Embed Size (px)
Citation preview

lable at ScienceDirect
Polymer Degradation and Stability 98 (2013) 1972e1980
Contents lists avai
Polymer Degradation and Stability
journal homepage: www.elsevier .com/locate/polydegstab
Flame retardant polypropylene through the joint action of sepioliteand polyamide 6
Fouad Laoutid, Olivier Persenaire, Leila Bonnaud, Philippe Dubois*
Center of Innovation and Research in Materials & Polymers (CIRMAP), Laboratory of Polymeric and Composite Materials, University of Mons UMONS &Materia Nova Research Center, Place du Parc 20, 7000 Mons, Belgium
a r t i c l e i n f o
Article history:Received 26 November 2012Received in revised form9 July 2013Accepted 30 July 2013Available online 9 August 2013
Keywords:Flame retardantPolymer blendNanocompositesSepioliteCharring
* Corresponding author. Tel.: þ32 (0)65 373480x34fax : 32 (0)65 373484.
E-mail address: [email protected] (P. D
0141-3910/$ e see front matter � 2013 Elsevier Ltd.http://dx.doi.org/10.1016/j.polymdegradstab.2013.07.0
a b s t r a c t
The influence of the incorporation of polyamide-6 (PA) and natural sepiolite nanoparticles on both thethermal degradation and fire behaviour of polypropylene (PP) matrix has been investigated by ther-mogravimetric analysis (TGA) and mass loss calorimetry. For that purpose, PP/PA blends and nano-composites thereof were prepared by melt processing. TGA results evidenced that the use of maleicanhydride grafted-polypropylene (MA-g-PP) as compatibilizer led to a significant improvement inthermal stability under air. Such improvement was linked to the formation of a char layer preventing thethermo-oxidative degradation of PP. Interestingly, the thermal resistance of this char layer was furtherimproved by adding 5 wt% of natural sepiolite leading to important increase of time to ignition andreduction of peak of heat release rate (pHRR) during mass loss calorimeter test.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Polypropylene (PP) is commonly used in the plastic industry dueto its attractive versatility in terms of properties and processability.For instance, PP can be found in many areas such as packaging,automotive and fiber industry. Nevertheless, poor flame retardancyis the main drawback of PP [1,2]. To reduce its flammability, severalkinds of flame retardant additives such as halogenated compounds[3] and metal hydroxides [4] have been used [1,5]. Due to envi-ronmental concerns, metal hydroxide microparticles are preferred.However, their use is limited because satisfactory flame retardantproperties are only achieved at high loading level (up to more than60 wt%). In this context, nanometric particles represent an inter-esting alternative to conventional flame retardants since theyproved their efficiency to enhance thermal resistance and flameretardancy of polymers even at low filler contents, when individ-ualized and properly dispersed in polymer matrices [6,7]. They arealso known to enable synergistic effect that can improve the flameretardant performances of conventional flame retardant additives.For instance, the incorporation of a few percents of organo-modified clay nanoplatelets (montmorillonite, MMT) in PP matrix
82, þ32 (0)65 373480x3483;
ubois).
All rights reserved.18
in the presence of 5 wt% of MA-g-PP proved to create a protectivechar layer during combustion which leads to important decrease ofpeak of heat release rate pHRR as high as 50% [8] during conecalorimeter test (50 kW/m2). It is worth noting that the use of bothorganomodified montmorillonite and organic compatibilizer suchasMA-g-PP are required to obtain a nanocomposite structure [9,10].
Organo-modified needle-like clay, such as sepiolite, has beenalso considered as nanofiller for polypropylene. Nevertheless, thesepiolite-induced flame retardancy was lower than that of mont-morillonite even after blend compatibilizationwith 5wt%MA-g-PP.Indeed, either native or organo-modified sepiolite allowed forreducing pHRR values to max. 12% [11].
The superior effect of the organo-modified montmorillonite onpHRR reduction of PP could be attributed to the plate morphologyof layered silicates that favors the formation of protecting charlayer. Several other factors including chemical action of clay sur-face, adsorption of volatile products on larger surface areas(750 m2/g) of MMT particles, in comparison with the lower surfaceareas of sepiolite (300 m2/g) could also explain such difference.Interestingly enough, the superior flame retardant effect of lamellarnanoparticles in comparison with needle-like ones was alsorecently reported by some of us by filling a poly(methyl methac-rylate) (PMMA) matrix with either lamellar or fibrous magnesiumdihydroxide (MDH) nanoparticles [12].
Although needle-like morphology of sepiolite appears lessfavourable thanMMT, sepiolite presents processing advantages due

Table 1Material designation and composition.
Designation Composition Parts(weight ratio)
PP/5-S PP/Sepiolite 95/5PP/MA-g-PP/5-S PP/MA-g-PP/Sepiolite 83/12/5PA/5-S PA/Sepiolite 95/5PP/40-PA PP/PA 60/40PP/40-PA/MA-g-PP PP/PA/MA-g-PP 48/40/12PP/40-PA/5-S PP/PA/Sepiolite 57/38/5PP/40-PA/MA-g-PP/5-S PP/PA/MA-g-PP/Sepiolite 45/38/12/5PP/40-PA/MA-g-PP/3-S PP/PA/MA-g-PP/Sepiolite 46.2/38.8/12/3PP/40-PA/MA-g-PP/1-S PP/PA/MA-g-PP/Sepiolite 47.4/39.6/12/1PP/40-PA/MA-g-PP/5-S
(MB PA)PP/PA/MA-g-PP/Sepiolite 45/38/12/5
PP/20-PA PP/PA 80/20PP/20-PA/MA-g-PP PP/PA/MA-g-PP 68/20/12PP/20-PA/MA-g-PP/5-S PP/PA/MA-g-PP/Sepiolite 64/19/12/5
F. Laoutid et al. / Polymer Degradation and Stability 98 (2013) 1972e1980 1973
to its better wettability by non-polar polymers [13]. Furthermore,the lower contact area between needles as compared to the contactarea between clay layers can favour sepiolite dispersion [14].Therefore, the organo-modification of sepiolite is not a prerequisitecontrary to montmorillonite. Natural sepiolite can thus still beconsidered as a cost-effective alternative to organomodified clays.
