Embed Size (px)
Citation preview


EQUIPAMENTO DE PROCESSO INDUSTRIAL
DA CANA

DESCARREGAMENTO E MANUSEIO DA CANA
1. Introdução
A recepção de cana pela usina efetua-se ou diretamente na balança da usina ou em balanças anexas que servem
certos pontos importantes ou afastados da zona de fornecimento da usina.
O peso do metro cúbico de cana transportada depende da maneira de carregamento:
Maneira de carregamento kg/m3
Carregadeira com garra que deixa cair emaranhada 200
Um pouco mais cuidadoso que o anterior 300
Carregada à mão com hastes paralelas entre si 350
Um pouco mais cuidadoso que o anterior 400
Cortada em toletes de ±30cm e jogada por colheitadeira 350
2. Descarregamento com rede
Sobre semi-reboques com tonelagem geralmente grande (25 a 40t) são montadas caixas de tela metálica. Em uma
das caixas laterais da caixa é fixada uma rede metálica que forra inteiramente esta caixa e a cana é depositada sobre ela. A
extremidade fixa desta rede encosta ao lado da mesa alimentadora e um guindaste desengata a outra extremidade da rede e a
levanta, despejando assim o conteúdo sobre a mesa alimentadora.

3. Descarregamento com garras
A garra é um equipamento provido de dentes com acionamento hidráulico que destina-se a descarregar a cana das
carretas em pátios de estoque.
4. Equipamentos para o manuseio da cana
4.1. Guindaste para cana (ou Derrick)
É o método mais empregado.
Seu eixo é constituído por um mastro de treliça metálica montado sobre um eixo e pode girar em toda a
circunferência.
4.1.1. Guindastes com tirantes
Este é o modelo mais leve onde a estabilidade é assegurada por cabos de sustentação, ou tirantes.
Estes cabos, para garantir a rotação do braço, devem ser fixados no solo a uma distância grande do eixo.

Deveriam ser utilizados no mínimo 3 tirantes, porém para garantir a segurança em caso de quebra de algum tirante,
utiliza-se de preferência 6 a 8.
Para um guindaste de 3t de capacidade empregam-se de 5 a 8 cabos de 25mm de diâmetro.
4.1.2. Guindastes auto-sustentados
São mais pesados e mais sólidos, mas evitam o incômodo e o perigo dos tirantes.
Capacidades de levantamento: 3, 5 e 10t Raio de ação: 18, 25 e 30m
Altura de levantamento: 6 a 8m Velocidades e potências:
- Movimento de levantamento: o Velocidade de levantamento: 25 a 50 m/min
o Potência do motor: 10CV por tonelada
- Movimento de rotação: o Velocidade de rotação: 1,5 a 2,5 rpm o
Potência do motor: 1,5CV por tonelada
- Movimento do deslocamento do carrinho o Velocidade de deslocamento:
30 a 60 m/min o Potência do motor: 1CV por tonelada

5. Pontes rolantes
É um sistema análogo ao guindaste. Em vez de um círculo, trabalha-se em retângulo, cujo comprimento e largura
são definidos conforme necessidade.
Velocidades habituais:
- Elevação da garra: 15 a 30m/min
- Deslocamento longitudinal da ponte: 50 a 100 m/min
- Deslocamento transversal do carrinho: 30 a 60 m/min
Potências dos motores:
- Motor de elevação: 6CV por tonelada de força
- Motor de translação transversal: 0,3 CV por tonelada de força
- Motor de translação longitudinal: 1,5 CV por tonelada de força
A largura das pontes rolantes é de 20 a 30m. Seu preço eleva-se muito mais com o aumento da largura do que com
o aumento do comprimento. Seu comprimento pode atingir até 100m. A altura de pega é de 8 a 12m. A força de levantamento
é em geral de 6 a 10t.

MESAS ALIMENTADORAS E ESTEIRAS
1. Introdução
Durante um dia de trabalho ocorrem variações na quantidade de cana depositada por metro no condutor e estes
vazios não podem ser preenchidos a tempo. Inversamente uma carga de um caminhão depositada quase que inteiramente em
um caminhão, pode provocar um engasgo nas navalhas fazendo o motor parar.
Sendo assim, quando chegam cargas densas, é necessário diminuir ou quase parar a velocidade do condutor
evitando a parada da navalha.
Para evitar estes inconvenientes são utilizadas as mesas alimentadoras que são condutores auxiliares paralelos aos
principais.
2. Mesa alimentadora
Consiste em um condutor muito largo e muito curto de forma retangular ou quadrada, movido por um motor
independente.
O nível do estrado superior deve chegar a cerca de 2m acima do nível do condutor principal e ser quase vertical à
parece que limita do condutor ao lado da mesa.
Esta mesa, sempre carregada, é acionada toda vez que o condutor principal é carregado de modo insuficiente. A cana
cai da mesa alimentadora no condutor e a vantagem deste sistema é a cana cair mais ou menos emaranhada, facilitando muito
o trabalho da navalha.

2.1. Nivelador
A mesa alimentadora ganha muito quando está provida de um nivelador.É um eixo horizontal colocado em transversal
no sentido das correntes na mesa e que gira lentamente em sentido contrário. Possui braços dispostos em hélice sobre todo o
seu comprimento, fazendo cair a cana em pequenas quantidades no condutor, evitando a queda de grandes quantidades que
podem provocar um engasgo nas facas.
2.2. Dimensionamento de mesa alimentadora
- Superfície da mesa alimentadora:
S = 0,6× A
S = Superfície da plataforma da mesa alimentadora em m2
A = Trabalho da usina em t de cana por hora
Exemplo: 5 x 6m para 50 TCH; acima de 70TCH é mais interessante dispor 2 mesas
alimentadoras.
- Potência do motor da mesa alimentadora:
T = 0,25× S
T = Potência do motor em CV da mesa alimentadora
S = Superfície da plataforma da mesa alimentadora em m2
- Inclinação:
As mesas alimentadoras são horizontais ou um pouco inclinadas para a frente (5º) ou então inclinadas para trás (15º). Esta última permite algumas vezes o descarregamento da cana através de caminhões basculantes diretamente na mesa evitando manuseios e perda de tempo.
Exercícios:
1. Dimensionar a mesa alimentadora de uma usina com capacidade de 40 TCH.
S = 0,6 x A T = 0,25 x S
S = 0,6 x 40 T = 0,25 x 24
S = 24m2 T = 6 CV

Para facilitar achar as dimensões, fazer V24 = 4,89 Sendo assim, dimensões: 5m X
4,8m
3. Condutor de Cana
O condutor de cana é um tapete rolante pelo qual a cana é introduzida na usina e que assegura a alimentação das
moendas, transportando a cana do pátio ao esmagador.
Para uma boa alimentação do esmagador precisamos ter uma queda bastante grande, sendo assim o
alimentador divide-se em 3 partes:
- Parte horizontal
- Parte inclinada
- Cabeça na chegada acima do esmagador
3.1. Inclinação
O declive da parte inclinada varia de 15º (27%) a 22º (40%). Adotando-se uma inclinação muito baixa aumenta-se a
despesa e o comprimento da instalação; já para inclinações muito altas há perigo de

deslizamento. As inclinações melhores e mais freqüentes são de 17º (30%) a 21º (38%).
3.2. Comprimento da parte inclinada
É o comprimento necessário para atingir pela inclinação desejada o nível acima do esmagador.
Altura de moendas acima do solo:
- 6 a 7m - Esmagador comum com 2 rolos
- 4 a 5m - Moenda esmagadora com 3 rolos
Supondo que o piso da parte horizontal do condutor esteja a 1m abaixo do piso das moendas:
- Esmagador comum: L = (7 a 8) : 0,38 = 18 a 21m
- Moenda esmagadora: L = (5 a 6) : 0,38 = 13 a 15m
3.3. Comprimento da parte horizontal
LH=5x3 A
LH = Comprimento da parte horizontal em metros A = Trabalho da usina em
TCH
3.4. Largura do condutor
A largura do condutor é sempre escolhida igual à largura dos rolos da moenda.
3.5. Velocidade do condutor
A velocidade do condutor não é estabelecida de maneira rígida. É, porém relacionada com a velocidade periférica do
esmagador ou das moendas:
u = 0,3a0,5xv
u = velocidade média do condutor
v = velocidade média periférica dos rolos da moenda
3.6. Potência
Pi = Potência a ser instalada em CV
Zt = Comprimento total do condutor em m
A = Trabalho das moendas em TCH
3.7. Sistemas de acionamento
Há 2 sistemas principais de acionamento:
- Por motor a vapor
- Por motor elétrico

NAVALHA
1. Introdução
A navalha não é um elemento indispensável para a usina, considerando que ela poderia funcionar sem a navalha.
Antes de 1920 muitas usinas não a possuíam, entretanto propiciou uma melhora na alimentação que hoje nenhuma fábrica a
dispensa.
Ela fornece a cana em pedaços muito curtos e pequenos. Enquanto as canas inteiras apóiam umas sobre as outras
formando arcos e deixando vazios entre elas, estes pedaços se amontoam numa massa compacta, facilitando a entrada no
esmagador.
Maneira de carregamento kg/m3
Cana inteira mais ou menos emaranhada 125 a 150
Cana passada na navalha 250 a 300
A navalha preenche duas funções e apresenta duas vantagens:
- Aumenta a capacidade das moendas, transformando a cana numa massa compacta e homogênea facilmente
absorvida pelo esmagador;
- Aumenta a extração das moendas, rompendo o córtex da cana e facilitando a moagem e extração do caldo.
2. Descrição
É formada por um eixo grosso com secções hexagonais ou octogonais, montado sobre um rolamento e no qual são
fixados suportes com 2 facas simétricas e em relação a seu eixo.
As facas são removíveis, permitindo sua retirada para afiação ou sua fácil substituição.

3. Acionamento da navalha
As navalhas podem ser acionadas por 3 tipos de motores:
- Máquina a vapor;
- Motor Elétrico
- Turbina a vapor (é empregado para moendas acima de 150TCH, devido ao alto custo)
Acionamento por máquina a vapor
Acionamento por motor elétrico
Acionamento por turbina a vapor

4. Passo
O passo da navalha é o intervalo que separa os círculos de rotação ou os planos de corte de duas facas sucessivas.
O passo mais freqüente é 50mm. Às vezes, devido a moagem de canas finas e duras, é necessário utilizar passos de
20mm.
5. Número de Facas
N = Número de facas na navalha
L = Largura do condutor de cana (mm)
p = Passo da navalha (mm)
Quando N for um número ímpar, adotar o número par imediatamente inferior.
6. Sentido de rotação
O costume geral é fazer girar a navalha no mesmo sentido do condutor. Entretanto há usinas que fazem esta rotação
em sentido inverso ao condutor. Neste último caso a potência consumida é maior (±50%), porém a preparação da cana é bem
melhor.
7. Modo de utilização da navalha
Existem 2 categorias de navalhas, conforme o trabalho que devem desempenhar:
- Navalha niveladora – deve regularizar a camada de cana. Trabalha com uma regulagem alta, deixando,
conseqüentemente uma grande proporção de cana não picada;
- Navalha cortadeira – este segundo efeito só se obtém instalando-se 2 navalhas, onde a segunda seve ser regulada
mais baixa. 1.* A&rtihi £-" -iflijalh.i
/^J>*< H^*""-^ 1 N
/^f^rk^^
_L-p^pX*^ _j_ -*
■^**^^*j?Or*~~^~*'
n
\
8. Velocidade de rotação
A rotação de uma navalha varia entre 400 a 720 rpm. O mais freqüente é 500rpm.
Certas usinas utilizam a rotação de 1200rpm, porém o desgaste das facas é bem maior e a potência necessária
também deve ser maior.

Recomenda-se 500rpm para a 1ª navalha e 600rpm para a 2ª navalha.

DESFIBRADORES (SHREDDERS)
1. Introdução
O desfibrador (shredder) é um aparelho empregado para completar a preparação e a desintegração da cana, para
facilitar a extração do caldo pelas moendas.
Há 2 modelos principais de desfibradores:
- O shredder penteador Maxwell
- O desfibrador modelo Searby.
2. Shredder Penteador Maxwell
É um cilindro de aço de 640mm de diâmetro e largura igual à dos rolos da moenda. Possui um certo número de
fendas longitudinais (geralmente 10) nas quais são inseridos dentes de 10 ou 12 cm de comprimento.
O diâmetro na ponta dos dentes é, portanto cerca de 840mm. Estes dentes podem ser colocados em qualquer ponto
da fenda. São distribuídos de forma que haja cerca de 4mm entre dois círculos de rotação sucessivos.
Devido a suas limitações este aparelho não é muito utilizado se comparado ao desfibrador Searby.
2.1. Número total de dentes
N = Número de dentes do shredder L = Comprimento do
shredder (mm)

2.2. Colocação
O shredder penteador é instalado na saída do esmagador e gira no sendo inverso do rolo inferior, “quebrando” as
fibras que saem do esmagador.
2.3. Acionamento
O acionamento é normalmente direto por motor elétrico.
2.4. Velocidade
O shredder penteador deve girar a 450 até 600rpm.
2.5. Potência
A potência média necessária é 0,5CV por TCH, porém recomenda-se 1CV por TCH para evitar eventuais
sobrecargas.
2.6. Duração e desgaste
Os dentes possuem dois gumes: enquanto o gume da frente trabalha o de trás se afia. Quando os dentes ficam
cegos, inverte-se o shredder de ponta a ponta enquanto que o gume cego se afia.
Com todas as inversões um jogo de dentes pode durar de 2000 a 2600 horas.
3. Desfibrador modelo Searby
É um desfibrador com martelos, funcionando em uma caixa em ferro fundido: a cana chega à parte superior e sai
moída entre barras fixas na parte inferior a um apequena distância dos círculos de alcance dos martelos.

