Embed Size (px)
Citation preview

“ESTANDARIZACIÓN Y OPTIMIZACIÓN DEL PROCESO PRODUCTIVO DE LA
BROCHA PROFESIONAL 5” DE INDUSTRIAS GOYAINCOL LTDA”.
RAÚL FERNANDO OSMA VARGAS DIEGO ANDRÉS RUSSI UMAÑA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
TECNOLOGÍA EN INDUSTRIAL
BOGOTÁ D.C.
2014

“ESTANDARIZACIÓN Y OPTIMIZACIÓN DEL PROCESO PRODUCTIVO DE LA
BROCHA PROFESIONAL 5” DE INDUSTRIAS GOYAINCOL LTDA”.
RAÚL FERNANDO OSMA VARGAS Cód.: 20052077055
DIEGO ANDRÉS RUSSI UMAÑA Cód.: 20052077071
PROYECTO DE GRADO PARA OPTAR POR EL TÍTULO DE
TECNÓLOGO INDUSTRIAL
ASESOR:
CLAUDIA MABEL MORENO
INGENIERA INDUSTRIAL
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
TECNOLOGÍA EN INDUSTRIAL
BOGOTÁ D.C.
2014

Nota de aceptación:
Firma Director de proyecto
Firma Jurado 1
Firma Jurado 2
Bogotá D.C., 3 de junio de 2014

DEDICATORIA
Dedicamos nuestro trabajo de grado a:
Dios quien nos acompañó cada día y nos brindó la fuerza suficiente para realizar
todos los desafíos y propósitos que se presentaron en nuestras vidas
Nuestros padres y hermanos quienes con su apoyo, comprensión y consejos nos
han ayudado a formar como personas, quienes cada día nos han dado el respaldo
para seguir adelante, consiguiendo así muchas oportunidades y alcanzando cada
vez más las metas que tenemos en nuestras vidas.
Nuestras familias y amigos en general quienes con su presencia y ánimos, afirman
cada vez más el gran logro de graduarnos y poder superarnos en la vida.
Nuestros profesores de nuestros respectivos colegios, quienes nos formaron para
ser personas de bien, con grandes valores que forjaron nuestra calidad de vida.
Todos los docentes de la carrera de Tecnología Industrial que con sus
conocimientos, cualidades y exigencias, nos ayudaron a formar como
profesionales.

AGRADECIMIENTOS
A nuestra directora de pasantía de la universidad la Ing. Claudia Mabel Moreno
que con su experiencia, conocimiento, virtudes y disposición contribuyo a la
elaboración de este proyecto.
A la ingeniera Zaira Urquijo actualmente jefe de la planta de producción de
Industrias Goya, por su ayuda en el entendimiento total del proceso.
A todos los jefes de sección del proceso de producción, quienes tuvieron la
disposición de enseñarnos cada una de las operaciones del proceso productivo,
generando buenas relaciones interpersonales
A todos los operarios de las diferentes secciones, quienes nos resolvieron dudas
durante el desarrollo de este trabajo, y quienes a su vez se ganaron nuestro
respeto, y amistad.

RESUMEN
En la actualidad INDUSTRIAS GOYAINCOL LTDA., es una empresa que ha
tenido un gran auge en el mercado tanto nacional como internacional, con grandes
proyecciones de expansión y posicionamiento en el sector de herramientas para la
aplicación de pinturas. Por esta razón se hace necesario que la compañía
implemente un estudio de métodos y tiempos para lograr ejercer un mejor control
en la planeación de la producción que genera la gran demanda que presentan
sus productos.
Por la cantidad y variedad de productos que fabrica la compañía, se ha optado por
realizar la normalización de los tiempos de los productos que más demanda tienen
en el mercado, y es así, en este orden de ideas como se selecciona el estudio de
tiempos para estandarizar el proceso productivo de la Brocha Profesional 5”, ya
que este producto es el más vendido por la compañía y el cual ha presentado
inconvenientes que involucran fallas tanto en procedimientos de compras de
insumos y materias primas, como en procedimientos de elaboración del producto.
Para establecer la correcta ejecución de los procedimientos, se decide ejecutar la
documentación de los mismos, siguiendo la proyección documental de la
compañía.
De esta forma se realiza la implementación del estudio de tiempos del proceso
productivo de la Brocha Profesional 5”, y la elaboración de la documentación de
los procedimientos involucrados en la fabricación del producto y establecidos en la
proyección documental, en los cuales se han detectado falencias, con el fin de
mejorar los procesos y ejercer un mejor control en la planeación de la producción.

7
CONTENIDO
Pág.
LISTA DE TABLAS ............................................................................................... 10
LISTA DE CUADROS ........................................................................................... 11
LISTA DE FIGURAS ............................................................................................. 12
LISTA DE ANEXOS ............................................................................................... 13
Introducción ........................................................................................................... 14
Justificación ........................................................................................................... 15
1. GENERALIDADES ........................................................................................... 16
1.1. Problema ....................................................................................................... 16
1.1.1 Descripción ................................................................................................... 16
1.1.2 Formulación .................................................................................................. 16
1.2 OBJETIVOS. .................................................................................................... 17
1.2.1 Objetivo general ............................................................................................ 17
1.2.2 objetivos específicos ..................................................................................... 17
1.3 Alcance ............................................................................................................ 17
1.4 Metodología ..................................................................................................... 18
2 MARCO REFERENCIAL..................................................................................... 18
2.1 Marco Histórico ............................................................................................... 18
2.1.1 sector económico .......................................................................................... 18
2.1.2 INDUSTRIAS GOYAINCOL LTDA ................................................................ 18
2.1.2.1 Misión. ........................................................................................................ 19
2.1.2.2 Visión ......................................................................................................... 19
2.2 MARCO TEÓRICO. ......................................................................................... 19
2.2.1 IMPLEMENTACIÓN DE HERRAMIENTAS DE ANÁLISIS DEL PROCESO.
............................................................................................................................... 19
2.2.2 INGENIERIA DE MÉTODOS Y TIEMPOS .................................................... 19

8
2.2.3 NORMA ISO 9001:2008. ............................................................................... 20
3. IDENTIFICACIÓN Y ANÁLISIS DEL PROCESO PRODUCTIVO DE LA
BROCHA PROFESIONAL 5” ................................................................................. 21
3.1DESCIPCIÓN DEL PROCESO PRODUCTIVO DE LA BROCHA
PROFESIONAL 5” ................................................................................................. 21
3.1.1 Sección inyectoras ........................................................................................ 21
3.1.2 Sección virolas .............................................................................................. 23
3.1.3 Sección armado de cabezal. ......................................................................... 24
3.1.4 Sección de Pegado. ...................................................................................... 25
3.1.5 Sección de ensamble. ................................................................................... 25
3.1.6 Sección de empaque y control de calidad..................................................... 27
3.2 ANÁLISIS DEL PROCESO .............................................................................. 29
3.2.1 Lluvia de ideas .............................................................................................. 29
3.2.2 DIAGRAMA CAUSA-EFECTO ...................................................................... 30
3.2.3 DIAGRAMA DE PARETO. ............................................................................ 31
3.3 REALIZACIÓN DEL ESTUDIO DE TIEMPOS PARA LA ESTANDARIZACIÓN
DEL PROCESO PRODUCTIVO DE LA BROCHA PROFESIONAL 5”. ................. 34
3.3.1 Clasificación y separación de las operaciones en elementos ....................... 34
3.3.2 PREMUESTREO .......................................................................................... 35
3.4 MÉTODO SELECCIONADO PARA EFECTUAR EL ESTUDIO DE TIEMPOS.
............................................................................................................................... 39
3.5 CÁLCULO DEL NÚMERO DE MUESTRA N ................................................... 39
3.6 CÁLCULO DE TIEMPOS ESTÁNDAR............................................................. 50
3.7 CALIFICACIÓN DE LA ACTUACIÓN............................................................... 50
3.8 SUPLEMENTOS .............................................................................................. 50
3.9 COMPARATIVO. ............................................................................................. 59
3.9.1 Comparativo sección inyectoras ................................................................... 59
3.9.2 Comparativo sección pegado ........................................................................ 60
3.9.3 Comparativo sección ensamble .................................................................... 61
3.9.4. Comparativo sección empaque y control de calidad .................................... 62

9
3.10 DOCUMENTACIÓN DE LOS PROCEDIMIENTOS INVOLUCRADOS EN LA
ELABORACIÓN DE LA BROCHA PROFESIONAL 5” DE INDUSTRIAS
GOYAICOL LTDA. ................................................................................................. 63
3.10.1 IDENTIFICACIÓN ....................................................................................... 65
3.10.2 LEVANTAMIENTO DE INFORMACIÓN ..................................................... 66
3.10.3 DOCUMENTACIÓN .................................................................................... 67
3.10.4. CODIFICACIÓN DE LOS DOCUMENTOS ................................................ 67
4. GENERAR UNA PROPUESTA PARA LA OPTIMIZACIÒN DEL PROCESO
PRODUCTIVO DE LA BROCHA PROFESIONAL 5” ............................................. 76
4.1. RECURSO HUMANO ..................................................................................... 77
4.2 RECURSO FÍSICO .......................................................................................... 78
4.3 RECURSO TECNOLÓGICO ............................................................................ 79
4.4 MATERIA PRIMA E INSUMOS ........................................................................ 80
5 CONCLUSIONES ............................................................................................... 82
6 RECOMENDACIONES ....................................................................................... 84
BIBLIOGRAFÍA ...................................................................................................... 85
ANEXOS ................................................................................................................ 86

10
LISTA DE TABLAS
Pág.
TABLA 1. INCIDENTES ENERO 2012. ................................................................. 31
TABLA 2. TABLA DE FRECUENCIA .................................................................... 32
TABLA 3. PREMUESTREO SECCIÓN INYECTORAS.......................................... 35
TABLA 4. PREMUESTREO SECCIÓN PEGADO ................................................. 36
TABLA 5. PREMUESTREO SECCIÓN ENSAMBLE ............................................. 37
TABLA 6. PREMUESTREO SECCIÓN EMPAQUE. ............................................. 38
TABLA 7. CÁLCULO DE N SECCIÓN INYECTORAS ........................................... 40
TABLA 8. MUESTREO SECCIÓN INYECTORAS ................................................. 41
TABLA 9. CÁLCULO DE N SECCIÓN PEGADO ................................................... 42
TABLA 10. MUESTREO SECCIÓN PEGADO. ...................................................... 43
TABLA 11. CÁLCULO DE N SECCIÓN ENSAMBLE ............................................ 44
TABLA 12. MUESTREO SECCIÓN ENSAMBLE ................................................... 45
TABLA 13. CÁLCULO DE N SECCIÓN EMPAQUE. ............................................. 47
TABLA 14. MUESTREO SECCIÓN EMPAQUE .................................................... 48
TABLA 15. CÁLCULO DEL TIEMPO ESTÁNDAR SECCIÓN INYECTORAS ....... 51
TABLA 16. CÁLCULO DEL TIEMPO ESTÁNDAR SECCIÓN PEGADO. ............. 52
TABLA 17. CÁLCULO DEL TIEMPO ESTÁNDAR SECCIÓN ENSAMBLE ........... 53
TABLA 18. CÁLCULO DEL TIEMPO ESTÁNDAR SECCIÓN EMPAQUE............. 54
TABLA 19. COMPARATIVO SECCIÓN INYECTORAS ......................................... 59
TABLA 20. COMPARATIVO SECCIÓN PEGADO. ............................................... 60
TABLA 21. COMPARATIVO SECCIÓN ENSAMBLE ............................................ 61
TABLA 22. COMPARATIVO SECCIÓN EMPAQUE Y CONTROL DE CALIDAD .. 62

11
LISTA DE CUADROS
Pág.
CUADRO 1. CLASIFICACIÓN Y SEPARACIÓN DE LAS OPERACIONES EN
ELEMENTOS ......................................................................................................... 34
CUADRO 2. PROYECCIÓN DOCUMENTAL EN INDUSTRIAS GOYAINCOL
LTDA. ..................................................................................................................... 64
CUADRO 3. ESTRUCTURA DE CODIFICACIÓN ............................................... . 67