Polymer blends have attracted attention for a few decades as asimple, versatile and economic method that allows for developingnew materials with controlled properties from existing polymers[15e19]. Polymer blending is a novel approach to improve the fireproperties of polymeric materials. Lizymol and Thomas [20] stud-ied the thermal stability of three binary blends of poly(vinyl chlo-ride) (PVC), poly(ethylene-co-vinyl acetate) (EVA) andpoly(styrene-co-acrylonitrile) (SAN). Results showed that thermalresistance of the blends was found to be strongly dependent on themiscibility of the homopolymers in the blend. Moreover, theintrinsic fire behaviour of individual polymer and the blendcomposition strongly affect the fire performances of polymerblends. In another study, Lizymol and Thomas [21] briefly investi-gated the fire behaviour of blends of polymers having different firebehaviours, i.e., PVC (intrinsically fire retardant) and EVA (weakresistance to fire). Results showed that the fire properties of EVA/PVC blends only depends on blend composition and not on blendmiscibility. Swoboda et al. [22] showed that both morphology andthe blend compatibilisation strongly affect the flame retardancy ofpolycarbonate (PC)/poly(ethylene terephthalate) (PET) blends. Theflame retardancy of blends containing less than 50 wt% of PC in-creases linearly with PC content while blends containingmore than50 wt% of PC react to fire like pure PC thanks to the formation of acontinuous PC phase. The chemical interaction between polymericphases in the blends could also affect the fire properties of the finalmaterials. As far as PET/PC blends were concerned, the trans-esterification reaction between the two polymers was shown toreduce the overall fire performances due to the decrease of theviscosity of the blends resulting from PET chain breaking. Sonnieret al. [23] investigate the relation between morphology and firebehavior of a binary polymer blend constituted of a low flammableand charring polymer (PC) and a relatively flammable and non-charring polymer (PBT). They showed that the relative percentageof each polymer is the main parameter which determines the firebehavior of the blend and an increase in PBT content lowers theflame retardancy of the blend.
With a view to take advantages of the natural sepiolite prop-erties, the preparation of nanocomposites based on PP/PA blendshas been described in this paper. In order to improve the potentialof flame retardancy of sepiolite, the incorporation of a charringpolymer such as PA-6 has been considered. It is thought that the useof PA-6 could improve both the amount and the thermal stability ofthe char. Indeed, Bourbigot et al. [24] evidenced that pristine PAcould be successfully used as charring agent in intumescent for-mulations for PP. In this paper, the potential synergistic flameretardant effect of both needle-like clay and charring agent isinvestigated. It is worth noting that only natural sepiolite, i.e.,without any surface modification, has been considered in the study.
2. Experimental section
2.1. Materials and processing
The polymers used in this study are commercial products:polypropylene homopolymer (PP) from Polychim, (B 10 FB, MFI at240 �C and 2.16 kg ¼ 15.6 g/10 min), polyamide-6 (PA) from DSMEngineering Plastics (Akulon F136-c1, MFI at 240 �C and2.16 kg ¼ 5.75 g/10 min) and maleic anhydride grafted poly-propylene (MA-g-PP) Orevac CA100 from Arkema (maleic
anhydride content ¼ 1 wt%). Natural needle-like sepiolite clay(Pangel S9) was obtained from Tolsa (Spain) and was used as-received (thus without any surface chemical treatment).
Before processing by melt-blending, PA and natural sepiolitewere dried overnight at 100 �C under vacuum. A Brabender internalmixer was used to prepare the blends at 240 �C (10min mixing at50 rpm). Two highly filled masterbatches (MB) containing 30 wt%of sepiolite were prepared within PP or MA-g-PP and used tointroduce sepiolite nanoparticles into PP/PA blends. In the case ofblends containing less than 5 wt% of sepiolite, additional amount ofMA-g-PP was added in order to obtain 12 wt% of MA-g-PP in all thecompositions. In order to investigate the effect of sepiolite locationwithin PA nodules on the flame retardancy of compatibilized PP/40-PA composition, an additional highly filled PA masterbatchcontaining 11.6 wt% of sepiolite was tested. The compositions of theprepared blends are presented in Table 1.
For the mass loss calorimeter test, plates (100 � 100 � 4 mm3)were compression molded at 240 �C using an Agila PE20 hydraulicpress. More precisely, the material was first pressed at low pressurefor 200 s (three degassing cycles), followed by a high-pressure cycleat 150 bars for 180 s. The samples were then cooled down by tapwater at 50 bars and 180 s.
2.2. Characterization
2.2.1. Thermal analysisThermogravimetric analysis (TGA) was used to study the ther-
mal degradation and thermo-oxidative decomposition of PP andthe different PP/PA blends. Approximately 10 mg of the sample wassubmitted to a temperature ramp from 25 to 700 �C at a heatingrate of 20 �C/min. Thermo-oxidative degradation experiments wereperformed under a flow of 60 ml/min of either air or nitrogen. AllTGA experiments were performed by using a TGA Q50 device fromTA Instruments. Alumel and chromel alloys were used for calibra-tion (Curie temperature measurement).
2.2.2. Fire propertiesThe fire behaviour was tested with a FTT (Fire Testing Technology)
mass loss calorimeter tomeasure the heat release rate (HRR) on samplesaccording to the ISO 13927 standard. A 100 � 100 � 4 mm3 plate wasexposed to a radiant cone (35 kW/m2) using a forced ignition. Resultscorrespond to mean values obtained from 3 experiments for eachformulation, for which a typical variation of 10%was observed.
2.2.3. Microscopic observations (SEM & TEM)Scanning electronic microscopy (SEM) was performed on the
surface of samples previously fractured at liquid nitrogen

Table 2Temperature values corresponding to 20% weight loss (T-20 wt%) and 50% weight loss(T-50 wt%) of PP, PA and the various PP/PA-6 blends as recorded under air flow.