3.1. Colocação
O shredder modelo Searby pode ser colocado: - Entre o esmagador e a 1ª moenda – É preciso um esmagador com 2
rolos, independente da 1ª moenda. o Vantagens:
• Aumento de potência
• Regularidade da potência necessária
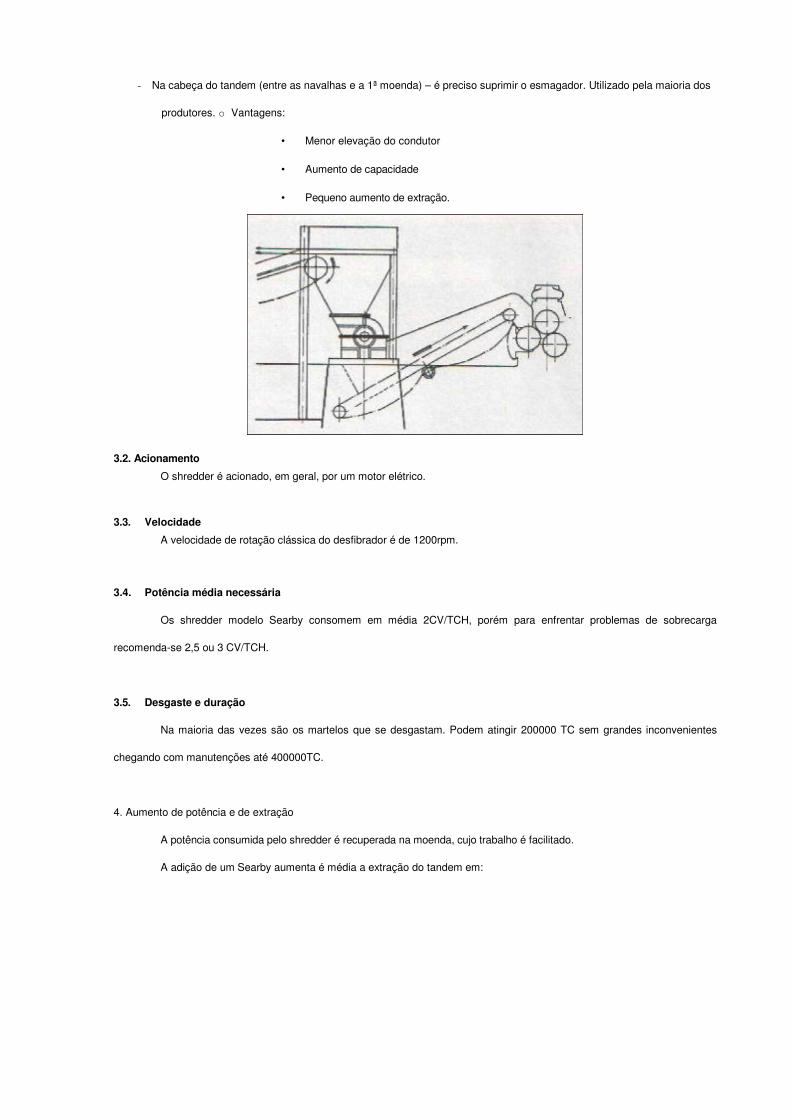
- Na cabeça do tandem (entre as navalhas e a 1ª moenda) – é preciso suprimir o esmagador. Utilizado pela maioria dos
produtores. o Vantagens:
• Menor elevação do condutor
• Aumento de capacidade
• Pequeno aumento de extração.
3.2. Acionamento
O shredder é acionado, em geral, por um motor elétrico.
3.3. Velocidade
A velocidade de rotação clássica do desfibrador é de 1200rpm.
3.4. Potência média necessária
Os shredder modelo Searby consomem em média 2CV/TCH, porém para enfrentar problemas de sobrecarga
recomenda-se 2,5 ou 3 CV/TCH.
3.5. Desgaste e duração
Na maioria das vezes são os martelos que se desgastam. Podem atingir 200000 TC sem grandes inconvenientes
chegando com manutenções até 400000TC.
4. Aumento de potência e de extração
A potência consumida pelo shredder é recuperada na moenda, cujo trabalho é facilitado.
A adição de um Searby aumenta é média a extração do tandem em:

- 2,5% para um tandem com 11 rolos (92 a 94,5%)
- 1,25% para um tandem com 14 rolos
- 1% para um tandem com 15 rolos. Observa-se que o shredder é mais útil à medida que o tandem é mais curto; já
para tandem mais longos a própria ação das moendas sucessivas provoca uma desintegração muito maior.
4. Emprego
O desfibrador de martelos é um instrumento importante, trazendo um aumento certo na extração. É de custo
bastante elevado, porém se compensa rapidamente.
5. Desintegrador Coopersucar
O rotor tem movimento contrário ao movimento da cana e sobre ele está implantado as facas com martelos opostos.
Essas facas são oscilantes o que dá maior poder de amortecimento de choque, diminuindo ao ruptura das lâminas.
Como o movimento do rotor é contrário à cana, instalou-se um tambor alimentador cuja função é forçar a entrada de
cana no aparelho.
5.1. Principais características:
Tambor rotativo
- Diâmetro = 1.500 mm
- Largura = conforme largura da moenda
- Rotação = 20 rpm
- Potência consumida = 10 a 12,5 CV
Rotor
- Diâmetro – 1.832 mm
- Largura = conforme largura da moenda
- Diâmetro do eixo = 200 mm
- Rotação = 630 rpm
- Potência consumida = 3,5 CV/TCH
- Número de facas por suporte = 3
- Passo = 57
Lâmina
- Dimensões – ¾” X 150 X 500
Placa Desfibradora
- Placa – Chapa de aço carbono de 1”
- Barras de choque – 2” X 1” (recoberta com solda dura)

MOENDAS
1. Moendas
Conjunto de 04 rolos de moenda dispostos de maneira a formar aberturas entre si, sendo que 03 rolos giram no
sentido horário e apenas 01 no sentido anti-horário.
Sua função é forçar a cana a passar por essas aberturas de maneira separar o caldo contido no bagaço.
O esmagador é a primeira máquina à pressão entre rolos que a cana encontra, chegando às moendas. É constituído
por uma moenda com 2 ou 3 rolos, que preenche duas funções principais:
- Assegurar a alimentação de todo o tandem;
- Preparar a cana, para facilitar a tomada e extração nas moendas.
1.2. Esmagadores com 2 rolos
1.2.1. Esmagador Krajewski
O nome deste modelo vem de seu inventor. Este esmagador foi muito utilizado no 1º quarto se século XX para o
preparo de canas inteiras, porém com a utilização das navalhas este modelo deixou de ser utilizado.
1.2.2 Esmagador Fulton
O nome deste modelo vem da firma que mais contribuiu para sua preconização e utilização.É o único usado hoje em
dia.
Este rolo é um rolo de moenda que é adaptado para servir no esmagador. Como uma superfície de revolução mesmo
provida de ranhuras é pouco propícia para assegurar a “pega” da cana, entalham-se transversalmente os dentes (chevrons).

Como as ranhuras do Fulton apresentam a tendência de encherem com bagaço, é preciso instalar uma raspadeira em
cada um dos dois rolos do esmagador.
1.3. Esmagador Duplo
A utilidade do esmagador como equipamento de alimentação das moendas e preparação da cana levou certas
usinas a utilizarem 2 esmagadores. Chegou-se a utilizar até 3 esmagadores (esmagador triplo).
Como em um esmagador duplo o segundo esmagador é bem mais baixo que o primeiro é necessário um condutor
intermediário para enviar o bagaço para a a 1ª moenda.
1.4. Esmagador com 3 rolos
Chama-se “esmagador com 3 rolos” ou “moenda esmagadora” uma moenda parecida com as outras moendas do
tandem, porém instalada na cabeça, formando a primeira unidade de pressão e de extração do caldo. Portando as diferenças
entre as moendas seguintes são:
- Velocidade superior à moenda seguinte;
- Superfície dos rolos com ranhuras mais profundas e numerosos chevrons de pega;

2. Função dos rolos
2.1. Rolo de Pressão
Encontra-se na parte superior do termo logo acima do rolo inferior de entrada. Sua função é compactar a camada de cana
permitindo uma melhor alimentação do termo.
2.2. Rolo Superior
Está localizado na parte superior do castelo, entre o rolo de entrada e o rolo de saída, gira no sentido anti-horário. É
muito importante no conjunto de ternos devido ao maior contato com a cana. Também recebe a força através do acoplamento
e transmite aos demais rolos por intermédio dos rodetes.
2.3. Rolos inferiores
Em cada terno de moenda possui 02 rolos (entrada e saída), a função do de entrada é fazer uma pequena extração
de caldo e direcionar a cana na abertura de saída.
2.4. Observação
É de fundamental importância no processo de moagem a extração no 1° Terno, este é responsável por cerca de 70%
de todo caldo contido na cana. Quando não atingimos está extração de caldo, a extração global da moenda é insatisfatória.
2.5. Castelos
São armações laterais da moenda, construídos em aço e são fixados em bases de assentamento. São responsáveis pela
sustentação da moenda. Podem ser de dois tipos:
- Inclinados
- Retos
2.6. Bagaceira
Tem como função conduzir o bagaço do rolo de entrada para o rolo de saída.
É resultante do traçado de cada terno objetivando o melhor desempenho do terno. Cuidados:

- Se for instalada muito alta, a carga sobre o rolo superior é muito elevada,
ocorrendo desgaste da bagaceira, aumentando a potência absorvida, sufocando a
passagem de bagaço. Resultando em alimentação deficiente do terno.
- Se for instalada muito baixa, o bagaço ao passar sobre ela não é
comprimido suficientemente para impedir que o rolo superior deslize sobre a camada
de bagaço resultando em embuchamento.
3. Ranhuras dos rolos
Inicialmente os rolos eram lisos, porém a capacidade de uma moenda com rolos lisos é muito inferior a uma com
rolos entalhados. Além disso, estes rolos com ranhuras dividem o bagaço de maneira mais completa e facilitam assim a
extração do caldo nas moendas seguintes.
3.1. Ranhuras circulares
O tipo de ranhura universalmente usado é a ranhura circular. Consiste em gravar o rolo com entalhes, descrevendo
círculos completos de plano perpendicular ao eixo, formando uma seção com forma de dentes de serra, com ângulos de dentes
variando entre 30º a 60º.
3.2. Engrenagens dos rolos com ranhuras de dimensões múltiplas
Para que possamos utilizar diferentes ranhuras, devemos atender as seguinte regra:
A ranhura é dimensionada pela altura (h) e pelo passo (p). Exemplo: Ranhura 10 X 13 (Altura = 10; Passo = 13).