12
LISTA DE FIGURAS
Pág.
FIGURA 1. DIAGRAMA DE FLUJO ELABORACIÓN DE LA BROCHA
PROFESIONAL 5” ................................................................................................. 26
FIGURA 2. FICHA TÉCNICA BROCHA PROFESIONAL 5” ............................... . 28
FIGURA 3. DIAGRAMA CAUSA – EFECTO PROCESO PRODUCTIVO BROCHA
PROFESIONAL 5” ................................................................................................. 30
FIGURA 4. DIAGRAMA DE PARETO PROCESO PRODUCTIVO BROCHA
PROFESIONAL 5” ................................................................................................. 33
FIGURA 5. DIAGRAMA DE PROCESO DE OPERACIONES PROPUESTO
BROCHA PROFESIONAL 5”. ................................................................................ 55
FIGURA 6. DIAGRAMA DE FLUJO PROPUESTO BROCHA PROFESIONAL 5”
............................................................................................................................... 58
FIGURA 7. CODIFICACIÓN DE DOCUMENTOS .................................................. 68
FIGURA 8. CONVENCIONES DIAGRAMAS DE FLUJO. ...................................... 71
FIGURA 9. DIAGRAMA DE FLUJO PROCEDIMIENTO PARA EL CONTROL DE
DOCUMENTOS ..................................................................................................... 72
FIGURA 10. DIAGRAMA DE FLUJO PROCEDIMIENTO GESTIÓN DE COMPRAS
Y ALMACÉN .......................................................................................................... 73
FIGURA 11. DIAGRAMA DE FLUJO PROCEDIMIENTO CONTROL DE
ALMACÉN.............................................................................................................. 74
FIGURA 12. DIAGRAMA DE FLUJO PROCEDIMIENTO PARA LA
ELABORACIÓN DE LA BROCHA PROFESIONAL 5” ........................................... 75
13
LISTA DE ANEXOS
ANEXOS FÍSICOS
ANEXO A. FORMATO DE RECOLECCIÓN DE INFORMACIÓN
ANEXO B. MÉTODO ESTADÍSTICO
ANEXO C. MÉTODO TABLA GENERAL ELECTRIC
ANEXO D. CÁLCULO DEL TIEMPO NORMAL Y TIEMPO ESTÁNDAR
ANEXO F. TABLA DE SUPLEMENTOS RECOMENDADOS SEGÚN LA ILO
ANEXO E. SISTEMA DE CALIFICACIÓN DE HABILIDADES DE
WESTINGHOUSE
ANEXOS MAGNÉTICOS
ANEXO A. GOY-PR-C01 PROCEDIMIENTO PARA EL CONTROL DE
DOCUMENTOS
ANEXO B. GOY-PR-CA01 PROCEDIMIENTO DE GESTIÓN DE COMPRAS Y
ALMACÉN
ANEXO C. GOY-PR-A01 PROCEDIMIENTO PARA EL CONTROL DE ALMACÉN
ANEXO D. GOY-PR-P01 PROCEDIMIENTO PARA LA ELABORACIÓN DE LA
BROCHA PROFESIONAL 5”

14
INTRODUCCIÓN
El mercado de herramientas para la aplicación de pinturas, actualmente presenta
una fuerte competencia a nivel nacional, esto es debido a la gran demanda que
este sector posee, por esto es indispensable que empresas como INDUSTRIAS
GOYAINCOL LTDA., entre en un proceso de estandarización y análisis de sus
procesos productivos buscando la solución a las falencias que estos puedan
presentar, realizando el correcto control y planeación de su producción y
obteniendo sostenibilidad y posicionamiento en un mercado altamente competitivo.
Por las razones mencionadas anteriormente INDUSTRIAS GOYAINCOL LTDA.,
ha determinado realizar un análisis de los procesos productivos de todos sus
productos, dando prioridad a los productos que mayor demanda presentan,
iniciando de esta forma con el análisis del proceso productivo de la Brocha
Profesional 5”, donde se realizara el estudio de tiempos para implementar la
estandarización del proceso y se documentaran los procedimientos establecidos
en la proyección documental de la compañía, los cuales se llevan a cabo en
departamentos específicos, en los que se han detectado problemas de ejecución
que han generando conflictos a nivel interno, afectando tanto la producción de la
Brocha Profesional 5”, como la producción en general.
Para realizar el estudio de tiempos, la compañía decide contratar al pasante
DIEGO ANDRÉS RUSSI UMAÑA y para ejecutar la documentación de los
procedimientos, es contratado el pasante RAÚL FERNANDO OSMA VARGAS.
Cada uno es responsable de la tarea para la cual fue contratado sin embargo los
pasantes están autorizados para ejecutar las labores requeridas por la compañía,
trabajando en forma conjunta y coordinada, según el cronograma de actividades
establecido.
Con base a los resultados de los análisis de las actividades realizadas y las
experiencias obtenidas durante el transcurso del periodo de la pasantía, los
pasantes generan una propuesta con el fin de optimizar el proceso productivo de
la Brocha profesional 5”.
15
JUSTIFICACIÓN
En INDUSTRIAS GOYAINCOL LTDA., se desarrolla un estudio de tiempos en la
estructura productiva del proceso de elaboración de la Brocha Profesional 5”, con
el fin de optimizar el proceso productivo y ejercer un mejor control en la planeación
de la producción y en la entrega de pedidos. Por otra parte la elaboración de la
documentación de los procedimientos establecidos, en los cuales se detectaron
fallas, corregirá falencias en los procesos que en la actualidad generan tareas que
son obsoletas produciendo sobrecostos y pérdidas de tiempo.
El análisis del proceso productivo de la brocha profesional 5” permitirá identificar
las fallas o puntos débiles que actualmente presenta el proceso y las áreas
involucradas en los procedimientos herrados o no muy claros que se están
llevando a cabo actualmente y que generan problemas en el control y planeación
de la producción.

16
1. GENERALIDADES
1.1 PROBLEMA
En Industrias Goyaincol Ltda., se presentan fallas en el Proceso Productivo de la
Brocha Profesional 5”, dando como resultado productos de mala calidad y
demoras en las entregas de pedidos a los clientes.
1.1.1 Descripción
En Industrias Goyaincol Ltda., se han presentado una serie de inconvenientes
tanto en la producción como en la calidad de la Brocha Profesional 5”, uno de los
productos más representativos de la compañía. Los problemas que presenta el
proceso de producción, han generado atrasos en la entrega de pedidos lo cual ha
incurrido en sanciones para la empresa por clausulas de incumplimiento y además
se han presentado devoluciones de pedidos por parte de los clientes al encontrar
productos defectuosos.
Esto ha ocasionado una pérdida considerable de clientes y una baja de
posicionamiento en el mercado. La falta de control en el proceso de producción de
la Brocha Profesional 5”, hace necesario un estudio de tiempos que determine la
estandarización del mismo. Por otra parte, los problemas detectados que afectan
el proceso productivo de la Brocha profesional 5” y que tiene relación con falencias
en procesos llevados a cavo en otros departamentos, generan la necesidad de la
elaboración de la documentación de los procedimientos de los procesos en los
cuales se evidenciaron los problemas que están afectando la producción y la
calidad en general de este producto.
1.1.2 Formulación
¿Qué factores afectan el proceso productivo y la calidad de la Brocha Profesional
5”, en INDUSTRIAS GOYAINCOL LTDA.?

17
1.2 OBJETIVOS
1.2.1 OBJETIVO GENERAL:
ESTANDARIZAR EL PROCESO PRODUCTIVO DE LA BROCHA PROFESIONAL 5” DE INDUSTRIAS GOYAINCOL LTDA.
1.2.2 OBJETIVOS ESPECÍFICOS:
Identificar y analizar el proceso productivo de la Brocha Profesional 5” en INDUSTRIAS GOYAINCOL LTDA.
Realizar el estudio de toma de tiempos para la estandarización del proceso productivo de la Brocha Profesional 5”.
Documentar los procedimientos de los procesos que afectan la producción de la Brocha Profesional 5”.
Generar una propuesta para la optimización del proceso productivo de la Brocha Profesional 5”.
1.3 ALCANCE En Industrias Goyaincol Ltda., se realizara un estudio de tiempos en el proceso
productivo de la Brocha profesional 5”, para determinar el tiempo estándar del
mismo, la implementación de este tiempo estándar es decisión unánime de
gerencia.
Se realizará la documentación de los procedimientos en los cuales se detectaron
fallas, la implementación y divulgación de los mismos dependerá del departamento
de calidad y de sus directivos.
18
1.4 METODOLOGÍA
1.4.1. Fase I
Identificar y analizar el del proceso productivo del producto objeto de estudio en
INDUSTRIA GOYAINCOL LTDA.
1.4.2. Fase II
Implementar el estudio de toma de tiempos en el proceso productivo del producto objeto
de estudio.
1.4.3. Fase III
Elaborar la documentación de los procedimientos establecidos por la compañía según su
proyección laboral.
1.4.4. Fase IV
Presentar una propuesta para optimizar el proceso productivo de la Brocha Profesional 5”.
2. MARCO REFERENCIAL
2.1 MARCO HISTÓRICO
2.1.1 Sector económico
La compañía se clasifica según su sector económico como secundario o industrial,
ya que su actividad económica se basa en la fabricación y comercialización de
herramientas para la aplicación de pinturas. INDUSTRIAS GOYAINCOL LTDA.,
ha logrado una gran expansión en el mercado tanto nacional como internacional, y
hoy en día, cuenta con un promedio de 200 empleados, por lo cual se clasifica por
su tamaño, como una empresa grande.
2.1.2 INDUSTRIAS GOYAINCOL LTDA:
INDUSTRIAS GOYAINCOL LTDA., está comprometida desde hace 12 años en
satisfacer las necesidades del mercado tanto nacional como internacional
dedicado a la aplicación de pinturas y el alistamiento de superficies, brindando el
más completo portafolio de herramientas para tal fin.
No solamente fabrican herramientas también proyectan soluciones y las realizan,
contribuyendo de esta manera a que sus clientes alcancen su máxima satisfacción

19
y “la aplicación perfecta”, frase reconocida como el slogan de la compañía, ya que
la finalidad de la empresa es ganar la confianza y el respaldo de sus clientes
después de utilizar sus productos.
Es una empresa dinámica, que ha presentado un gran crecimiento y
posicionamiento en el mercado nacional, fundamentado en la fidelidad de sus
clientes, la mayoría de ellos prestigiosas compañías a nivel nacional, las cuales
han depositado su confianza en esta compañía al ver los beneficios de trabajar
con un talento humano capacitado, comprometido y capaz de afrontar cualquier
desafío, aportando siempre excelentes soluciones en el menor tiempo posible.
2.1.2.1 Misión
“Producir y comercializar productos para la aplicación de pinturas, alistamiento de
superficies y ferretería para el mercado nacional e internacional, procurando la
plena satisfacción de nuestros clientes, la retribución a los socios, el desarrollo de
nuestro personal y proveedores, asumiendo de manera integral nuestra
responsabilidad social”.
2.1.2.2 Visión
“Ser líderes en la fabricación y comercialización de productos para la aplicación de
pinturas y alistamiento de superficies, con calidad, costo y cumplimiento
competitivos a nivel nacional e internacional, respetando y protegiendo el medio
ambiente”.
2.2 MARCO TEÓRICO
2.2.1 IMPLEMENTACIÓN DE HERRAMIENTAS DE ANÁLISIS DEL PROCESO
CHASE Richard, AQUILANO Nicholas. Dirección y administración de la
producción y de las operaciones. Sexta edición. México: McGraw- Hill, 2005.p.199
2.2.2 INGENIERIA DE MÉTODOS Y TIEMPOS
NIEBEL BENJAMIN & FREIVALDS ANDRIS. Ingeniería industrial, métodos,
estándares y Diseño del trabajo.

