Embed Size (px)
Citation preview

t e c h n o l o g y r e p o r t
エキシマレーザの比類ないUVパルス出力により、薄く繊細な機能性フィルムデバイスを、リジッドなキャリア基板から高い歩留まりで剥離する工程は、薄くフレキシブルな新世代デバイス製造において、生産性を高めると同時に、製造コストを引き下げることができる。 レーザ加工はこれまで常に、マイクロエレクトロニクス・デバイスの画期的な進歩を達成する上で鍵を握る技術だった。デバイス集積密度の要求が厳しくなる中で、平面方向と立体方向の両方で最大限の加工分解能を実現する短波長のUVレーザを採用する傾向が高まっている。UVレーザの中でも最も高性能な最新式のエキシマレーザに、広視野の投影光学部品を組み合わせることにより、達成可能な分解能のおよそ1万倍という、前例のない有効照射面積が得られるため、「高速加工」と「精密加工」の両立という、長年に
わたる問題を解決することになる。米コヒレント社(Coherent)は、あらゆる
サイズのウエハやパネルに対し、精密かつ安定な剥離加工を実現することで、ディスプレイや電子デバイスのフレキシブルな未来創成に貢献している。
リジッドなキャリア基板を用いたフレキシブルデバイスの製造 スマートウォッチ、ウェアラブル機器、曲面スマートフォンに用いられるフレキシブルディスプレイは、莫大な商業的可能性を秘めているが、その製造には大きな技術的課題が存在する。特に、フレキシブルディスプレイに用いられる薄いプラスチック基板は、非
Industrial Laser Solutions Japan September 201712
ラルフ・デルムダール
フレキシブルデバイスへの移行を実現する高出力UVレーザシステム
エキシマレーザリフトオフが変えるフレキシブルデバイス製造
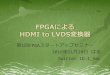
ガラス基板
TFTアレイ
レーザリフトオフ
OLED
スピンオンポリイミド
剥離されたフレキシブルディスプレイ
図1 リジッドなキャリアとエキシマレーザによるリフトオフ剥離を用いた、フレキシブルディスプレイ製造の図解手順。

常に繊細なために従来の工具で搬送することが困難で、また複数の製造工程でさらされる高温によって、もともと高くない剛性が一般的に低下する。これは、薄いウエハの加工で遭遇するのと同じ問題である。ウエハは、高機能モバイルデバイスの内部に詰め込む、垂直積層のロジックやメモリチップ構造の占有スペースを縮小するために、フレキシブルになるレベルにまで薄化が施される。フレキシブルディスプレイパネルや極薄半導体ウエハを量産するための一般的な方法は、ポリマーでコーティングしたリジッドなガラスキャリア上に回路を作製し、最終工程で製造済みデバイスを剥離することである。技術的には、UVエキシマレーザのラインビームは、キャリアガラス基板を通してポリマー層に照射される。波長が短く表層で吸収が完結するため、ガラス基板に接合したポリマー層だけが蒸散する。308nmのエキシマレーザを使用する場合、パルス半値全幅
(FWHM:Full Width at Half Maximum)が約25ns、エネルギー密度が約200J/cm2のシングルレーザパルスで層間剥離が生じる。波長が短いことにより、さらなる犠牲層を設けて吸収を促進させる必要もなくなる。
UV性能と信頼性がもたらす真の価値 量産には向かないことが明らかになったリジッドキャリアの剥離手法が多数存在する。例えば、機械的なリフトオフや化学的なエッチング処理は、時間のかかる不明確な方法であることから、製造歩留まりの損失を招きやすい。エッチング処理にはさらに、環境的に有害な物質の問題が伴う。レーザリフトオフによる剥離は、十分に短い波長
(350nm以下)が適用されるという条件の下で、ポリマーとガラスの境界領域でのレーザエネルギー吸収という優れた代替方法である。エキシマレーザは、他のレーザでは得られない最短の波長(一般的には308nmだが、レーザリフトオフ製造では248nmの波長も採用される)に加えて、最大のエネルギーとパワー出力を備えるため、繊細なマイクロエレクトロニクスを高い歩留まりで剥離し、比類ないスループットを量産エレクトロニクス市場に確実に提供する。実際、短波長のエキシマレーザシステムを、高品質のラインビーム光学部品と組み合わせて使用することによって得られる高い製造歩留まりの重要性は、どれだけ高く評価しても過大評価には当たらないことが、以