- Para que um rolo superior com pequenas ranhuras se engrene com um rolo inferior com ranhuras de passo duplo, é
preciso que este superior tenha uma cavidade em seu meio e que tenha número par de dentes;
3.3. Rolos Universais
Os rolos universais podem ser empregados como rolos superior e também como rolos inferiores.
Este sistema apresenta a vantagem de se utilizar um só rolo de substituição, porém há muitos inconvenientes,
levando este a ser pouco utilizado:
- Necessidade de rolos com número de ranhuras fixas;
- As extremidades do eixo devem ser similares de cada lado, com entalhe para a engrenagem e com quadrado para
movimentação;
- No caso de troca da engrenagem do eixo, perde-se muito tempo.
3.4. Variação da dimensão das ranhuras conforme a posição da moenda
Geralmente as ranhuras diminuem das primeiras às últimas moendas, devido:
- Os pedaços de bagaço ficam cada vez mais finos, do esmagador à última
moenda.
- Um dos objetivos das ranhuras é dividir o bagaço para facilitar a extração do caldo. Portanto é preciso ter nas
primeiras moendas a maior eficiência de divisão, ou seja, as maiores ranhuras;
- Quando o rolo está gasto, as grandes ranhuras não podem propiciar uma boa extração, principalmente nas últimas
moendas.
Exemplo (Altura x Passo):
Esmagador 1ª M. 2ª M. 3ª M. 4ª M. 5ª M.
Tandem com 12 rolos 40 x 52 20 x 26 10 x 13 10 x 13 Tandem com 14rolos 40 x 52 20 x 26 20 x 26 10 x 13 10 x 13
Tandem com 15 rolos 40 x 52 20 x 26 20 x 26 10 x 13 10 x 13
Tandem com 18 rolos 40 x 52 20 x 26 20 x 26 10 x 13 10 x 13 10 x 13
3.5. Ângulo das ranhuras
O desgaste e a fragilidade aumentam quando o ângulo das ranhuras diminui. Sendo assim adota-se um ângulo de
55º. Os americanos adotam às vezes 45 a 50º.
3.6. Messchaerts
As ranhuras Messchaerts têm o objetivo de melhorar a extração.
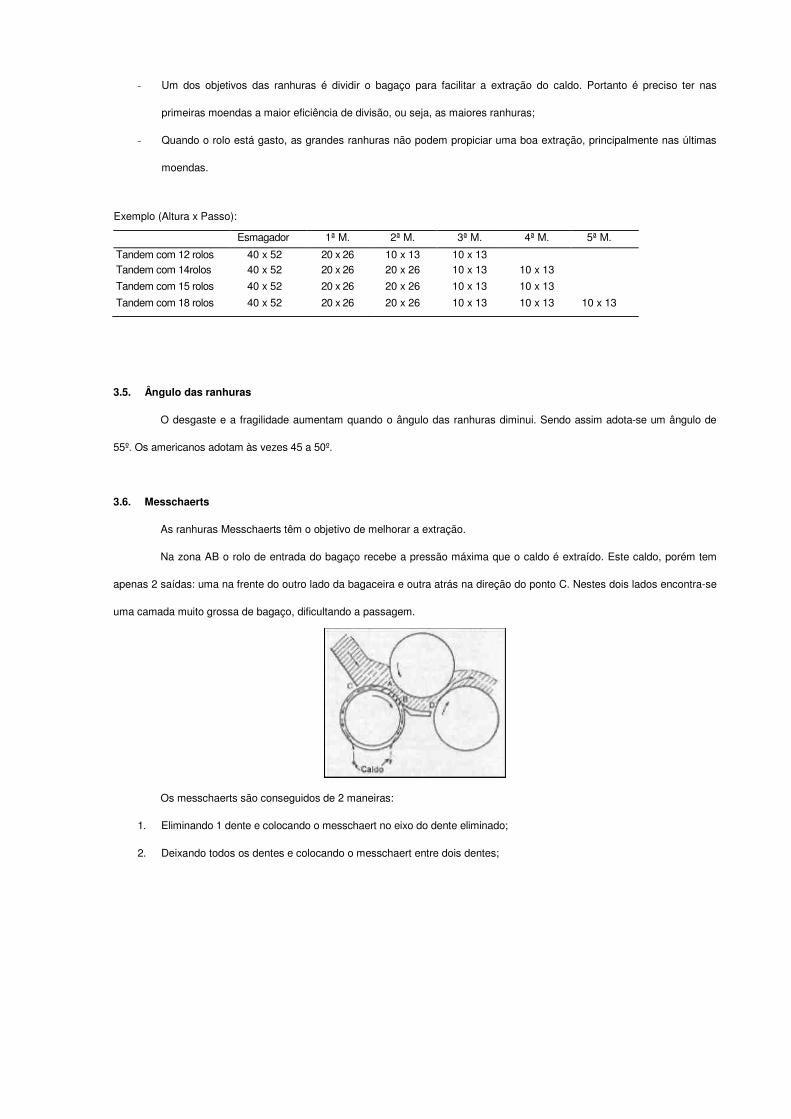
Na zona AB o rolo de entrada do bagaço recebe a pressão máxima que o caldo é extraído. Este caldo, porém tem
apenas 2 saídas: uma na frente do outro lado da bagaceira e outra atrás na direção do ponto C. Nestes dois lados encontra-se
uma camada muito grossa de bagaço, dificultando a passagem.
Os messchaerts são conseguidos de 2 maneiras:
1. Eliminando 1 dente e colocando o messchaert no eixo do dente eliminado;
2. Deixando todos os dentes e colocando o messchaert entre dois dentes;

O último sistema possui a vantagem de não perder nenhum dente, evitando assim a criação de uma zona de pressão
mais fraca na camada de bagaço comprimido.
3.6.1. Dimensões do messchaerts
No rolo de entrada ao messchaerts têm uma largura de 5mm, não devendo ser muito largo pois o bagaço dente a
entrar na ranhura, dificultando a drenagem.
A profundidade deve ser no mínimo 20mm a partir da base das ranhuras. Geralmente utiliza-se 25mm.
Para os rolos de saída a largura e a profundidade podem ser menores. A largura deve ser 3,5mm e a profundidade
20mm.
3.7. Desgaste dos Rolos
O desgaste dos rolos é ocasionado por 5 causas:
- Desgaste do metal devido à acidez do caldo;
- Fricção das raspadeiras e bagaceira;
- Fricção da cana e do bagaço, que sempre desliza um pouco;
- Passagem de pedaços de ferro, esmagando e metal e quebrando os dentes;
- Necessidade de tornear o rolo na entressafra, depois de 2 ou 3 safras, para restabelecer a forma cilíndrica.
COTIP – Colégio Técnico e Industrial de Piracicaba 7 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
Nas moendas de construção clássica, o desgaste máximo tolerável para um rolo é cerca de 4 a 5%. Isto é, para um
rolo novo com 1m de diâmetro, o mesmo deverá ser retirado de uso quando o diâmetro chegar 650 ou 960mm.
Nas moendas mais modernas, o desgaste pode ultrapassar os 5%.
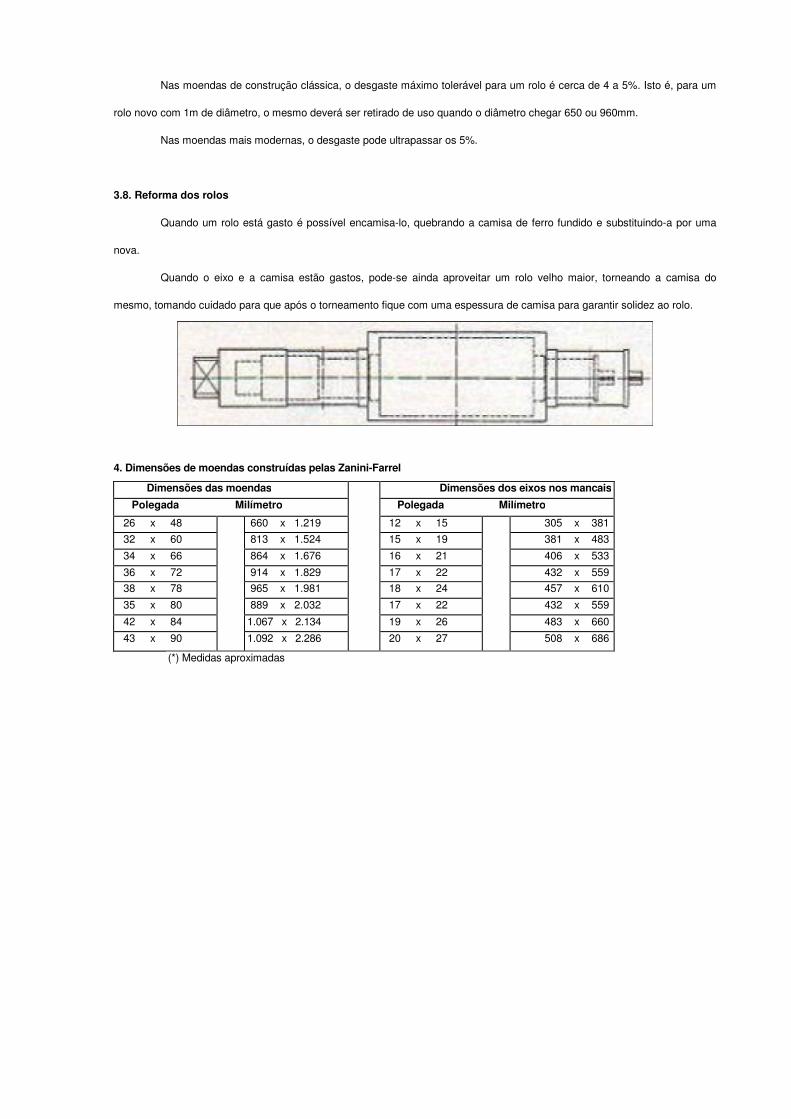
3.8. Reforma dos rolos
Quando um rolo está gasto é possível encamisa-lo, quebrando a camisa de ferro fundido e substituindo-a por uma
nova.
Quando o eixo e a camisa estão gastos, pode-se ainda aproveitar um rolo velho maior, torneando a camisa do
mesmo, tomando cuidado para que após o torneamento fique com uma espessura de camisa para garantir solidez ao rolo.
4. Dimensões de moendas construídas pelas Zanini-Farrel
Dimensões das moendas Dimensões dos eixos nos mancais
Polegada Milímetro Polegada Milímetro
26 x 48 660 x 1.219 12 x 15 305 x 381
32 x 60 813 x 1.524 15 x 19 381 x 483
34 x 66 864 x 1.676 16 x 21 406 x 533
36 x 72 914 x 1.829 17 x 22 432 x 559
38 x 78 965 x 1.981 18 x 24 457 x 610
35 x 80 889 x 2.032 17 x 22 432 x 559
42 x 84 1.067 x 2.134 19 x 26 483 x 660
43 x 90 1.092 x 2.286 20 x 27 508 x 686
(*) Medidas aproximadas

AQUECEDORES
1. Introdução
O aquecimento é feito em trocador de calor, geralmente do tipo casco e tubos, do tipo vertical / horizontal ou trocadores
de placas.
Principais funções:
Acelerar as reações químicas.
Facilitar as reações do caldo.
Promover a coagulação das proteínas.
Diminuir a densidade e viscosidade.
Provocar a floculação.
Elimina e impede o desenvolvimento de bactérias.
Entrd a d ee á g ua fria
Purgad o re s
2. Tipos de aquecedores
- Trocadores Verticais tipo casco e tubos, que podem ser utilizados tanto para o 1º, 2º e 3º aquecimento (vapor/caldo).
- Trocadores Regenerativos tipo tubulares ou a placas, que são utilizados para troca térmica do caldo/ vinhaça ou caldo
/ caldo.
Ma n ô metro

3. Equipamentos para aquecedores verticais tipo casco e tubos
3.1. Corpo
É formado por um cilindro de chapa em aço carbono que forma a parte externa do aquecedor.
3.2. Espelho
É uma circunferência de chapa com furos onde são fixados os tubos de cobre.
3.3. Tubos
Podem ser de aço inox ou cobre.
As duas extremidades dos tubos são fixadas através de mandril nos espelhos. O tubo de cobre possibilita maior troca térmica
que os demais tubos. Já o inox é mais resistente com vida útil maior, porém tem custo elevado. inox
3.4. Tampas
Cada aquecedor possui duas tampas as quais possuem divisões que servem para distribuir o fluxo de caldo.
Entre a tampa e o corpo existe uma borracha com a finalidade de vedar o fluxo de caldo.
\ Tubos de
cobre ou

3.5. Calandra
É a parte compreendida entre os dois espelhos.
É na calandra que o vapor atuará para o aquecimento do caldo.
4. Equipamentos para trocadores regenerativos tipo tubulares
São formado por tubos de aço inox ou aço carbono que compõe a parte externa do trocador a parte interna é
formada por um feixe tubular formado por vários tubos de aço inox, sendo que o seu funcionamento consiste na troca térmica
de dois fluidos líquidos um circulando por dentro e outro por fora do mesmo tubo.
Objetivo: Reaproveitar a energia dos fluídos, economizando vapor.
4.1. Aquecedores Tubulares
Este tipo de trocador pode ser utilizado tanto para troca térmica entre caldo misto e caldo clarificado quanto para caldo
misto e vinhaça.

4.1.1. Corpo do aquecedor (parte externa)
Trata-se de um tubo comum, sendo que dentro dele circulará o caldo clarificado ou a vinhaça, atuando por fora do
feixe tubular montado em seu interior.
4.1.2. Feixe Tubular
É um conjunto de 05 ou 07 tubos de aço inox, sustentado por uma chicana que dentro deste circulará o caldo misto
para efetuar a troca térmica.
4.1.3. Chicana ou segmento helicoidal
É um dispositivo em aço inox, tem a finalidade de modelar e sustentar o feixe tubular e principalmente dirigir o fluxo
de caldo de modo a tornar mais eficiente a troca térmica.