20
2.2.3 NORMA ISO 9001:2008
Es un conjunto de normas sobre la calidad y las gestiones. La Norma ISO 9001 ha
sido elaborada por el Comité Técnico ISO/TC176 de ISO Organización
Internacional para la Estandarización y especifica los requisitos para un buen
sistema de gestión de la calidad que pueden utilizarse para su aplicación interna
por las organizaciones, para certificación o con fines contractuales. La norma ISO
9001 tiene origen en la norma BS 5750, publicada en 1979 por la entidad de
normalización británica, la (British Standards Institution) (BSI).
La versión actual de ISO 9001 (la cuarta) data de noviembre de 2008, y por ello se
expresa como ISO 9001:2008. Versiones ISO 9001 hasta la fecha:
Cuarta versión: la actual ISO 9001:2008 (15/11/2008)
Tercera versión: ISO 9001:2000 (15/12/2000)
Segunda versión: ISO 9001:94 - ISO 9002:94 - ISO 9003:94 (01/07/1994)
Primera versión: ISO 9001:87 - ISO 9002:87 - ISO 9003:87 (15/03/1987)
La ISO 9001:2008 es válida para cualquier organización, independientemente de
su tamaño o sector, que busque mejorar la manera en que se trabaja y funciona.
Además, los mejores retornos en la inversión, vienen de compañías preparadas
para implantar la citada normativa en cualquier parte de su organización.
La norma ISO 9001:2008 está estructurada en ocho capítulos, refiriéndose los tres
primeros a declaraciones de principios, estructura y descripción de la empresa,
requisitos generales, etc., es decir, son de carácter introductorio. Los capítulos
cuatro a ocho están orientados a procesos y en ellos se agrupan los requisitos
para la implantación del sistema de calidad.
2.2.3.1 Manuales de procesos y procedimientos
El manual de procesos y procedimientos es más importante de lo que aparenta ser, ya que no es simplemente una recopilación de procesos, sino también incluye una serie de estamentos, políticas, normas y condiciones que permiten el correcto funcionamiento de la empresa. Los manuales de procedimientos, son comparables con la constitución política de nuestra patria, ya que al igual que en esta, el

21
manual de procedimientos reúne las normas básicas (y no tan básicas) de funcionamiento de la empresa, es decir el reglamento, las condiciones, normas, sanciones, políticas y todo aquello en lo que se basa la gestión de la organización.
2.2.3.2 Instructivos
Documentos que describen como los trabajos son llevados a cabo y son regularmente escritos por los niveles operarios e instructores ya que son ellos quienes están directamente o casi directamente realizando las actividades ahí mencionadas, estas actividades describen por lo regular actividades especificas
2.2.3.3 Registros
Documentos en los cuales se anota o describe los resultados de las actividades mencionadas arriba, los cuales proporcionan evidencia de las actividades realizadas y su aceptación o rechazo
3. IDENTIFICACIÓN Y ANÁLISIS DEL PROCESO PRODUCTIVO DE LA
BROCHA PROFESIONAL 5”.
3.1DESCRIPCIÓN DEL PROCESO PRODUCTIVO DE LA BROCHA
PROFESIONAL 5”
La elaboración de la Brocha Profesional 5”, consta de seis secciones, en cada una
de las cuales se realiza una labor específica y donde el producto resultado de
cada sección es indispensable para la continuidad del proceso. En cada sección
se cuenta con un jefe, el cual es el encargado de hacer el seguimiento de los
procesos que allí se lleven a cabo y de realizar las acciones necesarias para
asegurar la calidad y producción de la sección. Las secciones establecidas
basándose en el orden del proceso son:
Sección Inyectoras
Sección Virolas
Sección Armado de Cabezal
Sección Pegado
Sección Ensamble
Sección Empaque y Control de Calidad
3.1.1 Sección inyectoras.
El proceso de elaboración de la Brocha Profesional 5” comienza en la sección
inyectoras, en la cual por medio del proceso de inyección de plástico se fabrica el

22
mango de la brocha. En esta sección encontramos seis máquinas inyectoras, las
cuales trabajan las 24 horas del día. Para poder producir de forma continua la
compañía estableció seis turnos laborales rotativos que aplican para todas las
secciones. Estos son:
Turno A: 7:00am - 5:30pm
Turno B: 6:00am - 2:00pm
Turno C: 2:00pm - 10:00pm
Turno D: 10:00pm - 6:00am
Turno E: 6:00am - 6:00pm
Turno F: 6:00pm - 6:00am
La producción de las máquinas de la compañía que funcionan 24 horas, da
comienzo los domingos por la noche con los operarios que empiezan a laborar en
el turno “D” y finaliza los sábados en la noche con los operarios que laboran en el
turno “C”. Antes de dar comienzo a la producción, en la sección de inyección, los
operarios realizan la programación de los parámetros bajo los cuales operara la
máquina inyectora y el alistamiento de las materias primas con las cuales se
trabajará. Las materias primas utilizadas para la fabricación del mango de la
Brocha Profesional 5” son polipropileno, polietileno, oleo-flex y pigmento, las
cuales serán mezcladas en cantidades ya establecidas bajo la supervisión del jefe
de sección. Las materias primas son llevadas al puesto de trabajo de inyección por
un auxiliar de almacén, ya que es en el almacén donde se depositan desde que
son recibidas por el jefe de almacén hasta que salen del mismo por solicitud de
producción. Con la mezcla ya elaborada en la tolva de la maquina inyectora, el
operario da comienzo al proceso de inyección. La elaboración del mango de la
Brocha profesional 5” se lleva a cabo en la inyectora número 4, donde el molde
que se ajusta a la inyectora posee cuatro cavidades, es decir que cada cierta
cantidad de tiempo, según el ciclo al cual se halla programado la máquina
inyectora, esta fabricara cuatro unidades. El operario recibe las piezas y corta con
un bisturí la rebaba que estas poseen, los mangos son depositados en una lona y
la rebaba es depositada en otra, donde el operario también deposita las unidades
rechazadas, cuando esta se encuentre llena el operario la sierra y la envía al área
de molino, donde se realizara el proceso de molido obteniendo materia prima
recuperada con la cual se fabrican otros productos. Los defectos encontrados en
los mangos inyectados los cuales son rechazados o clasificados por el operario
como productos defectuosos, suelen ser decoloraciones en la tonalidad del color
del mango y una succión del material que produce hendiduras en la superficie del
mismo. En caso de que se presenten inconvenientes durante el proceso de

23
inyección del mango, que afecten la producción y que el operario no esté en
capacidad de resolver, este detendrá la máquina y dará aviso de inmediato al jefe
de sección el cual tomara las medidas necesarias para normalizar el proceso de
fabricación. Diez minutos antes de que el operario termine su turno laboral, este
detiene la máquina inyectora y realiza aseo a su puesto de trabajo, después
diligencia el formato de producción y realiza entrega de la máquina al operario que
inicia el siguiente turno. Estas labores que se realizan antes de terminar el turno,
son ejecutadas en todas las secciones, ya que los operarios deben recibir el
puesto de trabajo totalmente organizado y aseado, y el formato de producción es
requisito indispensable diligenciarlo ya que con esta información se ejerce el
seguimiento para el control de la producción de cada sección, el no hacer estas
tareas puede incurrir en sanciones para el operario y si el mismo operario incurre
en estas faltas varias veces puede ser motivo de despido según el reglamento
interno de la compañía.
3.1.2 Sección virolas
Es en esta sección donde se fabrica la abrazadera metálica que ajusta la cerda y
la sujeta al mango. Esta abrazadera metálica es conocida como virola. En esta
sección encontramos una sola máquina para la fabricación de virolas, la cual
opera generalmente bajo los parámetros del turno A (7:00am - 5:30pm), sin
embargo si la demanda de la producción lo requiere se establecen los turnos que
sean necesarios. Esta máquina opera de manera automática con una producción
de 30 virolas por minuto, esta se utiliza para realizar cualquier tipo de virola según
la referencia. La producción de la virola que hace parte de la Brocha Profesional 5”
se realiza con fleje de lámina calibre 33. El fleje de lamina es montado a la
máquina de virolas por un operario de la sección, quien realiza la calibración de
medidas con las cuales la máquina trabaja la referencia de cinco pulgadas (5”).
Después de realizar el montaje y la calibración, el operario se encarga de activar
la máquina y de controlar su funcionamiento durante el proceso de producción. La
máquina da el diseño, las dimensiones, la forma, y los logos que la virola lleva en
su superficie, si se presenta alguna irregularidad durante el proceso de fabricación
de la virola y el operario no está en capacidad de resolverla, este da aviso al jefe
de sección, quien se encargara de tomar las medidas pertinentes para solucionar
los inconvenientes y dar continuidad al proceso. Durante la producción de virolas
el operario se encarga de seleccionar las virolas buenas de las defectuosas,
depositando las virolas en buen estado dentro de canastillas y las virolas
rechazadas dentro de lonas.
24
3.1.3 Sección armado de cabezal
La virola ya elaborada es llevada a la sección armado de cabezal, sección en la
cual se introducen las calzas y la cerda a la virola, formando así el cabezal de la
brocha. Para realizar el armado de los cabezales, la compañía cuenta con una
máquina automatizada, la cual es programada por el operario, según los
parámetros de la referencia que se va a realizar, en este caso cabezales de 5
pulgadas (5”). Esta máquina tiene una capacidad de producción de mil cabezales
por hora. Por un extremo de la máquina un operario deposita la cerda natural de
76 milímetros y las virolas de 5 pulgadas (5”), por otro extremo el operario monta
un rollo de cartón el cual es utilizado como las calzas que se introducen dentro de
la cerda para dar firmeza a esta e impedir que se disperse. La Brocha Profesional
5” posee dos calzas de 7 milímetros de ancho, 11milimetros de longitud y 2
milímetros de grosor, dimensiones a las cuales la máquina corta cada una de las
calzas. Para operar esta máquina son necesarios dos operarios, donde uno se
sitúa en el extremo donde se suministra la cerda y la virola, y el otro operario se
ubica en el extremo donde salen los cabezales ya armados. El operario que se
encuentra ubicado en el extremo de suministro de la máquina, tiene el tablero de
programación a su alcance, por esta razón es el encargado de detener la máquina
en caso de que se presenten inconvenientes durante el proceso o en el caso que
sea necesario. Durante el proceso de producción el operario situado en el extremo
de suministro se encargara de abastecer constantemente la máquina con la cerda
y la virola, un brazo mecánico toma la virola y otro inserta la cerda; por una banda
transportadora la virola con la cerda insertada es llevada hasta otro brazo
mecánico, el cual inserta dos calzas dentro de la cerda, luego es llevado al último
brazo mecánico, él cual jala la cerda con las calzas ya insertadas hacia la parte de
arriba de la virola dejando el espacio en el cual se aplicara pegante y se insertara
el mango, operaciones que se llevan a cabo en otras secciones .Después la banda
transportadora lleva el cabezal donde se encuentra el operario situado en el
extremo de salida, este realiza el control de calidad, verificando que la cerda se
encuentre uniforme, en posición totalmente vertical sin inclinaciones o torceduras.
Después de la inspección, el operario deposita el cabezal en un cajón de madera,
ubicando el cabezal en forma vertical parándolo sobre la cerda. Los cajones son
almacenados momentáneamente en un stand, y permanecen allí antes de ser
llevados a la sección de pegado. Este proceso de elaboración es totalmente
automático, la máquina produce 30 virolas por minuto.

