-
7/23/2019 FCC Troubleshooting - Catalyst Losses
1/36
1
FCC Trouble Shooting
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
2/36
2
Determining the Cause of a Problem
The Fluid Catalytic Cracking (FCC) process has many complex
interactions
between catalyst, hardware, feed, and products.
This complexity can make it difficult to determine the cause of
a problem.
When a problem arises, the first step must be to define the
problem.
This is done by gathering data on current operation and
comparing this
information with data from a time of normal operation.
Consider any changes that occurred near the time the problem was
first
observed.
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
3/36
3
Some Common Major Problems
High Catalyst Losses
Poor Catalyst Circulation
Poor Product Yields
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
4/36
4
A: Definition of ProblemHigh Catalyst Loss Rate
Are losses from the reactor, regen., or both?
From one vessel mechanical or operation problem
From both vessels low system pressure or catalyst
problem
Are losses steady or increasing with time?
Steady losses blocked cyclone dipleg
Increasing hole or crack in vessel or line
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
5/36
5
A: Definition of ProblemHigh Catalyst Loss Rate, cont.
Is fines fraction (0-40 ) in the eq. cat. decreasing
or increasing? Decreasing poor fines retention;
low fines replacement
Increasing high stream velocity; soft catalyst
Are the gas velocities in the affected vessel within
cyclone design ranges? If no unit pushed beyond operating
envelope
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
6/36
6
A: Definition of ProblemHigh Catalyst Loss Rate, cont.
Additional questions:
Has there been a change in the particle size of theescaping
catalyst?
When were the high cat. losses first observed?
Did the change occur suddenly or gradually?
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
7/36
7
High Catalyst Losses
Troubleshooting Check List
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION
Fines increase inequilibrium catalyst;
high cyclone P
High velocity stream indense phase (>70 m/s)
Soft catalyst
Reduce velocities(replace missing RO,
close bypass valves,
reduce stripping steam) Test catalyst attrition
Loss increases with time Crack in plenum or hole in
cyclones
Reduce vessel
velocity
Fines decrease inequilibrium catalyst
Unit shut-down maybe required
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
8/36
8
High Catalyst Losses
Troubleshooting Check List, cont.
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION
Losses are steady at thehigher level
Fines decrease in
equilibrium catalyst
Something has broken,not simply cracked; or
flooded/plugged dip leg
Reduce c clone velocit
Additional Data
a APS of losses = 25 a 2nd
sta e c clone roblem
b APS of losses > 30 b 1st
or 2nd
stage cyclone
roblem or hole in lenum
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
9/36
9
High Catalyst LossesTroubleshooting Check List, cont.
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION
Losses from both
vessels increase after
the unit operating
pressure was reduced
Losses are normal for the
increased gas volume
(from reduced pressure)
Either increase
operating pressure
or accept higher
losses
Fines in equilibriumcatalyst are decreasing
Losses at the increased
level are steady
Catalyst level in diplegs istoo high, or improper
dipleg seal
Increase operatingpressure until
losses reach an
acceptable level
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
10/36
10
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
11/36
11
B: Definition of ProblemPoor Catalyst Circulation
Is problem in spent, regenerated, or both catalyst
lines? If in one of the lines aeration problem
If in both catalyst problem
Is problem increasing with time?
If yes mechanical problem
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
12/36
12
B: Definition of ProblemPoor Catalyst Circulation, cont.
Has the percentage of fines (0-40) in the eq. cat. changed?
If decreasing fines coarse fresh catalyst / poor
finesretention
If steady fines poor aeration
Has the pressure profile changed?
If yes make adjustments to aeration to minimize
problem
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
13/36
13
Catalyst Circulation
Troubleshooting Check List
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION
Poor regeneration
Change in yields
Poorer stripping
Coarse catalyst
Loss of fines
No catalyst withdrawals
Lower regen. velocity
Add more or finercatalyst
Unsteady standpipe P Hole in standpipe Alter S/P aeration
High regen. holdup High temps. and stresses Review
operatinghistory and standpipedesign
Uneven regen. temps
Uneven flue O2or CO Erosion / Corrosion
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
14/36
14
Catalyst Circulation
Troubleshooting Check List, cont.