5. Equipamentos para trocadores tipo à placas
É constituído de placas transmissoras de conexão e aperto.
Componentes:
- (1) Placas
- (2) Guarnição de Borracha
- (3) Placa de pressão ou de aperto
- (4) Placa de estrutura
- (5) Coluna de sustentação
- (6) Barra transportadora superior
- (7) Parafuso e acessórios para aperto.
6. Aquecedores – Cuidados Operacionais
Causas e motivos de temperaturas inadequadas:
- Temperaturas mais baixas:
o Clarificação Inadequada
o Menor eficiência na evaporação
- Temperaturas mais altas
o Formação de cor
- Nunca introduzir vapor no aquecedor, sem antes se certificar que a saída de água condensada esteja em ordem, e
que a válvula de gases incondensáveis, esteja um pouco aberta.
- Nunca introduzir caldo no aquecedor, sem certificar-se que as tampas estão bem fechadas assim como as válvulas
de liquidação.
- Nunca abrir a água fria no aquecedor com vapor aberto.
- Seguir orientação do esquema de trabalho e limpeza para não prejudicar o bom andamento do processo.
- Antes de parar um aquecedor para limpeza não se esquecer de colocar outro em operação, caso tenha reserva.
7. Condensados
calor, estruturas e meios de

Eles são gerados pela condensação dos vapores, esses devem ser retirados continuamente a fim de garantir uma
exposição plena e superfície de aquecimento.
Sua remoção é feita através de purgadores, instalados estrategicamente nas linhas para garantir a eficiência destes
equipamentos, os purgadores necessitam de uma rotina de manutenção principalmente limpeza de filtros.
Também está sendo utilizado o sistema de purga automatizado que dispensa o purgador.
8. Incrustações
São impurezas nas superfícies internas dos tubos, agem como isolantes, dificultando a transferência de calor
comprometendo o desempenho dos equipamentos
8.1. Forma de limpeza – Limpeza mecânica
Pode ser realizado com raspadores rotativos ou hidrojateamento.
8.1. Forma de limpeza – Limpeza química
Circular caldo misto com pH de 5,5 a quente (70°), promovendo uma limpeza ácida na tubulação.
CIP: normalmente feitas nos trocadores a placas com soluções de soda ou ácido fosfórico em circulação.
9. Testes em aquecedores de casco e tubos
Através de analises laboratoriais, descobre-se quando há vazamentos nos aquecedores. Entende-se por vazamento
quando há presença de caldo junto à água condensada.
Para efetuar o teste temos:

- Isolar o aquecedor dos demais;
- Encher a calandra com água fria;
- Dar pressão de até 1 ½ vez a pressão de trabalho;
- Localizar o vazamento, observando as extremidades dos tubos junto ao espelho superior e inferior.

CALEADORES
1. Finalidade
A adição da cal (CaO) tem como finalidade auxiliar a purificação do caldo.
2. Caleagem fria
O caldo bruto proveniente das moendas, possui um pH próximo de 5,5. Recebe caleagem até atingir um pH de 7,2 a
8,3 (frequentemente cerca de 7,8). Em seguida é enviado aos aquecedores onde eleva-se a temperatura a no mínimo
101ºC. Por medida de segurança procura-se atingir de 103 a 105ºC. Durante o percurso o caldo, pela liberação do vapor,
atinge novamente a temperatura de ebulição de 101ºC. Em seguida, entra imediatamente nos clarificadores, onde se
deposita o precipitado formado pela cal.
O caldo clarificado cai a um pH variável de cerca de 6,8 a 7,2.
3. Clarificação composta
A clarificação composta exige a separação do caldo em 2 partes:
- O caldo primário, ou caldo bruto de pressão seca, fornecido pelo esmagador e/ou 1ª moenda;
- O caldo secundário, formado pelos caldos de pressão úmida e, em geral, fornecidos pela 2ª e 3ª moendas.
A clarificação composta consiste no tratamento separado destes tipos de caldo, os quais apresentam diferenças
consideráveis.
- Os caldos de pressão seca são mais densos, enquanto que os caldos de
pressão úmida contem maior parte de água;
- Os primeiros são os mais puros.
A primeira diferença (densidade) permite decantar com mais facilidade
justamente os caldos menos puros, os quais maior necessidade de ser clarificados.
Cada um dos dois tipos de caldos recebe a caleagem e são aquecidos:
Caldo primário Caldo secundário
Caleagem até um pH de 7,0 a 7,4 Caleagem até um pH de 7,8 a 8,8
Aquecimento a 105ºC Aquecimento a 105ºC
Decantação Decantação

Em resumo, apenas o caldo primário recebe a calagem comum, aproximadamente 90% correspondente ao caldo
clarificado. O caldo secundário recebe no mínimo 2 calagens e 2 aquecimentos.

SULFITAÇÃO
1. Ação do Ácido Sulfuroso sobre os caldos
Consiste em promover o contato do caldo com o gás sulforoso (SO2) para sua absorção, tem por finalidade:
- Redução do pH (Auxilia a precipitação e remoção de proteínas do caldo).
- Diminuição da viscosidade do caldo (Conseqüentemente do xarope, massas cozidas e méis).
- Formação de complexos com açúcares redutores. (Impede a sua decomposição e controlando a formação de
compostos coloridos em alcalinidade alta);
- Preservação do caldo (Contra alguns microorganismos);
- Prevenção do amarelamento do açúcar (cristal Branco) (Por algum tempo, durante o armazenamento).
O ácido sulfuroso é preparado a partir do enxofre que é vendido em forma de pedaços ou cilindros. Este ácido é um
gás proveniente da combustão do enxofre.
2. Forno de enxofre
O forno de enxofre é formado por bandejas formada por uma gaveta corrediça num compartimento. Na gaveta inferior,
pela qual entra o ar de combustão, coloca-se a cal virgem. Em seguida o ar passa pela gaveta superior a qual se espalhou o
enxofre, que é aceso no momento da utilização. Chicanas fazem o ar descer, fazendo com que ele passe pela cal e enxofre.
Sem estas chicanas o rendimento diminuiria 50%.
À saída do compartimento de enxofre, o gás contendo agora de 12 a 16% de SO2 sobe a coluna do aparelho de
sulfitação através de um sublimador e uma chaminé com paredes duplas e circulação de água. Esta água deve resfriar a
chaminé e em seguida o forno.
Devemos ter esta refrigeração para:
- Proteger o metal dos fornos, que seria rapidamente corroído se aquecido até
ficar vermelho;

- Condensar a parte do enxofre que seria sublimada (a maior parte do enxofre queima formando SO2, porém sempre
há um residual em forma de vapor);
- Esfriar o gás sulfuroso, antes de deixar entrar em contato com o caldo.
3. Aparelho de sulfitação
Consiste em um tanque em forma retangular dividido em 2 compartimentos desiguais intercomunicantes. O caldo a
ser sulfitado cheda ao compartimento pequeno; uma bomba o envia para a coluna de SO2. Esta tem a forma de sifão. Assim se
produz uma aspiração do gás sulfuroso e a sulfitação se faz por contato e mistura na coluna vertical descendente, a qual
reconduz o caldo ao tanque.
A vazão da bomba (“bomba de circulação de Quarez”) regula o grau de sulfitação desejado. Portanto, para
modificarmos o grau de SO2 no caldo, basta modificar a velocidade da bomba. Normalmente esta bomba deve ter uma vazão
de, no mínimo 1,5 vezes o volume de caldo a ser tratado.
Forno de enxofre e Quarez
Atualmente, o Quarez, é substituído por uma coluna de sulfitação, a qual evita a bomba de circulação e o forno de
enxofre clássico, com chicanas é substituído por um forno rotativo, mais eficiente.

Forno de enxofre rotativo e coluna de sulfitação
4. Vantagens e inconvenientes da sulfitação Vantagens
- Os caldos decantam-se mais rapidamente (proporcionando aumento na capacidade dos clarificadores);
- As massas cozidas são menos viscosas e concentram mais rapidamente;
- Conseqüentemente, há melhor cristalização;
- Melhoramento nítido na cor do açúcar;
- Diminuição no tempo de clarificação e cozimento;
- Pequeno aumento na capacidade das centrífugas;
- Melhor eliminação dos fosfatos e ceras, permitindo uma filtração melhor e uma qualidade superior do açúcar
produzido, para a refinaria.
Desvantagens
- Depósitos muitos maiores nos aquecedores. É possível elimina-los pela sulfitação quente, porém será necessário
aumentar a superfície dos aquecedores;
- Teor de cinzas mais alto no açúcar obtido.
- Gastos mais elevados (aparelho de sulfitação, enxofre, cal, desgaste dos aparelhos e tubulações).

DECANTADORES
1. Definição
Consiste na remoção de impurezas, das quais deverão ser separadas do caldo pelo processo de decantação.
2. Equipamento
2.1. Costado
É um cilindro em chapa de aço carbono que forma a parte externa do equipamento.
2.2. Fundo
Trata-se de uma peça cônica construída em chapa de aço carbono, localizada na parte inferior do equipamento sobre
a base metálica.
2.3. Teto
Localiza-se na parte superior do equipamento, também construído de chapa de aço carbono.
2.4. Bandejas
São cônicas em chapas de aço carbono fixadas no costado do decantador.

2.5. Serpentinas
São tubulações existentes na parte superior de cada bandeja, exceto o compartimento superior.
2.6. Floculador
É onde ocorre a floculação das impurezas do caldo, ou seja, as impurezas se transformam em flocos pesados e com
maior facilidade para decantar.
2.7. Tubulação de degasagem
É um sistema que permite a saída de gases de cada bandeja para atmosfera, tendo sua finalidade que forme bolsas
de ar no interior do decantador podendo causar sérios danos ao equipamento.
2.8. Acionamento
Tem por finalidade acionar mecanicamente o eixo central e conseqüentemente o conjunto de
raspador de impurezas.
2.9. Braços
Onde são fixadas as raspas, tendo cada compartimento formado por dois ou quatro braços.

2.10. Raspas
São chapas de aço carbono provido com borracha em um dos lados formando um tipo de rodo, tem por finalidade
raspar as impurezas depositadas no fundo de cada bandeja, conduzindo para o tubo central e posteriormente para o fundo do
decantador.
2.11. Caixa de caldo
É a caixa que recebe o caldo limpo de cada bandeja sendo interligada por tubulações e serpentinas.
É provida de válvulas telescópicas (pescadores) que determina o nível de retirada de caldo desejado.
2.12. Caixa de lodo
É a caixa onde recebe o lodo proveniente de fundo do decantador, sendo interligada pelo tubo de saída de lodo do
decantador, provida de válvulas telescópicas.
Também pode-se utilizar bombas helicoidais com inversor de freqüência para retirar o lodo e enviar diretamente para
o misturador lodo / bagacilho.
2.12. Caixa de liquidação
Utiliza-se quando desejamos esvaziar o decantador através de manobras com válvulas, fazemos que o caldo limpo,
ao invés de subir para a caixa de caldo, desça para a caixa de liquidação.

2.13. Bomba de liquidação
Cada decantador possui uma bomba de liquidação para os fluxos de caldo ou de lodo.
2.14. Tubo central
Eixo central trata-se de um tubo de aço carbono, acoplado ao acionamento onde são fixados os braços.
Tem como função fluir as impurezas de cada bandeja para o fundo do decantador.
3. Cuidados
- Deve-se acompanhar atentamente todos os decantadores, afim de que não apresentem bandeja com caldo sujo.
- Monitorar a concentração do lodo.
- O acionamento das canecas não deve ser de forma brusca, pois isso
compromete todo o equilíbrio do decantador.

FILTROS
1. Filtros rotativos
Define-se filtração como a separação de sólidos suspensos em um líquido pela passagem através de um meio
permeável (meio de filtragem).
Objetivo: processar todo o lodo, obtendo uma torta com pol menor que 1% sendo esse parâmetro para avaliação do
desempenho da extração de filtração.
1.1. Tambor rotativo
É um cilindro construído em aço carbono ou inox, onde é fixado na parte externa o meio filtrante e, na interna a
tubulação de sucção.
1.2. Contra Tela
Tem por finalidade a circulação do fluxo de caldo filtrado pela superfície externa do tambor

1.3. Tela
Finalidade, é permitir a passagem do fluxo de filtrado retendo sobre a mesma uma camada denominada torta.
1.4. Canaletas de fixação
Tem em formato de “u” soldado á parte externa do tambor rotativo onde são encaixadas as laterais da tela e com
pressão dos fixadores.
GAXETA
CANALETA DE FIXAÇÃO !
J
1.5. Tubulação de sucção
Conduz o fluxo de caldo filtrado até o cabeçote, posteriormente ao separador de arraste e caixa de caldo filtrado.

1.6. Cabeçote
Proporciona ao equipamento duas ou três seções de vácuo na superfície filtrante, ou seja, baixo vácuo e alto vácuo.
1.7. Coxo
Sua finalidade é de armazenar de forma continua o lodo a ser processado pelo filtro rotativo.
1.8. Agitador de lodo
Sua finalidade é agitar o lodo dentro do cocho para que não haja decantação de sólidos (bagacilho, areia etc...).
1.9. Mangote
Sua função a fazer a correção entre o cabeçote e a tubulação de caldo.
1.10. Raspa
Sua função retirar a camada de torta do filtro, permitindo o trabalho contínuo.
1.11. Sistema de lavagem da torta
São tubulações de água quente instaladas sobre o tambor do filtro providas de furos, ou bicos que tem como objetivo
efetuar lavagem uniforme sobre toda a camada de torta do meio filtrante.