25
3.1.4 Sección de pegado
Los cajones que contienen los cabezales elaborados, poseen una capacidad de
70 cabezales para la referencia de Brocha Profesional 5”, por cajón. Los cajones
son llevados a la sección de pegado, por un operario de la sección. Después el
operario coloca los cajones sobre una mesa y en una jarra plástica, realiza una
mezcla de resina y catalizador mezclándolos en cantidades ya establecidas, para
obtener el pegante epoxi, el cual será aplicado a la cerda del cabezal para dar
mayor fijación e impedir que esta se desprenda con facilidad. Después de realizar
la mezcla en la jarra, esta es traspasada a un dispensador plástico que posee un
orificio de salida de 4 milímetros de diámetro, para hacer más fácil la aplicación del
pegante al cabezal. Con el pegante depositado en el dispensador plástico, el
operario comienza la aplicación del mismo a cada cabezal del cajón, luego
deposita el cajón en un horno durante una hora. El horno tiene capacidad para 10
cajones, los cuales serán depositados al mismo tiempo, después de que el
operario aplique el pegante a los cabezales de todos los cajones. Transcurrido el
tiempo mencionado anteriormente, el operario saca los cajones del horno y los
deja a temperatura ambiente durante una hora, después toma los cabezales de los
cajones y los deposita en canastillas donde son almacenados.
3.1.5 Sección de ensamble
En la sección de ensamble, el operario lleva al puesto de trabajo las lonas con los
mangos de la Brocha Profesional 5” y las canastillas plásticas donde se
encuentran almacenados los cabezales resultantes de la sección de pegado.
Después el operario toma un mango y un cabezal y los ensambla insertando el
mango al cabezal de modo que este quede ajustado. A continuación el operario
realiza dos punzones en la virola, asegurando así la fijación y el ajuste del mango
con el cabezal de la brocha. Una vez el operario haya realizado el proceso de
punzonado, este almacenara las brochas en canastillas plásticas.
En la figura 1, se puede apreciar el diagrama de flujo del proceso productivo de la
Brocha Profesional 5”:

26
Figura1. Diagrama de flujo elaboración de la brocha profesional 5”
ELABORACIÓN DE LA BROCHA
PROFESIONAL 5"
FABRICACIÓN
DEL MANGO
FABRICACIÓN
DE LA VIROLA
ARMADO DE
CABEZAL
PEGADO
ENSAMBLE
EMPAQUE Y
CONTROL DE
CALIDA
FUENTE: Autores del proyecto

27
3.1.6 Sección de empaque y control de calidad
Las brochas ensambladas que se encuentran almacenadas en canastillas son
llevadas a la sección empaque y control de calidad por un operario de esta misma
sección. Allí el operario toma cada una de las brochas y lo primero que realiza es
la inspección del mango, verificando que este no presente cambios de tono de
color con respecto a el color patrón. Si el operario encuentra decoloraciones o
cambios de tono en el color del mango, la brocha será separada y clasificada
como producto de segunda. Después de realizar la inspección del mango, el
operario confirma que la cerda de la brocha no se encuentre torcida, ya que esta
debe encontrarse en posición totalmente vertical. Si la cerda se encuentra torcida,
el operario inmediatamente separa la brocha y la agrupa con las brochas de
segunda. El operario también inspecciona la uniformidad de la longitud de la
cerda, si esta no es uniforme, el operario corta con tijeras la cerda que sea
necesaria hasta dar a esta una longitud uniforme. El operario revisa que la virola
de la brocha no tenga pegante sobre su superficie exterior, si esta lo tiene, el
operario realiza una limpieza quitando el pegante con una cuchilla. Posteriormente
el operario realiza un peinado a la cerda y finalmente el empaque de la brocha,
colocando la bolsa por unidad correspondiente y sellándola con un poco de cinta.
En seguida agrupa las brochas en docenas y se empacan en una sola bolsa y esta
se cella, ya que la compañía vende este producto por docenas y no por unidad. Si
el operario no se encuentra seguro de dar el visto bueno a alguna brocha, este
pregunta al jefe de sección, quien por su experiencia determinara la aprobación o
el rechazo de la misma. Las bolsas con las docenas son entregadas al almacén,
por parte del jefe de sección, quien realiza la entrega diligenciando el formato de
entrega de producto terminado a almacén y realizando un conteo de las docenas
que se están entregando delante de la persona quien recibe, para constatar que la
cantidad que se encuentra consignada en el formato es la misma que se entrega
En la figura 2, se presenta la Ficha técnica de la Brocha profesional 5”, la cual
suministra la información técnica básica del producto:

28
Figura 2. Ficha Técnica Brocha Profesional 5”
FUENTE: INDUSTRIAS GOYAINCOL LTDA.

29
3.2 ANÁLISIS DEL PROCESO
En el proceso productivo de la Brocha profesional 5”, con la colaboración de
operarios, jefes de turno, el jefe de planta y los analistas del proceso, se evaluaron
los posibles problemas que afectan el proceso y se establecieron las fallas que
este presenta.
3.2.1 LLUVIA DE IDEAS
Estas son las fallas que se detectaron, después de realizar la reunión de
evaluación del proceso con el personal ya mencionado:
La materia prima no se solicita a tiempo y esto genera paros en producción
y retrasos en entregas de pedidos.
Los inventarios de almacén no son revisados y actualizados
constantemente, por consiguiente la información suministrada por el
mismo, puede ser errónea, provocando escases de materia prima e
insumos.
No se ejecutan estrictamente los procesos de control, al momento de sacar
o entrar materias primas e insumos del almacén, ocasionando pérdidas de
registros y documentos soportes de los movimientos realizados.
no existes formatos de evaluación de proveedores
La materia prima, no es siempre de la misma calidad, generando productos
defectuosos.
Los jefes de sección no supervisan constantemente los procesos, por esto
se presentan inconvenientes en la producción.
El personal no se encuentra correctamente capacitado.
los perfiles para ocupar los cargos de planta, no están definidos.
el personal carece de experiencia.
Faltan herramientas para ejecutar algunos procesos, por lo cual los
operarios deben esperar a que la herramienta esté disponible, perdiendo
tiempo y producción.
falta realizar mantenimiento a la maquinaria de forma frecuente.
Hay una mala distribución del espacio, limitando algunos puestos de trabajo
y áreas de almacenamiento.

30
3.2.2 DIAGRAMA CAUSA – EFECTO
Después de realizar la lluvia de ideas, se procede a elaborar un diagrama causa-
efecto, ya que este, es un instrumento que permite visualizar los diferentes
problemas que afectan un proceso.
El diagrama causa - efecto es una herramienta que emplea una descripción
gráfica de los elementos del proceso para analizar las fuentes potenciales de
variación de procesos.1
En este diagrama se exponen todas las causas y subcausas de los problemas que
afectan el proceso productivo, luego de haber planteando claramente el problema
a analizar. Los problemas establecidos se clasificaron según mano de obra,
materia prima, método de trabajo, medio y maquinaria.
Figura 3. Diagrama Causa – Efecto Proceso Productivo Brocha Profesional 5”
FUENTE: Autores del proyecto
1 CHASE Richard, AQUILANO Nicholas. Dirección y administración de la producción y de las
operaciones. Sexta edición. México: McGraw-Hill, 2005.p.199

31
Al jerarquizar las causas, es evidente, que los problemas con mayor frecuencia
que ocasionan fallas en el proceso, se encuentran en la maquinaria (siendo este el
punto más crítico), en la materia prima y en la mano de obra, ya que estos están
relacionados directamente y algún problema en alguno de ellos, afecta al proceso
en general.
3.2.3 DIAGRAMA DE PARETO
Es un medio gráfico que emplea barras, similar al histograma, presenta una curva
de tipo creciente, y nos muestra en forma decreciente el grado de importancia de
los factores que afectan el proceso, estableciendo la prioridad de los problemas a
evaluar.
Enfoque coordinado para identificar, clasificar y trabajar con el fin de eliminar
permanentemente los defectos.2
El diagrama de Pareto se elabora a partir de los incidentes registrados en el
proceso durante el mes de enero de 2012:
Tabla 1. Incidentes Enero 2012
INCIDENTES PRESENTADOS EN EL PROCESO DURANTE EL MES DE ENERO DE 2012
VARIABLE INCIDENTE FRECUENCIA
MAQUINARIA FALTA DE INSUMOS 3
MATERIA PRIMA VARIACIÓN DE LA CALIDAD 2
MANO DE OBRA FALTA DE CAPACITACIÓN 2
MÉTODO DE TRABAJO PUESTOS DE TRABAJO MAL DISEÑADOS 1
MEDIO MALA DISTRIBUCIÓN DEL ESPACIO 1
TOTAL 9
FUENTE: Autores del proyecto
2 Ibit.p.199

32
A partir de los datos presentados en la tabla anterior, se realiza el análisis de la
frecuencia y posteriormente se elabora el diagrama de Pareto:
Tabla 2. Tabla de Frecuencia
VARIABLE FRECUENCIA % AC % IND
MAQUINARIA 3 33,33 33,33
MATERIA PRIMA 2 22,22 55,55
MANO DE OBRA 2 22,22 77,77
MÉTODO DE TRABAJO 1 11,11 88,88
MEDIO 1 11,11 100
TOTAL 9 100
FUENTE: Autores del proyecto

33
Figura 4. Diagrama de Pareto Proceso Productivo Brocha Profesional 5”
FUENTE: Autores del proyecto
Al analizar el diagrama de Pareto podemos establecer que el 80% de las causas
de fallas en el proceso productivo de la Brocha Profesional 5”, se deben a la
materia prima, la maquinaria y a la mano de obra. Es evidente que si INDUSTRIAS
GOYAINCOL LTDA., posee problemas en cuanto a la coordinación para la compra
de insumos y materia prima, la evaluación de sus proveedores, la variabilidad en
la calidad de la materia prima, y la falta de capacitación de los operarios, el
proceso productivo se verá afectado generando una baja productividad y un
rendimiento menor al esperado. Además la falta de experiencia de los operarios
hace que el proceso no sea dinámico ocasionando reprocesos, pérdidas de tiempo
y disminución de la producción.

34
3.3REALIZACIÓN DEL ESTUDIO DE TIEMPOS PARA LA ESTANDARIZACIÓN
DEL PROCESO PRODUCTIVO DE LA BROCHA PROFESIONAL 5”
Se decide realizar un estudio de tiempos, con el fin de estandarizar el proceso
productivo de la Brocha Profesional 5”, para poder ejercer un mejor control del
proceso y lograr una mejor planeación de la producción. Para realizar esta labor
es asignado el pasante DIEGO ANDRÉS RUSSI UMAÑA.
3.3.1 CLASIFICACIÓN Y SEPARACIÓN DE LAS OPERACIONES EN ELEMENTOS
En la elaboración de la Brocha profesional 5” encontramos diversas operaciones las cuales varían, desde operaciones manuales hasta operaciones totalmente automáticas y estas a su vez se dividen en los siguientes elementos:
Cuadro 1. Clasificación y Separación de las Operaciones en Elementos
FUENTE: Autores del proyecto

35
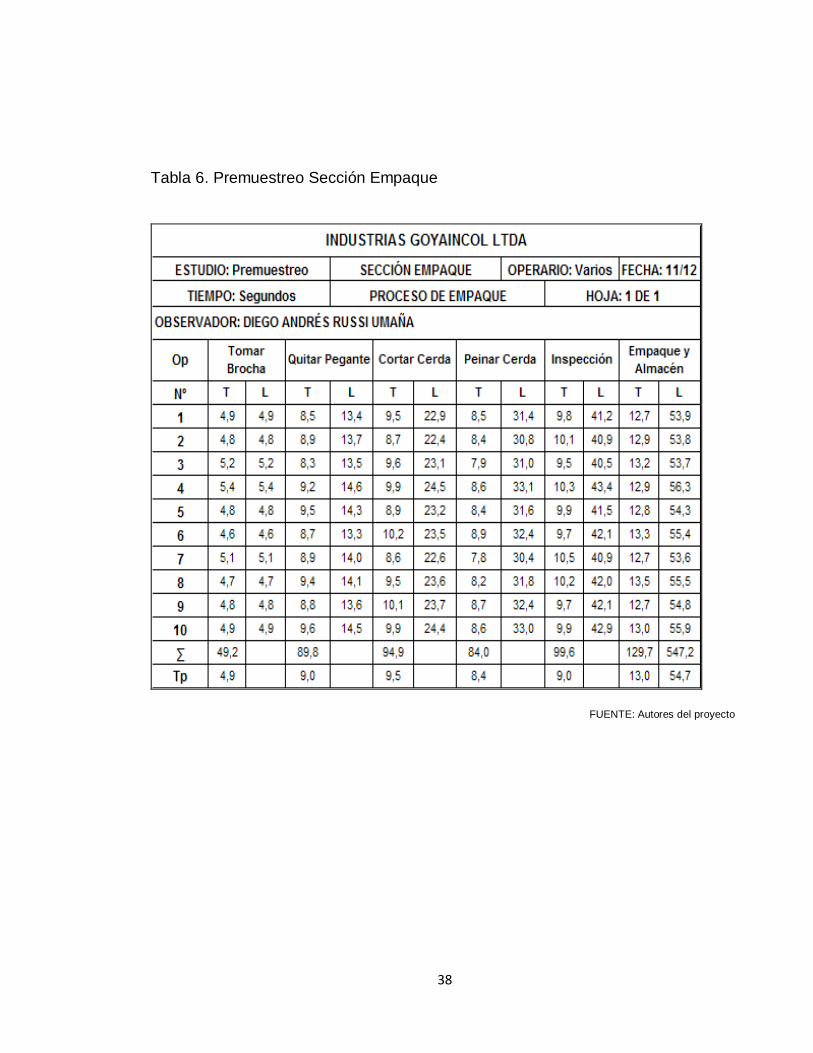
3.3.2 PREMUESTREO
El premuestreo para determinar el valor de n (número de ciclos), se realizo en base a diez observaciones. Las secciones de virolas y armado de cabezal no entran en este estudio ya que su operación es totalmente automática y su producción es estándar. En seguida son presentados los premuestreos efectuados para cada sección: Tabla 3. Premuestreo Sección Inyectoras
FUENTE: Autores del proyecto