T �C (-20 wt%) T �C (-50 wt%)
PP 300 327PP/5-S 318 357PP/MA-g-PP/5-S 338 380PA 433 458PA/5-S 434 459PP/40-PA 320 367PP/40-PA/MA-g-PP 406 437PP/40-PA/5-S 318 380PP/40-PA/MA-g-PP/5-S 403 440PP/40-PA/MA-g-PP/3-S 408 436PP/20-PA/MA-g-PP 5-S 362 404
F. Laoutid et al. / Polymer Degradation and Stability 98 (2013) 1972e19801974
temperature by using a SEM Philips XL at an accelerated voltage upto 30 kV and various magnitudes. In order to clearly determine themorphology of the dispersed phase, nodules of PA were selectivelyextracted with formic acid prior to SEM observations.
Transmission electron micrographs were obtained with a SEMPhilips CM100 apparatus using an accelerator voltage of 100 kV.The samples (70e80 nm thick) were prepared with a Reichert JungUltracut 3E FC4E ultracryomicrotome by cutting at �130 �C.
3. Results and discussion
3.1. Thermal degradation properties
3.1.1. Individual polymersAs observed on thermograms (TG) curves of individual polymers
under air and N2 (Fig. 1a), PA was thermally more resistant than PPand in addition, contrary to PP, PA exhibited a degradation behaviorin the same range of temperature under air and N2. It can be noticedthat its TG curve is only slightly affected by the presence of oxygen.In fact, under pyrolytic conditions, PA-6 degrades in one step whilea two-step process occured under thermo-oxidative conditions[25] consisting primarily of the decomposition of the bulk polymerfollowed by the degradation of the char layer. No significant changewas observed in the onset temperature of the main degradationstep. In contrast with that is generally reported for nano-composites, the incorporation of 5 wt% of natural sepiolite into PAdid not lead to significant enhancement of the thermal stability ofthe nanocomposite as shown by T-20% and T-50% values (Table 2).
TG curve of PP under N2 was shifted to a higher temperature incomparison with that obtained under air demonstrating the strongeffect of O2 on the thermal degradation of PP. Actually, the thermaldecomposition of PP led to complete volatilization in both inert andoxidative atmosphere and the volatilization process was signifi-cantly accelerated under oxidative atmosphere. Indeed, the thermaldecomposition of PP (Scheme 1) involves the random chain scission
Fig. 1. TG curves of: (a) pristine PP and PA under air and N2; (b) individual polymersand blends as recorded under air flow.
and starts by the elimination of tertiary hydrogen and the gener-ation of radicals leading to chain scission and the formation oflower molecular weight compounds [26]. In the presence of oxy-gen, the thermal oxidative degradation of PP takes place at lowertemperature via the action of a highly reactive peroxy radical in-termediate that abstracts labile hydrogen radicals from polymerchain leading to the formation of hydroperoxide species, as well asanother polymer radical, through which the process of decompo-sition can continue. Oxygen initiates, by hydrogen abstraction, thePP radical degradation chain reaction at a much lower temperaturethan the thermal initiation by CeC bond scission taking place innitrogen atmosphere [27].
In contrast with PA, the incorporation of natural sepiolite leadsto the formation to more thermally stable composites than pure PPas shown by the higher T-20% and T-50% values (Table 2). This effect isdue to the clay barrier effect towards oxygen diffusion from theatmosphere to the polymer and to the adsorption of the volatileproducts, formed during PP degradation, on sepiolite surface andinside the zeolitic pores that decreases the initial rate of degrada-tion of the polymer [8].
3.1.2. Polypropylene/polyamide blendsFig. 1b shows the thermograms (TG) of PP, PA and their blends.
The important results obtained from these curves are summarizedin Table 2. TG curves of uncompatibilized blends exhibited twodegradation steps corresponding to the degradation of PA and PPphases and indicating the highly immiscible two-phase structure ofthe blends. Interestingly, in the case of compatibilized blends withMA-g-PP, PP phase degradation was significantly reduced and theso-obtained blends showed higher thermal resistance in compari-son to both pristine PP and uncompatibilized PP/PA blends. Theimprovement of the blends thermal resistance of seems to be morelikely due to the presence of MA-g-PP and not to sepiolite nano-particles since the PP/40-PA/5-S composition was characterized bya lower thermal resistance with respect to the unfilled compatibi-lized blend. In order to further investigate the effect of blendcompatibilization, morphological analyses have been performed.
Due to the different polarity of PP and PA, their mixture led tothe formation of heterogeneous structure, containing large andirregular PA dispersed domains (Fig. 2). The formation of suchmorphology resulted from the competition between thedeformation/break-up of the dispersed phase and the coalescenceof so-formed nodules [28,29].