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION
Unsteady regen. temp. Unsteady reactor temp
Unsteady press diff.
control (PDRC)
Check slide valves
and controllers
Catalyst shifts between
reactor and regen.
Unsteady regen. press.
Slide valve operation - poor instrumentation - sticky slide
valves
Adjust aeration in
cat. transfer lines
Poor gas compressor
Unsteady reactor temp. Improper aeration Aeration changes
Catalyst shifts betweenreactor and regen.
Transfer line vibration Fluctuating valve P
Water in aeration medium Water in steam lines Malfunctioning
cat. slide
valve actuators
Remove water from aeration system Check SV system
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
15/36
15
C: Definition of ProblemPoor Product Yields
Is there a poor weight balance? If yes metering error or
exchanger leak
Are yields steadily deteriorating with time? If yesmechanical
problem such as feed
nozzle erosion
Are metals on equilibrium catalyst increasing? If yes feed
quality or low catalyst
replacement
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
16/36
16
Poor Product Yields
Troubleshooting Check List
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION
High H2 yield High metals in feed Lower feed metals High coke
yield Catalyst contamination Segregate feed
Higher riser velocities Poor resid catalyst Increase cat.
addition Overloaded gas
compressor
Feed type change Change to metals
tolerant catalyst Low catalyst replacement Inject antimony
Vac. unit op. conditions Increase riser steam
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
17/36
17
Poor Product Yields
Troubleshooting Check List, cont.
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION
High coke yield Poor wei ht balance
Leak in exchanger train;Hvy. products in feed
Isolate leaking HXAdjust feed train pressure
balance Partly open S/U valves Close valves, install blinds
Low coke yield Poor wei ht balance Unsteady feed
header pressure
Leak in exchanger train;
Lt. products in feed
Isolate leaking HXAdjust feed train pressure
balance
High coke yield High H in coke
Poor stripping Poor feed vaporization
Increase steam rate Increase rxtr. temp.
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
18/36
18
Poor Product Yields
Troubleshooting Check List, cont.
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION
Low catalyst activity High regen. temps. Localized high
temps.
Review regen. operation Use combustion promoter
Hi h Na and V on catal st
Increase cat. addition Minimize metals into FCCU
Excessive steam in re en. Torch oil
Review regen. operation Remove torch oil; install
blind in line
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
19/36
19
Poor Product Yields
Troubleshooting Check List, cont.
OBSERVED DATA POTENTIAL CAUSES INITIAL ACTION Poor
circulation
Poor regeneration
Coarse catalyst
Loss of fines
Review regen. ops.
Use finer catalyst Poor stripping No catalyst withdrawals
Increase cat. addition
Change in riser P Eroded or blocked riser Review riser
design
Riser velocity too high Feed injector vel. too low
Change PDRC tocontrol circulation
Check feed injection
High LCO endpoint; low
HCO initial boiling point
Poor LCO/HCO split Adjust pumparound
duties Inefficient HCO stripper Check steam rates Improper tray
loading in
Main Column
Review MC operation
and internals
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
20/36
20
Conclusions
You Cant Fix a Mechanical Problem by Changing Catalysts
(thoughmany try)
BUT
Proper Catalyst Selection May Allow Longer/ Smoother
Operation
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
21/36
21
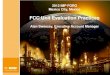
Regenerator Cyclone Operation
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
22/36
22
Regenerator Cyclone Operation
Catalyst loading to cyclones depends on
operation
- high velocity, 3.5 fps = 1.1 lbs catalyst
per ft3 of flue gas
- low velocity, 2.5 fps = 0.6 lbs/ft3
- entrainment has an exponential curve
Catalyst loading is usually higher than
catalyst circulation.