36
Tabla 4. Premuestreo Sección Pegado
FUENTE: Autores del proyecto

37
Tabla 5. Premuestreo Sección Ensamble
FUENTE: Autores del proyecto
38
Tabla 6. Premuestreo Sección Empaque
FUENTE: Autores del proyecto

39
3.4 MÉTODO SELECCIONADO PARA EFECTUAR EL ESTUDIO DE TIEMPOS
El método escogido para efectuar el estudio de tiempos es el método de regreso a
cero, ya que este nos permite tomar el tiempo de diferentes elementos del
proceso.
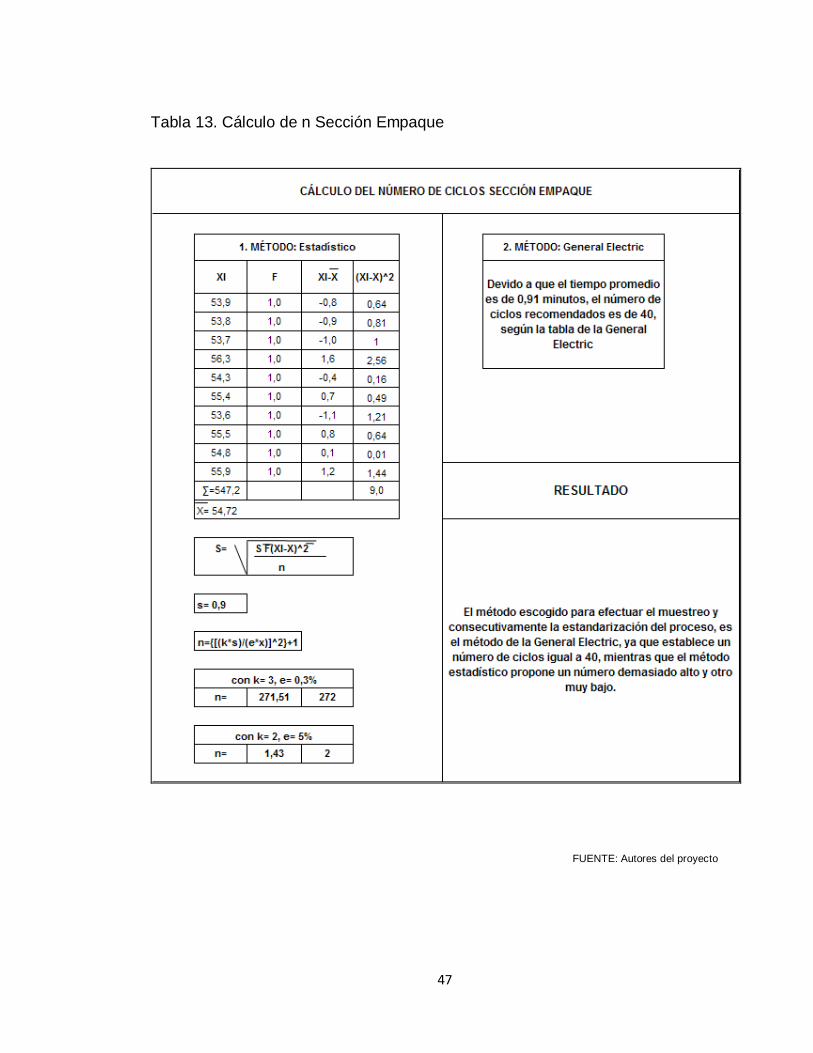
3.5 CÁLCULO DEL NÚMERO DE MUESTRA N
Para determinar el valor del número de ciclos n, se utilizaron dos métodos y se
selecciono el más adecuado de acuerdo al proceso:
Método Estadístico. Anexo B. Método Estadístico
Método de la Tabla General Electric. Anexo C. Método Tabla General
Electric
A continuación se presentan los cálculos de n, los cuales se efectúan a partir del
premuestreo realizado y se presenta el muestreo hecho a partir del valor hallado
para n:

40
Tabla 7. Cálculo de n Sección Inyectora
FUENTE: Autores del proyecto

41
Tabla 8. Muestreo Sección Inyectoras
FUENTE: Autores del proyecto

42
Tabla 9. Cálculo de n Sección Pegado
FUENTE: Autores del proyecto

43
Tabla 10. Muestreo Sección Pegado
FUENTE: Autores del proyecto

44
Tabla 11. Cálculo de n Sección Ensamble
FUENTE: Autores del proyecto

45
Tabla 12. Muestreo Sección Ensamble
FUENTE: Autores del proyecto

46
FUENTE: Autores del proyecto
47
Tabla 13. Cálculo de n Sección Empaque
FUENTE: Autores del proyecto

48
Tabla 14. Muestreo Sección Empaque
FUENTE: Autores del proyecto

49
FUENTE: Autores del proyecto

50
3.6 CÁLCULO DE TIEMPOS ESTÁNDAR
Este proceso consiste en calcular el tiempo normal, con base al muestreo que se
realizo según el valor hallado para n. A partir del tiempo normal se determina el
tiempo estándar.
Cálculo del Tiempo Normal y Tiempo Estándar. Anexo D
3.7 CALIFICACIÓN DE LA ACTUACIÓN
Para dar la calificación a los operarios, se empleo el sistema Westinghouse:
Sistema de calificación de habilidades de Westinghouse. Anexo E
3.8 SUPLEMENTOS
Los suplementos adicionados a las operaciones fueron tomados de los
suplementos recomendados por la ILO.
Tabla de Suplementos recomendados según la ILO. Anexo F
A continuación se presentan los tiempos estándar determinados:

51
Tabla 15. Cálculo del Tiempo Estándar Sección Inyectoras
FUENTE: Autores del proyecto

52
Tabla 16. Cálculo del Tiempo Estándar Sección Pegado
FUENTE: Autores del proyecto

53
Tabla 17. Cálculo del Tiempo Estándar Sección Ensamble
FUENTE: Autores del proyecto

54
Tabla 18. Cálculo del Tiempo Estándar Sección Empaque
FUENTE: Autores del proyecto

55
Figura 5. Diagrama de Operaciones de Proceso Propuesto Brocha Profesional 5”
FUENTE: Autores del proyecto

56
FUENTE: Autores del proyecto

57
FUENTE: Autores del proyecto

58
Figura 6. Diagrama de Flujo Propuesto Brocha Profesional 5”
FUENTE: Autores del proyecto

59
3.9 COMPARATIVO
Después de realizar el cálculo de los tiempos estándar, se procede a comparar los
resultados del estudio con los tiempos estándar que manejan en el proceso, los
cuales son un promedio estimado según la producción, ya que nunca antes se
había realizado un estudio de tiempos en la compañía.
3.9.1 COMPARATIVO SECCIÓN INYECTORAS
Tabla 19. Comparativo Sección Inyectoras
SECCIÓN INYECTORAS TIEMPO ESTÁNDAR
EMPLEADO (SEGUNDOS)
TIEMPO ESTÁNDAR CÁLCULADO (SEGUNDOS)
DIFERENCIA %
ELABORACIÒN MANGO BROCHA PROFESIONAL
5”
65
64.03
-1.50
FUENTE: Autores del proyecto
Encontramos una disminución del 1.5% entre el tiempo estándar empleado y el
tiempo estándar calculado, esto debido a que el tiempo estándar calculado se
baso en los resultados de operarios que llevan en promedio dos años laborando
en esta sección, por ende poseen el conocimiento y la experiencia para realizar
las operaciones de manera rápida y eficiente en comparación a otros operarios
que llevan menor tiempo laborando y a un se están adaptando al proceso como
tal.
Los operarios nuevos en esta sección, presentan dificultades en el proceso de
corte de rebaba del mango, su destreza para esta labor es mucho menor que la de
los operarios antiguos, por lo tanto hay momentos en los que el operario debe
detener la máquina para poder cortar la rebaba de los mangos inyectados que se
han ido acumulando por la falta de agilidad en la operación de corte de rebaba,
perdiendo de este modo tiempo y obteniendo una disminución en la producción.

60
3.9.2 COMPARATIVO SECCIÓN PEGADO
Tabla 20. Comparativo Sección Pegado
SECCIÓN PEGADO
TIEMPO ESTÁNDAR
EMPLEADO (SEGUNDOS)
TIEMPO ESTÁNDAR
CÁLCULADO (SEGUNDOS)
DIFERENCIA %
APLICACIÓN PEGANTE
BROCHA PROFESIONAL 5”
7800
7274.44
-6.73
FUENTE: Autores del proyecto
Se presenta una disminución de 6.73%, lo cual se atribuye al cambio del pegante
que se aplica al cabezal. El pegante utilizado anteriormente fue reemplazado por
otro que posee mayor grado de adherencia y menor grado de espesor. Durante el
transcurso del tiempo los operarios de pegado han notado que el nuevo pegante
tarda un poco menos en secar a comparación del anterior.
Este nuevo pegante seca un poco más rápido y da una mayor fijación a las
cerdas dentro del cabezal y según los testimonios de los operarios es más fácil de
aplicar ya que presenta un espesor menor en comparación al pegante utilizado
anteriormente y por ende permite una mayor facilidad para su uso.
De este modo podemos observar disminuciones de tiempo tanto en el proceso de
aplicación de pegante como en el proceso de secado, lo cual se refleja en el
tiempo estándar calculado, el cual disminuye en comparación al tiempo estándar
empleado.

61
3.9.3 COMPARATIVO SECCIÓN ENSAMBLE
Tabla 21. Comparativo Sección Ensamble
SECCIÓN ENSAMBLE
TIEMPO ESTÁNDAR
EMPLEADO (SEGUNDOS)
TIEMPO ESTÁNDAR
CÁLCULADO (SEGUNDOS)
DIFERENCIA %
ENSAMBLE BROCHA PROFESIONAL 5”
45
43.61
-3.09
FUENTE: Autores del proyecto
Podemos apreciar una disminución del 3.09%, lo cual se justifica con el
incremento en la destreza de los operarios, ya que esta sección recibió varias
capacitaciones acerca de la correcta ejecución del proceso.
El retiro voluntario de la mayoría del personal antiguo con el que contaba esta
sección, provoco una disminución en la producción de la misma, debido a la falta
de capacitación del personal nuevo que ingreso.
Como respuesta a la disminución de la producción que se estaba presentando en
esta sección, y en común acuerdo entre el jefe de planta y el jefe de sección, se
decide realizar una serie de capacitaciones para desarrollar en los operarios la
agilidad y la destreza necesarias para cumplir con la demanda que exige la
producción.
Los resultados de las capacitaciones se vieron reflejados en la estabilización de la
producción de la sección. Los operarios nuevos a través de las capacitaciones
lograron desarrollar las capacidades suficientes para conservar la misma cantidad
de producción que se acostumbra a realizar. Aunque todo el personal no está al
mismo nivel se alcanzo una producción que responde a los requisitos de
producción conservando la cantidad y la calidad que exige el producto como tal.

62
3.9.4 COMPARATIVO SECCIÓN EMPAQUE Y CONTROL DE CALIDAD
Tabla 22. Comparativo Sección Empaque
SECCIÓN EMPAQUE
TIEMPO ESTÄNDAR
EMPLEADO (SEGUNDOS)
TIEMPO ESTÁNDAR
CÁLCULADO (SEGUNDOS)
DIFERENCIA %
EMPAQUE BROCHA PROFESIONAL 5”
60
63.53
+5.89
FUENTE: Autores del proyecto
Encontramos un aumento del 5.89%, el cual es resultado de la inspección rigurosa
que se exigió realizar a los operarios de esta sección después de una serie de
inconvenientes que presento el producto y los cuales indicaban una baja
inspección del mismo ya que varios de los defectos encontrados eran posibles de
detectar tan solo con una inspección visual.
La solución adoptada para corregir esta falencia fue verificar la calidad del
producto más detenidamente, ejecutar una inspección rigurosa sin importar que el
proceso tome un poco más de tiempo para poder tener de esta manera un criterio
más claro en el momento de aprobar o rechazar el producto. En caso de no estar
seguro de aprobar el producto, el operario debe consultar al jefe de sección el cual
será el encargado de tomar la decisión final.
La medida de tomar un poco más de tiempo para el proceso de inspección busca
evitar que los productos no conformes pasen por los entes de control sin ser
detectados, llegando al consumidor y generando en este insatisfacción y en el
peor de los casos la pérdida del consumidor como cliente potencial.

