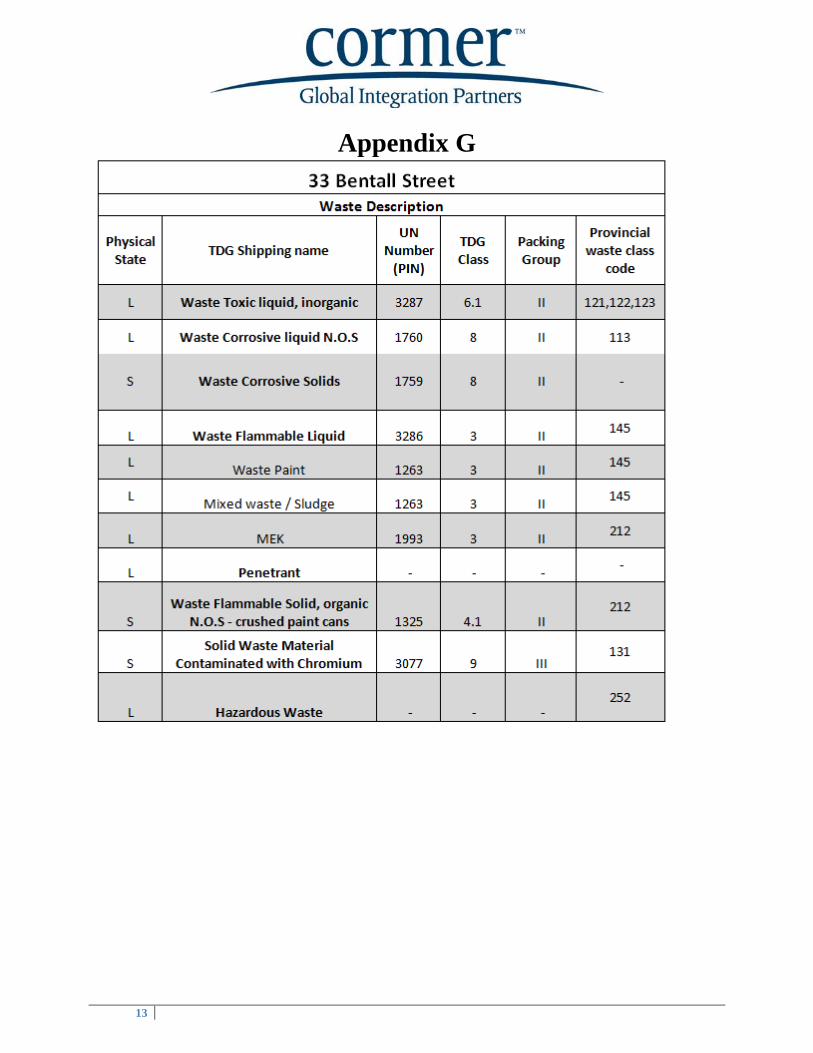
Appendix G
14
Appendix H
Coolant and Oil

15
LPI
16
Paint Line

17
Anodizing



















![Environmental Management Act[1]](https://img.pdfslide.net/doc/110x75/577d1e1c1a28ab4e1e8dc4e4/environmental-management-act1.jpg)