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
23/36
23
FCC Catalyst Entrainment
0.01
0.10
1.00
10.00
1.5 2.0 2.5 3.0 3.5 4.0 4.5
Superficial Velocity @ Bed Outlet, fps
CatalystEntrainment,lb/c
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
24/36
24
Cyclone Design Issues
Must be very, very efficient - 99.997 % or
more is a typical target typical loading of reactor cyclones for
30,000
BPD FCC is ~ 18 tons/min, or 26,000
tons/day
99.997 % efficient system means losses of0.8 tons/day from the
reactor
Must be able to withstand erosive conditions
in order to meet run length targets
Needs high reliability of support system
Has to handle wide range of operating
conditions
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
25/36
25
Typical Cyclone Terminology
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
26/36
26
Industry Cyclone Design Targets
DIPLEG FLUX
100-150 lb/ft-secfor Riser and
Regen 1st stage
cyclones
75 lbs/ ft-sec forUpper and Regen
2nd Stage
cyclones
INLET VELOCITIES
Riser 55 - 65 ft/sec
Upper 60 - 75 ft /sec
Regen 1st Stage 60 - 70 ft /sec
2nd Stage 70 - 80 ft/sec
OUTLET VELOCITIES
Riser 45 - 65 ft /sec
Upper 175 ft /sec maximum
Regen 1st Stage 50 - 70 ft /sec
2nd Stage 175 ft/sec max
INLET
OUTLET
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
27/36
27
Other Cyclone Parameters
To improve system efficiency
Target first stage cyclone L/D ratio to be at least 3.6,
higher if possible
Target 2nd stage cyclone L/D for 5.0 when possible
Check dipleg pressure balance
Want several feet remaining in the diplegs at all
operating conditions to avoid upsets/carryover
Plan on 1 of hexmesh refractory
AA-22S is industry standard
For trickle valves, plan on partially shrouded designs
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
28/36
28
Likely Maintenance Issues For Cyclones
Weld Cracks
Crossover Duct Cracks
Vortex Termination Catalyst/Vapor Entrainment
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
29/36
29
Dipleg Erosion
Caused by
vortexbeing
pushed
into top of
dipleg
EXTREMELY
common!
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
30/36
30
Localized Erosion
Gouge in refractorythrough to metal
Caused by shape ofinlet horn
this case is minor
Not obvious from
drawings Very obvious from
field inspection
Cause of damage
may not be apparentUNTIL you are in theunit!
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
31/36
31
Reactor Cyclone Coking
Approximately 1 of
coke has formed on
the outlet tubeINSIDE the reactor
cyclone
You MUST remove
this if found duringan inspection
VERY likely to fall
off on start up and
plug the dipleg
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
32/36
32
Reactor Cyclone Coking Causes
Coke formation is usually due to condensation of heavy
hydrocarbons
Material condenses in the dead area behind the cyclone inlet
horn
Can be minimized with:
good feed injection
increased steam in riser
making sure unit is hot when feed is initially injected taking
feed out before riser outlet temperature is too low
Fi l C l Th ht
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
33/36
33
Final Cyclone Thoughts
Cyclones are listed as one of the top three reasons why FCCUs
end
runs early
Many people run higher than design inlet velocities
This is not unacceptable It does carry inherent risk of ending a
run early due to mechanical
damage
Erosion to a cyclone is a function of velocity to at least the
3rd
power, if not higher a 10 % increase in velocity corresponds to
at least a 33 % increase in
erosion
Units can run for an extended time period with cyclone damage,
but
need to be aware of:
fluidization effects due to loss of small particles
potential safety issues
added headache of catalyst management
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
34/36
34
TYPICAL FCCU LAYOUT
FLUE GAS
PdRC
TRC
REGENERATOR
REACTOR
STRIPPER
LRC
AIR
STEAM
AIR
STEAM
OIL FEED
RECYCLE
LT. ENDS
PRODUCTS
TPA
MAIN
COLUMN
LCOPRODUCT
HCN
PRODUCT
MPA
BPA
DCO PRODUCT
Steam
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
35/36
35
TYPICAL AERATION LAYOUT
STEAM
AIR
AIR
STEAM
STEAM
STEAM
STEAM
FEED
STRIPPER
REGENERATOR
RISER
-
7/23/2019 FCC Troubleshooting - Catalyst Losses
36/36
36
TYPICAL 2-STAGE CYCLONE
PlenumPlenum
Gas Outlet TubeGas Outlet Tube
Gas Inlet DuctGas Inlet Duct
BarrelBarrel
ConeCone
DiplegDipleg
Dust HopperDust Hopper
Flapper ValveFlapper Valve
2nd
Stage1st
Stage