The addition of 5 wt% of sepiolite nanoparticles to the PP/PAblends did not affect the blend morphology inwhich some large PAdomains were still observed. Only the incorporation of MA-g-PP,alone or in the presence of sepiolite, triggered drastic refinementof the size of the dispersed phase. Such observation is consistentwith the localization of MA-g-PP at the interface preventing the
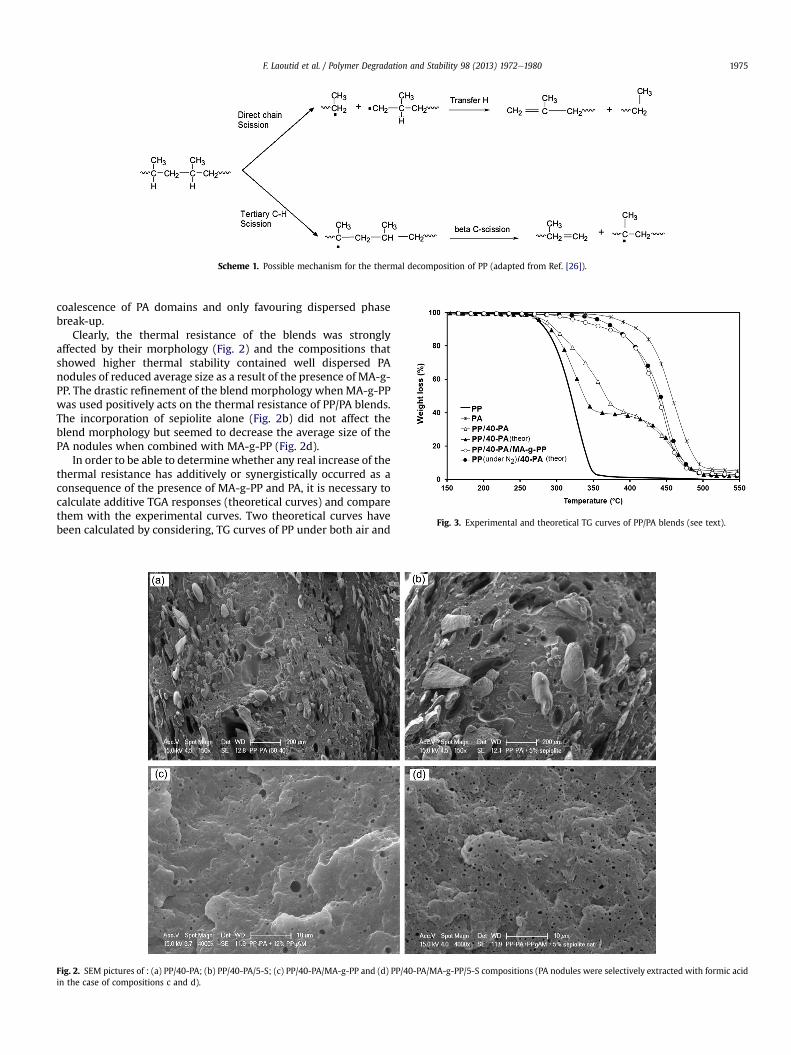
Scheme 1. Possible mechanism for the thermal decomposition of PP (adapted from Ref. [26]).
Fig. 3. Experimental and theoretical TG curves of PP/PA blends (see text).
F. Laoutid et al. / Polymer Degradation and Stability 98 (2013) 1972e1980 1975
coalescence of PA domains and only favouring dispersed phasebreak-up.
Clearly, the thermal resistance of the blends was stronglyaffected by their morphology (Fig. 2) and the compositions thatshowed higher thermal stability contained well dispersed PAnodules of reduced average size as a result of the presence of MA-g-PP. The drastic refinement of the blend morphology whenMA-g-PPwas used positively acts on the thermal resistance of PP/PA blends.The incorporation of sepiolite alone (Fig. 2b) did not affect theblend morphology but seemed to decrease the average size of thePA nodules when combined with MA-g-PP (Fig. 2d).
In order to be able to determine whether any real increase of thethermal resistance has additively or synergistically occurred as aconsequence of the presence of MA-g-PP and PA, it is necessary tocalculate additive TGA responses (theoretical curves) and comparethem with the experimental curves. Two theoretical curves havebeen calculated by considering, TG curves of PP under both air and
Fig. 2. SEM pictures of : (a) PP/40-PA; (b) PP/40-PA/5-S; (c) PP/40-PA/MA-g-PP and (d) PP/40-PA/MA-g-PP/5-S compositions (PA nodules were selectively extracted with formic acidin the case of compositions c and d).
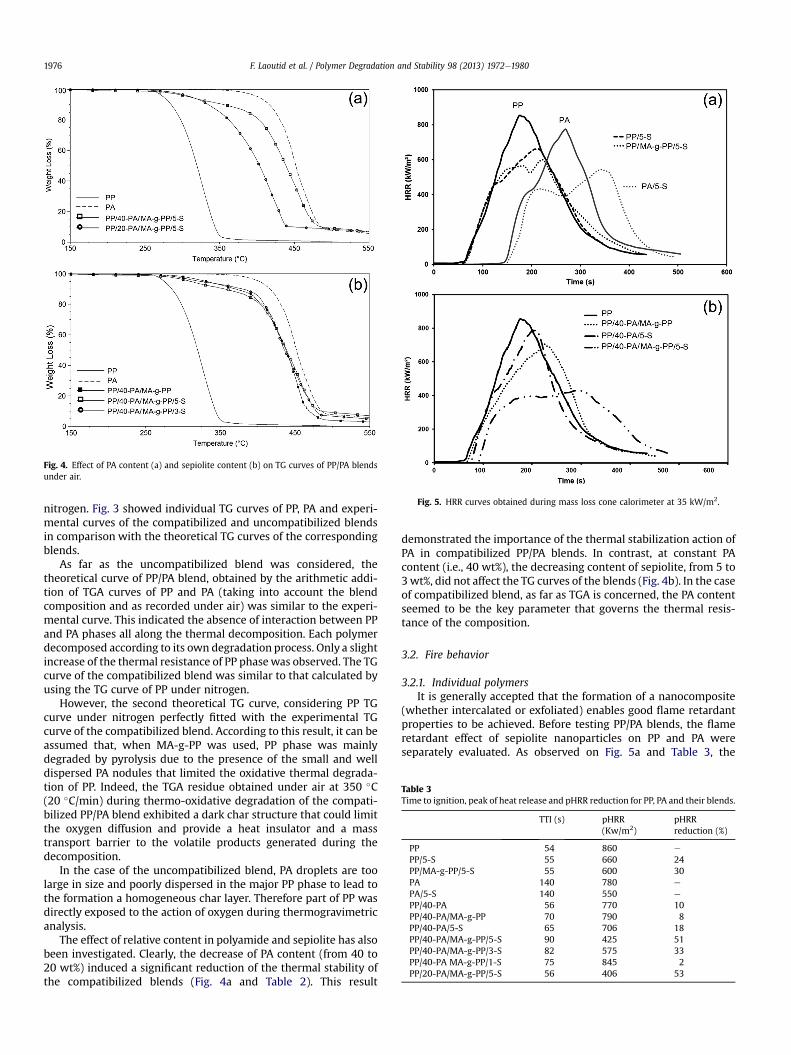
Fig. 4. Effect of PA content (a) and sepiolite content (b) on TG curves of PP/PA blendsunder air.
Fig. 5. HRR curves obtained during mass loss cone calorimeter at 35 kW/m2.