63
3.10 DOCUMENTACIÓN DE LOS PROCEDIMIENTOS INVOLUCRADOS EN LA
ELABORACIÓN DE LA BROCHA PROFESIONAL 5” DE INDUSTRIAS
GOYAINCOL LTDA.
En INDUSTRIAS GOYAINCOL LTDA., se da comienzo a la implementación de un
sistema de gestión de calidad en el cual es requisito indispensable realizar la
documentación de los procesos llevados a cabo en los diferentes departamentos
de la compañía según los parámetros establecidos en la norma ISO 9001:2008.
La necesidad de documentar los procedimientos de los procesos ejecutados en la
compañía surge al detectar confusiones en la ejecución y el estricto orden que
debe llevarse al realizar un proceso determinado según el departamento en el cual
este se ejecute. Los inconvenientes presentados generan reprocesos lo cual
involucra directamente pérdidas de tiempo considerables; requisiciones erradas de
materias primas por la falta de control en los inventarios y su constante
actualización; retrasos en la compra y entrega de materias primas al
departamento de producción afectando el control, la planeación y la entrega de la
misma; atrasos en la entrega de los pedidos a los clientes generando conflictos y
en el peor de los casos la cancelación del pedido y la pérdida del cliente como tal.
Estos problemas que se presentan los cuales afectan las relaciones con los
clientes de gran manera, generando insatisfacción en ellos y dando lugar a la
creación de una mala imagen de la compañía, limita la expansión de la misma y el
posicionamiento en el mercado de las herramientas para la aplicación de pintura.
El proceso de la documentación de los procedimientos que se realizan en los
diferentes departamentos de INDUSTRIAS GOYAINCOL LTDA se planeo dando
prioridad a la documentación de los procesos donde se detectaron inconvenientes
que afectaban la realización del producto más vendido por la compañía, la Brocha
Profesional 5”, sin embargo las fallas en estos procesos también están afectando
la producción en general de la planta, por lo cual surge la necesidad de
documentar los procesos llevados a cabo en los diferentes departamentos.
El proceso de documentación del sistema de información en INDUSTRIAS
GOYAINCOL LTDA., se proyecto de la siguiente manera:

64
Cuadro 2. Proyección Documental en INDUSTRIAS GOYAINCOL LTDA.
INDUSTRIAS GOYAINCOL LTDA PROYECCIÓN DOCUMENTAL
FASE DOCUMENTOS A
ELABORAR FECHA DE
ELABORACIÓN RESPONSABLE
Primera Fase
Procedimiento para el control de documentos
Procedimiento de gestión de compras y almacén
Procedimiento para el control de almacén
Procedimiento para la elaboración de la Brocha Profesional 5”
Del 22 de septiembre de 2011 al 22 de marzo de 2012
Pasante con contrato de
aprendizaje Raúl Fernando Osma
Vargas
Segunda Fase
Procedimiento para el control de registros
Procedimiento de logística
Procedimiento de gestión comercial
Procedimiento para el manejo de caja menor
Del 22 de marzo de 2012 al 22 de
septiembre de 2012
Pasante con contrato de aprendizaje
Tercera fase
Procedimiento para la identificación de peligros y evaluación de riesgos
Procedimiento para la investigación de accidentes
Procedimientos para la identificación y evaluación de impactos ambientales
Procedimiento de auditoría interna
Del 22 de septiembre de 2012 al 22 de marzo de 2013
Pasante con contrato de aprendizaje
FUENTE: INDUSTRIAS GOYAINCOL LTDA.

65
La metodología del proceso de documentación en INDUSTRIAS GOYAINCOL
LTDA., se planeo en tres pasos:
Identificación
Levantamiento de Información
Documentación
3.10.1 IDENTIFICACIÓN
El proceso de identificación de los procedimientos que conforman la primera fase
de la proyección documental del sistema de información de la compañía se
comienza a ejecutar con el estudio de las actividades y procesos que se realizan
en los departamentos, en los cuales se detectaron fallas, encontrando como
resultado información inconclusa, confusiones en el orden correcto de ejecutar los
procesos e información herrada suministrada entre departamentos, demostrando
de esta manera que aunque gran parte del personal lleva laborando varios años
con la compañía, aun no se tiene clara una metodología de trabajo que esté
completamente definida.
Una vez concluye el estudio se establece que los departamentos de compras,
almacén y producción presentan falencias en algunas actividades que desarrollan,
las cuales están afectando de gran manera a la empresa y a sus productos más
importantes en este caso la Brocha Profesional 5”, por lo cual se incluye en la
primera fase de la documentación y por orden directa de gerencia. De este modo
se da la prioridad de documentar los procedimientos que son establecidos en la
primera fase del sistema de información de la compañía los cuales son:
Procedimiento para el control de documentos
Procedimiento de gestión de compras y almacén
Procedimiento para el control de almacén
Procedimiento para la elaboración de la Brocha Profesional 5”
Estos procedimientos son codificados según los parámetros que se indican en el
procedimiento de control de documentos luego son incluidos en el listado maestro
de documentos el cual comienza su constitución con los procedimientos que se
elaboran en la primera fase del sistema de información de la compañía, luego
serán añadidos al listado los procedimientos que conforman las otras fases
después de su respectiva elaboración y codificación.

66
3.10.2 LEVANTAMIENTO DE INFORMACIÓN
En el momento en el cual se identifican y establecen los documentos que se
elaboraran de acuerdo a la proyección del sistema documental se procedió a
recopilar la información base para ejecutar la documentación de los
procedimientos.
Se crea un formato de encuesta (Anexo A) a nivel interno de la compañía, el cual
contiene preguntas claves, con el fin de recopilar la información relacionada con la
metodología de trabajo, los registros y la terminología que aplican los empleados
directamente involucrados con la realización de los procesos que se ejecutan en
los departamentos de la empresa.
Después de diseñar y elaborar el formato de encuesta se establece la fecha y la
hora de cada una de las entrevistas correspondientes según la disponibilidad de
tiempo del personal implicado.
Durante la realización de la encuesta el asistente de producción o pasante explica
en forma breve al empleado entrevistado el proceso que se está llevando a cabo
en la compañía, el motivo de la encuesta y la importancia de obtener información
certera y confiable de modo que el empleado se concientice del valor de las
respuestas que se están consignando con el diligenciamiento del formato.
Al culminar todas las entrevistas programadas el asistente de producción analiza
las respuestas, clasifica e identifica los procesos y establece los parámetros y
registros que deben tenerse en cuenta y ser diligenciados siempre que se lleve a
cabo un proceso especifico en un departamento determinado. Los procedimientos
que se documentan son codificados según el procedimiento para el control de
documentos GOY-PR-C01, el cual se elaboro para establecer las características y
la estructura que deben presentar todos los procedimientos que se redacten.
Estos procedimientos al ser codificados entran inmediatamente a formar parte del
listado maestro de documentos de la compañía, el cual surge en esta con la
ejecución de la primera fase de la proyección del sistema de información.

67
3.10.3 DOCUMENTACIÓN
Al terminar el proceso de levantamiento de información se procede a realizar la
organización de la misma, con el objetivo de plantear un orden lógico y
cronológico de las actividades realizadas. Después de establecer el orden lógico
de ejecución de los procesos se procede a realizar la documentación de los
procedimientos los cuales establecerán la forma correcta de ejecución y cada uno
de los registros que deben ser diligenciados en el momento de realizar una
actividad determinada.
La redacción y elaboración de los procedimientos que conforman la primera fase
del sistema de información de INDUSTRIAS GOYAINCOL LTDA., se ejecuta bajo
los parámetros que se establecieron en la documentación del procedimiento para
el control de documentos GOY-PR-C01.
El procedimiento para el control de documentos plantea la estructura que los
procedimientos deben guardar al momento de ser documentados. El
procedimiento para el control de documentos se encuentra constituido de acuerdo
a la siguiente estructura:
3.10.4 CODIFICACIÓN DE LOS DOCUMENTOS
La codificación de los documentos consta de dos partes, la primera está dada por
las iníciales de la empresa (GOY), la segunda parte está conformado por el tipo de
documento, el departamento al cual pertenece y el consecutivo del documento
(PR-C01) en el Sistema de Gestión de calidad.
Cuadro 3. Estructura de Codificación
FUENTE: Autores del proyecto
INICIALES DE LA
EMPRESA TIPO DE DOCUMENTO CÓDIGO CONSECUTIVO
GOY
Manual de calidad MN-P 01,02,...
Procedimiento PR-C 01,02,...
Guía GU-L 01,02,...
Instructivo IN-V 01.02,...

68
Figura 7. Codificación de Documentos
DOCUMENTOS
GOY - XX - X - XX
INICIALES DE LA COMPAÑÍA CONSECUTIVO
SIGLAS SEGÚN: SIGLAS SEGUN:
PR: PROCEDIMIENTO CA: COMPRAS Y ALMACÉN
IN: INSTRUCTIVO P: PRODUCCIÓN
FT: FORMATO A: ALMACÉN
MN: MANUAL L: LOGISTICA
V: VENTAS
C: CALIDAD
FUENTE: Autores del proyecto

69
3.10.4.1 TABLA DE CONTENIDO
La tabla de contenido para los procedimientos y guías contendrá capítulos
correspondientes en su estricto orden a objetivo, alcance, definiciones,
metodología y control de actualizaciones y además esta se encontrara ubicada en
la segunda página del documento y sin paginación
3.10.4.2 CONTENIDO
Los documentos como guías y procedimientos deben tener el mismo contenido
bajo la misma estructura y cuando algún título no incluya material se deberá
indicar bajo NINGUNO(A) o NO APLICA. El contenido del documento comenzara
desde la tercera página del mismo, con paginación y contendrá lo siguientes
ítems:
3.10.4.3 OBJETIVO
Exposición corta y concisa de la intensión del documento
3.10.4.4 ALCANCE
Definirá el área y las condiciones bajo las cuales es aplicable el documento
3.10.4.5 DEFINICIONES
Se explicaran palabras, términos o acciones que se empleen en el documento que
tengan una interpretación específica la cual deba manejarse con claridad para la
correcta interpretación del mismo.
3.10.4.6 METODOLOGÍA
Realizar de manera clara, veraz y concisa la descripción, en una secuencia lógica,
de las actividades que deben ser ejecutadas para realizar un procedimiento
especifico. La descripción puede consistir en una lista de actividades siempre y
cuando estas sean suficientes para abordar todas las tareas que están sujetas en

70
la ejecución del procedimiento. Si alguna de las actividades se encuentra descrita
en otro documento, se puede hacer referencia a este para evitar la transcripción
del mismo.
3.10.4.7 CONTROL DE ACTUALIZACIONES
Se describe en forma breve cada una de las modificaciones realizadas al
documento teniendo en cuenta las razones y la naturaleza por las cuales fueron
realizados dichos cambios.
3.10.4.8 ANEXOS
Se adicionaran anexos al documento en el caso que sea necesario.
La metodología que se plantea está fundamentada en el procedimiento para el
control de documentos GOY-PR-C01 el cual fue la base para la realización de la
documentación de la primera fase del sistema de información de INDUSTRIAS
GOYAINCOL LTDA.
Los documentos elaborados en la primera fase del sistema de información de la
compañía fueron:
GOY-PR-C01 PROCEDIMIENTO PARA EL CONTROL DE DOCUMENTOS
GOY-PR-CA01 PROCEDIMIENTO DE GESTIÓN DE COMPRAS Y
ALMACÉN
GOY-PR-A01 PROCEDIMIENTO PARA EL CONTROL DE ALMACÉN
GOY-PR-P01 PROCEDIMIENTO PARA LA ELABORACIÓN DE LA
BROCHA PROFESIONAL 5”

71
A continuación se presentan los diagramas de flujo de los procedimientos
elaborados:
Figura 8. Convenciones diagramas de flujo.
Documento
Proceso
Decisión
Terminación
FUENTE: MICROSOFT VISIO 2010

72
Figura 9. Diagrama de flujo procedimiento para el control de documentos.
PROCEDIMIENTO
PARA EL CONTROL
DE DOCUMENTOS
ELABORAR EL
DOCUMENTO
APROVACIÓN DEL
DOCUMENTO
INGRESO AL
LISTADO MAESTRO
DE DOCUMENTOS
SI
CORRECCIONES
PROPUESTAS
DEL
DOCUMENTO
NO
DISTRIBUCIÓN
DEL
DOCUMENTO
LISTADO
MAESTRO DE
DOCUMENTOS
FORMATO DE
DISTRIBUCIÓN DE
DOCUMENTOS
CONTROL DE
ACTUALIZACIONESMODIFICACIÓN
DEL DOCUMENTO
FUENTE: Autores del proyecto