1.12. Bomba de vácuo
Como o trabalho dos filtros é possível através de pressão negativa é necessário que cada equipamento tenha sua
bomba de vácuo.
1.13. Sistema de vácuo
Trata-se de um condensador barométrico, provido em seu interior de um espelho perfurado na parte superior do
condensador, temos uma entrada de água fornecida pela torre de resfriamento de água.
1.14. Balões de caldo
Cada equipamento possui dois balões construídos em chapas de aço carbono revestidos com chapa de inox com
objetivo de receber o caldo filtrado extraído do baixo e alto vácuo.
Máquinas e Equipamentos Açúcar e Álcool
5 Prof. Marcelo ZOCCA

1.15. Caixa de caldo filtrado
Tem como finalidade receber todo caldo filtrado processado pelos filtros rotativos.
Observação: todas as tubulações de caldo afogado, não permitindo assim a entrada de ar, que prejudicaria o vácuo
dos filtros.
1.16. Caixa de lodo
Tem como finalidade receber o lodo de todos os decantadores alem do retorno de lodo dos filtros, misturado com o
bagacilho e resíduo das peneiras de caldo clarificado.
1.17. Misturador de lodo
Nada mais é do que um tanque onde tem entradas de lodo e bagacilho, providas de agitador, sua finalidade principal
é fazer a mistura destes dois produtos.

1.18. Sistema classificador de bagacilho
É o equipamento que irá determinar o volume e granulometria de bagacilho que irá ser utilizado nos filtros rotativos.
1.19. Moega de torta
Trata-se de uma caixa cônica construídas de chapas de aço carbono que recebe a torta a ser produzida pelo filtro.
2. Cuidados
- A temperatura do lodo não menor que 80°C, que diminui a viscosidade e impede a solidificação de gomas e ceras.
- O pH deverá ser corrigido para valores entre 7,5 e 8,5, para facilitar a manutenção dos flocos e melhorar a
filtrabilidade.
- A água para lavagem da torta; deve ser filtrada, para evitar o entupimento dos bicos, e quente, com temperatura
superior a 80°C, efetuar periodicamente inspeção e limpeza / substituição de bicos entupidos. .
- Acompanhamento das pressões de operação Baixo vácuo 7 a 10 Hg

Alto vácuo 20 a 22 Hg
- Os vacuômetros instalados nos filtros devem realmente funcionar, sendo calibrados e aferidos, permitindo a
verificação das pressões aplicadas.
- Rotação do tambor de 10 a 15 rpm, velocidade mais baixas melhoram a eficiência de redução de Pol da torta.
- Espessura da torta; de 7 a 10 mm permitem resultados favoráveis. Esta relacionada à velocidade de rotação do filtro.
- Quantidade de bagacilho adicionada 2,5 a 3,0% de bagacilho seco em relação ao lodo de alimentação, ou 3,0 a 5,0
Kg por tonelada de cana moída.
- Minimizar o retorno de lodo das bacias dos filtros para evitar recirculação.
- Efetuar raspagem das telas dos filtros nas áreas “obstruídas” por ceras.
- Transborda da caixa de lodo para canaleta causa perda de açúcar e diminuir a eficiência industrial.
3. Bagacilho
- Em excesso eleva demais a espessura da torta, aumentando a pol da torta.
- A falta de bagacilho reduz a filtrabilidade, permite obstrução de telas e entupimento de tubulações devidas a maior
quantidade de sólidos do lodo passando com caldo.
- É interessante se avaliar periodicamente a retenção dos filtros, que deve se manter acima de 85%. Se a retenção se
situar numa faixa muito baixa certamente sobrecarregara a decantação.
4. Fatores que afetam a retenção
- Concentração do lodo.
- Qualidade e quantidade do bagacilho adicionado
- Faixa de vácuo durante a pega
- Tempo de formação da torta

EVAPORADORES
1. Pré-evaporadores
1.1. Objetivos
Auxiliar na evaporação da água contida no caldo e gerar maior quantidade possível de vapor vegetal, resultando um
caldo clarificado na primeira caixa de evaporação mais concentrado.
1.2. Temperatura do caldo clarificado
A temperatura do caldo clarificado tem uma relação direta com a superfície necessária neste primeiro efeito.
Normalmente a temperatura do caldo clarificado que entra no pré é de aproximadamente de 115 °C (após pré-
aquecimento) que entrará em ebulição dentro do corpo. Se a temperatura de alimentação for inferior a 115 ºC parte da
superfície disponível no pré-evaporador será destinada, exclusivamente a aquecer o caldo até 115 °C e posteriormente
evaporar.
1.3. Tipos de Pré-evaporadores
- Caixa de Evaporação (modelo Convencional);
- Reboillers ou Trocadores a Placas;
- Falling film
- Balcke Durr
VEP^ vapor "vegetal
Vapor de Escape
caldo
Separador de arraste —\
caldo i
condensa

2. Evaporadores
2.1. Objetivos
Retirar água presente no caldo para promover a concentração do mesmo e possibilitar o processo de formação do
cristal aproveitando os vapores gerados.
Concentra-se o caldo inicialmente a 15º Brix até 70º Brix e obtém-se um produto chamado xarope.
2.2. Fatores que influenciam na eficiência dos pré-evaporadores e
evaporadores
2.2.1. Incrustações
A formação de incrustações nos evaporadores, aquelas pertinentes à parte interna dos tubos, se deve,
principalmente a uma crescente redução de água no caldo em concentração, redução esta que permite aos não-açúcares
atingirem, com mais intensidade, nos últimos vasos, a condição de supersaturação e precipitarem. Entretanto não só o efeito
da concentração, mas também o da temperatura pode provocar precipitações de alguns sais.
E depende das seguintes condições:
a) Composição do caldo:
- Variedade de cana;
- Tipo der solo cultivado;
- Sistema de colheita de cana;
- Estado de limpeza da cana;
- Sistema de lavagem de cana ;
- Grau de extração pela moenda, etc.
b) Peneiragem do caldo;
c) Qualidade da cal, do enxofre e dos aditivos da clarificação;
d) Processos de clarificação;
e) Nível de caldo nas calandras dos evaporadores;
f) Velocidade de circulação de caldo nos diversos vasos;
g) Condição de vácuo nos evaporadores;
h) Sistema operacional e qualidade de mão-de-obra utilizada na evaporação; i) Pressão e temperatura do vapor de alimentação.

2.2.2. Métodos de limpeza
- Limpeza mecânica; efetuada com rasquete ou roseta rotativo;
- Limpeza com jato de água sob alta pressão;
- Limpeza química, CIP – (Clean In Place)
3. Monitoramento
3.1. Nível do caldo
Em todos os corpos deve-se manter aproximadamente 1/3 da altura dos tubos, tendo como objetivo reduzir o efeito
da pressão hidrostática no ponto de ebulição do caldo, aumentando assim a circulação do caldo e conseqüentemente obter
uma máxima taxa de evaporação.
Se o nível do caldo for:
MUITO BAIXO - O caldo tende a ferver e não consegue chegar à parte superior dos tubos, concentrando.
MUITO ALTO - Os tubos ficam submersos e a evaporação é prejudicada. Proporciona maior arraste e perda de
açúcar, e contaminação do condensado para as caldeiras.
3.2. Recomendações
- O funil coletor de caldo situado no interior do tubo central deve ser
posicionado a 1/3 da altura dos tubos.
- Instalar medidor de nível em todas as caixas de evaporação.
- Um outro meio prático é observar através das lunetas, de tal forma o caldo se mantenha jorrando dos tubos sobre
toda a superfície do espelho, molhando-o sem submergí-lo.
- Sistema de retirada de condensado com sifão ou sistema automático.

3.3. Retirada de gases incondensáveis
Em qualquer equipamento que se utiliza vapor como fonte de calor, após a sua condensação é necessária uma
continua retirada de incondensáveis, pois ocupam espaço e impedem a entrada de vapor naquela região, reduzindo
significamente o processo de transferência de calor.
3.3.1. Origem da formação dos gases
- Ar trazido pelo vapor de escape geralmente pouco;
- Gases dissolvidos no caldo, liberados pela ebulição nos vapores vegetais.
3.3.2. Efeitos dos gases
Se estes gases não forem retirados continuamente eles irão se acumular e num caso extremo, tomam toda calandra
interrompendo rapidamente a evaporação.
Além de problemas relacionados com a diminuição da transferência de calor, normalmente estes são os principais
causadores de corrosão.
3.3.3. Extração dos gases
- É efetuada por diferença de pressão.
- Nos corpos sob vácuo, aos tubos vindos da calandra se unem em um coletor. Normalmente irá condensar no
último efeito.
- A regulagem da retirada desses gases podem ser feita por válvulas ou placas de orifício dimensionadas.

FLOTADORES
1. Objetivo
A flotação é um processo de separação sólidos-líquido e líquido-líquido onde os materiais em suspensão são
recuperados através de sua adesão as bolhas de um gás (geralmente ar), tornando os mais leves que no meio.
Remoção das substâncias que dão cor ao açúcar, bem como dos materiais insolúveis em suspensão (que aparecem
como “insolúveis” no produto final) e das macromoléculas (Macromoléculas = Dextrana) responsáveis pelo aumento da
viscosidade do xarope e conseqüentes problemas nas etapas seguintes de fabricação.
2. Equipamentos
- Constitui em uma caixa cilíndrica de aço carbono geralmente com pintura em epóxi;
- Possuem raspadores em sua superfície, também uma caixa com saída de xarope.
- Aquecedores de xarope, que são do tipo tubular e estão dispostos na horizontal, ou aquecedores diretos.
3. Descrição geral
- O controle da operação do flotador é efetuado de forma a se obter um lodo flotado o mais concentrado o possível.
- A concentração e espessura da camada do lodo flotado é regulada pelo ajuste do nível de operação do flotador.
- O xarope clarificado é retirado por gravidade do flotador para o tanque.
- O lodo flotado é removido por meio de raspadores de superfície e recolhido na calha de lodo, onde seguirá para
caixa de caldo misto.
4. Fosfatação
Utiliza-se acido fosfórico para promover a microfloculação das impurezas do xarope, e sua dosagem vai depender da
qualidade do xarope.

5. Aquecimento
O xarope deve ser aquecido, próximo de 85ºC, e o objetivo é de acelerar as reações de microfloculação e reduzir a
viscosidade do meio.
6. Macrofloculação
A adição de polímero floculante é feita entre os aeradores e o flotador, possibilitando uma rápida dispersão do
produto no xarope.

COZEDORES
1. Objetivo
- Produzir máxima porcentagem de cristais;
- Produzir um açúcar uniforme e com os cristais no tamanho desejado.
- Processar uma massa cozida de boa fluidez, mesmo com elevada
porcentagem de cristais, que irá centrifugar facilmente, sem necessidade de
lavagem excessiva.
2. Funcionamento
O principio é um cozedor é perfeitamente similar ao corpo de um evaporador e possui:
- CABEÇA É de chapa de aço carbono e possui separador tipo chicana.
- CORPO É de chapa de aço carbono e dentro possui um tubo de (inox) para
alimentação da massa cozida, e dispositivo para limpeza do equipamento a cada cozimento efetuado.
- CALANDRA É de aço carbono do tipo plana e fixa com tubo central.
- TUBOS São de aço inox ou ferro.
- FUNDO É de chapa de aço carbono com saliência para a saída da massa cozida e
circulação e circulação.
- CIRCULADOR MECÂNICO
Reduz o tempo de cozimento, melhor a granulometria por proporcionar uma
melhor circulação.

CRISTALIZADORES
1. Finalidade
A operação de cristalização consiste na agitação da massa cozida descarregada dos cozedores durante um certo
tempo, antes de passar às centrífugas, e tem como finalidade completar a formação dos cristais e aumentar o
esgotamento do licor mãe.
2. Cristalizador comum
O cristalizador comum é um simples recipiente de chapa, com seção vertical em forma de “U”, munido de um
dispositivo agitador que permite manter a massa em movimento lento e contínuo. Velocidade de rotação = ½ rpm Potência
consumida = 0,30 CV/m3 (para cristalizadores de 200 a 500 hl)
Cristalizador comum
3. Cristalizador com dupla hélice
São idênticos aos cristalizadores comuns , porém apresentam 2 eixos e 2 hélices que se movem em sentido contrário
e que são acionados pela mesma rosca tangencial.
Como o cristalizador é mais estreito em relação ao seu volume, apresenta uma superfície de resfriamento maior; a
hélice superior expõe ao ar as películas finas da massa cozida, apressando seu resfriamento.