Table 3Time to ignition, peak of heat release and pHRR reduction for PP, PA and their blends.
TTI (s) pHRR(Kw/m2)
pHRRreduction (%)
PP 54 860 e
PP/5-S 55 660 24PP/MA-g-PP/5-S 55 600 30PA 140 780 e
PA/5-S 140 550 e
PP/40-PA 56 770 10PP/40-PA/MA-g-PP 70 790 8PP/40-PA/5-S 65 706 18PP/40-PA/MA-g-PP/5-S 90 425 51PP/40-PA/MA-g-PP/3-S 82 575 33PP/40-PA MA-g-PP/1-S 75 845 2PP/20-PA/MA-g-PP/5-S 56 406 53
F. Laoutid et al. / Polymer Degradation and Stability 98 (2013) 1972e19801976
nitrogen. Fig. 3 showed individual TG curves of PP, PA and experi-mental curves of the compatibilized and uncompatibilized blendsin comparison with the theoretical TG curves of the correspondingblends.
As far as the uncompatibilized blend was considered, thetheoretical curve of PP/PA blend, obtained by the arithmetic addi-tion of TGA curves of PP and PA (taking into account the blendcomposition and as recorded under air) was similar to the experi-mental curve. This indicated the absence of interaction between PPand PA phases all along the thermal decomposition. Each polymerdecomposed according to its own degradation process. Only a slightincrease of the thermal resistance of PP phasewas observed. The TGcurve of the compatibilized blend was similar to that calculated byusing the TG curve of PP under nitrogen.
However, the second theoretical TG curve, considering PP TGcurve under nitrogen perfectly fitted with the experimental TGcurve of the compatibilized blend. According to this result, it can beassumed that, when MA-g-PP was used, PP phase was mainlydegraded by pyrolysis due to the presence of the small and welldispersed PA nodules that limited the oxidative thermal degrada-tion of PP. Indeed, the TGA residue obtained under air at 350 �C(20 �C/min) during thermo-oxidative degradation of the compati-bilized PP/PA blend exhibited a dark char structure that could limitthe oxygen diffusion and provide a heat insulator and a masstransport barrier to the volatile products generated during thedecomposition.
In the case of the uncompatibilized blend, PA droplets are toolarge in size and poorly dispersed in the major PP phase to lead tothe formation a homogeneous char layer. Therefore part of PP wasdirectly exposed to the action of oxygen during thermogravimetricanalysis.
The effect of relative content in polyamide and sepiolite has alsobeen investigated. Clearly, the decrease of PA content (from 40 to20 wt%) induced a significant reduction of the thermal stability ofthe compatibilized blends (Fig. 4a and Table 2). This result
demonstrated the importance of the thermal stabilization action ofPA in compatibilized PP/PA blends. In contrast, at constant PAcontent (i.e., 40 wt%), the decreasing content of sepiolite, from 5 to3wt%, did not affect the TG curves of the blends (Fig. 4b). In the caseof compatibilized blend, as far as TGA is concerned, the PA contentseemed to be the key parameter that governs the thermal resis-tance of the composition.
3.2. Fire behavior
3.2.1. Individual polymersIt is generally accepted that the formation of a nanocomposite
(whether intercalated or exfoliated) enables good flame retardantproperties to be achieved. Before testing PP/PA blends, the flameretardant effect of sepiolite nanoparticles on PP and PA wereseparately evaluated. As observed on Fig. 5a and Table 3, the

F. Laoutid et al. / Polymer Degradation and Stability 98 (2013) 1972e1980 1977
incorporation of 5 wt% of sepiolite nanoparticles into individualpolymers led to a slight decrease of pHRR by ca. 24% when PP-sepiolite nanocomposite is tested and by ca. 30% in the case ofPA-sepiolite nanocomposite. Even the increase of the dispersionstate of sepiolite nanoparticle into PP by using highly filled MA-g-PP masterbatch, did not lead to a significant reduction of pHRRvalue (ca. -30%). These results are in accordance with what wasobserved by Marosfoi et al. [11]. The low flame retardant effect ofneedle-like clay nanoparticles into PP could be explained by thestrong catalytic effect of sepiolite on PP pyrolysis attributed to thereactivity of the tertiary carbon atoms of PP, which can easily formcarbon radicals and initiate thermal volatilization of PP. Themechanism of the catalytic action of sepiolite seems to be similar tothat of zeolites during catalytic thermal cracking of alkanes, viaBrönsted acid sites of Al in the zeolitic framework [27].
3.2.2. Polypropylene/polyamide blendsThe effect of the incorporation of 40 wt% of PA and/or 5 wt% of
sepiolite nanoparticles on the flame retardancy of compatibilizedand uncompatibilized PP/PA blends has been investigated by massloss cone calorimeter test. Results are summarized in Table 3 andpresented on Fig. 5b.
As previously evidenced by TGA, the blend compatibilizationallowed improved the thermal stability of PP/PA blend. Suchimprovement was also associated to a resistance to ignition duringmass loss calorimeter. Indeed, the use of 5 wt% of MA-g-PP to PPcontaining 40 wt% of PA led to an important increase of the time toignition (TTI) from 56 to 70 s. The resistance to ignition was furtherimproved when 5 wt% of sepiolite nanoparticles are incorporatedinto the compatibilized blend. TTI increased up to 90 s while theincorporation sepiolite-based uncompatibilized blend only led tolimited improvement of TTI that reaches 65 s. These results are incontrast to the observations achieved by TGA that highlightedsimilar thermal resistance of both filled and unfilled compatibilizedblends.