下の項目からもわかる。
・レーザリフトオフによるキャリア剥離は、高価値部品に適用される。・レーザリフトオフ加工は、さまざまな加工方法の中でも最もコストのかからない処理の1つである。・多くの高価値部品やマイクロエレクトロニクス・デバイスは、リフトオフ工程で品質低下の危険にさらされる。・ディスプレイのレーザリフトオフ加工時のわずか1%の歩留まり損失が、年間で何百万ドルもの利益損失につながる。
大面積UVレーザリフトオフ加工 ディスプレイメーカーは、1 ~ 5m2
程度のサイズの長方形のガラスキャリアパネルを採用している。フレキシブルディスプレイ製造時に適用される、基本的なリフトオフ加工手順を図1に示す。最初の工程では、一時的なガラスキャリア基板が薄いポリマーフィルムでスピンコーティングされる。ポリマー層はその後硬化される。ポリマー層の上に回路バックプレーン(薄膜トランジスタのマトリクスなど)が作製され、続いて、機能的な光生成層を含むディスプレイのフロントプレーンが作
September 2017 Industrial Laser Solutions Japan 13
図2 フレキシブルディスプレイのレーザリフトオフ加工の際、キャリアパネルはエキシマレーザのラインビームの下を移動する。

製される。最後に、レーザリフトオフ加工によって、リジッドディスプレイからフレキシブルディスプレイへの移行が行われる。 大型パネルのレーザリフトオフ剥離を産業規模で実装する上で、エキシマレーザ光学システムに基づくラインビーム走査は、業界で実証済みの最適な加工手段となっている。長さ250mmのラインビームを提供するリフトオフシステムに始 まり、 今 では、 最 大750mmにまでライン長が拡張されたエキシマレーザ光学システムが、フレキシブルディスプレイの製造フロアに既に投入されている(図2)。ライン幅は約0.4mmで、加工面積(各レーザパルスが照射される基板面積)は、ラインビーム長が250mmの場合で1cm2、750mmの場合で3cm2である。1領域あたり1ショットで十分で、パルス照
射範囲の重なりはラインビーム幅の数パーセント程度であるため、パネルあたりの処理速度は、レーザの繰り返し周波数に直接比例する。パネルのサイズと適用するラインビーム長にもよるが、エキシマレーザによる大面積リフトオフ加工によって、1時間あたり約1万枚のスマートフォン用フレキシブルディスプレイが製造可能である。
完全にフラットトップなビーム特性のメリット エネルギー安定化動作モードで最大1ジュールにも達するエキシマレーザの高いUVパルスエネルギーは、信頼性の高いシングルパルスのレーザリフトオフを実現するために、個々のプロセスウィンドウの要求に応じて、フラットトップ形状のエネルギー分布を持つ大きなラインビームを形成することが
できる。1軸方向のビーム断面がガウシアン型で、リフトオフ効率がわずか25%の固体ベースのUVレーザシステムの典型的な問題として、エネルギー密度が不十分だとリフトオフ剥離は不完全になり、逆にエネルギー密度が高すぎると、熱負荷も高くなることで薄いフィルムが湾曲したり炭化したりする可能性がある。しかし、エキシマレーザを採用するリフトオフシステムは、完全にフラットトップのビーム特性を備える(図3)。また、ラインビームシステムの短軸に沿って80%の有効ビーム面積を達成し、照射エリア全体にわたって均等なエネルギー密度を適用する、高速なリフトオフが可能である。ビームの重なりは最小限であるため、キャリアあたりのUVパルス数も最小限となる。
パルスオンデマンド–実際に活用されるレーザパルス数の節減 レーザパルス、特にUV波長領域のレーザパルスにはコストがかかる。そのコストは、内部光学素子などにおけるレーザ消耗品のパルス発振に起因した 摩 耗 や 損 傷 に 伴 う も の で あ る。