Cristalizador com dupla hélice
4. Cristalizadores com circulação de água
Os cristalizadores modernos com circulação de água são quase todos fabricados com a alimentação da água fria e a
expulsão da água quente sendo feitas através do eixo, que neste caso é formado por um tubo central.
A forma da superfície de troca de calor varia de um fabricante para outro, onde podemos ter como exemplo
cristalizadores que são formados por um tubo reto e um tubo em S, percorridos pela água durante a rotação. Outro
modelo é o cristalizador com palhetas de hélice ocas, cujo lado externo favorece o movimento lateral da massa cozida e
lado interno é percorrido por água. Velocidade de rotação = 1 a 1,5 rpm Potência consumida = 1,5 a 2 CV/100 hl
Cristalizadores com palhetas de hélice ocas
Cristalizadores que são formados por um tubo reto e um tubo em S

CENTRÍFUGAS DE AÇÚCAR
1. Objetivo da centrifugação
Consiste basicamente na separação do mel que envolve os cristais de açúcar em uma massa cozida.
A centrifugação do açúcar é uma etapa fundamental para obtenção de um produto de qualidade. O conhecimento
das máquinas, equipamentos e técnicas corretas envolvidas são fundamentais para obter desta operação o máximo de
eficácia, qualidade e segurança.
2. Tipos de centrífugas
As centrífugas podem ser classificadas em dois tipos:
- Centrífugas intermitentes;
- Centrífugas contínuas.
3. Centrífugas intermitentes
Este tipo de centrifuga é normalmente utilizada para centrifugação de massa A para produção de açúcar cristal,
demerara e VHP.
A capacidade de produção de açúcar deste equipamento depende de três fatores principais:
- Conteúdo do cesto em volume;
- Duração do Ciclo;
- Conteúdo de cristais na massa cozida.

3.1. Composição típica de um ciclo
- Carregamento;
- Tempo de retirada de Mel (centrifugação);
- Lavagem com água Normalmente durante a aceleração;
- Lavagem com vapor Logo após lavagem com água até o fim da frenagem caso não seja água superaquecida;
- Frenagem e descarregamento;
- Lavagem do cesto.
3.2. Condições para uma boa centrifugação
- A lavagem com água consiste na pulverização uniforme sobre a parede do açúcar e deve ser utilizada a mínima
quantidade possível de água para evitar a dissolução do açúcar.
- Lavagem com vapor tem como função elevar a temperatura diminuindo a fluidez do mel residual caso não seja
água superaquecida.
- Um sinal característico de um cristal não homogêneo é o aparecimento de uma película de mel sobre a parede do
cesto, isto porque pequenos cristais fecham os furos da tela dificultando a passagem do mel.
3.3. Cestos
É construído em chapas de ferro fundido revestido com pintura epóxi ou em aço inox perfurado.
Possui a extremidade inferior raiada onde é fixado o eixo de acionamento, nos cestos são fixadas as contra tela, que
são de latão ou inox, tendo a tela furações de 0,5 mm de diâmetro e a contra tela 0,5 mm de lado.

3.4. Cabeçote de acionamento
Onde está fixado o eixo de acionamento juntamente com os rolamentos e o acoplamento do motor elétrico da
centrifuga.
Possuem sistema de lubrificação manual.
3.5. Descarregador automático
A finalidade deste componente é retirar o açúcar retido na tela e dirigi-lo à bica de jogo.
É constituído de um eixo quadrado com rosca interna onde numa das extremidades está a raspadeira e na outra, a
polia do motor.
3.6. Sistema de água superaquecida
É composto de válvulas automáticas que tem por finalidade:
- Lavar o açúcar;
- Lavar o Chute-Bajar (bandeja)
- Lavar a articulação do cônico de fechamento do cesto (BMA);
- Lavar o cesto

3.7. Sistema de vapor
É constituído de uma válvula com a finalidade de desentupir a comporta de alimentação de massa e outra para
vaporização da caixa do cesto a fim de limpar suas paredes do mel remanescente.
3.8. Sistema de alimentação de massa
É constituída de uma válvula borboleta, de acionamento pneumático com a finalidade de fazer a alimentação da
centrífuga.

3.9. Princípio de funcionamento
A massa cozida é descarregada no interior do cesto, sob o cônico de fechamento que distribui uniformemente. Sob a
ação da força centrífuga decorrente da rotação do cesto, o mel flui dos orifícios da tela, sendo encaminhado para a caixa de
mel. Os cristais de açúcar retidos na malha da tela são lavados com água e vapor, sendo em seguida retirados pela raspa e
encaminhados à bica de jogo.
4. Centrífugas contínuas
- São utilizadas para massa B ou C.
- Não utilizadas para massa A por trabalharem a altas rotações e ocasionarem apreciável quebra do açúcar.
- Tempo de residência da massa na centrifuga é pequeno requer altas velocidades.
- A centrífuga gira a uma velocidade constante e é alimentada por um “fio” contínuo, fornecendo uma vazão
constante de açúcar.
4.1. Princípio de funcionamento
A massa cozida escoa através do sistema central, continuamente para a centrifugação, sendo distribuída uniforme e
continuamente sobre a tela de separação do cesto. O mel separará sozinho da massa cozida durante o avanço da mesma
sobre a tela. O mel desliza então sobre o cone liso, que se encontra sob a tela, devido à ação da força centrifuga. O mel sai
pelos orifícios do anel superior do cesto e dirige-se até a caixa dos méis.
4.2. Caixa
Tem por finalidade acomodar o cesto e conduzir os cristais para o transportador de magma.
É construído em aço carbono, possui internamente um compartimento separador de mel.

4.3. Cesto giratório
Construído em aço inox, tem formato cônico com inclinação de 34º e possui uma contra tela fixa, do mesmo material
sobre a qual são fixadas as telas.
O cesto está acoplado sob o cabeçote que lhe transmite a força centrífuga.
4.4. Telas
São construídas em aço níquel-cromo, com furações de 0,09 mm de diâmetro, por exemplo.
4.5. Sistema de alimentação
4.6. Sistema de lavagem
Tem como finalidade melhorar a qualidade do açúcar, através de um sistema de bicos dispostos de forma estratégica
abrangendo toda a superfície da tela.
SECADORES DE AÇÚCAR
1. Objetivo
A operação de secagem consiste num abaixamento da umidade do açúcar até um ponto que ela seja compatível com
a estocagem, outro ponto importante a considerar é que a temperatura do açúcar na saída dos secadores deve ser mantida
preferencialmente na faixa de 30 a 40ºC para que não ocorra amarelamento e empedramento do açúcar no período de
estocagem.
2. Recomendações
Os principais fatores que acarretam temperaturas muitas elevadas no ensaque são;
- Falta de vapor para aquecimento do ar;
- Vazão de ar do ventilador insuficiente do ar;
- Vazão de ar do exaustor insuficiente do ar;
- Tempo de retenção insuficiente; valor recomendado é de 5 a 10 minutos dependendo da temperatura do ar e
umidade do açúcar desejado no ensaque.
- Cascateamento do açúcar no interior do secador rotativo deficiente devido à distribuição e geometria das aletas.
- Temperaturas muito elevadas na alimentação do secador;
- Tempos de lavagem com vapores excessivamente longos nas centrifugas.
3. Tipos de secadores
Os mais utilizados são os de:
- Tambores rotativos (horizontal);
- Vertical de bandejas.
2. Secador horizontal
O secador de uso mais corrente é o de tambor rotativo, que consiste num cilindro metálico montado na horizontal,
levemente inclinado 5 a 7° para facilitar a progressão do açúcar, este é provido internamente de aletas destinadas a recolher o
açúcar e deixá-lo cair em forma de cascata.

Geralmente o açúcar caminha ao longo do secador em contra corrente com o ar. Nos melhores projetos o corpo
secador é dividido em 2 partes: a de secagem e a de resfriamento.
Fazem parte ainda um transportador de alimentação, aquecedor de ar, exaustor, ciclone e separador de pó.
2.1. Separador magnético
O separador de partículas magnéticas que tem por finalidade remover as ferrugens que tem origem na corrosão dos
equipamentos.
O equipamento mais recomendado é a grade imantada, com limpeza automática.
O aparecimento de partículas magnéticas no açúcar pode indicar mal funcionamento do separador magnético.
2.2. Processo de secagem
Consiste basicamente das etapas de secagem propriamente dita e, resfriamento até a temperatura de ensaque por
uma corrente de ar, formada por um ventilador de capacidade adequada. A umidade do açúcar é removida por evaporação,
para qual se necessita de uma determinada quantidade de calor suficiente para transformar o líquido em vapor. O ar servido
carregado de pó de açúcar é enviado por meio de dutos a um sistema de separação de pó, onde poderá haver perdas de
açúcar para a atmosfera.

DORNAS DE FERMENTAÇÃO
1. Introdução
São tanques construídos geralmente em aço carbono com capacidade variável de acordo com a capacidade do
processo.
Nelas encontramos os seguintes equipamentos:
- Sistema de Resfriamento;
- Dornas de fermentação (fechadas ou abertas).
2. Sistema de resfriamento
Em virtude do calor desprendido no processo de fermentação necessitamos de um controle de temperatura que pode
ser por:
- Serpentina de resfriamento ou
- Trocadores a placas.
2.1. Trocadores de calor a placas
Apresenta uma melhor performance no controle de temperatura, este equipamento é provido de trocadores a placas
e bombas de recirculação.
Este controle faz-se necessário, pois ao fermentar os açúcares do mosto há um desprendimento de energia na forma
de calor, que agrega temperatura a solução de levedura + mosto, sendo que a levedura tem uma temperatura ótima de trabalho
que se situa entre 28 – 33ºC podendo chegar ao máximo em 35ºC.
2.2. Serpentinas de resfriamento
As serpentinas são geralmente de cobre instaladas no interior das dornas, tem como principal inconveniente o custo
com manutenção e sua troca térmica é relativamente baixa em relação aos trocadores.
3. Dornas de fermentação (fechadas ou abertas)
As dornas de fermentação podem ser fechadas ou abertas, sendo que no segundo caso teremos uma perda de
álcool acentuada pois com a eliminação do CO2 da fermentação haverá um arraste de álcool.

3.1. Equipamentos de uma dorna de fermentação
- Boca de visita - para eventuais manutenções e limpezas.
- Local para coleta de material para analise laboratorial ou microbiológica.
- Coletor de CO2 - situado na parte superior das dornas onde coletará o CO2 e encaminhará para um sistema de
recuperação de álcool.
- Torre de CO2 - equipamento que propicia a lavagem do CO2 proveniente das dornas para recuperação de parte do
álcool arrastado com ele, antes de ir para atmosfera.
- Sistema de injeção de antiespumante - necessário para fazer o controle de nível da espuma no interior das dornas
evitando eventuais derramamentos e perdas de produtos.
- Visores - para inspeções e acompanhamento do nível das dornas.
As dornas também são equipadas com válvulas diversas para alimentação do
mosto, alimentação de levedura, controle de temperatura, entrada de ar comprimido e etc.
Todos os controles das dornas são facilmente automatizados.
4. Sistema de lavagem das dornas
É recomendado que as dornas sejam providas de um sistema de lavagem, que irá promover a limpeza e assepsia do
interior das mesmas, pois o uso contínuo das mesmas sem esta limpeza leva a altas taxas de infecção.
Para isso utiliza-se geralmente a flegmaça proveniente da destilação para promover esta lavagem. Esta flegmaça é
bombeada para as dornas onde será distribuído por equipamentos chamados spray-balls no interior das mesmas, sendo que
deverá ser aplicado até que atinja uma temperatura próxima aos 70ºC.
Esta flegmaça utilizada para lavagem das dornas será enviada para caixa fundo de dorna / volante / destilação
saindo juntamente com a vinhaça.

CENTRÍFUGAS DE FERMENTO
1. Introdução
O principal objetivo desta etapa do processo é separar o levedo do vinho e retorná-lo à fermentação nas melhores condições
possíveis. Para isso devemos atentar para os seguintes fatores:
- Vazão e pressão adequadas;
- Diâmetro dos bicos apropriados;
- Concentração no creme o maior possível;
- Número de máquinas adequadas a condições do processo. A separação do levedo, atualmente é realizada por
máquinas denominadas
separadores centrífugas.
Para entendermos o seu funcionamento devemos revisar os seguintes conceitos:
- Separação por gravidade;
- Força centrífuga.
1.1. Separação por gravidade
Um líquido turvo com partículas mais pesadas vai se clareando, se deixarmos em repouso, a fase líquida mais leve
sobe à superfície e a mais pesada vai ao fundo. Aí se evidencia a ação da “força da gravidade”.
O efeito verificado é denominado sedimentação. Outrossim, notamos que a velocidade da sedimentação depende de
fatores como:
- Distância a ser percorrida pelas partículas;
- Viscosidade;
- Tempo de espera. Em processos industriais, o processo de sedimentação gravitacional ocuparia
espaços e tempos elevados.
1.2. Força Centrífuga
É definida como aquela força que se exerce sobre o todo ou parte dos objetos em movimento, impelindo-os para fora
do centro de rotação.

Sob a ação das forças centrifugas, ocorre em curtíssimo tempo a separação da mistura liquida ou a centrifugação
das partículas sólidas.
As partículas de maior densidade deslocam-se para a periferia do tambor e as de menor densidade, para o meio do
tambor.
As grandes forças centrifugas são geradas por altas rotações do tambor que, se por um lado significam altas
capacidades, por outro levam a grandes esforços do material das centrifugas.
2. Centrifugação – Princípio de Funcionamento
2.1. Processo de Filtração
A filtragem do vinho levedurado torna-se necessária para evitar que impurezas causem entupimento das
separadoras de vinho e também para evitar desgastes excessivos do equipamento, que comprometeria sua eficiência e
rendimento.
Para este processo podemos contar com dois tipos de filtros:
- Filtro estático de linha e
- Filtros de autolimpeza.
2.2. Filtro de Linha Mausa FSS200
Equipamento cilíndrico construído em aço inox possui um cesto filtrante de tela metálica com furações pequenas,
para retenção de impurezas.
Nele as impurezas grosseiras contidas no vinho levedurado, são retidas uniformemente na tela do filtro acumulando-
se durante o funcionamento. Em virtude deste acumulo de sujeiras faz-se necessário uma limpeza periódica nesses
equipamentos toda vez que notarmos que a pressão de trabalho do mesmo caiu.