However, only the combination of compatibilizing agent and5 wt% of nanoparticles allowed significant reduction of pHRR ofabout 50% as a result of the formation of a cohesive char layer at thesurface of the material during the combustion. This char is animportant factor that considerably improves the flame retardantbehaviour of the blend. In the case of unfilled PP/PA blend, nosignificant pHRR reduction was observed in both compatibilizedand uncompatibilized blends. Despite the enhancement of thermalresistance evidenced by TGA, the char formed during the com-bustion of unfilled PP/PA compositing was not able to produceefficient layer that ensure good barrier protection during firetesting. It is worth nothing that the incorporation of natural sepi-olite into uncompatibilized blend did not lead to significantreduction of pHRR. This could be related to the blend morphology
Fig. 6. SEM images of the char formed during the com
of uncompatibilized blend that contains large and poorly dispersedPA nodules. This kind of morphology promoted the formation ofisolated domains of carbonaceous char that could not allow theformation of coherent char network. When incorporated intocompatibilized blend, sepiolite nanoparticles improved the thermalstability of the char formed via the presence of well dispersed smallPA nodules. These nodules allowed obtaining consolidated charconsisting in interlinked ‘islands-in-the-sea’ carbonaceous do-mains. Similar model was also suggested by Horrocks et al. [1] andBourbigot et al. [30] in intumescent systems. This char protectedthe underlying material from igniting and acted as an insulatingbarrier that reduces heat transfer between the heat source and thepolymer surface and thus limited fuel transfer from the polymertowards the flame as well as the diffusion of oxygen into the ma-terials. The efficiency of the char layer formed during the com-bustion of several systems was studied by sonnier et al. [31] byusing an innovative method based on the comparison of resultsobtained in both cone calorimeter and pyrolysis combustion flowcalorimeter (PCFC).
PP is also partly involved in the char formation taking advantageof the charring of PA/sepiolite domains. In addition, SEM analyses(Fig. 6) performed on the combustion residues of PP/40-PA/MA-g-PP/5-S showed that sepiolite nanofibers are involved in the struc-turation and consolidation of the carbonized residues. Such ob-servations evidenced the key-role of sepiolite nanoparticles in thestrengthening of the char against cracking.
3.2.2.1. Influence of sepiolite content. The combination of MA-g-PPand sepiolite appeared necessary for the formation of thermallystable char layer that significantly improved the flame retardancyof PP/PA blends. Indeed, when used separately, neither MA-g-PPnor sepiolite nanoparticles led to significant reduction of pHRRvalues. Moreover, the decrease of nanoparticles content stronglyaffected the flame retardancy of the blends and pHRR was found toincrease from 425 kW/m2with 5wt% of sepiolite to 575 kW/m2 and845 kW/m2 with 3 wt% and 1 wt% of sepiolite, respectively (Fig. 7and Table 3). As evidenced in Fig. 8, the sepiolite content stronglyaffected the amount of char and its thermal stability. This behavioris similar to what is usually reported in fire retardancy of polymernanocomposites and is due to the formation of a barrier that limitsvolatiles mass transport, heat and oxygen diffusion owing to theformation of char layer at the material surface. As far as MA-g-PP isconcerned, Shartet el al [32] showed that the peak of heat releaserate decreased considerably with increasing montmorillonite con-tent. However, authors observed an absence of significant charformation since the increase in residues observed corresponded tothe amount of clay incorporated.
Phosphorus flame retardant additives act mainly in condensedphase and could promote the char formation in polar polymers
bustion of PP/40-PA/MA-g-PP/5-S composition.
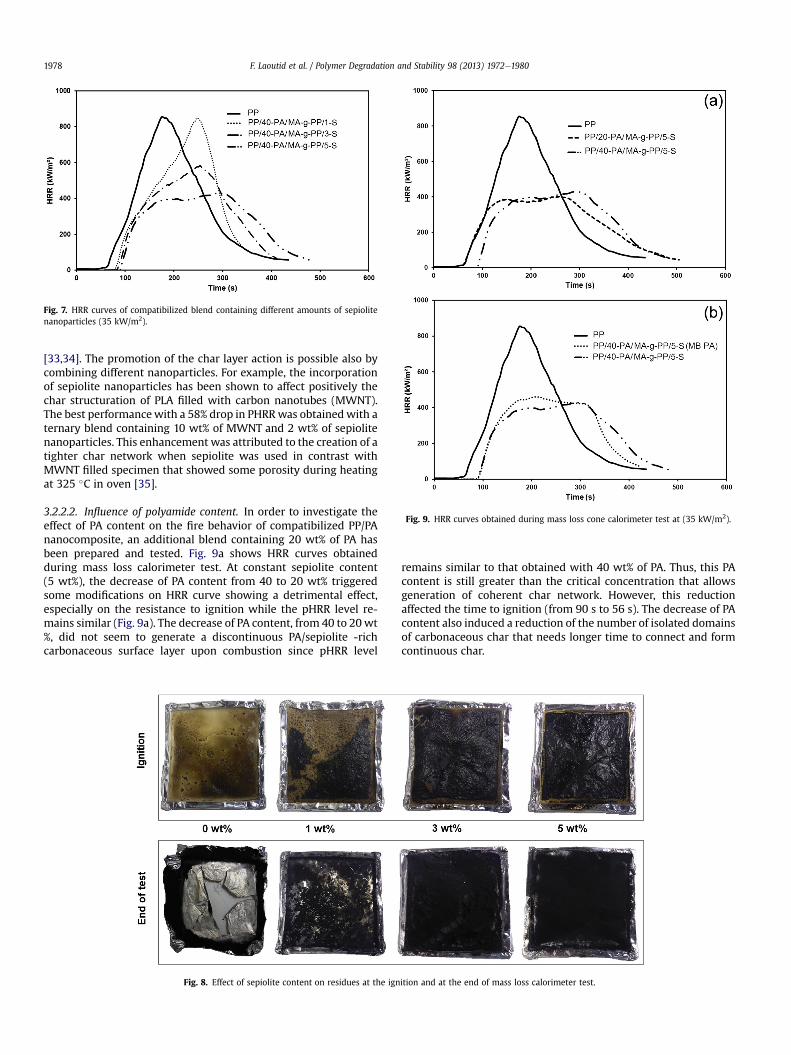
Fig. 7. HRR curves of compatibilized blend containing different amounts of sepiolitenanoparticles (35 kW/m2).
Fig. 9. HRR curves obtained during mass loss cone calorimeter test at (35 kW/m2).