73
Figura 10. Diagrama de flujo procedimiento gestión de compras y almacén.
PROCEDIMIENTO DE GESTIÓN DE
COMPRAS Y ALMACÉN
COMPRA Y ALMACÉN DE
MATERIAS PRIMAS E
INSUMOS
COMPRA Y ALMACÉN DE
PAPELERIA Y ÚTILEZ DE
OFICINA
ADQUISICIÓN DE
SERVICIOS
PROGRAMACIÓN DE
MATERIAS PRIMAS E
INSUMOS
VERIFICACIÓN DEL STOCK
GENERAR REQUISICIÓN
FORMATO DE
REQUISICIÓN
EJECUTAR COMPRA
ORDEN DE
COMPRA
RECEPCIÓN DE MATERIAS
PRIMAS E INSUMOS
REMISIÓN
ORDEN DE
COMPRA
FACTURA DE
VENTA
ENTRADA FÍSICA Y
SISTÉMICA DE MATERIAS
PRIMAS E INSUMOS AL
ALMACÉN
ENTREGA DE
DOCUMENTOS
FORMATO DE
ENTRADAS
(E1 SIIGO)
SALIDA FÍSICA Y SISTÉMICA DE
MATERIAS PRIMAS E INSUMOS
DEL ALMACÉN
FORMATO DE
SALIDAS
(SIIGO H1)
FORMATO DE SALIDAS
DIARIAS DE INSUMOS Y
MATERIAS PRIMAS
PROGRAMACION DE
ADQUISICIÓN DE
SERVICIOS
GENERAR REQUISICIÓN
FORMATO DE
REQUISICIÓN
GENERAR ORDEN DE
SERVICIO
ORDEN DE
SERVICIO
RECEPCIÓN DEL
SERVICIO
REMISIÓN
FACTURA DE
VENTA
PROGRAMACIÓN DE
PAPELERÍA Y ÚTILEZ DE
OFICINA
GENERAR REQUISICIÓN
FORMATO DE
REQUISICIÓN
EJECUTAR COMPRA
ORDEN DE
COMPRA
ENTREGA DE
DOCUMENTOS
RECEPCIÓN DE
PAPELERÍA Y ÚTILEZ DE
OFICINA
ORDEN DE
COMPRA
REMISIÓN
FACTURA DE
VENTA
ENTRADA DE
PAPELERÍA Y ÚTILEZ DE
OFICINA
SALIDAS DE PAPELERÍA
Y ÚTILEZ DE OFICINA
FORMATO DE
SALIDAS DE
PAPELERÍA Y
ÚTILEZ DE
OFICINA
FUENTE: Autores del proyecto

74
Figura 11. Diagrama de flujo procedimiento control de almacén.
PROCEDIMIENTO PARA EL
CONTROL DE ALMÁCEN
ALMACÉN Y
DESPACHO DE
MATERIAS PRIMAS E
INSUMOS
ALMACÉN Y
DESPACHO DE
PRODUCTO
TERMINADO
ENTRADA FÍSICA DE
MATERIAS PRIMAS E
INSUMOS AL
ALMACÉN
UBICACIÓN DE
MATERIAS PRIMAS E
INSUMOS
RECEPCIÓN DE
MATRIAS PRIMAS E
INSUMOS
ENTRADA SISTÉMICA
DE MATERIAS PRIMAS
E INSUMOS
ORDEN DE
COMPRA
REMISIÓN
ORDEN DE
COMPRA
FACTURA DE
VENTA
FORMATO DE
ENTRADAS
(E1 SIIGO)
ENTREGA DE
DOCUMENTOS
SALIDA FÍSICA DE
MATERIAS PRIMAS E
INSUMOS DEL
ALMACÉN
FORMATO SALIDAS DIARIAS
DE INSUMOS Y MATERIA
PRIMA
FORMATO DE
SALIDAS
(H1 SIIGO)
SALIDA SISTÉMICA DE
MATRIAS PRIMAS E
INSUMOS
RECEPCION DE
PRODUCTO
TERMINADO
ENTRADA FÍSICA DE
PRODUCTO
TERMINADO AL
ALMACÉN
FORMATO DE ENTREGA DE
PRODUCTO TERMINADO A
ALMACÉN
UBICACIÓN DE
PRODUCTO
TERMINADO
ENTRADA SISTÉMICA
DE PRODUCTO
TERMINADO
FORMATO DE
ENTRADAS
(SIIGO E1)
SALIDA FÍSICA DE
PRODUCTO
TERMINADO
SALIDA SISTÉMICA DE
PRODUCTO TERMINADO
FORMATO DE
SALIDAS
(SIIGO H1)
FUENTE: Autores del proyecto

75
Figura 12. Diagrama de flujo procedimiento para la elaboración de la brocha
profesional 5”.
PROCEDIMIENTO PARA LA
ELABORACIÓN DE LA BROCHA
PROFESIONAL 5"
FABRICACIÓN
DEL MANGO
FABRICACIÓN
DE LA VIROLA
FORMATO DE
PRODUCCIÓN DE
INYECTORAS
FORMATO DE
PRODUCCIÓN
VIROLAS
ARMADO DE
CABEZAL
PEGADO
FORMATO DE
PRODUCCIÓN
ARMADO DE
CABEZAL
FORMATO DE
PRODUCCIÓN
PEGADO
ENSAMBLE
FORMATO DE
PRODUCCIÓN
ENSAMBLE
EMPAQUE Y
CONTROL DE
CALIDA
FORMATO DE
PRODUCCIÓN
EMPAQUE Y CONTROL
DE CALIDAD
FUENTE: Autores del proyecto

76
4. GENERAR UNA PROPUESTA PARA LA OPTIMIZACIÓN DEL PROCESO PRODUCTIVO DE LA BROCHA PROFESIONAL 5”. Los procesos de documentación y el estudio de tiempos requerido por la
compañía hacen que surja la necesidad de contratar personal capacitado para el
desarrollo de estas labores. La compañía decide ejecutar el proyecto por medio de
la contratación de dos pasantes los cuales se encontraran bajo la supervisión del
jefe de planta, quien será el encargado de guiar a los pasantes en sus diferentes
labores a lo largo de la realización del proyecto.
Debido a la situación planteada y según los objetivos establecidos en este trabajo, El objetivo dos (2) “Documentar los procedimientos de los diferentes procesos que intervienen en la elaboración de la brocha profesional 5””, y el objetivo tres (3) “Implementar el estudio de toma de tiempos para la estandarización del proceso productivo de la Brocha Profesional 5” y la planeación de la producción”, se presentan como estudios ejecutados por los autores de manera individual, ya que cada uno fue asignado a una labor diferente. Sin embargo el objetivo uno (1) “Identificar y analizar el proceso productivo de la Brocha Profesional 5” en INDUSTRIAS GOYAINCOL LTDA.”, y el objetivo cuatro (4)” Generar una propuesta para la optimización del proceso productivo de la Brocha Profesional 5””, se ejecutan como tareas en común, coordinadas por los autores, logrando un análisis de la situación actual del proceso de elaboración de la Brocha profesional 5”, identificando aspectos a mejorar según la experiencia vivida, para lograr un proceso optimo a partir de los diferentes recursos con los que cuneta la compañía para la realización del proceso. La propuesta para optimizar el proceso productivo se enfoca en cada uno de los recursos que intervienen en el proceso:
Recurso Humano
Recurso Físico
Recurso Tecnológico
Materia Prima e Insumos

77
4.1RECURSO HUMANO
Teniendo en cuenta que el personal de la compañía es la estructura de la misma, y en beneficio de una mejor labor y por ende un mejor proceso, es necesario que cada empleado cumpla con las tareas que a este se le asignen, de forma eficiente y eficaz. De acuerdo a esto y según la situación actual de INDUSTRIAS GOYAINCOL LTDA., se pueden evidenciar y establecer diferentes fallas las cuales obstruyen y retrasan el proceso. Según la experiencia vivida por los pasantes se establece que:
No hay una concepción clara de los procedimientos y documentos que intervienen en la ejecución de diferentes labores tanto a nivel administrativo como a nivel de planta.
No existen perfiles definidos para los proceso de contratación de personal, que contengan las competencias profesionales mínimas requeridas para poder optar por los diferentes cargos de la compañía, y por ende existe personal laborando el cual no cuenta con la experiencia suficiente para realizar las labores para las cuales fueron contratados.
No existe una delimitación de las funciones y responsabilidades que implica cada uno de los cargos dentro de la compañía.
Estas falencias generan problemas en el proceso y sumado a esto la gran rotación de personal que se presenta en la compañía, hace que el sistema de selección de personal sea cada vez más flexible, generando la contratación de personal no calificado lo cual se refleja en los diferentes problemas que se presentan en los procesos llevados a cabo dentro de la compañía. Evaluando este aspecto y teniendo en cuenta los problemas que se presentan, se propone la realización de un manual de perfiles en el cual se describa detalladamente cada uno de los perfiles según el cargo, las funciones y las responsabilidades que este involucre, indicando los jefes inmediatos y las capacitaciones requeridas para asumir el cargo como tal. Teniendo en cuenta el proceso de documentación de diferentes procedimientos que se llevan a cabo dentro de la compañía se sugiere la implementación y divulgación de los mismos, para establecer de esta manera la forma correcta de ejecutar una determinada labor teniendo en cuenta los documentos, formatos, registros y demás que intervengan. Estos procedimientos se encontrarían como parte de la capacitación que debe contener el manual de perfiles. Con la elaboración del manual de perfiles se espera mejorar los siguientes aspectos optimizando el proceso productivo:

78
Realizar las futuras contrataciones de personal calificado idóneo para cada uno de los cargos, minimizando los problemas que genera para el proceso, la falta de experiencia y capacitación por parte del personal.
Ejecutar las capacitaciones (según el cargo), que se establezcan en el manual de perfiles, haciendo uso de los procedimientos documentados para mostrar la manera correcta de ejecutar determinadas labores, evitando de esta forma confusiones y problemas, los cuales suelen ser el resultado de la no claridad de los procesos que se llevan a cabo en la compañía.
Divulgar el manual de perfiles entre el personal, para delimitar el alcance de cada uno de los cargos, sus funciones, responsabilidades y su nivel jerárquico dentro de la compañía
4.2 RECURSO FÍSICO En la actualidad INDUSTRIAS GOYAINCOL LTDA., se encuentra en un proceso de expansión en el mercado, tanto a nivel nacional como a nivel internacional, ya que la compañía ha logrado entrar a competir en el mercado ecuatoriano, recibiendo un gran acogimiento por parte de los clientes de este país. El auge que presenta actualmente la compañía, ha generado un aumento en la producción considerable, lo cual ha ocasionado problemas en el almacenamiento tanto de producto terminado como de producto en proceso, ya que el almacén no cuenta con la capacidad necesaria para guardar la totalidad de la producción que se está generando. Es por este motivo que el jefe de planta y el jefe de almacén han tomado la decisión de destinar ciertos espacios dentro de las secciones, para almacenar los productos, generando incomodidad en la sección y en las tareas que allí se llevan a cabo. La compañía carece de una correcta distribución de planta, se puede evidenciar que las áreas de trabajo están mal diseñadas, ya que se pierden espacios en áreas de trabajo muy grandes para ciertas secciones y se limitan ciertas secciones con áreas muy pequeñas considerando los procesos que allí se llevan a cabo. Dada esta situación se propone la realización de un estudio de distribución de planta de producción, para que se haga un uso correcto del espacio con el que dispone la compañía, analizando la necesidad de distribuir correctamente los espacios considerando:
79
Flujo optimo del proceso
Áreas de máquinas y puestos de trabajo correctamente definidas
Creación de una bodega auxiliar Aunque las áreas de almacenamiento auxiliares que se determinaron dentro de algunas secciones, no representan ningún peligro para los operarios, estas han limitando de en una gran forma el espacio para la ejecución de los procesos de producción, generando incomodidad a los operarios, quienes a pesar del poco espacio con el que ahora cuentan, responden a la demanda de la producción de sus secciones. Sin embargo para ellos los procesos se han convertido en algo tedioso, y esto a largo plazo puede generar varios inconvenientes los cuales afectaran al proceso y su producción como tal. 4.3 RECURSO TECNOLÓGICO En INDUSTRIAS GOYAINCOL LTDA., se cuenta con buena tecnología para la ejecución de sus procesos, sin embargo la Sección Pegado presenta una falencia, ya que los procesos de horno y reposo demandan una gran cantidad de tiempo se generan cuellos de botella en el proceso y este fenómeno puede presentarse con mayor facilidad debido al aumento de producción que se ha generado por la situación actual de expansión en el mercado por la que atraviesa la compañía. Con el ánimo de optimizar el proceso productivo se propone estudiar la posibilidad de adquirir una máquina que ejecute las operaciones de horno y reposo en el menor tiempo que sea posible, conservando los parámetros de calidad que siempre ha manejado el producto. La compañía debe tener en cuenta la posibilidad de aumentar su capacidad de producción no solo en esta sección si no a nivel general ya que considerando su ingreso en el mercado ecuatoriano, puede llegar un punto en el cual ya no puedan cumplir con la demanda que se les solicite. Por otra parte, es de suma importancia generar un procedimiento de mantenimiento de equipos y máquinas, ya que el mantenimiento como tal se está realizando cuando se presenta la falla en algún equipo o máquina, lo cual genera un mantenimiento correctivo que interfiere directamente la producción ya que no se puede contar con el equipo o máquina hasta que este sea reparado. De esta manera se propone optimizar el proceso por medio de la creación del procedimiento de mantenimiento en el cual se estipulara la fecha, la hora exacta, la frecuencia y el responsable de ejecutar los procesos de mantenimiento, programándolos de forma tal que no interfieran con la producción.