2.4. Separadoras Centrífugas
A separação é realizada por um rotor com boquilhas de descarga de sólidos. O liquido em processo é alimentado
continuamente no centro do rotor e é distribuído para a periferia deste, por meio do cone de distribuição. A alta rotação força
este liquido a passar através de discos cônicos, onde é separado pela força centrifuga em uma fase sólida e uma líquida.
O concentrado, sendo a fase mais pesada, contendo as células de levedura e uma pequena quantidade de vinho, é
forçada para fora da parede do rotor, através de boquilhas de descarga. O vinho delevedurado, sendo fase leve, é deslocado
em
Filtro de Linha Mausa FSS200
2.3. Filtro Autolimpante – WestFalia BSB200

direção ao centro do rotor e deixa este através de uma abertura no topo do rotor, sendo impulsionado para fora da separadora
através do coletor.
Observação: Uma centrifugação bem operada ajuda no controle microbiológico da fermentação, através da eliminação de
bactérias no momento da centrifugação.
A eliminação destas bactérias será cada vez mais eficiente, se:
- As centrifugas estiverem bem limpas e seus bicos em ótimo estado;
- O processo num todo, estiver harmoniosamente bem conduzido;
- O fermento a ser centrifugado não estiver em estágio elevado de floculação, o que dificulta a eliminação das
bactérias, devido a estas estarem “aderidas” às leveduras (nos flocos), facilitando o retorno ao processo com o fermento.
A verificação do índice de rejeição bacteriana nas centrifugas é feito através da contagem de bactérias nas seguintes
amostras:
- Vinho levedurado (entrada);
- Vinho centrifugado (saída);
- Leite de levedura (saída do fermento).

2.5. Fluxo e boquilhas
A furação dos bicos de descarga de concentrado irá depender dos seguintes fatores:
- Fluxo de alimentação da separadora,
- Percentual da fase sólida no fluxo;
- Quantidade e concentração desejada para o concentrado. Para a escolha da furação adequada, devem ser
observadas algumas
considerações básicas:
- Utilizar bicos de maior furação – quando o percentual de concentração do vinho levedurado for elevado e se
dispuser a obter um concentrado com baixa concentração;
- Utilizar bicos de menor furação – quando o vinho levedurado possui um percentual de concentração baixo e ou
quando se deseja grande concentração no concentrado.
3. Condução do processo de centrifugação
No decorrer do processo, ocorrem acúmulos de sólidos nos pratos e conseqüentes entupimentos dos bicos ejetores,
tornando-se necessárias limpezas periódicas.
Quando a máquina está suja e as condições de processo não permitem uma parada para limpeza, percebe-se
quedas de rendimento e eficiência, sendo necessário diminuir sua vazão, para isso devemos diminuir a alimentação ou haverá
um comprometimento da eficiência o que acarretará perdas.
3.1. Fatores que comprometem a eficiência das centrífugas
- Vinho Sujo.
- Fermento Infeccionado.
- Entupimento de Bicos.
- Queda de Rotação.
- Bicos Danificados.
Máquinas e Equipamentos 5 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 6 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
3.1.1. Vinho sujo
Quando o caldo recebido na fermentação trouxer quantidade demasiada de terra e bagacilho, sujará o vinho,
chegando a entupir os bicos e pratos, tornando-se necessária a parada da Separadora Centrifuga para limpeza com mais
freqüência.
3.1.2. Fermento Infeccionado
Devido à formação de um polímero produzido pela bactéria, a viscosidade do vinho levedurado aumenta,
proporcionando uma decantação muito grande devido à formação de flocos.
Dessa forma ocorre uma separação entre o fermento e o vinho nas dornas de fermentação - Floculação.
Esta separação altera a concentração do vinho e compromete seriamente a centrifugação acarretando
emplastramento nos pratos, entupimento dos bicos ejetores e conseqüentemente perdas de levedo no vinho.
Neste caso torna-se necessária a limpeza da máquina com maior freqüência.
3.1.3. Entupimento de bicos
Poderá ocorrer o entupimento de alguns bicos ejetores isoladamente, em condições normais de processo, ocorrerá
um desbaleanceamento da máquina tornando necessária a parada para limpeza.
3.1.4. Queda de rotação
A queda de rotação pode ocorre devido aos seguintes fatores:
- Operador esqueceu o freio solto (preso).
- Problemas de ordem mecânica.
- Queda de energia elétrica.
- Excesso de alimentação.
- Problema de acionamento (faixa ou acoplamento hidráulico)
Máquinas e Equipamentos 6 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 7 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
3.1.5. Bicos danificados
O desgaste nos bicos ejetores ocorre normalmente por excesso de abrasivos (areia) no vinho levedurado, reduzindo
a vida útil dos mesmos. Este desgaste causa geralmente:
- Desbaleanceamento;
- Aumento da Amperagem;
- Perda de levedo no vinho;
- Danos no tambor (quando desgaste excessivo).
Máquinas e Equipamentos 7 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 1 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
APARELHOS DE DESTILAÇÃO 1. Terminologia
Álcool – Denominação genérica de uma classe de compostos químicos ternários, constituídos por carbono, hidrogênio e
oxigênio. Sua característica é apresentar uma ou mais hidroxilas ligadas a um radical alcoíla. Muitas vezes a palavra álcool é
utilizada para denominar o álcool etílico ou etanol, que é o membro mais conhecido da classe.
Álcool anidro – Denominação do álcool com um teor alcoólico superior a 99,3° INPM, em geral utilizado para misturar à
gasolina.
Álcool Desnaturado – Álcool onde se adicionou substâncias estranhas de sabor e odor repugnante, a fim de impedir seu uso
em bebidas, alimentos e produtos farmacêuticos.
Álcool de Cabeça – chamado também de álcool de segunda, corresponde ao álcool rico em produtos voláteis que é retirado
no topo da coluna D.
Álcool de Liquidação – álcool fraco retirado no final do processo de destilação quando o aparelho sofre uma parada para
limpeza. É retornado à dorna volante onde se mistura com o vinho.
Álcool de mau gosto – chamado também de “álcool de cauda”, corresponde ao produto retirado na base da coluna de
retificação, ou no final da destilação quando é utilizado um alambique descontínuo.
Álcool dietílico (etanol) - Membro mais importante da classe dos álcoois, que é representado pela formula C2H5OH.
Álcool Hidratado - Denominação do álcool com graduação alcoólica em torno de 93,2° INPM, em geral utilizado como
combustível automotivo.
Máquinas e Equipamentos 1 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 2 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
Álcool Potável – álcool etílico que pode ser adicionado a produtos alimentares.
Alcoômetro Centesimal de Gay Lussac – consiste num dispositivo para determinação do grau alcoólico. Constituído por um
corpo cilíndrico, de vidro oco, com um pequeno apêndice inferior cheio de chumbo ou mercúrio que serve de lastro para manter
o alcoômetro sempre na posição vertical durante a flutuação. Na parte superior há uma haste, também de vidro, na qual se vê
a escala que indica o grau alcoólico da mistura hidroalcoólica, segundo o ponto a que nela chega a afloração. Este alcoômetro
serve para a determinação do grau volumétrico do álcool, ou seja, a porcentagem em volume do álcool na mistura (°GL).
GAY-LUSSAC (GL) – Percentual de álcool (em volume) de uma mistura hidroalcoólica à temperatura padrão de 15°c.
INPM (Instituto Nacional de Pesos e Medidas) – Percentual de álcool (em peso) de uma mistura hidroalcoólica a temperatura
padrão de 20°C.
2. Características
O álcool etílico é composto ternário constituído de carbono, oxigênio e hidrogênio de formula bruta C2H5OH, derivados
dos hidrocarbonetos por substituição de um átomo de hidrogênio por uma hidroxila.
O álcool se apresenta como liquido incolor, límpido, de cheiro agradável e fortemente penetrante, seu sabor é
caustico e ardente.
O álcool pode ser obtido industrialmente através de:
- via biológica fermentativa (álcool de fermentação agrícola);
- da sintética (álcool de síntese) e
- excepcionalmente da destilação de líquidos alcoólicos (álcool de recuperação).
3. Tipos de álcool
É o álcool retificado, produto de purificação e concentração dos flegmas ou de
álcool bruto (segunda), com um teor alcoólico, variando de 95 a 97º GL.
O álcool pode ser classificado em:
Máquinas e Equipamentos 2 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 3
(Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
- Industrial
- Fino
- Extra-fino
- Neutro
- Álcool de Segunda
- Álcool Anidro
- Álcool Hidratado Carburante
4. Aplicações do álcool etílico (como dissolvente)
- Para corantes na fabricação de tintas para confeitarias e produtos alimentícios.
- Para diluir e clarificar na fabricação de tintas de aviões, vernizes para madeiras e metais, esmaltes polidores de
metais.
- Na fabricação de seda artificial, plásticos, adesivos, vidros.
- De óleos e ceras para polidores para calçados, óleos minerais purificados para uso médicos e lubrificantes.
5. Aplicações do álcool etílico (como combustível)
O álcool anidro no Brasil tem larga aplicação como combustíveis ou carburante para veículos motorizados, sendo
adicionado à gasolina para elevar a octanagem.
6. Destilação
É uma operação que permite a separação de misturas de líquidos em componentes puros próximos de pureza e que
se realiza a vaporização e condensação sucessivas à operação em questão é exeqüível quando se verifica uma diferença de
volatilidade entre os componentes do líquido.
É o processo pela qual se vale da diferença do ponto de ebulição para a
separação de um ou mais compostos de uma mistura. É um processo que visa
separar o álcool etílico voláteis que o acompanham no vinho. Quando o vinho é
submetido ao processo de destilação, resulta em duas frações, o flegma e a vinhaça.
A vinhaça é o resultado da destilação do vinho. Sua riqueza alcoólica deve ser nula,
porém nela se acumulam todas as substâncias fixas do vinho, bem como uma parte
das voláteis. Máquinas e Equipamentos 3 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 4 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
O vinho, produto resultante da fermentação do mosto, possui uma composição complexa, com componentes de
natureza liquida, sólida e gasosa.
6.1. Substâncias líquidas
Tem como principal representante do ponto de vista qualitativo, o álcool etílico, que aparece nos vinhos industriais
numa proporção de 7 a 12% em volume, de acordo com a natureza e a composição do mosto que lhe deu origem.
6.2. Substâncias sólidas
São as substancias presentes no vinho se encontram em suspensão e em solução. As primeiras são representadas
pelas células de leveduras e bactérias, alem de substancias não solúveis que acompanham o mosto tais como o bagacilho.
6.3. Substâncias gasosas
O representante principal dos componentes de natureza gasosa é o gás carbônico (CO2) que aparece em pequena
proporção no vinho, embora tenha sido formado em grande quantidade durante o processo fermentativo, desprendendo na
atmosfera no decorrer do mesmo.
Normalmente nas produções industriais, outro componente gasoso é encontrado no vinho, o SO2 (dióxido de
enxofre), que se apresenta em pequena proporção provindo do melaço que compõe o mosto. Esta substância altera-se devido
às condições do processo, causando um ataque químico nos equipamentos.
6.4. Volatilidade
Sob o ponto de vista da volatilidade, as substâncias constituintes de um vinho podem ser divididas em dois grandes
grupos:
- Substâncias voláteis e
- Substâncias fixas.
6.5. Evaporação
O ponto de ebulição de uma mistura esta em equilíbrio com pressão
atmosférica. Para cada líquido a temperatura de ebulição é invariável, e qualquer
que seja a fonte de calor, esta temperatura permanece constante desde que a
pressão permaneça constante. Evaporando-se uma parte da mistura de líquidos com
Máquinas e Equipamentos 4 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 5 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
diferentes pontos de ebulição, a sua temperatura será intermediaria aquela dos componentes do liquido mais volátil, exceção
feita às misturas azeotrópicas, onde as temperaturas de ebulição são menores do que aquelas de quaisquer de seus
componentes.
6.6. Condensação
Resfriando-se um vapor hidroalcoólica, sua temperatura cairá até um valor em que ele voltará ao estado líquido, esse
valor de temperatura é chamado de ponto de condensação.
7. Aparelhos de destilação
É um conjunto de colunas e troncos com seus respectivos condensadores e acessórios, interligados
estrategicamente, de maneira a se produzir álcool dentro de especificações preestabelecidas. São constituídas por uma série
de caldeiras de destilação superpostas, as quais recebem a denominação de bandejas. A reunião de duas ou mais bandejas de
destilação forma um gomo, que se liga a outros por meio de flanges.
Cada bandeja se constitui em uma unidade de destilação, variando o seu número no gomo e na própria coluna. As
bandejas de destilação são geralmente
Máquinas e Equipamentos 5 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 6 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
circulares, sendo que pela superposição das mesmas, dão ao conjunto o aspecto de um cilindro vertical que recebe o nome de
coluna.
As bandejas se comunicam entre si por meio de sifões de destilação os quais em sua parte superior, sobressaem
alguns centímetros, determinando o nível da bandeja, enquanto que, em sua extremidade inferior, ficam mergulhados no
liquido contido nas bandejas ali situadas, impedindo dessa maneira, a passagem direta dos vapores para a bandeja seguinte.
As bandejas possuem um grande número de orifícios, aos quais se encontram acoplados tubos denominados
chaminés, munidos lateralmente de janelas (fenestras), sobre as quais se apresentam as calotas ou canecas construídas sob as
formas mais variadas. Estas calotas com suas bordas mergulhadas no liquido, oferecem resistência a passagem dos vapores
provenientes da bandeja inferior, formando uma verdadeira junta hidráulica.
8. Equipamentos de um aparelho de destilação
8.1. Tronco de destilação A
É caracterizado pela sobreposição das 03 colunas descritas a seguir:
Coluna A – conhecida como coluna de esgotamento do vinho, possui de 15 a 20 bandejas, produzindo um flegma de
35 a 65° GL e como subproduto a vinhaça. Nesta coluna é admitido o vapor para o aquecimento do tronco de destilação.
Coluna A1 – composta por 8 bandejas, onde é feita a elevação do teor alcoólico e a epuração do vinho que consiste
na evaporação dos produtos mais voláteis. Nesta coluna o vinho é admitido no aparelho.
Coluna D – composta de 06 bandejas sobrepostas à coluna A1 e separada por uma bandeja cega. A interligação
destas colunas é feita por uma tubulação em forma de “U”. Sua função é concentrar o álcool de segunda.
Máquinas e Equipamentos 6 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
1
CONDENSADORES
1. Condensadores
Os condensadores são trocadores de calor que tem como principal função resfriar os vapores alcoólicos provenientes das
colunas. Podem ser:
- Horizontais ou verticais;
- Abertos ou fechados. Os condensadores verticais abertos facilitam sua limpeza, pois pode ser feita
com o aparelho em marcha de produção.
Condensador R – é um trocador de calor, de corpo cilíndrico aberto tubular e vertical, no qual a água circula dentro e
os vapores alcoólicos próximos da coluna de concentração dos produtos de cabeça (D) e promover a retrogradação ou refluxo
para a mesma.
Máquinas e Equipamentos 1