F. Laoutid et al. / Polymer Degradation and Stability 98 (2013) 1972e19801978
[33,34]. The promotion of the char layer action is possible also bycombining different nanoparticles. For example, the incorporationof sepiolite nanoparticles has been shown to affect positively thechar structuration of PLA filled with carbon nanotubes (MWNT).The best performancewith a 58% drop in PHRRwas obtained with aternary blend containing 10 wt% of MWNT and 2 wt% of sepiolitenanoparticles. This enhancement was attributed to the creation of atighter char network when sepiolite was used in contrast withMWNT filled specimen that showed some porosity during heatingat 325 �C in oven [35].
3.2.2.2. Influence of polyamide content. In order to investigate theeffect of PA content on the fire behavior of compatibilized PP/PAnanocomposite, an additional blend containing 20 wt% of PA hasbeen prepared and tested. Fig. 9a shows HRR curves obtainedduring mass loss calorimeter test. At constant sepiolite content(5 wt%), the decrease of PA content from 40 to 20 wt% triggeredsome modifications on HRR curve showing a detrimental effect,especially on the resistance to ignition while the pHRR level re-mains similar (Fig. 9a). The decrease of PA content, from 40 to 20wt%, did not seem to generate a discontinuous PA/sepiolite -richcarbonaceous surface layer upon combustion since pHRR level
Fig. 8. Effect of sepiolite content on residues at the ign
remains similar to that obtained with 40 wt% of PA. Thus, this PAcontent is still greater than the critical concentration that allowsgeneration of coherent char network. However, this reductionaffected the time to ignition (from 90 s to 56 s). The decrease of PAcontent also induced a reduction of the number of isolated domainsof carbonaceous char that needs longer time to connect and formcontinuous char.
ition and at the end of mass loss calorimeter test.

Fig. 10. TEM images of PP/40-PA/MA-g-PP/5-S (MB PA) composition.
F. Laoutid et al. / Polymer Degradation and Stability 98 (2013) 1972e1980 1979
3.2.2.3. Influence of sepiolite localization. In order to better under-stand the effect of the localization of sepiolite nanoparticles on theflame retardant properties of the compatibilized blends, an addi-tional composition has been prepared by using a PA/sepiolitemasterbatch. Such composition allowed the confinement of sepi-olite nanoparticles into PA nodules (Fig. 10). The HRR curve (Fig. 9b)obtained during the mass loss calorimeter test of this compositionwas similar to the one obtained by using MA-g-PP-based master-batch suggesting that the protective char layer results mainly fromthe charring of PA nodules. The presence of sepiolite nanoparticlesin the continuous polyolefinic phase did not seem necessary toobtain good fire properties. This result highlighted that theconfinement of sepiolite into PA nodules is an efficient way forpromoting fire resistance of the blend and reducing the catalyticaction of sepiolite nanoparticles. It is concluded that the confine-ment at PA nodules of a minimum content in sepiolite nano-particles, i.e., ca.5 wt%, was able to improve both thermal resistanceand fire properties of compatibilized blend.
4. Conclusions
In the present study, we have reported the effect of the com-bination of both sepiolite and polyamide on both thermal and firebehaviour of PP. The compatibilization of the compositions was alsostudied. The thermal and fire properties of the different studiedcompositions showed that the joint action of MA-g-PP and naturalsepiolite improved the thermo-gravimetric resistance and the fireproperties of PP/PA blends. Interestingly, no significant pHRRreduction was obtained and only a slight improvement of the timeto ignition is recorded due to the improvement of the thermo-gravimetric resistance when MA-g-PP and sepiolite were usedseparately.
It came out that the size, dispersion state and amount of PAnodules are the key-parameters that allow obtaining higher ther-mal resistance owing to the generation of a cohesive char layer. Theefficiency of the char layer formed during the combustion wasfound to depend on the amount of both sepiolite and PA. In com-patibilized blends, the presence of well dispersed small PA nodules,allowed for obtaining of cohesive charring due to the presence ofinterlinked ‘islands-in-the-sea’ carbonaceous domains. The incor-poration of sepiolite nanoparticles improved the thermal resistanceof the char formed during the combustion is required for obtaininggood flame retardant properties since they.
As demonstrated, polymer blending allowed enhancing the fireproperties of PP through a judicious choice of the nanoparticles/
compatibilizer pair. This concept can be more generally applied toother polymers as a new efficient route for the production of flameretarded thermoplastics.
Acknowledgements
Authors thank Wallonia Region, Nord-Pas de Calais Region andEuropean Community for the financial support in the frame of theIINTERREG IV e NAVARE project. This work was also supported bythe European Commission and Région Wallonne FEDER program(Materia Nova) and OPTI2MAT program of excellence, by theInteruniversity Attraction Pole program of the Belgian FederalScience Policy Office (PAI 6/27) and by FNRS-FRFC.
References
[1] Zhang S, Horrocks AR. A review of flame retardant polypropylene fibres. ProgPolym Sci 2003;28:1517e38.
[2] Ferry L, Lopez Cuesta JM, Chivas C, Mac Way Hoy G, Dvir H. Incorporation of agrafted brominated monomer in glass fiber reinforced polypropylene toimprove the fire resistance. Polym Degrad Stabil 2001;74:449e56.
[3] Troitsch HJ. Flame retardants. In: Gaechter R, Muller H, editors. Plastics ad-ditives handbook. 4th ed. Hanser Publishers; 1993.
[4] Hornsby PR, Watson CL. Plast and rubber. Process Appl 1986;6:169e75.[5] Gleixner G. Flame retardant PP fibres-latest developments. Chem Fibers Int
2001;51:422e4.[6] Alexandre M, Dubois Ph. Polymer-layered silicate nanocomposites: prepara-
tion, properties and uses of a new class of materials. Mater Sci Eng R 2000;28:1e63.
[7] Laoutid F, Bonnaud L, Alexandre M, Lopez-Cuesta JM, Dubois Ph. New pros-pects in flame retardant polymer materials. Mater Sci Eng R 2009;63:100e25.
[8] Fina A, Cuttica F, Camino G. Ignition of polypropylene/montmorillonitenanocomposites. Polym Degrad Stabil 2012;97:2619e26.