80
Con la realización del procedimiento de mantenimiento se espera:
Diseñar un programa de mantenimiento que contemple todos los equipos y maquina, el cual será ejecutado verazmente.
Disminuir las fallas que se presentan en los equipos y máquinas
Lograr un rendimiento optimo del equipo o máquina que se esté operando
Disminuir los paros de producción ocasionados por equipos o máquinas
Realizar seguimiento continuo a las labores de mantenimiento que se realicen, tanto en equipos como en máquinas, para de esta forma predecir la frecuencia con la cual es conveniente la realización del mantenimiento.
Es conveniente que la compañía desarrolle un programa de mantenimiento ya que de esta forma podrá recopilar y analizar el historial de cada uno de sus equipos y máquinas, logrando determinar el momento correcto de efectuarlo y hasta el momento de reemplazar algún equipo o máquina. 4.4 MATERIA PRIMA E INSUMOS
INDUSTRIAS GOYAINCOL LTDA., es una compañía que cuenta con más de ocho años de experiencia en el mercado de herramientas para la aplicación de pinturas y es gracias a la calidad de sus productos que la compañía ha logrado consolidarse como uno de los lideres en la producción y comercialización de este tipo de herramientas. A pesar de que la compañía es reconocida por la calidad de sus productos, esta no maneja un grupo determinado de proveedores, por el contrario siempre se está en búsqueda de proveedores nuevos que oferten el mejor precio, sin tener en cuenta el total de las especificaciones requeridas para la adquisición de los insumos y las materias primas. A raíz de esto se presentan variaciones en la calidad de la producción, las cuales han generado inconvenientes e insatisfacción en algunos clientes. La empresa no ha diseñado un sistema de evaluación de proveedores, donde se establezcan indicadores que identifiquen las principales fallas y virtudes de los mismos, para establecer con base a esto el grado de confiabilidad que corresponda a cada uno de ellos. Por las razones expuestas existe la necesidad de implementar un sistema de evaluación de proveedores para ejercer un mejor control en la calidad de los insumos y materias primas que se adquieran.

81
Actualmente la referencia utilizada para seleccionar al proveedor, es el costo que este oferte del insumo o materia prima y algunas especificaciones que normalmente no son cumplidas en su totalidad, pero pensando en la optimización del proceso se sugiere que el formato de evaluación de proveedores que se implemente contemple en su esencia mínima los siguientes aspectos:
Precio
Calidad
Cumplimiento de entrega
Accesibilidad financiera Estos ítems establecidos deben ser valorados y a partir de su análisis se deben determinar los indicadores de evaluación para asignar el grado de confiabilidad correspondiente. Por otra parte hay que definir la frecuencia con la que se realizara la evaluación y a partir de los resultados se establecerán comparativos con evaluaciones anteriores para registrar el historial de cada proveedor.

82
5 CONCLUSIONES
La maquinaria, materia prima y mano de obra representan el 80% de las causas que producen inconvenientes en el proceso de elaboración de la Brocha Profesional 5”.
Se realiza un estudio de tiempos al proceso productivo de la Brocha Profesional 5”, para estandarizar el proceso y ejercer un mejor control del mismo.
hay una optimización del 1.5% en el tiempo estándar del proceso de fabricación del mango, lo cual se debe a las habilidades que han desarrollado los operarios que fueron base de estudio, ya que en esta sección, la mayoría del personal lleva más de dos años laborando y su experiencia y agilidad en los procesos es considerada como excelente.
Se presenta una optimización del 6.73% en el tiempo estándar del proceso de aplicación del pegante, ya que el aditivo usado fue reemplazado por otro, que presenta un secado más rápido, un mayor grado de adhesividad y es más fácil de aplicar para el operario.
Existe una optimización del 3.09% en el tiempo estándar del proceso de ensamble, lo cual se atribuyen a un conjunto de capacitaciones dirigidas a los operarios de de esta sección para desarrollar en ellos las capacidades y habilidades necesarias para responder con la mejor calidad posible a la producción solicitada.
Se genera un aumento del 5.89% en el tiempo estándar del proceso de empaque, como consecuencia de la intensificación de los procesos de control de calidad realizados para disminuir las posibilidades de que productos no conformes lleguen a manos de los clientes.
Las estrictas capacitaciones que recibe el personal sobre sus funciones y responsabilidades, la enseñanza correcta de cómo realizar sus labores y la explicación del uso debido y diligenciamiento de formatos, registros y demás, disminuye los inconvenientes que afectan el proceso.
Se establece el procedimiento para el control de documentos, el cual indica los parámetros de forma y estructura que deben guardar los procedimientos que se elaboren.
Se normalizan los procesos llevados a cabo entre el departamento de compras y el almacén para realizar la adquisición de los insumos y materia prima requeridos por el proceso.
Se normalizan los procesos que involucran el control del almacén desde los aspectos del ingreso y salida de materia prima e insumos, hasta el uso correcto de documentos, registros y formatos que interactúan en el proceso como tal.
La actualización constante de los inventarios del almacén contribuye para realizar las correctas requisiciones de insumos y materia prima, disponiendo de información veraz en el momento que sea necesario.

83
La medida implantada por parte del departamento de compras, de realizar las requisiciones de insumos y materia prima en un día determinado, genera orden y un mejor control para el seguimiento de estas actividades.

84
6 RECOMENDACIONES
Se establece que los factores principales que generan problemas en el proceso de Producción de la Brocha profesional 5”, se presentan en la maquinaria, materia prima y mano de obra, es pertinente realizar constante seguimiento a estos factores.
En general el proceso presento una disminución en sus tiempos estándar lo cual se atribuye a las habilidades que los operarios han desarrollado con el paso del tiempo y a las acciones que se han realizado para mejorar el proceso, es bueno que al personal se le realicen capacitaciones certeras que incentiven el desarrollo de las habilidades requeridas por el proceso.
Se define por medio del procedimiento para el control de documentos, la estructura y esencia mínima que debe contener cualquier procedimiento que se elabore, se recomienda implementar este procedimiento para controlar los futuros documentos que se elaboren dentro de la compañía.
Se establecen los procesos que tanto el almacén, como el departamento de compras deben cumplir para realizar las correctas solicitudes y adquisiciones de materias primas e insumos, se recomienda seguir todos los pasos de los procesos para evitar confusiones y pérdidas de documentos.
se concretaron fechas determinadas para presentar las requisiciones de materia prima e insumos al departamento de compras, el cual fuera de esta fecha no podrá aceptar ninguna solicitud de compra, a menos que gerencia apruebe o realice directamente la solicitud, se recomienda respetar este día para realizar las solicitudes de compra, de esta forma el proceso tendrá el orden que requiere.
Las requisiciones de insumos y materia prima que se realizan, contemplan los inventarios existentes en el almacén, antes de ser elaboradas, para evitar solicitudes de compra herradas, es necesario realizar una constante actualización de los inventarios para disponer de una información veraz.

85
BIBLIOGRAFÍA
[1] CHASE Richard, AQUILANO Nicholas. Dirección y administración de la
producción y de las operaciones. Sexta edición. México: McGraw-Hill, 2005.
[2] BENJAMIN Niebel. Ingeniería industrial, métodos, estándares y diseño del
trabajo. Décima edición. México: Alfa omega, 2001.
[3] ISO 9001:2008 Directrices para la Mejora del desempeño en el Sistema de
Gestión de Calidad.
[4] ISO 9000:2008 Sistemas de Gestión de Calidad-Fundamentos y Vocabulario.

86
ANEXOS
ANEXO A. FORMATO DE RECOLECCIÓN DE INFORMACIÓN
FUENTE: Autores del proyecto

87
ANEXO B. MÉTODO ESTADÍSTICO3
Este método se basa en la utilización de las siguientes formulas para determinar el valor de n:
FÓRMULA 1. DETERMINACIÓN DESVIACIÓN ESTÁNDAR
Remplazando:
s = Desviación estándar
Σ F (XI - X)^2 = Sumatoria de todos los tiempos totales de las
muestras, menos el tiempo promedio y el resultado elevado al
cuadrado.
n = Número de muestras
3 BENJAMIN Niebel. Ingeniería industrial, métodos, estándares y diseño del trabajo. Decima edición. México: Alfa omega, 2001. p.341
s = Σ F (XI - X)^2
n

88
ANEXO B. MÉTODO ESTADÍSTICO FÓRMULA 2. DETERMINACIÓN DE N
Remplazando:
n = Número de muestras
k = Constante (para el estudio el k =2 y k =3)
e = Margen de error (para el estudio el e = 5% y e= 0.3%)
x = Promedio total obtenido en el premuestreo
2
n =
k * s1
e * x

89
ANEXO C. MÉTODO TABLA GENERAL ELECTRIC4
Fuente: Información tomada de Time Study Manual de los Erie Works en General
Electric Company, desarrollado bajo la guía de Albert E. Shaw, gerente de
administración del salario.
4 Ibid.,p.340

90
ANEXO D. CÁLCULO DEL TIEMPO NORMAL Y TIEMPO ESTÁNDAR5 Para realizar el cálculo del tiempo estándar de los procesos se utilizan las
siguientes formulas:
FÓRMULA 1. DETERMINACIÓN DEL TIEMPO NORMAL
TN = TO * (1 +/- CAL)
Remplazando:
TN =Tiempo normal
TO = Tiempo observado
CAL = Calificación que se le dio al operario
5 Ibid., p.347

91
ANEXO D. CÁLCULO DEL TIEMPO NORMAL Y TIEMPO ESTÁNDAR
FÓRMULA 2. DETERMINACIÓN DEL TIEMPO ESTÁNDAR
TS = TN * (1 + SUP)
Remplazando:
TS =Tiempo estándar
TN =Tiempo normal
SUP = Sumatoria de los suplementos hallados para los operarios

92
ANEXO E. SISTEMA DE CALIFICACIÓN DE HABILIDADES DE
WESTINGHOUSE
SISTEMA DE CALIFICACIÓN DE HABILIDADES DE WESTINGHOUSE6
SISTEMA DE CALIFICACIÓN DE ESFUERZO DE WESTINGHOUSE7
6 Ibid., p.361 7 Ibid., p.362

93
ANEXO E. SISTEMA DE CALIFICACIÓN DE HABILIDADES DE
WESTINGHOUSE
SISTEMA DE CALIFICACIÓN DE CONDICIONES DE
WESTINGHOUSE8
SISTEMA DE CALIFICACIÓN DE CONSISTENCIA DE
WESTINGHOUSE9
8 Ibid., p.363 9 Ibid.,p. 363

94
ANEXO F. TABLA DE SUPLEMENTOS RECOMENDADOS SEGÚN LA ILO10
10 Ibid., p.386

4





