COTIP – Colégio Técnico e Industrial de Piracicaba 2 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
2. Trocador de calor K
É um trocador de calor casco e tubos, composto de vários corpos cilíndricos, interligados em série, destinado ao
aquecimento do vinho, através da troca térmica com a vinhaça que é esgotada na coluna “A”.
3. Tronco de retificação (B)
O tronco retificador se caracteriza por apresentar uma coluna de esgotamento (B1) de esgotamento e uma coluna de
concentração (B). Nesta coluna o flegma é concentrado de 86 – 97° GL, havendo ainda a separação dos produtos de cauda
(óleo fusel, flegmaça), e de cabeça (álcool hidratado, aldeídos e ésteres).
A admissão de vapor é feita na base da coluna B1, garantindo a pressão e temperatura necessárias em todo o
tronco.
Máquinas e Equipamentos 2 Açúcar e Álcool
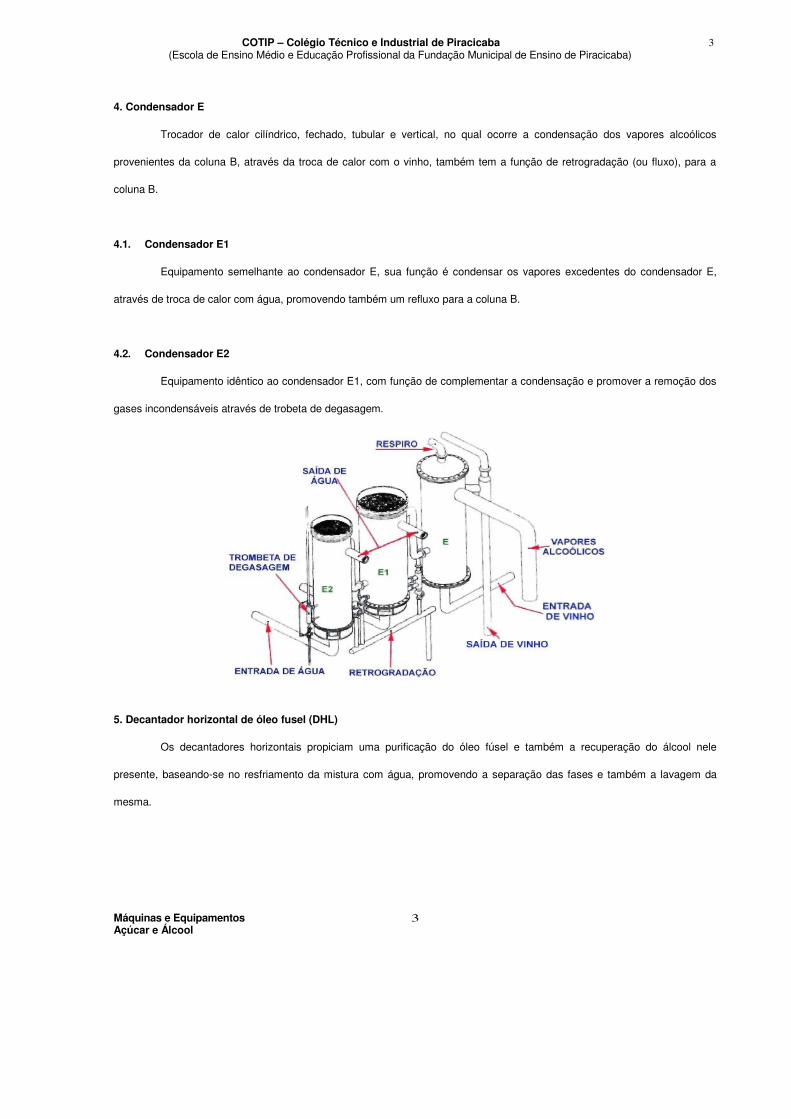
COTIP – Colégio Técnico e Industrial de Piracicaba (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
3
4. Condensador E
Trocador de calor cilíndrico, fechado, tubular e vertical, no qual ocorre a condensação dos vapores alcoólicos
provenientes da coluna B, através da troca de calor com o vinho, também tem a função de retrogradação (ou fluxo), para a
coluna B.
4.1. Condensador E1
Equipamento semelhante ao condensador E, sua função é condensar os vapores excedentes do condensador E,
através de troca de calor com água, promovendo também um refluxo para a coluna B.
4.2. Condensador E2
Equipamento idêntico ao condensador E1, com função de complementar a condensação e promover a remoção dos
gases incondensáveis através de trobeta de degasagem.
5. Decantador horizontal de óleo fusel (DHL)
Os decantadores horizontais propiciam uma purificação do óleo fúsel e também a recuperação do álcool nele
presente, baseando-se no resfriamento da mistura com água, promovendo a separação das fases e também a lavagem da
mesma.
Máquinas e Equipamentos 3 Açúcar e Álcool
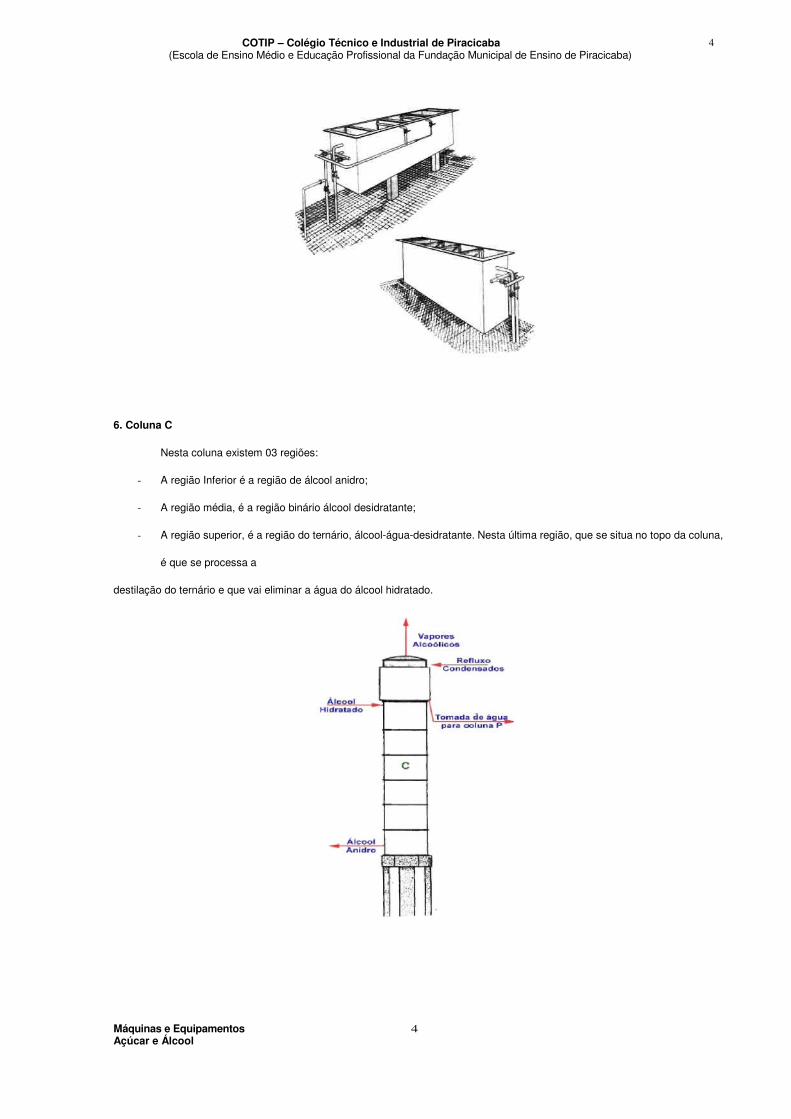
COTIP – Colégio Técnico e Industrial de Piracicaba (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
4
6. Coluna C
Nesta coluna existem 03 regiões:
- A região Inferior é a região de álcool anidro;
- A região média, é a região binário álcool desidratante;
- A região superior, é a região do ternário, álcool-água-desidratante. Nesta última região, que se situa no topo da coluna,
é que se processa a
destilação do ternário e que vai eliminar a água do álcool hidratado.
Máquinas e Equipamentos 4 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
5
7. Condensadores H e H1
O topo da coluna está ligado a dois condensadores que possuem características construtivas idênticas aos demais
condensadores do aparelho de destilação e trabalham em série. São condensadores do ternário e são denominados H e H1.
8. Vaporizador L
A caldeira da coluna C é aquecida através da circulação do álcool anidro em um vaporizador, aquecido por vapor.
Este vaporizador é do tipo trocador de calor vertical, com a parte inferior ligada ao fundo da caldeira da coluna c e a
parte superior, ligada a região superior da mesma caldeira.
Máquinas e Equipamentos Açúcar e Álcool
5

COTIP – Colégio Técnico e Industrial de Piracicaba (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
6
9. Resfriadeira J
O álcool anidro é retirado da parte inferior da caldeira da coluna C, que trabalha com nível controlado através de
visores, sendo levado a mesma resfriadeira “J” que serve ao aparelho, quando em marcha de hidratado.
Da resfriadeira, o álcool anidro e levado à proveta de produção.
A resfriadeira J é um trocador de calor cilíndrico tubular fechado, que tem como fluido térmico a água circulando no
interior dos tubos e o álcool por entre eles.
10. Decantador Ciclo Hexano
Equipamento circular que envolver o topo da coluna C.
A água é separada no decantador. Por decantação, na parte inferior do decantador forma-se uma camada rica em
água, mas com traços de desidratante e álcool.
A camada superior tem grande porcentagem de desidratante, e uma pequena porcentagem de álcool e traços de
água.
Máquinas e Equipamentos 6 Açúcar e Álcool

COTIP – Colégio Técnico e Industrial de Piracicaba 7 (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
11. Coluna P
A camada inferior do decantador é retirada continuamente e levada à coluna P.
A coluna tem normalmente 20 bandejas, possuindo condensadores denominador I e I1.
A camada inferior, do decantador entra na coluna P, na altura da bandeja 12.
A coluna é aquecida por um borbotor de vapor, com vazão regulada por uma válvula.
Na caldeira da coluna P, obtém-se o líquido que contém comente álcool e água. Este líquido é enviado à coluna B1
na altura da bandeja 10, ali entrando através de sifão.
12. Condensadores I e I1
Os vapores resultantes dão condensados no condensador I e I1, resfriado por água.
Máquinas e Equipamentos 7 Açúcar e Álcool