[9] Reichert P, Hoffmann B, Bock T, Thomann R, Mulhaupt R, Friedrich C.Morphological stability of poly(propylene) nanocomposites. Macromol RapidCommun 2001;22:519e23.
[10] Reichert P, Nitz H, Klinke S, Brandsch R, Thomann R, Mulhaupt R. Poly(-propylene)/organoclay nanocomposite formation: influence of compatibilizerfunctionality and organoclay modification. Macromol Mater Eng 2000;275:8e17.
[11] Marosfoi BB, Garas S, Bodzay B, Zubonyai F, Marosi G. Flame retardancy studyon magnesium hydroxide associated with clays of different morphology inpolypropylene matrix. Polym Adv Technol 2008;19:693e700.
[12] Laoutid F, Sonnier R, Francois D, Bonnaud L, Cinausero N, Lopez Cuesta JM,et al. Effect of magnesium dihydroxide nanoparticles on thermal degradationand flame resistance of PMMA nanocomposites. Polym Adv Technol 2011;22:1713e9.
[13] Acosta JL, Ojeda MC, Morales E, Linares A. Morphological, structural, andinterfacial changes produced in composites on the basis of polypropylene andsurface-treated sepiolite with organic acids II. Thermal properties. J ApplPolym Sci 1986;31:1869e78.
[14] Tartaglione G, Tabuani D, Camino G. Thermal and morphological characteri-sation of organically modified sepiolite. Microporous Mesoporous Mater2008;107:161e8.
F. Laoutid et al. / Polymer Degradation and Stability 98 (2013) 1972e19801980
[15] Utracki LA. “Preface” in polymers blend handbook. Dordrecht: Kluwer Aca-demic Publishers; 2002.
[16] Jarus D, Hiltner A, Baer E. Barrier properties of polypropylene/polyamideblends produced by microlayer coextrusion. Polymer 2002;43:2401e8.
[17] Pernot H, Baumert M, Court F, Leibler L. Design and properties of co-continuous nanostructured polymers by reactive blending. Nat Mater2002;1:54e8.
[18] Galloway JA, Koester KJ, Paasch BJ, Macosko CW. Effect of sample size onsolvent extraction for detecting cocontinuity in polymer blends. Polymer2004;45:423e8.
[19] Persenaire O, Raquez JM, Bonnaud L, Dubois P. Tailoring of co-continuouspolymer blend morphology: joint action of nanoclays and compatibilizers.Macromol Chem Phys 2010;211:1433e40.
[20] Lizymol PP, Thomas S. Thermal behaviour of polymer blends: a comparison ofthe thermal properties of miscible and immiscible systems. Polym DegradStab 1993;41:59e64.
[21] Lizymol PP, Thomas S. Flame retardant properties of binary blends: a com-parison of miscible and immiscible blends. Polym Degrad Stab 1997;57(2):187e9.
[22] Swoboda B, Buonomo B, Leroy E, Lopez Cuesta JM. Reaction to fire of recycledpoly(ethylene terephthalate)/polycarbonate blends. Polym Degrad Stab2007;92:2247e56.
[23] Sonnier R, Viretto A, Taguet A, Lopez-Cuesta JM. Influence of the morphologyon the fire behavior of a polycarbonate/poly(butylene terephthalate) blend.J Appl Polym Sci 2012;125:3148e58.
[24] Siat C, Le Bras M, Bourbigot S. Combustion behaviour of ethylene-vinyl acetatecopolymer based intumescent formulations using oxygen consumption calo-rimetry. Fire Mater 1998;22:119e29.
[25] Herrera M, Matuschek G, Kettrup A. Main products and kinetics of the thermaldegradation of polyamides. Chemosphere 2001;42:601e7.
[26] Jose S, Thomas S, Biju PK, Koshy P, Karger-Kocsis J. Thermal degradation andcrystallisation studies of reactively compatibilised polymer blends. PolymDegrad Stab 2008;93:1176e87.
[27] Grassie N, Scott G. Polymer degradation and stabilization. Cambridge: Cam-bridge University Press; 1985.
[28] Laoutid F, François D, Yoann Paint Y, Bonnaud L, Dubois P. Using nanosilica tofine-tune morphology and properties of polyamide 6/Poly(propylene) blends.Macromol Mater Eng 2013;298:328e38.
[29] Laoutid F, Estrada E, Michell RM, Bonnaud L, Müller AJ, Dubois Ph. The in-fluence of nanosilica on the nucleation, crystallization and tensile propertiesof PPePC and PPePA blends. Polymer 2013;54:3982e93.
[30] Bourbigot S, Le Bras M, Delobel R. Carbonization mechanisms resulting fromintumescence association with the ammonium polyphosphateepentaery-thritol fire retardant system. Carbon 1993;31(8):1219e30.
[31] Sonnier R, Ferry L, Longuet C, Laoutid F, Friederich B, Laachachi A, et al.Combining cone calorimeter and PCFC to determine the mode of action offlame-retardant additives. Polym Adv Technol 2011;22:1091e9.
[32] BartholmaI M, Schartel B. Layered silicate polymer nanocomposites:new approach or illusion for fire retardancy? Investigations of the po-tentials and the tasks using a model system. Polym Adv Technol2004;15:355e64.
[33] Laoutid F, Ferry L, Lopez-Cuesta JM, Crespy A. Flame-retardant action of redphosphorus/magnesium oxide and red phosphorus/iron oxide compositionsin recycled PET. Fire Mater 2006;30:343e58.
[34] Laoutid F, Ferry L, Lopez-Cuesta JM, Crespy A, Red phosphorus/aluminiumoxide compositions as flame retardants in recycled poly(ethylene tere-phthalate). Polym Degrad Stab 203;82:357e363.
[35] Hapuarachchi T Dhanushka, Peijs Ton. Multiwalled carbon nanotubes andsepiolite nanoclays as flame retardants for polylactide and its natural fibrereinforced composites. Compos Part A 2010;41:954e63.





