「UVblade」シリーズなど、コヒレント社のエキシマレーザリフトオフシステムは、パルスを節減するパルスオンデマンド・モードで動作するように設計されている。実際には、フレキシブルディスプレイ製造施設のレーザリフトオフ加工において、UVレーザシステムによる照射が行われる割合は、全体のタクトタイムの40%にも満たない。エキシマレーザで選択可能なパルスオンデマンド・モードでは、レーザリフトオフシステムは、パネルへの露光時のみ照射し、ステッピングやパネルのロード/アンロードに要する時間などのアイドル時間には照射しない(図4)。
Industrial Laser Solutions Japan September 201714
t e c h n o l o g y r e p o r t
図3 長さ750mmのエキシマレーザ・ラインビームの水平軸方向と垂直軸方向の断面。

そのためパルスオンデマンドには、パネルあたりのレーザパルス数、すなわちパネルあたりの製造コストを大幅に削減する効果がある。これを利用することでメーカーは、レーザの運用コストを、創出される価値に見合うレベルに抑えることができる。パルスオンデマンドによるパルス蓄積の最小化により、エキシマレーザシステムは産業製造環境下で一般的に、5年以上の耐用年数を誇る。その間、大がかりなメンテナンスを回避することにつながり、装置全体のアップタイムは95%を超える。
被写界深度–大面積にわたる高さ偏差の補償 大型ディスプレイキャリアパネルの加工に対しても高い歩留まりを達成する上で、最も重要な要素の1つは、レーザリフトオフシステムの被写界深度
(焦点深度)である。最先端のエキシマレーザは高いパルスエネルギーを実現できるため、ラインビーム結像光学システムは、低いNA(Numerical Aperture)で設計することができ、その結果、被写界深度は±150μm程度と非常に深くなる(図5)。基板プレーンを、ラインビーム焦点プレーンに対して垂直方向に移動させると、50%、90%、96%の各ライン幅レベルで測定した場合のライン幅の変化量は約2%である。したがって、パネル走査時の基板の高さの変動は、ほとんど気にならない。一方、第3高調波の固体レーザを用いると、UV波長におけるパルスエネルギーが低いため、より高い集光性(高NA)が必要となる。そのため、固体レーザを用いた場合での被写界深度はわずか20μm程度にとどまり、キャリアが大きく、ステージ精度が最適なレベルにない場合は、プロセスウィンドウのマージンが著しく低下する。
結論 以上まとめると、最新式エキシマレーザのUV出力を利用したレーザリフトオフは、軽量でフレキシブルな次世代デバイス製造において、歩留まりの高い薄層剥離を実現するために欠かせない技術となっている。エキシマレーザをベースとするリフトオフシステムは、広い被写界深度、フラットトップな
ビーム特性、パルスUVレーザ技術に由来する卓越したパルス安定性を併せ持つ、完璧なキャリア剥離ツールである。直径300mmまでのキャリアウエハの高速剥離や大型ディスプレイガラス基板の分離に対し、平方センチメートルクラスの大面積一括加工を、最適なエネルギーとビーム特性により実現するのは、エキシマレーザを他においてない。
September 2017 Industrial Laser Solutions Japan 15
著者紹介ラルフ・デルムダール(Ralph Delmdahl)は、独コヒレント社(Coherent GmbH)の産業用エキシマレーザ製品マーケティングマネージャー。独ハーゲン通信大で経営学修士号、独ブラウンシュヴァイク工科大学でレーザ物理学博士号を取得。
寄稿記事編集協力:五味 豊(コヒレント・ジャパン(株)、産業用レーザセールスグループ ストラテジックアカウントマネジメントチーム)
ILSJ
パネルのロード 露光 パネルのアンロード
タクトタイム
オン
オフ
エキシマレーザ
ライン幅〔μm〕
長軸長さの位置〔mm〕
50%ビーム幅
90%ビーム幅
96%ビーム幅
図4 レーザリフトオフ加工において、エキシマレーザのパルスオンデマンド・モードは、連続モードの場合よりもレーザパルス総数を抑えることができる。
図5 基板の垂直位置を変化させた場合の短軸ライン幅の変化